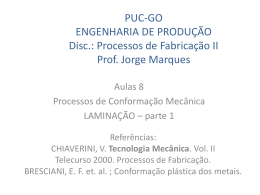
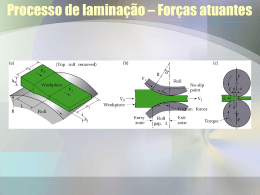
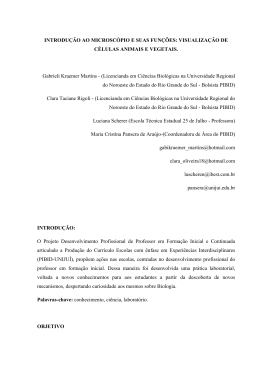
RENDIMENTO EFETIVO EM LAMINAÇÃO DE MADEIRA DE Pinus oocarpa CULTIVADA NO ESTADO DE MINAS GERAIS Allyne Ferreira Santos1, José Benedito Guimarães Junior2, Evelyn Hoffmamm Martins³, Jéssica Vieira Lima4, Thiago de Paula Protásio5 1. Graduanda em Engenharia Florestal na Universidade Federal de Goiás - Regional Jataí ([email protected]) 2. Prof. Dr de Engenharia Florestal na Universidade Federal de Goiás - Regional Jataí. 3. Mestranda em Agronomia na Universidade Federal de Goiás - Regional Jataí 4. Graduanda em Engenharia Florestal na Universidade Federal de Goiás - Regional Jataí 5. Prof. Mestre de Engenharia Florestal na Universidade Federal de Goiás - Regional Jataí Recebido em: 31/03/2015 – Aprovado em: 15/05/2015 – Publicado em: 01/06/2015 RESUMO A manufatura de painéis de madeira compensada conta com o uso de lâminas torneadas obtidas por desenrolamento contínuo. A madeira de Pinus spp, proveniente de florestas plantadas, tornou-se a principal matéria-prima para produção de lâminas e compensados. O seu rendimento em laminação tem sido apontado como referência para se avaliar a viabilidade de outras espécies a esse processo, além da fácil trabalhabilidade da madeira. Entretanto, a indústria brasileira encontra vários problemas, destacando o rendimento em laminação insuficiente o que dificulta a comercialização dos mesmos no mercado internacional. Partindo deste principio, este trabalho foi conduzido com o objetivo de compreender o rendimento em laminação de madeiras de Pinus oocarpa. Foram abatidas duas árvores da espécie Pinus oocarpa, ambas com 25 anos, proveniente de um plantio experimental localizado no Campus da Universidade Federal de Lavras (UFLA). Destas foram retiradas duas toras, de cada arvore, com aproximadamente 58 cm de comprimento e 32 cm de diâmetro, para laminação. Densidade básica da medeira de 0,47 g/cm³. As toras foram descascadas e posteriormente laminadas, obtendo peças com dimensões de 0,002m x 0,51m x 0,51 m. O rendimento médio no processo de laminação foi de 57,53%, as perdas por casca e conicidade alcançaram um valor médio de 35,59%, a perda por rolo resto foi 6,88% e perda total de 42,47%. Valores estes baixos do rendimento efetivo de laminação, se comparado com o estimado. PALVRAS-CHAVE: desdobro, casca e conicidade, compensados, mercado internacional ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1662 2015 EFFECTIVE YIELD IN Pinus oocarpa WOODEN ROLLING CULTIVATED IN THE STATE OF MINAS GERAIS ABSTRACT The manufacture of plywood panels has the use of turned blades obtained by continuous unwinding. The wood of Pinus spp, from planted forests, has become the main raw material for veneer and plywood. Their income in rolling has been touted as a reference to assess the viability of other species in this process, and the easy workability of wood. However, the Brazilian industry is several problems, highlighting the yield insufficient lamination which makes the marketing of these products in the international market. Based on this principle, this study was conducted in order to understand the performance in rolling Pinus oocarpa woods. Two trees were harvested species Pinus oocarpa, both aged 25, from an experimental plantation located on the campus of the Federal University of Lavras (UFLA). These two logs were removed from each tree, with approximately 58 cm long and 32 cm in diameter to lamination. Basic density of Medeira of 0.47 g / cm³. The logs were peeled and subsequently