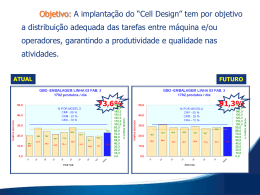
Sistema Toyota de Produção SOCIOLOGIA ORGANIZACIONAL PROF. Marilia Coltri FORDISMO (relembrando...) Idealizado pelo empresário estadunidense Henry Ford (1863- 1947), fundador da Ford Motor Company, o Fordismo é um modelo de Produção em massa que revolucionou a indústria automobilística na primeira metade do século XX. Ford utilizou à risca os princípios de padronização e simplificação de Frederick Taylor e desenvolveu outras técnicas avançadas para a época. Suas fábricas eram totalmente verticalizadas. Ele possuía desde a fábrica de vidros, a plantação de seringueiras, até a siderúrgica. Ford criou o mercado de massa para os automóveis. Sua obsessão foi atingida: tornar o automóvel tão barato que todos poderiam comprá-lo. FORDISMO FORDISMO Sistema Toyota de Produção O Sistema Toyota de Produção surgiu logo após a Segunda Guerra Mundial, a partir da globalização do capitalismo, época em que a indústria japonesa estava passando por momentos de baixa produtividade. A criação do sistema se deve a três pessoas: O fundador da Toyota, Sakichi Toyoda, seu filho Kiichiro Toyoda e o engenheiro Taiichi Ohno. Este sistema representou a expansão mundial da indústria japonesa, que até então era rotulada de uma indústria com produtos de baixa qualidade, mão de obra barata e produtos não confiáveis. Mas só a partir da crise capitalista da década de 1970 é que foi caracterizado como filosofia orgânica da produção industrial (modelo japonês), adquirindo uma projeção global. O Japão foi o berço da automação flexível pois apresentava um cenário diferente do dos Estados Unidos e da Europa: um pequeno mercado consumidor, capital e matéria-prima escassos, e grande disponibilidade de mãode-obra não-especializada, impossibilitavam a solução taylorista-fordista de produção em massa. TOYOTISMO O sistema objetiva aumentar a eficiência da produção pela eliminação contínua de desperdícios. Os sistemas de gestão desenvolvidos por Frederick Taylor e Henry Ford predominaram de forma eficiente e amadurecida até a década de 50, e procuravam reduzir os custos unitários dos produtos através da produção em larga escala e especialização do trabalho no chão de fábrica. Em contrapartida, o SISTEMA TOYOTA DE PRODUÇÃO visa a produção em lotes unitários e a multifuncionalidade no chão de fábrica. TOYOTISMO O TOYOTISMO é um modo de organização da produção capitalista que se desenvolveu a partir da globalização do capitalismo na década de 1950. Surgiu na fábrica da Toyota no Japão após a II Guerra Mundial, e foi elaborado por Taiichi Ohno mas só a partir da crise capitalista da década de 1970 é que foi caracterizado como filosofia orgânica da produção industrial (modelo japonês), adquirindo uma projeção global. O Japão foi o berço da automação flexível pois apresentava um cenário diferente do dos Estados Unidos e da Europa: um pequeno mercado consumidor, capital e matéria-prima escassos, e grande disponibilidade de mão-de-obra não-especializada, impossibilitavam a solução taylorista-fordista de produção em massa. Características do TOYOTISMO Mão-de-obra: multifuncional e bem qualificada. Para isso, investe-se pesado em treinamento e qualificação, dando provas de que o consumidor enxerga estas variáveis como sinônimo de qualidade também. Flexibilidade Fim dos estoques. É o fim do almoxarifado. Flexibilidade: Só se produz o necessário, evitando o excesso. O mais importante é que a produção passa a ser ajustada de acordo com a demanda do mercado. SISTEMA TOYOTA DE PRODUÇÃO A base de sustentação do SISTEMA TOYOTA DE PRODUÇÃO é a absoluta eliminação do desperdício e os dois