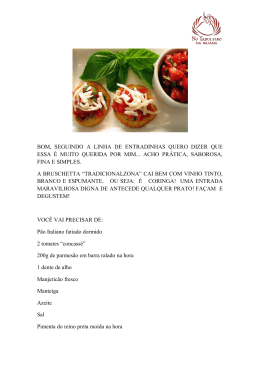
MARCIELE SGANZERLA ANÁLISE DAS ETAPAS DE PRODUÇÃO DE CONSERVAS DE TOMATE SECO PRODUZIDAS EM UMA AGROINDÚSTRIA LOCAL Trabalho de conclusão de curso apresentado ao Curso Superior de Tecnologia em Alimentos do Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, Campus Bento requisito parcial para conclusão de curso. Orientadora: Profª. Drª. Lucia de Moraes Batista Bento Gonçalves 2010 MARCIELE SGANZERLA ANÁLISE DAS ETAPAS DE PRODUÇÃO DE CONSERVAS DE TOMATE SECO PRODUZIDAS EM UMA AGROINDÚSTRIA LOCAL Trabalho de conclusão de curso apresentado ao Curso Superior de Tecnologia em Alimentos do Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, Campus Bento requisito parcial para conclusão de curso. Aprovado em: _____/_____/_____ BANCA EXAMINADORA Profª. Msc. Andressa Comiotto Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, IFRS Profª. Drª. Marlice Salete Bonacina Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, IFRS Profª. Drª. Lucia de Moraes Batista – Orientadora Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, IFRS RESUMO Os estabelecimentos produtores de alimentos vêm apresentando um crescimento significativo nas últimas décadas, devido à procura por um alimento que contenha um diferencial, seja ele no sabor ou no modo como é desenvolvido. Paralelamente a este fato observa-se o aumento de surtos de doenças transmitidas por alimentos (DTA) nesse setor, sendo responsáveis por aproximadamente 50% das ocorrências destes surtos. Para garantir a qualidade dos alimentos e a saúde dos consumidores devem ser adotadas as Boas Práticas de Fabricação (BPF), para que se possam traçar ações corretivas na adequação dos requisitos buscando eliminar ou reduzir riscos físicos, químicos e biológicos. Na elaboração de conservas alimentícias é de fundamental importância a utilização de matérias-primas de qualidade, além de serem executadas corretamente todas as etapas de elaboração do produto, seja relativa à higiene, à formulação ou aos tempos e temperaturas recomendados. Todos esses cuidados serão necessários para que o produto final não apresente risco ao consumidor. Palavras chave: Boas Práticas de Fabricação, tomates secos, conservas ABSTRACT Producers of food have been showing significant growth in recent decades, due to the demanding for a food which contains one differential, either in taste or in how it is produced. Parallel to this fact there is an increase in outbreaks of foodborne disease (FBD) in this sector, being responsible for approximately 50% of the outbreaks occurences. To ensure the food and consumers health quality, Good Manufacturing Practices (GMP) must be taken, so that, they can draw on the adequacy of corrective action requirements trying to eliminate or reduce physical, chemical and biological risk. Using quality materials in the preparation of canned food is extremely important, besides being properly implemented all stages of product development, when related to hygiene, to the formulation or the recommended times and temperatures. It must be taken the cautions above, so that the final product presents no risk to consumers. Keywords: Good Manufacturing Practices, dried tomatoes, canned food. LISTA DE TABELAS E QUADROS Tabela 1. Composição dos frutos maduros de tomate (% na matéria seca) (SILVA; GIORDANO, 2000, p.16) ........................................................................................... 13 Tabela 2. Teores de vitaminas nos frutos maduros de tomate (valores médios por 100g de fruto fresco) (SILVA; GIORDANO, 2000, p. 17) .......................................... 13 Tabela 3. Valores de pH de diversas frutas e verduras e de seus produtos (SIELAFF, ANO, p.246) .............................................................................................................. 22 Quadro 1. Defeitos apresentados pelos frutos de tomate destinados ao processamento (SILVA; GIORDANO, 2000, p.134) .................................................. 14 Quadro 2. Conservas produzidas pela empresa processadora de tomate seco ....... 38 LISTA DE FIGURAS Figura 1. Variabilidade de frutos de tomate pertencentes ao gênero Lycopersicon. (SILVA; GIORDANO, 2000, p.13) ............................................................................. 12 Figura 2. Recepção de tomates (NOGUEIRA; WILBERG; CORNEJO, 2003, p.12) . 27 Figura 3. Água clorada (NOGUEIRA; WILBERG; CORNEJO, 2003, p.12) ............... 28 Figura 4. Lavagem e higienização (NOGUEIRA; WILBERG; CORNEJO, 2003, p.12) .................................................................................................................................. 29 Figura 5. Inicio do processo (NOGUEIRA; WILBERG; CORNEJO, 2003, p.13) ....... 30 Figura 6. Retirada das sementes (NOGUEIRA; WILBERG; CORNEJO, 2003, p.13)30 Figura 7. Acabamento (NOGUEIRA; WILBERG; CORNEJO, 2003, p.14) ................ 30 Figura 8. Colocação em bandejas (NOGUEIRA; WILBERG; CORNEJO, 2003, p.14) .................................................................................................................................. 32 Figura 9. Secagem (NOGUEIRA; WILBERG; CORNEJO, 2003, p.14) ..................... 33 Figura 10. Preparo dos vidros (NOGUEIRA; WILBERG; CORNEJO, 2003, p.16) .... 35 Figura 11. Reidratação e reformulação (NOGUEIRA; WILBERG; CORNEJO, 2003, p.16) .......................................................................................................................... 36 Figura 12. Enchimento dos frascos (NOGUEIRA; WILBERG; CORNEJO, 2003, p.16) .................................................................................................................................. 37 Figura 13. Pasteurização das conservas (NOGUEIRA; WILBERG; CORNEJO, 2003, p.17) .......................................................................................................................... 39 Figura 14. Produto (NOGUEIRA; WILBERG; CORNEJO, 2003, p.17) ..................... 40 SUMÁRIO 1 INTRODUÇÃO ......................................................................................................... 9 2 REVISÃO BIBLIOGÁFICA...................................................................................... 11 2.1 O Tomate ......................................................................................................... 11 2.1.1 Origem e composição química .................................................................. 11 2.1.2 Qualidade .................................................................................................. 14 2.1.3 Licopeno .................................................................................................... 15 2.1.4 Colheita ..................................................................................................... 15 2.1.4.1 Colheita manual .................................................................................. 15 2.1.4.2 Colheita mecanizada .......................................................................... 16 2.1.5 Pós-colheita .............................................................................................. 17 2.2 Conservas........................................................................................................ 18 2.3 Conservação pelo calor ................................................................................... 18 2.3.1 Pasteurização ........................................................................................... 19 2.3.2 Branqueamento ......................................................................................... 19 2.4 Resistência dos esporos bacterianos e toxinas ............................................... 20 2.4.1 Fase de repouso dos microrganismos ...................................................... 21 2.5 Importância dos diversos valores de pH de frutas e verduras para sua conservação .......................................................................................................... 21 2.6 Boas Práticas de Fabricação ........................................................................... 23 2.7 Processamento de alimentos em pequena escala .......................................... 23 3 DESENVOLVIMENTO DO TRABALHO ................................................................. 25 3.1 Higiene e sanitização ....................................................................................... 25 3.2 Etapas de processamento do tomate seco ...................................................... 27 3.2.1 Recepção e seleção .................................................................................. 27 3.2.2 Lavagem e higienização ............................................................................ 28 3.2.3 Corte e retirada das sementes .................................................................. 29 3.2.4 Pré-tratamento: desidratação osmótica..................................................... 