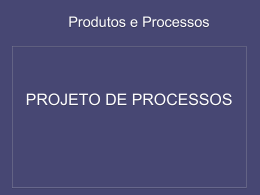
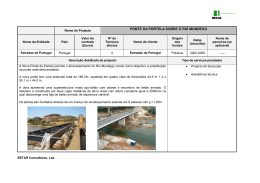
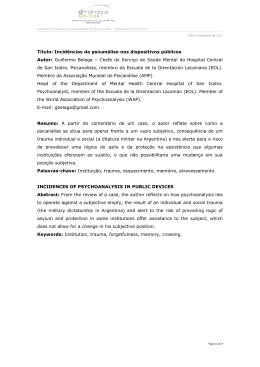
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 Medição de tempos de atravessamento e inventário em sistemas produtivos baseados em ordens de fabricação Luciano Bof (UNISINOS) [email protected] Miguel Afonso Sellitto (UNISINOS) [email protected] Miriam Borchardt (UNISINOS) [email protected] Resumo Esse trabalho relata um caso em uma indústria do tipo job-shop, da área calçadista, na qual foi desenvolvida e aplicada uma técnica para medição e monitoração do tempo de atravessamento e do inventário acumulado durante a execução de ordens de fabricação. Os dados foram coletados em uma linha produtiva de um único produto, de diversos tamanhos. Os dados das diferentes ordens de fabricação foram ordenados seqüencialmente, por ordem de tempo de entrada, e analisados graficamente. Pela análise gráfica, obteve-se uma distribuição característica acumulada para cada seqüência de entrada e cada seqüência de saída das ordens de fabricação. Posteriormente, com auxílio de métodos analíticos, foram calculados e analisados o tempo de atravessamento e o inventário das etapas, concluindo-se acerca do balanceamento e das oportunidades de melhoria no sistema produtivo. Palavras-chave: medição do tempo de atravessamento, medição do inventário, métodos quantitativos para encontro de restrições. 1. Introdução e objetivo As exigências dos importadores de calçados aumentaram quanto à confiabilidade da entrega, principalmente após o fenômeno da globalização dos mercados. Atrasos em entregas acarretam multas e perda de prestígio perante as empresas locais de exportação, dificultando e as vezes até impedindo novos negócios. O controle dos fatores que afetam a entrega não é trivial em operações em que os fluxos de materiais não são unificados. Uma dificuldade é a medição e monitoração do tempo de atravessamento de operações e, por decorrência, do inventário em processo. O objetivo deste trabalho é apresentar o desenvolvimento e a aplicação de uma técnica capaz de medir e monitorar o tempo de atravessamento de operações em uma empresa que produz calçados femininos para exportação. Inicia-se com uma análise da estrutura do tempo de atravessamento, seguida de conceitos da teoria das filas e do detalhamento e aplicação da técnica. Conclui-se o trabalho com uma discussão sobre os resultados, conclusões e sugestões para a continuidade das pesquisas. 2. Estrutura do tempo de atravessamento Para Tubino (1999), tempo de atravessamento é uma medida do tempo que um sistema produtivo gasta para transformar matérias-primas em produtos acabados. O tempo de atravessamento pode ser considerado de modo amplo, ao medir o tempo decorrido entre a solicitação do cliente e a efetiva entrega do produto, ou de modo restrito, ao medir as atividades inerentes ao sistema de fabricação. Tubino (1999) chama o primeiro de tempo de atravessamento do cliente e o segundo de tempo de atravessamento de produção. Tubino (1999) identifica quatro componentes no tempo de atravessamento: (i) tempo de espera, composto por tempos administrativos para a programação, tempos de espera de ordens em filas e tempos de espera até que se atinja o tamanho previsto de lote; (ii) tempos de ENEGEP 2003 ABEPRO 1 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 processamento, compostos por tempos de set-up e tempos de operações; (iii) tempos de inspeção; e (iv) tempos de transporte até a próxima atividade. Para Correa et al. (2001), tempo de atravessamento é o tempo que decorre entre a liberação de uma ordem de produção e o momento a partir do qual o material referente a esta ordem está disponível para uso. Correa et al. (2001) incluem no tempo de atravessamento: (i) tempo de emissão física da ordem; (ii) tempo de tramitação da ordem até o chão-de-fábrica; (iii) tempo de coleta dos materiais necessários; (iv) tempo de transporte dos materiais até o centro de