rolled, obtaining parts with dimensions of 0,51m x 0.51 m 0,002mx. The average yield in the lamination process was 57.53%, losses taper shell and reached an average of 35.59%, the rest roller loss was 6.88% and total loss of 42.47%. These low values of the effective yield of lamination, compared with the estimated. KEYWORDS: sawing, international market, shell and taper, plywood. INTRODUÇÃO Painéis laminados são constituídos de lâminas de madeira dispostas de forma perpendicular, coladas umas sobre as outras, com o uso de adesivo e sob o efeito de pressão e temperatura. Tal disposição tem a finalidade de balancear os diferentes comportamentos físicos e mecânicos das lâminas de camadas contíguas. (LIMA, 2011; IWAKIRI, et Al., 2012). A manufatura de painéis de madeira compensada conta com o uso de lâminas torneadas obtidas por desenrolamento contínuo. Tais lâminas movimentam um processo produtivo, industrializado, que se iniciou a partir do desenvolvimento do primeiro torno rotativo para produção de lâminas contínuas em 1818. (BONDUELLE et al., 2006). No Brasil, as primeiras informações acerca de laminados, no âmbito industrial, trazem como destaque a madeira de Araucaria angustifolia, mas a escassez da matéria-prima decorrente da exploração inadequada e incontrolada da madeira desta espécie, fez com que as indústrias apostassem no uso de outras madeiras. Um exemplo dessas novas opções é a madeira de Pinus spp, proveniente de florestas plantadas, que começou a ser utilizada, tempos depois, em escala comercial, tornando-se a principal matéria-prima neste setor. (BONDUELLE, et al., 2006). As espécies de pinus são plantadas e valorizadas pela coloração da madeira; pela madeira de fibra longa; pela fácil trabalhabilidade da madeira; pela possibilidade de extração de resina, e pela rusticidade e tolerância. (EMBRAPA, 20148) A espécie Pinus oocarpa, por exemplo, é uma espécie produtora de madeira de dureza média e alta resistência física, com densidade variando de 0,43 a 0,55 g/cm³. No Brasil, esta espécie é plantada para produção de madeira para processamento mecânico e produção de resina na região dos planaltos tropicais. (EMBRAPA, 2011; EMBRAPA, 2014). ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1663 2015 O rendimento em laminação de algumas espécies do gênero Pinus, em função da reconhecida empregabilidade destas para produção de lâminas em escala industrial, tem sido apontado como referência para se avaliar a viabilidade de outras espécies a esse processo (MELO, 2012). Neste sentido, novos estudos estão sendo conduzidos e novos gêneros, inclusive nativos, ganharam espaço no que se refere a desempenho na produção de painéis laminados; como por exemplo, Schizolobium, Eucalyptus, Parkia, Brosimum, Cordia e Cryptomeria (LIMA, 2011; PINTO, 2011). A indústria brasileira de laminação e de compensados encontra vários problemas, os quais dificultam a produção de painéis de qualidade e, por conseguinte, influenciam negativamente quando na colocação desses produtos no exigente mercado internacional. Dentre estes problemas encontra-se o rendimento em laminação insuficiente; onde a produtividade esperada com base nas características dendrométricas das toras, não é alcançada. Neste âmbito, um menor número de lâminas corresponde a uma grande quantidade de resíduos e um menor número de painéis, acarretando em prejuízos em várias perspectivas. MÜLLER (2009) destaca que, para o alcance do rendimento esperado, e uma produção de lâminas com qualidade satisfatória, é fundamental a seleção da matéria-prima sendo que, essa seleção deve ocorrer de acordo com o