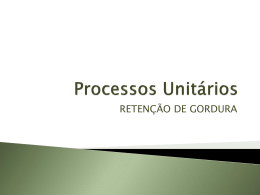
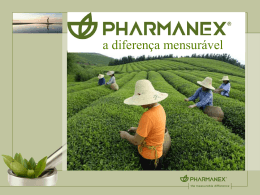
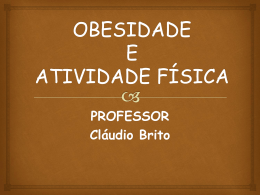
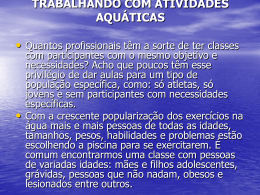
40. SBAI - SimpósioBrasileiro de Automação Inteligente, São Paulo, Sp, 08-10 de Setembro de °1999 Determinação do teor de gordura no leite através de parâmetros acústicos Fernando Bacaneli Celso M. Furukawa Julio C. Adamowski [email protected] [email protected] [email protected] Depto de Engenharia Mecânica - Escola Politécnica da USP Av. Prof. Mello Morais, 2231 CEPo 05508-900- São Paulo - S.P. homogêneo. Abstract - Este trabalho apresenta uma análise da caracterização de leite bovino por ultra-som. Foram realizadas medições da velocidade de propagação e do coeficiente de atenuação da onda acústica em relação ao teor de gordura. As medidas desses parâmetros foram realizadas em uma célula de medição baseada em múltiplas reflexões da onda, utilizando-se um transdutor duplo-elemento. Sabendo-se como se propaga uma onda acústica através de um meio não-homogêneo, pode-se determinar as características deste meio. A caracterização por ultra-som é um processo rápido, não -destrutivo, não-invasivo, não-ionizante e que pode ser facilmente aplicada em um linha de processamento industrial. A constituição média do leite bovino in natura é apresentada na tabela 1. A gordura no leite apresenta-se distribuida em forma de partículas. Tanto a velocidade de propagação quanto o coeficiente de atenuação dependem do tamanho das partículas. As medi das para a velocidade de propagação foram inconclusivas na caracterização do teor de gordura. Para as amostras com partículas de gordura uniformemente distribuídas, como no leite UHT, observou-se um comportamento linear da variação do coeficiente de atenuação em função da quantidade de gordura. Neste caso, os resultados experimentais apresentaram boa concordância com o modelo teórico utilizado. Para amostras com distribuição não uniforme de partículas, como os leites pasteurizado e in natura, não foi observada uma relação linear entre o teor de gordura e o coeficiente de atenuação. Tabela I: Componentes do leite. água lactose gordura proteínas sais minerais 87,50% 4,80% 3,75% 3,22% 0,73% No Brasil são definidos os seguintes padrões para o processamento industrial: leite tipo B e C, com 3,5% e 3,0% de teor de gordura respectivamente e os leites tipo UHT integral, semidesnatado e desnatado, com respectivos 3,5%, 1,5% e 0,5% teores de gordura. Os tipos B e C são pasteurizados e os leites UHT passam pelo processo de esterilização (ultra-higb tempe'rature), Todos os tipos de leites destinados ao consumo humano são homogeneizados. A gordura apresenta-se na forma de pequenos glóbulos que podem variar na forma e tamanho, de esféricas e com diâmetro menores que 1 J.Lm para o leite UHT até formatos disformes e tamanhos da ordem de 10 J.Lm para o leite in natura. Em um litro de leite integral homogeneizado encontramos um número de partículas da ordem de 10 9 , que encontram-se homogeneamente distribuídas e que possuem movimento aleatório. Keywords: Ultra-som, leite, parâmetros acústicos, atenuação acústica. 1 Introdução Atualmente, existem duas técnicas de medição do teor de gordura no leite utilizadas na indústria de laticínios: o método químico, conhecido como método Gerber, e o método óptico, que precisa ser calibrado através do método químico. Estes dois processos são muito precisos mas ambos são destrutivos e não podem ser realizados em uma linha de processamento industrial, o que indica uma possibilidade de melhoramento destes métodos. o leite é basicamente composto de água, onde estão dissolvidos lactose, proteínas, sais minerais e uma pequena porcentagem de gordura, que varia para cada tipo de leite, e que não se encontra dissolvida, apresentando-se em pequenas partículas aleatoriamente distribuídas. Estas