trabalho; (v) tempos de espera na fila; (vi) tempo de preparação; (vii) tempo de processamento; e (viii) tempos de inspeção. Segundo os autores, a computação do tempo de atravessamento pode incorrer em ao menos três erros: (i) subdimensionamento do tempo de atravessamento, ao se considerarem exclusivamente os tempos de processamento; (ii) erros aleatórios ao não se considerar a variabilidade de grandezas, como o tempo de espera em filas e o tempo de processamento; e (iii) considerar o tempo de atravessamento como um atributo do item, quando na verdade o tempo de atravessamento é um atributo da ordem, já que os tempos de espera em filas são afetados pela programação e pela técnica de seqüenciamento. Conforme Wiendahl (1995), deve-se distinguir o tempo de atravessamento planejado (allowance), usado na função programação, do tempo de atravessamento real, usado na função controle. O autor define o tempo de atravessamento de uma ordem como o tempo decorrido desde a liberação dos materiais até a chegada dos respectivos itens completos no ponto de uso ou de estocagem. Já o tempo de atravessamento de uma operação é definido como o tempo necessário para a conclusão de cada uma das operações constantes da ordem. Para Wiendahl (1995), cada operação é dividida em: (i) espera após o processamento na operação anterior; (ii) transporte até o centro de trabalho atual; (iii) espera em filas antes do processamento; (iv) tempo de preparação; e (v) tempo de processamento. O tempo de espera após a operação precedente é assinalado à próxima operação. Para a primeira operação, a contagem de tempo se inicia na liberação da ordem. Nas demais operações o tempo de atravessamento se inicia no fim da operação precedente. A soma do tempo de preparação e do tempo de processamento compõe o tempo operacional (TOP). A soma dos demais tempos compõe o tempo interoperacional (TIO). Na figura 1 se têm as delimitações nos tempos de atravessamento de operações, o elemento de resultado unidimensional simplificado (throughput element) e o elemento de resultado bidimensional, no qual a dimensão vertical é proporcional ao tempo padrão da operação. Este elemento será usado na análise apresentada (HEINEMAYER; BECHET, apud WIENDAHL, 1995; WIENDAHL, 1995). O cálculo do elemento de resultado simplificado se inicia pelo cálculo do tempo de atravessamento do centro de trabalho, diminuindo-se o tempo de conclusão do centro anterior do tempo de conclusão do centro atual A seguir se calcula o tempo de operação (TOP), multiplicando-se o tempo padrão unitário pelo tamanho do lote e pela eficiência da operação, somando-se a seguir o tempo de preparação. O tempo inter-operacional (TIO) é obtido diminuindo-se o tempo operacional (TOP) do tempo de atravessamento (WIENDAHL, 1995). Para um dado centro de trabalho, o tempo de atravessamento é uma variável aleatória, cuja variabilidade é causada pela variabilidade intrínseca dos seus componentes e pela variação no tamanho da ordem. O tempo de atravessamento simples médio é a média aritmética dos valores individuais e o tempo de atravessamento ponderado médio é calculado ao se considerar o tempo de operação específico de cada ordem. Pelas equações 1 e 2 se calculam os tempos de atravessamento simples médio (TLm) e ponderado (TLmw) de um centro de trabalho. Nas equações 1 e 2, TLi e TOi são os tempos de atravessamento e operacional da operação i. Geralmente, o tempo de atravessamento ponderado médio é suficiente para propósitos de melhorias e de ações de controle (WIENDAHL, 1995). ENEGEP 2003 ABEPRO 2 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 n TLm = ∑ TL i =1 n i n ; TLmw = (equação 1) ∑ TL .TO i i =1 n ∑ TO i =1 Operação 1 Operação 2 i . (equação 2) i Operação 3 TL 2 TO Quantidade de horas TIO TOP TIO tempo TOP tempo Figura 1: Estrutura do tempo de atravessamento e dos elementos de resultado (fonte: WIENDAHL, 1995) 3. Modelagem de sistemas produtivos pela teoria das filas Um processo de filas em um sistema