31 3.2.5 Pré-tratamento: aplicação de antioxidantes .............................................. 31 3.2.6 Colocação em bandejas ............................................................................ 32 3.2.7 Secagem e acondicionamento .................................................................. 33 3.3 Elaboração da conserva de tomate seco ......................................................... 35 3.3.1 Preparo dos vidros .................................................................................... 35 3.3.2 Reidratação e reformulação ...................................................................... 35 3.3.3 Enchimento dos frascos ............................................................................ 36 3.3.4 Pasteurização das Conservas ................................................................... 39 3.3.5 Produto ...................................................................................................... 40 3.3.6 Aproveitamento e tratamento de resíduos ................................................ 41 3.4 Instalações Industriais ..................................................................................... 41 3.4.1 Fluxo de produção..................................................................................... 42 3.4.2 Paredes, teto e piso .................................................................................. 43 3.4.3 Equipamentos ........................................................................................... 44 3.4.4 Sanitários e vestiários ............................................................................... 46 3.4.5 Capacitação dos funcionários ................................................................... 46 3.4.6 Utilização do uniforme ............................................................................... 47 4 CONSIDERAÇÕES FINAIS ................................................................................... 49 5 REFERÊNCIAS BIBLIOGRAFIA ............................................................................ 50 9 1 INTRODUÇÃO O preparo de conservas requer a disposição e atenção na aplicação dos ingredientes e no manuseio dos equipamentos e utensílios, cuidados higiênicos, controle do tempo e temperatura na aplicação de tratamento térmico. Uma das formas para se atingir um alto padrão de qualidade é a implantação do Programa de Boas Práticas de Fabricação (BPF), composto por um conjunto de princípios e regras para o correto manuseio de alimentos. Segundo NORONHA & BAPTISTA (2003) as BPFs têm uma abordagem ampla e cobrem muitos aspectos operacionais da planta de produção e de pessoal. Os Procedimentos Operacionais Padronizados (POPs) são procedimentos usados pelas empresas processadoras de alimentos para alcançar a meta global de manter as BPFs na produção de alimentos. As normas que estabelecem as chamadas Boas Práticas de Fabricação envolvem requisitos fundamentais que vão desde as instalações da indústria, passando por rigorosas regras de higiene pessoal e limpeza do local de trabalho até a descrição, por escrito, dos procedimentos envolvidos no processamento do produto. Gerências, chefias e supervisão devem estar totalmente engajadas para o êxito do programa, pois o planejamento, organização, controle e direção de todo o sistema depende destes profissionais. Sendo necessários investimentos para a adequação das não-conformidades detectadas nas instalações e nas ações de motivação dos funcionários, por isso o comprometimento da alta administração torna-se fundamental. As Boas Práticas de Fabricação são obrigatórias pela legislação brasileira, para todas as indústrias de alimentos, onde as Portarias 326/97 e 368/97, do Ministério da Saúde, estabelecem o "Regulamento Técnico sobre as Condições Higiênico-Sanitárias e de Boas Práticas de Fabricação para Estabelecimentos Produtores de Alimentos". As recomendações de BPFs foram desenvolvidas pelo comitê de higiene de alimentos do Codex Alimentarius (FAO/WHO) nas quais a legislação brasileira se baseia. 10 O objetivo deste trabalho foi realizar uma análise crítica das etapas de produção de conservas de tomate seco, realizadas em uma agroindústria local, com base na literatura e na legislação vigente. 2 REVISÃO BIBLIOGÁFICA 2.1 O Tomate 2.1.1 Origem e composição química O tomateiro é proveniente das Américas, sendo a Região Andina, que vai do norte do Chile, passando pelo Peru até o Equador, o centro de origem das espécies silvestres. Entretanto, a domesticação e o cultivo do tomateiro foram feitos por tribos indígenas primitivas que habitavam o México (SILVA; GIORDANO, 2000). O seu cultivo foi introduzido no Brasil pela colônia italiana na virada do século XIX para o XX e sua industrialização efetiva aconteceu durante a Segunda Guerra Mundial (SILVA; FERNANDES, 2003). A cultura do tomateiro se acha concentrada nos Estados de São Paulo, Minas Gerais, Rio Grande do Sul, Rio de Janeiro e Goiás, que respondem a 80% do volume comercializado. Entretanto, ainda que em menor escala, planta-se tomate nos demais Estados brasileiros, calculando-se que a área plantada no país atinja cerca de 25.000ha. A produtividade média nacional é da ordem de 50.000Kg/ha, mas, há regiões aonde os agricultores chegam a colher 90.000Kg/ha (EMBRAPA, 1993). A grande variabilidade existente no gênero Lycopersicon (Figura 1) tem possibilitado o desenvolvimento de cultivares para atender as mais diversas demandas do mercado de tomate para processamento (SILVA; GIORDANO, 2000). O tomate tipo italiano destaca-se pelo sabor, indicado pela relação de açúcar e ácido, que se correlacionam com sabor suave. Tal característica favorece a utilização deste fruto pela indústria alimentícia e, em especial, quando em estádio vermelho, isto ocorre devido à quantidade de polpa e seu diâmetro e pelos valores 12 distintos e maiores dos teores de proteína e de açúcar do tomate com semente e com casca (MONTEIRO et al., 2008). Figura 1. Variabilidade de frutos de tomate pertencentes ao gênero Lycopersicon. (SILVA; GIORDANO, 2000, p.13) O fruto do tomateiro possui em sua composição aproximadamente 93 a 95% de água. Nos 5% a 7% restantes, encontram-se compostos inorgânicos, ácidos orgânicos, açúcares, sólidos insolúveis em álcool e outros compostos (Tabela 1). Embora as vitaminas estejam presentes em uma pequena proporção do total de matéria seca, estas substâncias são importantes do ponto de vista nutricional e estão apresentadas na Tabela 2 (SILVA; GIORDANO, 2000). 13 Tabela 1. Composição dos frutos maduros de tomate (% na matéria seca) (SILVA; GIORDANO, 2000, p.16) Açúcares Glucose Frutose Sucrose Sólidos insolúveis em álcool Proteínas Substancias pécticas Hemicelulose Celulose Ácidos orgânicos Ácido cítrico Ácido málico Minerais Principalmente: K, Ca, MG e P Outros Lipídios Aminoácidos dicarboxílicos Pigmentos Ácido ascórbico Voláteis Outros aminoácidos e polifenóis % 22 25 1 % 8 7 4 6 % 9 4 % 8 % 2 2 0,4 0,5 0,1 1,0 A composição dos frutos de tomateiro para a indústria vem sendo alterada por meio de melhoramento genético, com o objetivo de selecionar cultivares com características desejáveis para o processamento. A composição dos frutos, além de ser uma característica do cultivar, poderá ser também influenciada pelas condições edafoclimáticas da região produtora (SILVA; GIORDANO, 2000, p. 17). Tabela 2. Teores de vitaminas nos frutos maduros de tomate (valores médios por 100g de fruto fresco) (SILVA; GIORDANO, 2000, p. 17) Vitamina A ( -caroteno) Vitamina B1 (tiamina) Vitamina B2 (riboflavina) Vitamina B3 (ácido pantotênico) Vitamina do complexo B6 Ácido nicotínico (niacina) Ácido fólico Biotina Vitamina C Vitamina E ( -tocoferol) * 1 i.u. (unidade internacional) = 0,6 g de -caroteno. 900 a 127 i.u.