partículas formam descontinuidades nas propriedades acústicas do meio, que causam alterações na velocidade de propagação e no coeficiente de atenuação da onda. O leite assim constituído é definido com um meio não- As fotos apresentadas na figura 1 foram obtidas em um microscópio óptico e mostram amostras de leite in natura, tipo C e UHT integral, com 4,8%, 3, 0% e 3.5% de teor de gordura. Para cada padrão de leite há uma tipo de formato e distribuição para as partículas de leite, definidos pelo tipo de processamento. O leite tipo UHT apresenta tamanho homogêneo e distribuição uniforme das partículas. As amostras de leite in natura e tipo C, 609 40. SBAI - Simpó sio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999 conversão da energia cinética das moléculas, translacional, em: (a) energia potencial, com um novo rearranjo estrutural das moléculas, (b) energia interna vibracional e/ou rotacional para moléculas e (c) energia de associação e/ou dissociação de íons em espécie s iônicas e soluções iônicas complexas (Kinsler et aI. 1982). Para um meio não-homogêneo, objeto deste estudo, além das perdas devido ao meio, devem ser somadas as perdas devido às partículas em suspensão. Os mecanismos mais importantes de perda são: (1) perda viscosa, (2) perda térmica e (3) perda por espalhamento (Allegra e Hawley 1972), (Epstein e Carhart 1953). As perdas por viscosidade em um meio não-homogêneo são causadas por uma onda de cisalhamento gerada pelos movimentos relativos das partículas suspensas no meio. Estes movimentos, 'de translação e pulsação radial, são causados pelo contraste de densidade da partícula com o meio , na presença de um campo de pressão acústica. Essa onda de cisalhamento é caracterizada pela distância J: _ Uv - J2l/pw d , (1) sendo Vâ a viscosidade dinâmica, p a densidade do meio e w a freqüência angular da onda acústica. A dimensão Ó" é conhecida como 'prof undidade viscosa' e indica o poder de penetração da onda de cisalhamento no meio . A amplitude da onda de cisalhamento decai de um fator l/e (36 ,8%) em uma distância Ó", onde e é o número de Euler. As perdas térmicas no meio não homogêneo são causadas pela geração de um grad iente de temperatura próximo à superfície da partícula. Este 'gradiente de temperatura aparece devido ao acoplamento entre a pressão e a temperatura. Assim como a onda de cisalhamento, a onda térmica gerada é caracterizada pela dimensão Figura 1: Imagens ampliadas de amostras de leite in natura (foto superior), tipo C e UHT integral, com 4,8%, 3,0% e 3,2 % de teo r de gordura. No leite UHT as partículas de gordura são pouco visíveis por serem muito pequenas. em contrapartida, apresentam tamanhos variados de partículas e distribuição não uniforme. 2 f!fit TO Ót= -Co ' pw (2) p C2 Fenômeno de atenuação acústica a condutividade térmica e o calor específico do sendo TO e meio . A dimensão Ót é conhecida como 'profundidade térmica ' e indica o poder de penetração da onda térmica no meio. A amplitude da onda térmica decai de l/e em uma distância Ót • Quando uma onda acústica percorre um meio, sua intensidade é reduzida em função da distância percorrida. Este fenômeno é conhecido como atenuação acústica que pode ser de origem geométrica (difração e espalhamento), ou devido ao meio (perdas viscosas, térmicas e por relaxação). Estes fenômenos ocorrem de maneira diferente em meios homogêneos e nãohomogêneos. Um sistema com partículas em suspensão pode ser caracterizado pela dimensão D das partículas e pelas profundidades Ót e Ó". Como os cálculos das profundidades dependem da freqüência (equações I e 2), podemos calcular a freqüência crítica para cada mecanismo de perda (viscoso ou térmico), que é a freqüênciana qual a atenuação da onda é máxima. Essa freqüência é chamada de freqüência crítica, e ocorre quando o valor da profundidade , térmica ou viscosa, tem