produtivo se dá quando ocorrem chegadas de tarefas a um recurso produtivo, que as atenderá conforme uma regra. As filas surgem quando o número de tarefas em um instante é maior do que o número de recursos disponíveis. Um sistema de filas é dito em equilíbrio se suas taxas de chegada e de serviço não variam no tempo, ou ao menos durante um período muito maior do que o tempo típico de serviço. A teoria das filas modela situações encontradas em sistemas produtivos. Os intervalos entre as chegadas das tarefas e o tempo de processamento no recurso produtivo são variáveis aleatórias que podem seguir uma distribuição de probabilidade. Pode-se esperar que, em um sistema de filas, quanto maior o número de clientes, maior o tempo de espera por serviço. Seja α(t) o número de chegadas e seja δ(t) o número de saídas no intervalo (0,t). O número de clientes no sistema será dado por N(t) = [α(t) - δ(t)], ∀t. Esta relação pode ser representada pela figura 2, e é usada em Wiendahl (1995) com o nome de diagrama de resultados (throughput diagram). O inventário de clientes a qualquer instante pode ser obtido por uma linha vertical unindo as curvas de entrada e saída. O tempo de espera médio pode ser obtido por uma linha horizontal unindo os valores médios das curvas de entrada e da saída. A área contida entre as curvas representa o tempo total que os clientes gastaram no sistema, chamada de γ (t). A taxa média de chegada de clientes é λt = α(t)/t e o tempo médio gasto por cliente no sistema é Tt = γ(t)/α(t). O número médio de clientes no sistema durante o intervalo (0,t) é N médio t = γ (t)/t. Destas relações se deduz que N médio t = λt .T t. Se os valores de λt e T t convergem para limites finitos a medida que o tempo tende a infinito, obtem-se para o número médio de clientes a fórmula de Little: N médio = λt .T. Esta relação não depende do formato das distribuições envolvidas (KLEINROCK, 1975). ENEGEP 2003 ABEPRO 3 Número de clientes XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 12 11 10 9 8 7 6 5 4 3 2 1 0 tempo de atravessamento (t) N(t) = inventário (t) α(t) 0 1 2 3 δ(t) 4 5 6 Tempo total dos clientes no sistema 7 8 tempo t 9 10 11 12 13 14 15 16 Figura 2: Diagrama de resultados em um sistema produtivo 4. O Modelo do Funil e o Diagrama de Resultado O Modelo do Funil (Funnel Model) é proposto inicialmente em Plossl (1985), reapresentado em Wiendahl (1995) e se aplica a processos produtivos controlados por ordens de fabricação. A idéia subjacente ao modelo é um funil através do qual passam as entradas e as saídas de um sistema produtivo. O ritmo de saída é determinado pela seção do funil, o ritmo de entrada é determinado pelas chegadas ao funil e seu conteúdo é determinado pela diferença entre os ritmos de entrada e de saída e pelo conteúdo inicial. Transferindo esta analogia para um sistema de fabricação, o funil representa uma máquina, um grupo de máquinas, ou uma unidade completa de fabricação, seu conteúdo corresponde às ordens de fabricação pendentes em frente ao recurso, a entrada consiste nas ordens de fabricação que chegam ao sistema e a saída corresponde às ordens já processadas. O ritmo de saída depende do desempenho do recurso. Na figura 3 se tem um posto de trabalho e suas variáveis representadas pelo modelo do funil. Uma instalação produtiva pode, portanto, ser descrita por um conjunto de funis, cada um representando um posto de trabalho, cujas interligações entre postos são variáveis, conforme os roteiros de fabricação adotados. Do modelo do funil deriva-se o diagrama de resultado (throughput diagram). Traça-se para um dado período de tempo uma curva das entradas acumuladas e uma curva das saídas acumuladas em horas estimadas de processamento. As distâncias vertical e horizontal em um dado instante de tempo entre as curvas de entrada e saída correspondem ao inventário e ao tempo de atravessamento. A inclinação média da curva de saída representa o desempenho do sistema e o cateto adjacente do triângulo formado