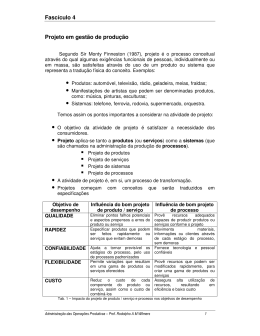
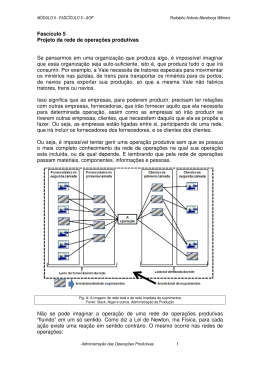
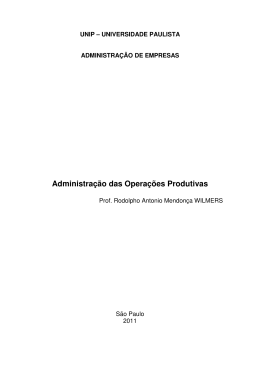
MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Fascículo 8 Planejamento e controle da capacidade Prover a capacidade produtiva para satisfazer a demanda atual e futura é uma responsabilidade fundamental da atividade de administração da produção. Um bom equilíbrio entre capacidade e demanda pode gerar altos lucros e resultar em clientes satisfeitos. Mas atingir o equilíbrio envolve decisões que afetam toda a organização: • Decisões sobre a capacidade têm impacto sobre toda a empresa. • Todas as funções da organização fornecem entradas vitais para o processo de planejamento. • Cada função do negócio deve planejar e controlar a capacidade de suas próprias “micro-operações” para atender a função produção principal. O termo capacidade é geralmente associado a algo estático, como o volume ou capacidade do porta-malas de um automóvel, ou de uma caixa d’água, ou a capacidade ou lotação de um cinema, de um avião, etc. Nesse sentido, capacidade descreve o tamanho da operação, mas não descreve a capacidade de processamento. Quando utilizamos o termo capacidade para descrever capacidade de processamento, deve-se adicionar o fator tempo. Capacidade é, portanto, o máximo nível de atividade de valor adicionado em determinado período de tempo que o processo pode realizar em condições normais de operação. Em determinada operação podemos ter: • Parte dos postos de trabalho observados operando abaixo de sua capacidade visto a demanda ser insuficiente para “preencher” a capacidade do posto. • Alguns outros postos trabalhando “a plena carga”, no que se denomina “capacidade máxima”. Estes postos não permitem mais nenhuma adição de ordens novas, sendo, portanto assumidos como as restrições de capacidade para TODA a operação. Entende-se por planejamento e controle da capacidade a tarefa de determinar a capacidade efetiva da operação produtiva, de forma que ela possa responder à demanda, o que quer dizer como decidir a reação da operação perante as flutuações da demanda. As decisões tomadas no planejamento das políticas de capacidade de médio e curto prazo vão afetar diversos aspectos de desempenho: Administração das Operações Produtivas 1 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers • Os custos são afetados pelo equilíbrio entre capacidade e demanda. Se houver excedente de capacidade, temos subutilização da mesma e, portanto, alto custo unitário; • As receitas são afetadas como os custos, porém de forma oposta: como existe excedente de demanda, significa que toda a demanda será atendida, não havendo perda de receitas; • O capital de giro será afetado, por exemplo, pela produção de estoques para atender a demanda, que deve ser financiado pela organização; • A qualidade dos bens ou serviços pode ser afetada devido à contratação de mão de obra terceirizada ou temporária, podendo aumentar a incidência de erros; • A velocidade de resposta à demanda pode ser melhorada, seja pela criação dos estoques ou pelo aumento deliberado da capacidade, evitando-se filas; • A confiabilidade será menor tanto quanto a capacidade total estiver mais próxima da demanda, visto a produção, nessa situação, perder sua flexibilidade; • A flexibilidade de volume é melhorada pela capacidade excedente, mas se a capacidade estiver próxima à demanda, não será possível atender às variações desta. Na maioria das organizações, a previsão de demanda é de responsabilidade dos departamentos de vendas e marketing, sendo a principal entrada para as decisões de planejamento e controle da capacidade. Sem uma estimativa de demanda futura não é possível planejar para futuros eventos, restando somente reagir a ele. As previsões de demanda devem obedecer a três requisitos: • Ser expressa em termos úteis para o planejamento e controle da capacidade (muitas vezes previsões baseadas em resultados financeiros não são úteis para quem administra a gestão da produção) • Ser tão exata quanto possível (mesmo