aproximadamente o mesmo tamanho da partícula. É importante notar que as freqüências críticas são distintas (Dukhin e Goetz 1996), permitindo considerar estes efeitos separadamente. Em um meio homogêneo as principais perdas são causadas pela viscosidade do meio, perdas térmicas e perdas devido à relaxação. As perdas por viscosidade são causadas pelo movimento relativo entre porções adjacentes do meio, dados pela compressão e rarefação que caracterizam a propagação da onda. As perdas térmicas acontecem devido à diferença de temperatura do meio quando ele é comprimido e expandido. Considerandose que sua condutividade térmica faz com que o processo não seja adiabático, ela contribui para a perda de energia. As perdas térmicas são mais acentuadas para materiais com maior condutividade térmica. O mecanismo de perda por espalhamento é diferente dos mecanismos de perdas por viscosidade e térmica. O espalhamento acústico não produz dissipação da energia acústica, mas sim dispersão. A presença de partículas redireciona parte do fluxo de energia da onda e o resultado é que esta parte da energia não é captada pelo receptor. As trocas de energias por relaxação estão relacionadas com a 610 40. SBAI - Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999 2.1 Velocidade de propagação e atenuação viscosa em meios não-homogêneos amo stras de leite é o coeficiente de atenuação da amos tra de leite desnatado, que apresenta um teor de gordura próximo de zero (0,01%). A onda de cisalhamento gerada pelo movimento das partículas altera a veloc idade de propagação e o coeficiente de atenuação. A relação entre a velocidade de propagação em um líqu ido com partículas que sofre o efeito viscoso (c s ) e em um líqu ido homogên eo (Cl ) é dado por (Ah uj a 1972) Cl avis -Ccis = - + ( 1 + -21 a W ( 1 - -(3p ) - -;-aI< 1 ) , (31 2 Desta forma propõe-se medir a velocid ade de propagação e o coeficiente de atenuação de amos tras de leite com diferentes teores de gordura e relacioná-lo s com o teor de gord ura através das equ ações (3), (8) e (9). 3 Célula de medição de parâmetros acústicos (3) A cé lula utilizad a neste trabalho , desenvolvida por Adamowski sendo a a concentração de partículas, (3p e PP a compressibilidade e densidade das partículas respectivamen te e (31 e Pl, compressibilidade e densidade para o líquido. A quantidade I< é definida por et aI (Adamowski et a!. 1995), usa um receptor de grande área, capaz de interceptar todo campo acústico, a fim de eliminar o efeito da difração acústica. A figura 3 apresenta um esquema básico do transdutor duplo-elemento e da célula de medição para líquidos em repouso. A célula é composta por um emissor de ultra-som comercialmente disponível e o receptor uma membrana de PVDF (poly-vinylidene-fluoride ) de 52 J..Lm de espessura que tem as faces met alizadas com alumínio para a formação dos eletrodo s e é colada entre as duas linhas de retardo. As linha s de ret ardo são confeccionadas em acríli co (polimetil metacrilato) e vidro e possuem densidade e comprimento conhecidos, servindo com o referênci a. A linh a de retardo I I impede que a amostra entre em cont ato direto com a membrana . O refletor é construído de aço inox 304 ou latão e tam bém tem parâmetros acústicos conhecidos, supe rfícies lisas, plan as e paralelas. Devid o a sua alta impedância acústica, comparada com o valor de impedância acústi ca da amostra, a refle xão da ond a é quase total. (f!!!.. - 1) [(1 + 7) COS(lO) + ssin(lO)] K= -r)\,') p, (4) j e s, 7 e E são dados por s (5) 7 (6) t a nfe) = s PP (- Pl send o Tp amostra refletor tran sdulor emissor de cerâm ica__ . Clavis . d as parucu . Ias . O termo e- o raro - na equaçao w (3) é muito pequeno e pode ser desprezado quando utilizam-se freqüências maiores que 1 MHz. A quantidade avis é a contribuição no coefici ent e de atenu ação viscosa, e ser á dada por (Ahuja 1972) ( PP -1 ) Pl meio 1 receptor (menbrana de PVDF) 2 8 (pp) -+7 Pl Figura 2: Configuração esquemática da célula de medição . 