pela linha média da curva de saída e pelo inventário em um dado tempo (cateto oposto) indica o tempo que o sistema levará para consumir o inventário atual. Adotam-se para monitoração e análise os valores médios: inventário médio (Im), tempo de atravessamento ponderado médio (TLwm), tempo médio para consumir o inventário (Rm) e desempenho médio (PEm). Conclui-se que o tempo de atravessamento de um posto de trabalho é diretamente proporcional ao inventário médio e inversamente proporcional ao desempenho médio, deduzindo-se a equação do funil: TLwm = (Im/PEm). Para obter um dado tempo de atravessamento para um posto de trabalho, controla-se a taxa de entrada de tarefas, para que o inventário médio não seja ultrapassado, ou controla-se o desempenho, para que acompanhe uma taxa de entrada imposta (SELLITTO, 2000). ENEGEP 2003 ABEPRO 4 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 Chegada de ordens de fabricação Inventário Capacidad e atual Capacidade máxima Saída de ordens de fabricação Figura 3 - Centro de trabalho conforme o modelo do funil. fonte: (WIENDAHL, 1995) 5. Método utilizado e resultados A metodologia utilizada neste trabalho é a seguinte: (i) definir o produto analisado e dividir uma cadeia produtiva em etapas; (ii) obter dados de tempo de atravessamento (TL) e tempos operacionais (TO) de um número suficiente de ordens de fabricação; (iii) construir os diagramas de resultados para cada etapa, somando na coordenada vertical o valor TO no instante de tempo t, para cada ordem que entra ou sai no instante t e cujo tempo de processamento estimado seja TO; (iv) obter pelo método dos mínimos quadrados retas que aproximem as curvas características dos dados de entrada e saída de cada etapa; (v) calcular, através das equações das retas, o TLwm e o Im; (vi) repetir os cálculos através das fórmulas discretas; e (vii) concluir a respeito da precisão do método e da cadeia produtiva analisada. O produto foi escolhido foi uma sandália, por ser complexa, ter ordens de produção com tamanhos e características diferentes e pela possibilidade de monitoramento. A cadeia produtiva é composta por operações de corte, costura e montagem. O monitoramento se inicia no momento de liberação da matéria-prima da ordem para a primeira atividade e foi feito de forma manual, por operadores, que foram treinados e estavam ao par dos objetivos da tarefa. Nas figuras de 4 a 6 se apresentam os diagramas de resultados de cada atividade com suas respectivas retas aproximadas de entrada (in) e saída (out). Calculou-se o coeficiente de determinação (R2), que em todos os casos resultou próximo a 1, o que confirma a representatividade da reta. Usou-se o software Excel®, que emprega o método dos mínimos quadrados para o cálculo dos coeficientes da reta. ENEGEP 2003 ABEPRO 5 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 160 entrada 140 y = 7294,2x + 252,08 120 R 2 = 0,9433 TO(min) 100 saída 80 y = 6493,6x + 63,484 60 R 2 = 0,9744 40 20 0 0:0 1:1 2:2 TL(h) 3:3 4:4 6:0 Figura 4 - Diagrama de resultados do corte 160 140 TO(min) 120 100 entrada y = 3339,5x - 5090,6 R2 = 0,9694 saída y = 2061,6x - 8461,1 R2 = 0,873 80 60 40 20 36:00: 48:00: 60:00: 72:00: 84:00: 96:00: 108:00: 120:00: TL(h) Figura 5 - Diagrama de resultado da costura ENEGEP 2003 ABEPRO 6 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 160 140 entrada y = 3339,5x - 5090,6 R2 = 0,9694 TO(min) 120 100 saída y = 2061,6x - 8461,1 R2 = 0,873 80 60 40 20 36:00: 48:00: 60:00: 72:00: 84:00: 96:00: 108:00: 120:00: TL(h) Figura 6 - Diagrama de resultados da montagem corte costura montagem equação de entrada y = 7294,2x + 252,08 y = 4646,6x - 90,837 y = 3339,5x - 5090,6 equação de saída y = 6493,6x + 63,484 y = 2721,7 x - 3440 y = 2061 x – 8461,1 TLm em horas 0:49:33 38:56:39 64:15:17 TLwm em horas 0:37:04 36:29:22 62:08:46 Im em minutos 216,87 7242,86 6791,79 TLwm pela fórmula 1:37:25 39:09:22 65:07:09 erro da técnica 162,81% 7,31% 4,78% Tabela 1: Cálculo dos tempos de