pilares necessários à sustentação é o Just-InTime e a Automação. Os 7 desperdícios que o sistema visa eliminar: Superprodução, a maior fonte de desperdício. Tempo de espera, refere-se a materiais que aguardam em filas para serem processados. Transporte, nunca geram valor agregado no produto. Processamento, algumas operações de um processo poderiam nem existir. Estoque, sua redução ocorrerá através de sua causa raiz. Movimentação Defeitos, produzir produtos defeituosos significa desperdiçar materiais, mãode-obra, movimentação de materiais defeituosos e outros. SISTEMA TOYOTA DE PRODUÇÃO Este sistema, também conhecido por Manufatura Enxuta ou Lean Manufacturing, vem sendo implantado em várias empresas no mundo todo. Segundo matéria na Newsweek International, em 2005, a Toyota Motors Company obteve lucros recordes de US$ 11 bilhões, que ultrapassa os ganhos da GM, Ford, e Daimler Chrysler juntas, e é previsto que em 2008 se torne a maior empresa automobilística do mundo. Sistema Kanban de Produção O sistema Kanban de produção, é uma ferramenta para uma produção mais eficiente, uma vez que ele auxilia nos elos de ligação entre os diversos setores existentes em uma indústria. Essa ferramenta tem como característica básica o uso de cartões que informam alguns dados necessários para uma harmonia entre requisição e atendimento de materiais internamente e externamente em uma organização. KANBAN O Kanban é um meio de comunicação no sistema de Controle de Inventário Feito no Tempo Certo (Just in Time Inventory Control), metodologia desenvolvida e aperfeiçoada na Toyota (Japão). Coloca-se um Kanban - ou aviso - em peças ou partes específicas de uma linha de produção, para indicar a entrega de uma dada quantidade. Quando esgotarem todas as peças, o mesmo aviso é levado ao seu ponto de partida, onde se converte num novo pedido para mais peças. KANBAN Kanban é o termo japonês que significa cartão. Ele age como um disparador da produção dos Centros Produtivos. Há dois tipos básicos de Kanban: de produção e de transporte. As principais informações de um cartão Kanban são: Além dos tipos básicos, existe também o de reposição. A sistemática de utilização do kanban consiste em: O cliente "puxa", com seu pedido; Dispara-se todo o processo, envolvendo montagem, produção, transporte, reposição e fornecedores; Mantém-se, em cada etapa, uma quantidade mínima de componentes, suficiente para atender aos diversos clientes dos processos. Nenhuma atividade é executada sem que haja um kanban autorizando. A seguir, um exemplo de quadro de controle de Kanbans. Gráfico de um KANBAN http://www.virto.com.br/erp-telas-screenshots.aspx HEIJUNKA Heijunka ou nivelamento da produção é um conceito relacionado a programação da produção e um programa nivelado é obtido pelo sequenciamento dos pedidos. O HEIJUNKA converte a instabilidade da demanda dos clientes em um nivelado e previsível processo de manufatura, e é geralmente usado em combinação com outras técnicas lean de produção para estabilizar o fluxo de valor. É o principal conceito que ajuda a trazer estabilidade para o processo de manufatura. Kaizen Kaizen (em japonês: literalmente "melhoria contínua") é uma palavra de origem japonesa com o significado de melhoria contínua, gradual, na vida em geral (pessoal, familiar, social e no trabalho). Nos anos 50, os japoneses retomaram as ideias da administração clássica de Taylor e as críticas delas decorrentes para renovar sua indústria e criaram o conceito de Kaizen, que significa aprimoramento contínuo. Essa prática (exprimindo uma forte filosofia de vida oriental e sendo, por sua vez também, uma filosofia, uma