* 50 a 60 g 20 a 50 g 50 a 750 g 80 a 110 g 500 a 700 g 6,4 a 20 g 1,2 a 4,0 g 15000 a 23000 g 40 a 1200 g 14 2.1.2 Qualidade O tomate destinado ao processamento deverá estar fisiologicamente maduro, com coloração vermelho-intensa e uniforme, sem a presença de pedúnculo e outras impurezas, livre de danos mecânicos, fisiológicos e de pragas e doenças. A definição do ponto exato de colheita depende de uma série de fatores relacionados com a fase anterior a colheita. Disponibilidade de nutrientes em quantidade e qualidade, temperatura, disponibilidade adequada de água, entre outros, podem atrasar ou antecipar à colheita dos frutos de tomate. Entretanto, a presença de frutos com defeitos é tolerada dentro dos limites estabelecidos pela Portaria no278, de 30 de novembro de 1989, do Ministério da Agricultura e do Abastecimento conforme apresentado no Quadro 1. A proporção do percentual é definida com base no peso de frutos, enquadrado em cada categoria de defeitos, tendo como base o peso total da amostra (SILVA; GIORDANO, 2000). Quadro 1. Defeitos apresentados pelos frutos de tomate destinados ao processamento (SILVA; GIORDANO, 2000, p.134) Defeitos Graves Verde Bichado ou brocado Mofado Desintegrado Pequeno Gerais Descolorido Com rachadura superficial ou lesionados Murcho Com coração preto Com pedúnculo Descrição Tomate imaturo que apresenta mais de 50% de sua superfície verde. Tomate com presença de larvas ou seus efeitos (furados). Tomate apodrecido, em decorrência da ação de fungos Tomate ou fragmento em decomposição, por causa da excessiva compressão ou ação de agentes microbiológicos. Tomate com diâmetro menos ou igual a 15mm Tomate com a coloração amarela (fisiológico), que jamais atinge o ponto ideal de maturação Tomate com fenda na película ou atingindo a polpa, mas sem a perda de líquido. Tomate com fermentos ou depressões devidos à ação de granizo ou outras causas mecânicas, porém sem contaminação microbiológica. Tomate sem turgência, enrugado ou flácido Tomate com necrose na polpa ou placenta Tomate com o pedúnculo aderido 15 2.1.3 Licopeno O interesse pela inclusão de tomate na dieta é devido às suas propriedades nutricionais, evidenciadas por pesquisas que têm destacado os benefícios para a saúde humana ao ingerí-lo na dieta. No tomate é encontrado o pigmento licopeno (C40H56), que pertence ao subgrupo dos carotenóides não oxigenados, sendo caracterizado por uma estrutura acíclica e simétrica contendo 11 ligações duplas conjugadas. Devido a sua estrutura química, o licopeno figura como um dos melhores supressores biológicos de radicais livres, especialmente aqueles derivados do oxigênio. O licopeno, por ser um potente sequestrador do oxigênio singlet (uma forma reativa de oxigênio, o pior radical livre causador de câncer), tudo indica que tem propriedades antioxidantes e anticancerígenas, comparativamente mais potentes que a maior parte dos outros carotenóides plasmáticos. Ele é duas vezes mais potente que o β-caroteno para neutralizar a ação do oxigênio singlet. A fruta “in natura” apresenta, em média, 30mg de licopeno; o suco de tomate, cerca de 150mg/L e o ketchup, em média, 100mg/kg do produto (MONTEIRO et al., 2008). 2.1.4 Colheita 2.1.4.1 Colheita manual O tomate para processamento industrial deve ser colhido o mais maduro possível, sem, no entanto, atingir o início de deterioração (EMBRAPA, 1994). O período necessário para maturação dos frutos depende da cultivar, do clima da região, do estado nutricional e da quantidade de água disponível para as plantas. A maioria das cultivares plantadas no Brasil são colhidas com aproximadamente 110 a 120 dias após a germinação ou 90 a 100 dias do transplante (SILVA; GIORDANO, 16 2000). O intervalo entre as colheitas deve ser de três dias, na época quente, e mais espaçada no período mais frio (GAYER et al., 1995). O ponto de colheita determina a maior ou menor resistência do fruto ao manuseio, sua capacidade de completar a maturação, sua aparência e qualidade. A escolha do ponto depende do destino a ser dado ao tomate e da preferência do mercado (EMBRAPA, 1993). Todas as plantas devem ser cuidadosamente examinadas, colhendo-se tanto os frutos comercializáveis como os defeituosos, que serão enterrados. Os refugos não devem ser atirados no chão, pois se converterão em foco de doenças e pragas para o tomateiro (GAYER et al., 1995). Os frutos devem ser acondicionados em caixas de plástico, com capacidade de 18 a 22 Kg, e o transporte para as indústrias, deve ser feito em caminhões, a granel ou nas próprias caixas (EMBRAPA, 1994). 2.1.4.2 Colheita mecanizada A área de colheita mecanizada cresceu vertiginosamente nos últimos anos, principalmente em regiões com pouca disponibilidade de mão-de-obra. Os equipamentos atualmente em uso no Brasil são automotrizes que cortam as plantas rente ao solo, sendo a parte aérea recolhida e os frutos destacados por meio de intensa vibração. Em uma esteira de seleção são retirados torrões, restos de plantas e outras impurezas, sendo os frutos descarregados em grandes caçambas ou em carrocerias dos caminhões. O uso de cultivares com porte determinado, com maturação concentrada e com frutos firmes contribuem para o sucesso da colheita mecanizada. As cultivares mais indicadas para esse tipo de colheita devem apresentar maior capacidade de permanência em campo, folhagem sadia, frutos firmes e baixa percentagem de frutos podres ao atingirem o estádio de maturação. A colheita mecanizada reduz a qualidade da produção, por causar mais danos aos frutos e resultar em maior acúmulo de impurezas junto ao produto colhido, quando comparado a colheita manual. Além disso, as colhedeiras necessitam de um 17 bom serviço de assistência técnica e manutenção para perfeito funcionamento (SILVA; GIORDANO, 2000). 2.1.5 Pós-colheita A tecnologia de manuseio pós-colheita de tomate para processamento industrial é relativamente simples quando comparada à do tomate para mesa, pois os frutos destinados ao processamento industrial são colhidos e levados diretamente do campo para o processamento. Cada etapa de manuseio pós-colheita envolve tempo e imposição de estresse aos produtos hortícolas. Essas etapas, apesar de indispensáveis, contribuem para a redução da qualidade final do produto. Os principais estresses são injúrias mecânicas, como cortes, rachaduras, abrasões, compressões e impactos, cujos efeitos negativos para a qualidade do produto são agravados com o tempo. As injúrias mecânicas podem reduzir drasticamente a qualidade do tomate, influindo nas suas características químicas e físicas, além de favorecer a contaminação do produto por fungos e bactérias. Apesar de ser menos manuseado do que o tomate para mesa, o fruto destinado ao processamento industrial também pode ter sua qualidade afetada por diversos fatores pré e pós-colheita, tais como estádio de maturação, sistema de colheita, danos causados por fatores bióticos e abióticos, temperatura, disponibilidade de água, formas de acondicionamento, transporte e cultivar. A qualidade da matéria-prima tem efeito significativo na sustentabilidade econômica de indústrias de processamento de tomates. Esforços devem ser concentrados em todos os elos da cadeia produtiva do tomate visando à manutenção da qualidade intrínseca dos frutos e redução das perdas pós-colheita. Numa economia de escala, globalizada e altamente competitiva, a adoção de práticas que contemplem os pontos anteriormente mencionados pode ser o diferencial entre o sucesso e o fracasso no segmento do agronegócio de hortaliças (SILVA; GIORDANO, 2000). 18 2.2 Conservas As conservas são produtos que se mantém durante longo tempo contido em recipientes de metal, vidro ou material flexível, hermeticamente fechado. A capacidade de conservação aumenta mediante tratamento térmico, cuja ação consiste em reduzir, destruir e frear o desenvolvimento dos microorganismos presentes na matéria-prima conservada. Com ajuda da energia calórica se eliminam tanto os germes patogênicos e toxigênicos, como os responsáveis pela deterioração. Este processo assegura a proteção do consumidor frente a transtornos de saúde, e às vezes tem um caráter econômico, para evitar perdas dos produtos. O método utilizado deve assegurar assim mesmo a inativação das enzimas e manter a qualidade da matéria conservada. Para uma conservação adequada, é necessário conhecer as propriedades dos microorganismos e a influência de condições diversas, ou seja, a ação de fatores endógenos e exógenos. Entre os fatores endógenos, a resistência ao calor, a fase de repouso dos microrganismos, a ativação pelo calor; entre os parâmetros exógenos, são importantes a ação do calor, e valor da atividade de água, o conteúdo de acidez e a influência dos componentes dos alimentos dos conservantes e os aditivos (SIELAFF, SD). 2.3 Conservação pelo calor O uso de calor para conservar alimentos tem por objetivo a redução da carga microbiana e a desnaturação de enzimas. Vários tipos de tratamento térmico podem ser aplicados, a depender da termossensibilidade do alimento e da sua suscetibilidade à deterioração, bem como da estabilidade requerida do produto final. Um tratamento térmico seguro deve ser selecionado com base no binômio tempotemperatura requerido para inativar os microorganismos patogênicos e deterioradores mais termorresistentes em um dado alimento e da embalagem (AZEVEDO, 2004). 19 2.3.1 Pasteurização A pasteurização é um tratamento térmico que visa destruir os microorganismos patogênicos não esporulados e reduzir significativamente a microbiota banal, de modo a oferecer ao consumidor um produto seguro, com vida útil aceitável, para ser consumido em pouco tempo. Às vezes, pode-se conseguir a estabilidade microbiológica do produto, como é o caso do vinagre, em que se pretende destruir a microbiota mais termorresistente (mofos e leveduras) capaz de desenvolver-se em pH tão baixo (ÓRDOÑEZ et al., 2005). 