sabendo que podem mudar antes da produção ocorrer, ou mostrarem-se muito diferentes da demanda real). • Dar uma indicação da incerteza relativa, tendo por base a estatística da demanda, determinando uma distribuição da mesma para cada período avaliado. Administração das Operações Produtivas 2 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Em muitas organizações, o planejamento e controle da capacidade estarão preocupados com flutuações sazonais de demanda. Algum produto tem sazonalidade de demanda, e outro também tem sazonalidade de suprimentos (vide figura 3.10). Causas de sazonalidade Climáticas Festivas Comportamentais Políticas Financeiras Sociais Alguns produtos e serviços sazonais Materiais de construção Serviço de viagem Bebidas Férias Alimentos (panetone) Processamento de impostos Vestuário (maiôs) Médico (epidemia de dengue) Itens de jardinagem (sementes) Serviços de esportes (olimpíadas) Fogos de artifício Serviços de educação Fig. 3.10 – Diferentes operações que devem lidar com demanda sazonal Fonte: SLACK, Nigel e outros. Administração da Produção Para bem definir uma capacidade, deve-se ter também o recurso da medição da capacidade, mas tendo-se em vista a complexidade do processo produtivo, tal medição pode ser bastante complexa. O volume de produção é a medida mais prática de capacidade, porque a natureza do produto não varia (vide figura 3.11). Operação Medida de capacidade de insumos Medida de capacidade de volume de produção Fabrica de ar condicionado Hospital Horas / máquina disponíveis Número de unidades por semana Leitos disponíveis Teatro Número de assentos Universidade Loja de venda no varejo Companhia aérea Número de estudantes Área de vendas Número de assentos disponíveis no setor Tamanho do gerador Número de pacientes tratados por semana Número de clientes entretidos por semana Estudantes graduados por ano Número de itens vendidos por dia Número de passageiros transportados por semana Megawatts-hora de eletricidade gerada Litros por semana Companhia de eletricidade Cervejaria Volume dos tanques de fermentação Fig. 3.11 – Medidas de capacidade por diferentes operações. Fonte: SLACK, Nigel e outros. Administração da Produção A proporção entre o volume de produção realmente conseguido por uma operação e sua capacidade de projeto, e entre a saída real e sua capacidade efetiva é respectivamente chamada de utilização e eficiência da fábrica. Utilização = (volume de produção real) / (capacidade do projeto) Eficiência = (volume de produção real) / capacidade efetiva Administração das Operações Produtivas 3 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Exemplo: Suponha que um fabricante de papel fotográfico tenha uma linha de produção com capacidade de projeto de 200 m2 por minuto, com a linha operando 24 horas por dia, sete dias por semana (168 horas por semana). A capacidade do projeto é, portanto, de 200 x 60 (minutos por hora) x 24 (horas por dia) x 7 (dias da semana) = 2.016 milhões de m2 por semana. Os registros de perdas (tempos perdidos que não foram utilizados para a produção) para uma semana de produção são: MOTIVO 1 2 3 4 5 6 7 8 9 10 DESCRIÇÃO Mudanças de produtos (set-up) Manutenção preventiva regular Nenhum trabalho programado Amostragens de qualidade Tempos de troca de turnos Paradas para manutenção Investigação de falhas de qualidade Falta de estoque Falta de pessoal Espera por rolos de papel TEMPO PERDIDO 20 h 16 h 8h 8h 7h 18 h 20 h 8h 6h 6h Em certa semana, o volume de produção real foi de 582.000 m2. Cinco motivos para a produção perdida eram inevitáveis, e totalizaram 59 horas. Outros cinco são perdas não planejadas, e totalizam 58 horas. Resultados (vide figura 3.12): Capacidade do projeto = 168 h/semana Capacidade efetiva = 168-59 = 109 h/semana Volume de produção real = 168 – 59 – 58 = 51 h Utilização = (volume de produção real) / (capacidade do projeto) = = (51 h) / (168 h) = 0,304......30,4% • Eficiência = (volume de produção real) / (capacidade efetiva) = = (51 h) / (109 h) = 0,468......46,8% • • • • Administração das