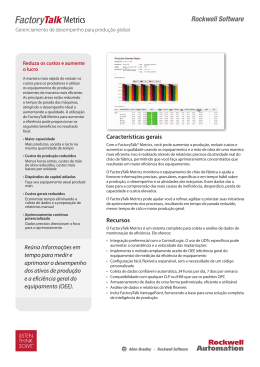
artigo gerenciamento de produção ESTUDO DE CASO EM GERENCIAMENTO DE PRODUÇÃO: EFICIÊNCIA/OEE. Luis Phillipe F. Machado ([email protected]), Coordenador de Projetos; e Samarone Guimarães Ruas ([email protected]), Diretor de Aplicações, ambos da iTech, Divisão da Techplus Automação. INTRODUÇÃO O alicerce para o bom andamento de uma empresa se fundamenta na eficiente e correta utilização de recursos disponíveis, sejam eles materiais, operacionais ou humanos. Nos dias atuais, com a economia globalizada e com a grande competitividade do mercado, as empresas de manufatura vêm procurando se adequar cada vez mais às exigências dos clientes. Produzir cada vez mais, com menos recursos e mais rapidamente se tornou um desafio comum para as indústrias que pretendem permanecer no mercado. Por esse motivo, a medição do sistema de manufatura vem se tornando cada vez mais essencial para a resolução de problemas e para a própria melhoria contínua destes sistemas. A eficácia global dos equipamentos [1] é utilizada na metodologia TPM (Total Productive Maintenance), onde é proposto um indicador conhecido na literatura internacional como OEE (Overall Equipment Effectiveness). Overall Equipment Effectiveness (OEE) é uma ferramenta utilizada para medir as melhorias implementadas pela metodologia TPM. A utilização do indicador OEE, conforme proposto por esta metodologia, permite que as empresas analisem as reais condições da utilização de seus ativos. Estas análises das condições ocorrem a partir da identificação das perdas existentes em ambiente fabril, envolvendo índices de disponibilidade de equipamentos, desempenho e qualidade. Há um órgão chamado OEE Industry Standard [2], administrado pelo OEE Foundation, criado em 2000, que dita todos os seus conceitos e cálculos. Define todos os princípios da ferramenta, estabelecendo os critérios para se medir a disponibilidade, desempenho e qualidade de equipamentos e linhas de produção. É uma iniciativa para se tentar padronizar os conceitos relacionados ao OEE. A medição da eficácia global dos equipamentos pode ser aplicada de diferentes formas e objetivos. Segundo Jonsson e Lesshmmar [3], o OEE permite indicar áreas onde devem ser desenvolvidas melhorias bem como pode ser utilizado como benchmark, permitindo quantificar as melhorias desenvolvidas nos equipamentos, células ou linhas de produção ao longo do tempo. A análise do OEE e output de um grupo de máquinas de uma linha de produção ou de uma célula de manufatura permite identificar o recurso com menor eficiência, possibilitando, desta forma, focalizar esforços nesses recursos. A análise desse indicador [4] mostra uma imediata ideia da capacidade da linha como um todo, conhecendose a capacidade bruta de produção das máquinas, sendo extremamente útil na detecção de gargalos na linha. A importância de se aperfeiçoar os equipamentos e atuar nas maiores perdas (obtidas através do OEE) se concretiza quando há aumento de produção: a melhoria da eficácia descarta a necessidade de novos investimentos. Este artigo descreve um estudo de caso referente a uma Fábrica do Setor Alimentício, mais precisamente Refrigerantes, em Maceió, AL, que percebeu a necessidade de se medir com mais precisão, segurança e de modo mais ágil, o que realmente ocorre em seus processos produtivos, como a medição de perdas, paradas, quedas de desempenho, produção. A fábrica optou então pela aquisição de uma ferramenta que pudesse disponibilizar tais informações, podendo assim analisar melhor as condições reais de utilização de seus recursos, ter uma maior embasamento para tomadas de decisões, otimizando a estratégia para investimentos e melhorando a produtividade econômica. InTech 144 57 artigo GERENCIAMENTO DE PRODUÇÃO CONCEITOS DE OEE O OEE é uma maneira simples e prática de monitorar e melhorar a eficácia de um processo de manufatura e é frequentemente usada pela metodologia TPM como uma ferramenta para se fazer tal medição. Expressa o percentual de utilização de um equipamento em sua plenitude, considerando uma situação ideal de velocidade máxima, sem paradas e com total qualidade, ou seja, possibilita a medição da diferença entre o ideal e o que realmente ocorre na fábrica. Inicialmente, foi criado para aplicação em processos de