2.3.2 Branqueamento Branqueamento é um processo de conservação de alimentos, frequentemente utilizado para frutas e hortaliças. O processo é realizado aquecendo-se o vegetal durante um tempo suficiente a uma temperatura de água ou vapor de 91 a 99ºC dependendo do tamanho e forma do produto. Este tratamento térmico tem a finalidade de inativar enzimas que poderiam causar reações de deterioração, como o escurecimento, mergulhando o alimento em água fervente ou vapor. As reações enzimáticas são responsáveis por alterações sensoriais e nutricionais, principalmente no período de estocagem (FELLOWS, 1998). O branqueamento tem, também, outros efeitos, como o de reduzir a carga microbiana inicial do produto. Além disso, promove amaciamento de tecidos vegetais, facilitando o envase e remove ar dos espaços intercelulares, auxiliando, assim, a etapa de exaustão (AZEVEDO, 2004). 20 2.4 Resistência dos esporos bacterianos e toxinas A temperatura ótima para a multiplicação e crescimento celular está nos microrganismos psicrófilos, abaixo dos 20ºC (alguns mofos crescem a temperaturas de até -7ºC), nos microrganismos mesófilos entre 25ºC e 40ºC, e nos microorganismos termófilos acima de 40ºC até a temperatura de 75ºC. A morte dos microrganismos ocorre preferencialmente com aplicação de calor, mas também mediante radiações ionizantes, radiações UV e venenos. Enquanto que as células germinantes e hifas dos fungos, leveduras, actomicetos e células bacterianas vegetativas são destruídas em um tempo relativamente curto por efeito do calor úmido entre 70ºC e 100ºC, os esporos bacterianos mostram uma marcada resistência frente às ações citadas. A resistência que exibem os esporos frente às temperaturas elevadas obedece à capacidade que tem para sobreviver a fatores adversos e para que germinem células vegetativas novas. Entre os esporos mais resistentes se encontram os de clostridios e bacilos termófilos. De acordo com conhecimentos atuais, o Bacillus stearothermophilus mostra a maior resistência, enquanto que, por exemplo, o Clostridium sporogenes, Clostridium botulinum e Clostridium perfringens são mais sensíveis. Estes últimos são destruídos com inteira segurança a 121ºC em 3 minutos. Devido à enorme atividade de suas toxinas, se deve ter o máximo cuidado na destruição segura do Clostridium botulinum. Os esporos deste germe são inativados a 121ºC em 3 minutos, e as toxinas bolulínicas a 80ºC em 5 minutos. Muito mais resistentes é a enterotoxina B do Staphylococcus aureus, da qual 50% são destruídas a 100ºC em 5 minutos, e 90% em 9 minutos na mesma temperatura. Para a destruição de aflatoxinas é necessário 121ºC durante 30 minutos. Relativamente arriscado é o envase caseiro de verduras. Os esporos podem sobreviver à ação do calor, conservando então sua capacidade para germinar depois em condições térmicas favoráveis. Como estes tratamentos calóricos não são destruidores dos esporos de Bacillus cereus e Clostidium perfringes, se produzem na Ásia intoxicações alimentares com arroz cozido e armazenado quando este se deposita durante longo tempo sem refrigeração. Um novo aquecimento não destrói a toxina já formada de Bacillus cereus. Ao calcular a ação da temperatura, tem que se levar em consideração o valor da mesma com seu tempo de atuação. Além disso, a morte dos microorganismos 21 depende em boa parte de que se aplique calor seco ou calor úmido, por exemplo: vapor d’ água ou ar quente (SIELAFF, SD). 2.4.1 Fase de repouso dos microrganismos Por latência ou fase de repouso de um microorganismo se entende um estado em que este conserva a vitalidade durante longo tempo sem morrer. Este estado não se limita só aos esporos de bacilos e clostrídios, sendo que podem se apresentar também em forma vegetativa. Foi comprovado que os esporos podem permanecer latentes durante longo tempo através de um tratamento calórico (SIELAFF, SD). 2.5 Importância dos diversos valores de pH de frutas e verduras para sua conservação Segundo SIELAFF (SD) entre frutas e verduras existem diferentes características. No aspecto toxicológico e no que se refere à conservação, seu diferente conteúdo de ácidos livres exige máxima importância. Enquanto que o líquido vacuolar é ácido nas células da fruta, oscilando, portanto seu pH entre 2,5 e 4,5, as hortaliças são matérias primas não ácidas, ou seja, que o líquido que enche as vacúolas celulares das hortaliças exibe valores de pH acima de 5,5 (tabela 3). 22 Tabela 3. Valores de pH de diversas frutas e verduras e de seus produtos (SIELAFF, ANO, p.246) pH 2,7 a 3,5 3,5 a 4,0 4,0 a 4,8 4,8 a 5,2 5,2 a 5,5 5,5 a 5,8 5,8 a 6,2 Produto Suco de limão, ameixa, amora groselha, cerejas ácidas, maças, pêssegos, abacaxis, damasco. Pêssegos, couves fermentadas, cerejas doces, pêras Pêras, tomates, pepinos em conserva, pepinos em vinagre com mostarda, beterraba rocha Pêras, tomates, cenouras Aipo, espinafre, couve Aspargo, ervilhas de classe fina, vagem verde Ervilhas de classe ordinária, lentilhas, vagem Esta característica faz com que frutas e hortaliças se diferenciem basicamente entre si no terreno higiênico microbiológico e sobre tudo, no que se refere aos métodos para utilizar na sua respectiva conservação. Precisamente as frutas ácidas e os produtos com elas elaborados podem ser alterados com leveduras e bactérias até o ponto de perder seu caráter original, sobre tudo, porque os monossacarídeos e dissacarídios neles contidos se transformam em maior ou menor quantia em álcool e dióxido de carbono por fermentação. No entanto, em meio ácido (em condições anaeróbicas, portanto com exclusão do oxigênio) não pode crescer nenhum dos microorganismos patogênicos para o homem, ou seja, que provocam enfermidades. Em meio ácido também podem se desenvolver os esporos. Acrescentando, o meio ácido contribui para que os microrganismos responsáveis pela deterioração do produto que se encontra em estado vegetativo possam se destruir por aquecimento (melhor, quanto mais baixo é o pH). Por isto que estes produtos podem ser conservados indefinidamente somente por pasteurização (a temperaturas inferiores a 100ºC). Os esporos presentes nos mofos (ou conídios) não morrem, no entanto, nestas temperaturas; mas se elimina o oxigênio, e estes esporos não podem germinar nem se desenvolver (porque os mofos são aeróbicos obrigatórios). Nas hortaliças que não são ácidas podem crescer microrganismos patogênicos como as salmonelas e também esporos podem germinar e se desenvolver. O Clostridium botulinum apenas pode eliminar toxinas venenosas significativas. Por isto, os produtos preparados com hortaliças devem ser submetidos a um aquecimento elevado para matar com segurança, sobretudo os esporos termo resistentes mencionados. Para manter dentro dos limites esta ação do calor, 23 pensando em não destruir as substâncias que compõem as hortaliças, se aplica temperaturas relativamente altas sob pressão (em autoclave) durante um período de tempo relativamente curto. Após, para conservar hortaliças não ácidas é preciso utilizar uma técnica que se diferencie notavelmente da empregada na conservação da fruta ácida. 2.6 Boas Práticas de Fabricação As Boas Práticas de Fabricação (BPF) são definidas como todas as práticas aplicadas durante o processamento de alimentos com o objetivo de reduzir a níveis seguros a contaminação biológica, física e química. As BPFs abrangem um conjunto de medidas que devem ser adotadas pelas indústrias de alimentos a fim de garantir a qualidade microbiológica e a conformidade dos produtos alimentícios com os regulamentos técnicos. A adoção dessas práticas pela indústria é imprescindível para que esta adote procedimentos operacionais padronizados relacionados com a inocuidade do produto, para posterior aplicação de APPCC, como um sistema preventivo para garantir a segurança na produção (RAMOS; BENEVIDES; PEREZ, 2006). 2.7 Processamento de alimentos em pequena escala O processamento de alimentos, em pequena escala deve ser capaz de originar produtos de mesma ou de melhor qualidade que aqueles produzidos na indústria mediana a grande escala. Não se trata de promover a ação de produzir unitariamente, e sim de formar uma ou mais linhas de processo o mais contínua possível. O controle se realiza sobre praticamente cada unidade em processo, é o que determina que a qualidade possa ser assegurada com maior precisão, como 24 resultado dos volumes menores a serem processados (CORONADO; HILARIO, 2001). O tomate seco em conserva é o produto obtido da desidratação do tomate e posterior imersão em óleos vegetais, com adição de temperos, a fim de aprimorar seu sabor (KECHINSK; THYS, 2000). É um produto muito utilizado em restaurantes finos e pizzarias como um ingrediente especial devido ao sabor que proporciona na culinária, sendo comercializado em supermercados e lojas especializadas em produtos diferenciados (NOGUEIRA; WILBERG; CORNEJO, 2003). Os produtos de origem vegetal, como legumes e frutas, são conservados basicamente na forma fresca, através de armazenamentos refrigerados ou não, até o momento do consumo. Estas mesmas matérias-primas podem ser preservadas através de processamentos que confiram pequenas transformações através do uso de técnicas adequadas. Uma técnica de conservação é através da desidratação de produtos vegetais, utilizando o secador de frutas, sendo uma alternativa para a elaboração comercial de produtos artesanais (NOGUEIRA; WILBERG; CORNEJO, 2003). 