atravessamento e inventário 6. Discussão dos Resultados Observou-se que os tempos de atravessamento no corte foram os menores, pois a medição foi feita a partir da liberação de material. Se a medição fosse feita a partir da liberação da ordem de fabricação, estes tempos teriam sido mais próximos dos demais tempos. Observou-se que a montagem detém um tempo TLwm maior do que o da costura, caracterizando-se como um promissor foco de melhorias no momento das medições. Pelas inclinações e pelos coeficientes lineares das equações, observa-se que, em todas as etapas, a taxa de entrada de inventário é maior do que a taxa de saída, havendo tendência de acúmulo de inventário em processo. Os tempos de atravessamento nos setores de costura e montagem são muito maiores do que o tempo de operação previsto, evidenciando o acúmulo de inventário durante o tempo interoperacional. Este acúmulo é gerado por ordens de fabricação abertas e não concluídas, esperando materiais ou processamento, pois no caso não há transporte. No corte, o erro da aproximação pelo método do diagrama de resultados em relação ao uso da fórmula mostra que a aproximação pela reta característica foi insatisfatória. Na figura 7 se observa que o erro cai a medida que o tempo de atravessamento médio sobe, concluindo-se ENEGEP 2003 ABEPRO 7 XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 erro da técnica de aproximação que o método só é adequado para tempos de atravessamento muito maiores do que o tempo operacional, conforme observado nos processos de costura e montagem. 180 160 140 120 100 80 60 40 20 0 0 1000 2000 3000 4000 5000 tempo de atravessamento médio Figura 7 – Erro da técnica de aproximação em função do tempo de atravessamento médio 7. Conclusão e sugestões para trabalhos futuros Neste trabalho foi apresentada e testada uma técnica de medição do tempo de atravessamento e do inventário entre atividades produtivas. O cálculo dos valores pode ser feito de modo analítico ou de modo gráfico, já que também medições feitas sobre os gráficos podem oferecer aproximações aceitáveis para os valores dos tempos de atravessamento e inventário. Esta técnica pode ser útil para gerenciar melhorias em sistemas que precisam atender a requisitos de qualidade de entrega. Como sugestão para trabalhos futuros, propõe-se a construção de um sistema integrado de monitoração de um sistema produtivo completo, baseado em tecnologia da informação. Um tal sistema poderia ser composto de uma função de monitoração dos tempos de atravessamento e de inventários de operações de fabricação e logísticas, e de um conjunto de ações de controle. O sistema de monitoração pode informar também as taxas de variação dos valores, indicando, além das restrições de momento, as mais prováveis próximas restrições. As ações de controle do tempo de atravessamento podem ser: (i) aumento ou redução do desempenho do recurso produtivo; e (ii) contingenciamento e controle na taxa de variação da liberação de carga. Estas características e ações de controle podem ser úteis em um sistema de restrições flutuantes, no qual a tarefa de identificação da restrição pode ser mais lenta do que sua variação. Portanto, nestas condições, dificilmente se teria um foco único de melhorias. 8. Referências CORREA, H. et al. (2001) – Planejamento, programação e controle da produção. Ed. Atlas. S. Paulo. KLEINROCK, L. (1975) - Queueing Systems, Volume I, John Wiley & Sons, New York PLOSSL, G. (1985) - Production and inventory control, Englewood Cliffs, New Jersey: Prentice Hall SELLITTO, M. (2000) - Um instrumento focalizador para ações de melhorias em sistemas produtivos, Revista Estudos tecnológicos – Engenharia, Centro de Ciências Exatas e Tecnológicas, UNISINOS, vol. XXIII, nº 19, p. 23-28, S. Leopoldo WIENDAHL, H. P. (1995) - Load-oriented manufacturing control, Springer-Verlag, Berlim TUBINO, D. (1999) - Sistemas de Produção: A produtividade no chão de fábrica, Ed. Bookman, Porto Alegre ENEGEP 2003 ABEPRO 8
Baixar