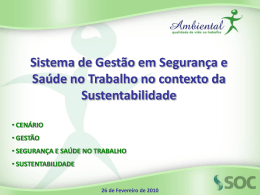
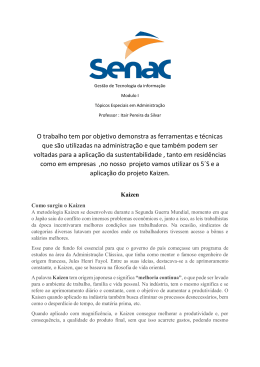
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. MELHORIA DA PRODUTIVIDADE POR MEIO DA DIVISÃO UNIFORME DAS ATIVIDADES DOS OPERADORES APLICANDO A O MÉTODO KAIZEN NO CHÃO DE FÁBRICA NUMA FABRICANTE DE BENS DE CONSUMO Gece Wallace Santos Reno (UFSCar) [email protected] Oswaldo Mi��rio Serra Truzzi (UFSCar) [email protected] Jose Carlos de Toledo (UFSCar) [email protected] Frederico Bazarello Coelho (UFSCar) [email protected] Carolina Peres Diniz (UNICAMP) [email protected] Este artigo tem por objetivo apresentar e discutir a aplicação do método Kaizen para melhoria contínua de processos produtivos. O estudo de caso apresentado teve duração de 7 meses e foi realizado em 11 áreas de uma empresa fabricante de beens de consumo. A aplicação Kaizen teve como principais metas o incremento da produtividade, da qualidade e da segurança das atividades de produção, envolvendo a partipação dos operadores no processo de balanceamento de suas atividades. Durante 31 eventos kaizen, com duração de 4 dias cada um, os operadores representantes de diversos turnos, em conjunto com engenheiros de processo e com a equipe de manutenção, puderam identificar e executar diversas oportunidades de melhoria nos métodos de execução dos elementos de trabalho. Foram geradas 100 ações de melhoria nas áreas de segurança, ergonomia, custos e qualidade, além da obtenção de um incremento de produtividade médio, medido em peças/pessoa, da ordem de 47%. De forma a garantir a sustentação dos ganhos obtidos, foi estabelecido um processo de auditoria trimestral, realizado de forma cruzada entre as lideranças dos diversos processos, gerando base para a padronização das operações entre turnos e para a continuidade do processo de melhoria contínua. Palavras-chaves: Kaizen, Melhoria Contínua, Balanceamento de Operações, Produtividade. XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. 1. Introdução Com a globalização, a concorrência entre as empresas se intensificou e o aumento da estabilidade dos processos produtivos é tido como parte essencial do desenvolvimento de competências estratégicas. A sobrevivência dos negócios depende da capacidade de inovar e efetuar melhorias contínuas nos processos a fim de garantir uma posição consolidada no mercado. O sistema de produção em massa, com base nos modelos fordista e taylorista, focava a melhoria das operações, limitada à produção. Por outro lado, o modelo do sistema de produção enxuta, desenvolvido na Toyota como uma nova abordagem de gestão da produção, nos diversos tipos de processos empresariais, tem como objetivo promover a melhoria contínua de modo a eliminar sistematicamente os desperdícios, buscando a estabilidade e sustentação dos resultados do negócio. Atualmente, as empresas concentram investimentos em treinamentos para melhorar a capacitação de funcionários e não apenas em novas tecnologias. Com o intuito de evitar eventuais problemas, é preciso garantir a estabilidade básica dos processos, coordenando os fatores de produção: máquina, mão-de-obra, meio ambiente, material, medições e métodos, com a intenção de aumentar os lucros e diminuir os custos, buscando segurança, qualidade e produtividade através da melhoria contínua. O objetivo deste trabalho é apresentar e analisar um caso de aplicação de métodos de melhoria contínua, focando em como o Kaizen impacta os métodos de trabalho das pessoas em relação a um ambiente de trabalho estável e controlado que permite estabilidade no desempenho em produtividade e custos, colaborando para a melhoria dos processos de produção e eliminação de desperdícios. 