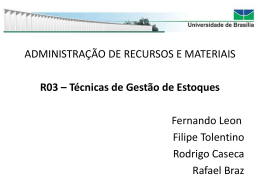
Universidade do Estado do Rio de janeiro Faculdade de Tecnologia Just in time Sistema Toyota de Produção Prof. Rita de Cássia S. Marconcini Bittar Analogia do lago para abordagem JIT Ataque seletivo aos problemas Estoques Melhoria contínua Opearadores destreinados Problemas Retrabalho Entregas atrasadas ou defeituosas Refugo Filas Quebras Demanda instável O Modelo Japonês de Administração Os sistemas de produção, nas últimas três décadas, foram alvo de grandes revoluções, muito influenciadas pelo estilo japonês de administrar. O foco da competição deslocou-se para a área-fim (deixando de ser o desenvolvimento apenas). Duas grandes idéias vieram do Japão: a filosofia Just in Time e o Controle da Qualidade Total. Por que Filosofia? Conjunto de idéias bem geral acerca de um assunto, que pode ser resumido a alguns princípios. Direciona-se a produção na qualidade, quantidade e no tempo exato, caracterizando sistemas enxutos, ágeis e com baixos estoques. Tem-se, então, que o JIT e o CQT são objetivos a serem buscados, e não mais apenas nas áreas operacionais. Just in Time É filosofia de produção desenvolvida após a II Guerra Mundial por empresas japonêsas, orientada para a eliminação de desperdícios no processo produtivo. Os sistemas JIT são projetados para Produzir de acordo com as necessidades dos clientes; Minimizar estoques O JIT requer mudanças nas práticas de operações tradicionais; Transformar a manufatura tradicional em um sistema JIT traz à discussão o controle de estoques, a gerência de processos e a programação de atividades. Os sistemas JIT têm por objetivos: Otimizar a produção, redução da ineficiência e do tempo improdutivo, melhoria contínua do processo e da qualidade do produto/serviço. Filosofia JIT Fluxos puxados Papel dos estoques Tamanhos de lote Erros Papel da mão-de-obra direta e indireta Organização e limpeza Fim aos desperdícios e melhoria contínua Just in Time Os sistemas JIT possuem várias denominações: estoque zero, manufatura sincronizada, produção enxuta, produção sem estoque (HP), material tanto quanto necessário (Harley-Davidson) e fluxo de manufatura contínuo (IBM). Todos esses processos possuem características marcantes: Método de puxar o fluxo do material; Obter consistentemente alta qualidade; Tamanho de lotes pequeno; Tempos de preparação (setup) curtos; Carga de trabalho uniforme nos locais de trabalho; Componentes e métodos de trabalho padronizados; Parceria com fornecedores; Força de trabalho flexível; Foco no produto; Produção automatizada; Manutenção preventiva Método de puxar o fluxo do material A produção do item inicia-se com a demanda do cliente; É um método adequado para processo muito repetitivo, onde o tempo de preparação e de processamento são baixos, e o fluxo do material é bem definido; Não deve existir a necessidade de produzir para estocar mais do que um mínimo necessário ou mesmo trabalhar com estoque zero; O método permite um controle cerrado dos estoques e da produção nos locais de trabalho; Empresas com processo produtivo tipo “Job Shop”, produzindo com baixos volumes e com baixa repetitibilidade, tendem a usar o método de empurrar a produção, tal como o MRP. Variedade de produtos vs variedade de processos JIT Variedade de produtos Variedade de produtos Variedade de produtos Variedade de processos Variedade de processos Variedade de processos Abordagem tradicional Abordagem JIT Empurrado: Condições para disparar produção: 1. Disponibilidade do material 2. Presença da ordem no programa definida a partir de previsões 3. Disponibilidade do equipamento Demanda Diferença entre sistemas puxados e empurrados Puxado: Condições para disparar produção: 1. Sinal vindo da demanda (quadrado Kanban com menos de dois produtos (no exemplo) 2. Disponibilidade do equipamento 3. Disponibilidade do material Obter consistentemente alta qualidade O sistema JIT visa eliminar os desperdícios e o retrabalho a fim de alcançar o fluxo uniforme de materiais; O JIT eficiente requer a conformidade do produto/serviço com as especificações, a implementação de métodos estatísticos e a mentalidade de melhoria contínua; Muitas dessas iniciativas levam à eliminação de inspetores, pois os próprios funcionários fazem e controlam. 