2' +8 Os sinais qo, ql, qz e q3, ilustrados na figura 3, representam as diferentes ondas acústicas que chegam ao receptor em sucessivos instantes de tempo, todos gerados a partir do sinal emitido pelo transdutor emissor, devido às reflexões nas interfaces dos meios 1-2 e 2-3 . A figura 3 mostra um exemplo do sinal gerado pelo receptor. Pelas equações (3) e (8) , observa-se que tanto ci quanto avis dependem da concentração de partículas a, que para o leite está relacionada linearmente com o teor de gordura, quando este se apresenta homogeneamente distribuido no formato de pequenas esferas. O coeficiente de atenuação viscosa avis pode ser determinado a partir da atenuação acústica total da amostra (a), dada por a l (8) 2 sendo w a freqüência de trabalho. = a vis + ai O coeficiente de reflexão da primeira interface (linha de retardoamostra), R 12 , é calculado tomando-se a amplitude da transformada de Fourier dos sinais ql , q2 e q3 (Q 1> Q2 e Q3) em uma mesma freqüência (Adamowski et al. 1995): (9) onde ai é coeficiente de atenuação intrínseco da amostra. QuanO, ou seja, a amostra não contém partículas, a vis O, e o do a coefic iente de atenuação total é próprio coeficiente de atenuação intrínseco. Portanto o coeficiente de atenuação intrínseco das = linha de retardo 11 (7) , - 7) linha de retardo I = (lO) 611 40. SBAf - SimpósioBrasileirode Automação Inteligente, São Paulo, SP, 08-10de Setembrode 1999 Gráfico do sinal transmitido e recebidos. 0.8 0.6 q 0.4 O I ! "O I __ I q1 Q) I q2 I o -0.2 I I I I --I----li -0.4 I -0.6 -0.8 I -1 ! ri iI dB. O sinal amplificado é digitalizado por um osciloscópio digital (Hewlett-Packard, H P541121). Este osciloscópio permite a programação de atrasos e janelas, sendo possível selecionar cada sinal recebido. Foi utilizado modo average (64 amostras) com freqüência de amostragem de 100 MHz, sendo a duração do sinal de 5 ms. I _-,, _ escala de tempo Figura 3: Gráfico comparativo dos sinais coletados na célula de medição. Microcomputador A impedância acústica da amostra ( Z2) é calculada por Z2 = Z1 1 +R12 R 1- 12 . Figura 4: Montagem experimental o método de medição de velocidade da propagação da onda acústica utilizado baseia-se na medição do intervalo de tempo entre dois ecos consecutivos (b.t). Na célula de medição, são escolhidos os ecos consecutivos, q2 e q3 por exemplo , refletidos nas interfaces da amostra líquida para a medição do tempo. Sendo conhecida a distância L entre as interfaces da amostra, a velocidade da amostra será dada por c = O valor L é medido usando-se água destilada como referência, que apresenta velocidad e de prop agação tabelada de acordo com a temperatura (Grosso e Mader 1972). O valor b.t é calculado através da técnica de correlação cruzada entre dois sinais consecutivos. O coeficiente de atenuação da amostra a é calculado tomando-se a relação ente os dois primeiros sinais colet ados a =.2.. (Ql (1 +R Ri2)R23 ) 2L 1n Q2 12 , Através de uma interface GPm (IEEE-488), o osciloscópio está conectado a um microcomputador tipo Pc. Essa interfac e permite programar o osciloscópio e transferir os dados selecionados para o microcomputador. Os dados adquiridos são então processados com o auxílio do software MATLAB (versão 4.2c). Como a gordura presente no leite tende a se aglomerar foi usada uma bomba peristáltica, com vazão de 0.2 lImin (Omegaflex, F PU500), que mantém o líquido em constante moviÍnento. O líquido da amostra é depositado em um becker, e através da bomba é forçado a passar pela célula de medição, retornando para o becker. O controle de temperatura é realizado neste reservatório. Deve-se tomar cuidado para que não haja bolhas de ar na câmara da amostra. A inclusão de equipamentos não ligados