2. Fundamentação Teórica 2.1 Sistema Toyota de Produção O Sistema Toyota de Produção se desenvolveu no Japão após a Segunda Guerra Mundial, em que a empresa possuía um mercado reduzido, ao contrário das outras montadoras que utilizavam a estratégia e o sistema de produção em massa. A busca de flexibilidade de produção e alcance das metas de nível de atendimento como lead time menor, alta produtividade, serviços padronizados e elevada qualidade fizeram com que a Toyota se desenvolvesse e aperfeiçoasse seus processos com foco em baixo custo e eliminação de desperdícios, focando atividades que geram custos e não agregam valor (LIKER, 2005). Na década de 80 a Toyota se destacou pela eficiência e qualidade na produção e durabilidade de seus automóveis, os quais duravam mais do que os automóveis americanos e europeus e necessitavam de menos manutenção. A Toyota mantinha um custo competitivo quando comparada com outras indústrias automobilísticas, porém projetava carros mais velozes e seguros com processos consistentes. Todo o sucesso da Toyota vem do seu alto desempenho operacional que consiste em um sistema alternativo de produzir produtos e serviços que buscam “enxugar” o processo produtivo das empresas para tentar produzir em fluxo somente o que adiciona valor para os clientes. Isso tornou-se uma estratégia baseada em métodos de melhorias de qualidade, suportada pela aplicação de ferramentas que usam como base o pleno entendimento e 2 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. motivação das pessoas e da organização de gera um ambiente de aprendizagem (LIKER, 2005). A Toyota tem o mesmo objetivo da manufatura tradicional em termos de baixo custo, no entanto, o foco principal é a redução de perdas. Sendo assim, os esforços para alavancagem da competitividade devem ser focados na eliminação dos desperdícios e no aumento do valor agregado dos produtos. Durante décadas a Toyota aplicou e melhorou seu sistema de gestão nas fábricas com operadores e administradores, aprendendo novos métodos por meio da prática no seu ambiente de trabalho. As melhorias podem ser feitas por meio de técnicas como Kaizen, Padronização e 5S, que contribuem com a qualidade, custo e entrega. Essas técnicas são relativamente fáceis de implantar, porém é preciso comprometimento e dedicação para o desenvolvimento da autodisciplina necessária para mantê-los (IMAI, 1996). 2.2 Kaizen O método mais recomendado na literatura e também pelos praticantes do Toyotismo para se conseguir desempenho consistente é o estabelecimento de processos e procedimentos padronizados. Somente quando estes são estáveis é que se pode iniciar o círculo virtuoso da melhoria contínua. Manter organizado o ambiente em que se vive e trabalha não é uma tarefa fácil. É preciso praticar as atividades propostas aos empregados para se adquirir padronização e disciplina. Essas atividades bem realizadas melhoram a qualidade de trabalho e, consequentemente, aumentam a produtividade (SUZAKI, 1987). Melhoria contínua é um processo focado na inovação incremental e contínua. A essência da melhoria contínua está na busca rumo à evolução constante e consciente, superando obstáculos, solucionando problemas, aprendendo com erros e acertos, ensinando, conhecendo, contribuindo, assim, não somente para o crescimento pessoal e individual, mas também profissional e organizacional. A otimização de processos produtivos é estudada desde longa data, sendo evidenciada desde os estudos iniciais de Taylor, buscando a divisão do trabalho e, através desta, o aumento da produtividade e da capacidade de produção de bens em uma escala cada vez maior (GOUNET, 1999). Para acompanhar o ambiente em constante transformação, torna-se essencial ter pensamentos e ações voltados para a melhoria contínua, enfim, desenvolver uma cultura de trabalho com base nela. Sua prática facilita a criação de um ambiente de aprendizagem continua, buscando o melhor uso do conhecimento existente na organização e potencializando a capacidade de criação de novos conhecimentos. Segundo Smith (1997), pesquisadores do campo da gestão e do comportamento organizacional atribuem ao modelo de produção, à mão de obra flexível e às ferramentas de melhoria