Operações Produtivas 4 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Fig. 3.12 – Utilização e Eficiência Fonte: SLACK, Nigel e outros. Administração da Produção Entendido o que é eficiência pode-se imaginar o que é eficácia geral do equipamento, baseando-se em três aspectos de desempenho: • Velocidade ou taxa de atravessamento (quanto tempo o produto demora em começar a ser transformado no equipamento até o final de seu processo de transformação no equipamento) • Qualidade do produto ou serviço que produz • Tempo que está disponível para operar A utilização também pode ser pensada como sendo uma medida de desempenho das operações, que para muitos negócios pode ser uma das medidas-chaves do desempenho da produção. Por exemplo: • Níveis de ocupação de quartos nos hotéis • Fator de ocupação para assentos de avião • Tempo de utilização em algumas fábricas Uma vez conhecida à demanda e a capacidade, quais métodos utilizar quando aparece a flutuação da demanda (natural no mundo dos negócios). Basicamente três são as soluções apresentadas: • Ignorar as flutuações e manter os níveis das atividades constantes (denominada política de capacidade constante), processo utilizado em operações de grande volume, mas não aplicáveis a produtos perecíveis, produtos de moda ou produtos customizados. Pode resultar em subutilização da capacidade, como o caso de hotéis que mantenham toda a equipe de atendimento durante todo o ano. Administração das Operações Produtivas 5 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers • Ajustar a capacidade para refletir as flutuações da demanda (denominada política de acompanhamento da demanda), que é muito difícil de conseguir, pois envolve diferentes quantidades de pessoas, horas trabalhadas ou quantidade de equipamentos em cada período. Conseguem, entretanto refletir as mudanças na demanda. Por exemplo, os postos de pedágio nas grandes rodovias, que aumentam o número de baias de atendimento em finais de semana, diminuindo durante as madrugadas. Alguns métodos para ajustar a capacidade são: o o o o Horas extras e tempo ocioso Variar o tamanho da força de trabalho Usar pessoal em tempo parcial Subcontratação • Tentar mudar a demanda para ajustá-la a disponibilidade da capacidade (denominada gestão da demanda), que significa transferir a demanda dos horários de pico para períodos mais tranqüilos. Depende muito das funções de marketing e/ou vendas, utilizando recursos distintos, tais como: o Preço (descontos) o Propaganda (coma panetone o ano todo!!!). o Produtos e serviços alternativos (vôo charter) Finalmente, quando uma organização estiver perto de decidir qual política de capacidade adotará, deve conscientizar-se das conseqüências da adoção de cada política acima exposta. Um dos métodos de avaliação das conseqüências da adaptação de políticas específicas de capacidade denomina-se Teoria das Filas. Teoria das filas é aplicada para operações onde tipicamente não existe a possibilidade de estocar seus produtos, como aparece na maior parte das operações de serviços. Embora estas operações façam previsões de seu nível médio de demanda, não existe forma de prever exatamente quando cada cliente ou pedido individual chegará. Assim, torna-se especialmente difícil prover a capacidade adequada. Da mesma forma como a chegada do cliente é incerta, o tempo para seu atendimento também é incerto (lembre dos caixas de banco). Conclui-se que mesmo quando a capacidade média (capacidade de processamento) de a operação atender a demanda média (taxa de chegada dos clientes) do sistema, tanto filas como tempo ocioso podem ocorrer. Alguns exemplos de operações que podem gerar filas são mostrados na figura 3.13. Administração das Operações Produtivas 6 MÓDULO 8 - FASCÍCULO 8 - AOP OPERAÇÃO Banco Supermercado Clínica de hospital Artista gráfico Decorador de bolo sob encomenda Serviço de ambulância Mesa de telefonista Departamento de manutenção Rodolpho Antonio Mendonça Wilmers CHEGADAS Clientes Consumidores Pacientes Encomendas Pedidos Emergências Chamadas Panes CAPACIDADE