uso final que será atribuído às lâminas. Parâmetros como fator de conicidade, diâmetro da tora e diâmetro do rolo resto, são considerados básicos para aumentar o rendimento. As técnicas de processamento da madeira também influenciam fortemente no resultado final da laminação. TSUOMIS (1991) destaca a velocidade de corte, ajuste da faca e barra de pressão e afiação da faca como detalhes a serem muito bem avaliados quando se trata de produtividade. MENDES et al., (2000) mencionam ainda que os cuidados que antecedem a fase de processamento, como cuidados no manuseio e preparação das toras no que se refere a condições de armazenamento, acondicionamento, aquecimento, constituem um ponto no processo de laminação que deve receber atenção para que não gere futuros problemas. Além disso, segundo BONDUELLE, et al., (2006), o baixo nível tecnológico dos equipamentos empregados, associado a carência de técnicas modernas e especializadas, também contribuem para um baixo rendimento. Partindo desta problemática, este trabalho foi conduzido com o objetivo de compreender o rendimento em laminação de madeiras de Pinus oocarpa, cultivadas no Campus experimental da Universidade Federal de Lavras, e avaliar o rendimento efetivo das mesmas em relação ao esperado. MATERIAL E MÉTODOS O material de estudo utilizado foi proveniente de um plantio experimental localizado no Campus da Universidade Federal de Lavras – UFLA, Estado de Minas Gerais. Seleção e preparo do material Foram abatidas duas árvores da espécie Pinus oocarpa, ambas com 25 anos, e, de cada uma, foram retiradas duas toras com aproximadamente 58 cm de comprimento e 32 cm de diâmetro, para laminação. A densidade básica destas madeiras está em torno de 0,47 g/cm³. As árvores foram selecionadas com base nos diâmetros, visando toras com maior volume, e consequentemente, maior rendimento em lâminas. O diâmetro médio visado foi de 32 cm. ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1664 2015 O volume das toras pode ser visualizado na tabela 1. TABELA 1. Volume das toras de Pinus oocarpa laminadas. Toras laminadas Volume tora (m³) 1 0,0544 2 0,0579 3 0,0453 4 0,0454 Média 0,0507 Desvio 0,0064 CV (%) 12,56 As toras foram acondicionadas em um tanque com água por 72 horas, e posteriormente levadas a uma caixa d’agua com resistência elétrica, onde permaneceram por 72 horas submersas em água a 66ºC. Processo de laminação de toras Após o período de aquecimento as toras foram descascadas e posteriormente laminadas em um torno com espessura nominal de lâmina de 2 mm . Estas foram enroladas em bobinas e em seguida guilhotinadas, obtendo lâminas com dimensões médias finais de 0,002 x 0,51 x 0,51 m aproximadamente. Depois de guilhotinadas as lâminas foram colocadas em suportes de metal e levadas à estufa, onde permaneceram até atingirem umidade na base seca de 5%, sendo em seguida classificadas para produção de painéis compensados. Determinação do rendimento em laminação O cálculo do rendimento e os parâmetros de avaliação da laminação foi realizado com base na medição do diâmetro das toras em 3 etapas: com casca e conicidade, sem casca e já arredondadas, e do rolo resto. Também se avaliou a espessura média das lâminas. A partir desses dados foram calculadas para as toras, as seguintes variáveis: rendimento da laminação, perdas por casca e conicidade; perdas de rolo resto; perdas totais. O número de lâminas esperado para cada tora também foi calculado com base nas variáveis dendrométricas das mesmas: diâmetro das duas extremidades da tora (com casca e sem casca), comprimento das toras e volume. Em seguida