contínua com envolvimento dos empregados, como a base do sucesso no incremento da produtividade, na redução do absenteísmo e diminuição da ocorrência de acidentes e nos desligamentos dos funcionários das empresas. Entre as ferramentas de melhoria contínua mais difundida nas empresas está o Kaizen. O Kaizen é uma das ferramentas utilizadas pela Toyota que tem como foco a melhoria, baseada na eliminação de desperdícios com base no bom senso, no uso de soluções baratas que se apóiem na motivação e criatividade dos colaboradores para melhorar a prática de seus processos de trabalho. A essência do Kaizen é o modo de pensar de todos os líderes e 3 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. funcionários, uma atitude de auto-reflexão, de autocrítica, e forte desejo de melhorar. É a mudança da situação atual de um processo, analisando-o e rapidamente implementando melhorias que se traduzem em benefícios concretos (LIKER, 2005). Pode-se dizer que o Kaizen é uma estratégia de melhoramento que reflete um esforço constante para oferecer produtos melhores a custos menores. Essa é considerada uma ferramenta essencial de controle da qualidade e produtividade, pois quando executada corretamente, fornece uma nova dimensão para a competitividade da organização, trazendo entre os benefícios conquistados, o aumento da produtividade sem investimentos significativos, a redução de custos de produção e a motivação dos funcionários (PANAZZO, 2009). A filosofia Kaizen implica em um estilo de vida focado em esforços de melhoria contínua. Esse tipo de processo oferece resultados significativos ao longo do tempo, porém as melhorias obtidas são pequenas e incrementais. Kaizen pode ser visto como um processo raciocínio e de ação para solução de problemas. Para entender e resolver um problema é preciso reconhecê-lo, coletar e analisar dados relevantes. Segundo Imai (1996), o evento Kaizen visa obter melhorias e atingir os objetivos, considerando: Organizar uma linha ou célula de produção capaz de produzir de acordo com o tempo takt; Organizar uma linha ou célula suficientemente flexível para acomodar os desvios do tempo de takt; Eliminar os fatores que prejudicam o ritmo suave das operações; Desenvolver procedimentos de trabalho que possam ser incorporados ao trabalho padronizado; Minimizar o número de operadores na linha ou célula de montagem. O processo correto produzirá os resultados corretos e a melhoria contínua só pode ocorrer depois que o processo estiver estabilizado e padronizado. Quando os processos se tornam estáveis e um processo consegue tornar visíveis as perdas e a ineficiência, tem-se a oportunidade de aprender continuamente a partir das melhorias (LIKER, 2005). 2.3 Elementos e atividades do trabalho exercido pelos operadores Um elemento de trabalho pode ser definido como o menor incremento de trabalho que pode ser transferido para outra pessoa. Os elementos de uma operação são as partes em que a operação pode ser dividida, tendo como principal finalidade a verificação do método de trabalho. O elemento de trabalho ou atividade cíclico é uma porção repetitiva de trabalho para processar ou montar cada peça ou grupo de peças num ciclo completo de trabalho. O elemento acíclico é uma porção de trabalhos necessários à produção, que não se repete em cada ciclo de produção embora ocorra com certa regularidade. Atividades que adicionam valor diretamente ao produto como determinado pelo cliente, são consideradas atividades que agregam valor. Algumas atividades como pintura e montagem agregam valor, pois o cliente espera que seus produtos sejam pintados e montados. Ao contrário, atividades que não agregam nenhum valor podem ser eliminadas, tais como retrabalho, movimentação e armazenagem. A inspeção que é realizada na fábrica, em determinado lote de produtos acabados, é considerada como uma atividade que não agrega valor, pois o cliente não quer pagar por uma 4 