7 desperdícios Super-produção Espera Transporte Processamento Movimento Produzir defeitos Estoques Tamanho de lotes pequeno O Sistema JIT deve manter os lotes com tamanho o menor possível; Lotes pequenos possuem três benefícios: reduzem o tempo de renovação do estoque; ajudam a reduzir o tempo de espera, pois lotes grandes levam muito tempo para serem processados e e podem esperar um bom tempo pelo processamento ou mesmo correção de itens produzidos de forma errada. ajudam a alcançar uma carga de trabalho uniforme em todas as fases do processo produtivo. Tempos de preparação (set up) curtos Por outro lado, lotes pequenos têm a desvantagem de aumentar a freqüência de “set up” (preparação). Os tempos de “set up” devem ser pequenos. Muitas vezes o set up é alto por falta de preparo da mão-de-obra e de interesse por parte da empresa. Essas operações precisam reduzir o tempo de “set up” para alcançar os benefícios da produção de pequenos lotes. Metas “inatingíveis” JIT Zero defeito Tempo zero de preparação Estoques zero Movimentação zero Quebras zero Lead time zero Lote unitário Composição do lead-time Tramitação da ordem Preparação do equipamento Espera em fila Identificação da necessidade do material Lead time Movimentação Processamento Material disponível para uso Carga de trabalho uniforme nos locais de trabalho O Sistema JIT trabalha melhor quando a carga de trabalho diária, nos locais de trabalho, é relativamente uniforme. O carregamento uniforme pode ser alcançado pela montagem do mesmo tipo e número de unidades a cada dia. O planejamento de capacidade que identifica as restrições de capacidade nos locais críticos e o balanceamento da linha são usados para desenvolver o plano master de produção mensal. Filosofia JIT aplicada aos lotes de produção Custos Custos Tamanho do lote Lote Econômico (Tamanho de lote que minimiza custo total) Abordagem tradicional: determinação passiva do tamanho dos lotes “econômicos” LE Tamanho do lote Lote Econômico reduzido 2 DA C f Ce Abordagem JIT:esforços contínuos na redução do tamanho dos lotes. LE 2 DA C f Ce Reduzir! Fornecimento de materiais JIT Lotes reduzidos Recebimentos freqüentes e confiáveis Lead-times de fornecimento reduzidos Altos níveis de qualidade Redução da base de fornecedores Informações comerciais, de projeto e de produção compartilhadas Redução de custos de aquisição Localização de fornecedores Componentes e métodos de trabalho padronizados A padronização de componentes aumenta a repetitibilidade. Por exemplo, uma empresa que produz 10 produtos com 100 componentes diferentes poderia redesenhar seus produtos, de forma que eles constituam-se de apenas 100 componentes diferentes. Com isso poderiam ser produzidos poucos tipos de diferentes componentes, que podem ser utilizados em diversas “famílias” de produtos finais. A produtividade tende a aumentar, pois com o aumento da repetição, os trabalhadores aprendem a fazer a sua tarefa de forma mais eficiente. A padronização de componentes e métodos ajuda a alcançar a alta produtividade e abrem a possibilidade de baixos estoques, que são, afinal, objetivos dos Sistemas JIT. Parceria com fornecedores Devido aos Sistemas JIT operarem com baixos níveis de estoques, as parcerias com fornecedores são necessárias. Os carregamentos de peças devem ser freqüentes, porém com pequeno tempo de espera, entrega conforme programado e possuir alta qualidade. Os contratos podem prever a entrega de suprimentos várias vezes ao dia. Deste modo, a gerência de compras deve focalizar três objetivos: reduzir o número de fornecedores; utilizar fornecedores locais; melhorar as relações com os fornecedores. Força de trabalho flexível Em uma força de trabalho flexível, os trabalhadores podem desempenhar mais do que uma tarefa; Quando o nível de habilidade requerida para desempenhar muitas tarefas for baixo (como num fast food) um grau de flexibilidade da força de trabalho pode ser alcançada com pouco treinamento. Por outro lado, em situações que requerem alto nível de habilidades (por exemplo, o departamento de tecnologia de hardware em uma empresa de material de telefonia) a mudança de funcionários para outro setor pode implicar em um treinamento