Manufaturas Discretas, porém, através de adaptações no modelo tradicional do OEE [5], atualmente ele também é usado em Processos Contínuos [6], ou seja, tem auxiliado ambos os tipos de processos, tornando o ambiente industrial e operacional mais produtivo, eficiente e rentável. TPM é um sistema desenvolvido inicialmente no Japão com o intuito de se reduzir paradas, eliminar perdas, garantir maior qualidade e reduzir custos num processo produtivo. É um dos principais elementos da disseminação da cultura de melhoria contínua [7]. O TPM apresenta seis pontos chave: estabelecimento de um completo sistema de manutenção preventiva dos equipamentos durante todo o seu ciclo produtivo; uma otimização na eficácia global do equipamento; implementação conjunta pela Direção, Produção, Manutenção e Engenharia; participação de todos os empregados, desde gestão até chão de fábrica; implementação baseada em atividades de pequenos grupos. Os dados necessários para o cálculo do OEE devem ser coletados em tempo real por algum sistema que se comunique com o chão de fábrica, e tal sistema deve ser capaz de publicar as informações, em forma de gráficos, relógios, termômetros, etc. Basicamente, o OEE é usado para atacar as chamadas “6 Grandes Perdas”, ou seja, as causas mais comuns de perda de eficiência numa manufatura: • Quebras; • Set-ups e ajustes; • Microparadas; • Velocidade do equipamento reduzida; • Rejeitos de início de processo; • Rejeitos na produção. O cálculo do OEE é feito do seguinte modo: • Índice de Disponibilidade: fator que indica o quanto funcionou o equipamento, sendo que o mesmo pode não funcionar por uma série de fatores, como paradas programadas (almoço, CIP), ou paradas não programadas (falha do equipamento, queda de energia), etc. Tempo de Carga (TC) = Tempo Teórico Disponível – Paradas Programadas (Horas) Tempo Real Disponível (TRD) = TC – Paradas Não Programadas (Horas) • Índice de Desempenho: fator que indica em qual taxa de produção o equipamento rodou. O equipamento possui uma velocidade ótima. Durante o Tempo Real Disponível, a velocidade real da máquina é comparada com a nominal. • Índice de Qualidade: fator que indica a relação entre as peças boas produzidas e as perdas. ESTUDO DE CASO O estudo de caso foi realizado numa fábrica de produção de refrigerantes e águas saborizadas, localizada em Maceió, AL. Basicamente, o sistema aqui estudado trata-se de duas linhas de produção, uma de embalagens PET e outra de garrafas retornáveis. A implantação ocorreu devido à necessidade de melhorias contínuas no processo de fabricação, aliada a uma ferramenta de alto desempenho que auxilia a tomada de decisões, através da visualização de dados provenientes do chão de fábrica em tempo real e da possibilidade de se gerar diversos gráficos com indicadores de OEE, detalhes de paradas, total produzido, total de perdas, ou seja, informações valiosas para se adquirir um desempenho ótimo dos equipamentos, facilitando o gerenciamento da produção. O módulo OEE da ferramenta implantada possibilita identificar detalhes de paradas, detalhes e quantidade de perdas, quantidades produzidas, sequência de eventos, cálculos de índice de qualidade, desempenho, disponibilidade e OEE, por turno, por turma, por produto, por linha. Em suma, esta solução possibilitou aos gerentes de linhas: • Identificar e otimizar áreas com ineficiências operacionais; • Melhorar a qualidade e a consistência dos produtos e processos; 58 InTech 144 GERENCIAMENTO DE PRODUÇÃO artigo • Melhorar a eficiência operacional pelo ganho do conhecimento e controle sobre as operações de produção em tempo real; • Gerenciar operações de produção em tempo real através da geração de relatórios. ARQUITETURA A arquitetura implantada na fábrica para que o módulo de Eficiência fosse introduzido consistiu na inserção de uma nova camada de software na arquitetura já existente, basicamente entre os controladores do chão de fábrica e o sistema ERP - Enterprise Resource Planning. Essa nova camada se configura como o sistema MES - Manufacturing Execution System e permitiu a criação de um canal transparente e confiável quanto ao fluxo de informações entre todas as etapas dos processos produtivos. Foram usados dois servidores, um contendo a aplicação, o banco de dados e o portal para acesso aos