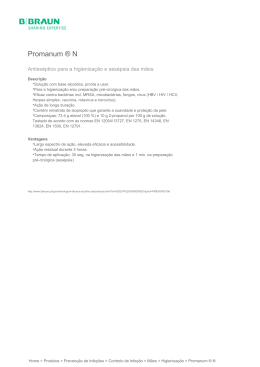
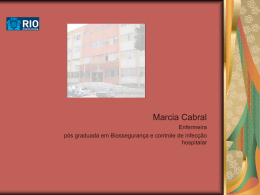
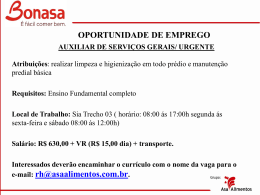
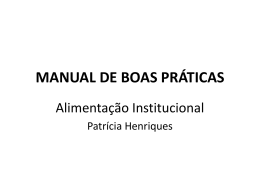
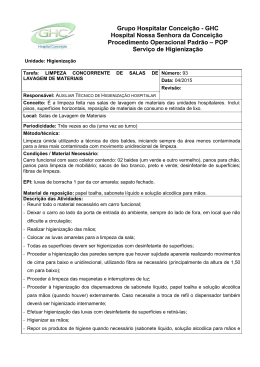
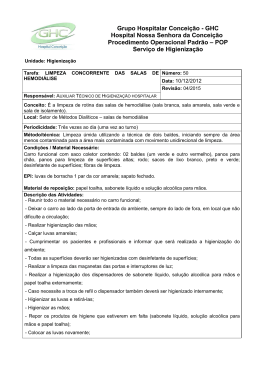
A INFLUÊNCIA DO ELETROPOLIMENTO NA LIMPEZA E DESINFECÇÃO DE EQUIPAMENTOS DAS INDÚSTRIAS DE PROCESSO GRUPO HUMMA Av. Fagundes Filho, 191 - Cj. 103D São Judas - São Paulo - SP Fone: 11-5591-6242 Fax: 11-5591-6240 Eng° Fawler Morellato Depto. Engenharia e Desenvolvimento Diretor Técnico Comercial No processo de produção das indústrias de bebidas, alimentos, cervejaria, química fina, cosméticos, biotecnologia e farmacêutica, formam-se depósitos pelo uso continuado de instalações e equipamentos, que devem ser eliminados através de limpeza intensa. Os depósitos orgânicos e inorgânicos (sujidade oriunda de material animal ou vegetal, óleos, gorduras e proteínas e sais provenientes da água dura) provocam paradas mais freqüentes do processo para a limpeza dos equipamentos, diminuindo a produtividade, aumentando o consumo de detergentes e o volume de efluentes a serem tratados. Além disso, proporcionam um meio propício ao desenvolvimento microbiano prejudicando a qualidade microbiológica do produto. Assim, para se alcançar um estado ótimo de desempenho e se obter um produto de boa qualidade, é indispensável uma limpeza e desinfecção adequada e eficiente dos equipamentos e ainda com uma qualidade de superfície de contato que garanta uma boa higienização. As superfícies eletropolidas atendem totalmente a esse conceito, pois a aplicação do eletropolimento garante uma excelente qualidade à superfície proporcionando um alto grau de sanitariedade aos equipamentos. No processo de produção dos produtos, formam-se depósitos pelo uso continuado de instalações e equipamentos, que devem ser eliminados através de limpeza intensa. Os depósitos orgânicos e inorgânicos (sujidade oriunda de material animal ou vegetal, óleos, gorduras e proteínas e sais provenientes da água dura) provocam redução no diâmetro hidráulico, diminuem o coeficiente global de transferência de calor, além de promoverem paradas mais freqüentes do processo para a limpeza dos equipamentos, diminuindo a produtividade, aumentando o consumo de detergentes e o volume de efluentes a serem tratados. Além disso, proporcionam um meio propício ao desenvolvimento microbiano prejudicando a qualidade microbiológica do produto. As sujidades aderem às superfícies de um modo muito complexo. Elas podem enclausurar-se mecanicamente, em poros, frestas ou quaisquer reentrâncias. Acabamentos de superfície onde se utilizam operações mecânicas tais como o lixamento ou polimento mecânico dão origem a trabalho a frio combinado com aquecimento localizado, que afeta prejudicialmente a estrutura das camadas do material na superfície modificando suas propriedades desfavoravelmente, levando a microfissuras, rugosidade, modificações estruturais e tensões nessas áreas (ver ilustração). 