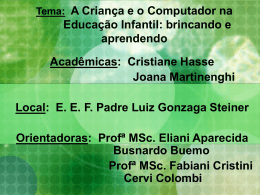
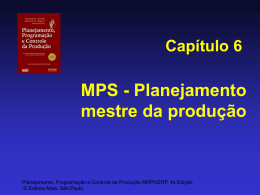
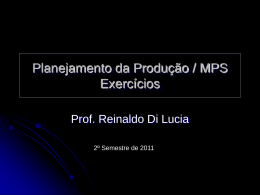
Campus Cabo Frio ENGENHARIA DE PRODUÇÃO Planejamento e Controle da Produção Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 1 Unidade V MPS – Planejamento Mestre da Produção Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 2 MPS - Planejamento mestre da produção O MPS (master production schedule) ou Plano-mestre de produção, não é um módulo essencialmente de cálculo como o MRP, mas de tomada de decisão. A equação básica do MPS é: Estoque Final = Produção – Previsão de vendas + Estoque Inicial Dados a previsão de vendas no período, a carteira de pedidos e o estoque inicial, o estoque final é função da decisão de produção. As principais informações necessárias para a tomada de decisões no MPS são: A posição dos estoques de produtos finais; A previsão de vendas de produto (final) a produto e A carteira de pedidos aceita. Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 3 Planos Operacionais Interligados • Plano de Vendas: número de unidades que os representantes de vendas deverão esforçar-se para vender; • Plano de Marketing: mercados a atacar, produtos, preços, promoções e esquemas de distribuição que serão usados; • Plano de Engenharia: programas e projetos a serem desenvolvidos na prancheta; • Plano de Finanças: receitas, orçamentos de despesas e margens de lucro visados; • Plano de Manufatura: o que, quanto, quando e com que recursos a fábrica vai produzir. Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 4 Que é planejamento-mestre? • Planejamento-mestre é um plano operacional, parte de um plano amplo e abrangente, que é o plano de vendas e operações. • Programa-mestre é uma declaração de quantidades planejadas que dirigem os sistemas de gestão detalhada de materiais e capacidade. • Planejamento-mestre é o processo responsável por garantir que os planos de manufatura estarão perfeitamente integrados com o nível superior de planejamento estratégico e com os outros planos operacionais. Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 5 MPS no MRPII S&OP S&OP plano de vendas agregado orçamento lista de recursos, tempos RCCP RCCP Motor política de estoques MPS MPS estruturas, parâmetros CRP CRP MRP MRP plano detalhado de materiais e capacidade Compras Compras Rodas Gestão Gestãode de Demanda Demanda plano de produção agregado plano mestre de produção Comando centros produtivos, roteiros, tempos estratégias programa de fornecedores posição de estoques SFC SFC programa detalhado de produção Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 6 Funcionamento do MPS Registro básico do MPS ITEM DE MPS LAPISEIRA P207 Atraso 1 2 3 4 5 Previsão de demanda independente Demanda dependente Pedidos em carteira Demanda total Estoque projetado disponível Disponível para promessa Programa mestre de produção MPS Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 7 Funcionamento do MPS Registro básico do MPS Previsão de demanda independente: previsão de demanda para atender a uma necessidade de consumo direta; Previsão dependente: previsão para as necessidades de montagem indireta; Pedidos em carteira: material para entrega futura; Demanda total: combinação das anteriores (soma); Estoque projetado disponível: quantidade que vai estar disponível em estoque; Disponível para promessa: quantidades para entrega e projeta o suprimento de produtos menos os pedidos em carteira. Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 8 Funcionamento do MPS Registro básico do MPS Programa–mestre de produção MPS: ordens para que a demanda de cada período seja adequadamente satisfeita, período a período. Cada quantidade que aparece na linha do MPS representa uma quantidade definida de um item determinado que precisa estar pronto num momento específico do tempo. As ordens de suprimento do programa-mestre aparecem de três formas: OL (ordens liberadas ou abertas); OFP (ordens firmes planejadas: confirmadas, mas não abertas) OP (ordens planejadas: mas não firmes) Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 9 A linha de “Programa-mestre de produção” MPS • Ordens liberadas (OL): disparam processos produtivos, autorizando que materiais e outros recursos produtivos sejam utilizados para produzir determinado item; • Ordens firmes planejadas (OFP): é uma declaração de programador-mestre equivalente a :” pretendo firmemente produzir tal quantidade desse item para que esteja pronta em tal data, mas ainda não considero ser hora de liberar (ou abrir) essa ordem para produção”; Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 10 A linha de “Programa-mestre de produção” MPS • Ordens planejadas (OP): é uma ordem criada pelo sistema, que serve como