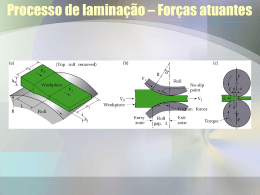
PUC-GO ENGENHARIA DE PRODUÇÃO Disc.: Processos de Fabricação II Prof. Jorge Marques Aulas 8 Processos de Conformação Mecânica LAMINAÇÃO – parte 1 Referências: CHIAVERINI, V. Tecnologia Mecânica. Vol. II Telecurso 2000. Processos de Fabricação. BRESCIANI, E. F. et. al. ; Conformação plástica dos metais. CONCEITOS Laminação é um processo de conformação que consiste na passagem de um corpo sólido entre dois cilíndricos que giram à mesma velocidade periférica, mas em sentido contrário, forçando-o a reduzir espessura. Para se obter uma determinada dimensão do corpo, deve-se submeter a peça a sucessivos passes através dos cilindros, com distâncias entre si decrescentes. ILUSTRAÇÃO FORÇAS E RELAÇÕES Na laminação a passagem da peça pelos cilíndricos ocorre através da ação da força de atrito que atua na superfície de contato entre peças e os cilíndricos. Essa força é proporcional ao ângulo de contato. O volume do material se mantem praticamente constante; pois, a variação de volume por eliminação de “microbolhas” é desprezível; Volume Entrada = Volume de Saída FORÇAS E RELAÇÕES FORÇAS E RELAÇÕES • O arraste ocorre por atrito. Então, caso o ângulo de ataque (α) seja demasiadamente grande, o cilindro desliza sobre a peça e não haverá laminação. • É preciso que: tgα < µ α < arctgµ µ = coeficiente de atrito entre o material a ser laminado e o cilindro de laminação RELAÇÕES E FORÇAS Volume de entrada = Volume de Saída ℎ𝑒𝑏𝑒𝑙𝑒 = ℎ𝑠𝑏𝑠𝑙𝑠 𝒉, 𝒃 e 𝒍 são, respectivamente a altura (espessura), a largura e o comprimento. Os índices ees referem-se a posição (entrada e saída, respectivamente) de um determinado volume do material em laminação. Sendo o comprimento 𝒍 por unidade de tempo igual a velocidade (v) e desprezando-se a variação da largura, tem-se: ℎ𝑒𝑣𝑒 = ℎ𝑠𝑣𝑠 Nota: a largura é geralmente controlada e mantida constante. RELAÇÕES E FORÇAS FORÇAS E RELAÇÕES FORÇAS E RELAÇÕES Desenho Esquemático do sistema de acionamento de um laminador Fonte: http://www.maxwell.lambda.ele.puc-rio.br/10090/10090_3.PDF Força de Laminação A determinação exata das forças necessárias para a laminação é muito complexa. Modelos matemáticos foram desenvolvidos para isso. Uma das Fórmulas é a de Dieter (1976): 2 𝑏 𝑄 𝜇𝑅𝛼 𝐹= 𝜎𝑒𝑠𝑐 𝑒 − 1 𝑅(∆ℎ) 𝑄= 𝑄 ∆ℎ 3 𝑇 = 𝐹 𝑅(∆ℎ) 𝑃 = 2𝜋𝑛𝑇 𝐹 = força média de laminação (N). 𝜎𝑒𝑠𝑐 = tensão de escoamento do material laminado(N/mm²). 𝑏 = largura da placa (mm). 𝑅 = raio do cilindro de laminação. 𝜂 = rendimento do sistema de transmissão. 𝑇 = torque de laminação. 𝑃 = potência da laminação. Exercícios 1) Num passe de laminação, deseja-se reduzir de 50 mm para 38 mm a espessura de uma placa, cujo comprimento inicial é 1200 mm. Sendo µ = 0,28 o coeficiente de atrito entre o cilindro e o metal a ser laminado e 𝑣𝑒 = 5 m/s a velocidade de entrada nos laminadores. Pede-se para determinar: a) O máximo ângulo de ataque possível. b) O diâmetro mínimo dos cilindros de laminação. c) A velocidade de saída. d) O comprimento final do produto laminado. Exercícios 2) Reconsidere o exercício anterior e determine a força necessária de laminação; dados: • Largura da placa = 200 mm • 𝜎𝑒𝑠𝑐 = 350 N/mm² • 𝛼 = 0,8𝛼𝑚á𝑥 (em radianos) • 𝑅 = 𝑅𝑚𝑖𝑛 (calculado no exercício anterior)
Baixar