25 3 DESENVOLVIMENTO DO TRABALHO A empresa na qual foi realizado o estágio, possui uma pequena agroindústria com produção artesanal de produtos derivados do tomate, todos desenvolvidos a partir de tomates italianos das variedades Plutão e Super Pluma colhidos manualmente na própria plantação da família que é cultivada sem o uso de agrotóxicos. O público alvo são os turistas de todos os lugares do mundo, e, portanto, aposta no diferencial, desenvolvendo diversos produtos derivados do tomate, sem adição de conservantes. No total são comercializados 32 produtos, entre eles estão uma diversidade de molhos, conservas, salgados, tomate desidratado, doces e até mesmo cosméticos. A conserva de tomate seco é o produto de maior produção e maior venda entre os consumidores. Por esse motivo, o presente trabalho irá relacionar todas as etapas da produção de conservas de tomate seco produzidas na agroindústria com os parâmetros e métodos exigidos pela legislação através de bibliografias. 3.1 Higiene e sanitização Todos os locais e utensílios que são utilizados no processamento devem estar previamente limpos e bem higienizados. O local de processamento deve ser claro, ventilado e fácil de limpar. As etapas de seleção e lavagem devem ser cuidadosamente efetuadas, pois o sucesso de todo o processo, bem como a qualidade do produto final, é função do estado em que se encontra a matéria-prima e dos procedimentos de higiene seguidos. Deve-se utilizar água corrente tratada com cloro e não reutilizá-la. Para tanto, é recomendada a aplicação de hipoclorito de sódio, por ser eficaz contra uma vasta 26 gama de microorganismos e mais econômico em relação a outros agentes sanificantes/sanitizantes. Para a higienização de equipamentos, utensílios, paredes e pisos deve ser utilizada água clorada contendo 100 ppm de cloro livre. Os utensílios de corte, como facas e cubetadoras devem ser deixados em imersão na água clorada por 15 minutos, antes da utilização no processamento. Para a água de lavagem de produtos vegetais, a concentração de cloro livre deve ser de 7 a 10 ppm, e a matéria-prima deve permanecer em contato com esta água clorada por 10 a 15 minutos, a fim de diminuir a carga de microorganismos presentes inicialmente no material, tornando-o adequado ao processamento e consumo. A água clorada é preparada a partir de uma solução comercial de cloro, utilizando-se a seguinte fórmula: Onde: Q - quantidade de solução comercial de cloro a ser adicionado (ml) C - concentração de cloro residual desejada na água clorada (ppm) %Cl - percentagem de cloro existente na solução comercial (ver no rótulo) V - volume total da água clorada a ser preparada (litros) nota: 1 ppm = 1 mg/l (NOGUEIRA; WILBERG; CORNEJO, 2003). Agroindústria: os equipamentos e utensílios de trabalho são apenas higienizados com água e sabão após uso e não são sanitizados antes do início do processamento das conservas. 27 3.2 Etapas de processamento do tomate seco 3.2.1 Recepção e seleção Os tomates devem chegar à plataforma de recepção da indústria, em caixas padronizadas a fim de facilitar sua pesagem (Figura 2). Deve-se anotar em formulário próprio o peso da matéria-prima recebida para que, no final do processo, possam-se efetuar os cálculos do rendimento (CAMARGO, 2003). Deverão ser escolhidos tomates maduros, com a cor vermelha e com sua textura firme, sendo descartados os tomates amassados e em decomposição, pois estes comprometerão a qualidade do produto final (NOGUEIRA; WILBERG; CORNEJO, 2003). A seleção pode ser feita manualmente quando a matéria-prima é recebida na indústria, mas, muitas vezes, ela é feita após a lavagem, quando as características físicas da matéria-prima ficam mais aparentes (SILVA, FERNANDES, 2003). Figura 2. Recepção de tomates (NOGUEIRA; WILBERG; CORNEJO, 2003, p.12) Agroindústria: os tomates são colhidos manualmente, selecionam-se os frutos de coloração vermelha e firmes, descartando os tomates em decomposição ou inadequados para o processamento. Os tomates selecionados são armazenados em 28 caixas plásticas, as quais não são padronizadas e os tomates não são pesados para posterior cálculo de rendimento. 3.2.2 Lavagem e higienização Os tomates devem ser descarregados no tanque contendo água clorada (Figura 3) para retirada de resíduos como terra e poeira. Esta lavagem higieniza os tomates possibilitando um maior controle sobre possíveis contaminações microbiológicas (NOGUEIRA; WILBERG; CORNEJO, 2003). A lavagem pode ser realizada em lavadores de imersão de três estádios (Figura 4). Estes lavadores devem ser de aço inoxidável, cimento liso ou revestidos com azulejo ou outro material não absorvente (SILVA; FERNANDES, 2003). Na primeira lavagem, a concentração de cloro pode variar de 80 a 100 ppm e o tempo de imersão deve ser de 20 minutos. No segundo estádio, os tomates são submetidos a um banho com concentração de cloro de 30 a 50 ppm durante 10 minutos. No último estádio, a lavagem é feita sem adição de cloro (SILVA; FERNANDES, 2003). Figura 3. Água clorada (NOGUEIRA; WILBERG; CORNEJO, 2003, p.12) 29 Figura 4. Lavagem e higienização (NOGUEIRA; WILBERG; CORNEJO, 2003, p.12) Agroindústria: a lavagem é realizada em três estádios, em lavadores de imersão, em tanques de cimento. Nas duas primeiras lavagens, utiliza-se água de poço artesiano adicionada de cloro, para remoção de resíduos de terras e sujidades. Na terceira lavagem utiliza-se apenas água poço artesiano sem adição de cloro. A água utilizada para lavagem é proveniente de poço artesiano e a cada 100 litros de água é acrescentado 2% de cloro. 3.2.3 Corte e retirada das sementes Os frutos devem ser colocados na mesa, que possui revestimento de aço inoxidável e as pessoas envolvidas devem estar com vestuário apropriado durante todo o processamento conforme ilustra a Figura 5 (NOGUEIRA; WILBERG; CORNEJO, 2003). Os tomates destinados ao preparo de conserva devem ser cortados ao meio no sentido longitudinal com o auxílio de facas de aço inoxidável, manualmente (Figura 6). As sementes devem ser retiradas com os dedos (com luvas) e aqueles que apresentarem defeitos na pele devem ser trabalhados de tal forma que estas partes sejam retiradas, caso contrário à qualidade do produto final será comprometida (CAMARGO, 2003). 30 As sementes, em uma etapa posterior poderão ser utilizadas para a elaboração de molhos (NOGUEIRA; WILBERG; CORNEJO, 2003). A parte superior dos tomates deve ser retirada, conforme (Figura 7). Figura 5. Inicio do processo (NOGUEIRA; WILBERG; CORNEJO, 2003, p.13) Figura 6. Retirada das sementes (NOGUEIRA; WILBERG; CORNEJO, 2003, p.13) Figura 7. Acabamento (NOGUEIRA; WILBERG; CORNEJO, 2003, p.14) 31 Agroindústria: os frutos são colocados em caixas plásticas, sobre uma mesa de madeira revestida por uma fórmica branca, onde os funcionários envolvidos fazem o corte longitudinal, retirada da parte superior do tomate e retirada das sementes, as mesmas não fazem uso de tocas, luvas ou vestuário apropriado. 3.2.4 Pré-tratamento: desidratação osmótica O teor residual de sal nos tomates deve ser definido em função dos produtos já existentes no mercado ou de acordo com as exigências de um cliente específico. A salmoura sugerida poderá ser de 5%, ou seja, para cada litro de água, serão adicionados 50g de sal. Depois de misturada a solução coloca-se os tomates e aguarda-se por 30 minutos. Outra forma de fazer um pré-tratamento é a utilização de açúcar, juntamente com o sal. Este tratamento apresenta um produto com características organolépticas superior ao somente desidratado com sal, ou seja, o sabor e a aparência são melhores. Poderá ser utilizado um xarope de 65º Brix com 1 parte de sal para cada 10 partes de açúcar, em temperatura de 45 oC para o sistema. Após o tratamento lavar os tomates com água potável rapidamente e escorrer por 2 minutos, para retirada do excesso de xarope (CAMARGO, 2003). 3.2.5 Pré-tratamento: aplicação de antioxidantes Após a desidratação osmótica realiza-se um banho de imersão com ácido ascórbico e metabissulfito, durante 1 minuto, com 1500mg/l e 100mg/l respectivamente (CAMARGO, 2003). Agroindústria: realiza o branqueamento colocando os tomates em água quente durante alguns segundo. Em seguida, é feita a imersão em água fria adicionada de sal, metabissulfito e ácido cítrico, para que ocorra o choque térmico e 32 inativação enzimática, permanecendo na água durante 10 a 15 minutos. Não se utilizam quantidades exatas para tais conservantes. Após, os tomates são transferidos para a desumidificadora onde permanecem durante 2 horas, para escorrer o líquido excedente, para em que seguida possa ser realizada a secagem. 