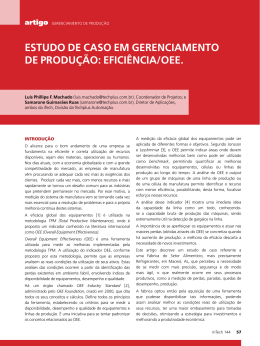
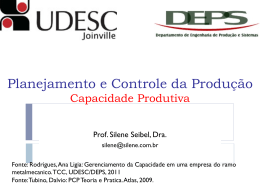
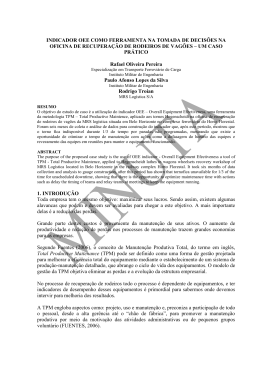
1. Introdução Neste e-Book vou análisar caractarístcas do OEE durante um determinado período de tempo em uma linha de produção. Vou apresentar relatórios de OEE em dois pontos da linha e analisar as oscilações do OEE. Todos os dados apresentados são reais, coletados em produção. 2. Analisando o Início da Produção O primeiro ponto de coleta foi instalado em uma máquina no início da produção . O relatório seguinte mostra as informações de OEE no período analisado. Note que no período de uma semana o desempenho da máquina foi mais baixo que no restante da análise. E vale ainda ressaltar ainda um pico de desempenho alguns dias depois. Avaliação do OEE no início da produção OODesempenho Desempenhoderrubou derrubouoo OEE OEEnesse nesseponto ponto OEE OEEmédio médiode de54,96% 54,96% Pico Picode de83,59%, 83,59%,isso issonos nosprova provaque queéépossível possívelmelhorar. melhorar. OODesempenho atingiu 89,17% Desempenho atingiu 89,17% Avaliação do tempo padrão no início da produção Uma outra análise importante é avaliar o tempo padrão em comparação com o tempo médio de produção. O tempo padrão é definido pela engenharia e, entre outras coisas, serve para calcular o custo do produto, uma vez que os tempos de máquina e os tempos de operador, juntamente com a matéria-prima compõem boa parte do custo final de produção. O tempo médio é o tempo que é medido e que, em méida, a produção consegue atingir. Avaliação do tempo padrão no início da produção Tempo Tempomédio médiode deprodução: produção:18,85 18,85segundos segundos Tempo Tempopadrão padrãode deprodução: produção:15 15segundos segundos Avaliação do tempo padrão no início da produção A meta de produção é 240 produtos por hora, então: 240 / 60 = 4 produtos por minuto ou 1 produto a cada 15 segundos, o tempo padrão. O Tempo médio de produção medido no período foi 18,85 segundos resultando em: 18,85seg – 15seg = 3,85 segundos/produto Uma perda média de 3,85 segundos por produto, e qual o impacto no OEE? Avaliação do OEE no início da produção OEE OEETotal Totalda daMáquina Máquinano noinício inícioda daprodução. produção. Como Comojájávisto, visto,oobaixo baixodesempenho desempenho afetou negativamente o afetou negativamente oOEE OEE Avaliação do OEE no início da produção Considerando o desempenho médio e o pico de 89,17% de desempenho medido podemos fazer dois cálculos de OEE. OEE com desempenho médio: (0,8126 * 0,6447 * 1,000) * 100 = 52,39% Usando o pico de desempenho: (0,8126 * 0,8917 * 1,000) * 100 = 72,46% Uma diferença de 38,31% na produtividade. 3. Analisando o Final da Produção O outro ponto de coleta foi instalado em uma máquina no final da produção . Vamos analisar o OEE desta máquina no período analisado. Note que na mesma semana que analisamos uma queda no início da produção houve uma queda no final, era de se esperar. Porém no dia de maior produtividade no início da produção (o pico da análise anterior) houve uma queda inesperada no desempenho no final da linha. Isso é algo que precisa ser investigado. Análise do OEE no final da linha AADisponibilidade Disponibilidadediminuiu diminuiuoo OEE, OEE,eeainda aindaassim assimoo desempenho desempenhotambém tambémfoi foiruim, ruim, no mesmo período da análise no mesmo período da análise anterior. anterior. OEE OEEmédio médio de 56,21% de 56,21% Nesse Nessedia diaaadisponibilidade disponibilidade Foi alta porém Foi alta porémoodesempenho desempenho baixíssimo. baixíssimo. Avaliação do tempo padrão no final da produção Novamente vamos analisar o tempo padrão e o tempo médio no final da linha. Avaliação do tempo padrão no final da produção Tempo Tempomédio médiode deprodução: produção:16,99 16,99segundos segundos Tempo Tempopadrão padrãode deprodução: produção:15 15segundos segundos Avaliação das paradas no final da produção Podemos avaliar quais as principais paradas ocorreram no final da linha para determinar o que pode ter ocorrido. Avaliação das paradas no final da produção Avaliação das paradas no final da produção Analisando Analisandosomente somenteooponto ponto de coleta no Final de Linha de coleta no Final de Linha Principais Principaisparadas paradasque que representam 80% do representam 80% dotempo tempo perdido perdido Avaliação das paradas no final da produção Principais problemas: Redução de Velocidade: em média 3 minutos e ocorreu 143 vezes em 8 dias resultando em uma perda de 7h09min Início/Fim de Produção: em média 22 minutos e ocorreu 16 vezes resultando em uma perda de 5h52min. Vejamos o impacto no OEE Avaliação do OEE no final da produção OEE OEETotal Totaldo doFinal Finalde deLinha Linha Como Comojájávisto, visto,ooDesempenho DesempenhoeeDisponibilidade Disponibilidade diminuiram o OEE diminuiram o OEE 4. Conclusões Podemos notar que a desempenho diminuiu o índice de OEE tanto no início como no final da linha. Porém no início da linha existe um potencial para aumentar o desempenho e a disponibilidade. É o caso de manter as ações que foram realizadas no pico de OEE. Já o final da linha tem um problema aparentemente crônico de desempenho e deve ser investigado porque, aparentemente, as medidas adotadas diminuíram o desempenho e, consequentemente, o OEE. A adoção de novas medidas serão necessárias e a análise contínua do desempenho obrigatório. Obrigado!!
Baixar