Manual do Utilizador
CNC Pilot 4290
Software de NC
625 952-xx
V7.1
Português (pt)
7/2011
Teclado de introdução de dados
Consola da máquina
Modo de funcionamento Comando manual
Início de ciclo
Modo de funcionamento Automático
Paragem de ciclo
Modos de funcionamento de programação (DIN PLUS,
Simulação, TURN PLUS)
Paragem do avanço
Modos de funcionamento de organização (Parâmetros,
Assistência, Transfer)
Paragem do mandril
Visualizar estado do erro
Mandril ligado – direção M3/M4
Chamar sistema de informações
Mandril "passo a passo" – direção M3/M4
(o mandril roda apenas enquanto se
pressiona a tecla).
ESC (escape = inglês: escapar)
Teclas de direção manuais +X/–X
voltar para o nível de menu anterior
Fechar a caixa de diálogo, não guardar dados
INS (insert = inglês: inserir)
Teclas de direção manuais +Z/–Z
Inserir elemento de lista
Fechar a caixa de diálogo, guardar dados
ALT (alter = inglês: alterar)
Teclas de direção manuais +Y/–Y
Alterar elemento de lista
DEL (delete = inglês: apagar)
Tecla de marcha rápida
Apagar o elemento de lista
apaga o caráter selecionado ou que se encontra à
esquerda do cursor
...
Algarismos para introdução de valores e
seleção de softkeys
tecla de troca de carro
Ponto decimal
tecla de troca de mandril
Menos para introdução de sinal
Rotações do mandril no valor programado
"Tecla Continuar" para funções especiais (p. ex., marcar)
Teclas de cursor
HEIDENHAIN CNC PILOT 4290
Aumentar/reduzir as rotações do mandril
em 5%
Potenciómetro de override para
sobreposição do avanço
3
Teclado de introdução de dados
Página seguinte, Página anterior
Alterna para a página do ecrã precedente/
seguinte
Alterna para a caixa de diálogo precedente/
seguinte
Alterna entre janelas de introdução
Enter – conclusão de uma introdução de valores
4
Consola da máquina
Touchpad com botão direito e esquerdo
do rato
CNC PILOT 4290, Software e
funções
Este Manual descreve as funções que estão disponíveis no CNC
PILOT 4290 com o número de software NC 625 952-xx (versão 7.1). A
programação dos eixos B e Y não faz parte deste Manual, sendo
explicada no Manual do Utilizador "CNC PILOT 4290 Eixo B e Y".
Através de parâmetros, o fabricante da máquina adapta as
capacidades úteis do comando ao respetivo torno. Por isso, neste
manual descrevem-se também funções que não estão disponíveis em
todos os CNC PILOT.
As funções do CNC PILOT que não se encontram disponíveis em
todas as máquinas são, por exemplo:
Maquinagens com o eixo C
Maquinagens com o eixo B
Maquinagens com o eixo Y
Maquinagem completa
Supervisão da ferramenta
Definição de contornos gráfica interativa
Criação de programas DIN PLUS automática ou graficamente
interativa
Contacte o fabricante da máquina para tomar conhecimento do apoio
individual à máquina ativada.
Muitos fabricantes de máquinas e a HEIDENHAIN oferecem cursos de
programação para o CNC PILOT. Recomenda-se a participação nestes
cursos, para se ficar a conhecer de forma intensiva as funções do CNC
PILOT.
Conjugado com o CNC PILOT 4290, a HEIDENHAIN oferece o pacote
de software DataPilot 4290 para PC. O DataPilot é apropriado para a
zona da oficina próxima da máquina, para o escritório do mestre, a
preparação do trabalho e para a formação.
Local de utilização previsto
O CNC PILOT 4290 corresponde à Classe A segundo A EN 55022 e
destina-se principalmente ao funcionamento em ambientes
industriais.
HEIDENHAIN CNC PILOT 4290
5
Índice
1
2
3
4
5
6
7
8
9
10
11
Introdução e princípios básicos
Indicações sobre a operação
Comando manual e modo automático
Programação DIN
Simulação gráfica
TURN PLUS
Parâmetros
Meios de produção
Assistência e diagnóstico
Transfer
Tabelas e resumos
HEIDENHAIN CNC PILOT 4290
7
1 Introdução e princípios básicos ..... 29
1.1 O CNC PILOT ..... 30
Programação ..... 30
O eixo C ..... 31
O eixo Y ..... 32
Maquinagem completa ..... 33
O eixo B ..... 34
1.2 Os modos de funcionamento ..... 35
1.3 Níveis de ampliação (opções) ..... 37
1.4 Princípios básicos ..... 39
Transdutores de posição e marcas de referência ..... 39
Designações dos eixos e sistema de coordenadas ..... 40
Pontos de referência da máquina ..... 40
Posições da peça de trabalho absolutas e incrementais ..... 41
Unidades de medição ..... 42
1.5 Dimensões da ferramenta ..... 43
2 Indicações sobre a operação ..... 45
2.1 Superfície de serviço ..... 46
Visualizações no ecrã ..... 46
Elementos de comando ..... 47
Seleção do modo de funcionamento ..... 48
Registos de dados, seleção de funções ..... 49
2.2 Sistema de informação e mensagens de erro ..... 51
O sistema de informação ..... 51
Ajuda sensível ao contexto ..... 53
Mensagens de erro diretas ..... 53
Indicação de erros ..... 54
Informação adicional acerca das mensagens de erro ..... 55
Visualização do PLC ..... 55
2.3 Cópia de segurança de dados ..... 56
2.4 Explicação dos conceitos utilizados ..... 57
HEIDENHAIN CNC PILOT 4290
9
3 Comando manual e modo automático ..... 59
3.1 Ligar, Desligar, Deslocação de referência ..... 60
Ligar ..... 60
Deslocação de referência para todos os eixos ..... 61
Referência passo a passo para cada eixo ..... 62
Supervisão do sensor EnDat ..... 62
Desligar ..... 63
3.2 Modo de funcionamento Comando manual ..... 64
Introduzir dados da máquina ..... 65
Comandos M no comando manual ..... 66
Maquinagem de torneamento manual ..... 67
Volante ..... 68
Teclas de mandril e de direção manual ..... 68
Tecla de troca de carro e de mandril ..... 69
3.3 Tabela de ferramentas e de dispositivos tensores ..... 70
Ajustar a lista de ferramentas ..... 71
Comparar a lista de ferramentas com o programa NC ..... 73
Aceitar a lista de ferramentas do programa NC ..... 74
Ferramentas simples ..... 74
Gestão do tempo de vida ..... 75
Ajustar a tabela de dispositivos tensores ..... 77
3.4 Funções de ajuste ..... 78
Memorizar o ponto de troca de ferramenta ..... 78
Deslocar o ponto zero da peça de trabalho ..... 79
Determinar a zona de proteção ..... 80
Ajustar as dimensões da máquina ..... 81
Medir ferramenta ..... 82
Determinar a correção da ferramenta ..... 84
3.5 Modo automático ..... 85
Seleção de programa ..... 86
Procura do bloco inicial ..... 88
Influenciar a execução do programa ..... 89
Correções ..... 91
Gestão do tempo de vida ..... 92
Modo de inspeção ..... 93
Visualização do bloco, saída de variáveis ..... 97
Visualização gráfica ..... 98
Cabeçote móvel mecatrónico ..... 100
Estado da medição pós-processo ..... 100
3.6 Visualização da máquina ..... 101
Alternar visualização ..... 101
Elementos de visualização ..... 102
10
3.7 Supervisão de carga ..... 105
Trabalhar com a supervisão de carga ..... 106
Maquinagem de referência ..... 107
Produção com supervisão da carga ..... 108
Editar valores limite ..... 109
Analisar a maquinagem de referência ..... 110
Parâmetros para a supervisão de carga ..... 111
4 Programação DIN ..... 113
4.1 Programação DIN ..... 114
Introdução ..... 114
Ecrã DIN PLUS ..... 115
Eixos lineares e rotativos ..... 116
Unidades de medição ..... 117
Elementos do programa DIN ..... 118
4.2 Instruções de programação ..... 120
Configuração do editor DIN ..... 120
Edição paralela ..... 121
Selecionar submenus, posicionar o cursor ..... 121
Criar, alterar e apagar blocos NC ..... 122
Funções de procura ..... 123
Edição guiada ou livre ..... 124
Comandos de geometria e maquinagem ..... 124
Programação de contornos ..... 125
Lista de funções G ..... 127
Parâmetros de endereço ..... 127
Programação de ferramentas ..... 128
Subprogramas, programas de peritos ..... 129
Compilação do programa NC ..... 129
Ciclos de maquinagem ..... 130
4.3 O editor DIN PLUS ..... 131
Resumo do "Menu principal" ..... 131
Resumo do "Menu de geometria" ..... 132
Resumo do "Menu de maquinagem" ..... 133
Novo programa NC ..... 134
Gestão de programas NC ..... 135
Janela de gráfico ..... 136
Programação de bloco ..... 137
Numeração de blocos ..... 138
Programar "instruções" ..... 139
Menu de conjunto de blocos ..... 141
HEIDENHAIN CNC PILOT 4290
11
4.4 Identificação de secção de programa ..... 143
Secção CABEÇALHO DO PROGRAMA ..... 144
Secção REVÓLVER ..... 145
Secção DISPOSITIVO TENSOR ..... 150
Secção CONTORNO ..... 151
Secção BLOCO ..... 151
Secção PEÇA PRONTA ..... 151
Secção CONTORNO AUXILIAR ..... 152
Secção SUPERFÍCIE FRONTAL ..... 152
Secção PARTE POSTERIOR ..... 152
Secção SUPERFÍCIE LATERAL ..... 152
Secção MAQUINAGEM ..... 152
Identificação FIM ..... 152
Instrução ATRIBUIÇÃO $.. ..... 152
Secção SUBPROGRAMA ..... 153
Identificação RETURN ..... 153
Identificação CONST ..... 153
4.5 Descrição do bloco ..... 154
Mandril de cilindro/tubo G20-Geo ..... 154
Peça fundida G21-Geo ..... 154
4.6 Elementos básicos do contorno de torneamento ..... 155
Ponto inicial do contorno de torneamento G0-Geo ..... 155
Distância do contorno de torneamento G1-Geo ..... 155
Arco de círculo do contorno de torneamento G2-/G3-Geo ..... 157
Arco de círculo do contorno de torneamento G12-/G13-Geo ..... 159
4.7 Elementos de forma do contorno de torneamento ..... 160
Recesso (padrão) G22–Geo ..... 160
Recesso (geral) G23–Geo ..... 161
Rosca com entalhe G24–Geo ..... 163
Contorno de entalhe G25–Geo ..... 164
Rosca (padrão) G34–Geo ..... 167
Rosca (geral) G37–Geo ..... 168
Furo (centrado) G49–Geo ..... 170
4.8 Atributos para a descrição do contorno ..... 171
Paragem exata ..... 172
Rugosidade G10-Geo ..... 172
Redução do avanço G38-Geo ..... 173
Atributos para elementos de sobreposição G39-Geo ..... 173
Medida excedente bloco a bloco G52-Geo ..... 174
Avanço por rotação G95-Geo ..... 174
Correção aditiva G149-Geo ..... 175
4.9 Contornos de eixo C – Princípios básicos ..... 176
Posição dos contornos de fresagem ..... 176
Padrão circular com ranhuras circulares ..... 178
12
4.10 Contornos do lado frontal/posterior ..... 181
Ponto inicial do contorno de lado frontal/posterior G100-Geo ..... 181
Distância do contorno de lado frontal/posterior G101-Geo ..... 182
Arco de círculo do contorno de lado frontal/posterior G102/G103-Geo ..... 183
Furo no lado frontal/posterior G300-Geo ..... 184
Ranhura linear no lado frontal/posterior G301-Geo ..... 185
Ranhura circular no lado frontal/posterior G302-Geo ..... 186
Círculo completo no lado frontal/posterior G304-Geo ..... 187
Retângulo no lado frontal/posterior G305-Geo ..... 187
Polígono regular no lado frontal/posterior G307-Geo ..... 188
Padrão linear no lado frontal/posterior G401-Geo ..... 188
Padrão circular no lado frontal/posterior G402-Geo ..... 189
4.11 Contornos de superfícies laterais ..... 190
Ponto inicial do contorno de superfície lateral G110-Geo ..... 190
Distância do contorno de superfície lateral G111-Geo ..... 191
Arco de círculo do contorno de superfície lateral G112-/G113-Geo ..... 192
Furo em superfície lateral G310-Geo ..... 193
Ranhura linear em superfície lateral G311-Geo ..... 194
Ranhura circular em superfície lateral G312/G313-Geo ..... 194
Círculo completo em superfície lateral G314-Geo ..... 195
Retângulo em superfície lateral G315-Geo ..... 195
Polígono regular em superfície lateral G317-Geo ..... 196
Padrão linear em superfície lateral G411-Geo ..... 197
Padrão circular em superfície lateral G412-Geo ..... 198
4.12 Posicionar a ferramenta ..... 199
Marcha rápida G0 ..... 199
Ponto de troca de ferramenta G14 ..... 199
Marcha rápida em coordenadas de máquina G701 ..... 200
4.13 Movimentos lineares e circulares simples ..... 201
Movimento linear G1 ..... 201
Movimento circular G2/G3 ..... 202
Movimento circular G12/G13 ..... 203
4.14 Avanço, rotações ..... 204
Limite de rotações G26 ..... 204
Aceleração (Slope) G48 ..... 204
Avanço interrompido G64 ..... 205
Avanço por minuto de eixos rotativos G192 ..... 205
Avanço por dente Gx93 ..... 206
Avanço constante G94 (avanço por minuto) ..... 206
Avanço por rotação Gx95 ..... 206
Velocidade de corte constante Gx96 ..... 207
Rotações Gx97 ..... 207
4.15 Compensação do raio da lâmina e da fresa ..... 208
G40: desligar CRL, CRF ..... 209
G41/G42: ligar CRL/CRF ..... 209
HEIDENHAIN CNC PILOT 4290
13
4.16 Deslocações do ponto zero ..... 210
Deslocação do ponto zero G51 ..... 211
Deslocação do ponto zero dependente de parâmetros G53, G54, G55 ..... 211
Deslocação do ponto zero aditiva G56 ..... 212
Deslocação do ponto zero absoluta G59 ..... 213
Dobrar contorno G121 ..... 214
4.17 Medida excedente ..... 216
Desligar medida excedente G50 ..... 216
Medida excedente paralela ao eixo G57 ..... 216
Medida excedente paralela ao contorno (equidistante) G58 ..... 217
4.18 Distâncias de segurança ..... 218
Distância de segurança G47 ..... 218
Distância de segurança G147 ..... 218
4.19 Ferramenta, correções ..... 219
Trocar ferramenta – T ..... 219
(Troca da) correção da lâmina G148 ..... 220
Correção aditiva G149 ..... 221
Consideração da ponta da ferramenta direita G150
Consideração da ponta da ferramenta esquerda G151 ..... 222
Cadeias de medidas de ferramenta G710 ..... 223
4.20 Ciclos de torneamento referentes a contornos ..... 224
Trabalhar com ciclos referentes a contornos ..... 224
Desbaste longitudinal G810 ..... 225
Desbaste transversal G820 ..... 228
Desbaste paralelo ao contorno G830 ..... 231
Paralelamente ao contorno com ferramenta neutra G835 ..... 233
Puncionamento G860 ..... 235
Ciclo de recesso G866 ..... 237
Ciclo de torneamento de punção G869 ..... 238
Acabamento do contorno G890 ..... 241
4.21 Ciclos de torneamento simples ..... 244
Final de ciclo G80 ..... 244
Torneamento longitudinal simples G81 ..... 244
Facear simples G82 ..... 245
Ciclo de repetição de contorno G83 ..... 247
Ciclo de entalhe G85 ..... 248
Puncionamento G86 ..... 250
Raio do cilindro G87 ..... 251
Ciclo de chanfre G88 ..... 252
4.22 Ciclos de roscagem ..... 253
Atuador de rosca G933 ..... 253
Ciclo de rosca G31 ..... 254
Ciclo de rosca simples G32 ..... 256
Curso individual de rosca G33 ..... 258
14
4.23 Ciclos de perfuração ..... 260
Ciclo de perfuração G71 ..... 260
Furação de alargamento, rebaixamento G72 ..... 262
Roscagem G73 ..... 263
Roscagem G36 ..... 264
Perfuração de furo em profundidade G74 ..... 265
4.24 Comandos do eixo C ..... 268
Selecionar eixo C G119 ..... 268
Diâmetro de referência G120 ..... 268
Deslocação do ponto zero do eixo C G152 ..... 269
Padronizar o eixo C G153 ..... 269
4.25 Maquinagem do lado frontal/posterior ..... 270
Marcha rápida no lado frontal/posterior G100 ..... 270
Linear no lado frontal/posterior G101 ..... 271
Arco de círculo no lado frontal/posterior G102/G103 ..... 272
4.26 Maquinagem de superfície lateral ..... 273
Marcha rápida na superfície lateral G110 ..... 273
Linear na superfície lateral G111 ..... 274
Superfície lateral circular G112/G113 ..... 275
4.27 Ciclos de fresagem ..... 276
Fresagem de contorno G840 – Princípios básicos ..... 276
Fresagem de caixa Desbaste G845 – Princípios básicos ..... 286
Fresagem de caixa Acabamento G846 ..... 292
Fresagem de rosca axial G799 ..... 294
Gravar Superfície frontal G801 ..... 295
Gravar Superfície lateral G802 ..... 296
Tabela de carateres para Gravar ..... 297
4.28 Atribuição, sincronização, transferência da peça de trabalho ..... 298
Converter e refletir G30 ..... 298
Mandril com peça de trabalho G98 ..... 299
Grupo de peças de trabalho G99 ..... 300
Sincronização unilateral G62 ..... 300
Definir marca de sincronização G162 ..... 301
Início sincronizado de cursos G63 ..... 301
Função de sincronização M97 ..... 302
Sincronização do mandril G720 ..... 302
Desvio angular de C G905 ..... 303
Determinar o desvio angular no movimento sincronizado do mandril G906 ..... 304
Deslocação para batente fixo G916 ..... 304
Controlo de corte através da supervisão de erros de arrasto G917 ..... 307
Controlo de corte através da supervisão do mandril G991 ..... 308
Valores do controlo de corte G992 ..... 309
HEIDENHAIN CNC PILOT 4290
15
4.29 Seguimento de contorno ..... 310
Guardar/carregar seguimento de contorno G702 ..... 310
Seguimento de contorno G703 ..... 310
Ramificação K por predefinição G706 ..... 311
4.30 Medição durante o processo e pós-processo ..... 312
Medição durante o processo ..... 312
Medição pós-processo G915 ..... 314
4.31 Supervisão de carga ..... 316
Princípios básicos da supervisão de carga ..... 316
Determinar zona de supervisão G995 ..... 317
Tipo de supervisão de carga G996 ..... 317
4.32 Funções especiais G ..... 318
Tempo de espera G4 ..... 318
Paragem exata G7 ..... 318
Paragem exata desligada G8 ..... 318
Paragem exata G9 ..... 318
Deslocar eixo rotativo G15 ..... 319
Desligar a zona de proteção G60 ..... 319
Dispositivo tensor na simulação G65 ..... 320
Posição do agregado G66 ..... 321
Aguardar o momento G204 ..... 321
Atualizar valores nominais G717 ..... 321
Sair do erro de arrasto G718 ..... 322
Valores reais na variável G901 ..... 322
Deslocação do ponto zero na variável G902 ..... 322
Erro de arrasto na variável G903 ..... 322
Supervisão de rotações bloco a bloco desligada G907 ..... 322
Sobreposição de avanço 100% G908 ..... 323
Paragem do interpretador G909 ..... 323
Comando piloto G918 ..... 323
Override de mandril 100% G919 ..... 323
Desativar deslocações do ponto zero G920 ..... 324
Desativar deslocações do ponto zero, comprimentos de ferramenta G921 ..... 324
Número T interno G940 ..... 324
Transferir correções de posição do carregador G941 ..... 325
Limite de erro de arrasto G975 ..... 325
Ativar deslocações do ponto zero G980 ..... 325
Ativar deslocações do ponto zero, comprimentos de ferramenta G981 ..... 326
Supervisão do mandril do cabeçote móvel G930 ..... 326
Rotações com constante V G922 ..... 327
16
4.33 Introduções de dados, saídas de dados ..... 328
Janela de saídas para variáveis # "WINDOW" ..... 328
Introdução de variáveis # "INPUT" ..... 328
Saída de variáveis # "PRINT" ..... 329
Simular variável V ..... 329
Janela de saídas para variáveis V "WINDOWA" ..... 329
Introdução de variáveis V "INPUTA" ..... 330
Saída de variáveis V "PRINTA" ..... 330
4.34 Programação de variáveis ..... 331
Variável # ..... 332
Variável V ..... 335
