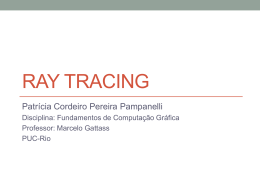
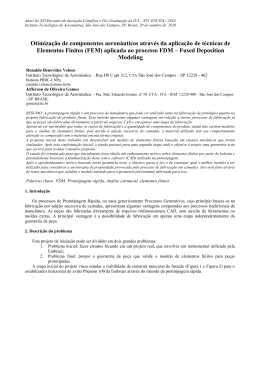
Anais do 14O Encontro de Iniciação Científica e Pós-Graduação do ITA – XIV ENCITA / 2008 Instituto Tecnológico de Aeronáutica, São José dos Campos, SP, Brasil, Outubro, 20 a 23, 2008. Software para Furação e Rebitagem de Fuselagem de Aeronaves Thiago Sampaio de Athayde Ermes Ferreira Costa Neto Instituto Tecnológico de Aeronáutica - ITA Praça Marechal Praça Marechal Eduardo Gomes, 50 - Vila das Acácias CEP 12.228-900 – São José dos Campos – SP – Brasil Bolsista PIBIC-CNPq [email protected] Resumo: O processo de montagem estrutural aeronáutica exige que a etapa de abertura de furos atenda aos requisitos de tolerância dimensional, de posição, forma e isenção de rebarbas descritas no projeto. Quando esta etapa é executada de modo convencional torna-se dispendiosa, e requer mão de obra especializada e de ferramentais dedicados. Neste contexto, alguns trabalhos sugerem a automação do processo de furação de estruturas aeronáuticas com a utilização de manipuladores robóticos e ferramentas adequadas.Porém, o uso de manipuladores robóticos exige o desenvolvimento de compoentes que garantam o correto posicionamento da ferramenta de acordo com os requisitos do processo. O presente trabalho apresenta o projeto e a implementação de um módulo computacional para correção do posicionamento do robô industrial utilizando visão computacional no ambiente computacional LabVIEW™. Palavras chave: aeronave, fuselagem, rebitagem, visão computacional. 1. Introdução A necessidade de automatização do processo de montagem de aeronaves está presente na indústria de aeronáutica nacional. De acordo com Kihlman (2005) e Naing (2004), o custo de montagem de uma aeronave consome até 40% do custo de fabricação da estrutura do avião. Sendo um processo relativamente lento, requer operadores altamente treinados que utilizam ferramentas de alto custo. Atualmente, as inovações na indústria aeronáutica são direcionadas para o aumento de capacidade produtiva e de flexibilidade com redução de custo e garantia de qualidade do produto. Neste cenário, o Centro de Competência em Manufatura do Instituto Tecnológico de Aeronáutica (CCM-ITA) apresenta uma proposta de inovação, que propõe a análise e desenvolvimento do processo de furação orbital – por fresamento – em estruturas aeronáuticas (EFORB – Efetuador para Furação Orbital). Devido à composição de seus movimentos, o processo de furação orbital proporciona melhor qualidade de furos, isento de rebarbas, eliminando etapas do processo de furação de estruturas de aeronaves, devido à redução dos esforços de corte envolvidos, permitindo a automação do processo de fabricação com a utilização de robôs industriais. O EFORB conjuntamente com o manipulador robótico deve se posicionar corretamente para a execução da solução proposta. Assim, este trabalho apresenta um sistema modular para a correção do posicionamento do robô industrial, por meio do uso de visão computacional. 2. Descrição do Sistema O sistema proposto para o projeto é composto por uma câmera e sistema óptico, sistema de iluminação, algoritmo computacional e mensurando (marcação na estrutura aeronáutica). A Figura 1, adaptada de modelos apresentados por Gonzales (2002) e Ramesh (1995), apresenta, de forma esquemática, as etapas envolvidas no processo, agrupadas por funções. Condicionador Conjunto Sensores Mensurando de Sinal de lentes Sistema de Unidade de Iluminação Processamento Valores das Medições Figura 1. Componentes gerais do sistema de visão. Anais do XIV ENCITA 2008, ITA, Outubro, 20-23, 2008 , São descritos a seguir, os principais componentes do sistema de visão. 