cultura) visa o bem não somente da empresa como do homem que trabalha nela. As empresas são municiadas com ferramentas para se organizarem e buscarem sempre resultados melhores. Partindo do princípio de que o tempo é o melhor indicador isolado de competitividade, atua de forma ampla para reconhecer e eliminar os desperdícios existentes na empresa, sejam em processos produtivos já existentes ou em fase de projeto, produtos novos, manutenção de máquinas ou, ainda, processos administrativos. ´Hoje melhor do que ontem, amanhã melhor do que hoje!´ KAIZEN Para o Kaizen, é sempre possível fazer melhor, nenhum dia deve passar sem que alguma melhoria tenha sido implantada, seja ela na estrutura da empresa ou no indivíduo. Sua metodologia traz resultados concretos, tanto qualitativamente, quanto quantitativamente, em um curto espaço de tempo e a um baixo custo (que, conseqüentemente, aumenta a lucratividade), apoiados na sinergia gerada por uma equipe reunida para alcançar metas estabelecidas pela direção da empresa. O Sistema de produção Toyota é conhecido pela sua aplicação do princípio do Kaizen. KAIZEN Uma analogia conhecida é a de uma história chamada "O Tesouro de Bresa", onde um pobre alfaiate compra um livro com o segredo de um tesouro. Para descobrir o segredo, ele tem que decifrar todos os idiomas escritos no livro. Ao estudar e aprender estes idiomas, começam a surgir oportunidades, e ele lentamente (de forma segura) começa a prosperar. Depois, é preciso decifrar os cálculos matemáticos do livro. É obrigado a continuar estudando e se desenvolvendo, e a sua prosperidade aumenta. No final da história, não existe tesouro algum - na busca do segredo, a pessoa se desenvolveu tanto que ela mesma passa a ser o tesouro. O processo de melhoria não deve acabar nunca, e os tesouros são conquistados com saber e trabalho. Por isso, a viagem é mais importante que o destino. Poka-Yoke Poka-yoke é um dispositivo a prova de erros destinado a evitar a ocorrência de defeitos em processos de fabricação e(ou) na utilização de produtos. Conceito que faz parte do Sistema Toyota de Produção e foi desenvolvido primeiramente por Shigeo Shingo, a partir do princípio do "não-custo". Um exemplo é a impossibilidade de remover a chave da ignição de um automóvel se a sua transmissão automática não estiver em "ponto morto", assim o motorista não pode cometer o erro de sair do carro em condições inseguras. Segundo SHINGO (1996, p.55), inspeção sucessiva, auto-inspeção e inspeção da fonte podem ser todas alcançadas através do uso de métodos Poka-yoke. O Poka-yoke possibilita a inspeção 100% através de controle físico ou mecânico. Quanto às funções de regulagem do Poka-yoke há duas maneiras onde ele pode ser usado para corrigir erros: Método de Controle. Quando o Poka-yoke é ativado a máquina ou linha de processamento pára, de forma que o problema possa ser corrigido. Poka-yoke Método de advertência. Quando o Poka-yoke é ativado um alarme soa ou uma luz sinaliza, visando alertar o trabalhador. O Poka-yoke de controle é o dispositivo corretivo mais poderoso, porque paralisa o processo até que a condição causadora do defeito tenha sido corrigida. O Poka-yoke de advertência permite que o processo que está gerando o defeito continue, caso os trabalhadores não atendam ao aviso. A freqüência com que ocorrem os defeitos e o fato deles poderem ou não ser corrigidos, uma vez que tenham ocorrido, irá influenciar na escolha entre esses dois métodos. Defeitos mais freqüentes ou impossíveis de serem corrigidos exigem um Poka-yoke de controle, enquanto que se a freqüência de defeitos é baixa e o defeito é