DE PROCESSAMENTO Caixas Caixas Médicos Artistas Decoradores de bolo Ambulâncias com pessoal Telefonistas Pessoal de manutenção Fig. 3.13 – Exemplos de operações, tipo de chegada e capacidade de processamento. Fonte: SLACK, Nigel e outros. Administração da Produção Se tomamos por exemplo um banco, e temos de decidir quantas pessoas deverão estar a disposição para atendimento ao público durante o horário de pico do almoço. Faz-se necessário primeiro pesquisar o que ocorre na agência em questão, levantando-se os seguintes dados: - Os clientes chegam à agência nesse período a uma taxa de 9 clientes/hora - O tempo médio de atendimento para responder às perguntas dos clientes demanda 15 minutos O gerente da agência conclui que quatro funcionários dariam conta desse fluxo de clientes, mas deseja garantir que ninguém espere mais que 3 minutos, em média, para ser atendido. Segundo a teoria das filas, teremos: λ = taxa média de chegada de clientes / hora λ=9/h µ = taxa média de atendimento por atendente (capacidade de atendimento / h) 15 minutos de atendimento em média corresponde a 25% de uma hora. Assim: µ = 1 / 0,25 = 4 clientes por hora η = número de atendentes η = 4 atendentes Fator de utilização = λ / (η ηµ) = 9 / (4 x 4) = 0,5625 A figura 3.14 mostra a relação entre o número médio de clientes no sistema e o fator de utilização. Administração das Operações Produtivas 7 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Fig. 3.14: Curvas de filas para um sistema com n atendentes em paralelo Fonte: SLACK, Nigel e outros. Administração da Produção Assim, para um fator de utilização de 0,5625 e η = 4 atendentes: LS = número médio de clientes no sistema LS = 2,56 (vide figura 3) Lq = número médio de clientes em fila = LS – ρ ρ = intensidade de tráfego = λ / µ ρ = 9 / 4 = 2,25 Lq = 2,56 – 2,25 = 0,31 WS = tempo médio que o cliente gasta no sistema = (Lq / λ) + (1 / µ) WS = (0,31/9) + (1/4) = 0,284 horas = 17,04 minutos Wq = tempo médio que o cliente gasta na fila = Lq / λ Wq = 0,31/9 = 0,0344 horas = 2,07 minutos Conseqüentemente, o gerente pode estar seguro de que com a capacidade de quatro pessoas para atendimento durante o horário de almoço, o tempo médio que um cliente esperará será menor do que três minutos. OBSERVAR QUE ESTE CÁLCULO SÓ É VÁLIDO PARA O SISTEMA APRESENTADO, MODÊLO DE FILA ÚNICA COM ATENDENTES EM PARALELO. Administração das Operações Produtivas 8 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers • Modelos de sistemas de filas Fig. 3.15: Sistemas de filas Fonte: Correa. Administração de Produção e operações • A psicologia das filas A maioria das pessoas superestima o tempo de espera ( em mais de 20%) Tempo ocioso parece mais longo do que o tempo ocupado A espera pre processo parece maior do que o tempo em processo Esperas sem explicação são menos toleradas do que aquelas explicadas Administração das Operações Produtivas 9 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Maior o "valor" dado pelo cliente ao serviço, maior a tolerância com a espera Esperas sem previsão de atendimento parecem mais longas do que aquelas com prazo conhecido Esperas solitárias parecem mais longas do que em grupo Finalizando este tema, a matriz apresentada abaixo (figura 3.16), mostra claramente a dinâmica do planejamento da capacidade, considerando perspectivas de curto e longo prazo: Perspectiva = Perspectiva de longo prazo Perspectiva Ruim <1 Perspectiva Ruim <1 PESSOAL DESPEDIDO Perspectiva normal =1 CURTO PRAZO TEMPO OCIOSO Perspectiva boa >1 PRODUZIR PARA ESTOQUES CURTO PRAZO Demanda Prevista Capacidade Prevista Perspectiva de curto prazo Perspectiva normal = 1 Perspectiva boa >1 HORAS EXTRAS ADIAR QUALQUER CONTRATAR AÇÃO PESSOAL TEMPORÁRIO HORAS EXTRAS NÃO FAZER NADA CONTRATAR PESSOAL TEMPORÁRIO CONTRATAR E PRODUZIR PARA CONTRATAR ESTOQUES PESSOAL INICIAR O RECRUTAMENTO Fig. 3.16 – A dinâmica do planejamento da capacidade Fonte: SLACK, Nigel e outros. Administração da Produção Planejamento e controle Just In Time (Apenas a Tempo) JIT, ou Just In Time, que traduzido