1 EFEITO DE UMA OPERAÇÃO DE REMOÇÃO MECÂNICA NA CAMADA SUPERFICIAL. Em função disso, acabamentos de superfícies obtidos por tais métodos não são suficientes para atender às necessidades operacionais desejadas, já que superfícies lixadas mecanicamente não possuem características de sanitariedade 100%. Além disso, ocorre ainda a ação de forças de ligação eletrostáticas, que atuam tanto entre a sujidade e as paredes, como também entre as partículas de sujidade propriamente ditas, (exemplo: entre sais minerais e proteínas). A soma dessas condições pode ser expressa como energia de adesão. Assim, para se alcançar um estado ótimo de desempenho e se obter um produto de boa qualidade, é indispensável uma limpeza e desinfecção adequada e eficiente dos equipamentos e ainda com uma qualidade de superfície de contato que garanta uma boa higienização. A superfície de determinado equipamento pode aparentar estar limpa, mas na verdade ainda estar coberta por produtos químicos prejudiciais e microorganismos danosos. Limpeza é um conceito com vários elementos: • Fisicamente limpo significa que o objeto aparenta estar bem visualmente. • Quimicamente limpo significa que todos os resíduos de produto, detergente (ou qualquer outro composto químico) foram removidos. • Desinfetado significa que todas as bactérias patogênicas (e a maioria dos outros microorganismos) estão mortas ou ausentes. • Esterilizado significa que não resta nenhum microorganismo vivo. 2 Uma eficiente higienização (limpeza/desinfecção) é o resultado de um conjunto de fatores, onde se destacam as energias química, mecânica e térmica, além do tempo de contato usado no procedimento. A otimização destes fatores implicará numa maior eficiência da higienização. A “equação” abaixo, onde HE significa higienização eficiente, mostra a inter-relação desses fatores: HE = ENERGIA QUÍMICA X ENERGIA MECÂNICA X ENERGIA TÉRMICA X TEMPO A energia química se refere às reações de saponificação e solubilização de proteínas por agentes alcalinos; a dissolução de incrustações minerais por ácidos ou a eliminação de microrganismos por agentes sanificantes, como o cloro. A ação química é necessária para a remoção de resíduos aderidos às superfícies, particularmente aqueles insolúveis na água, e normalmente usada na etapa de pré-lavagem do procedimento de higienização. A energia mecânica é responsável pelo contato eficiente entre os resíduos e os microrganismos com os agentes da higienização. Isto pode ser obtido, esfregando-se os agentes contra as superfícies como acontece em limpezas manuais ou imprimindo velocidade às soluções como ocorre no processo CIP (cleaning in place) (uma vazão mais elevada significa uma turbulência melhor e remoção mecânica da sujidade). Em relação à ação térmica, sabe-se que à medida que se aumenta a temperatura das soluções obtém-se uma maior eficiência da higienização. Finalmente, é necessário um tempo de contato entre os sanitizantes e os resíduos para que as reações químicas ocorram. A princípio, quanto maior o tempo de contato mais eficiente será a higienização. Constata-se que qualquer alteração num destes fatores, implica na alteração do outro para manter o mesmo nível de eficiência. Para procedimentos de higienização eficientes em equipamentos nas indústrias de processo, é fundamental analisar o tipo e grau dos resíduos aderidos às superfícies, a qualidade da água empregada, os métodos de higienização aplicados, os tipos e níveis de contaminação microbiológica e principalmente a natureza da superfície a ser higienizada. Vale a pena ressaltar aqui a natureza da superfície, pois sob o ponto de vista técnico da limpeza, é comprovado que quanto menor a rugosidade superficial melhores são os resultados da higienização. 