possível de ser corrigido é preferível um Poka-yoke de advertência. O Poka-yoke de controle é o mais eficiente na maioria dos casos. Funções determinantes do Poka-yoke. Segundo SHINGO (1996, p.56) há três tipos de Poka-yoke de controle: Método de contato: Identifica os defeitos em virtude da existência ou não de contato entre o dispositivo e alguma característica ligada à forma ou dimensão do produto. Método de conjunto: Determina se um dado número de atividades previstas são executadas. Método de etapas: Determina se são seguidos os estágios ou operações estabelecidas por um dado procedimento. Poka-yoke Poka-yoke Escolha de um método Poka-yoke. SHINGO (1996, p.56) afirma que o dispositivo Poka-yoke em si não é um sistema de inspeção, mas um método de detectar defeitos ou erros que pode ser usado para satisfazer uma determinada função de inspeção. A inspeção é o objetivo, o Poka-yoke é simplesmente o método. Por exemplo, um gabarito que rejeita uma peça processada incorretamente é um Poka-yoke que desempenha a função de inspeção sucessiva. Se a inspeção sucessiva, aquela que detecta defeitos depois que eles ocorrem, não é a maneira mais eficaz de eliminar os defeitos naquele processo específico, um outro sistema deve ser usado. Portanto, o primeiro passo na escolha e adoção de métodos de controle de qualidade efetivos é identificar o sistema de inspeção que melhor satisfaz as necessidades de determinado processo. O passo seguinte é identificar um método de Poka-yoke (controle ou freqüência) que seja capaz de satisfazer a inspeção desejada. Somente depois de definido o método apropriado, deve-se considerar qual o tipo do dispositivo Poka-yoke (contato, controle ou etapas). Born Dead (fórum RB) KAIZEN Kaizen é uma palavra japonesa que significa mudança para melhor ou aprimoramento contínuo e que permeia toda a Administração Japonesa. Kaizen pode então, até servir de sinônimo de Administração Japonesa. E a chamada Administração Japonesa de hoje, na realidade, é toda uma tradição de educação de berço do japonês, complementada por conhecimentos do management norte-americano a partir dos Anos 50. Em outras palavras, valores humanos japoneses complementados por conhecimentos técnicos em Administração norte-americanos, e aplicados em empresas japonesas. Essa interação começou a acontecer a partir de 1950, não só em função de sua derrota frente aos Estados Unidos em 1945, mas principalmente com a adesão dos japoneses às práticas de negócios dos norteamericanos. Os 5 “s” SEITON significa providenciar a ARRUMAÇÃO e deixar tudo em ORDEM – todos os materiais (sejam quais forem) necessitam ser mantidos em ordem, para que possam ser encontrados de imediato e estejam prontos para uso sempre que necessários. Deixar as coisas no lugar certo, para não se perder tempo e gastar energia desnecessária, procurando-as. SEIRI significa evitar o DESNECESSÁRIO – separar o desnecessário do necessário, e guardá-lo num lugar que lhe é próprio, para que não atrapalhe a rotina de trabalho ou qualquer outra atividade. Disponibilizar as coisas realmente necessárias ao trabalho e aquelas desnecessárias guardá-las ou “passá-las para frente”. Guardá-las, porque futuramente poderão ser necessárias; “passá-las para frente” (doar) porque aquilo que é desnecessário para um, pode ser útil para outro. SEISO significa manter sempre LIMPO – o local de trabalho ou qualquer outro lugar, com tudo em ordem e somente com o necessário, para que a sujeira não atrapalhe a produtividade nem provoque má qualidade na produção. SEIKETSU significa manter a HIGIENE – tornando o ambiente saudável e agradável para todos. SHITSUKE