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. atividade adicional de qualidade. Estimar o valor agregado para cada atividade do processo é essencial para a elaboração de um plano de aperfeiçoamento. Uma vez realizadas as estimativas de valor agregado, os esforços de aperfeiçoamento devem se concentrar em encontrar maneiras de eliminar as atividades que não agregam valor, e aumentar a eficiência e a eficácia das que agregam valor. As empresas procuram eliminar as atividades que não agregam valor ao produto, diminuindo assim seus custos e aumentando a velocidade de seus processos. Segundo Kishida (2005), o balanceamento de atividades através do Kaizen é uma ferramenta básica do sistema Lean, centrada no movimento e trabalho do operador, sendo aplicada em situações de processos repetitivos para a eliminação de desperdício. Com o sistema Lean se procura estabelecer procedimentos precisos para o trabalho de cada operador em um processo de produção. É baseada em elementos descritos por Shingo (1996), tais como: Ritmo de trabalho, ou Takt Time, que é o ritmo no qual os produtos devem ser produzidos; Sequência de trabalho, que é aquela que o operador realiza suas tarefas dentro do ritmo de trabalho; Estoque padrão de processo é o estoque mínimo necessário para manter o processo operando continuamente; Tempo de ciclo, é o tempo alocado para fazer uma peça ou unidade; Os tempos citados em todo o processo devem ser claramente explicitados com os trabalhadores, e sempre que possível estes devem ser envolvidos inclusive na medição desses tempos. 3. Estudo de caso 3.1 Método aplicado O caso foi estudado em uma empresa multinacional do ramo químico presente no Brasil há mais de 60 anos, na qual as fábricas manufaturam diversos tipos de produtos para diferentes aplicações, superando um total de mais de 15.000 diferentes itens. Esse estudo de caso foi realizado em 11 manufaturas de diferentes produtos, cada processo apresenta diferentes níveis de demanda e, por consequência, diferentes valores de Tempos Takt (valor referente à taxa de produção de acordo com a demanda dos clientes externos). Neste estudo, buscou-se analisar os métodos atuais de trabalho e investigar oportunidades de melhoria, sempre atuando no chão de fábrica e compreendendo o contexto dos métodos estabelecidos do ponto de vista dos operadores de diferentes turnos e das equipes de Engenharia de Processos. Em algumas áreas, a filosofia Lean e o Kaizen já estão difundidos, porém em algumas áreas ainda é necessária a orientação de uma empresa de consultoria em Lean Manufacturing. Os projetos de melhoria foram realizados com o intuito de determinar os melhores métodos de trabalho, aumentando a produtividade, reduzindo estoques, melhorando a qualidade e diminuindo os custos. Para desenvolver trabalhos de Kaizen, é preciso definir metas em conjunto para alcançar o resultado almejado. A formação da equipe envolve os principais atuantes, ou seja, os operadores, porém essa atividade deve estar de acordo e supervisionada pelos engenheiros, supervisores e gerentes. Esse trabalho em equipe é muito importante para que os resultados sejam alcançados e se sustentem ao longo do tempo, e para isso é necessário motivação, 5 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. comprometimento e responsabilidade de todas as partes. Para estes eventos de melhoria partiu-se de metas de incremento de produtividade entre 10 e 30% de acordo com a complexidade e desconforto ergonômico das áreas estudadas, além da implantação de ao menos 5 melhorias no processo produtivo que auxiliassem no incremento da Segurança e da Qualidade deste ambiente de trabalho. A aplicação do Kaizen, consiste na aplicação de um evento de duração de quatro dias divididos em etapas, conforme a Figura 1, que define a agenda do evento: Horário 1º Dia 08h00 - 09h00 Abertura / Compromisso Consolidação do GBO 3ª Simulação – dados Propostas para o Estado futuro com 2 à 3 níveis de