4.35 Execução de bloco condicional ..... 339
Ramificação de programa "IF..THEN..ELSE..ENDIF" ..... 339
Repetição de programa „WHILE..ENDWHILE“ ..... 340
SWITCH..CASE – Ramificação de programa ..... 341
Plano omitido /.. ..... 343
Identificação do carro $.. ..... 343
4.36 Sub-programas ..... 344
Chamada de subprograma: L"xx" V1 ..... 344
Diálogos em chamadas de subprogramas ..... 345
Imagens de ajuda para chamadas de subprograma ..... 346
4.37 Comandos M ..... 347
Comandos M para controlo da execução do programa ..... 347
Comandos de máquina ..... 348
4.38 Tornos com vários carros ..... 349
Programação de vários carros ..... 349
Execução do programa ..... 351
Posicionar a luneta ..... 352
Luneta acompanhante ..... 354
Dois carros trabalham simultaneamente ..... 356
Dois carros trabalham consecutivamente ..... 358
Maquinagem com ciclo de quatro eixos ..... 360
4.39 Maquinagem completa ..... 362
Princípios básicos da maquinagem completa ..... 362
Programação da maquinagem completa ..... 363
Maquinagem completa com contramandril ..... 364
Maquinagem completa com um mandril ..... 367
4.40 Exemplo de programa DIN PLUS ..... 369
Exemplo de subprograma com repetições do contorno ..... 369
HEIDENHAIN CNC PILOT 4290
17
4.41 Modelos DIN PLUS ..... 372
O modelo de início ..... 372
O modelo estrutural ..... 372
Formação de um modelo estrutural ..... 373
Parâmetros de transferência em modelos estruturais ..... 373
Editar modelos estruturais ..... 374
Imagens de ajuda para modelos estruturais ..... 374
O menu de modelos ..... 374
Exemplo de um modelo ..... 375
4.42 Conexão entre comandos de geometria e maquinagem ..... 377
Maquinagem de torneamento ..... 377
Maquinagem do eixo C – Lado frontal/posterior ..... 378
Maquinagem do eixo C – Superfície lateral ..... 378
5 Simulação gráfica ..... 379
5.1 O modo de funcionamento Simulação ..... 380
Divisão do ecrã, softkeys ..... 381
Elementos de representação ..... 382
Visualizar ..... 383
Deslocações do ponto zero ..... 385
Representação de curso ..... 386
Janela de simulação ..... 387
Definir janela de simulação ..... 388
Configurar simulação ..... 389
Adaptar secção da imagem (lupa) ..... 390
Erros e avisos ..... 391
Ativar simulação ..... 391
Modo de simulação ..... 392
5.2 Simulação de contorno ..... 393
Funções da simulação de contorno ..... 393
Medição de contorno ..... 394
5.3 Simulação da maquinagem ..... 395
Controlar a maquinagem da peça de trabalho ..... 395
Supervisão das zonas de proteção e interruptores limite (simulação de maquinagem) ..... 396
Supervisão dinâmica dos interruptores limite ..... 396
Verificar contorno ..... 397
Guardar o contorno criado ..... 397
Visualizar ponto de referência da lâmina ..... 398
5.4 Simulação de movimento ..... 399
Simulação em "tempo real" ..... 399
Supervisão das zonas de proteção e interruptores limite (simulação de movimento) ..... 400
Verificar contorno ..... 401
18
5.5 Vista 3D ..... 402
Influenciar representação 3D ..... 402
5.6 Funções de Debug ..... 403
Simulação com bloco inicial ..... 403
Apresentar variáveis ..... 404
Editar variável ..... 405
5.7 Controlar programas de canais múltiplos ..... 406
5.8 Cálculo do tempo, análise do ponto de sincronização ..... 407
Cálculo do tempo ..... 407
Análise do ponto de sincronização ..... 407
6 TURN PLUS ..... 409
6.1 O modo de funcionamento TURN PLUS ..... 410
Conceito TURN PLUS ..... 410
Ficheiros TURN PLUS ..... 411
Gestão de programas TURN PLUS ..... 411
Instruções de operação ..... 412
6.2 Cabeçalho do programa ..... 413
Criar programas estruturais com o TURN PLUS ..... 414
6.3 Descrição de peça de trabalho ..... 416
Introdução do contorno de bloco ..... 416
Introdução do contorno de peça pronta ..... 417
Sobrepor elementos de forma ..... 418
Integrar elementos de sobreposição ..... 419
Introdução dos contornos do eixo C ..... 420
6.4 Contornos de blocos ..... 422
Barra ..... 422
Tubo ..... 422
Peça fundida (ou peça forjada) ..... 423
6.5 Contorno de peça pronta ..... 424
Instruções de definição de contorno ..... 424
Ponto inicial do contorno ..... 424
Elementos lineares ..... 425
Elemento circular ..... 426
HEIDENHAIN CNC PILOT 4290
19
6.6 Elementos de forma ..... 428
Chanfre ..... 428
Arredondamento ..... 428
Entalhe em forma de E ..... 429
Entalhe em forma de F ..... 429
Entalhe em forma de G ..... 429
Entalhe em forma de H ..... 430
Entalhe em forma de K ..... 430
Entalhe em forma de U ..... 430
Recesso geral ..... 431
Recesso em forma de D (vedante) ..... 432
Rotação livre (forma FD) ..... 433
Recesso em forma de S (anel de segurança) ..... 433
Rosca ..... 434
Furação (centrada) ..... 435
6.7 Elementos de sobreposição ..... 438
Arco de círculo ..... 438
Cunha/círculo arredondado ..... 438
Pontão ..... 439
Sobreposição linear ..... 439
Sobreposição circular ..... 440
20
6.8 Contornos de eixo C ..... 441
Posição de um contorno de lado frontal ou posterior ..... 441
Posição de um contorno de superfície lateral ..... 441
Profundidade de fresagem ..... 441
Medição em contornos de eixo C ..... 442
Lado frontal ou posterior: ponto inicial ..... 442
Lado frontal ou posterior: elemento linear ..... 443
Lado frontal ou posterior: elemento circular ..... 444
Lado frontal ou posterior: furo individual ..... 446
Lado frontal ou posterior: círculo (círculo completo) ..... 448
Lado frontal ou posterior: retângulo ..... 449
Lado frontal ou posterior: polígono ..... 450
Lado frontal ou posterior: ranhura linear ..... 451
Lado frontal ou posterior: ranhura circular ..... 452
Lado frontal ou posterior: padrão linear de furos ou de figura ..... 453
Lado frontal ou posterior: padrão circular de furos ou de figura ..... 454
Superfície lateral: ponto inicial ..... 455
Superfície lateral: elemento linear ..... 456
Superfície lateral: elemento circular ..... 457
Superfície lateral: furo individual ..... 458
Superfície lateral: círculo (círculo completo) ..... 460
Superfície lateral: retângulo ..... 461
Superfície lateral: polígono ..... 462
Superfície lateral: ranhura linear ..... 463
Superfície lateral: ranhura circular ..... 464
Superfície lateral: padrão linear de furos ou figura ..... 465
Superfície lateral: padrão circular de furos ou figura ..... 466
6.9 Funções auxiliares ..... 467
Elementos de contorno não solucionados ..... 467
Seleções ..... 468
Deslocar o ponto zero ..... 472
Duplicar linearmente a secção de contorno ..... 472
Duplicar circularmente a secção de contorno ..... 473
Duplicar a secção de contorno mediante reflexão ..... 473
Calculadora ..... 474
Digitalização ..... 475
Verificar elementos de contorno (Inspetor) ..... 476
Mensagens de erro ..... 477
6.10 Importar contornos DXF ..... 478
Princípios básicos da importação de DXF ..... 478
Configuração da importação de DXF ..... 479
Importação de DXF ..... 480
HEIDENHAIN CNC PILOT 4290
21
6.11 Manipular contornos ..... 481
Alterar contorno de bloco ..... 481
Apagar elementos de contorno ..... 482
Alterar elementos de contorno ou de forma ..... 482
Inserir contorno ou elemento de contorno ..... 483
Fechar o contorno ..... 484
Resolver o contorno ..... 484
Aparar – Elemento linear ..... 485
Aparar – Comprimento do contorno ..... 486
Aparar – Raio de um arco de círculo ..... 486
Aparar – Diâmetro de um elemento linear ..... 487
Transformações – Princípios básicos ..... 487
Transformações – Deslocar ..... 488
Transformações – Rodar ..... 488
Transformações – Refletir ..... 489
Transformações – Inverter ..... 489
6.12 Fazer corresponder atributos ..... 490
Atributos do bloco ..... 490
Atributo "Medida excedente" ..... 491
Atributo "Avanço" ..... 492
Atributo "Rugosidade" ..... 493
Atributo "Correção aditiva" ..... 493
Atributo de maquinagem "Medir" ..... 494
Atributo de maquinagem "Roscagem" ..... 494
Atributo de maquinagem "Furar – Plano de retração" ..... 496
Atributo de maquinagem "Combinações de furos" ..... 496
Atributo de maquinagem "Fresagem de contorno" ..... 497
Atributo de maquinagem "Fresagem de superfície" ..... 498
Atributo de maquinagem "Rebarbar" ..... 499
Atributo de maquinagem "Gravar" ..... 500
Atributo de maquinagem "Paragem exata" ..... 500
Atributo de maquinagem "Ponto de separação" ..... 501
Atributo "Não maquinar" ..... 501
Apagar atributos de maquinagem ..... 502
22
6.13 Equipar ..... 503
Equipar – Princípios básicos ..... 503
Fixar no lado do mandril ..... 504
Fixar no lado do cabeçote móvel ..... 504
Determinar limite de corte ..... 505
Apagar plano de fixação ..... 505
Reaperto – Maquinagem padrão ..... 506
Reapertar – 1.ª fixação depois da 2.ª fixação ..... 507
Parâmetros do mandril de duas, três ou quatro maxilas ..... 510
Parâmetros do mandril de pinça ..... 511
Parâmetros do arrastador frontal ("sem mandril de aperto") ..... 511
Parâmetros do arrastador frontal em maxilas ("Mandril de três maxilas indireto") ..... 512
Ajustar e gerir a lista de ferramentas ..... 512
HEIDENHAIN CNC PILOT 4290
23
6.14 Geração interativa de planos de trabalho (IAG) ..... 516
O plano de trabalho existe ..... 517
Gerar um bloco de trabalho ..... 518
Chamada de ferramenta ..... 519
Dados de corte ..... 519
Especificação de ciclo ..... 520
Resumo: tipo de maquinagem Desbaste ..... 521
Desbaste longitudinal (G810) ..... 523
Desbaste transversal (G820) ..... 524
Desbaste paralelo ao contorno (G830) ..... 525
Desbaste restante – longitudinal ..... 526
Desbaste restante – transversal ..... 527
Desbaste restante – paralelo ao contorno ..... 528
Desbaste de contornos interiores – ferramenta neutra (G835) ..... 529
Resumo: Tipo de maquinagem Puncionamento ..... 530
Puncionamento de contorno radial/axial (G860) ..... 531
Puncionamento radial/axial (G866) ..... 532
Torneamento de corte radial/axial (G869) ..... 533
Cortar ..... 536
Cortar e transferência de peça de trabalho ..... 537
Resumo: Tipo de maquinagem Furar ..... 540
Pré-perfuração centrada (G74) ..... 541
Centrar, rebaixar (G72) ..... 542
Furar, alargar furo, furar em profundidade ..... 543
Roscagem ..... 544
Tipo de maquinagem Acabamento ..... 545
Acabamento – Torneamento de ajuste ..... 548
Acabamento – Entalhe ..... 548
Tipo de maquinagem Rosca (G31) ..... 549
Resumo: Tipo de maquinagem Fresagem ..... 550
Fresagem de contorno – Desbaste/Acabamento (G840) ..... 551
Rebarbar (G840) ..... 553
Gravar (G840) ..... 554
Fresar caixa – Desbaste/Acabamento (G845/G846) ..... 555
Maquinagem especial (SB) ..... 556
6.15 Geração automática de planos de trabalho (AAG) ..... 558
Gerar plano de trabalho ..... 559
Sequência de maquinagem– Princípios básicos ..... 560
Editar e gerir sequências de maquinagem ..... 561
Resumo das sequências de maquinagem ..... 563
6.16 Gráfico de controlo ..... 574
Adaptar secção da imagem (lupa) ..... 574
Comandar o gráfico de controlo ..... 575
24
6.17 Configurar o TURN PLUS ..... 576
Definições gerais ..... 576
Configurar janelas (vistas) ..... 577
Configurar o gráfico de controlo ..... 577
Definir o sistema de coordenadas ..... 578
6.18 Instruções de maquinagem ..... 579
Seleção de ferramenta, ocupação do revólver ..... 579
Puncionamento de contorno, torneamento de corte ..... 580
Furar ..... 580
Valores de corte, agente refrigerante ..... 580
Contornos interiores ..... 581
Contornos interiores ..... 582
Furar ..... 584
Maquinagem ondulada ..... 585
Máquinas com vários carros ..... 587
Maquinagem completa ..... 588
6.19 Exemplo ..... 590
Criar programa ..... 590
Definir o bloco ..... 591
Definir o contorno básico ..... 591
Definir elementos de forma ..... 592
Equipar, fixar peça de trabalho ..... 593
Criar e guardar plano de trabalho ..... 593
HEIDENHAIN CNC PILOT 4290
25
7 Parâmetros ..... 595
7.1 O modo de funcionamento Parâmetros ..... 596
7.2 Editar parâmetros ..... 597
Parâmetros atuais ..... 597
Listas de parâmetros ..... 597
Editar parâmetros de configuração ..... 598
7.3 Parâmetros da máquina (MP) ..... 599
Parâmetros gerais da máquina ..... 599
Parâmetros da máquina para carros ..... 600
Parâmetros da máquina para mandris ..... 601
Parâmetros da máquina para eixos C ..... 602
Parâmetros da máquina para eixos lineares ..... 603
7.4 Parâmetros de comando ..... 605
Parâmetros gerais de comando ..... 605
Parâmetros de comando para a simulação ..... 607
Parâmetros de comando para a visualização da máquina ..... 608
7.5 Parâmetros de ajuste ..... 611
7.6 Parâmetros de maquinagem ..... 613
1 – Parâmetros globais de peça pronta ..... 613
2 – Parâmetros globais de tecnologia ..... 614
3 – Pré-perfuração centrada ..... 616
4 – Desbaste ..... 619
5 – Acabamento ..... 623
6 – Puncionamento e puncionamento de contorno ..... 626
7 – Roscagem ..... 629
8 – Medir ..... 630
9 – Furar ..... 630
10 – Fresar ..... 632
Supervisão de carga ..... 633
20 – Direção de rotação para maquinagem da parte posterior ..... 634
21 - Nome do programa de peritos ..... 635
22 – Sequência da seleção de ferramentas ..... 635
23 – Administração de modelos ..... 636
24 – Parâmetros dos peritos de reaperto ..... 636
26
8 Meios de produção ..... 637
8.1 Base de dados de ferramentas ..... 638
Editor de ferramentas ..... 638
Resumo dos tipos de ferramenta ..... 642
Parâmetros de ferramenta ..... 644
Suporte de ferramenta, montagem da ferramenta ..... 654
8.2 Base de dados de dispositivos tensores ..... 658
Editor de dispositivos tensores ..... 658
Listas de dispositivos tensores ..... 659
Dados dos dispositivos tensores ..... 660
8.3 Base de dados tecnológicos ..... 671
Editar dados tecnológicos ..... 672
Tabelas de valores de corte ..... 673
9 Assistência e diagnóstico ..... 675
9.1 O modo de funcionamento Assistência ..... 676
9.2 Funções de assistência ..... 677
Autorização de utilização ..... 677
Assistência ao sistema ..... 678
Listas de palavras de comprimento fixo ..... 679
9.3 Sistema de manutenção ..... 680
Datas de manutenção e períodos de manutenção ..... 681
Visualizar os procedimentos de manutenção ..... 682
9.4 Diagnóstico ..... 685
Informações e visualizações ..... 685
Ficheiros de registo, ajustes da rede ..... 686
Update de software ..... 687
HEIDENHAIN CNC PILOT 4290
27
10 Transfer ..... 689
10.1 O modo de funcionamento Transfer ..... 690
Resumo dos processos de transferência ..... 691
Configurar a rede Windows ..... 693
Configurar a interface serial ou a "impressora" ..... 696
10.2 Transferência de dados ..... 698
Ativações, tipos de ficheiros ..... 698
Indicações sobre a operação ..... 699
Enviar e receber ficheiros ..... 701
10.3 Parâmetros e meios de produção ..... 704
Enviar parâmetros/meios de produção ..... 705
Carregar parâmetros/meios de produção ..... 706
Criar/ler cópia de segurança de dados ..... 707
Visualizar ficheiros de parâmetros, de meios de produção ou de backup ..... 709
10.4 Organização de ficheiros ..... 710
Princípios básicos da organização de ficheiros ..... 710
Administrar ficheiros ..... 711
11 Tabelas e resumos ..... 713
11.1 Parâmetros de entalhe e de rosca ..... 714
Parâmetros de entalhe DIN 76 ..... 714
Parâmetros de entalhe DIN 509 E ..... 716
Parâmetros de entalhe DIN 509 F ..... 716
Parâmetros da rosca ..... 717
Passo de rosca ..... 718
11.2 Ocupação de conectores e cabos de ligação para interfaces de dados ..... 724
Interface V.24/RS-232-C aparelhos HEIDENHAIN ..... 724
Aparelhos de outras marcas ..... 725
Interface V.11/RS-422 ..... 726
Interface Ethernet Conector RJ45 ..... 726
11.3 Informação técnica ..... 727
Dados técnicos ..... 727
Acessórios ..... 728
28
Introdução e princípios
básicos
HEIDENHAIN CNC PILOT 4290
29
1.1 O CNC PILOT
1.1 O CNC PILOT
O CNC PILOT é um comando numérico para tornos complexos e
centros de torneamento. Para além de torneamentos, o comando
executa maquinagens de furos e fresagens. Os eixos C, Y e B
permitem maquinagens de furos e fresagens na superfície frontal e na
posterior, na superfície lateral e em planos inclinados no espaço. O
CNC PILOT também suporta a maquinagem completa.
O CNC PILOT comanda até seis carros, quatro fusos, dois eixos C, um
eixo B e um carregador de ferramenta orientado para a posição. O
comando processa até quatro peças de trabalho simultaneamente.
Programação
Dependendo da gama de peças e em função da organização, pode
escolher-se a forma mais conveniente de programação.
Em TURN PLUS, a descrição do contorno do bloco e da peça pronta
da sua peça de trabalho faz-se mediante interação gráfica. Em
seguida, chamando a Geração Automática de Plano de Trabalho
[Automatische Arbeitsplan-Generierung (AAG)], o programa NC
apresenta-se de forma totalmente automática, com uma simples
pressão de botão. Em alternativa, está disponível também a Geração
de Plano de Trabalho Interativa [Interaktive Arbeitsplan-Generierung
(IAG)]. Com a IAG, é possível determinar a sequência da maquinagem,
executar a seleção de ferramenta e influenciar a tecnologia da
maquinagem.
Cada passo de trabalho é apresentado no gráfico de controlo e pode
ser imediatamente corrigido. O resultado da criação de um programa
com TURN PLUS é um programa DIN PLUS estruturado.
TURN PLUS minimiza as introduções – mas implica como condição
prévia a descrição das ferramentas e dos dados de corte.
Se, devido aos requisitos tecnológicos, o TURN PLUS não cria o
programa NC ideal, ou se a redução do tempo de produção se
encontra em primeiro plano, a solução é elaborar o programa NC em
DIN PLUS ou otimizar o programa DIN PLUS criado pelo TURN PLUS.
Em DIN PLUS, primeiro faz-se a descrição do contorno do bloco e da
peça pronta da peça de trabalho. Nesta operação, a "programação
geométrica simplificada" não calcula coordenadas medidas, se, por
exemplo, o desenho não é concebido para NC. Em seguida, programase a maquinagem da peça de trabalho com ciclos de maquinagem de
alto rendimento.
Tanto o TURN PLUS como o DIN PLUS suportam maquinagens com
o eixo C ou Y e a maquinagem completa. Para os trabalhos com o eixo
B, encontram-se à disposição ciclos DIN PLUS.
Em alternativa, a peça de trabalho pode ser maquinada em DIN PLUS
com movimentos lineares e circulares e ciclos de torneamento
simples, como na programação DIN convencional.