2.1 Câmera A câmera é um dispositivo que converte os estílumos recebidos do meio externo na forma de energia eletromagnetica (luz visível) em sinais elétricos ordenados. Sensor: É uma matriz de elementos foto-sensíveis, que recebem e mapeiam o nível de intensidade luminosa, transformando em sinal elétrico analógico proporcional, segundo Jähne (1999). Sistema Ótico: Regula os feixes de luz refletidos pelo objeto físico, fornecendo ao sensor a quantidade ideal de luninosidade. 2.1.1 Modelagem da Câmera As câmeras podem ser representadas por modelos que descrevem a forma como os objetos de uma cena são visualizados. Os modelos definem a transformação de um ponto no espaço (3D) para uma representação bidimensional (2D) na imagem formada pela câmera. 2.1.2 Modelagem Geométrica do Sistema Óptico O sistema ótico é formado por um conjunto de lentes e uma câmara escura. A dinâmica do processo é regida pelas leis da ótica geométrica.Os principais parâmetros associados a esse tipo de sistema são: a geometria das lentes, a distância focal do sistema de lentes e as variáveis geométricas do sistema como descrito na Figura 2. Figura 2. Modelo clássico da geometria de cálculo para lentes finas. Di Do D × Mi F= o 1+ Mi Mi = Mi : em que, Ampliação da imagem; Do : Distância da imagem; Di : Distância do objeto; F : Ho : H1 : Distância focal; Dimensão do objeto; Dimensão da imagem. (1) (2) Anais do XIV ENCITA 2008, ITA, Outubro, 20-23, 2008 , Neste trabalho foi usada a câmera digital da marca Pixelink, modelo PL-B774U, com resolução 1600x1200 pixel, taxa de transmissão da imagem 480 Mbps-Usb 2.0 e sistema ótico COSMICAR/PENTAX modelo TV LENS 25 mm. 2.2 Sistema de Iluminação O sistema de iluminação é responsável por garantir o nível da intensidade luminosa recebido pelo sistema óptico, a fim de garantir seu funcionamento correto. Segundo Erhardt-Ferron (2000) e Jähne (1999), o sistema de iluminação realça características superficiais do objeto, tais como geometria, estrutura, cor, transparência e refletância, viabilizando a etapa de processamento de imagem. A iluminação utilizada nesse trabalho é descrita como multi-direcional: há várias fontes de luz posicionadas a mesma distância do mensurando. A vantegem dessa técnica está no fato de se garantir uma melhor ilumunição, evitando-se a formação de sombras. A fonte luminosa é composta por duas lanternas de LED brancos de alta intesnidade com 24 LED cada. 2.3 Unidade de Processamento Gonzalez (2002) descreve esta unidade como a responsável pelo processamento e a tomada de decisão. Esta é formada por hardware adequado, computador hospedeiro (unidade de processamento e memória) que recebe o sinal enviado pela câmera, e software - para a automação do sistema – que contém o algoritmo desenvolvido para a aplicação de medição dimensional. 3 Método de Medição 3.1 Preparação do Sistema Para que as informações processadas por meio do sistema proposto sejam confiáveis deve-se garantir que todas as etapas do processo tenham seus parâmetros situados dentro de uma faixa de valores adequados. Desta forma, a calibração de fatores como a abertura do obturador, distância ao mensurando, focalização do sistema ótica e intensidade de iluminação devem ser feitas. 3.2 Algoritmo Uma vez que o sinal luminoso chega ao sensor da câmera de forma adequada, é transformado em um sinal elétrico que é enviado ao computador hospedeiro. Esse sinal é processado de acordo com as etapas descritas a seguir, gerando como resposta as coordenadas procuradas. 3.3 Aquisição de Imagem Para aquisição da imagem, utiliza-se a ferramenta NI-Vision™ do aplicativo LabVIEW™. O algoritmo é descrito a seguir: 1. 2. 3. 4. 5. 6. Inicializar e configurar uma seção para aquisição das imagens. Reservar um espaço na memória correspondente a um arquivo de imagem na mesma resolução daquela fornecida pela câmera inicializada em 1. Iniciar à aquisição das imagens em tempo real. Mostrar a imagem na linha de dados (a mesma imagem que está sendo adquirida em 3). Encerrar a seção após a captura da imagem. Transformar a imagem capturada em tons de cinza (esse é um requisito das funções subsequentes). 