3.2.6 Colocação em bandejas Depois de retirados da desidratação osmótica, os tomates devem ser distribuídos sobre as bandejas de secagem (Figura 8) a uma razão de aproximadamente 8 kg/m2. A bandeja de controle deve apresentar a mesma densidade de carregamento uma vez que ela será utilizada para acompanhar o processo e determinar o ponto final da desidratação (CAMARGO, 2003). Os tomates devem ser distribuídos sobre as telas das bandejas de modo que haja um espaçamento mínimo entre as metades (NOGUEIRA; WILBERG; CORNEJO, 2003). Figura 8. Colocação em bandejas (NOGUEIRA; WILBERG; CORNEJO, 2003, p.14) Agroindústria: os tomates são distribuídos sobre as telas com a cavidade voltada para baixo e com espaçamento entre os frutos para facilitar a passagem de 33 ar. Não se tem um controle da quantidade de tomates que é colocado nas bandejas e também não é realizada a pesagem das bandejas com os tomates. 3.2.7 Secagem e acondicionamento As bandejas carregadas devem ser levadas ao secador previamente aquecido a 60ºC; o equipamento é fechado, as saídas de ar úmido são abertas, e deixa-se desidratando por cerca de 30 horas conforme ilustra a Figura 9 (NOGUEIRA; WILBERG; CORNEJO, 2003). A temperatura do ar de secagem deve ser ajustada para 60 a 65°C e as bandejas devem ser giradas de 180° a cada 1 hora para que se reduza o tempo de secagem e se obtenha um teor de umidade final uniforme (CAMARGO, 2003). Durante o período em que se faz o rodízio de bandejas, retiram-se os tomates à medida que secam, mantendo-os em recipiente hermético de modo a evitar a contaminação (NOGUEIRA; WILBERG; CORNEJO, 2003). A secagem estará concluída quando não houver mais pontos de umidade localizada. Os tomates secos de boa qualidade para a conserva devem apresentar as seguintes características: teor de umidade final = 64%, cor vermelho-viva, textura macia e pele sem defeito (SILVA; FERNANDES, 2003). Concluído o processo de desidratação, deve-se desligar o sistema de aquecimento de ar do secador e deixar o ventilador ligado, até que o produto atinja a temperatura ambiente (CAMARGO, 2003). Figura 9. Secagem (NOGUEIRA; WILBERG; CORNEJO, 2003, p.14) 34 Um operador treinado pode fazer uma estimativa bem aproximada do ponto final de secagem, verificando a aparência e consistência do produto ainda aquecido (SILVA; FERNANDES, 2003). Para se determinar o ponto final do processo de desidratação e verificar a umidade final do produto, podem-se utilizar as seguintes fórmulas: Onde, Pf = o peso líquido final para que o produto tenha a umidade desejada; Pi = o peso líquido inicial, obtido por meio de pesagem; Ui = a umidade inicial; Uf = a umidade final desejada. Agroindústria: os tomates são retirados do desumidificador e são colocados nas bandejas, que são levadas ao secador sem pré-aquecimento, onde permanecem entre 24 e 48 horas dependendo das condições do ar. A temperatura de secagem é maior no começo do processo, que inicia entre 90ºC e 110ºC, diminuindo para 65ºC a 60ºC até o tomate atingir a umidade desejada. Durante a secagem é feito o rodízio das bandejas e também dos tomates que estão secando. Os mesmos são desprendidos das telas pelos funcionários, para que não sequem demais e não permaneçam totalmente aderidos a tela, dificultando a remoção depois de prontos. O rodízio dos tomates é realizado manualmente, sem uso de luvas ou qualquer outro instrumento. Os tomates, já secos são retirados e armazenados em uma bacia de inox cobertos apenas por um pano para protegê-los de insetos. O controle de umidade é feito pelas funcionárias, através da aparência e consistência do produto ainda aquecido. 35 3.3 Elaboração da conserva de tomate seco 3.3.1 Preparo dos vidros Colocar os vidros abertos em um recipiente contendo água e ferver durante 15 minutos (Figura 10). Colocar as tampas e deixar mais 5 minutos. Retirar e deixar secar (NOGUEIRA; WILBERG; CORNEJO, 2003). Figura 10. Preparo dos vidros (NOGUEIRA; WILBERG; CORNEJO, 2003, p.16) Agroindústria: vidros reciclados são pasteurizados em água fervente durante 15 minutos, os vidros novos já esterilizados na empresa fornecedora são apenas higienizados com água e sabão. As tampas dos vidros não são pasteurizadas. 3.3.2 Reidratação e reformulação Esta etapa pode ser feita de uma só vez em tacho ou em panela de 40 litros, ou em várias porções com menores quantidades (Figura 11). 36 Colocar os tomates secos, os temperos e a água no recipiente escolhido, levar ao fogo e mexer enquanto se processa a reidratação: o ponto final ocorre quando toda água for absorvida (NOGUEIRA; WILBERG; CORNEJO, 2003). Figura 11. Reidratação e reformulação (NOGUEIRA; WILBERG; CORNEJO, 2003, p.16) Agroindústria: não realiza a reidratação do tomate seco. Assim ao produzir suas conservas apenas com o tomate seco e adição dos demais ingredientes, a agroindústria pode estar perdendo em rendimento. Se esta fizesse a reidratação do tomate poderia aumentar seu peso, necessitando de menos unidades em um mesmo frasco. 3.3.3 Enchimento dos frascos Colocar os tomates reidratados e temperados nos frascos de vidro. O volume dos frascos é completado com adição de azeite ou óleo comestível de boa qualidade à temperatura de 100ºC, de modo a cobrir totalmente os tomates. Colocar as tampas e fechar bem (Figura 12). Quantidade por frasco: Peso de tomates: 90 gramas Volume de azeite (ou óleo): 90 mL (NOGUEIRA; WILBERG; CORNEJO, 2003). 37 O tipo do tempero a ser utilizado depende do custo final e das exigências do mercado, portanto uma pesquisa de mercado pode ser interessante na tomada da decisão. Sugere-se a seguinte formulação: 60% de óleo de girassol, 40% de azeite de oliva, sal, orégano e especiarias a gosto. Misturam-se os produtos numa panela, aquecendo-os até atingir a temperatura de 90oC, deve-se mexer o tempero para que sua mistura fique bem homogênea (CAMARGO, 2003). Figura 12. Enchimento dos frascos (NOGUEIRA; WILBERG; CORNEJO, 2003, p.16) Agroindústria: são produzidas as conservas conforme apresentado no Quadro 2. 38 Quadro 2. Conservas produzidas pela empresa processadora de tomate seco Tipo de conserva Modo de preparo Conservas de tomate seco com orégano, óleo de O óleo milho e de oliva são aquecidos junto com milho, óleo de oliva e alho os temperos, para que possam adquirir sabor. Em seguida, adiciona-se ao vidro uma pequena quantidade de orégano, tomate seco e por último é adicionado cerca de 30% da mistura aquecida, o restante do vidro é preenchido com óleo de milho na temperatura ambiente. Conservas de tomate seco com alcaparras, O óleo de girassol e o manjericão são aquecidos manjericão e óleo de girassol para que o óleo adquira sabor. Em seguida, adiciona-se ao vidro alcaparras, tomate seco e por último é adicionado cerca de 30% do óleo aquecido, o restante do vidro é preenchido com óleo de girassol na temperatura ambiente. Conserva de tomate seco com pimenta e óleo de Adicionam-se seis gotas de pimenta tabasco, girassol uma pimentinha vermelha na lateral do vidro, tomate seco e por último o vidro é preenchido com óleo de girassol na temperatura ambiente. Conserva de tomate seco com óleo de oliva O vidro é preenchido com tomate seco, em seguida adiciona-se o óleo de oliva virgem na temperatura ambiente. As variedades de conservas de tomate seco descritas no Quadro 2 são comercializadas em vidros de 180g. As conserva com óleo de oliva também são comercializadas em vidros de 600 e 900g. As conservas com orégano e óleo de soja também são comercializadas em vidros de 3Kg. Por se tratar de uma agroindústria familiar, os produtos que são desenvolvidos não seguem um padrão de medidas, ou seja, não é realizada a medição dos condimentos que são utilizados para a produção das conservas, também não se faz a pesagem dos vidros de conservas após eles já estarem prontos. A produção da agroindústria não tem uma programação definida, desenvolve diariamente diversos produtos em pequenas quantidades, conforme a necessidade e saída das vendas no varejo. 39 3.3.4 Pasteurização das Conservas Os frascos são colocados em um recipiente contendo água, e aquecidos durante 30 minutos sob ebulição (Figura 13). Interromper o aquecimento e colocar este recipiente sob uma corrente de água fria para resfriar a conserva de tomate, evitando a quebra dos vidros (NOGUEIRA; WILBERG; CORNEJO, 2003). Figura 13. Pasteurização das conservas (NOGUEIRA; WILBERG; CORNEJO, 2003, p.17) Agroindústria: os vidros de conserva já fechados são colocados em um tanque de inox contendo água para a pasteurização, após ebulição os vidros de 180g permanecem durante 10 minutos na pasteurização, os vidro de 600g permanecem durante 15 minutos e os vidros de 900g 20 minutos. Não se faz o controle de temperatura da água utilizada para a pasteurização. O resfriamento dos vidros, não é realizado para evitar o trincamento dos mesmos. 