prolongado e de alto custo. Foco no produto O foco no produto pode reduzir a freqüência dos set up. Se os volumes de determinados produtos são grandes o suficiente, grupos de máquinas e trabalhadores podem ser organizados dentro de um layout para a fabricação do produto, eliminando completamente o set up. Outra tática a ser utilizada é a abordagem um trabalhador - múltiplas máquinas (OWMM), que essencialmente é uma linha de uma pessoa. Um trabalhador opera diversas máquinas, com cada máquina avançando o processo 1 passo de cada vez (layout celular). Como o mesmo produto é feito repetidamente, os set up são eliminados. Utilização de módulos comuns Produto A Produto B Componente Y Módulo X Produto C Componente W Módulo X Módulo X comum a várias estruturas de produtos Exemplo: Industria automobilística Componente Z Módulo X Produção automatizada A automação tem papel primordial nos sistemas JIT e é a chave para a produção de baixo custo. Os recursos obtidos pela redução do estoque podem ser aplicados na automação, com vistas a reduzir os custos. Os benefícios são o aumento dos lucros e da fatia do mercado, pois os preços vão poder ser reduzidos. A automação, contudo, deve ser planejada cuidadosamente, pois alguns gerentes acham que se um pouco de automação é bom, então muita automação é melhor, mas isso nem sempre é verdadeiro. Manutenção preventiva Como o JIT enfatiza um fluxo de material bem ajustado e pouco estoque de segurança entre os locais de fabricação, uma parada de máquina não planejada pode ser desastrosa; Uma manutenção preventiva pode reduzir a freqüência e a duração da parada de máquina; As paradas de máquina para a execução do plano de manutenção preventiva é muito mais fácil e mais rápido de lidar do que com as falhas do maquinário durante a produção; Outra tática é tornar os trabalhadores responsáveis pela manutenção de rotina de seu próprio equipamento e desenvolver o orgulho do funcionário em manter suas máquinas em boas condições de uso. Sistema Toyota de Produção O mais conhecido Sistema JIT é o sistema Kanban desenvolvido pela Toyota. O termo Kanban quer dizer, em japonês, “cartão” ou “registro visível”, pois refere-se a cartões utilizados para controlar o fluxo de produção através de uma fábrica. No sistema Kanban mais simples, um cartão é afixado em cada container de itens produzidos. Esse cartão representa uma percentagem dos requisitos diários de um item. Quando o usuários desses itens esvazia um container, o cartão é removido e colocado em um recipiente de cartões. O container vazio é colocado em uma área de armazenamento (supermercado). O cartão, assim, sinaliza a necessidade de produzir um outro container com o item. Quando o container é preenchido novamente, o cartão é colocado no container, o qual retorna para a área de armazenagem. O ciclo começa novamente quando o usuário dos itens pega o container com o cartão afixado. Sistema Toyota de Produção A Toyota utiliza um sistema com dois cartões, baseado num cartão de “troca” e num cartão de “ordem de produção”, de forma a controlar a quantidade de troca mais amiúde. O cartão de “troca” especifica o item e a quantidade que o usuário do item deveria trocar com o produtor do item, assim como a localização do estoque para ambos, usuário e produtor. O cartão de “ordem de produção” especifica o item e a quantidade a ser produzida, os materiais requeridos, onde encontrá-los e e onde armazenar o produto final. Material não pode ser trocado sem um cartão de troca, assim como a produção não pode iniciar sem um cartão de ordem de produção. Os cartões são afixados em containers quando se inicia a produção. Kanban – controle de produção JIT Kanban – controle de produção JIT KT-A KT-B 1 KT-B KT-C KT-C 2 Container vazio Container com peças Para o centro J-32 (produtor do rotor tipo C) Kanban – controle de produção JIT Para a posição da linha de montagem, usuária do rotor KT KP 3 KT A B C D E KP A B C D E 4 6 Estoque de entrada Centro de produção M-12 Estoque de saída Estoque de entrada 5 Centro de produção J-32 Estoque de saída Kanban – controle de produção JIT KT KP KT A B C D E KP A B C D E 8 10 7 9 Estoque de entrada 11 Centro de produção M-12 Estoque de saída Estoque de entrada Centro de produção J-32 Estoque de saída Kanban – controle de produção JIT EE M-12 ES EE J-32 Fluxo de material Fluxo de kanbans de transporte Fluxo de kanbans de produção ES EE Linha EE = Estoque de entrada ES = Estoque de saída Sistema Toyota de Produção A implantação Kanban pode ser feita seguindo os seguintes passos: 1 - Containers vazios, com o cartão de troca afixado, são retirados da linha de montagem e mandados para a área de armazenagem. Cartões de troca são retirados dos containers e retidos para a referência futura. 