30
1.1 O CNC PILOT
Na Simulação Gráfica, os programas NC são controlados sob
condições realistas. O CNC PILOT tem em conta a maquinagem de
até quatro peças de trabalho no espaço de trabalho. Nessa operação,
representa a simulação de blocos e peças prontas, dispositivos
tensores e ferramentas segundo a escala. Nos trabalhos com o eixo B
inclinado, o plano de maquinagem é igualmente representado
inclinado. Desta forma, os furos e contornos de fresagem a maquinar
são vistos sem distorção.
A programação e o teste dos programas NC são feitos diretamente na
máquina – também paralelamente ao modo de produção.
Independentemente de se produzirem peças simples ou complexas,
de se fabricarem peças únicas, de se manufaturar uma série ou
grandes séries, o CNC PILOT oferece sempre o apoio certo.
O eixo C
Com o eixo C executam-se maquinagens de furos e fresagens na
superfície frontal e na posterior, assim como na superfície lateral.
Quando se utiliza o eixo C, um eixo interpola com o mandril de forma
linear ou circular no plano de maquinagem predefinido, enquanto que
o terceiro eixo interpola de forma linear.
O CNC PILOT suporta a criação de programas NC com o eixo C em:
DIN PLUS
TURN PLUS Definição de contornos
TURN PLUS Criação de planos de trabalho
HEIDENHAIN CNC PILOT 4290
31
1.1 O CNC PILOT
O eixo Y
Com o eixo Y criam-se maquinagens de furos e fresagens na
superfície frontal e na posterior, assim como na superfície lateral.
Quando se utiliza o eixo Y, dois eixos interpolam de forma linear ou
circular no plano de maquinagem predefinido, enquanto que o terceiro
eixo interpola de forma linear. Desta forma, é possível produzir, por
exemplo, ranhuras ou caixas com fundo plano e bordos de ranhura
verticais. Especificando o ângulo do mandril, determina-se a posição
do contorno de fresagem na peça de trabalho.
O CNC PILOT suporta a criação de programas NC com o eixo Y em:
DIN PLUS
TURN PLUS Definição de contornos
TURN PLUS Criação de planos de trabalho
32
1.1 O CNC PILOT
Maquinagem completa
Com funções como a transferência de peças sincronizada
angularmente com o mandril a rodar, a deslocação para batente fixo,
o corte controlado e a transformação de coordenadas, garantem-se
tanto um tempo de maquinagem otimizado, como uma programação
fácil da maquinagem completa.
As funções para a maquinagem completa estão à disposição em:
DIN PLUS
TURN PLUS Definição de contornos
TURN PLUS Criação de planos de trabalho
O CNC PILOT suporta a maquinagem completa em todos os conceitos
de máquina usuais.
Exemplos: tornos com
Dispositivo de tomada rotativo
Contramandril deslocável
Vários mandris, carros e suportes de ferramenta
HEIDENHAIN CNC PILOT 4290
33
1.1 O CNC PILOT
O eixo B
O eixo B permite maquinagens de furos e fresagens em planos
inclinados no espaço. Para proporcionar uma programação fácil, o
sistema de coordenadas é inclinado de forma a que a definição dos
padrões de perfuração e contornos de fresagem seja feita no plano YZ.
A perfuração ou a fresagem ocorre então de novo no plano inclinado.
Ao trabalhar no plano inclinado, a ferramenta encontra-se
perpendicular ao plano. O ângulo de inclinação do eixo B e o ângulo do
plano inclinado são dimensionados de modo a serem idênticos.
Uma outra vantagem do eixo B reside na utilização flexível das
ferramentas nas maquinagens de torneamento. Inclinando o eixo B e
rodando a ferramenta, conseguem-se posições de ferramenta que
permitem maquinagens longitudinais e transversais ou maquinagens
radiais e axiais no mandril principal e no contramandril com a mesma
ferramenta.
Desta forma, reduz-se o número das ferramentas necessárias e o
número de trocas de ferramenta.
O CNC PILOT suporta a criação de programas NC com o eixo B em
DIN PLUS.
A simulação gráfica mostra a maquinagem em planos inclinados nas
janelas de torneamento e frontal conhecidas e, ainda, na "Vista lateral"
(YZ).
Manual do Utilizador dos eixos B e Y
As funções de comando manual e automático, assim
como a programação e teste de programas NC para os
eixos B e Y estão descritas num Manual do Utilizador
separado. Entre em contacto com a HEIDENHAIN, caso
necessite deste manual.
34
1.2 Os modos de funcionamento
1.2 Os modos de funcionamento
Modos de funcionamento
Modo de funcionamento Comando manual: em
"Comando manual", faz-se o ajuste da máquina e os eixos
são deslocados manualmente.
Modo de funcionamento Automático: em "Modo
automático", processam-se os programas NC.
Comandam e supervisionam a produção das peças de
trabalho.
Modo de funcionamento de programação DIN PLUS:
em "DIN PLUS" criam-se programas NC estruturados. Em
primeiro lugar, descreve-se o contorno do bloco e da
peça pronta e, em seguida, programa-se a maquinagem
da peça de trabalho.
Modo de funcionamento de programação Simulação:
a "simulação" representa graficamente contornos
programados, movimentos de deslocação e processos
de levantamento de aparas. O CNC PILOT tem em conta
o espaço de trabalho, ferramentas e dispositivos
tensores segundo a escala.
Durante a simulação, o CNC PILOT calcula os tempos de
pico e não produtivos de cada ferramenta. Nos tornos
com vários carros, a análise do ponto de sincronização
suporta a otimização do programa NC.
Modo de funcionamento de programação TURN
PLUS: em "TURN PLUS", a descrição do contorno da
peça de trabalho faz-se mediante interação gráfica.
Depois de se determinarem o material e os dispositivos
tensores, a "Geração Automática de Plano de Trabalho"
(AAG) cria o programa NC com uma simples pressão de
botão. Em alternativa, o plano de trabalho pode ser criado
graficamente de forma interativa (IAG).
Parâmetros do modo de funcionamento de
organização: o comportamento do sistema do CNC
PILOT é comandado através de parâmetros. Neste modo
de funcionamento, os parâmetros são ajustados para
adaptar o comando às condições de operação.
Além disso, neste modo de funcionamento são descritos
os meios de produção (ferramentas e dispositivos
tensores) e os valores de corte.
HEIDENHAIN CNC PILOT 4290
35
1.2 Os modos de funcionamento
Modos de funcionamento
Modo de funcionamento de organização Assistência:
em "Assistência", faz-se o registo do utilizador para
funções protegidas por palavra-passe, é escolhido o
idioma dos diálogos e efetuam-se ajustes do sistema.
Além disso, estão disponíveis funções de diagnóstico
para a colocação em funcionamento e verificação do
sistema.
Modo de funcionamento de organização Transfer:
em "Transfer", trocam-se dados com outros sistemas,
organizam-se os programas e realizam-se as cópias de
segurança de dados.
O "Comando" propriamente dito permanece inacessível para o
operador. Convém saber, no entanto, que o CNC PILOT guarda os
programas TURN PLUS e DIN PLUS introduzidos no disco rígido
integrado. Isso é uma vantagem, porque se torna possível memorizar
uma enorme quantidade de programas.
Para as trocas de dados e cópias de segurança de dados, estão à
disposição a interface Ethernet e dispositivos de memória USB. É,
igualmente, possível fazer trocas de dados com base na interface
serial (RS232).
36
1.3 Níveis de ampliação (opções)
1.3 Níveis de ampliação (opções)
O fabricante da máquina configura o CNC PILOT de acordo com as
condições de operação do torno. Além disso, estão disponíveis as
opções descritas seguidamente, com as quais é possível adaptar o
comando às necessidades do cliente.
TURN PLUS – Base (número de identidade 354 132-01):
Definição de contornos gráfica interativa
Descrição gráfica da peça de trabalho para o bloco e a peça pronta
Programa de geometria para o cálculo e representação de pontos
de contorno não dimensionados.
Introdução fácil de elementos de forma normalizados como
chanfres, arredondamentos, recessos, entalhes, roscas ou
ajustes
Tratamento simples de transformações como deslocar, rodar,
refletir ou multiplicar
Criação de programas DIN PLUS gráfica interativa
Seleção individual do tipo de maquinagem
Seleção das ferramentas e determinação dos dados de corte
Controlo gráfico direto do levantamento de aparas
Possibilidade de correção direta
Criação automática de programas DIN PLUS
Seleção automática das ferramentas
Geração automática do plano de trabalho
TURN PLUS – Ampliação de eixo C (número de identidade
354 133-01):
Representação da programação nas vistas: plano XC (parte frontal/
posterior) e plano ZC (desenvolvimento da superfície lateral)
Padrões de perfuração e de figura; quaisquer contornos de
fresagem
Geração interativa ou automática do plano de trabalho, inclusive
maquinagem de eixo C
TURN PLUS – Ampliação de maquinagem completa
(número de identidade 354 134-01):
Reapertar com programa de peritos
Geração interativa ou automática do plano de trabalho, inclusive
reaperto e maquinagem da segunda fixação
TURN PLUS – Importação de DXF (número de identidade
526 461-01):
Ler contornos em formato DXF (contornos de bloco e peça pronta,
contornos de fresagem, traçados de contorno) com TURN PLUS
Examinar e selecionar camadas DXF
Aceitar o contorno DXF em TURN PLUS
HEIDENHAIN CNC PILOT 4290
37
1.3 Níveis de ampliação (opções)
Contramandril – Maquinagem completa de uma peça de trabalho
(número de identidade 518 289-01):
Movimento sincronizado do mandril (G720)
Controlo de corte (G917, G991, G992)
Deslocação para batente fixo (G916)
Refletir e converter (G30)
Medição durante o processamento – Medição na máquina
(número de identidade 354 536-01):
Com sonda de medição digital
Para o ajuste de ferramentas
Para a medição de peças de trabalho
Medição pós-processamento – Medição em posições de medição
externas (número de identidade 354 537-01):
Acoplamento do dispositivo de medição através da interface RS232
Avaliação dos resultados de medição no programa NC
Eixo Y (número de identidade 354 138-01)
Suporte da programação de eixo Y em DIN PLUS, TURN PLUS e na
simulação
Representação da programação nos planos XY (parte frontal/
posterior) e YZ (vista de cima)
DIN PLUS e TURN PLUS: padrões de perfuração e de figura;
quaisquer contornos de fresagem
DIN PLUS: ciclos para maquinagem de furos e fresagem
TURN PLUS: geração interativa ou automática do plano de trabalho,
inclusive maquinagem de eixo Y
Eixo B (número de identidade 589 963-01)
Suporte da programação de eixo B em DIN PLUS e na simulação
O sistema de coordenadas é transformado num plano inclinado,
para descrever padrões de perfuração e figura, assim como
contornos de fresagem, no plano YZ
Processamento de ciclos de maquinagem em plano inclinado
Regra geral, as opções podem ser instaladas posteriormente. Para
isso, contacte o fabricante da sua máquina.
A presente descrição tem em conta todas as opções. Por
esse motivo, se uma determinada opção não estiver
disponível no seu sistema, poderão ocorrer diferenças
relativamente aos processos operativos aqui descritos.
38
1.4 Princípios básicos
1.4 Princípios básicos
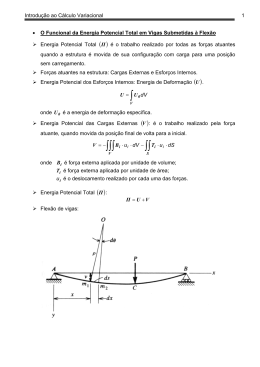
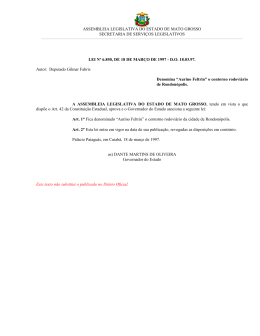
Transdutores de posição e marcas de referência
Os eixos da máquina dispõem de transdutores de posição que
registam as posições do carro ou da ferramenta. Quando um eixo da
máquina se move, o respetivo transdutor de posição produz um sinal
elétrico a partir do qual o comando calcula a posição real exata do eixo
da máquina.
XMP
Em caso de interrupção de corrente, perde-se a correspondência entre
a posição do carro da máquina e a posição real calculada. Para se
restabelecer esta atribuição, os transdutores de posição incrementais
dispõem de marcas de referência. Ao passar-se por uma marca de
referência, o comando recebe um sinal que caracteriza um ponto de
referência fixo da máquina. Desse modo, o CNC PILOT está em
condições de voltar a realizar a correspondência entre a posição real e
a posição atual da máquina; em encoders lineares com marcas de
referência codificadas, é necessário deslocar os eixos da máquina
num máximo de 20 mm e, nos encoders angulares, num máximo de
20º.
X (Z,Y)
Em aparelhos de medição absolutos, depois da ligação é transmitido
para o comando um valor absoluto de posição. Assim, sem deslocação
dos eixos da máquina, é de novo produzida a atribuição da posição real
e a posição do carro da máquina diretamente após a ligação.
Zref
Xref
M
HEIDENHAIN CNC PILOT 4290
39
1.4 Princípios básicos
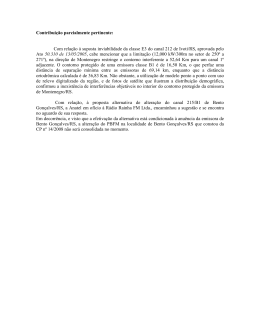
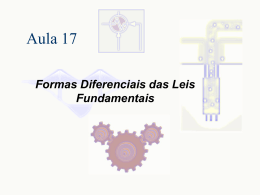
Designações dos eixos e sistema de
coordenadas
Sistema de coordenadas
O significado das coordenadas X, Y, Z, B, C está definido na DIN
66 217.
+Y
As indicações de coordenadas dos eixos principais X, Y e Z referemse ao ponto zero da peça de trabalho. As indicações angulares dos
eixos rotativos B e C referem-se ao ponto zero do eixo rotativo
correspondente.
+X
+B
Nos tornos, os movimentos do eixo C realizam-se rodando a peça de
trabalho e os movimentos do eixo B inclinando a ferramenta (cabeça
basculante).
+C
+Z
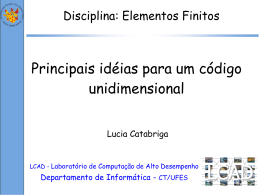
Designações dos eixos
O carro transversal é designado por eixo X e o carro longitudinal por
eixo Z.
Todos os valores X visualizados e introduzidos são considerados como
diâmetro. Em TURN PLUS, determina-se se os valores X devem ser
interpretados como valores de diâmetro ou de raio.
X+
Tornos com eixo Y: o eixo Y apresenta-se perpendicularmente ao eixo
X e Z (sistema cartesiano).
Nos movimentos de deslocação aplica-se:
Movimentos na direção + afastam-se da peça de trabalho
Movimentos na direção – aproximam-se da peça de trabalho
X
M
Z
Pontos de referência da máquina
Ponto zero da máquina
O ponto de intersecção dos eixos X e Z chama-se de ponto zero da
máquina. Em geral, num torno, este é o ponto de intersecção do eixo
do mandril e da superfície do mandril. A letra identificativa é "M".
Ponto zero da peça de trabalho
Para maquinar uma peça de trabalho, é mais fácil que o ponto de
referência se encontre sobre a peça de trabalho tal como está
dimensionado no respetivo desenho. Este ponto é chamado de "ponto
zero da peça de trabalho". A letra identificativa é "W".
40
Y+
Z+
1.4 Princípios básicos
Posições da peça de trabalho absolutas e
incrementais
Posições da peça de trabalho absolutas: quando as coordenadas de
uma posição se referem ao ponto zero da peça de trabalho, designamse como coordenadas absolutas. Cada posição de uma peça de
trabalho é claramente definida pelas suas coordenadas absolutas.
Posições da peça de trabalho incrementais: as coordenadas
incrementais referem-se à posição programada em último lugar. As
coordenadas incrementais indicam a medida entre a última posição e
a posição que se lhe segue. Cada posição de uma peça de trabalho é
claramente definida pelas coordenadas incrementais.
Coordenadas polares absolutas e incrementais: as indicações de
posição na superfície frontal ou lateral podem ser dadas em
coordenadas cartesianas ou coordenadas polares.
Numa medição com coordenadas polares, uma posição na peça de
trabalho é claramente definida com uma indicação polar de diâmetro e
ângulo.
As coordenadas polares absolutas referem-se ao polo e ao eixo de
referência angular. As coordenadas polares incrementais referem-se à
última posição programada da ferramenta.
HEIDENHAIN CNC PILOT 4290
41
1.4 Princípios básicos
Unidades de medição
A programação do CNC PILOT é feita segundo o sistema "métrico" ou
"em polegadas". Nas introduções e visualizações aplicam-se as
unidades de medição indicadas na tabela.
Dimensão
métrico
polegadas
Coordenadas
mm
polegadas
Comprimentos
mm
polegadas
Ângulo
Grau
Grau
Rotações
r.p.m.
r.p.m.
Velocidade de corte
m/min
pés/min
Avanço por rotação
mm/R
polegadas/R
Avanço por minuto
mm/min
polegadas/
min
Aceleração
m/s2
pés/s2
42
1.5 Dimensões da ferramenta
1.5 Dimensões da ferramenta
Para o posicionamento dos eixos, o cálculo da compensação do raio
da lâmina, a determinação da divisão de cortes nos ciclos, etc., o CNC
PILOT necessita de dados sobre as ferramentas.
Dimensões do comprimento da ferramenta: os valores de posição
programados e visualizados referem-se à distância ponta da
ferramenta – ponto zero da ferramenta. Todavia, internamente no
sistema, apenas a posição absoluta do suporte de ferramenta (carro)
é conhecida. Para determinar e mostrar a posição da ponta da
ferramenta, o CNC PILOT precisa das medidas XE e ZE e, para a
maquinagem de eixo X, também a medida Y.
Correções de ferramenta: a lâmina da ferramenta desgasta-se
durante o levantamento de aparas. Para compensar este desgaste, o
CNC PILOT calcula os valores de correção, que são adicionados às
dimensões do comprimento.
Compensação do raio da lâmina (CRL): as ferramentas de tornear
possuem um raio na ponta da ferramenta. Por isso, da maquinagem
de cones, chanfres e raios resultam imprecisões, que são corrigidas
pela compensação do raio da lâmina.
Percursos programados referem-se à ponta da lâmina teórica S. A CRL
calcula um novo percurso, a equidistante, para compensar este erro.
Compensação do raio da fresa (CRF): na fresagem, o diâmetro
externo da fresa é determinante para a elaboração do contorno. Sem
CRF, o ponto central da fresa é o ponto de referência para percursos.
A CRF calcula um novo percurso, a equidistante, que tem em conta
o raio da fresa.
HEIDENHAIN CNC PILOT 4290
43
44
1.5 Dimensões da ferramenta
Indicações sobre a
operação
HEIDENHAIN CNC PILOT 4290
45
2.1 Superfície de serviço
2.1 Superfície de serviço
Visualizações no ecrã
1
Linha de modos de funcionamento: indica o estado dos
modos de funcionamento.
O modo de funcionamento ativo é realçado a cinzento escuro.
Modos de funcionamento de programação e organização:
O modo de funcionamento selecionado encontra-se do lado
direito, próximo do símbolo.
Informações adicionais como o programa selecionado, o
modo de funcionamento secundário, etc. são apresentadas
por baixo dos símbolos dos modos de funcionamento.
2
A barra de menus e os menus desdobráveis servem para a
seleção de funções.
3
Janela de trabalho: o conteúdo e a distribuição dependem do
modo de funcionamento.
4
Visualização da máquina: mostra o estado atual da máquina
(posição da ferramenta, situação do ciclo e do mandril,
ferramenta ativa, etc.). A visualização da máquina é configurável.
5
Linha de estado
Simulação, TURN PLUS: indicação das definições atuais ou
instruções para os procedimentos seguintes.
Outros modos de funcionamento: indicação da última
mensagem de erro
6
Campo de dados e piloto de assistência
Indicação da data e hora
Um fundo colorido assinala um erro ou uma mensagem do
PLC.
O "piloto de assistência" mostra o estado da manutenção da
máquina.
7
Barra de softkeys: indica o significado atual das softkeys.
8
Barra vertical de softkeys: indica o significado atual das
softkeys. Para mais informações, consulte o manual da máquina.
46
2.1 Superfície de serviço
Elementos de comando
Elementos de comando do CNC PILOT:
Ecrã com
Softkeys horizontais e verticais: o seu significado é indicado por
cima ou ao lado das softkeys.