finais, GBO consolidado e Futuro (kaizen no papel) Tempos Takt validado entre turnos 09h00 - 12h00 Treinamento Conceitual / Definição dos volumes e Tempo Takt meta do evento 1ª Simulação do Estado Futuro no Gemba Execução das ações de melhoria possíveis Listagem das melhorias pendentes e construção do A3 12h00 - 13h00 Almoço Almoço Almoço Almoço Validação dos tempos balanceados em papel x simulação real 2ª Simulação e definição da sequência de realização (Padronização mínima) Escrita das FIT Mestre Priorização das ações de melhoria sugeridas Análise da Simulação Preparação para apresentação para Gerência 13h00 - 14h30 Levantamento do estado atual (GBO / tempos atuais) 14h30 - 16h00 16h00 - 16h30 2º Dia 3º Dia 4º Dia Report intermediário 01 Report intermediário 02 Report intermediário 03 Apresentação oficial dos com Gerente / Supervisor com Gerente / Supervisor com Gerente / Supervisor resultados Manufatura Manufatura Manufatura Fonte: Autores Figura 01 – Agenda do evento Kaizen Por meio do uso de medição de tempos com uso de cronômetro e anotações de sequência de métodos e elementos de trabalho, foram avaliadas as variáveis tempo e os atributos de movimentos de cada um dos postos de trabalho estudados. Deve-se evitar a precipitação de usar os dados de tempos padrões ou tabelas de tempos e movimentos preexistentes, porque elas nem sempre capturam a verdadeira realidade do nível operacional na execução das atividades no chão de fábrica. É preciso cronometrar cada atividade separadamente e não o tempo total necessário para um operador desempenhar uma seqüência de elementos de trabalho. Isto porque o tempo total para uma sequência irá incluir os tempos de desperdícios, em particular os tempos de espera entre as tarefas e de movimentação para busca de insumos e ferramentas, que não devem ser considerados como trabalho de valor adicionado. Depois de cronometrar os elementos individuais, então se cronometra o ciclo completo de trabalho do operador, do início até o final dos elementos de trabalho de seu posto. Este tempo deverá quase sempre ser maior do que a soma dos elementos de trabalho. A diferença é o tempo de espera e de movimentação desperdiçado entre os elementos. 6 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. Com os elementos de trabalho e os tempos em mãos, usa-se uma ferramenta simples e útil, o gráfico de balanceamento dos operadores (GBO), conforme demonstrado na Figura 2. Figura 02 - Gráfico de Balanceamento do Operador Fonte: Adaptado de ROTHER E HARRIS “Criando Fluxo Contínuo”, Lean Institute (2002). A linha horizontal estabelece o limite de tempo previsto para execução dos elementos de trabalho por um operador localizado em seu posto, de forma a corresponder à taxa de demanda (Tempo Takt) do cliente final. As barras representam cada operador e a soma dos tempos de todas as atividades realizadas por eles. Ao final do evento é construído um documento, no qual os operadores podem discutir a melhor forma e sequência de realização das atividades, sempre cumprindo os requisitos da engenharia de produto e de processos. Esse documento é denominado de folha de instrução de trabalho (FIT), destinado a auxiliar o operador a executar tarefas repetitivas no posto de trabalho, indicando de forma descritiva em que sequência devem ser executados cada elemento de uma determinada atividade. Conforme Liker e Meier (2007), a folha de instrução de trabalho pode estabilizar a operação, melhorar a produtividade, realçar a qualidade, e estabelecer os elementos fundamentais do trabalho. Com isso a etapa de balanceamento da linha no tempo takt e a adição de outros elementos de trabalho fica muito mais fácil e rápida. Para uma descrição mais fiel das operações esta instrução deve ser escrita com o auxílio de quem executa as tarefas. 