2 - Containers vazios são trocados por cheios. O cartão de “ordem de produção” de cada container cheio é destacado e colocado num recipiente de cartões de “ordem de produção”. 3 - O conteúdo dos containers cheios é checado com a especificação do cartão de troca. Se estiver de acordo, o cartão é afixado no container. O container é levado para a área de estoque da linha de montagem. Esse passo completa o loop do cartão de troca. Sistema Toyota de Produção (cont.): 4 - A continuidade da produção na célula de fabricação começa com a remoção dos cartões de ordem de produção para o posto de recebimento. Antes de serem colocados no posto de ordem de produção, os cartões são revisados e distribuídos. 5 - As partes são produzidas na seqüência dos cartões da ordem de produção no posto. Esses cartões são afixados nos containers vazios e levados à célula de fabricação. 6 - O cartão de “ordem de produção” e o container movem-se juntos, através do processo de fabricação. 7 - No último passo, as unidades finais são transportadas para a área de armazenagem para apoiar os requisitos de produção da área de montagem. Isso completa o “loop” de produção. Distribuição Just in time Barilla - massas JIT vs Qualidade total Retirada deliberada de recursos (estoques ou trabalhadores) Consciência acentuada dos problemas Lógica JIT Fluxo produtivo restaurado, agora com menos recursos Lógica da Qualidade Total Causas raiz atacadas Ferramentas da qualidade total buscam as causas raiz Círculos de Controle da Qualidade São grupos de funcionários (entre 5 e 12) de uma mesma área que, voluntariamente, se reúnem regularmente para identificar, analisar e resolver problemas sobre qualidade produtividade no seu setor de trabalho. Os grupos se reúnem durante o expediente ou fora dele, quando é discutido o processo produtivo e ainda as maneiras de melhorar a eficácia do produto ou do processo produtivo. O trabalho no CCQ também serve para estimular a participação e o desenvolvimento dos funcionários. Por isso, é importante estar atento a três aspectos:Comunicação, Motivação e Criatividade. Os CCQ, primeiramente apresentados na década de 1920 como uma equipe de solução de problemas, somente se tornaram mais populares na década de 1970, depois de terem sido usados com sucesso pelas empresas japonesas. Círculos de Controle da Qualidade Os CCQ podem ser constituídos por supervisores e empregados, ou mesmo somente por empregados. A filosofia que está por trás dessa abordagem é a de que as pessoas que são diretamente responsáveis por fazer o produto ou fornecer o serviço estarão em melhores condições de levantar soluções para os problemas existentes. Considera-se que os funcionários fiquem mais motivados e interessados caso possam influir nas decisões relacionadas ao seu desempenho. Os componentes do CCQ também podem vir de diferentes áreas de um departamento ou fazer parte de um grupo especialmente designado para realizar uma melhoria em um processo, produto ou serviço. Tais equipes são extensivamente usadas por empresas japonêsas em diversos países. Círculos de Controle da Qualidade A filosofia japonêsa é de encorajar as sugestões dos empregados, enquanto mantém forte controle sobre suas atividades no trabalho. É importante ressaltar que, apesar dos CCQ poderem reduzir custos e melhorar de forma consistente a qualidade do produto, eles começam a ter insucessos caso a gerência não implante uma boa parte das sugestões geradas. As sugestões também podem alavancar, ou não, a participação dos funcionários, pois cerca de 25% dos trabalhadores das empresas participam do CCQ, enquanto 70% apoiam as atividades, mas não participam diretamente, enquanto 5% se opõem à participação.
Baixar