foi calculado o rendimento efetivo da laminação, com base no número de lâminas esperado e o número de lâminas obtido no processo de desdobro. As seguintes equações foram utilizadas para cálculo das variáveis do rendimento da laminação, perda por casca e conicidade, perdas de rolo resto e perdas totais. R= Dcc ²−Drr ² x 100 Dt ² Prr= Drr ² x 100 Dt ² Pcc= [ Dt ²−Dcc ² x 100 Dt ² NL= ( D s /c −D r / r ) × ] π ÷e 4 ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1665 2015 RESULTADOS E DISCUSSÃO A Tabela 2 e a Figura 1 apresentam os valores de rendimento do processo de laminação e as respectivas perdas. Tais valores destacam o rendimento total diante do volume inicial das toras. A diferenciação das lâminas com base na qualidade (capa e miolo) não foi feita, uma vez que os posteriores usos das mesmas, e objetivo central da laminação não carecia de tais informações. TABELA 2. Rendimento da laminação, percentagem de perdas por casca e conicidade, perdas por rolo resto e perdas totais. Toras laminadas 1 2 3 4 Média Desvio CV (%) Rendimento laminação (%) 63,03 53,57 60,37 53,14 57,53 4,94 8,59 Perda casca e conicidade (%) 28,91 40,81 32,72 39,90 35,59 5,74 16,12 42,47 57,53 6,88 35,59 Perda rolo resto (%) 8,06 5,61 6,91 6,95 6,88 1,00 14,53 Perda total (%) 36,97 46,43 39,63 46,86 42,47 4,94 11,63 Rendimento laminação (%) Perda casca e conicidade (%) Perda rolo resto (%) Perda total (%) FIGURA 1. Perdas no processo de laminação. O rendimento médio no processo de laminação foi de 57,53%. Esta média, em geral, está dentro dos valores obtidos por outros pesquisadores para Pinus e para outras espécies. BORTOLETTO JÚNIOR (2008) trabalhando com Pinus merkusii encontrou um rendimento médio de 57,4% na laminação; já PINTO (2011) encontrou rendimento médio de 49,82%. No processo de laminação para Cryptomeria japonica, valores próximos aos 57% encontrados neste estudo. As perdas por casca e conicidade foram as mais significativas, alcançando um valor médio de 35,59%. ALMEIDA (2011) avaliando a madeira de híbrido de Pinus elliottii x Pinus caribaea observou que a maior perda média do processo de ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1666 2015 laminação ocorreu na etapa de arredondamento – 32,14%, e atribuiu esta perda à elevada conicidade das toras. BORTOLETTO JÚNIOR & BELINI (2002) se depararam com o mesmo problema, obtendo 22,9% de perdas por descascamento e arredondamento trabalhando com Schizolobium parahyba. Os autores explicam que as perdas na operação de descascamento revelam o teor em casca, o qual é inerente à espécie, não ao processo, já perdas referentes à operação de arredondamento estão relacionadas à conicidade, a qual é mais acentuada quanto mais próxima da base da árvore a tora se encontrar. Estes problemas podem ser minimizados pela seleção de matrizes com boa forma e correto acompanhamento da implantação e condução dos povoamentos. DOBNER JÚNIOR et al., (2013), em trabalho com Pinus taeda destacaram que as possíveis causas das perdas no rendimento seriam baixa qualidade da matéria prima, elevada conicidade das toras mais grossas e metodologia de laminação não apropriada; o que também condiz com as causas de perdas encontradas neste trabalho. A perda por rolo resto foi pouco expressiva quando comparada as outras fontes de perda e ao volume inicial das toras. O valor encontrado foi semelhante aos 6,4% vistos por HOFFMANN et Al., (2011), mas superior aos 3,7% encontrados por MODES et. al (2014) ao trabalhar com Schizolobium parahyba. Segundo MELO et al., (2014) a ausência de garras fixadoras no torno tipo tracionado possibilita