3.2 Análise dos dados No final do ano de 2008, com a crise financeira mundial, a empresa do estudo de caso resolveu inovar para melhorar o desempenho e se manter competitiva em tal ambiente. Tornaram-se comuns os seguintes cenários em todas as operações de fabricação: Forte mudança na demanda, volumes e mix de produtos; Migração de itens e eliminação de turnos, baixa utilização de capacidade; Nenhum cenário pré existente para mudanças no tempo takt, tornando difícil a realocação da mão de obra. A escolha pelo gráfico de balanceamento do operador do Kaizen foi feita para abordar tais questões, mantendo o foco em segurança, qualidade e ganho de produtividade e analisando as oportunidades de balancear a utilização da mão de obra. Esse formato de realização de Kaizen foi uma inovação na maneira de conduzir projetos de melhoria contínua no chão de fábrica da empresa. Criar cenários e incluir os operadores em 7 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. decisões nos processos de melhoria permitiram mudanças no gemba (local de trabalho), respeitando a cultura local e com envolvimento total da liderança. De maio a novembro de 2009 foram realizados 31 eventos Kaizen, com mais de 450 pessoas treinadas e participantes nos eventos, (80% operadores e 20% liderança) e, como consequência, foram alcançados resultados para os negócios e para a melhoria do ambiente de trabalho, suportando os desafios para o período. A aplicação desse método gerou alguns resultados significantes após um ano de implantação, conforme consta na Tabela 1: Indicadores Resultados Quantidade de Kaizen 31 Pessoas treinadas 453 Aumento de Produtividade 47% Vagas disponíveis para atender incremento de demanda Melhorias de segurança, qualidade, custos e ergonomia implementadas Fonte: Autores. 78 100 Tabela 01 – Resultados obtidos na realização dos Kaizens Uma inovação interessante foi ter os operadores observando uns aos outros executando seu trabalho no chão de fábrica e sugerindo melhorias para seus locais de trabalho, métodos e equipamentos. Ao realizar observações e análises, eles são capazes de reparar situações e atividades não percebidas durante a jornada de trabalho, permitindo uma troca de sugestões e melhorias entre os turnos, buscando o melhor método de trabalho que será padronizado e praticado por todos. Um ponto alto deste trabalho foi o compromisso escrito e verbal das lideranças antes do início dos eventos de que os ganhos de produtividade seriam revertidos para a própria área em estudo, não havendo qualquer intenção de desligamento de operadores por conta de melhores resultados produtivos. Este compromisso foi honrado em sua totalidade e com o aquecimento das vendas reiniciado em Outubro/2009, foi possível realocar 100% dos funcionários das áreas otimizadas para novas áreas com volumes de produção incrementados, gerando satisfação dos empregados pelo interesse da empresa em reter mão de obra treinada e capacitada em seus processos mesmo em momentos de forte tensão econômica. Após alguns meses da realização desses eventos foram feitas auditorias para assegurar a eficácia dos resultados obtidos e ações a serem implementadas. Esta medida se repete trimestralmente até que o Kaizen atinja seu plano de ação na totalidade ou tenha ações redirecionadas para o melhor desempenho das atividades planejadas. 3.3 Auditorias Para garantir a sustentação e monitoração dos resultados foi desenvolvido uma ferramenta para auditoria Kaizen (ANEXO 01), a qual avalia a evolução da implementação das melhorias e planos de ação determinados. Essa auditoria é composta de 11 questões, com critérios e pesos diferentes. A pontuação máxima é de 33 pontos, obedecendo as faixas de classificação, sendo: 8 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. De 0 a 18 pontos (Faixa Vermelha – ≤ 57%); De 19 a 25 pontos (Faixa Amarela – 58% - 78%); De 26 a 33 pontos (Faixa Verde – ≥ 79%). A partir da pontuação obtida pode-se analisar a consistência do Kaizen realizado e traçar um novo plano de ação para concluir as atividades pendentes e alcançar o resultado