sugestão para uma ordem firme daquele tamanho e naquela data para se obter um balanço entre suprimento e demanda. • Para que uma OP tenha efeito sobre a produção, ela deve ser transformada em ordem liberada (OL) Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 11 Funcionamento do MPS Registro básico Produção: 200 unid. Estoque= 240 unid. Lapiseira 207 Lead Time = 1 Montagem final feita em lotes de 400 peças Presilha de bolso Corpo externo LAPISEIRA P207 Atraso Previsão de dem. independente do MPS 1 2 Miolo 3 4 200 200 200 200 200 200 200 200 40 240 40 240 5 6 200 7 8 200 200 200 200 200 200 200 40 240 40 240 Demanda Dependente Pedidos em carteira Demanda total Estoque projetado disponível 240 Disponível para promessa Programa-mestre (MPS) 400 400 Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 400 OP400 12 O MPS dirige o MRP Lapiseira P207 LT=1 atraso Previsão de dem. independ. 1 2 3 4 5 6 7 8 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 40 240 40 240 40 240 40 240 Demanda dependente Pedidos em carteira Demanda total Estoque projet. disponível 240 Disponível para promessa Programa mestre (MPS) 400 400 400 400 Corpo externo Lote min=50; LT=2; ES=80 atraso 1 Necessidade brutas 400 Recebimentos programados 400 Estoque projetado 80 80 2 4 400 80 Recebim. Ordens Planej. Liberação Ordens Planej. 3 400 80 5 6 400 80 80 400 400 400 400 7 8 400 80 80 80 400 Presilha de bolso Lote min=90; LT=1; ES=500 atraso 1 Necessidade brutas 400 Recebimentos programados 400 Estoque projetado 550 550 2 3 4 400 550 Recebim. Ordens Planej. 500 350 6 400 500 350 Liberação Ordens Planej. 5 500 8 400 500 400 400 7 500 500 400 400 Miolo Lote min=1; LT=1; ES=60 atraso 1 Necessidade brutas 400 Recebimentos programados 350 Estoque projetado 120 70 2 4 400 70 Recebim. Ordens Planej. Liberação Ordens Planej. 3 60 6 400 60 390 390 5 60 8 400 60 400 400 7 60 60 400 400 Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 13 Gerenciamento com MPS Exemplos de mensagens de ação (ou de exceção) para melhor balanceamento entre suprimento e demanda • converter ordens firmes planejadas(OFPs) em ordens liberadas(OLs) • converter ordens planejadas(Ops) em ordens firmes planejadas(OFPs) • antecipação, postergamento ou cancelamento de OFPs ou de OLs • análise da existência de balanço negativo • análise de atrasos identificados de OFPs ou OLs • aumento ou diminuição de quantidade de OFPs ou OLs Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 14 Questões-chave a serem analisadas para decidir modificar o MPS • A demanda realmente mudou? • Qual o impacto da mudança no plano de vendas e operações? • Há capacidade suficiente para suportar a alteração? • Há materiais suficientes para suportar a alteração? • Quais são os riscos e custos envolvidos na mudança? Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 15 Possibilidade de manutenção de estoques para vários ambientes de manufatura MTS Make to Stock ATO Assembly to Order Produtos finais ESTOCAGEM. Ex. Televisores Semi acabados MONTAGEM SOB ENCOMENDA. Ex.: centrais telefônicas Matérias primas MTO Make to Order Incertezas e variabilidades da demanda Manufatura sob encomenda. Ex. Produtos gráficos ETO Engineer to Order “Engenheiramento” sob encmenra. Ex.: obras estabilidade estabilidade alta utilizaçãode de altautilização capacidade capacidade excesso excessode decapacidade capacidade velocidade velocidade flexibilidade flexibilidade Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 16 Fatores que influenciam no desenho das estruturas de produtos • • • • • • • • • • os lead times do mercado, fabricação e compras quais itens cuja demanda pretendemos prever processo de manufatura em si custos de produção volume de transações de estoque e de documentação manutenção das estruturas de produtos investimento em estoques considerações do projeto requisitos de entrada de pedidos documentação Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 17 Exercício 1 Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 18 Solução 1 a) e b) 400 50 250 150 180 200 200 200 200 200 200 50 20 200 200 200 200 200 200 200 200 50 250 400 50 250 400 50 250 400 50 250 400 150 180 200 200 200 200 200 200 50 20 200 200 200 200 200 200 200 200 50 50 50 50 50 50 50 50 200 200 200 200 200 200 50 250 Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 200 200 19 Solução 1 c) O estoque médio da opção com lotes múltiplos de 400 é de 161 unidades. O estoque médio com lote múltiplo de 200 é de 72 unidades (uma diferença de 55%). [ 161 – 72 = 89 ∴ 89 ÷ 161 = 55%] Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 20 Exercício 2 Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 21 Solução 2 Direito adquirido e adaptado pelo Prof. MSc. Luiz Felipe Neves 22
Baixar