Tecla adicional 1: função da tecla ESC
Tecla adicional 2: função da tecla INS
Teclas adicionais 3: teclas do PLC
Consola com
Teclado alfanumérico integrando teclas numéricas
Teclas de seleção do modo de funcionamento
Touchpad: para posicionar o cursor (escolha de menus ou
softkeys, seleção em listas, seleção dos campos de introdução,
etc.)
Consola da máquina com
Elementos de comando para o modo manual e automático do
torno (teclas de ciclo, teclas de direção manual, etc.)
Volante eletrónico para um posicionamento exato em modo
manual
Potenciómetro de override para sobreposição do avanço
Instruções de operação do touchpad: geralmente, o touchpad é
utilizado em alternativa às teclas de cursor. De agora em diante, as
teclas por baixo do touchpad serão designadas por botão esquerdo ou
direito do rato.
As funções e a operação do touchpad baseiam-se no comando por
rato dos sistemas WINDOWS.
Um só clique com o botão esquerdo do rato ou um só toque no
touchpad:
Posiciona o cursor em listas ou janelas de introdução.
Ativa opções de menu, softkeys ou botões do ecrã.
Duplo clique com o botão esquerdo do rato ou duplo toque no
touchpad:
Ativa o elemento selecionado em listas (ativa a janela de
introdução).
Um só clique com o botão direito do rato:
Corresponde à tecla ESC, na condição de que a tecla ESC seja
permitida nesta situação (por exemplo, voltar atrás num nível de
menu).
Funções iguais ao botão esquerdo do rato ao selecionar softkeys
ou botões.
HEIDENHAIN CNC PILOT 4290
47
2.1 Superfície de serviço
Seleção do modo de funcionamento
Teclas de seleção do modo de funcionamento
Modo de funcionamento Comando manual
Modo de funcionamento Automático
Modos de funcionamento de programação
Modos de funcionamento de organização
Geralmente, o modo de funcionamento pode ser mudado em
qualquer altura. Em algumas situações, a troca de modos de
funcionamento não é permitida com a caixa de diálogo aberta. Neste
caso, feche a caixa de diálogo antes de trocar de modo de
funcionamento. Quando há uma troca, o modo de funcionamento
permanece na função em que foi abandonado.
Nos modos de funcionamento de programação e organização, o
CNC PILOT faz a distinção entre as seguintes situações:
Nenhum modo de funcionamento selecionado (não há nenhum
registo ao lado do símbolo dos modos de funcionamento): selecione
o modo de funcionamento desejado através do menu.
Modo de funcionamento selecionado (é indicado ao lado do símbolo
dos modos de funcionamento): as funções deste modo de
funcionamento estão à disposição.
Dentro dos modos de funcionamento de programação ou
organização, troque os modos de funcionamento mediante as
softkeys ou ativando repetidamente a tecla de modo de
funcionamento correspondente.
48
2.1 Superfície de serviço
Registos de dados, seleção de funções
Os registos de dados e as alterações de dados são feitos em janelas
de introdução. Dentro de uma janela de introdução, estão dispostos
vários campos de introdução. O cursor é posicionado com o
touchpad ou com a "Seta para cima/para baixo" no campo de
introdução.
Quando o cursor se encontrar no campo de introdução, é possível
introduzir dados ou sobrescrever os dados existentes. Com a "Seta
esquerda/direita", o cursor é colocado numa posição dentro do campo
de introdução, para apagar carateres isolados ou completar o registo.
A "Seta para cima/para baixo" ou "Enter" fecha o registo de dados num
campo de introdução.
Nalguns diálogos, o número de campos de introdução excede a
capacidade da janela. Nestes casos, utilizam-se várias janelas de
introdução. Isso é assinalado através do número de janela no
cabeçalho. Para navegar nas janelas de introdução, usa-se "Página
anterior/seguinte".
Ativando o botão do ecrã "OK", o comando aceita os dados
introduzidos ou alterados. Em alternativa, pode-se ativar a tecla INS
para aceitar os dados, independentemente da posição do cursor. Com
o botão do ecrã "Cancelar" ou a tecla ESC rejeitam-se introduções ou
alterações.
Se o diálogo é composto por várias janelas de introdução, os dados
são aceites com a ativação de "Página anterior / Página seguinte".
Em lugar de selecionar o campo "OK" ou "Cancelar", pode
pressionar a tecla INS ou ESC.
Operações de listas: os programas DIN PLUS, as listas de
ferramentas, as listas de parâmetros, etc. são apresentados sob a
forma de listas. Com o touchpad ou as teclas de cursor, é possível
"navegar" dentro da lista, para examinar os dados, escolher uma
posição para a introdução de dados ou selecionar elementos para
operações como apagar, copiar, alterar, etc.
Depois de se selecionar a posição ou o elemento da lista, basta ativar
a tecla Enter, INS ou DEL, para executar a operação.
HEIDENHAIN CNC PILOT 4290
49
2.1 Superfície de serviço
Seleção de menus: à frente das várias opções de menu encontra-se
o símbolo do teclado numérico com uma posição marcada. Este
campo encontra correspondência no teclado numérico. Ative a "tecla
marcada" para selecionar a função.
A seleção de funções começa na barra de menus horizontal e depois
seguem-se os menus desdobráveis. No menu desdobrável, volte a
ativar a "tecla marcada". Em alternativa, selecione a opção de menu
com o touchpad ou com a "Seta para cima/para baixo" e ative Return.
Softkeys: o significado das softkeys depende da situação de
comando do momento. O CNC PILOT caracteriza a função das
softkeys com símbolos ou palavras-chave.
Determinadas softkeys atuam como "interruptores". O modo está
ligado se o campo correspondente estiver comutado para "ativo"
(fundo colorido). A definição permanece inalterada até que o operador
desligue a função.
Botões do ecrã: exemplos de botões do ecrã são o campo de "OK" e
"Cancelar" para fechar a caixa de diálogo, os botões do ecrã de
"Introdução avançada", etc.
Selecione o botão do ecrã com o cursor e ative "Enter" ou escolha o
botão do ecrã com o touchpad e ative o botão esquerdo do rato.
50
2.2 Sistema de informação e mensagens de erro
2.2 Sistema de informação e
mensagens de erro
O sistema de informação
O sistema de informação oferece excertos do Manual do Utilizador "no
ecrã". O cabeçalho indica o tema selecionado.
Em geral, a informação apresentada refere-se à situação de comando
atual (ajuda sensível ao contexto). Selecione os temas de informação
como se descreve seguidamente, caso a ajuda sensível ao contexto
para uma situação de comando não esteja disponível:
através da lista de conteúdos
através do índice
através de funções de pesquisa
As referências cruzadas estão assinaladas no texto. Clique numa
referência cruzada com o touchpad para acompanhar esse tema.
Chamar e sair do sistema de informação:
U
Chamar o sistema de informação
U
Sair do sistema de informação
Conteúdos, índice, função de pesquisa: quando é chamado, o
sistema de informação abre a "janela padrão" (imagem superior). A
janela "Conteúdos/Índice" é ativada por softkey, para procurar temas
através da lista de conteúdos ou do índice ou mediante a função de
pesquisa (imagem inferior).
Janela "Conteúdos/Índice":
Softkey ativa: a janela é mostrada.
U
U
Softkey não ativa: a janela é oculta.
Tamanho da janela de informação: o "tamanho máximo" da janela de
informação é ativado por softkey.
Janela grande ou janela padrão:
Softkey ativa: a informação é visualizada na "janela
grande".
U
U
Softkey não ativa: a informação é visualizada na "janela
padrão".
HEIDENHAIN CNC PILOT 4290
51
2.2 Sistema de informação e mensagens de erro
Navegar no sistema de informação:
U
Usa-se o touchpad para navegar como habitualmente
nos sistemas Windows.
O tema de informação excede o tamanho da janela:
U Com as teclas de cursor "Seta para cima/para baixo" e
"Página anterior/seguinte", é possível navegar pelo
tema de informação apresentado, com a condição de
que o cursor se encontre na "Janela de temas" e não
na janela de conteúdos/índice.
Alternar o cursor:
U Pressionar softkeys. O cursor alterna entre a janela de
temas e a janela de conteúdos/índice.
Tema de informação seguinte/precedente:
U
Chamar o tema seguinte da lista de conteúdos.
U
Chamar o tema anterior da lista de conteúdos.
Tema seguinte/precedente: o sistema de informação memoriza o
"Histórico".
U
Alternar para o tema de informação precedente.
U
Alternar para o tema de informação seguinte.
Ajuda OEM: esta softkey só pode ser operada se o fabricante da
máquina tiver disponibilizado informações na ajuda online.
U
52
Chamar Ajuda OEM.
2.2 Sistema de informação e mensagens de erro
Ajuda sensível ao contexto
Em geral, a informação apresentada refere-se à situação de comando
atual (ajuda sensível ao contexto). Selecione os temas de informação
como se descreve seguidamente, caso a ajuda sensível ao contexto
para uma situação de comando não esteja disponível:
através da lista de conteúdos
através do índice
através de funções de pesquisa
Mensagens de erro diretas
O CNC PILOT utiliza uma "mensagem de erro direta" quando uma
correção imediata é possível. O operador confirma a mensagem e
corrige o erro.
Exemplo: o valor de introdução do parâmetro está fora do intervalo
válido.
Informações da mensagem de erro:
Descrição do erro: explica o erro
Número do erro: para consultas à assistência técnica
Hora: quando ocorreu o erro (para informação do operador)
Símbolos
Aviso: o CNC PILOT chama a atenção para o "problema".
A execução do programa/da operação continua.
Erro: a execução do programa/da operação para. Corrija
o erro antes de continuar a trabalhar.
HEIDENHAIN CNC PILOT 4290
53
2.2 Sistema de informação e mensagens de erro
Indicação de erros
Caso ocorram erros durante o arranque do sistema, o funcionamento
ou a execução do programa, estes são assinalados no campo de
dados, indicados na linha de estado e guardados na indicação de erros.
Enquanto existirem mensagens de erro, a visualização de dados fica
realçada a vermelho.
Informações da mensagem de erro:
Descrição do erro: explica o erro
Número do erro: para consultas à assistência técnica
Número de canal: carro em que ocorreu o erro
Hora: quando ocorreu o erro (para informação do operador)
Classe de erro (apenas no caso de erros):
Fundo: a mensagem serve para informação ou ocorreu um
"pequeno" erro.
Interrupção: o processo em curso (execução de ciclo, comando
de deslocação, etc.) foi interrompido. Depois de eliminar o erro,
pode continuar a trabalhar.
Desligamento de emergência: os movimentos de deslocação e
a execução do programa DIN foram parados. Depois de eliminar o
erro, pode continuar a trabalhar.
Reset: os movimentos de deslocação e a execução do programa
DIN foram parados. Desligue o sistema por alguns momentos e
volte a iniciá-lo. Contacte o fornecedor se o erro se repetir.
Erro do sistema, Erro interno: se ocorrer um erro do sistema ou um
erro interno, anote todas as informações da respetiva mensagem e
informe o fornecedor. Os erros internos não podem ser eliminados
pelo operador. Desligue o comando e volte a iniciá-lo.
Avisos durante a simulação: caso ocorram avisos durante a
simulação de um programa NC, o CNC PILOT indica-o na linha de
estado.
Examinar e apagar mensagens de erro:
54
U
Ativar a indicação de erros. O sistema de erros mostra
todos os erros que tenham sucedido.
U
Se forem visualizados vários erros, navegue com as
teclas de cursor dentro da indicação de erros.
U
Apaga a mensagem de erro marcada pelo cursor.
U
Apaga todas as mensagens de erro.
U
Mostrar mais informações acerca do erro marcado
pelo cursor.
U
Sair da indicação de erros.
2.2 Sistema de informação e mensagens de erro
Informação adicional acerca das mensagens de
erro
Em caso de mensagem de erro, ative a tecla de informação ou, na
indicação de erros, posicione o cursor na mensagem de erro e ative
em seguida a tecla de informação, para obter informação mais
detalhada sobre uma mensagem de erro.
Significado das softkeys:
U
Informação sobre a mensagem de erro seguinte.
U
Informação sobre a mensagem de erro precedente.
U
Muda para o sistema de informação geral
U
Muda para o sistema de informação geral
Visualização do PLC
A janela do PLC é utilizada para mensagens do PLC e o diagnóstico do
PLC. O Manual da Máquina disponibiliza mais informações sobre a
janela do PLC.
Ativar a visualização do PLC:
U
Abre a "indicação de erros"
U
Muda para a janela do PLC
U
Sair da janela do PLC
U
Voltar à indicação de erros
A janela do PLC é mostrada em alternativa à janela de erros.
HEIDENHAIN CNC PILOT 4290
55
2.3 Cópia de segurança de dados
2.3 Cópia de segurança de dados
O CNC PILOT guarda programas NC, dados de meios de produção e
parâmetros no disco rígido. No entanto, como não se pode excluir a
ocorrência de danos no disco rígido, por exemplo, devido ao efeito de
vibrações ou impactos, a HEIDENHAIN recomenda que se realizem
periodicamente cópias de segurança dos programas criados, dos
dados de meios de produção e dos parâmetros para um PC ou
dispositivos de memória USB.
No PC, pode utilizar o DataPilot 4290, o programa "Explorador" do
WINDOWS ou outros programas apropriados para efetuar cópias de
segurança.
Para as trocas de dados e cópias de segurança de dados, estão à
disposição a interface Ethernet e a interface USB. É, igualmente,
possível fazer trocas de dados com base na interface serial (RS232).
56
2.4 Explicação dos conceitos utilizados
2.4 Explicação dos conceitos
utilizados
MP: Com Parâmetros da Máquina (MP), adapta-se o comando à
máquina, fazem-se ajustes, etc.
Cursor: em listas ou no registo de dados, um elemento da lista, um
campo de introdução ou um caráter fica marcado. Esta "marcação" é
chamada de cursor.
Teclas de cursor: o cursor é movido com as "Teclas de seta",
"Página anterior/seguinte" ou com o touchpad.
Navegar: dentro de listas ou dentro do campo de introdução,
desloca-se o cursor para selecionar a posição que se deseja
visualizar, alterar, completar ou apagar. "Navega-se" pela lista.
Funções ativas/inativas, opções de menu: funções ou softkeys
que não possam ser selecionadas nesse momento são
apresentadas com uma cor pálida.
Caixa de diálogo: outro nome para uma janela de introdução.
Editar: por "editar" entende-se a operação de alterar, completar ou
apagar parâmetros, comandos, etc. dentro dos programas, dos
dados da ferramenta ou dos parâmetros.
Valor predefinido: quando são atribuídos valores previamente a
parâmetros dos comandos DIN ou outros parâmetros, fala-se de
"valores predefinidos".
Byte: a capacidade dos discos é indicada em "byte". Como o CNC
PILOT está equipado com um disco rígido, também os
comprimentos dos programas (comprimentos dos ficheiros) são
indicados em byte.
Extensão: os nomes dos ficheiros são compostos pelo "nome"
propriamente dito e pela "extensão". O nome e a extensão são
separados por ".". A extensão indica o tipo do ficheiro. Exemplos:
„*.NC“Programas DIN
„*.NCS“Subprogramas DIN
„*.MAS“Parâmetros da máquina
HEIDENHAIN CNC PILOT 4290
57
58
2.4 Explicação dos conceitos utilizados
Comando manual e
modo automático
HEIDENHAIN CNC PILOT 4290
59
3.1 Ligar, Desligar, Deslocação de referência
3.1 Ligar, Desligar, Deslocação de
referência
Ligar
O CNC PILOT mostra, na linha do cabeçalho, cada um dos passos de
arranque do sistema e, em seguida, pede para escolher um modo de
funcionamento.
A necessidade de deslocação de referência depende dos aparelhos de
medição utilizados:
Sensor EnDat: não é necessária a deslocação de referência.
Sensores codificados: a posição dos eixos é determinada após uma
curta deslocação de referência.
Sensores padrão: os eixos deslocam-se para pontos conhecidos e
fixos da máquina.
Depois de concluída a deslocação de referência:
a indicação de posição é ativada.
é possivel escolher o modo automático.
Os interruptores limite de software só entram em
funcionamento depois da deslocação de referência.
60
3.1 Ligar, Desligar, Deslocação de referência
Deslocação de referência para todos os eixos
Selecionar "Ref > Referência automática"
A caixa de diálogo "Estado aprox. ponto refer." informa sobre o estado
atual.
Ajustar o carro que deve fazer a deslocação de referência ou "todos os
carros" (caixa de diálogo "Referência automática")
"Início de ciclo" começa a deslocação de referência
"Paragem de avanço" interrompe a deslocação de
referência. Início de ciclo retoma a deslocação de
referência.
"Paragem de ciclo" interrompe a deslocação de
referência
A sequência pela qual se faz a deslocação de referência
dos eixos é determinada nos MPs 203, 253, ...
HEIDENHAIN CNC PILOT 4290
61
3.1 Ligar, Desligar, Deslocação de referência
Referência passo a passo para cada eixo
Selecionar "Ref > Referência passo a passo"
A caixa de diálogo "Estado aprox. ponto refer." informa sobre o estado
atual.
Ajustar carro e eixo (caixa de diálogo "Referência passo a passo")
A deslocação de referência é executada enquanto a
tecla "Início de ciclo" estiver premida. Ao soltar a tecla,
interrompe-se a deslocação de referência.
"Paragem de ciclo" interrompe a deslocação de
referência.
Supervisão do sensor EnDat
Se a máquina estiver equipada com sensores EnDat, o comando
guarda as posições dos eixos quando é desligada. Ao ligar-se, o CNC
PILOT compara, para cada eixo, a posição de ligação com a posição ao
desligar guardada.
Em caso de divergência, aparece uma das seguintes mensagens:
"O eixo foi movimentado depois de se desligar a máquina.": verifique
e confirme a posição atual, caso o eixo tenha sido efetivamente
movimentado.
"A posição do sensor do eixo memorizada é inválida.": esta
mensagem está correta quando o comando é ligado pela primeira
vez ou se o sensor ou outros componentes do comando envolvidos
foram substituídos.
"Os parâmetros foram alterados. A posição do sensor do eixo
memorizada é inválida.": Esta mensagem está correta, caso os
parâmetros de configuração tenham sido alterados.
A causa para alguma das mensagens acima apresentadas também
pode ser uma avaria no sensor ou no comando. Entre em contacto
com o fornecedor da máquina, caso o problema ocorra repetidamente.
62
3.1 Ligar, Desligar, Deslocação de referência
Desligar
A opção "Shutdown" está à disposição nos modos de funcionamento
de programação e organização quando nenhum modo de
funcionamento está selecionado.
U
Pressionar a softkey para desligar o CNC PILOT.
U
Confirmar a pergunta de segurança com "OK". Após
alguns segundos, o CNC PILOT pede para desligar a
máquina.
O desligamento adequado é assinalado no ficheiro de registo de erros.
HEIDENHAIN CNC PILOT 4290
63
3.2 Modo de funcionamento Comando manual
3.2 Modo de funcionamento
Comando manual
O modo de funcionamento de comando manual contém funções para
ajustar o torno e para determinar as dimensões da ferramenta, assim
como funções para a maquinagem manual de peças de trabalho.
Possibilidades de trabalho:
Modo manual: com as "Teclas de máquina" e o volante, é possível
comandar o mandril e deslocar os eixos para maquinar a peça de
trabalho.
Modo de ajuste: aqui, registam-se as ferramentas utilizadas,
define-se o ponto zero da peça, o ponto de troca de ferramenta, as
dimensões das zonas de proteção, etc. Desta forma, a máquina é
preparada para a maquinagem das peças de trabalho.
Determinar as dimensões da ferramenta: as dimensões da
ferramenta são determinadas através de "raspagem" ou com uma
sonda de medição. Em alternativa, as dimensões apuradas com o
dispositivo de medição são registadas na base de dados de
ferramentas.
Para o comando manual, é possível configurar até seis variantes da
visualização da máquina (ver "Visualização da máquina" na página
101). Através das softkeys, define-se a variante que se deseja
visualizar.
No comando manual, os dados são introduzidos e
visualizados no sistema métrico ou em polegadas, de
acordo com a definição do parâmetro de comando 1.
Softkeys para funções de comando manual e
de ajuste
Atribuir volante a um eixo
Determinar a transposição do
Alternar visualização da máquina
Revólver para a posição anterior
Tenha em atenção que, se a máquina não fizer
deslocação de referência:
Revólver para a posição posterior
A indicação de posição não é válida.
Os interruptores limite de software não estão em
funcionamento.
