☰
Explorar
Assinar em
Inscrever-se
Envio
×
Baixar
Sem categoria
universidade federal de itajubá programa de pós-graduação
Quimica - Prof. Dorival
OTIMIZAÇÃO DO PROCESSO DE FERMENTAÇÃO
TECNOLOGIA DAS FERMENTAÇÕES Carga - Quimica-utfpr-pb
Ciabatta tomate seco
pré-tratamentos do bagaço de cana-de
Trabalho
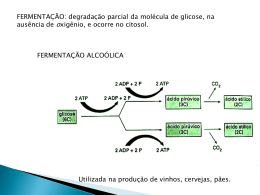
Utilizada na produção de vinhos, cervejas, pães. FERMENTAÇÃO
312,8 KB - Alice
Obtenção de Energia