significa DISCIPLINA – não só aprender e seguir os princípios anteriores como hábitos salutares e invioláveis, como também se educar com caráter reto, firme e honrado, para vencer na vida. “A palavra “disciplina” basicamente significa capacidade de aprender, daí a palavra “discípulo”. Daí, temos de cada vez mais nos disciplinar em SEITON, SEIRI, SEISO e SEIKETSU, como também formar um caráter reto, firme e honrado continuamente. Mediante um código de princípios morais denominado Bushido (pronuncia-se Bushi-dô) o samurai autodisciplinava-se e auto-aprimorava-se continuamente. Registre-se aqui de passagem, que o Bushido jamais foi escrito, apenas “consiste de umas poucas máximas transmitidas de boca em boca”, de forma pessoal, muito simples e bem caseira, própria da cultura japonesa. BANZAI! Sociologia Organizacional Professora Marilia Coltri Referências Bibliográficas Nikkan Kogyo Shimbun, Ltd.: Poka-Yoke: Improving Product Quality By Preventing Defects Productivity Press, 1987 (Japanese), 1988 (English), ISBN 0915299313. Shingo, Shingeo, O Sistema Toyota de Produção do ponto de vista da Engenharia de Produção, Bookman, Porto Alegre, 1996 (português), ISBN 8573071699. http://www.tiosam.net/enciclopedia/?q=Kaizen Caryl C., Takayama H., Sparks J., Toyota Triumphs, Newsweek International, Atlantic Edition, 2005. Higa, Marcelo H. O., Ferramenta de monitoramento do sistema de produção kanban,(graduação em engenharia mecânica), Universidade Estadual Paulista, Guaratinguetá, 2006. Moura, Reinaldo A., Kanban: A simplicidade no controle da produção, São Paulo, IMAN, 1989. ISBN 890965 Ohno, Taiichi, Toyota production system: beyond large-scale production, Productivity press, 1988. ISBN 8573071702 Shingo, Shigeo, O sistema toyota de produção: Do ponto de vista da engenharia de produção, Porto Alegre, Bookman, 1996. ISBN 857307071699 Slack, N., S. Chambres, C. Armand e R. Johnston, Administração da produção, São Paulo: Editora Atlas, 1997. ISBN 8521312369 Smalley, Art, Criando o sistema puxado nivelado, Lean Enterprise Institute, 2004. ISBN 097631522X Womack, James P., A mentalidade enxuta nas empresas, Rio de Janeiro: Editora Elsevier, 2004,. ISBN 8535212701 Referências Bibliográficas IMAI, Masaaki. Kaizen – A Estratégia para o Sucesso Competitivo. São Paulo: IMAM,1992, p. 10. IMAI, Masaaki. Kaizen – A Estratégia para o Sucesso Competitivo. São Paulo: IMAM,1992, p. 11. JURAN, J. M. Juran na Liderança pela Qualidade. São Paulo: IMAM,1990, p. 179. DEMING, W. Edwards. Qualidade: a Revolução da Administração. São Paulo: Marques-Saraiva,1990, p. XIX. IMAI, Masaaki. Kaizen – A Estratégia para o Sucesso Competitivo. São Paulo: IMAM,1992, p. 9. OSHO. A Sabedoria das Areias. São Paulo: Gente, 1999, p. 100. FERRI DE BARROS, Benedicto. Japão – A Harmonia dos Contrários. São Paulo: T. A. Queiroz, 1988, p. 159-161. LAO TSE. Tao Te Ching. São Paulo: Martin Claret, 1985. FINGER, Charles J. A Essência da Sabedoria de Confúcio. São Paulo: Ediouro, 1980. TAYLOR, Frederick Winslow. Princípios de Administração Científica. São Paulo: Atlas, 1985, p. 126. FAYOL, Henri. Administração Industrial e Geral. São Paulo: Atlas, 1984, p. 46-67. OSHO. A Sabedoria das Areias. São Paulo: Gente, 1999, p. 84. NITOBE, Inazo. Bushido – Alma de Samurai. São Paulo: Tahyu, 2005, p. 11. MIYAMOTO, Musashi. Um Livro de Cinco Anéis. São Paulo: Ediouro, 1984. NITOBE, Inazo. Bushido – Alma de Samurai. São Paulo: Tahyu, 2005, p. 99. OSHO. Zen – sua História e seus Ensinamentos. São Paulo: Cultrix, 2004, p. 15. RODRIGUES, Ondina Antonio. Imigração Japonesa no Brasil. São Paulo: Memorial do Imigrante, 2006, p. 13-14.
Baixar