Introduzir avanço por rotação
Introduzir rotações do mandril
Introduzir função M
64
3.2 Modo de funcionamento Comando manual
Introduzir dados da máquina
Ajustar o avanço
No grupo de menus "F", define-se o avanço por minuto ou por rotação.
Ajustar o avanço por rotação:
U
U
Selecionar "F > Avanço por rotação"
Introduzir o avanço em "mm/R" (ou "polegadas/R")
Ajustar o avanço por minuto:
U
U
Selecionar "F > Avanço por minuto"
Ajustar o avanço em "mm/min" (ou "polegadas/min")
Ajustar as rotações do mandril ou a posição do mandril
No grupo de menus "S", definem-se as rotações do mandril, uma
velocidade de corte constante ou posiciona-se o mandril.
Ajustar as rotações do mandril:
U
U
Selecionar "S > Rotações S"
Ajustar as rotações em "R/min"
Ajustar a velocidade de corte constante:
U
U
Selecionar "S > V-constante"
Definir a velocidade de corte em "m/min" (ou "pés/min")
A velocidade de corte constante pode ser definida apenas
para carros com um eixo X.
Introduzir limite de rotações:
Disponível a partir da versão 625 952-05 do software.
Condição: Início de sessão como "Programador NC" (ou superior).
U
U
U
Ajustar o mandril com a tecla de troca de mandril
Selecionar "S > Limite de rotações"
Definir as rotações máximas em "R/min"
Como valor sugerido é registado o limite de rotações atual do mandril
selecionado. O limite de rotações indicado é guardado no parâmetro
da máquinas 805, .. (rotações máximas absolutas).
Executar imobilização de ponto (posicionar mandril):
U
U
U
Ajustar o mandril com a tecla de troca de mandril
Selecionar "S > Imobilização de ponto"
Definir a posição angular (caixa de diálogo "Imobilização de ponto")
U "Início de ciclo" posiciona o mandril
U
"Paragem de ciclo" abandona a caixa de diálogo
HEIDENHAIN CNC PILOT 4290
65
3.2 Modo de funcionamento Comando manual
Troca de ferramenta
U Selecionar "T"; definir a posição do revólver ou
U
a posição do revólver seguinte ou
U
posição do revólver anterior ou
funções da troca de ferramenta:
Inclinar ferramenta
Calcular "novas" dimensões da ferramenta
Mostrar "novos" valores reais na visualização de posição
Comandos M no comando manual
No grupo de menus "M", definem-se diretamente as funções M a
executar ou seleciona-se a função desejada através do menu.
Executar função M:
U
Selecionar "M > M-direto"
U
Introduzir o número de M (caixa de diálogo "Função
M")
U
"Início de ciclo" executa a função M
U
"Paragem de ciclo" abandona a caixa de diálogo
Selecionar e executar a função M:
U
U
Selecionar "M"
Selecionar a função M através do menu
U
"Início de ciclo" executa a função M
U
"Paragem de ciclo" abandona a caixa de diálogo
O menu M depende da máquina. Pode ser diferente do
exemplo apresentado.
66
3.2 Modo de funcionamento Comando manual
Maquinagem de torneamento manual
No grupo de menus "manual" encontram-se reunidas as funções G,
facear e tornear longitudinal simples e os programas NC manuais
preparados pelo fabricante da máquina.
Facear e tornear longitudinal simples:
U
U
U
Selecionar "manual > Avanço contínuo"
Selecionar a direção do avanço (caixa de diálogo "Avanço contínuo")
Comandar o avanço com as teclas de ciclo
Em "Funcionamento contínuo", deve estar definido um
avanço por rotação.
Executar a função G:
U
U
U
U
Selecionar "manual > Função G"
Introduzir o número de G (caixa de diálogo "Função G")
Introduzir os parâmetros das funções
Ativar "OK": a função G é executada
São permitidas as seguintes funções G:
G30 – Maquinagem da parte posterior
G710 – Adicionar dimensões das peças
G602..G699 – Funções PLC
Programa NC Manual
Dependendo da configuração do torno, o fabricante regista programas
NC que completam o trabalho no comando manual (exemplo: ligar a
maquinagem da parte posterior).
U
U
U
Selecionar "manual"
Selecionar o "Programa NC Manual" desejado através do menu
O comando carrega o programa NC e mostra-o
U "Início de ciclo" ativa o Programa NC
HEIDENHAIN CNC PILOT 4290
67
3.2 Modo de funcionamento Comando manual
Volante
U
Atribuir o volante a um eixo principal ou a um eixo C
(caixa de diálogo "Eixos do volante").
U
Predefinir avanço ou ângulo de rotação por
incremento do volante (caixa de diálogo "Eixos do
volante").
U
Anular a atribuição do volante: Acionar a softkey
"Volante" com a caixa de diálogo aberta.
A atribuição do volante e a transposição do volante são visíveis na
visualização da máquina (a letra do eixo e as casas decimais da
transposição do volante estão marcadas).
A atribuição do volante é anulada através das seguintes ocorrências:
Comutação de carros
Troca de modo de funcionamento
Ativação de uma tecla de direção manual
Teclas de mandril e de direção manual
As teclas da "consola da máquina" são utilizadas para a maquinagem
de peças de trabalho em comando manual e em funções especiais
como Determinar posições/valores de correção (Teach-in, Raspagem,
etc.).
A ativação da ferramenta e a determinação das rotações do mandril e
do avanço são definidas previamente.
Os seguintes parâmetros são definidos através de MP:
MP 805, 855, ...: Rotações do mandril na "Deslocação passo a
passo"
MP 204, 254, ...: Velocidade da marcha rápida
Pressionando simultaneamente as teclas de direção
manual X e Z, o carro movimenta-se na diagonal.
Teclas de mandril
Ligar o mandril na direção M3/M4
O mandril roda na direção M3/M4
enquanto a tecla estiver premida
("passo a passo" do mandril)
Paragem do mandril
Teclas de direção manual (teclas de marcha
Deslocar o carro na direção X
Deslocar o carro na direção Z
Deslocar o carro na direção Y
Deslocar o carro em marcha
rápida: Premir simultaneamente a
tecla de marcha rápida e a tecla
de direção manual
68
3.2 Modo de funcionamento Comando manual
Tecla de troca de carro e de mandril
Em tornos com vários carros, as teclas, funções e visualizações
seguintes referem-se ao carro selecionado:
Teclas de direção manual
Funções de ajuste (exemplos: definir ponto zero da peça de
trabalho, definir ponto de troca da ferramenta, etc.)
Elementos da visualização da máquina dependentes do carro
Visualização do "carro selecionado": visualização da máquina
Tecla de troca de carro e de mandril
Alternar para o carro seguinte
Alternar para o mandril seguinte
O "carro selecionado" é apresentado na "visualização do carro" (ver
"Visualização da máquina" na página 101).
Troca de carro: tecla de troca de carro
Em tornos com vários mandris, as teclas e visualizações seguintes
referem-se ao mandril selecionado:
Teclas de mandril
Elementos da visualização da máquina dependentes do mandril
O "mandril selecionado" é apresentado na "visualização do mandril" (ver
"Visualização da máquina" na página 101).
Troca de mandril: tecla de troca de mandril
HEIDENHAIN CNC PILOT 4290
69
3.3 Tabela de ferramentas e de dispositivos tensores
3.3 Tabela de ferramentas e de
dispositivos tensores
A lista de ferramentas (tabela do revólver) representa o equipamento
actual dos suportes de ferramentas. Ao "Ajustar a lista de
ferramentas", registam-se os números de identidade das ferramentas.
É possível consultar os registos da secção REVOLVER do programa
NC para ajustar a lista de ferramentas. As funções "Comparar lista,
Aceitar lista" referem-se ao último programa NC compilado no
funcionamento automático.
Perigo de colisão
Compare a lista de ferramentas com o equipamento do
suporte de ferramentas e controle os dados da
ferramenta antes da execução do programa.
A lista de ferramentas e as dimensões das ferramentas
registadas têm de corresponder às condicionantes
atuais, dado que o CNC PILOT tem em conta estes
dados em todos os movimentos do carro, no controlo
das zonas de proteção, etc.
Softkeys para ajustar a lista de ferramentas
Eliminar ferramenta
Aceitar a ferramenta da "Área de
transferência"
Eliminar a ferramenta
Colocar a ferramenta na "Área de
transferência"
Editar parâmetros de ferramenta
Registos na base de dados –
segundo o tipo de ferramenta
Registos na base de dados –
segundo o número de identidade
70
3.3 Tabela de ferramentas e de dispositivos tensores
Ajustar a lista de ferramentas
Em "Ajustar a lista de ferramentas", declara-se a lista de ferramentas,
independentemente dos dados de um programa NC.
Registar a ferramenta
Selecionar "Ajustar > Lista de ferramentas > Ajustar lista"
Selecionar a posição da ferramenta
Registar a ferramenta diretamente:
Premir ENTER (ou a tecla INS): o CNC PILOT abre a caixa de diálogo
"Ajustar"
Introduzir o número de identidade e fechar caixa de diálogo
Selecionar a ferramenta na base de dados:
Listar as ferramentas por máscara de tipo ou
Listar as ferramentas por máscara do número de
identidade
Posicionar o cursor sobre a ferramenta desejada
Aceitar a ferramenta
HEIDENHAIN CNC PILOT 4290
71
3.3 Tabela de ferramentas e de dispositivos tensores
Eliminar ferramenta
Selecionar "Ajustar > Lista de ferramentas > Ajustar lista"
Selecionar a posição da ferramenta
Premir a softkey ou
a tecla DEL: a ferramenta é apagada
Trocar a posição da ferramenta
Selecionar "Ajustar > Lista de ferramentas > Ajustar lista"
Selecionar a posição da ferramenta
Apaga a ferramenta e guarda-a na "Área de
transferência do número de identidade"
Selecionar a nova posição da ferramenta
Aceitar a ferramenta da "Área de transferência do
número de identidade". Se a posição estava ocupada,
na área de transferência é colocada "a ferramenta
anterior".
72
3.3 Tabela de ferramentas e de dispositivos tensores
Comparar a lista de ferramentas com o
programa NC
O CNC PILOT compara a lista de ferramentas atual com os registos do
último programa NC compilado no modo de funcionamento
automático. Os registos da secção do REVÓLVER valem como
ferramentas nominais.
O CNC PILOT representa as seguintes ferramentas marcadas:
Ferramenta real diferente da ferramenta nominal
Ferramenta real: não ocupada; ferramenta nominal: ocupada
Posições de ferramenta que não estejam ocupadas segundo o
programa NC não podem ser selecionadas.
Perigo de colisão
Posições de ferramenta que estejam ocupadas mas não
sejam necessárias para o programa NC são
representadas como não marcadas.
O CNC PILOT tem em conta a ferramenta efetivamente
registada, mesmo quando não corresponde à ocupação
nominal.
Comparar a lista de ferramentas
Selecionar "Ajustar > Lista de ferramentas > Comparar lista"
O CNC PILOT mostra a ocupação atual da lista de ferramentas e marca
os desvios relativamente à lista de ferramentas programada.
Selecionar a posição da ferramenta marcada
Premir a tecla INS (ou ENTER): o CNC PILOT abre a
caixa de diálogo "Comparação nominal-real"
Aceitar o número de identidade da "ferramenta
nominal" na lista de ferramentas
Procurar a ferramenta da base de dados
Aceitar a ferramenta
HEIDENHAIN CNC PILOT 4290
73
3.3 Tabela de ferramentas e de dispositivos tensores
Aceitar a lista de ferramentas do programa NC
O CNC PILOT assume a "nova ocupação da ferramenta" da secção do
REVÓLVER (referência: o último programa NC compilado no
funcionamento automático).
Dependendo do equipamento do suporte de ferramenta anterior,
podem acontecer as seguintes situações:
A ferramenta não é utilizada: o CNC PILOT regista as "novas
ferramentas" na lista de ferramentas. Posições que estavam
ocupadas na "antiga lista de ferramentas" mas que não são utilizadas
na "nova lista" mantêm-se inalteradas. Se necessário, apague a
ferramenta.
A ferramenta está noutra posição: Uma ferramenta não é
registada se existir na lista de ferramentas, mas recebe outra
posição na nova ocupação. O CNC PILOT acusa este erro. Troque a
posição da ferramenta.
Enquanto uma posição de ferramenta diferir da ocupação nominal,
esta é apresentada marcada.
Perigo de colisão
Posições de ferramenta que estejam ocupadas mas não
sejam necessárias segundo o programa NC mantêm-se
inalteradas.
O CNC PILOT tem em conta a ferramenta efetivamente
registada, mesmo quando não corresponde à ocupação
nominal.
Aceitar a lista de ferramentas
Selecionar "Ajustar > Lista de ferramentas > Aceitar lista".
Ferramentas simples
As funções de ajuste utilizam ferramentas que são apresentadas na
base de dados. Se o programa NC utilizar "Ferramentas simples", a
execução faz-se da forma seguinte:
U
U
Compilar o programa NC: o CNC PILOT atualiza a lista de
ferramentas automaticamente.
Se as posições na lista de ferramentas estiverem ocupadas com
"ferramentas antigas", é feita a pergunta de segurança "A lista de
ferramentas deve ser atualizada"? – A atualização dos registos
sucede só depois da sua aceitação.
Ferramentas que não estão indicadas na base de dados recebem, em
vez de um número de identidade, a designação "_AUTO_xx" (xx:
Número T).
Defina os parâmetros das "Ferramentas simples" no
programa NC.
74
3.3 Tabela de ferramentas e de dispositivos tensores
Gestão do tempo de vida
Na gestão do tempo de vida, determina-se a cadeia de substituição
e declara-se a ferramenta "operacional". O tempo de vida/limite de
quantidade é determinado na base de dados de ferramentas.
A lista de ferramentas contém, para além dos números de identidade
e designações das ferramentas, os dados de gestão do tempo de vida
da ferramenta:
Estado: o tempo de vida/limite de quantidade ainda disponível
Operacionalidade: se o tempo de vida/limite de quantidade
expirou, a ferramenta é considerada como "não operacional".
Atw (ferramenta de substituição): se a ferramenta não estiver
operacional, é utilizada a ferramenta de substituição.
A caixa de diálogo "Gestão do tempo de vida" é utilizada para registar
e visualizar os dados de tempo de vida.
As ocorrências de impulsos que se registaram em "Ocorrência 1, 2"
podem ser avaliadas no programa NC no âmbito da programação de
variáveis.
Parâmetros de "Gestão do tempo de vida":
Aust-Wkz (ferramenta de substituição): número T (posição do
revólver) da ferramenta de substituição
Ocorrência 1: ocorrência de impulsos desencadeada ao expirar o
tempo de vida/limite de quantidade desta ferramenta (ocorrência
21..59).
Ocorrência 2: ocorrência de impulsos desencadeada ao expirar o
tempo de vida/limite de quantidade da "última ferramenta" desta
cadeia de substituição (ocorrência 21..59).
Operacional: assinala a ferramenta como "operacional/não
operacional" (aplica-se apenas à gestão do tempo de vida).
As indicações do tempo de vida são avaliadas apenas com
a gestão do tempo de vida da ferramenta ativa.
HEIDENHAIN CNC PILOT 4290
75
3.3 Tabela de ferramentas e de dispositivos tensores
Introduzir parâmetros de tempo de vida
Selecionar "Ajustar > Lista de ferramentas > Gestão do tempo de
vida".
O CNC PILOT mostra as ferramentas introduzidas
Selecionar a posição da ferramenta
Premir ENTER: o CNC PILOT abre a caixa de diálogo "Gestão do tempo
de vida"
Registar a ferramenta de substituição e os outros parâmetros de
tempo de vida.
Premir o botão "Nova lâmina": O CNC PILOT aceita o tempo de vida/
limite de quantidade da base de dados e declara a ferramenta como
operacional.
Atualizar os dados de tempo de vida de todas as ferramentas do
revólver
Selecionar "Ajustar > Lista de ferramentas > Atualizar gestão do
tempo de vida"
Confirmar a "pergunta de segurança" com OK: o CNC PILOT aceita o
tempo de vida/limite de quantidade da base de dados e declara todas
as ferramentas do suporte de ferramentas como operacionais.
O CNC PILOT mostra a "Gestão do tempo de vida da lista de
ferramentas" para controlo.
Exemplo de aplicação: Trocou as lâminas de todas as ferramentas
utilizadas e quer continuar a produção de peças "com gestão do tempo
de vida".
76
3.3 Tabela de ferramentas e de dispositivos tensores
Ajustar a tabela de dispositivos tensores
A tabela de dispositivos tensores é avaliada pelo "gráfico em
simultâneo".
Com "Página seguinte/anterior", muda-se para a ocupação de
dispositivos tensores de outros mandris.
Parâmetro "Mandril x" (mandril principal, mandril 1, ...)
Id. do mandril: referência para a base de dados
Id. das maxilas: referência para a base de dados
Id. do acessório de fixação: referência para a base de dados
Forma de fixação: determinar o aperto interno/externo e o nível de
fixação usado
Diâmetro de fixação: diâmetro com o qual a ferramenta é fixada
(diâmetro da peça de trabalho com aperto externo; diâmetro interno
com aperto interno)
Parâmetro "Cabeçote móvel"
Id. da ponta do mandril: referência para a base de dados
Ajustar a tabela de dispositivos tensores
Selecionar "Ajustar > Dispositivo tensor > Mandril principal (ou
cabeçote móvel)"
Para o mandril, maxilas e acessório de fixação: introduzir o número de
identidade do dispositivo tensor
Listar o dispositivo tensor de acordo com a máscara
de tipo
Listar o dispositivo tensor de acordo com a máscara
de número de identidade
Selecionar o dispositivo tensor na base de dados
Forma de fixação: premir várias vezes a softkey para
definir a forma de fixação
Introduzir o diâmetro de fixação
HEIDENHAIN CNC PILOT 4290
77
3.4 Funções de ajuste
3.4 Funções de ajuste
Memorizar o ponto de troca de ferramenta
Em G14, o carro vai para o ponto de troca de ferramenta. Este ponto
deverá estar o mais afastado possível da peça, de modo a que o
revólver possa inclinar-se para qualquer posição.
O ponto de troca de ferramenta é registado e visualizado
como a distância do ponto zero da máquina ao ponto de
referência do suporte de ferramenta. Como estes valores
não são visualizados, é aconselhável fazer o "teach-in" do
ponto de troca de ferramenta.
O ponto de troca de ferramenta é um parâmetro de ajuste.
Memorizar o ponto de troca de ferramenta
Com vários carros: determinar o carro
Selecionar "Ajustar > Ponto de troca de ferramenta"
A caixa de diálogo "Ponto de troca de ferramenta" mostra a posição
válida.
Introduzir a posição do ponto de troca de ferramenta
Teach-in do ponto de troca de ferramenta
Deslocar o carro para o "Ponto de troca de
ferramenta".
Aceitar a posição como ponto de troca de ferramenta
ou
Deslocar o eixo para o "Ponto de troca de ferramenta"
(ou eixo X ou eixo Y).
Aceitar a posição do eixo
78
3.4 Funções de ajuste
Deslocar o ponto zero da peça de trabalho
A "deslocação" refere-se ao ponto zero da máquina.
É possível deslocar o ponto zero da peça de trabalho
para todos os eixos principais.
O ponto zero da peça de trabalho é um parâmetro de ajuste.
Determinar o ponto zero da peça de trabalho
Com vários carros: determinar o carro
Inclinar ferramenta
Selecionar "Ajustar > Deslocar ponto zero"
A caixa de diálogo "Deslocar ponto zero" mostra o ponto zero da peça
de trabalho válido.
Raspar superfície transversal
Posição de raspagem = ponto zero da peça de trabalho
Aceitar a posição de raspagem como ponto zero da
peça de trabalho
Ponto zero da peça de trabalho em relação à posição de
raspagem
Aceitar a posição de raspagem
Introduzir o "Valor de medição" (distância posição de raspagem - ponto
zero da peça de trabalho)
Definir a posição do ponto zero da peça de trabalho
HEIDENHAIN CNC PILOT 4290
79
3.4 Funções de ajuste
Determinar a zona de proteção
Os parâmetros das zonas de proteção:
aplicam-se ao "Controlo das zonas de proteção", não
como interruptores limite de software
referem-se ao ponto zero da máquina
os valores X são dimensões de raio
99999/–99999 significa: sem supervisão neste lado das
zonas de proteção
Os parâmetros das zonas de proteção são geridos nos MP 1116, 1156,
...
Determinar a zona de proteção
Trocar uma ferramenta qualquer (não T0).
Selecionar "Ajustar > Zonas de proteção"
Fazer o teach-in dos parâmetros das zonas de proteção por eixo
Selecionar o campo de introdução.