diretamente à medição não alterou as medidas. (11) sendo que R 23 é o coeficiente de reflexão na interface amostrarefletor. Conhecida a impedância acústica do refletor (Z3) para uma dada temperatura e determinando-se a impedância acústica da amostra ( Z2) para a mesma temperatura, determina-se R 23 pela fórmula Z3 - Z2 R 23 = - - Z3 + Z2 5 Medição dos parâmetros acústicos Antes de cada medição, a célula é calibrada com água destilada, que possui propriedades físicas bem conhecidas (Grosso e Mader 1972). A calibração tem como objetivo determinar o comprimento L da câmara da amostra, e minimizar os erros devido a problemas de alinhamento entre as faces e ruídos elétricos. (12) Foram medidas a velocidade de propagação e o coeficiente de atenuação da onda para várias amostras de leite, com teores de gordura previamente conhecidos, determinadospelo método Gerber. O fornecimento e a determinação do teor de gordura das amostras foi realizada pela empresa de laticínios Vigor. Os valores das amplitudes Q1 , Q 2 e Q3 e dos coeficientes de reflexão R 12 e R 23 devem ser acompanhados pelos respectivos sinais (+) ou (- ), de acordo com a fase do eco recebido. 4 Nos gráficos das figuras 5 e 6 observa-se o comportamento da velocidade de propagação e do coeficiente de atenuação para as amostras de leite UHT, pasteurizado e in natura, para vários teores de gordura, de acordo com o padrão definido para cada tipo de leite. Todos os componentes do leite são constantes e iguais para todas as amostras, com exceção da gordura, que se diferencia nas amostras pela quantidade, distribuição e tamanho das partículas. A freqüência de trabalho utilizada foi de 10 MHz e a temperatura aproximada de 20 "C , Descrição dos equipamentos O diagrama esquemático da instrumentação utilizada é apresentado na figura 4. O gerador de funções (Tektronix, AFG5102) gera um ciclo de senóide na freqüência desejada. O sinal é amplificado pelo amplificador de potência (Amplifier Research, 150NI00A) e irá excitar o transdutor emissor da célula de medição. A recepç ão dos sinais é feita pelo analisador ultrasônico (Pararnetrics, 5052UA), que amplifica o sinal em até 40 612 40. SBAI - Simpósio Brasileirode AutomaçãoInteligente,São Paulo,Sp, 08-10 de Setembro de-1999 1518, "tO i constituem um meio dinâmico, onde constantemente ocorrem mudanças. As amostras de leite UHT, devido ao seu tipo de processamento, formam um meio estável. Estas variações são desprezíveis nas medidas de velocidade de propagação, mas extremamente sensíveis na medição do coeficiente de atenuação, onde para amostras de diferentes tipos de leite com mesmo teor de gordura, o valor medido é muito diferente. : 1517H _ li! I : ,:* I : : : 1516r - - - - - - - - - t - - - - - - - - - - -:- - - - - - - - - - - } - - -- - - - ---1- - - - - - - - -- !::! o j "" --mm-;------r to -- -i jT;-i--mm'I:::: i -=--Lm------l tj------1---------J . ! i i· 1515 - ca 1511 : : : : : : : ::: , 1510 : ,i ,: _ . .:L " o 6 Comparação com o modelo teórico J 234 5 Teorde gordura Figura 5: Medidas da velocidade de propagação para os vários tipos de amostras de leite UHT, pasteurizado e in-natura. As medidas de velocidade de propagação apresentaram uma variação entre as amostras de apenas 0, 5%. Desta forma, a margem de erro do processo de medida acaba por inviabilizar a discriminação do teor de gordura por esta medida. Em principio , seria possível determinar o teor de gordura nas amostras através da velocidade de propagação se a precisão das medidas fossem mais precisas . Os dados coletados para a amostra de leite UHT apresentam uma dependência clara em relação ao teor de gordura . Tomando apenas os dados referentes às amostras de leite UHT, teremos o gráfico da figura 7, para o coeficiente de atenuação acústica viscoso. Para as amostras de leite UHT, o tamanho das partículas é muito pequeno, inferior a 1 p,m. Calculando as profundidades, viscosa e térmica, equações (1) e (2) respectivamente, para o leite, ter-se ÓI/ = 0,3 p,m e Ót = 1,1 tu». Portanto a maior contribuição no coeficiente de atenuação é devido às perdas viscosas e, as perdas térmicas podem ser desconsideradas (Allegra e Hawley 1972). 