desejado, conforme detalhamento na tabela 2. Resultados Kaizens Porcentagem Pontuação ≥ 79% (Faixa Verde) 18 58% Pontuação 58% - 79% (Faixa Amarela) 9 29% Pontuação ≤ 57% (Faixa Vermelha) 4 13% Total 31 100% Fonte: Autores Tabela 2 – Resultados obtidos nas auditorias Para os Kaizens que ficaram com pontuação na faixa amarela foram determinados novos planos de ação para concretização das atividades pendentes e novas oportunidades de melhoria com prazos de execução de até 45 dias. Analisando as auditorias dos quatro Kaizens que tiveram pontuação abaixo de 57%, é clara a não sustentação dos resultados e a não implementação completa das atividades planejadas. Para resolver essa questão, foi sugerida uma reunião em cada área, envolvendo todos os participantes e suas lideranças, a fim de se obter uma resposta e uma solução para a não concretização dos eventos realizados, gerando um novo plano com o mesmo prazo de 45 dias para execução. O processo de auditoria levou ao compartilhamento de boas práticas entre as áreas, além de uma competição sadia para classificar os Kaizens com notas mais altas, gerando um ambiente de cooperação entre as lideranças e equipe de processos. 4. Conclusão Através dos dados obtidos, percebe-se que a aplicação desse método de melhoria promoveu um resultado benéfico imediato na alteração de método de trabalho, leiaute dos postos de trabalho produtividade. Como o foco do Kaizen de Balanceamento é o ganho de produtividade, com consequente ganho na qualidade e segurança, ocorreu uma mudança na forma de trabalho dos operadores, porém o mais importante foi a mudança cultural. Mesmo alcançando os resultados durante os quatro dias de evento, é muito difícil para os operadores mudarem sua maneira de trabalhar rapidamente, pois faz parte da natureza humana essa resistência à mudança. Na metodologia de GBO não é diferente, e por isso, é preciso ter a liderança comprometida e atuante no chão de fábrica, para que os operadores se sintam mais confortáveis em fazerem sugestões e aplicarem as alterações necessárias de forma clara e objetiva. Com a realização das auditorias, percebem-se algumas diferenças nos resultados a médio e longo prazo. Grande parte dos participantes se sente satisfeita com a realização do evento e com as melhorias alcançadas. Outros participantes já não têm a mesma opinião devido à falta 9 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. de sustentação dos resultados por parte da gestão e da falta de comunicação na área pelas lideranças, pontos estes que convergem com os resultados internos de pesquisa de clima da empresa estudada. É evidente que depois de um evento bem realizado, um acompanhamento e execução das oportunidades propostas e sustentação das metas e melhorias, os resultados são percebidos, estimulando novas idéias. Esse processo de melhoria contínua é determinado por dois fatores: a cultura e envolvimento das pessoas. Por meio dos resultados já mencionados do ponto de vista de produtividade e melhorias implantadas, obtidos através de treinamentos, coleta de dados e auditorias, é possível afirmar que para uma empresa ser mais competitiva no mercado e com processos estáveis, um dos caminhos mais curtos e eficazes de atingir saldos positivos é através da implantação de Kaizen, ou seja, da busca pela melhoria continua envolvendo todos os níveis da empresa. 5. Recomendação de Trabalhos Futuros Recomendasse como potenciais trabalhos futuros: a) A definição de modelos de pré eventos de Kaizen, o que se percebeu neste trabalho é que a preparação prévia é fundamental para que a semana Kaizen obtenha sucesso, construindo ao final um plano de ação possível de ser executado adequadamente; b) A definição de padrões de pós Kaizens com auditorias mais simples e possíveis de serem realizadas pelos operadores em períodos mais curtos, sinalizando o mais breve possível uma tendência de degradação dos ganhos obtidos; c) Estudo do perfil mais adequado para os participantes de semanas kaizen, sempre que possível mesclando diferentes áreas. Observou-se semanas de trabalho intensas com grande participação e outras onde o perfil dos escolhidos não permitiu discussões e novas idéias passíveis de implantação. 