Posicionar a ferramenta no "Limite das zonas de proteção".
Aceitar a posição como "Zona de proteção –X" (ou +X,
–Y, +Y, –Z, +Z)
Fazer o teach-in dos parâmetros das zonas de proteção positivos
ou negativos
Escolher um campo de introdução positivo ou negativo qualquer.
Posicionar a ferramenta no "Limite das zonas de proteção" negativo ou
positivo.
Aceitar todas as posições de eixo positivas ou
negativas
Introduzir os parâmetros das zonas de proteção
80
3.4 Funções de ajuste
Ajustar as dimensões da máquina
A função considera as dimensões da máquina 1..9 e, por medida, os
"eixos configurados". As dimensões da máquina podem ser usadas no
programa NC.
As dimensões de máquina são geridas no MP 7.
As dimensões da máquina referem-se ao ponto zero da
máquina.
Determinar as dimensões da máquina
Selecionar "Ajustar > Dimensões da máquina"
Introduzir o "Número de dimensão da máquina"
Fazer o teach-in de uma única dimensão da máquina
Selecionar o campo de introdução.
Deslocar o eixo para "Posição".
Aceitar a posição do eixo como dimensão da máquina
(posição Y ou Z).
Fazer o teach-in de todas as dimensões da máquina
Deslocar o carro para "Posição".
Aceitar todas as posições do eixo do carro como
dimensões da máquina.
Introduzir as dimensões da máquina
Introduzir os valores (caixa de diálogo "Definir dimensão da máquina x")
HEIDENHAIN CNC PILOT 4290
81
3.4 Funções de ajuste
Medir ferramenta
O tipo de medição da ferramenta é determinado em MP 6:
0: Raspagem
1: Medição com sonda de medição
2: Medição com ótica de medição
Dependendo do processo de medição, faz-se uma aproximação a uma
determinada posição no espaço de trabalho conhecida do sistema. O
CNC PILOT calcula então a medida de ajuste da ferramenta.
Os dados na caixa de diálogo "Introduzir valores de
medição" referem-se ao ponto zero da peça de trabalho.
Os valores de correção da ferramenta são apagados.
O CNC PILOT regista as dimensões da ferramenta
determinadas na base de dados.
82
3.4 Funções de ajuste
Medir ferramenta
Inclinar ferramenta
Selecionar "Ajustar > Ajustar ferramenta > Medir ferramenta"
A caixa de diálogo "Medir ferramenta T..." mostra as dimensões da
ferramenta válidas.
Determinar as dimensões da ferramenta mediante raspagem
Selecionar o campo de introdução "X"; "raspar" o diâmetro.
Aceitar o diâmetro
Selecionar o campo de introdução "Z"; "raspar" a superfície transversal.
Aceitar a "Posição Z"
Medir ferramentas com sonda de medição
Selecionar o campo de introdução "X/Z".
Deslocar a ponta da ferramenta na direção X/Z para a sonda de
medição. O CNC PILOT aceita a "medida X/Z".
Medir ferramentas com ótica de medição
Selecionar o campo de introdução "X/Z".
Deslocar a ponta da ferramenta na direção X/Z com o retículo até à
convergência.
Aceitar o valor (ou a posição Z)
Introduzir as dimensões da ferramenta
HEIDENHAIN CNC PILOT 4290
83
3.4 Funções de ajuste
Determinar a correção da ferramenta
Inclinar ferramenta
Selecionar "Ajustar > Ajustar ferramenta > Correções da ferramenta"
Atribuir o volante ao eixo X e deslocar a ferramenta com o valor de
correção
Atribuir o volante ao eixo Z e deslocar a ferramenta com o valor de
correção
O CNC PILOT aceita os valores de correção.
84
3.5 Modo automático
3.5 Modo automático
Resumo das softkeys no modo automático
Em modo automático, os dados são introduzidos e
visualizados no sistema métrico ou em polegadas, de
acordo com a definição do parâmetro de comando 1. A
definição no "Cabeçalho do programa" do programa NC é
determinante para a execução do programa, mas não influi
na operação nem na visualização.
Alternar para "Visualização gráfica"
Alternar visualização da máquina
Ajustar visualização do bloco para
outros canais
Visualizar blocos básicos (percursos
simples)
Suprimir/permitir saída de variáveis
Ajustar Modo de bloco único
Paragem do programa com M01
(paragem facultativa)
Executar procura do bloco inicial
HEIDENHAIN CNC PILOT 4290
85
3.5 Modo automático
Seleção de programa
O CNC PILOT compila o programa NC antes de poder ser ativado com
"Início de ciclo". As "variáveis #" são introduzidas durante o processo
de compilação. "Voltar a arrancar" impede uma nova compilação,
enquanto que "Reinício" obriga a ela.
Se a "Tabela do revólver" do programa NC não
corresponder à tabela válida atualmente, aparece um
aviso.
O nome do programa NC permanece inalterado até se
selecionar outro programa, mesmo que o torno tenha
sido desligado entretanto.
Seleção de programa
Selecionar "Prog > Seleção de programa". O CNC PILOT abre a lista
dos programas NC.
Selecionar programa NC
O programa NC é carregado sem compilação anterior se
não tiverem sido feitas alterações no programa ou na lista de
ferramentas.
o torno não tiver sido desligado entretanto.
Voltar a arrancar
Selecionar "Prog > Voltar a arrancar".
O último programa NC ativo é carregado sem compilação anterior se
não tiverem sido feitas alterações no programa ou na lista de
ferramentas.
o torno não tiver sido desligado entretanto.
86
3.5 Modo automático
Reinício
Selecionar "Prog > Reinício".
O programa NC é carregado e compilado.
(Aplicação: início de um programa NC com variáveis #)
De DIN PLUS
Selecionar "Prog > De DIN PLUS"
O programa NC selecionado em DIN PLUS é carregado e compilado.
HEIDENHAIN CNC PILOT 4290
87
3.5 Modo automático
Procura do bloco inicial
Na procura do bloco inicial,
o CNC PILOT tem em conta os comandos de tecnologia a partir do
início do programa mas não executa nenhuma troca de ferramenta.
o CNC PILOT não executa nenhum percurso.
Perigo de colisão
Se o bloco inicial contém um comando T, o CNC PILOT
começa com a inclinação do revólver.
O primeiro comando de deslocação realiza-se a partir da
posição de ferramenta atual.
Escolha um bloco inicial adequado para todos os carros
antes de ativar a softkey "Aceitar".
Procura do bloco inicial
Ativar procura do bloco inicial
Posicionar o cursor sobre o bloco inicial (as softkeys ajudam na procura
do bloco inicial).
Predefinir número N: o cursor é posicionado sobre o
número do bloco
Predefinir número T: o cursor é posicionado sobre o
comando T seguinte
Predefinir número L: o cursor é posicionado sobre a
chamada de subprograma seguinte
O CNC PILOT começa a procura do bloco inicial
Arranca com o bloco NC selecionado
88
3.5 Modo automático
Influenciar a execução do programa
Plano omitido
Blocos NC com plano omitido não são executados com o plano
omitido ativo. O campo de visualização "Planos omitidos" marca os
planos omitidos reconhecidos (ativos) pela "Execução do bloco".
Ao ligar/desligar os planos omitidos, o CNC PILOT reage
após aprox. 10 blocos (motivo: avanço de bloco na
execução de blocos NC).
Ativar/desativar plano omitido:
Selecionar "Processo > Plano omitido"
Activar plano omitido
Introduzir o "N.º de plano", definir vários planos omitidos como
"Sequência numérica"
Campo de visualização "Planos omitidos"
Desativar plano omitido
Introdução "vazia" em "N.º de plano"
Significado da marcação:
Barra superior: planos omitidos indicados
Barra inferior: planos omitidos ativos
Produção com predefinição do limite de quantidade
Selecionar "Processo > Limite de quantidade"
Predefinir limite de quantidade
Trabalhar com limite de quantidade predefinido:
Intervalo de contagem: 0..9999
A contagem é feita após cada ciclo de programa.
Quando o programa NC é ativado com "Seleção de programa", o
CNC PILOT restaura o contador.
Ao alcançar-se o limite de quantidade, deixa de ser possível iniciar o
programa NC. Selecione "Voltar a arrancar" para iniciar novamente o
programa.
O limite de quantidade mantém-se inalterado também quando se
desliga o torno.
Limite de quantidade = 0: sem limite; o contador faz uma contagem
crescente.
Número de peças>0: o CNC PILOT produz o número de peças
indicado; o contador faz uma contagem decrescente.
HEIDENHAIN CNC PILOT 4290
89
3.5 Modo automático
Variáveis V
Trabalhar com variáveis V:
A caixa de diálogo "Variáveis V" serve para visualizar e introduzir
variáveis.
As variáveis V são definidas no inicío do programa NC. O significado
é determinado no programa NC.
Verificar ou introduzir variáveis V:
Selecionar "Processo > Variáveis V"
O CNC PILOT mostra as variáveis definidas no programa NC.
Alterar variáveis: Ativar o botão do ecrã "Editar"
Modo de bloco único
No "Modo de bloco único", depois de executado um comando NC (um
bloco básico), o CNC PILOT muda para o estado "Paragem de avanço".
Ajustar Modo de bloco único
Ativar o modo de bloco único
"Início de ciclo" executa o comando NC seguinte
Paragem facultativa
Se a "Paragem facultativa" estiver activa, o CNC PILOT para em M01
e muda para o estado "Paragem de avanço".
Execução do programa com "Paragem facultativa"
Ativar "Paragem facultativa"
Com um M01, o CNC PILOT muda para o estado "Paragem de avanço".
"Início de ciclo" retoma a execução do programa
90
Estado da paragem facultativa
Paragem facultativa desligada
Paragem facultativa ligada
3.5 Modo automático
Sobreposição de avanço F%
Com a sobreposição de avanço, altera-se o avanço programado
(margem de 0% .. 150 %). A visualização da máquina mostra a
sobreposição de avanço atual.
Ajustar a sobreposição de avanço
Ajustar a sobreposição desejada através do potenciómetro de override
(na consola da máquina)
Sobreposição de rotações
Com a sobreposição de rotações, alteram-se as rotações programadas
(margem de 50% .. 150 %). A visualização da máquina mostra a
sobreposição de rotações atual.
Ajustar a sobreposição de rotações
Rotações a 100% (valor programado)
Aumentar rotações em 5%
Reduzir rotações em 5%
Correções
Correções da ferramenta
U Selecionar "Corr > Correções da ferramenta"
U Número T: o CNC PILOT mostra o "Número T" ativo e os valores de
correção. É possível introduzir um outro número T.
U Introduzir valores de correção
U O CNC PILOT adiciona os valores de correção indicados aos valores
anteriores.
Correções da ferramenta:
Atuam a partir do comando de deslocação seguinte
São guardadas na base de dados
Podem ser alteradas em 1 mm, no máximo
HEIDENHAIN CNC PILOT 4290
91
3.5 Modo automático
Correções aditivas
U Selecionar "Corr > Correções aditivas"
U Introduzir o número da correção (901...916). O CNC PILOT mostra
os valores de correção válidos.
U Introduzir valores de correção
U O CNC PILOT adiciona os valores de correção indicados aos valores
anteriores.
Correções aditivas:
são ativadas com "G149..."
são geridas no parâmetro de ajuste 10
podem ser alteradas em 1 mm, no máximo
Gestão do tempo de vida
Durante o modo automático, na "Gestão do tempo de vida" liga-se/
desliga-se a operacionalidade de uma ferramenta ou atualizam-se os
dados de tempo de vida.
Alterar os dados de tempo de vida
Selecionar "Corr > Gestão do tempo de vida"
O CNC PILOT mostra a lista de ferramentas com os dados de tempo
de vida atuais.
Selecionar a posição da ferramenta
Premir ENTER: o CNC PILOT abre a caixa de diálogo "Gestão do tempo
de vida"
Ajustar a "Operacionalidade"
Ativar o botão do ecrã "Novas lâmina", para atualizar os dados de
tempo de vida.
92
3.5 Modo automático
Modo de inspeção
Para o modo de inspeção, interrompe-se a execução do programa,
verifica-se ou corrige-se a "ferramenta ativa" ou muda-se a lâmina. O
programa NC prossegue no ponto da interrupção.
Ao "retirar" a ferramenta, o CNC PILOT guarda os primeiros cinco
movimentos de deslocação. Por isso, cada mudança de direção
corresponde a um percurso.
Indicações sobre o modo de inspeção:
Durante o processo de inspeção, é possível inclinar o
revólver, ativar as teclas de mandril, etc. O programa de
retrocesso troca a ferramenta "correta".
Ao fazer uma troca de lâmina, selecione os valores de
correção de forma a que a ferramenta fique na vertical
antes do ponto de interrupção.
É possível interromper o ciclo de inspeção no estado de
paragem de ciclo com a tecla ESC e, depois, mudar para
"comando manual".
O ciclo de inspeção é executado de acordo com os seguintes passos:
1
2
3
Interromper programa e "retirar" ferramenta.
Verificar ferramenta, se necessário, mudar a lâmina.
Reconduzir a ferramenta
1. Modo de inspeção - retirar a ferramenta
Interromper a execução do programa
„Selecionar "INSP(eção)"
Retirar a ferramenta com as teclas de direção manual.
Se necessário, inclinar o revólver.
HEIDENHAIN CNC PILOT 4290
93
3.5 Modo automático
2. Modo de inspeção - verificar lâmina
Verificar a lâmina, se necessário, substituí-la.
Terminar o processo de inspeção. O CNC PILOT
carrega o programa de retrocesso ("_ASSIST.").
A caixa de diálogo "Correção da ferramenta" abre-se; introduza a
correção da ferramenta
Com uma lâmina nova, escolha o valor de correção de forma a que a
ferramente fique antes do ponto de interrupção ao retroceder.
Se necessário, ativar o mandril.
3. Modo de inspeção - reconduzir a ferramenta
Ao iniciar o programa de retrocesso, são feitas as duas perguntas
"Recomeçar ao voltar a aproximar?" e "Aproximar ao/antes do ponto de
interrupção?". Com base nas respostas, o programa de retrocesso
será comandado da seguinte forma:
Recomeçar = sim (ver 3.1 Reconduzir a ferramenta e "recomeçar")
Aproximar ao ponto de interrupção: o programa de retrocesso
conduz a ferramenta em marcha rápida para o ponto de
interrupção e continua o programa sem parar.
Aproximar antes do ponto de interrupção: o programa de
retrocesso conduz a ferramenta em marcha rápida para antes do
ponto de interrupção e continua o programa sem parar.
Recomeçar = não (ver 3.2 Reconduzir a ferramenta e parar)
Aproximar ao ponto de interrupção: o programa de retrocesso
conduz a ferramenta para o ponto de interrupção e para o
programa.
Aproximar antes do ponto de interrupção: o programa de
retrocesso conduz a ferramenta para antes do ponto de
interrupção e para o programa.
"Recomeçar = sim" utiliza-se, geralmente, quando a placa de corte não
foi substituída.
94
3.5 Modo automático
3.1 Reconduzir a ferramenta e "recomeçar"
Iniciar o programa de retrocesso.
Abre-se a caixa de diálogo "Recomeçar ao voltar a aproximar?".
Introduzir "1" (=sim)
Aproximar ao PI:
Abre-se a caixa de diálogo "Aproximar ao ponto de interrupção (PI)".
Introduzir "0" (=ao PI)
O programa de retrocesso conduz a ferramenta ao ponto de
interrupção e continua a execução do programa sem parar.
Aproximar antes do PI:
Abre-se a caixa de diálogo "Aproximar ao ponto de interrupção (PI)" –
introduzir "1" (=antes do PI).
Em seguida, introduzir a distância até ao ponto de interrupção na caixa
de diálogo "Distância até ao ponto de interrupção".
O programa de retrocesso conduz a ferramenta para antes do ponto
de interrupção e continua a execução do programa sem parar.
O ciclo de inspeção fica concluído.
HEIDENHAIN CNC PILOT 4290
95
3.5 Modo automático
3.2 Reconduzir a ferramenta e parar
Iniciar o programa de retrocesso.
Abre-se a caixa de diálogo "Recomeçar ao voltar a aproximar?"
introduzir "0" (=não)
Aproximar ao PI:
Abre-se a caixa de diálogo "Aproximar ao ponto de interrupção (PI)" –
introduzir "0" (=ao PI).
O programa de retrocesso conduz a ferramenta para o ponto de
interrupção e para.
Aproximar antes do PI:
Abre-se a caixa de diálogo "Aproximar ao ponto de interrupção (PI)" –
introduzir "1" (=antes do PI)
Em seguida, introduzir a distância até ao ponto de interrupção na caixa
de diálogo "Distância até ao ponto de interrupção".
O programa de retrocesso conduz a ferramenta para antes do ponto
de interrupção e para.
Continuar a execução do programa. O ciclo de
inspeção fica concluído.
Selecionar "Insp(eção)" de novo
Abre-se a caixa de diálogo "Raspar ferramenta" (para informação)
Atribuir o volante ao eixo X/Z e "raspar"
Aceitar os valores de correção determinados através do volante com
"Aceitar valor".
Continuar a execução do programa. O ciclo de
inspeção fica concluído.
96
3.5 Modo automático
Se o programa NC para antes do ponto de interrupção, a
"Distância até ao ponto de interrupção" é determinante
para o ponto inicial:
Se a distância introduzida for superior à distância do
início do bloco ao ponto de interrrupção, o CNC PILOT
começa a partir do início do bloco NC interrompido.
Se a distância introduzida for inferior à distância do início
do bloco ao ponto de interrupção, o CNC PILOT tem em
conta a distância.
Visualização do bloco, saída de variáveis
O CNC PILOT diferencia:
Visualização do bloco: os blocos NC são visualizados como foram
programados.
Visualização do bloco básico: os ciclos são "resolvidos". São
mostrados percursos individuais. A numeração dos blocos básicos
é independente dos números de bloco programados.
Ativar visualização do bloco básico:
U
Ligar/desligar visualização do bloco básico
Visualização de canal
Em tornos com vários carros, a visualização do bloco é ativada para 3
canais, no máximo.
Ligar visualização de canal:
U
De cada vez que se ativam as softkeys, um canal é
"ligado". A seguir, aparece a visualização
exclusivamente para um canal.
Se a visualização de bloco para um canal estiver ativa, a visualização
de bloco básico é feita na janela direita. Se a visualização de bloco
estiver ativa para vários canais, a visualização de bloco básico substitui
a visualização de bloco.
Tamanho da letra
O tamanho da letra da visualização de bloco é ajustável no menu.
U
U
"Vis. > tamanho de letra> mais pequeno" reduz o tamanho
"Vis. > tamanho de letra > maior" aumenta o tamanho
Saída de variáveis
U
A "softkey premida" permite a saída de variáveis (com
PRINTA). De outro modo, a saída de variáveis é
suprimida.
Visualizações de supervisão de carga: ver "Supervisão de carga" na
página 105
HEIDENHAIN CNC PILOT 4290
97
3.5 Modo automático
Visualização gráfica
O "Gráfico automático" representa blocos e peças prontas
programados e mostra os percursos. Assim, o processo de produção
em locais não observáveis é controlado, consegue-se uma perspetiva
do estado da produção, etc.
Todas as maquinagens, incluindo as fresagens, são representadas na
"Janela de torneamento" (vista XZ).
U
Ativar gráfico. O gráfico já estava ativo, a
representação adapta-se ao estado de maquinagem
atual.
U
Voltar à visualização de bloco
Com as softkeys referidas na tabela, é possível influenciar a
representação dos percursos.
O CNC PILOT desenha o percurso completo para cada passagem ao
bloco seguinte na "Definição padrão". Na definição "Movimento", fazse a representação do levantamento de aparas sincronizadamente
com o processo de produção.
Se não houver nenhum bloco programado, é aceite o
"Bloco padrão" (parâmetro de comando 23).
"Movimento" deve estar ajustado para o início do
programa NC. Em caso de repetições do programa
(M99), "Movimento" começa na execução do programa
seguinte.
Softkeys de "Visualização gráfica"
Ajustar Modo de bloco único
Representação dos percursos (ver
"Representação de curso" na página
386):
Linha ou
Pista de corte
Representação da ferramenta (ver
"Divisão do ecrã, softkeys" na página
381):
Ponto de luz ou
Ferramenta
Representar o levantamento de
aparas sincronizadamente com o
processo de produção
98
3.5 Modo automático
Ajustar aumento, redução, corte da imagem
Ajustar a lupa através do teclado:
U
Ativar a "Lupa". Um "retângulo vermelho" assinala a
nova secção da imagem.