25 -,----.,i i ! i .----- 1-----'---------"----------:-----------1.. L .... o - Nas medidas para o coeficiente de atenuação, no gráfico da figura 6, observou-se um comportamento distinto entre as amostras de leite UHT, pasteurizado e in natura . As amostras de leite UHT apresentaram uma clara relação entre o coeficiente de atenuação e o teor de gordura, enquanto que para as demais amostras, os dados coletados não apresentaram esta relação. 5°f ! F 15 ·'- -'-- 1.-----, .-- c '* -8 f 10 I 1 I · -.-;.-- - ....... 1 :.- --···-···- :-- -_·- --:- - ----···· Y! ! l : : 2.5 3 .!l c 5 o o 0.5 I i 1.5 2 Teorde gordura (%] 3.5 Figura 7: Medidas do coeficiente de atenuaçã o para os vários tipos de amostras de leite UHT. 8 20 ! ! ---------+---+------i ......00_ I 4 5 • leite in natura o Ioite uhl o 1 2 3 Teor de gordura (%] A reta no gráfico da figura 7, corresponde ao valor teórico do coeficiente de atenuação viscosa calculado para tamanhos de partícula próximo de 1 p,m, expressão (8), com variação no teor de gordura. Nos valores dos pontos, já está descontando o coeficiente de atenuação intrínseca. Como já citado, o valor da atenuação intrínseca é determinado pelo coeficiente de atenuação do leite desnatado. No gráfico da figura 8 é feita uma comparação entre os valores medidos das amostras de leite UHT com teor de gordura de 3, 2% com o modelo teórico para o coeficiente de atenuação viscosa, com variação na freqüência. As linhas retas indicam o modelo teórico calculado para 3, 2% de teor de gordura. Figura 6: Medidas do coeficiente de atenuação para os vários .típos de amostras de leite UHT, pasteurizado e in-natura. 7 Vários fatores podem ter contribuído para que as medidas dos coeficientes de atenuação das amostras de leite pasteurizado e in natura não apresentassem uma dependência clara em função do teor de gordura. Estas amostras apresentam tamanho e distribuição das partículas de gordura não uniforme, que tendem, com o tempo, a se aglomerar em estruturas cada vez maiores. Macroscopicamente, há a formação de uma crosta de gordura (nata), que adere às paredes do recipiente onde a amostra se encontra. Estes dois efeitos combinados alteram o comportamento dinâmico e a quantidade efetiva de gordura das amostras . Conclusão A análise dos padrões especificados pela indústria de laticínios para o leite bovino demonstrou que estes variam no teor de gordura e no tipo de esterilização. As amostras de leite UHTapresentam caráter homogêneo, tamanho das partículas reduzido e distribuição uniforme . Já nas amostras de leite pasteurizado e in natura, as partículas de gordura apresentaram uma maior variação no tamanho e na distribuição. O tamanho da partícula tem grande influência no comportamento das amostras. Foi observado que quando as partículas possuem um maior tamanho , elas tendem a se aglomerar, alterando o comportamento dinâmico das Assim descritas, as amostras de leite pasteurizado e in natura 613 40. SBAI - Simpósio Brasileiro de Automação Inteligente, São Paulo. Sp,08-10de Setembro de 1999 Agradecimentos Ê 30 - õ. • -,-- -----!- _._ ! :J ai iií Q) "O .S! c: 25 ' ---! Q) o Ü Ii 20 - -- - r-=-- i l ii 8 ----!-- ---t- -- - , ---- :-----. --=t: :' Q) 'õ l;: Os autores agradecem à agência de fomento à pesquisa FAPESP pelo financiamento do trabalho, à empresa Laticínios Vigor, São Paulo, pelo fornecimento de amostras calibradas, ao Prof, Dr, Roberto Guardani, do Departamento de Engenharia Química da Escola Politécnica da Universidade de São Paulo, pelo uso do miscroscópio óptico e especialmente ao Prof. Dr Rubens Sigelmann da Universidade de Washington, pelo seu apoio nos experimentos e pelas suas valiosas sugestões. valores medidos para 3.2% de 19 - - valores teóricos. . 