relatórios; e outro contendo o Servidor Web e o Historiador (Figura 1), ambos ligados a estações clientes. Figura 2 – Camadas que Compõem o Sistema. GERENCIAMENTO DO OEE O Módulo de OEE implantado permite monitorar e controlar os índices de OEE, possibilitando aos usuários uma visão completa de fatores como tempo de inatividade de equipamentos, perdas da produção, eventos de parada, ações tomadas, tipos de falhas, quantidades produzidas, sequência de eventos, mudanças de produto, MTTR (Mean Time To Recovery), MTBF (Mean Time Between Fails). Figura 1 – Arquitetura do Sistema para Medição do OEE. Como pode ser visto na Figura 2 a seguir, há quatro camadas básicas que compõem a estrutura de funcionamento do sistema. A primeira delas é representada pelo servidor OPC, que opera como um servidor de dados, se comunicando diretamente com o chão de fábrica, ou seja, com os CLPs das linhas conforme padronização OPC Foundation. Estes dados são passados à segunda camada, onde se encontra o Historiador. Este possui duas finalidades: coletar e arquivar os dados adquiridos dos CLPs das linhas; e transferir estas informações ao servidor de aplicação, a terceira camada. Esta é composta da Aplicação, um Servidor Web e do Cliente. O Servidor de Aplicação é responsável pelo gerenciamento do módulo de OEE, serviços e cálculos. O Servidor Web serve para gerar os relatórios e gráficos que serão visualizados pelos usuários. E através do Cliente, os usuários poderão visualizar eventos em tempo real, relatórios e fazer registros de variáveis de entrada manual. A quarta camada inclui o Servidor SQL. Armazena toda a estrutura da aplicação. E quando instalado, a aplicação cria automaticamente o banco de dados e as tabelas e procedimentos necessários. Foi feito um modelamento tomando como base os equipamentos que formam as duas linhas em questão, Linha de Vidro e Linha de PET, conforme figura a seguir. Figura 3 – Modelamento Detalhado dos Equipamentos das Linhas. Outros pontos que tiveram que ser configurados foram as variáveis, todas linkadas em tags vindos do Historiador, para que os cálculos fossem possíveis. São elas: InTech 144 59 artigo GERENCIAMENTO DE PRODUÇÃO Tabela 1 – Variáveis do Sistema. Foram inseridas também na aplicação as árvores de falhas dos equipamentos a serem monitorados. Estas árvores fornecem uma metodologia de detalhamento hierárquica para o operador investigar as razões, levando-se em conta também as categorias em que uma falha se enquadra. Conforme elas foram configuradas, as paradas que possuem um alarme equivalente proveniente do CLP são coletadas automaticamente pela aplicação, a qual registra Horário Inicial, Horário Final, motivo da parada na interface Cliente (Figura 4). Para eventos que não podem ser coletados automaticamente, o operador pode inserir manualmente uma falha nesta interface. Figura 5 – Dados em Tempo Real da Linha. Na Figura 6, o usuário pode ter acesso a um relatório que indica todos os índices de OEE, bem como quantidades produzidas e perdas para cada equipamento da linha. Figura 6 – Relatório com Índices de OEE. A seguir, tem-se uma tela que publica a produção das três principais máquinas da linha nas últimas 8 horas, bem como seus status e os produtos envasados. Figura 4 – Interface Cliente. PORTAL E RELATÓRIOS WEB Os relatórios disponíveis na aplicação podem ser visualizados via Web Report por um browser de navegação a internet, na fábrica ou remotamente, por qualquer estação que tenha acesso à rede da empresa. Foi criado um portal customizado contendo os relatórios mais pertinentes e telas de acompanhamento em tempo real. Figura 7 – Contagens de Produção das Últimas 8 Horas. A figura a seguir mostra a tela onde o usuário pode acompanhar também em tempo real as paradas de um determinado equipamento. O usuário acessa o portal, efetua o login e através de um menu lateral intuitivo, pode ter acesso a informações de chão de fábrica em tempo real, como paradas de equipamentos, taxas de produção, status de máquinas, níveis de tanques, bem como gerar relatórios com dados de OEE, índices de produtividade, MTBF, MTTR. Por exemplo, a seguir pode ser visto uma tela que mostra dados da linha de PET em tempo real, como os status dos equipamentos, e as taxas de produção. 