40 3.3.5 Produto O produto está pronto para ser comercializado (Figura 14). Armazenar em local arejado à temperatura ambiente (NOGUEIRA; WILBERG; CORNEJO, 2003) sem poeira e sem incidência de raios, seguindo todas as normas de higiene e sanitização, assim como as boas práticas de fabricação para indústrias de alimentos (CAMARGO, 2003). A legislação sobre alimentos exige que qualquer produto a ser comercializado esteja rotulado com informações como denominação de venda, nome da empresa fabricante, peso líquido, país de origem, prazo de validade (para o tomate seco, a validade é normalmente de 90 dias), número do lote, identificação de origem, número de registro no Ministério da Saúde e informações nutricionais (SILVA; FERNANDES, 2003). Figura 14. Produto (NOGUEIRA; WILBERG; CORNEJO, 2003, p.17) Agroindústria: o produto pronto é armazenado dentro da área de processamento, onde sofre constantes alterações de temperaturas, podendo ocasionar problemas para a qualidade do mesmo e dos que estão sendo desenvolvidos. O prazo de validade do produto é de 1 ano. Os produtos possuem rótulo conforme as exigências da legislação. Após aberto recomenda-se armazenar sob refrigeração. 41 3.3.6 Aproveitamento e tratamento de resíduos Na produção de tomate seco, aproximadamente 45% do total de peso da matéria-prima recebida é descartada na forma de miolos e sementes. A aplicação industrial desse resíduo para consumo humano é limitada, sendo normalmente utilizado como ingredientes de ração animal ou como adubo orgânico, após um prétratamento (SILVA; FERNANDES, 2003). Agroindústria: utiliza os resíduos como adubo orgânico para a horta particular. 3.4 Instalações Industriais A principal função dos edifícios é fornecer proteção as matérias-primas, equipamentos e produtos, permitindo o desenvolvimento em adequadas condições higiênicas. A concepção dos edifícios deverá ser de modo a não impor constrangimentos aos processos ou ao layout da fábrica (NORONHA; BAPTISTA, 2003). Segundo CORONADO & HILARIO (2001) o desenho da unidade de produção depende do sistema de produção, do volume de produção, e dos recursos disponíveis. No entanto, tanto em um sistema artesanal, como em um sistema de escala industrial, não devem descuidar a sanidade e higiene. Deverão ser claramente definidas áreas de trabalho dentro do estabelecimento tendo em atenção que a forma do estabelecimento está condicionada ao tipo de processos previstos. Entre locais com funções distintas deverão existir separações físicas. Este princípio é aplicável não apenas em áreas produtivas e de acondicionamento de matérias-primas e produtos finais, mas também a todas as áreas de suporte à produção. Assim deverão existir lugares exclusivos e separados para o armazenamento de produtos de limpeza e desinfecção, armazenamento de materiais e embalagem e lixos e resíduos, entre outros (NORONHA; BAPTISTA, 2003). 42 Escadas, estruturas de sustentação, plataformas etc. devem ser situadas e construídas de modo a não causar acúmulo de resíduos e permitir fácil limpeza (RAMOS; BENEVIDES; PEREZ, 2006). Os pedilúvios devem ser instalados na entrada e saída da área de processamento, obrigando os colaboradores e visitantes a higienizar os pés, e possuir acionamento automático (RAMOS; BENEVIDES; PEREZ, 2006). Agroindústria: a plataforma de recepção dos tomates da agroindústria na qual foi realizado estágio é ainda muito simples, sua estrutura é de madeira, coberta por brasilite e o piso não possui revestimento, apenas uma camada de cimento. Neste mesmo local além da recepção e lavagem dos tomates, também ficam armazenadas embalagens sujas que serão reutilizadas após higienização e pasteurização. A plataforma de recebimento deveria ser construída em alvenaria, com pisos e paredes revestidos com material que facilite a higienização do local, impedindo a proliferação de insetos e roedores. As embalagens devem ser armazenadas limpas impedindo o nível de contaminação em uma sala apropriada que deverá ser utilizada somente para armazenamento de embalagens da empresa. 3.4.1 Fluxo de produção Conforme NORONHA & BAPTISTA (2003) as instalações deverão ser projetadas de modo a que o fluxo do produto se dê sempre das zonas mais contaminadas para as zonas menos contaminadas, já que a única forma de prevenir de um modo eficaz as recontaminações é assegurando o princípio da separação dos circuitos dos diversos produtos sem que se observem cruzamentos nem retrocessos nas linhas de produção. Em alguns casos é mesmo imposto legalmente que as zonas de recepção da matéria prima e saída do produto final estejam situadas em zonas totalmente opostas uma da outra. 43 Agroindústria: percebeu-se que as instalações internas da agroindústria não seguem um fluxo contínuo, isso porque o espaço é pequeno, necessitando de uma nova reorganização do layout. Todas as etapas de produção inclusive a secagem ocorrem no mesmo ambiente, e após os produtos serem finalizados ficam armazenados na área de produção, o que pode promover a contaminação cruzada de todo o processo. Existem duas portas de entrada e saída e ambas são utilizadas para acesso dos funcionários e entrada e saída dos alimentos. Durante o período de estágio, ao acompanhar a rotina de produção dos derivados de tomate pode-se observar a necessidade de ampliação das instalações, que devem ser modificadas e adaptadas para que a manipulação dos alimentos possa ser realizada com segurança. 3.4.2 Paredes, teto e piso No interior das instalações as paredes devem ser revestidas com tintas laváveis ou possuir revestimento de azulejo de cor clara, até uma altura mínima de dois metros, e, daí para cima, pintadas com tinta de cor clara, lavável e impermeável (RAMOS; BENEVIDES; PEREZ, 2006). Todos os ângulos e cantos nas paredes e as junções entre as paredes e o chão e teto deverão ser convenientemente seladas e arredondadas para facilitar a limpeza. Junções com um raio de curvatura de 80 mm são consideradas como satisfatórias na generalidade das situações. É desejável que as instalações tenham um pé direito de pelo menos 3,5m (NORONHA; BAPTISTA, 2003). As janelas e outras aberturas devem possuir redes de proteção contra insetos. A armação que suporta a rede deverá possuir um sistema ou estar colocada de modo a que sua desmontagem seja fácil para permitir as operações de limpeza. Os tetos da área de produção devem ser forrados, possuindo exaustores para permitir um ambiente mais arejado e livre de odores e vapores. Devido à altura pode haver dificuldade na limpeza; faz-se necessário então a monitoração da higienização com maior freqüência (RAMOS; BENEVIDES; PEREZ, 2006). 44 Os pavimentos deverão ter uma inclinação que permita o bom escoamento de fluidos e evitar a formação de poças que possibilitem o crescimento microbiano ou possam ser a causa de problemas de segurança. Como regra geral, os pavimentos devem apresentar uma inclinação de 1:40 até 1:60 em direção aos ralos. Em áreas com bastante água no pavimento, nomeadamente em zonas de lavagem, a inclinação deve ser superior: 1:25 (NORONHA; BAPTISTA, 2003). Deverão existir ralos, ou outros sistemas de recolha de líquidos no chão, a intervalos suficientes próximos de modo a que os pontos mais elevados estejam em média a 3 m destes locais, não devendo a distância exceder os 3,5 m, o que equivale a um ponto de drenagem por cada 40m2 de área de pavimento (NORONHA; BAPTISTA, 2003). Agroindústria: o piso das instalações da agroindústria é revestido de lajotas, com apenas um ralo para saída de água e não possui escoamento adequado, ficando acúmulo de água em alguns pontos. As paredes e teto são de PVC o que facilita a higienização, mas não apresentam cantos arredondados. Para impedir o acúmulo de sujidade entre as paredes e o piso, a empresa fez um rodapé de lajota, com o mesmo piso utilizado no chão da agroindústria, para facilitar a limpeza. As janelas possuem telas para impedir a entrada de insetos, mas as mesmas apresentam uma pequena distância entre o marco da janela e armação da tela o que permite a entrada de insetos. É feito um monitoramento da higiene das instalações e sempre que necessário é realizado a limpeza de paredes e janelas, o piso é higienizado com água todos os dias durante e ao final do expediente. 