a laminação da madeira ate um diâmetro de 4,0 cm (rolo resto), enquanto um torno tradicional, próximo ao que foi usado neste trabalho, permitiria laminar apenas ate 12,0 cm. Avaliando a quantidade de lâminas, foi feita uma comparação entre a real produtividade em lâminas (números absolutos) e a estimativa feita. (Figura 2) FIGURA 2. Número de lâminas – esperado x obtido. Houve uma diferença expressiva na quantidade estimada e na quantidade obtida de lâminas; o número obtido não foi condizente com o calculado, uma vez que as toras tinham potencialidade para um maior rendimento. Dentre as possíveis causas de tal diferença se encontra a perda por manuseio e segregação de lâminas não inteiras. Este tipo de perda refere-se às operações de desenrolamento da bobina de lâminas e de sua subsequente guilhotinagem. ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1667 2015 Alguns autores chegaram a encontrar até 20% de perdas por manuseio e segregação de lâminas. Este percentual ficou superior aos autores estudados, possivelmente devido à retirada das lâminas que não eram inteiras, mas que em um processo de produção de compensado normalmente são aproveitadas, diminuindo, desta maneira, as perdas e incrementando o rendimento. BORTOLETTO JÚNIOR (2008) explica que as perdas por manuseio podem ter sido em função da espessura diminuta das lâminas, pois as lâminas mais finas são menos firmes e quebram com maior facilidade, portanto, resistem menos ao manuseio. Ainda considerando a espessura, pode-se afirmar que a desuniformidade das espessuras das lâminas contribui para a redução no rendimento em laminação. IWAKIRI (2005) especifica que a desuniformidades da espessura constitui um defeito da laminação que afeta o rendimento e que pode ter origem em pontos relativos às condições mecânicas de ajuste e operacionais do torno e da faqueadeira, além disso, o aquecimento, qualidade e condições de armazenamento das toras também podem influenciar no resultado da laminação. A relação entre o rendimento em laminação baseado no diâmetro do rolo resto, e o rendimento efetivo, baseado no número de lâminas possíveis e o número de lâminas obtido pode ser visualizado na Figura 3. FIGURA 3. Rendimento em laminação x rendimento efetivo. A porcentagem de perdas foi elevada em virtude das causas citadas anteriormente. Aparentemente o processo de laminação pode ser eficiente no que diz respeito ao aproveitamento da tora, contudo a obtenção de lâminas não é suficiente quando se compara a potencialidade da madeira. MELO (2012) destaca que baixos rendimentos podem estar atrelados às condições operacionais do equipamento, tais como: velocidade de corte, ajuste da geometria da faca e barra de pressão, afiação da faca. Outros fatores como qualidade da tora no que se refere a retilinidade e fator de conicidade do fuste, diâmetro, ausência de fendas de topo e aquecimento da madeira, afetam diretamente o rendimento em laminação, e devem ser bem trabalhados. ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1668 2015 CONCLUSÃO A madeira de Pinus oocarpa advinda de plantio experimental localizado no Campus da Universidade Federal de Lavras – UFLA apresentou bons resultados para a laminação, apresentando rendimento médio de 57,53%. Dificuldades com maquinário, casca e conicidade, porém, fizeram com que o rendimento efetivo da laminação fosse baixo em vista do estimado chegando a perdas de 50%. REFERENCIAS ALMEIDA, N. F. Avaliação da qualidade da madeira de um híbrido de Pinus elliottii var. elliottii x Pinus caribaea var. hondurensis para produção de lâminas e manufatura de compensados. 