U
Ajustar a secção da imagem:
Aumentar: "Página seguinte"
Reduzir: "Página anterior"
Deslocar: Teclas de cursor
U
Deixar a lupa. É representada a nova secção da
imagem
Ajustar a lupa com o touchpad:
U
U
U
Posicionar o cursor num canto da secção da imagem
Com o botão esquerdo do rato pressionado, arrastar o cursor para o
canto oposto da secção da imagem
Botão direito do rato: regresso ao tamanho normal
U Deixar a lupa. É representada a nova secção da
imagem.
Softkeys de "Visualização gráfica"
Último ajuste de "Peça de trabalho
máxima" ou "Espaço de trabalho"
Elimina o último aumento
Após um grande aumento, defina "Peça de trabalho
máxima" ou "Espaço de trabalho", para depois escolher
uma nova secção da imagem.
As definições padrão são efetuadas através de softkey (ver tabela). A
definição "Através de coordenadas" (janela de simulação e posição do
ponto zero da peça de trabalho) refere-se aos carros selecionados.
Representar a peça de trabalho na
maior representação possível
Representar o espaço de trabalho,
incluindo o ponto de troca de
ferramenta
Ajustar a janela de simulação e a
posição do ponto zero de ferramenta
HEIDENHAIN CNC PILOT 4290
99
3.5 Modo automático
Cabeçote móvel mecatrónico
Um contramandril deslocável pode ser utilizado como cabeçote móvel
mecatrónico, caso o fabricante de máquinas tenha preparado a
máquina para esta função.
Se for esse o caso, inicie o funcionamento do mandril com o ponto de
menu "PLC manual". Para isso, é necessário que o modo automático
tenha sido parado com Paragem de ciclo ou que um M0/M01 tenha
desencadeado uma paragem de ciclo no programa NC.
Estado da medição pós-processo
Na medição pós-processo, as peças de trabalho são medidas fora do
torno e os "resultados" transferidos para o CNC PILOT. A caixa de
diálogo "Info PPM" informa sobre o estado dos valores de medição,
mostra os "resultados" determinados e permite a inicialização da
comunicação com o dispositivo de medição.
Comando da "Medição pós-processo":
U
U
U
Selecionar "Vis(ualização) > Estado PPM"
A caixa de diálogo "Info PPM" mostra o estado dos valores de
medição e os últimos "resultados" transmitidos.
Ao ativar o botão no ecrã "Inic", a ligação para o dispositivo de
medição pós-processo é iniciada e os resultados de medição são
apagados.
Caixa de diálogo "Info PPM":
Acoplamento do valor de medição (corresponde ao parâmetro de
comando 10)
Desligado: os resultados de medição aceites de imediato e
sobrescrevem os valores de medição anteriores.
Ligado: os resultados de medição só são aceites quando os
valores de medição anteriores estiverem processados.
Valores de medição válidos: estado dos valores de medição (após a
aceitação dos valores de medição com G915, o estado é "não
válido")
#939: resultado global do último processo de medição
#940..956: os últimos resultados de medição enviados pelo
dispositivo de medição
A função de medição pós-processo guarda os "resultados"
recebidos numa memória intermédia. A caixa de diálogo
"Info PPM" representa em #939..956 os valores da
memória intermédia, não as variáveis.
100
3.6 Visualização da máquina
3.6 Visualização da máquina
Alternar visualização
A visualização da máquina do CNC PILOT é configurável. Por carro, é
possível configurar até 6 visualizações para comando manual e modo
automático (a partir do parâmetro de comando 301).
Alternar visualzação
U
Alternar para a "Visualização configurada seguinte".
U
Alternar para a visualização do carro seguinte.
U
Alternar para a visualização do mandril seguinte.
Visualização de posição
Em "Tipo de visualização" (MP 17), definem-se os valores da
visualização de posição:
0: Valores reais
1: Erros de arrasto
2: Distância
3: Ponta da ferramenta em relação ao ponto zero da máquina
4: Posição do carro
5: Distância ressalto de referência – impulso zero
6: Valor nominal de posição
7: Diferença ponta da ferramenta – posição do carro
8: Posição nominal IPO
HEIDENHAIN CNC PILOT 4290
101
3.6 Visualização da máquina
Elementos de visualização
A tabela seguinte explica os campos de visualização padrão. Outros
campos de visualização: ver "Parâmetros de comando para a
visualização da máquina" na página 608
Elementos de visualização
Visualização de posição (distância ponta da ferramenta - ponto zero da ferramenta)
Campo vazio: o eixo não fez a deslocação de referência
Letra do eixo a branco: sem "ativação"
Representação cinzenta dos valores de visualização (apenas em X ou Z): a visualização do
valor real é inválida, dado que o eixo B foi inclinado.
Visualização de posição C
"Índex": designa o eixo C "0/1"
Campo vazio: o eixo C não está ativo
Letra do eixo a branco: sem "ativação"
Visualização do curso restante (curso restante do comando de deslocação em execução)
Gráfico de barras: curso restante em "mm"
Campo inferior esquerdo: posição real
Campo inferior direito: curso restante
Visualização T sem supervisão de tempo de vida
Número T da ferramenta ativa
Valores de correção da ferramenta
Visualização T com supervisão de tempo de vida
Número T da ferramenta ativa
Indicações do tempo de vida
Informações do limite de quantidade/tempo das peças
Número de peças de trabalho prontas deste lote
Tempo de produção da ferramenta atual
Tempo de produção total deste lote
Visualização da carga
Carga dos motores de mandril/acionamentos de eixo em relação ao binário nominal
Visualização D (correções aditivas)
Número da correção ativa
Valores de correção
102
3.6 Visualização da máquina
Elementos de visualização
Visualização do carro
Estado do ciclo:
Ciclo - ligado
Paragem do avanço
Ciclo - desligado
Comando manual
Símbolo branco: sem "ativação"
Algarismo: carro selecionado
Fundo branco: sem "Converter e refletir" ativo (G30)
Fundo colorido: "Converter e refletir" ativo (G30)
Estado do ciclo
Gráfico de barras: Sobreposição de avanço "em %"
Campo superior: sobreposição de avanço
Campo inferior:
avanço atual
com carros parados: avanço nominal (escrita cinzenta)
Número de carro com fundo azul: maquinagem da parte posterior ativa
Ciclo de inspeção
Modo de ajuste
Visualização do mandril
Estado do mandril:
Direção de rotação do
mandril M3
Direção de rotação do
mandril M4
Paragem do mandril
Símbolo branco: sem "ativação"
Algarismo no símbolo do mandril: escalão de engrenagem
"H"/algarismo: mandril selecionado
Estado do mandril
Gráfico de barras: sobreposição de rotações "em %"
Campo superior: sobreposição de rotações
Campo inferior:
rotações atuais
com mandril parado: rotações nominais (escrita cinzenta)
com regulação de posição (M19): posição do mandril
Mandril em regulação
de posição (M19)
O eixo C está
"ativado"
HEIDENHAIN CNC PILOT 4290
103
3.6 Visualização da máquina
Elementos de visualização
Vista geral das ativações
Mostra as ativações, no máximo, dos 6 canais NC, 4 mandris, 2 eixos C. As ativações estão
marcadas (a verde).
Grupo de visualização à esquerda: "Ativações"
F: Avanço
D: Dados
S: Mandril
C: Eixo C
1..6: Número do carro/do mandril, do eixo C
Grupo de visualização ao centro: "Estado"
Zy – visualização à esquerda: ciclo Ligado/Desligado
Zy – visualização à direita: paragem do avanço;
R = deslocação de referência
A: modo automático
H: comando manual
F: Retirar (depois de ultrapassar o interruptor limite)
I: modo de inspeção
E: interruptor de ajuste
Grupo de visualização à direita: "Mandril"
Visualização para "Direção de rotação esquerda/direita"
Ambas ativas: posicionamento do mandril (M19)
104
3.7 Supervisão de carga
3.7 Supervisão de carga
Na produção com supervisão de carga, o CNC PILOT compara os
binários ou o "trabalho" dos acionamentos com valores de uma
"montagem de referência".
Caso se exceda o "Valor limite de binário 1" ou o "Valor limite de
trabalho", a ferramenta é assinalada como "usada". Caso se exceda o
"Valor limite de binário 2", o CNC PILOT entende-o como uma rotura
da ferramenta e para a maquinagem (paragem do avanço). Valores
limite excedidos são participados como mensagem de erro.
A supervisão de carga assinala ferramentas usadas nos "bits de
diagnóstico da ferramenta". Quando se usa a supervisão do tempo
de vida, o CNC PILOT assume a gestão das ferramentas de
substituição. Em alternativa, avalie os "bits de diagnóstico da
ferramenta" no programa NC.
Na supervisão de carga, determinam-se as zonas de supervisão no
programa NC e definem-se os acionamentos a supervisionar (G995).
Os valores limite de binário de uma zona de supervisão orientam-se
pelo binário máximo determinado na maquinagem de referência.
O CNC PILOT verifica os valores de binário e de trabalho em cada ciclo
de interpolador e mostra os valores num padrão de tempo de
20 msec. Os valores limite são calculados com os valores de
referência e o fator de valor limite (parâmetro de comando 8). É
possível alterar os valores limite posteriormente em "Editar
parâmetros de supervisão".
Preste atenção a que as condições na maquinagem de
referência e na produção posterior (sobreposição do
avanço e das rotações, qualidade das ferramentas, etc)
sejam iguais.
O CNC PILOT supervisiona, no máximo, quatro
agregados por zona de supervisão.
Com "G996 Tipo de supervisão de carga", comanda-se a
omissão de cursos de marcha rápida e a supervisão por
binário e/ou trabalho.
As visualizações gráficas e numéricas são feitas
relativamente aos binários nominais.
HEIDENHAIN CNC PILOT 4290
105
3.7 Supervisão de carga
Trabalhar com a supervisão de carga
Ao aplicar-se a supervisão de carga, uma ferramenta usada deverá
necessitar de um binário claramente mais alto do que uma não usada.
Daí resulta que devam ser supervisionados os acionamentos que
estão sujeitos a uma carga considerável. Geralmente, trata-se do
mandril principal.
Devido à reduzida alteração do binário, só em certas condições é
possível supervisionar os levantamentos de aparas com
profundidades de corte reduzidas.
Não se determina uma diminuição do binário.
Determinar zonas de supervisão: os valores de referência do binário
orientam-se pelo maior binário da zona. Daí resulta que valores de
binário mais baixos só possam ser supervisionados em certas
condições.
Facear com velocidade de corte constante: a supervisão do mandril
tem lugar enquanto a aceleração for <= 15 % do valor médio da
aceleração máxima e do retardamento de travagem máximo (MP 811,
...). Como a aceleração aumenta devido às rotações mais altas, em
geral, é apenas a fase após o corte que é supervisionada.
Valores empíricos (na maquinagem de aço):
No torneamento longitudinal, a profundidade de corte deve ser > 1
mm
No puncionamento, a profundidade de corte deve ser > 1 mm
Ao furar "na totalidade", o diâmetro de furação deve ser de 6..10 mm
106
3.7 Supervisão de carga
Maquinagem de referência
A maquinagem de referência (registo do valor nominal) determina o
binário máximo e o trabalho de cada zona de supervisão. Estes valores
são considerados como valores de referência.
O CNC PILOT executa uma maquinagem de referência se:
não existirem "parâmetros de supervisão".
na caixa de diálogo "Maquinagem de referência" (após a "Seleção de
programa") for selecionado "sim".
Ativar a visualização:
U
Selecionar "Vis(ualização) > Visualização da supervisão de carga": o
CNC PILOT muda para o submenu "Registo de valores nominais"
Submenu "Registo de valores nominais":
Opção de menu "Curvas"
Em "Curva 1..4", atribuem-se os acionamentos aos campos de
introdução.
Com "Grelha de visualização", é possível influenciar a precisão da
representação. Uma "grelha pequena" aumenta a precisão
(valores: 4, 9, 19, 39 segundos por imagem).
Grupo de menus "Modo"
Gráfico de linhas: mostra o binário através do eixo de tempo.
Gráfico de barras: mostra o binário sob a forma de barra e assinal
os valores de pico.
Guardar/não guardar valores de medição: Guardar é a
condição essencial para uma análise posterior da maquinagem de
referência. A visualização "Escrever dados" caracteriza o ajuste.
Sobrescrever/não sobrescrever valores limite: define se os
valores limite serão sobrescritos numa nova maquinagem de
referência.
Pausa: para a visualização
Continuar: procede com a visualização
Auto: regresso ao menu automático
Informações adicionais durante o registo:
Número de zona: zona de supervisão atual
Sinal negativo: O processo não é supervisionado (exemplo: omissão
dos cursos de marcha rápida).
Ferramenta: ferramenta ativa
Os acionamentos selecionados são listados e os binários
momentâneos são visualizados.
Visualização do bloco
HEIDENHAIN CNC PILOT 4290
107
3.7 Supervisão de carga
Produção com supervisão da carga
Determinante para que a "Produção com supervisão da carga" tenha
lugar é a definição no programa NC (G996).
Mostrar binários e valores limite:
U
Selecionar "Vis(ualização) > Supervisão de carga > Visualização "
Submenu "Supervisão de carga > Visualização":
Opção de menu "Curvas"
Em "Curva 1..4", atribuem-se os acionamentos aos campos de
introdução.
Gráfico de linhas: uma curva
Gráfico de barras: até quatro barras
Com "Grelha de visualização", é possível influenciar a precisão da
representação. Uma "grelha pequena" aumenta a precisão
(valores: 4, 9, 19, 39 segundos por imagem).
Grupo de menus "Modo"
Gráfico de linhas: mostra o binário através do eixo de tempo e os
valores limite. Valores limite "cinzentos": área não supervisionada
(omissão dos cursos de marcha rápida).
Gráfico de barras: mostra o binário atual, o "trabalho" anterior e
todos os valores limite da zona de supervisão.
Pausa: para a visualização
Continuar: procede com a visualização
Auto: regresso ao menu automático
108
3.7 Supervisão de carga
Editar valores limite
Com o "Editor dos parâmetros de supervisão", analisa-se a
maquinagem de referência e optimizam-se os valores limite.
O CNC PILOT mostra o nome do programa do parâmetro de
supervisão carregado no cabeçalho.
Seleção:
U
Selecionar "Vis(ualização) > Supervisão de carga > Editar"
Submenu "Editor dos parâmetros de supervisão":
Carregar ficheiro atual: parâmetros de supervisão do programa NC
selecionado.
Carregar: parâmetros de supervisão selecionados pelo operador.
Editar: examinar e editar os valores limite.
Apagar valores de referência: apaga os parâmetros de supervisão
do programa NC mostrado.
Auto: regresso ao menu automático
Editar os parâmetros de supervisão
A caixa de diálogo "Mostrar e ajustar parâmetros de carga" prepara os
parâmetros de um agregado de uma zona de supervisão para edição.
O gráfico de barras representa todos os agregados da zona de
supervisão (barras largas: valores de desempenho; barra estreita:
valores de trabalho). O agregado selecionado está marcado com
cores.
Introduzir a zona de supervisão e selecionar o agregado. O CNC PILOT
mostra os valores de referência, prepara os valores limite
"Desempenho" e "Trabalho" para edição e mostra a ferramenta
(número T) "para informação".
Botões do ecrã da caixa de diálogo:
Guardar: guarda os valores limite deste agregado nesta zona.
Fim (ou tecla ESC): sai-se da caixa de diálogo.
Ficheiro: alterna para "gráfico de linhas".
Condição: os valores de medição foram guardados na maquinagem
de referência.
HEIDENHAIN CNC PILOT 4290
109
3.7 Supervisão de carga
Analisar a maquinagem de referência
A supervisão de carga mostra o binário e os valores limite do agregado
selecionado "ao longo do tempo".
Valores limite "cinzentos": área não supervisionada (omissão dos
cursos de marcha rápida).
O CNC PILOTO mostra adicionalmente os valores da posição do
cursor de forma numérica.
Seleção:
U
Botão do ecrã "Ficheiro" na caixa de diálogo "Mostrar e ajustar os
parâmetros de carga"
U Voltar para "Editar os parâmetros de supervisão".
Submenu "Analisador (visualização de ficheiro)":
Colocar cursor: posicione o cursor com "Seta para esquerda/direita"
ou
no início do ficheiro
no início de zona seguinte
no máximo, na zona
Visualização: selecione o agregado na caixa de diálogo "Visualizar
Ficheiro".
Ajustes – Zoom: ajuste a "grelha de visualização" (valores baixos
aumentam a precisão da visualização e reduzem o incremento do
cursor).
A linha por baixo do gráfico mostra a grelha definida, o padrão de
tempo do registo dos valores de medição e a posição do cursor
relativamente ao início da maquinagem de referência. Tempo
"0:00.00 seg" = Início da maquinagem de referência.
110
3.7 Supervisão de carga
Parâmetros para a supervisão de carga
Parâmetro de máquina "Supervisão de carga" (mandril: MP 809,
859, ...; eixo C: MP 1010, 1060; eixos lineares: MP 1110, 1160, ...):
Tempo de início de supervisão [0..1000 ms] é avaliado em "Omitir
cursos de marcha rápido":
Mandris: Da rampa de aceleração e da rampa de travagem é
determinado um valor limite. Enquanto a aceleração nominal
exceder o valor limite, a supervisão é interrompida. Se a
aceleração nominal não chegar ao valor limite, a supervisão é
retardada pelo "Tempo de início de supervisão".
Eixos lineares e C: Após a troca de marcha rápida para avanço, a
supervisão é retardada pelo "Tempo de início de supervisão".
Número para valores de apalpação médios [1..50]
O valor médio reduz a sensibilidade em relação aos picos de carga
curtos.
Binário máximo do acionamento [Nmm]
Tempo de atraso de reação P1, P2 [0..1000 ms]: A infração ao
valor limite de binário 1/2 é comunicada após se exceder o tempo
"P1/P2".
Parâmetro de comando 8 "Definições da supervisão de carga"
Fator de valor limite do binário 1, 2
Fator trabalho-valor limite
Valor limite = valor de referência * fator de valor limite
Binário mínimo [% do binário nominal]: Os valores de referência
abaixo deste valor serão aumentados para o "binário mínimo". Deste
modo, evitam-se valores limite excedidos devido a pequenas
variações do binário.
Tamanho máximo do ficheiro [kByte]: Se os dados do registo dos
valores de medição excederem o "Tamanho máximo do ficheiro", os
"valores de medição mais antigos" serão sobrescritos. Valor
orientativo: para um agregado, por minuto de tempo de execução de
programa, são necessários cerca de 12 kByte
Parâmetro de comando 15 "Números bit para a supervisão de
carga":
Atribui os números bit utilizados em G995 aos acionamentos ("eixos
lógicos").
HEIDENHAIN CNC PILOT 4290
111
112
3.7 Supervisão de carga
Programação DIN
HEIDENHAIN CNC PILOT 4290
113
4.1 Programação DIN
4.1 Programação DIN
Introdução
O CNC PILOT suporta a "programação DIN convencional" e a
"programação DIN PLUS".
Programação DIN convencional: a maquinagem de peças de
trabalho é programada com movimentos lineares e circulares e
ciclos de torneamento simples. Para a programação DIN
convencional, a "descrição de ferramenta simples" é suficiente.
Programação DIN PLUS: A descrição geométrica da peça de
trabalho e a maquinagem são separadas. Programa-se o contorno
do bloco e da peça pronta e a peça de trabalho é maquinada com os
ciclos de torneamento referentes ao contorno. Em cada passo de
maquinagem (também em percursos individuais e ciclos de
torneamento simples), é efetuado o seguimento de contorno. O
CNC PILOT otimiza os trabalhos de levantamento de aparas, assim
como os cursos de aproximação e afastamento (não há cortes
vazios).
Dependendo dos requisitos de desempenho e da complexidade da
maquinagem, assim se optará por aplicar a "programação DIN
convencional" ou a "programação DIN PLUS".
Secções de programa NC: o CNC PILOT suporta a divisão do
programa NC em secções de programa.
Cabeçalho do programa (dados de organização e informações de
ajuste)
Lista de ferramentas (tabela do revólver)
Tabela de dispositivos tensores
Descrição do bloco
Descrição da peça pronta
Maquinagem da peça de trabalho
Trabalho paralelo: enquanto o programa é editado e testado, o torno
pode executar outro programa NC.
Exemplo: "Programa DIN PLUS estruturado"
CABEÇALHO DO PROGRAMA
#MATERIAL St 60-2
#DIÂMETRO DE FIXAÇÃO
120
#COMPR. RETIRADA
106
#PRESS. APERTO 20
#CARRO
$1
#SINCRO
0
REVOLVER 1
T1 ID"342-300.1"
T2 ID"111-80-080.1"
. . .