3.4 Tratamento da Imagem As etapas do algoritmo de tratamento da imagem implementadas no toolbox NI-Vision™ do aplicativo LabView™ são descritas a seguir: 1. 2. 3. 4. Aplicar o algoritmo de threshold para binarização da imagem. Os experimentos mostraram que os intervalos entre 180 e 255 devem ser ajustados para 255 (branco) e o restante para 0 (preto). Abrir a seção de aquisição de imagem via USB. Aplicar o algoritmo de morfologia matemática denominada fechamento, descrito por Facon (1996) e Hasan (2000), para eliminar os ruídos da imagem. Aplicar a função edge detection responsável por identificar as fronteiras da imagem. Entenda-se como fronteira, toda linha que delimita duas regiões separadas da imagem. Anais do XIV ENCITA 2008, ITA, Outubro, 20-23, 2008 , 5. Transformar a imagem em uma matriz de duas dimensões. 3.5 Determinação do Centro e Raio da Região Circular A etapa seguinte é a execução de uma rotina de varredura de uma determinada região que busca fronteiras com o formato circular. Uma vez encontrada a fronteira circular, a rotina determina a posição e o tamanho dessa região. As etapas deste algoritmo são descritas como se segue: 1. 2. 3. 4. 5. 6. Determinar o ponto a partir do qual será iniciada a varredura. Informar qual o tamanho aproximado das regiões circulares procuradas. Coletar as informações sobre o centro e o raio. Processar as informações obtidas e encontrar o valor que melhor represente os paramêtros raio e centro. Enviar as informações para o sistema de posicionamento do robô. Reiniciar o processo (essa etapa ocorre caso a diferença entre a posição atual e a desejada esteja fora da margem de tolerância). 4. IHM (interface homem máquina) A interface do sistema proposto, mostrada na figura 3, é composta por componentes padrões das bibliotecas do LabView™. Esta figura ilustra também a aquisição e a disponibilização para o usuário de uma imagem de um furo circular. O processamento desta imagem resulta na identificação da fronteira do furo e na determinação de seu raio e centro, conforme ilustrado na Figura 4. As circunferências encontradas são desenhadas em vermelho. No canto superior direito são apresentados os valores referentes às circunferências. O próximo passo é usar o valor das coordenadas das circunferências para ajustar a posição do robô. Figura 3. Captura da imagem. Anais do XIV ENCITA 2008, ITA, Outubro, 20-23, 2008 , Figura 4. Determinação dos valores desejados. Na figuras 3 e 4 podemos ver dois conjuntos de coordenadas (x,y) e (x2,y2), o primeiro corresponde a uma medição feita na região interna delimitada pela marcação e a segunda é feita na região externa. O resultado final é a média entre essas duas medições. 5. Conclusão Devido à dificuldade em encontrar e configurar o sistema de iluminação adequado não foi possível até o momento realizar testes na montagem final. Os testes realizados em laboratório demonstraram que o sistema opera de forma adequada e que quando integrado ao sistema final deve ser capaz de atender os objetivos propostos, sendo capaz de auxiliar o robô no processo de rebitagem da fuselagem de aeronaves. A automação desses processos é um passo fundamental para a redução dos custos de fabricação dos aviões. 6. Referências bibliográficas COSTA NETO, E. F.; GOMES, V. E. O. SUTERIO, R.; TRABASSO, L.G. Aplicação do Método de Visão Computacional para a Medição Bidimensional de Furos em Fuselagem Aeronáutica. Anais do CONEM 2008. HOUSEMAN, O.;TIWARI, A.; ROY, R. A Methodology for the Selection of New Technologies in the Aviation Industry, Decision Engineering Report Series, Cranfield University, UK, 2004. KIHLMAN, H. Affordable Automation for Airframe Assembly, PhD thesis, Linköping University, Sweden, 2005. NAING, S. Feature Based Design for Jigless Assembly, PhD thesis, Cranfield University, UK, 2004.
Baixar