2011. 116 f. Dissertação (Mestrado em Recursos Florestais) Escola Superior de Agricultura “Luiz de Queiroz”, Piracicaba, 2011. BONDUELLE, G. M.; IWAKIRI, S.; CHIES, D.; MARTINS, D. Fatores que influenciam no rendimento em laminação de Pinus spp. Floresta e Ambiente. v.12, n.2, p. 35 41, 2006. BORTOLETTO JUNIOR, G.; BELINI, U. L. Produção de laminas e manufatura de compensados a partir da madeira de Guapuruvu (Schizolobium parahyba Blake) proveniente de um plantio misto de espécies nativas. Cerne, Lavras, v. 8, n. 2, p. 1 16, 2002. BORTOLETTO JÚNIOR, G. Avaliação da qualidade da madeira de Pinus merkusii para produção de lâminas. Scientia Forestalis, v. 36, n. 78, p. 95-103, - 2008. DOBNER JÚNIOR, M.; NUTTO, L.; HIGA, A. R. Rendimento de laminação por faca de toras de Pinus taeda L. Scientia Forestalis, v. 41, n. 100, p. 469-475, 2013. EMBRAPA - Empresa Brasileira de Pesquisa Agropecuária. Sistemas de produção, Embrapa Florestas. Sistema de Produção, 5. ISSN 1678-8281. Versão Eletrônica. Jun/2014. Disponível em: <http://www.spo.cnptia.embrapa.br>. Acesso: 15 de abril de 2015. HOFFMANN, R. G.; SILVA, G. F. da; CHICHORRO, J. F.; FERREIRA, R. L. C; VESCOVI, L. B.; ZANETI, L. Z. Caracterização dendrométrica e avaliação do rendimento em laminação de madeira em plantios de Paricá (Schizolobium amazonicum Huber ex. Ducke) na região de Paragominas, PA. Revista Brasileira de Ciências Agrárias, v. 6, n. 4, p. 675-684, 2011. IWAKIRI, S. Painéis de madeira reconstituída. FUPEF. Curitiba, 2005. IWAKIRI, S.; Matos, J. L. M.; Ferreira, E. S.; Prata, J. G.; Trianoski, R. Produção de painéis compensados estruturais com diferentes ciomposições de lâminas de Eucalyptus saligna E Pinus caribaea. Revista Árvore, Viçosa-MG, v.36, n.3, p.569576, 2012. LIMA, N. N.; Painéis laminados e particulados à base de madeiras tropicais da ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1669 2015 amazônia. Tese (Pós-Graduação em Ciência e Tecnologia da Madeira). Universidade Federal de Lavras, Lavras, 2011. MELO, R. R. Avaliação de variáveis tecnológicas na produção de painéis lvl confeccionados com Paricá (Schizolobium amazonicum Huber ex. Ducke). 2012, 182 f. Tese (Doutorado em Ciências Florestais). Universidade de Brasília, Brasília, 2012. MELO, R. R.; DEL MENEZZI, C. H. S.; PAVAN, B. E.; RODOLFO JUNIOR, F. Rotary peeling yield of Schizolobium amazonicum (Leguminosae - Caesalpinioideae). Acta Amazonica, v. 44, n. 3, p.315-320, Manaus , 2014. MENDES, M. M.; ALBUQUERQUE, C. E. C.; IWAKIRI, S. Procedimento prático para cálculo de produção de lâminas de madeira por desenrolamento. Lavras: UFLA, 2000. 21p. (Boletim Agropecuário). MODES, K. S.; BORTOLETTO JÚNIOR, G.; SANTOS, L. M. H.; BENTO, A. R.; VIVIAN, M. A. Rendimento em laminação da madeira de Schizolobium amazonicum em torno desfolhador do tipo tracionado. Brazilian Journal of Wood Science, v. 05, n. 02, p. 151-157, 2014. MÜLLER, M.T. Influência de diferentes combinações de lâminas de Eucalyptus saligna e Pinus taeda em painéis estruturais LVL. 2009, 164 f. Dissertação (Mestrado em Engenharia Florestal) – Universidade Federal de Santa Maria, Santa Maria, 2009. PINTO, J. A. Análise da viabilidade do uso da madeira de “Cryptomeria japonica” para laminação e produção de painéis compensado. 2011, 102 f. Dissertação (Mestrado em Engenharia Florestais) Universidade Federal do Paraná, Curitiba, 2011. TSOUMIS, G. Science and technology of wood: structure, properties, utilization. New York: Chapmam e Hall, 1991. 494p. ENCICLOPÉDIA BIOSFERA, Centro Científico Conhecer - Goiânia, v.11 n.21; p. 1670 2015
Download