3.4.3 Equipamentos Segundo RAMOS; BENEVIDES & PEREZ (2006) e SILVA & FERNADES (2003) os equipamentos para uma indústria processadora de alimentos devem ser de material resistente à corrosão, de fácil limpeza e inertes, que não transmitam 45 odores, sabores nem substâncias tóxicas. De preferência, deve ser de aço inoxidável, por este possuir todas as características anteriormente mencionadas. Balança de bola (150 kg): equipamento para realizar a pesagem da matériaprima recebida. Lavador de três estádios: tanque de alvenaria ou de aço inoxidável com três cestos retangulares perfurados, independentes e com dreno, destinado à lavagem de matéria-prima. Mesas de seleção e preparo: mesas/bancadas de aço inoxidável para classificação, seleção e corte. Auxiliam numa melhor seleção e corte da matériaprima. Extratores de miolos e facas: usados para proceder à retirada dos miolos e realizar o corte dos frutos. Baldes Graduados: baldes graduados com alça, destinados ao preparo de salmoura. Secador Industrial: secador estacionário do tipo cabine, com circulação forçada de ar aquecido por meio de gás. Possui área de secagem de 9 m 2 e estrutura de aço carbono. Apresenta na parte interna chapa de alumínio e na externa, aço galvanizado. É destinado a realizar a secagem de tomates, deixando-os com umidade de 64%. Vasilhames (panelas e conchas): recipientes para preparo do tempero e esterilização dos potes de vidro (panelas). Utensílios para auxiliar na adição de tempero às embalagens (conchas). Fogão industrial: fogão com pés, quatro bocas de alta pressão e quatro queimadores. É utilizado na esterilização das embalagens de vidro e das tampas e auxilia no preparo do tempero, aquecendo-o até a temperatura de 90°C. Agroindústria: pode-se observar que esta apresenta todos os equipamentos necessários para a produção de seus produtos, mas, nem todos se encontram em bom estado de conservação. A mesa utilizada para o corte dos tomates e preparo dos derivados é de madeira com revestimento de fórmica branca, os utensílios são de inox com cabos plástico ou de madeira. O restante dos equipamentos como: despolpadeira, secador, e tanques de aquecimento são de inox. 46 A empresa deve providenciar utensílios de trabalho novos como: facas e conchas, pois o que estão em uso se encontra inadequados e com desgaste excessivo. Tanto os utensílios de trabalho como os demais equipamentos utilizados são higienizados apenas com água e sabão após o uso, mas não são sanitizados antes de se serem reutilizados. 3.4.4 Sanitários e vestiários Segundo RAMOS; BENEVIDES & PEREZ (2006) os sanitários e vestiários não podem ter comunicação direta com as áreas de produção, devendo ser localizados fora das áreas de manipulação e processamento das frutas. Agroindústria: a instalação sanitária encontra-se em adequado estado de conservação, providas de água canalizada e de esgoto ligados a rede, com iluminação, ventilação adequada e lavatórios. Não apresenta a separação masculina e feminina e possui comunicação direta com as instalações do processamento. Os sanitários devem ficar localizados do lado de fora da área de processamento e possuir separação masculina e feminina. 3.4.5 Capacitação dos funcionários Os colaboradores devem ser continuamente capacitados em relação às normas de manipulação higiênica dos produtos e à higiene pessoal, assegurando a qualidade dos produtos e a saúde do consumidor. Os treinamentos devem abordar os métodos gerais de limpeza e sanificação, procedimentos gerais de higiene, incluindo higienização das mãos, seleção dos detergentes e sanificantes ideais a cada operação, papel do manipulador no processamento e sua relação com as condições higiênico-sanitárias da indústria, processos e produtos. Os gerentes de 47 produção e qualidade também devem ser treinados, assim como serão os responsáveis pelos treinamentos realizados semestralmente ou quando houver necessidade (RAMOS; BENEVIDES; PEREZ, 2006). Agroindústria: o número de funcionários que trabalham na agroindústria é pequeno, a equipe é formada por três mulheres, uma delas possui formação na área de agricultura, as demais não possuem conhecimento aos assuntos relacionados a alimentos e cuidados com higiene na manipulação. A funcionária que possui conhecimento se desligou da empresa por estar grávida e não vai voltar a trabalhar. A proprietária também trabalha na agroindústria, mas apenas nos horários disponíveis, e também não apresenta conhecimentos mais aprofundados como as Boas Práticas de Fabricação. 3.4.6 Utilização do uniforme Os colaboradores envolvidos na produção devem possuir conjuntos de uniformes distribuídos de acordo com a necessidade ao longo do ano. Devem ser constituídos de calça, camisa, gorro e botas. Avental, luvas, máscaras e protetores auriculares ou plugs devem ser distribuídos de acordo com a necessidade e suas funções. Os uniformes devem ser utilizados somente nas dependências da indústria e a troca deve ser realizada diariamente. As cores dos uniformes variam em função da área de trabalho. A empresa pode possuir lavanderia própria ou terceirizar a lavagem dos uniformes para que estes sejam sempre distribuídos aos funcionários sempre limpos e padronizados. Os visitantes que porventura entrarem na área de produção devem receber roupas protetoras, propés, toucas, protetores auriculares ou plugs e máscaras descartáveis (RAMOS; BENEVIDES; PEREZ, 2006). Agroindústria: todos os funcionários possuem uniformes adequados fornecidos pela própria empresa, e não fazem uso por falta de hábito e porque além 48 de trabalharem na produção realizam o atendimento aos turistas que chegam durante o dia. 4 CONSIDERAÇÕES FINAIS Durante o período de estágio foi possível participar de todas as etapas de produção das conservas de tomate seco o que contribuiu efetivamente para a observação e aquisição de conhecimentos relacionados aos processos para a obtenção de alimentos em uma agroindústria. Através dos conhecimentos adquiridos durante as aulas foi possível também perceber e orientar com relação às inúmeras mudanças as quais deveriam ser feitas com relação à produção, instalações e higiene do processo. Concluiu-se que para garantir à qualidade dos alimentos e a saúde do consumidor a empresa deve adotar as Boas Práticas de Fabricação (BPF), para que se possam traçar ações corretivas para a adequação dos requisitos buscando eliminar ou reduzir riscos físicos, químicos e biolólogicos, que poderão ser causadores de sérios prejuízos para o homem. Nota-se a necessidade desta agroindústria orientar e capacitar os funcionários da importância do uso de uniformes e higiene pessoal para que se possa realizar a manipulação dos alimentos com segurança. 5 REFERÊNCIAS BIBLIOGRAFIA AZEREDO, H. M. C. Fundamentos de estabilidade de alimentos. Fortaleza: Embrapa Agroindústria Tropical, p.195, 2004. Disponível em: <http://www.cena.usp.br/irradiacao/cons_calor.html>. Acesso em: 03 de mar. 2010. CAMARGO, G. A, PROCESSO PRODUTIVO DE TOMATE SECO: NOVAS TECNOLOGIAS, MANUAL TÉCNICO. Campinas, Maio, 2003. Disponível em: <http://www.feagri.unicamp.br/tomates/pdfs/wrktom030.pdf>. Acesso em: 15 Abr 2010. CORONADO, M.; HILARIO, R. ORGANIZACION Y GESTION: Procesamiento de alimentos para pequeñas y microempresas agroindustriales. Unión Europea, CIED, EDAC, CEPCO, Ed. Lima, 2001. Disponível em: <http://www.infoagro.net/shared/docs/a5/Gesem6.pdf> Acesso em: 6 Mar. 2010. EMBRAPA-SPI, A CULTURA DO TOMATEIRO (para mesa). Coleção Plantar, 5, Brasília, DF, 92p, 1993. EMBRAPA, Recomendações Técnicas para o Cultivo do Tomate Industrial em Condições Irrigadas. (Embrapa – CPATSA. Circular Técnica, 30), Petrolina, PE, 52p, 1994. FELLOWS, P.J. Food processing technology: principles and pratice. New York: Ellis Horwood, p.505, 1988. Disponível em: <http://www.cena.usp.br/irradiacao/cons_calor.html>. Acesso em: 03 de mar. 2010. GAYER, J. P. et al. TOMATE PARA EXPORTAÇÃO: PROCEDIMENTOS DE COLHEITA E PÓS-COLHEITA. EMBRAPA – SPI, Brasília, DF, 34p, 1995. KECHINSK, C. P; THYS, R. Produtos Alimentícios Vegetais. Set, Out 2000. Disponível em: <http://www.ufrgs.br/Alimentus/feira/prhorta/tomatsec/matprima.htm> Acesso em: 02 Abr. 2010. 51 MONTEIRO, C. S; BALBI, M. E; MIGUEL, O. G; PENTEADO, P.T; HARACEMIV, S. C, Qualidade nutricional e antioxidante do tomate “Tipo italiano”. Vol.19, n.1, p. 25-31, jan./mar. 2008. Disponível em: <http://200.145.71.150/seer/index.php/alimentos/article/viewFile/196/201> Acesso em: 20 Abr. 2010. NOGUEIRA, R. I.; WILBERG, V. C.; CORNEJO, F. P. Manual para a Produção em Pequena Escala de Conserva de Tomate Desidratado. EMBRAPA, Rio de Janeiro, Outubro, 2003. NORONNHA, J. ; BAPTISTA, P. SEGURANÇA EM ESTABELECIMENTOS AGROALIMENTARES PROJECTO E CONSTRUÇÃO. Forvisão – Consultoria em Formação Integrada, Ltda. 1º Ed, 2003. ORDÓÑEZ, J. A. et al. Tecnologia de Alimentos. Componentes dos Alimentos e Processos. Vol.1, Ed. Artmed, 2005. RAMOS, A. M.; BENEVIDES, S. D.; PEREZ, R. MANUAL DE BOAS PRÁTICAS DE FABRICAÇÃO (BPF) PARA INDÚSTRIAS PROCESSADORAS DE POLPA DE FRUTAS. Viçosa, MG, 84p, 2006. SIELAFF, H. TECNOLOGÍA DE LA FABRICACIÓN DE CONSERVAS. Ed. ACRIBIA, S.A. Zaragoza (España), 287p, SD. SILVA, C. A. B, FERNANDES, A. R, Projetos de Empreendimentos Agroindustriais. Produtos de Origem Vegetal. Ed. UFV, Vol. 2, 457p, 2003. SILVA, J. B. C.; GIORDANO, L. B. TOMATE PARA PROCESSAMENTO INDUSTRIAL. EMBRAPA, Brasília, DF, 168p, 2000.
Baixar