6. Referências Bibliográficas GOUNET, T. “O Fordismo”, Fordismo e toyotismo na civilização do automóvel. São Paulo: Boitempo Editorial, 1999. p.18-23. IMAI, M. Gemba Kaizen: estratégias e técnicas do kaizen no piso de fábrica. São Paulo: IMAM, p. 9-18, 25-27, 69-77, 167-171, 1996. KISHIDA, M., SILVA, A.H., GUERRA, E. Benefícios da Implementação do Trabalho Padronizado na ThyssenKrupp. 2005. Disponível em <http://www.lean.org.br>. Acessado em 11/10/2010. LIKER, J.K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman, p. 25-29, 106, 154-156, 246, 2005. LIKER, J.K., MEIER, D.P. O modelo Toyota: Manual de aplicação. Porto Alegre: Bookman, 2007. PANAZZO, R., Kaizen, 2009. Disponível em <http://www.administradores.com.br/informe-se/producaoacademica/kaizen/1759/. Acessado em 14/09/2010 ROTHER, M., HARRIS, R. Criando Fluxo Contínuo: um guia de ação para gerentes, engenheiros e associados da produção, São Paulo: Lean Institute do Brasil, 2002. SHINGO, S. O sistema Toyota de Produção do ponto de vista da Engenharia de Produção. Porto Alegre, Bookman, 1996. SMITH, V. New Forms of work organization. Annual Review of Sociology. v.23, 1997. P.315-339. 10 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. SUZAKI, K. The New Manufacturing Challenge: techniques for continuous improvement. New York: The Free Press, p. 25-31, 1987. 11 XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011. ANEXO 01 A auditoria Kaizen segue o questionário abaixo. Auditoria Kaizen Data da realização Kaizen: Manufatura: Equipamento/Processo: Nome do líder do evento: Auditados: Coordenador: Eng. Processos: Supervisor: Auditores: STATUS L L K J Data da Auditoria: Faixas QUESTÕES RESPOSTAS A demanda atual convertida em Tempo Takt corresponde aos cenários estudados 1 no Kaizen? Se não, comente qual a demanda atual. O plano de ação de curto prazo foi executado? Qual a porcentagem de itens 2 concluídos? 3 2 0 está na faixa até +10% ou 10% até +20% ou 20% > 75% >60% <60% > 75% >60% <60% atualizado bimestral ou menor atualizado trimestral sem atualização Notas O plano de ação de médio/longo prazo foi 3 executado? Qual a porcentagem de itens concluídos? 4 O A3 foi atualizado? Indicadores / Plano. É possível evidenciar que a produtividade 5 ganho de +20 à ganho de +10 à 30% produtividade 15% produtividade base base planejada está sendo atingida? Se não, comente quais itens impedem o atingimento. O número de pessoas estabelecida após o Kaizen está sendo seguido em todos os 6 turnos? 7 vagas reduzidas e pessoas liberadas 100% ou NA Há evidência de FITs Mestres com a sequência das atividades acordadas no Kaizen? vagas reduzidas parcialmente sem ganho de produtividade vagas não reduzidas acima 100% acima 75% postos método postos com FITs com FITs mestres parcialmente mestres expostas expostas e op´s documentado ou e op´s treinados treinados falta treinamento Colete comentários dos operadores quanto 8 a percepção após o Kaizen. Segurança / Qualidade / Produtividade - o Positivo Neutro Negativo Positivo Neutro Negativo hora hora exposto + controle setup (onde aplicável) intervalo maior que 1 hora sem controle e sem quadro Não Relevante Pouco Relevante Primordial > = 26 < 18 <= 25 < = 18 que mudou? Colete comentários do Eng. de Processos 9 quanto a percepção após o Kaizen. Segurança / Qualidade / Produtividade - o que mudou? Existe controle visual hora a hora para a 10 produção após o Kaizen? (se foi contemplado Setup, questione se há controle dos setups realizados) O que está pendente e é relevante para que o resultado do Kaizen possa ser atingido 11 plenamente? (Questione o Engenheiro Processos, Coordenador e Supervisor) Faixas 0 Nota Final 12
Baixar