3 Informação publicada sobre a relação entre acabamento de superfície e níveis de sujeira, na indústria de alimentos (Timperley e Lawson 1980) mostrou que uma superfície de 1,0 µm Ra demora aproximadamente duas vezes o tempo gasto na limpeza de uma de 0,5 µm Ra. (O valor Ra, ou CLA, de uma superfície interna de aço inox é atualmente o método mais comum de quantificar a rugosidade da superfície). Quanto à qualidade de superfície para uma boa higienização, as superfícies eletropolidas atendem totalmente a esse conceito pois, a aplicação do eletropolimento garante uma excelente qualidade à superfície pois promove na mesma um nivelamento uniforme das saliências, eliminando a rugosidade e as imperfeições superficiais permitindo a obtenção de um lustro e brilho superficial de elevado nível. Esta performance é alcançada graças à superfície de contato se apresentar, após aplicação do processo, isenta de rugosidade e ainda com formação de uma camada homogênea e protetiva de óxido de cromo que confere a mesma elevada resistência à corrosão e um alto grau de pureza garantindo propriedades de total sanitariedade aos componentes e equipamentos industriais. 4 A Figura acima mostra que uma sucessão de vales e picos de aproximadamente 4 µm de tamanho esconde com sucesso contaminação por bactéria, as quais são tipicamente 0,5 µm – 1 µm de diâmetro. Este perfil seria comparável àquele encontrado em uma superfície de aço inox não polida. Por comparação, o perfil de uma superfície eletropolida de aço inox com um Ra menor que 0,2 µm permitiria que a contaminação por bactéria fosse removida durante os ciclos de limpeza ou esterilização. Isto pode ser analisado sob o ponto de vista da operação, isto é, fator de influência que durante o processo de limpeza desempenha um determinado papel. Pode-se demonstrar isto através da ilustração a seguir. 5 ENERGIA MECÂNICA APLICAÇÃO DO ELETROPOLIMENTO NA SUPERFÍCIE DOS EQUIPAMENTOS DE PROCESSO ENERGIA QUÍMICA MENOR AÇÃO MECÂNICA PARA REMOÇÃO DA SUJIDADE MENOR ATIVIDADE QUÍMICA DA SOLUÇÃO DE LIMPEZA, ASSIM COMO UMA MENOR QUANTIDADE ENERGIA TÉRMICA TEMPO MENORES TEMPERATURAS PARA UMA MESMA EFICIÊNCIA DOS PRODUTOS DE LIMPEZA E DESINFECÇÃO HIGIENIZAÇÃO EFICIENTE COM CUSTOS MENORES E COM CICLOS DE TEMPO DIMINUIDOS MENOR TEMPO PARA UMA HIGIENIZAÇÃO EFICIENTE • ocorre uma redução de energia química por diminuição do consumo de produtos químicos (menor quantidade de agentes químicos para limpeza e desinfecção); • ocorre melhor aproveitamento da energia mecânica por melhoria da eficiência do processo aplicado (menor tempo de CIP, menor tempo de limpeza manual e limpeza por alta pressão); • ocorre uma redução considerável da energia térmica, já que o grau de aderência de sujidade é menor (diminui a necessidade de aquecimento das soluções para limpeza e desinfecção); • ocorre uma diminuição do tempo (menor tempo para se alcançar a higienização eficiente em função da diminuição dos fatores anteriores). Deve-se considerar ainda que na desinfecção são utilizados desinfetantes à base de hipoclorito (cloro ativo) que de acordo com a concentração, temperatura e tempo de contato podem provocar corrosão prematura por pite (Pit Corrosion) e estando a superfície de contato eletropolida, tal ocorrência é praticamente nula, pois o eletropolimento gera na superfície uma camada protetiva rica em óxido de cromo. De onde se conclui que os custos para uma higienização eficiente diminuem consideravelmente, além de que colabora para que haja cada vez menos paradas para limpeza de rotina em equipamentos (tanques, pasteurizadores, tubulações, bombas, acessórios), já que os mesmos devem ser ocupados o mais rápido possível, pois tais paradas de processo levam ao aumento de custos de máquinas e pessoal. 6
Baixar