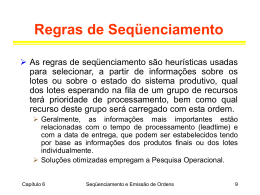
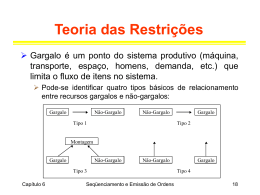
Seqüenciamento Engenharia de Negócios Seqüenciamento, Programação e Controle de Operações Prof. Fernando Ferreira Engenharia de Negócios 1 – Professor Fernando Ferreira 12 Seqüenciamento 4 O Planejamento de Curto Prazo Sequenciar, programar e controlar são atividades de curto prazo. o Seqüenciar refere-se à ordem as quais as atividades devem ocorrer num sistema de operações, visando atingir objetivos de desempenho. o Programar as operações consiste em alocar no tempo as atividades, obedecendo ao seqüenciamento definido e às restrições consideradas. o Controlar as operações significar monitorar o desempenho e disparar, quando necessários, ações úteis no caso de discrepância. Engenharia de Negócios 1 – Professor Fernando Ferreira 4 Seqüenciamento O Planejamento de Curto Prazo O conceito de Centro de Trabalho. o Um centro de trabalho é uma área ou setor no qual recursos são organizados e o trabalho é realizado por atividades agregadoras de valor. o Eles podem ser agrupados de várias formas, de acordo com a função dos recursos ou com a seqüência de atividades que o produto requer para ser processado. Montagem Bruta Pintura Engenharia de Negócios 1 – Professor Fernando Ferreira Montagem Final Seqüenciamento 4 O Planejamento de Curto Prazo Fatores que afetam o seqüenciamento e a programação: o No que diz respeito às ordens (pedidos): • • • • • Pedidos com prazos de entrega distintos; Ordens em estágios distintos de produção; Set-up com tempos e atividades variáveis; As ordens podem passar por estágios distintos de produção; As ordens podem ser de clientes relevantes. Engenharia de Negócios 1 – Professor Fernando Ferreira Seqüenciamento 4 O Planejamento de Curto Prazo Fatores que afetam o seqüenciamento e a programação: o No que diz respeito aos recursos: • Máquinas quebram, bem como demandam manutenção, podendo não estar disponíveis em determinado momento; • Matérias-primas podem não estar disponíveis; • Ferramentas podem não estar disponíveis • Funcionários podem faltar. Engenharia de Negócios 1 – Professor Fernando Ferreira Seqüenciamento 4 O Planejamento de Curto Prazo Fatores que afetam o seqüenciamento e a programação: o No que diz respeito às operações: • Problemas de qualidade podem demandar retrabalho. • Operações podem demandar tempo de pós-produção; • Operações podem requerer quantidade mínima de produção; • Diversos recursos devem estar à disposição para a operação ocorrer. Engenharia de Negócios 1 – Professor Fernando Ferreira Seqüenciamento 4 Regras de Seqüenciamento Que tarefa realizar primeiro em determinado centro de trabalho? o É disso que se trata o seqüenciamento! Regras de sequenciamento usuais para determinar prioridades em job-shops 1 2 3 5 4 7 8 9 Sigla FIFO FSFO SOT SOT1 EDD SS DS CR Definição First-In-First-Out - primeira tarefa a chegar no centro de trabalho é a primeira a ser atendida First in the System, First Out - primeira tarefa a chegar à unidade produtiva é a primeira a ser atendida Shortest Operation Time - tarefa com o menor tempo de operação no centro de trabalho é a primeira a ser atendida Mesma SOT mas com limitante de tempo máximo de espera para evitar que ordens longas esperem muito Earliest Due Date - a tarefa com a data prometida mais próxima é processada antes Static Slack - folga estática, calculada como "tempo até a data prometida menos tempo de operação restante " Dynamic Slack - folga dinâmica, calculada como "folga estática dividida pelo número de operações por executar " Critical Ratio - razão crítica, calculada como "tempo até a data prometida dividido pelo tempo total de operação restante " Engenharia de Negócios 1 – Professor Fernando Ferreira Seqüenciamento 4 Regras de Seqüenciamento A regra de seqüenciamento adotada influencia diretamente no desempenho das operações em aspectos como: o o o o Percentual de ordens de produção completadas no prazo; Tempo médio de permanência da ordem no processo de produção; Níveis de estoque em processo na unidade produtiva; Percentual de tempo em que os recursos estão sendo utilizados. Engenharia de Negócios 1 – Professor Fernando Ferreira 4 Seqüenciamento Sistemas de Programação Carregamento Infinito dos Recursos Datas prometidas B,C D duração = 3 semanas Atividade A Atividade B A 2 semanas 1 semana Atividade C 2 semanas Atividade D Carregamento excede capacidade Limite de capacidade Carregamento infinito Semana 1 Semana 2 Semana 3 Engenharia de Negócios 1 – Professor Fernando Ferreira Semana 4 Semana 5 tempo 4 Seqüenciamento