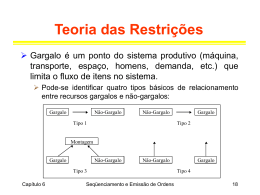
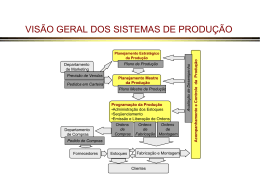
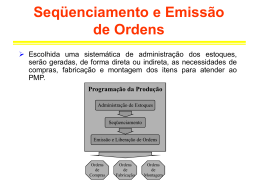
Regras de Seqüenciamento As regras de seqüenciamento são heurísticas usadas para selecionar, a partir de informações sobre os lotes ou sobre o estado do sistema produtivo, qual dos lotes esperando na fila de um grupo de recursos terá prioridade de processamento, bem como qual recurso deste grupo será carregado com esta ordem. Geralmente, as informações mais importantes estão relacionadas com o tempo de processamento (leadtime) e com a data de entrega, que podem ser estabelecidos tendo por base as informações dos produtos finais ou dos lotes individualmente. Soluções otimizadas empregam a Pesquisa Operacional. Capítulo 6 Seqüenciamento e Emissão de Ordens 9 Regras de Seqüenciamento As regras de seqüenciamento classificadas segundo várias óticas: podem ser Regras estáticas e regras dinâmicas; Regras locais versus regras globais; Regras de prioridades simples, combinação de regras de prioridades simples, regras com índices ponderados e regras heurísticas sofisticadas. Não existem regras de seqüenciamento que sejam eficientes em todas as situações. Geralmente, a eficiência de um seqüenciamento é medida em termos de três fatores: o leadtime médio, o atraso médio, e o estoque em processo médio. Porém nada substitui um bom planejamento mestre da produção e a utilização equilibrada dos recursos produtivos. Capítulo 6 Seqüenciamento e Emissão de Ordens 10 Regras de Seqüenciamento Sigla PEPS MTP MDE Especificação Primeira que entra primeira que sai Menor tempo de processamento Menor data de entrega IPI Índice de prioridade ICR Índice crítico IFO Índice de folga IFA Índice de falta Capítulo 6 Definição Os lotes serão processados de acordo com sua chegada no recurso. Os lotes serão processados de acordo com os menores tempos de processamento no recurso. Os lotes serão processados de acordo com as menores datas de entrega. Os lotes serão processados de acordo com o valor da prioridade atribuída ao cliente ou ao produto. Os lotes serão processados de acordo com o menor valor de: data de entrega - data atual / tempo de processamento Os lotes serão processados de acordo com o menor valor de: data de entrega tempo de processamento restante numero de operacoes restante Os lotes serão processados de acordo com o menor valor de: quantidade em estoque / taxa de demanda Seqüenciamento e Emissão de Ordens 11 Regras de Seqüenciamento Regra de Johnson minimiza o leadtime total de um conjunto de ordens processadas em dois recursos sucessivos: Selecionar o menor tempo entre todos os tempos de processamento da lista de ordens a serem programadas nas máquinas A e B, no caso de empate escolha qualquer um; Se o tempo escolhido for na máquina A, programe esta ordem no início. Se o tempo escolhido for na máquina B, programe esta ordem para o final. Elimine a ordem escolhida da lista de ordens a serem programadas e retorne ao passo 1 até programar todas as ordens. Capítulo 6 Seqüenciamento e Emissão de Ordens 12 Regras de Seqüenciamento Exemplo Cinco ordens de fabricação precisam ser estampadas na máquina A e, em seguida, usinadas na máquina B. Os tempos de processamento (incluindo os setups), as datas de entrega (em número de horas a partir da programação) e as prioridades atribuídas a cada ordem são apresentados na tabela abaixo. Ordens OF1 OF2 OF3 OF4 OF5 Processamento (horas) Máquina A 5 8 4 2 4 Capítulo 6 Máquina B 5 6 5 4 3 Entrega (horas) Prioridade 15 20 13 10 9 4 1 3 2 5 Regras PEPS MTP MDE IPI ICR IFO Johnson Seqüenciamento e Emissão de Ordens Seqüências OF1-OF2-OF3-OF4-OF5 OF4-OF5-OF3-OF1-OF2 OF5-OF4-OF3-OF1-OF2 OF2-OF4-OF3-OF1-OF5 OF5-OF2-OF3-OF1-OF4 OF5-OF3-OF4-OF1-OF2 OF4-OF3-OF1-OF2-OF5 13 Regras de Seqüenciamento Exemplo MTP OF5 OF4 Maq.B Maq.A OF4 OF5 2 OF3 Maq.A OF4 OF3 OF1 2 Regras PEPS MTP MDE IPI ICR IFO Johnson Capítulo 6 Leadtime Total (h) 31 29 29 31 32 29 28 6 OF1 15 20 OF1 Leadtime Médio (h) 31/5 = 6,2 29/5 = 5,8 29/5 = 5,8 31/5 = 6,2 32/5 = 6,4 29/5 = 5,8 28/5 = 5,6 23 OF2 OF2 11 OF2 OF2 9 10 OF4 Maq.B Johnson OF3 6 OF1 OF3 16 29 Horas OF5 OF5 19 23 25 28 Atraso Médio (h) (0+0+11+18+22)/5 = 10,2 (0+0+2+5+9)/5 = 3,2 (0+1+3+6+9)/5 = 3,8 (0+8+10+13+22)/5 = 10,6 (0+0+10+13+22)/5 = 9,0 (0+0+7+7+9)/5 = 4,6 (0+0+1+5+19)/5 = 5,0 Seqüenciamento e Emissão de Ordens Horas Tempo de Espera Médio (h) (0+0+2+5+5)/5 = 2,4 (0+0+0+0+0)/5 = 0 (0+1+1+1+0)/5 = 0,6 (0+4+4+4+5)/5 = 4,2 (0+0+2+2+5)/5 = 1,8 (0+0+3+2+0)/5 = 1,0 (0+0+0+0+2)/5 = 0,4 14 Regras de Seqüenciamento Planejamento Fino da Produção: softwares que procuram seqüenciar dinamicamente um programa de produção dentro de um horizonte limitado pelo PMP (normalmente com periodicidade semanal) conforme as ordens forem sendo concluídas e problemas e/ou oportunidades forem surgindo no dia a dia. não buscam otimizar a seqüência de produção, mas sim buscar boas soluções através de programações com recursos finitos e a consideração de fatores, como os tempos de setup, paradas para manutenção dos equipamentos, etc. que convencionalmente não são considerados nas soluções matemáticas de otimização. Capítulo 6 Seqüenciamento e Emissão de Ordens 15 Regras de Seqüenciamento Capítulo 6 Seqüenciamento e Emissão de Ordens 16 Regras de Seqüenciamento Algumas características importantes com relação as regras empregadas: Simplicidade: As regras devem ser simples e rápidas de entender e aplicar; Transparência: A lógica por trás das regras deve estar clara, caso contrário o usuário não verá sentido em aplicá-la; Interatividade: Devem facilitar a comunicação entre os agentes do processo produtivo. Gerar prioridades palpáveis: As regras aplicadas devem gerar prioridades de fácil interpretação. Facilitar o processo de avaliação: As regras de seqüenciamento devem promover, simultaneamente à programação, a avaliação de desempenho de utilização dos recursos produtivos. Capítulo 6 Seqüenciamento e Emissão de Ordens 17
Baixar