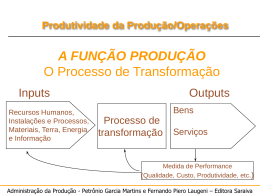
Layout 5 LAYOUT DE EMPRESAS INDUSTRIAIS LOCALIZAÇÃO DA UNIDADE INDUSTRIAL DETERMINAÇÃO DA CAPACIDADE LAYOUT DA EMPRESA Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout DETERMINAÇÃO DO NÚMERO DE EQUIPAMENTOS PROCESSO A 60 unid/h PROCESSO B 40 unid/h PROCESSO C PROCESSO D 51 unid/h 66 unid/h CAPACIDADE PRODUTIVA DAS MÁQUINAS: P = ------- (unidades/hora.máquina(min; s; dia; ano; etc) TC [hora.máquina(min; s; dia; ano; etc)/unidade] TCA=1,5 minuto.maquina/unidade nA=1,5x0,667 --> 1 máquina TCB=0,8 minuto.maquina/unidade nB=0,8x0,667 --> 0,53 máquina TCC=2,2 minuto.maquina/unidade nC=2,2x0,667 --> 1,47 máquina TCD=1,2 minuto.homem/unidade nD=1,2x0,667 --> 0,80 máquina Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva Layout 5 TIPOS DE LAYOUT o PROCESSO (OU FUNCIONAL OU JOB SHOP) o EM LINHA (OU POR PRODUTO OU FLOW SHOP) o CELULAR o POSIÇÃO FIXA o COMBINADOS Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout Layout Orientado por Processo para Job Shops Embalagem Pintura Jateamento Corte Usinagem Colagem Plaina Furadeiras Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout LAYOUT EM LINHA (OU POR PRODUTO OU FLOW SHOP) A E E A B D A D B C C D B E B C O produto flui através dos processos A-E, na seqüência ditada pelas exigência de montagem do produto . Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout Manufatura Celular Célula A Plaina Célula B Pintura Célula C Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva Layout 5 Alternativas de Processos e de Layout o Projeto o Job Shop o Flow Shop • Lotes • Linha de Montagem • Fluxo Contínuo o Manufatura Celular Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout Linha de Montagem Seriada (Layout por produto) Minutos por Unidade Estação 1 Estação 2 Estação 3 6 7 3 O que vai acontecer? Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout Exemplo--Balanceamento de Linha o Você acabou de ser nomeado para implantar uma linha de montagem seriada de um ventilador, com as seguintes operações: Tarefa A B C D E F G H Duração (min) 2 1 3,25 1,2 0,5 1 1 1,4 Descrição Montagem do corpo Montagem das botoeiras Montagem do compartimento do motor Montagem do suporte do compartimento Colocar pás Montar e colocar protetor de segurança Colocar o cabo de força Testar Precedência A A, C D E B F, G Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout Diagrama de Precedências o Qual dos processos define a capacidade máxima de produção? 2 A 1 B 1 G C D E F 3.25 1.2 .5 1 1.4 H Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout O Gargalo Tempo disponível 420 min/dia Produção máxima = -------------------------------- = ------------------------ = 129 unid/dia TCgargalo 3,25 min/unid Tarefa A B C D E F G H Duração (min) 2 1 3,25 1,2 0,5 1 1 1,4 Descrição Montagem do corpo Montagem das botoeiras Montagem do compartimento do motor Montagem do suporte do compartimento Colocar pás Montar e colocar protetor de segurança Colocar o cabo de força Testar Precedência A A, C D E B F, G Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva Layout 5 Queremos montar 100 ventiladores por dia Tempo disponível no período Duração do ciclo, TC = ---------------------------------------------Produção requerida 420 min/dia TC = --------------------- = 4,2 min/unid 100 unid/dia O que representa esta figura? Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva Layout 5 Número teórico de Estações (ou Postos) de Trabalho, Nt Somatório das durações das operações ( ti) Nt = --------------------------------------------------------------------Duração do Ciclo (TC) 11,35 min/unid Nt = --------------------------------- = 2,702 --> Nr = 3 4,2 min/unid Por que devemos arredondar? Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva Layout 5 Regra básica para agrupamento das operações AGRUPAR AS OPERAÇÕES DE TAL FORMA QUE O SOMATÓRIO DAS SUAS RESPECTIVAS DURAÇÕES MAIS SE APROXIME DA DURAÇÃO DO CICLO DE MONTAGEM E NÃO SEJA QUEBRADA A SEQÜÊNCIA LÓGICA DA MONTAGEM Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout Diagrama de Precedência 2 A 1 B 1 G C D E F 3.25 1.2 .5 1 1.4 H Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout 2 A 1 B 1 G C 3.25 D 1.2 E .5 Estação 1 1.4 H F 1 Tarefa A C D B E F G H Estação 2 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) C (4.2-3.25)=.95 Ocioso = .2 Ocioso = .95 Sucessor 6 4 3 2 2 1 1 0 Tempo (min) 2 3.25 1.2 1 0.5 1 1 1.4 Estação 3 D (4.2-1.2)=3 E (3-.5)=2.5 F (2.5-1)=1.5 H (1.5-1.4)=.1 Ocioso = .1 Qual Posto é o Gargalo? Qual a duração real do ciclo? Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva Layout 5 Eficiência do Balanceamento Somatório das durações das operações ( ti) Eficiência = -------------------------------------------------------------------------------------------Número real de Postos (Nr)xDuração do Ciclo de Montagem (TC) 11,35 unid/min Eficiência = ------------------------------ = 0,901 ou 90,1% (3)(4,2 min/unid) Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout EXEMPLO( p.132-12): UM FABRICANTE DE ARMÁRIOS ESTRUTUROU A LINHA DE MONTAGEM A PARTIR DE PARTES PRÉ-FABRICADAS E QUE DEVE PRODUZIR 6 ARMÁRIOS POR HORA. A FIG. ABAIXO REPRESENTA A SEQÜÊNCIA DAS OPERAÇÕES COM OS TEMPOS EM MINUTOS. CADA OPERADOR TRABALHA 48 MINUTOS POR HORA. DETERMINAR: a) O TEMPO DE CICLO b) O NÚMERO TEÓRICO DE OPERADORES c) A DISTRIBUIÇÃO DO TRABALHO E O NÚMERO REAL DE OPERADORES d) A EFICIÊNCIA DO BALANCEAMENTO B 0,8 4,4 7,0 A D C 14,6 E 3,5 Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Layout ti = 4,4+0,8+3,5+7,0+14,6 --> 30,3 min. 48 min/h 6 unid/h TC = -------------- = 8 min/unid. TC < 14,6 ?? USAR 2 OPERADORES PARA A OPERAÇÃO “E” 30,3 min Nt = -------------------- = 3,79 postos ---> 4 postos B 0,8 4,4 7,0 A D C 14,6 E 3,5 Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva 5 Característica do Processo Layout Variedade e Volume do Produto Matriz Produto Muitos Vários Baixo Único Produto VolumeProdutos Produtos Muito altos Único Baixo Volume Alto Volume volumes Processo Sem Fluxo Fluxo descontínuo Misturado com Fluxos Dominantes Line Flow Contínuo ou Automático Projeto Job Shop Lotes Linha Montagem Processo Contínuo Administração da Produção - Petrônio Garcia Martins e Fernando Piero Laugeni – Editora Saraiva
Baixar