60 InTech 144 Figura 8 – Paradas de uma Máquina da Linha. GERENCIAMENTO DE PRODUÇÃO Finalmente, a Figura 9 mostra um relatório que detalha todas as paradas de um ou mais equipamentos, explicitando tais falhas por turno, turma, categoria, equipamento, produto. Há também indicadores de MTTR e MTBF. artigo da eficiência dos equipamentos, e consequentemente das linhas de produção, sendo um importante mecanismo de auxílio aos gerentes de produção, para que a planta atinja números ótimos de produtividade, com menos perdas, menos retrabalhos, e máquinas trabalhando bem próximo de suas velocidades nominais. Por fim, a análise do OEE oferece a possibilidade do envolvimento de todas as áreas, direta ou indiretamente ligadas à produção, auxiliando nas tomadas de decisões e sendo um poderoso auxílio na busca pelo aumento da eficácia global da empresa. Figura 9 – Relatório de Paradas. E como citado anteriormente, há também uma interface web disponível, chamada Report Server, onde os usuários tem acesso a uma série de relatórios, como por exemplo, o da figura a seguir, que mostra uma sequência de eventos ocorridos num determinado período de tempo. Na fábrica citada neste artigo, com a implantação do sistema MES, todos os envolvidos passaram a ter um importante aliado na tomada de decisões, com o acompanhamento em tempo real de paradas, perdas, taxas de produção, eficiência. Foram identificados pontos de falhas na linha onde anteriormente, com os apontamentos manuais, não se tinha conhecimento. As contagens de produção e perdas também passaram a gerar dados mais confiáveis e precisos, o que possibilitou um melhor planejamento de produção, gastos, consumos. Atualmente, o sistema está presente em duas linhas e a fábrica em questão está em processo de expansão, e já prevê a utilização do módulo de eficiência nas demais linhas. Por ser uma fábrica nova, ainda não foi feito um estudo concreto dos ganhos obtidos com a implantação deste novo sistema, mas segundo os responsáveis, está havendo avanços significativos nas análises dos dados gerados. Figura 10 – Exemplo de Relatório do Report Server. CONCLUSÃO Há certos detalhes que o ser humano simplesmente não consegue perceber ou acompanhar. Numa linha de produção, há as chamadas microparadas, que um operador não consegue anotar em suas planilhas de papel, e várias microparadas, somadas, ao final de um determinado tempo, acabam se tornando uma grande falha, que poderia ser corrigida caso houvesse um sistema que fosse capaz de detectá-la. Este trabalho mostra que através de um sistema que se comunica com o chão de fábrica, trata as informações, fornece dados da linha em tempo real, e disponibiliza tais informações numa série de relatórios, os usuários são capazes de mensurar perdas e paradas até então não quantificadas. Com índices de OEE sendo calculados para qualquer equipamento ou período desejado, é possível identificar, por exemplo, qual o equipamento que apresenta pior desempenho, e consequentemente, onde focalizar os recursos. As estatísticas de eficiência combinadas com a análise de paradas constitui uma ferramenta poderosa para o aumento REFERÊNCIAS BIBLIOGRÁFICAS 1) SANTOS, A. C. & SANTOS, M. J. Utilização do Indicador de Eficácia Global de Equipamentos (OEE) na Gestão de Melhoria Contínua do Sistema de Manufatura: Um estudo de Caso. XXVII Encontro Nacional de Engenharia de Produção. Foz do Iguaçu, PR, 09 a 11 de Outubro de 2007. 2)OEE INDUSTRY STANDARD http://www.oeeindustrystandard.org/. 3) JONSSON, P. & LESSHAMMAR, M. Evaluation and Improvement of Manufacturing Performance Measurement Systems – The Role of OEE. International Journal of Operation & Production Management. 4) MOELLMANN, A. H. & ALBUQUERQUE, A. S. & CONTADOR, J. L. & MARINS, A. S. Aplicação da Teoria das Restrições e do Indicador de Eficiência Global do Equipamento para Melhoria de Produtividade em uma Linha de Fabricação. Revista Gestão Industrial, 2006. 5) JANARDHAN, P. B. Enhancing Operational Efficiency. 6) CASTRO, F. P. & ARAUJO F. O. Medição da Eficiência Operacional Através do Indicador OEE: Uma Proposta de Implantação no Segmento de Bebidas. VI Congresso Nacional de Excelência em Gestão, 2010. 7)MORAES, P. H. A. Manutenção Produtiva Total: Estudo de Caso em uma Empresa Automobilística. Dissertação – Universidade de Taubaté, 2004. InTech 144 61
Baixar