1: i - -r-------r-_ ._. ! : i---- REFERÊNCIAS BIBLIOGRÁFICAS . !i Adamowski, J. c., F. Buiochi, C. Simon, E. C. N. Silva e R. A. Sigelmann (1995). Ultrasonic measurement of density of liquids . Joumal ofthe Acoustical Society ofAmericar 97(1), 354-361. ' : 11 Figura 8: Comparação entre os valores em relação à variação na freqüência. Ahuja, A. V. (1972) . Effect of particle viscosity on lhe propagation of sound in suspensions e emulsions.. Journal of the Acoustical Society ofAmericar 51(1), 182-191. amostras. Macroscopicamente pode-se observar a formação de uma crosta (nata) na superfície da amostra e nas paredes onde esta se encontra, que causa um efetiva diminuição do teor de gordura. Allegra, J. R. e S. A. Hawley (1972). Atenuation of sound in suspensions and emulsions: theory and experiments.. Journal o/the Acoustical Society ofAmericar 51(5), 1545-1564. Dukhin, A. S. e J. P. Goetz (1996). Acoustic spectroscopy for concentrated polydisperse coIloids with high density contrast.. Langmuir 12(21), 4987-4997 . Foram realizadas medições do coeficiente de atenuação e velocidade de propagação. A velocidade de propagação apresentou uma ' variação muito pequena dentro do intervalo de teor gordura utilizado , comparável à margem de erro das medidas. Desta forma , não foi possível correlacionar satisfatoriamente a velocidad e de propagação ao teor de gordura das amostras. Par a o leite UHT; o coeficiente de atenu ação apre sentou uma coerência em relação à proporção -de gordura presente na amostra. Para os outros tipos de leite não foi possível realizar esta comparação devido à grande distribuição de tamanhos das partículas. Epstein, P. S. and R. R. Carhart (1953). The absorption of sound in suspensions and emulsions. i. water fog in air.. Journal of the Acoustical Society ofAmericar 25(53),553-565. Grosso, V. A. Del e C. W. Mader (1972). Speed of sound in pure water.. Joumal of the Acoustical Society ofAmericar 20(20), 1442-11446. Kinsler, L. E., A. R. Frey, A. B. Coppens e J. V. Sanders (1982). Fundamentals o/Acoustics. John Wiley & Sons. Sendo assim , foram realizadas comparações com o modelo teórico proposto apenas para as amostras de leite UHT. Foram comparadas as medidas do coeficiente de atenuação com variação .no teor de gordura e na freqüência com o modelo proposto por Ahuja (Ahuja 1972). A comparação da medida do coeficiente de atenuação com variação na freqüência com o modelo proposto para a amostra de leite UHT integral, com 3, 2% de teor de gordura, apresentou um bom ajuste . Os dados experimentais apresentaram um desvio de ±O, 1% no teor de gordura, no intervalo de freqüência utilizado em relação ao valor previsto pelo modelo matemático. Este é o mesmo desvio dos processos de medição do teor de gordura, utilizados na indústria de laticínios, atualmente. Isso demonstra que a medição do coeficiente de atenuação pode servir para a caracterização do teor de gordura em leite bovino, quando as partículas de gordura apres entam-se uniformemente distribuídas e com tamanho reduzido, da ordem de 1 J.1.m, como é o caso do leite tipo UHT. Como trabalhos futuros, está sendo proposto a extensão do método para amostras de leite onde as partículas de gordura não estão bem distribuídas e não apresentam tamanho uniforme (leite in natura e tipo B e C). Isso será feito correlacionando-se as medidas realizadas com medidas de espalhamento acústico para vários ângulos, não tão sensíveis ao tamanho e a distribuição das partículas. A medição do espalhamento acústico também pode ser utilizada para medir tempo de coagulação em derivados do leite, como queijo e iogurtes, com grande utilização no processamento da indústria de laticínios. 614
Baixar