Sistemas de Programação Carregamento Finito dos Recursos Datas prometidas B A D duração = 3 semanas Atividade A Atividade B C 2 semanas 1 semana Atividade C 2 semanas Atividade D Carregamento nunca excede capacidade Limite de capacidade Carregamento finito Semana 1 Semana 2 Semana 3 Engenharia de Negócios 1 – Professor Fernando Ferreira Semana 4 Semana 5 tempo 4 Seqüenciamento Sistemas de Programação Programação para trás (backward) Datas prometidas B,C A 1 2 “Desconta” para trás a duração da atividade Define data 3 de início Parte da data de término duração = 3 semanas Atividade A Atividade B D 2 semanas 1 semana Atividade C 2 semanas Atividade D Semana 1 Semana 2 Semana 3 Engenharia de Negócios 1 – Professor Fernando Ferreira Semana 4 Semana 5 tempo 4 Seqüenciamento Sistemas de Programação Programação para frente (forward) Datas prometidas 1 Atividade A Atividade B Atividade C Atividade D D A B,C Parte da data mais cedo possível 2 Acresce, para frente, a duração da atividade duração = 3 semanas 3 Define data de término “folga” 2 semanas 1 semana 2 semanas Semana 1 Semana 2 Semana 3 Engenharia de Negócios 1 – Professor Fernando Ferreira Semana 4 Semana 5 tempo Seqüenciamento 4 O Controle do Chão-de-fábrica Além do seqüenciamento e programação de atividades e tarefas, o controle do chão de fábrica, ou shop floor control, é essencial. A ele cabe: o o o o Definir prioridades para cada ordem de produção; Manter informação sobre quantidades de estoque em processo; Comunicar situação corrente de ordens de produção para a gestão; Dados sobre saídas efetivas, para controle da capacidade. Engenharia de Negócios 1 – Professor Fernando Ferreira Seqüenciamento 4 O Controle do Chão-de-fábrica Um dos métodos mais simples usados para controle é o baseado nos Gráficos de Gantt. Engenharia de Negócios 1 – Professor Fernando Ferreira 4 Seqüenciamento O Controle do Chão-de-fábrica O Controle de Entradas e Saídas Novos pedidos Ordens abertas e não liberadas Controle de entrada e saída Taxa de entrada Estoque em processo (filas) Lead time de produção Capacidade Engenharia de Negócios 1 – Professor Fernando Ferreira Taxa de saída 4 Seqüenciamento O Controle do Chão-de-fábrica O Controle de Entradas e Saídas Centro de trabalho 14 - Tornos revólver (horas padrão) Semana atual: 55 Semana 52 53 54 55 56 57 58 59 Planejada Real Desvio acumulado 184 200 16 205 205 16 170 175 21 200 194 15 206 199 200 200 200 195 -5 200 205 0 200 203 3 200 198 1 200 200 200 200 Planejada 84 89 59 59 Acumulada 105 105 77 73 Unidade: horas-padrão Desvio acumulado máximo admissível = 30 horas-padrão 65 64 64 64 Entrada Saída Planejada Real Desvio acumulado Fila (Fila inicial = 100 horas) Engenharia de Negócios 1 – Professor Fernando Ferreira Seqüenciamento 4 O Controle do Chão-de-fábrica PRINCÍPIOS GERAIS DE SEQÜENCIAMENTO E PROGRAMAÇÃO 1. Há uma relação direta entre fluxo de produção e fluxo de caixa. 2. Quanto maior a ênfase nos “gargalos”, mais rápido será o fluxo. 3. Uma vez iniciada, uma tarefa não deveria ser interrompida. 4. Verifique a qualidade das informações obtidas com os job-shops. 5. Aloque volumes de produção baseado na quantidade que os job- shops conseguem processar. Engenharia de Negócios 1 – Professor Fernando Ferreira 4 Seqüenciamento O Controle do Chão-de-fábrica Alocação de Mão-de-Obra Plano diário de mão de obra necessária Produto Solicitação de orçamento Análise de propostas Análise de solicitações Análise de sinistros volume diário Recebimento por hora horas 120,0 150,0 20,0 40,0 12,0 12,0 10,0 10,0 10,0 12,5 2,0 4,0 Pré-processamento por hora horas 4,0 4,0 4,0 4,0 30,0 37,5 5,0 10,0 Análise por hora horas Verificação por hora horas 4,0 2,0 2,0 2,0 12,0 15,0 8,0 8,0 30,0 75,0 10,0 20,0 10,0 10,0 2,5 5,0 Total de horas necessárias Tolerância (X1,3) - faltas, férias, ausências 28,5 37,1 82,5 107,3 135,0 175,5 27,5 35,8 Dividido por 8 horas/dia.trabalhador 4,6 13,4 21,9 4,5 Função Recebimento Pré-processamento Análise Verificação pessoal pessoal variação necessário disponível 4,6 13,4 21,9 4,5 4 12 24 5 Engenharia de Negócios 1 – Professor Fernando Ferreira -0,6 -1,4 2,1 0,5 ação gerencial usar horas extras usar pessoal da análise auxiliar pré-processamento ok Seqüenciamento 4 BIBLIOGRAFIA UTILIZADA: CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração da Produção e Operações. São Paulo: Editora Atlas. 1ª edição. 2004. Capítulo 19. HEIZER, Jay; RENDER, Barry. Administração de Operações: Bens e Serviços. Rio de Janeiro: LTC. 5ª edição. 2001. Capítulo 15. Engenharia de Negócios 1 – Professor Fernando Ferreira
Baixar