para o português resulta em Apenas a Tempo, pode ser entendido tanto como uma filosofia como um método de planejamento e controle das operações. Em princípio, JIT significa produzir bens e serviços exatamente no momento em que são necessários – não antes, para não existir estoques, nem depois, para não gerar espera. A figura 3.17 demonstra claramente a percepção do JIT como filosofia, conjunto de técnicas e um método de planejamento e controle. Administração das Operações Produtivas 10 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers JIT como filosofia de produção Eliminar desperdícios Envolvimento de todos Aprimoramento contínuo (Kaizen) JIT como um conjunto de técnicas para a gestão da produção Práticas baseadas no trabalho Projeto para manufatura Foco na produção Máquinas pequenas e simples Arranjo físico e fluxo Manutenção produtiva total (TMP) Redução de set-up (preparo das máquinas) Envolvimento total das pessoas Visibilidade Fornecimento JIT JIT como um método de planejamento e controle Programação puxada Controle Kanban (piso de fábrica) Programação nivelada Modelos mesclados Sincronização Fig. 3.17 - JIT como filosofia, conjunto de técnicas e um método de planejamento e controle Fonte: SLACK, Nigel e outros. Administração da Produção Um dos grandes méritos do JIT é fazer com que os problemas existentes nas organizações apareçam, uma vez que antes estavam escondidas, submersas pelo excesso de estoques, que mostravam um cenário distinto do real. A figura 3.18 mostra de forma comparativa o que acontece ao adotar-se o método JIT. Estoques Operadores Retrabalho destreinados Ataque seletivo aos problemas Problemas Melhoria contínua Entregas atrasadas defeituosa ou Filas Quebras Demanda instável Refugo Fig. 3.18 – A adoção do método JIT reduz estoques, permitindo que os problemas apareçam e sejam resolvidos Fonte: CORREA, Administração da Produção e Operações Pelo exposto, é bastante evidente que o JIT aplica-se perfeitamente à produção de bens. Todavia, muitos dos princípios JIT também são aplicáveis em operações de serviços. Aliás, alguns dos princípios da filosofia JIT podem ser encontrados, de forma equivalente, no setor de serviços. Administração das Operações Produtivas 11 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Para deixar bem clara tal comparação, finalizamos o módulo com a figura 3.19, que mostra a equivalência comentada: Custo Espaço Qualidade Conexão entre estágios Utilização Coordenação Estoques (“filas” de materiais) Empata capital Requer armazém Os defeitos são escondidos Torna estágios independentes Filas (“estoque” de pessoas) Desperdiça tempo Requer áreas de espera Gera impressão negativa Permite divisão do trabalho e especialização Estoque em processo mantém estágios do processo ocupados Evita ter de sincronizar o fluxo Clientes esperando mantém os servidores ocupados Evita ter de adequar fornecimento e demanda Fig. 3.19 – Estoques e filas têm características similares Fonte: SLACK, Nigel e outros. Administração da Produção Administração das Operações Produtivas 12 MÓDULO 8 - FASCÍCULO 8 - AOP Rodolpho Antonio Mendonça Wilmers Exercício resolvido Um dos grandes méritos do JIT é fazer com que os problemas existentes nas organizações apareçam, uma vez que antes estavam escondidas, submersas pelo excesso de estoques, que mostravam um cenário distinto do real. A figura mostra de forma comparativa o que acontece ao adotar-se o método JIT. Podemos afirmar que: I. O JIT não se aplica à produção de bens. II. Com o JIT busca-se eliminar o retrabalho III. Com o JIT garantimos entregas atrasadas e defeituosas IV. Com o JIT precisamos treinar os operadores V. Através do JIT aumentamos os estoques VI. O JIT exige um processo de melhorias contínuas As afirmações verdadeiras são: a) b) c) d) e) I, II e III II, IV e VI III, IV e V I, V e VI II, IV e V Afirmativa correta: b Justificativa: JIT se aplica a produção de bens JIT busca diminuir entregas defeituosas e atrasadas JIT busca diminuir estoques Administração das Operações Produtivas 13
Baixar