DISPOSITIVO TENSOR [Deslocação do ponto
zero Z282]
H1 ID"KH250"
H2 ID"KBA250-77" Q4.
BLOCO
N1 G20 X120 Z120 K2
PEÇA PRONTA
N2 G0 X60 Z-115
N3 G1 Z-105
. . .
MAQUINAGEM
N22 G59 Z282
N23 G65 H1 X0 Z-152
N24 G65 H2 X120 Z-118
N25 G14 Q0
[Pré-perfuração-30 mm-exterior-centradosuperfície frontal]
N26 T1
N27 G97 S1061 G95 F0.25 M4
. . .
FIM
114
4.1 Programação DIN
Ecrã DIN PLUS
Estrutura do ecrã:
1
2
3
4
5
Barra de menus
Barra de programas NC com o nome dos programas NC
carregados. O programa selecionado está marcado.
Janela de edição em ecrã completo, dupla ou tripla. A janela
selecionada está marcada.
Visualização do contorno ou visualização da máquina
Softkeys
Edição paralela: é possível processar paralelamente até oito
programas NC/subprogramas NC. O CNC PILOT representa os
programas NC opcionalmente numa janela em ecrã completo, dupla
ou tripla.
Menus principais e submenus: as funções do editor DIN PLUS
repartem-se pelo "Menu principal" e vários "Submenus". É possível
aceder aos submenus
selecionando as opções de menu correspondentes
posicionando o cursor na secção de programa
Softkeys: as softkeys estão à disposição para mudar rapidamente
para "modos de funcionamento adjacentes", para trocar de janela de
edição e para ativar o gráfico.
Softkeys
Alternar para o modo de
funcionamento Simulação
Alternar para modo de
funcionamento TURN PLUS
Mudar de programa NC
Mudar de programa NC
Mudar de janela de edição
Ajustar a janela ao ecrã completo
(uma janela de edição)
Ajustar uma janela dupla ou tripla
Ativar gráfico
HEIDENHAIN CNC PILOT 4290
115
4.1 Programação DIN
Eixos lineares e rotativos
Eixos principais: as indicações de coordenadas dos eixos X, Y e Z
referem-se ao ponto zero da peça de trabalho.
Com coordenadas X negativas, deve-se ter em atenção
o seguinte:
Não permitidas nas descrições de contorno
Não permitidas para ciclos da maquinagem de
torneamento
O seguimento de contorno é interrompido
O sentido de rotação de arcos de círculo (G2/G3, G12/
G13) deve ser ajustado manualmente
A posição da compensação do raio da lâmina (G41/G42)
deve ser ajustada manualmente
Eixo C como eixo principal:
As indicações angulares referem-se ao "ponto zero do eixo C".
Contornos de eixo C e maquinagens de eixo C:
As indicações de coordenadas na parte frontal/posterior realizamse em coordenadas cartesianas (XK, YK) ou em coordenadas
polares (X, C)
As indicações de coordenadas na superfície lateral são feitas em
coordenadas polares (Z, C). Em lugar de "C", pode ser utilizada a
medida de distância CY (desenvolvimento da superfície lateral
no diâmetro de referência).
B
B
Y
B
U
X
A
V
C
W
116
Z
4.1 Programação DIN
Eixo B – plano de maquinagem inclinado: o eixo permite
maquinagens de furarção e fresagens em planos inclinados no
espaço. Para a programação, o sistema de coordenadas é inclinado de
modo a que a definição do padrão de perfuração e dos contornos de
fresagem possa ser realizada no plano YZ. A maquinagem é feita,
então, no plano indicado.
Eixos secundários (eixos auxiliares): o CNC PILOT suporta-os
adicionalmente aos eixos principais
U:eixo linear na direção X
V:eixo linear na direção Y
W:eixo linear na direção Z
A:eixo rotativo à volta de X
B:eixo rotativo à volta de Y
C:eixo rotativo à volta de Z
Os eixos secundários são programados apenas nas funções G0..G3,
G12, G13, G30, G62 e G701 da parte de maquinagem. Uma
interpolação circular só é possível nos eixos principais. Os eixos
rotativos (como eixos secundários) são programados na parte de
maquinagem com G15.
O editor DIN tem em consideração apenas as letras de
endereço dos eixos configurados.
O comportamento dos eixos rotativos B e C depende
da sua configuração como eixos principais ou eixos
secundários.
Unidades de medição
Os programas NC escrevem-se no sistema "métrico" ou "em
polegadas". A unidade de medição é definida no campo "Unidade" (ver
“Secção CABEÇALHO DO PROGRAMA” na página 144).
Uma vez a unidade de medição definida, já não pode ser
alterada.
HEIDENHAIN CNC PILOT 4290
117
4.1 Programação DIN
Elementos do programa DIN
Um programa DIN é composto pelos elementos:
Número de programa
Identificações das secções de programa
Blocos NC
Comandos de estruturação do programa
Frases de comentário
O número de programa começa com "%", seguindo-se até 8
carateres (algarismos, maiúsculas ou "_", sem acentos nem "ß") e a
extensão "nc" para programas principais ou "ncs" para subprogramas.
Como primeiro caráter deve utilizar-se um algarismo ou uma letra.
Identificações das secções de programa: quando se cria um
programa DIN novo, já estão registadas identificações de secção.
Dependendo dos requisitos de desempenho, acrescentam-se mais
secções ou apagam-se identificações registadas. Um programa DIN
deve conter, no mínimo, as identificações de secção MAQUINAGEM
e FIM.
Os blocos NC principiam por um "N", seguido por um número de bloco
(com até 4 algarismos). Os números de bloco não influenciam a
execução do programa. Servem para identificar um bloco NC.
Os blocos NC das secções CABEÇALHO DO PROGRAMA,
REVÓLVER E DISPOSITIVO TENSOR não estão integrados na
"Organização de números de bloco" do editor DIN.
Um bloco NC contém comandos NC como comandos de deslocação,
ativação ou organização. Os comandos de deslocação ou ativação
começam por um "G" ou "M", seguido por uma combinação numérica
(G1, G2, G81, M3, M30, ...) e os parâmetros de endereço. Os
comandos de organização são compostos por "palavras-chave"
(WHILE, RETURN, etc.) ou por uma letra e uma combinação numérica.
São permitidos blocos NC que contenham exclusivamente cálculos de
variáveis.
É possível programar vários comandos NC num bloco NC desde que
não se utilizem as mesmas letras de endereço e não possuam
funcionalidades "contrárias".
118
4.1 Programação DIN
Exemplos
Combinação permitida: N10 G1 X100 Z2 M8
Combinação não permitida:
N10 G1 X100 Z2 G2 X100 Z2 R30 – mesmas letras de endereço
repetidas ou
N10 M3 M4 – funcionalidade contrária
Parâmetros de endereço NC
Os parâmetros de endereço são compostos por 1 ou 2 letras seguidas
por
um valor
uma expressão matemática
um "?" (programação geométrica simplificada VGP)
um "i" como identificação de parâmetros de endereço incrementais
(exemplos: Xi..., Ci..., XKi..., YKi..., etc.)
uma variável # (é calculada na compilação do programa NC)
uma variável V (é calculada na execução do comando)
Exemplos:
X20(medida absoluta)
Zi–35.675(medida incremental)
X?(VGP)
X#12(programação de variáveis)
X{V12+1}(programação de variáveis)
X(37+2)*SIN(30)(expressão matemática)
Ramificações e repetições
Ramificações de programa, repetições de programa e
subprogramas são úteis para a estruturação do programa. Exemplo:
maquinagem de um início de barra/fim de barra, etc.
Plano omitido: influencia a execução de blocos NC individuais
Identificação do carro: os blocos NC são atribuídos a um carro (em
tornos com vários carros).
Entradas e saídas: com "Entradas", o operador da máquina influencia
a execução do programa NC. As "Saídas" servem para informar o
operador da máquina. Exemplo: é pedido ao operador da máquina que
controle pontos de medição e atualize valores de correção.
Os comentários apresentam-se entre "[...]". Encontram-se ou no final
de um bloco NC ou exclusivamente num bloco NC.
HEIDENHAIN CNC PILOT 4290
119
4.2 Instruções de programação
4.2 Instruções de programação
Configuração do editor DIN
As características do editor DIN seguintes podem ser configuradas no
menu principal:
Mostrar/ocultar a imagem operativa (imagem de ajuda) ao lado da
caixa de diálogo
Número de janelas de edição
Tamanho da letra
Estas definições são guardadas e carregadas pelo operador.
Imagem de ajuda:
U
U
Selecionar "Config > Imagem operativa". O editor abre a caixa de
diálogo "Configuração da imagem operativa".
Definir se as imagens de ajuda devem ser visualizadas.
Número de janelas de edição:
U
Selecionar "Config > Janela > Janela em ecrã completo" (ou ".. >
Janela dupla", ".. > Janela tripla"). O editor ajusta o número de janelas
selecionado.
Tamanho da letra:
U
U
Selecionar "Config > Tamanho da letra > menor" (ou ".. > maior). O
editor diminui/aumenta o tamanho da letra.
Selecionar "Config > Tamanho da letra > Ajustar letras". O editor
assume o tamanho da letra da janela selecionada em todas as
janelas de edição.
Guardar/carregar as definições do editor:
U
U
U
U
Selecionar "Config > Definições > Guardar". O editor guarda as
definições do editor.
Selecionar "Config > Definições > Carregar". O editor carrega as
últimas definições do editor guardadas, incluindo o programa NC.
Selecionar "Config > Definições > Auto-Save ligado". O editor guarda
o estado ao desligar.
Selecionar "Config > Definições > Auto-Save desligado". O estado
do editor não é guardado ao desligar.
120
4.2 Instruções de programação
Edição paralela
O CNC PILOT processa paralelamente até oito programas NC/
subprogramas NC e disponibiliza até três janelas de edição.
Janelas de edição: ajustar janela ao ecrã completo ou janelas
múltiplas:
U
Ajustar janela ao ecrã inteiro
U
Ajustar janelas múltiplas (as janelas duplas ou triplas
são definidas na configuração)
Mudar de janela de edição:
U
Pressionar a softkey ou
U
Clicar na janela desejada com o touchpad
Mudar de programa NC:
U
Pressionar a softkey
U
Pressionar a softkey ou
U
Clicar no programa NC na barra de programas NC com
o touchpad.
Selecionar submenus, posicionar o cursor
É possível aceder aos submenus
U
selecionando as opções de menu correspondentes
U
posicionando o cursor na secção de programa
U
Pressionar a tecla ESC: voltar ao menu principal
Ao abrir as opções de menu "Geometria", "Maquinagem", "Ocupação
do revólver" ou "Dispositivo tensor", o CNC PILOT muda para a secção
de programa correspondente.
Posicionando o cursor na secção de programa BLOCO, PEÇA
PRONTA ou MAQUINAGEM, o CNC PILOT comuta para o respetivo
submenu.
Posicionar o cursor:
U
"Bloco > Início de prog(rama)" posiciona no início do
programa
U
"Bloco > Fim de prog(rama)" posiciona no fim do
programa
U
com as teclas de cursor ou "Página seguinte", "Página
anterior"
HEIDENHAIN CNC PILOT 4290
121
4.2 Instruções de programação
Criar, alterar e apagar blocos NC
Criar bloco NC:
A inserção de novos blocos NC depende da secção de programa.
Cabeçalho do programa:
U
Fechar a caixa de diálogo "Cabeçalho do programa
Edição": o CNC PILOT cria automaticamente os
blocos do cabeçalho do programa (identificação: "#..").
Secções de programa REVÓLVER e DISPOSITIVO TENSOR:
U
Pressionar a tecla INS: o CNC PILOT abre o diálogo
para uma nova ferramenta ou dispositivo tensor.
U
Depois de se fechar o diálogo, o novo bloco é inserido.
Programação de contornos, programação da maquinagem e
programação em subprogramas:
U
Pressionar a tecla INS: o CNC PILOT cria um novo
bloco NC por baixo da posição do cursor.
U
Em alternativa, o comando NC pode ser programado
diretamente. O CNC PILOT cria um novo bloco NC ou
insere o comando NC no bloco NC existente.
Apagar bloco NC:
U
Posicionar o cursor sobre o bloco NC a apagar
U
Pressionar a tecla DEL: o CNC PILOT apaga o bloco
NC.
Adicionar elemento NC:
122
U
Posicionar o cursor sobre um elemento do bloco NC
(número de bloco NC, comando G ou M, parâmetro
de endereço, etc.).
U
Inserir o elemento NC (função G, M, T, etc.)
4.2 Instruções de programação
Alterar elemento NC:
U
Posicionar o cursor sobre um elemento do bloco NC
(número de bloco NC, comando G ou M, parâmetro
de endereço, etc.) ou sobre a identificação de secção.
U
Premir ENTER ou fazer duplo clique com o botão
esquerdo do rato. O CNC PILOT ativa uma caixa de
diálogo em que o número de bloco, o número G/M ou
os parâmetros de endereço da função são
apresentados para serem editados.
Com identificações de secção, é possível alterar os respetivos
parâmetros (exemplo: o número do revólver). Quando se alteram
palavras NC (G, M, T), o CNC PILOT ativa a caixa de diálogo de edição
dos parâmetros de endereço.
Apagar elementos NC:
U
Posicionar o cursor sobre um elemento do bloco NC
(número de bloco NC, comando G ou M, parâmetro
de endereço, etc.) ou sobre a identificação de secção.
U
Pressionar a tecla DEL. O elemento NC marcado com
o cursor e todos os respetivos elementos são
apagados (exemplo: se o cursor se encontra sobre
um comando G, também os parâmetros de endereço
são apagados).
Quando se apaga um bloco NC, primeiro é feita uma
pergunta de segurança. O editor apaga elementos
individuais de um bloco NC, incluindo funções G/M, sem
pergunta de segurança.
Funções de procura
A função de procura do editor DIN suporta:
A procura de número de bloco:
U
Selecionar "Bloco > Funções de procura > Procurar bloco" no menu
principal. O editor abre a caixa de diálogo "Procura de número de
bloco".
U Registar o número de bloco e fechar a caixa de diálogo: o CNC
PILOT posiciona o cursor sobre o número de bloco (se existente).
A procura de palavras NC (comando G, parâmetros de endereço, etc.):
U
U
U
Selecionar "Bloco > Funções de procura > Procurar palavra" no menu
principal. O editor abre a caixa de diálogo "Procura de palavra".
A partir da versão de software 625 952-02: ativar a combinação de
teclas <Ctrl F>. O editor abre a caixa de diálogo "Procura de palavra".
Para continuar a procurar, basta ativar <F>.
Registar a palavra NC e fechar a caixa de diálogo. O CNC PILOT
posiciona o cursor sobre o bloco NC seguinte contendo a palavra
NC. A procura faz-se a partir da posição do cursor até ao fim do
programa e, depois, a partir do início do programa.
HEIDENHAIN CNC PILOT 4290
123
4.2 Instruções de programação
Edição guiada ou livre
Na edição guiada, as funções NC são selecionadas através dos
menus e os parâmetros de endereço são editados em caixas de
diálogo.
Na edição livre, todos os elementos são introduzidos no bloco NC. O
comprimento máximo de bloco na "edição livre" é de 128 carateres por
linha.
Seleção da edição "livre":
U
U
Selecionar "Bloco > Novo: introdução livre" no menu principal. O
editor DIN insere um bloco na posição do cursor e aguarda a
introdução de um bloco NC completo.
Selecionar "Bloco > Alterar: introdução livre" no menu principal. O
editor DIN prepara o bloco NC sobre o qual se encontra a posição do
cursor para ser alterado.
Comandos de geometria e maquinagem
Os comandos G subdividem-se em:
Comandos de geometria para a descrição do contorno do bloco e
da peça pronta.
Comandos de maquinagem para a secção MAQUINAGEM.
Alguns "Números G" são utilizados na descrição do bloco
e da peça pronta e na secção MAQUINAGEM. Tenha em
atenção, ao copiar ou deslocar blocos NC, que os
"comandos de geometria" são utilizados exclusivamente
para a descrição de contorno, enquanto que os "comandos
de maquinagem" se destinam unicamente à secção
MAQUINAGEM.
124
4.2 Instruções de programação
Programação de contornos
A descrição do contorno do bloco e da peça pronta é condição
essencial para o "seguimento do contorno" e a utilização de ciclos de
torneamento referentes ao contorno. Na fresagem e maquinagem de
furação, a descrição do contorno é condição essencial para a utilização
dos ciclos de maquinagem.
Contornos para a maquinagem de torneamento:
Descreva o contorno num "único traçado".
A direção da descrição não depende da direção de maquinagem.
O CNC PILOT fecha contornos "abertos" paralelamente ao eixo.
As descrições de contorno não podem exceder o centro de rotação.
O contorno da peça pronta deve ficar dentro do contorno do bloco.
Nas peças de barras, apenas a secção necessária para a produção
de uma peça de trabalho deve ser definida como bloco.
As descrições de contorno são válidas para o programa NC
completo, mesmo que a peça de trabalho seja reapertada para a
maquinagem da parte posterior.
Nos ciclos de maquinagem, programam-se "Referências" na
descrição de contorno.
Os blocos descrevem-se
com a "macro de bloco G20", na presença de peças standard
(cilindro, cilindro oco).
com a "macro de peça fundida G21", quando o contorno do bloco se
baseia no contorno da peça pronta.
mediante elementos de contorno individuais (como contornos de
peças prontas), caso não seja possível utilizar G20, G21.
As peças prontas descrevem-se através de elementos de contorno
individuais. É possível fazer corresponder a elementos de contorno ou
a todo o contorno atributos que serão tidos em conta na maquinagem
da peça de trabalho (exemplo: rugosidade, medida excedente, etc.).
Nos passos de maquinagem intermédia criam-se contornos
auxiliares. A programação dos contornos auxiliares é feita de forma
semelhante à descrição da peça pronta. Por CONTORNO AUXILIAR é
possível uma descrição de contorno. Podem ser criados múltiplos
CONTORNOS AUXILIARES.
Contornos para a maquinagem do eixo C:
Os contornos para a maquinagem do eixo C programam-se dentro
da secção PEÇA PRONTA.
Identifique os contornos com SUPERFÍCIE FRONTAL [STIRN] ou
SUPERFÍCIE LATERAL [MANTEL]. Pode utilizar as identificações de
secção repetidamente ou programar vários contornos dentro de
uma identificação de secção.
HEIDENHAIN CNC PILOT 4290
125
4.2 Instruções de programação
Vários contornos num programa NC
O CNC PILOT suporta até quatro contornos (blocos e peças prontas)
por programa NC. A descrição começa com a identificação de secção
CONTORNO. Parâmetros da deslocação do ponto zero e do sistema
de coordenadas definem a posição do contorno no espaço de trabalho.
Um G99 na parte de maquinagem atribui a maquinagem a um
contorno.
Seguimento de contorno
O CNC PILOT parte do bloco e tem em consideração cada corte e cada
ciclo no seguimento do contorno. Deste modo, o "contorno da peça de
trabalho atual" é conhecido em todas as situações da maquinagem.
Com base no "contorno seguido", o CNC PILOT otimiza os cursos de
aproximação e afastamento e evita cortes vazios.
O seguimento de contorno é executado apenas para contornos de
torneamento. Também se realiza com "contornos auxiliares".
Condições para o seguimento de contorno:
Descrição do bloco
Descrição da ferramenta suficiente (a "definição de ferramenta
simples" não basta)
Referências de bloco
Ao editar comandos G referentes ao contorno (secção
MAQUINAGEM), ative a visualização de contorno e aceite as
referências de bloco do contorno mostrado.
U
Posicionar o cursor sobre o campo de introdução
U
Alternar para a visualização de contorno
U
Posicionar o cursor sobre o elemento de contorno
desejado
U
Aceitar o número de bloco deste elemento de
contorno com ENTER
Criação de contorno na simulação
Os contornos criados na simulação podem ser guardados e lidos no
programa NC. Exemplo: o operador descreve o bloco e a peça pronta
e simula a maquinagem da primeira fixação. Em seguida, guarda o
contorno. Deste modo, define uma deslocação do ponto zero da
ferramenta e/ou uma reflexão. A simulação guarda o "contorno criado"
como bloco e o contorno de peça pronta definido originalmente, tendo
em consideração a deslocação e a reflexão.
Ler o contorno de bloco e peça pronta criado:
U
U
Posicionar o cursor
Selecionar "(menu de) Conjunto de blocos > Inserir contorno" no
menu principal
126
4.2 Instruções de programação
Lista de funções G
Quando o número G não é conhecido, o editor DIN com lista de
funções G é muito útil.
U
Selecionar "G" no menu de geometria ou de
maquinagem. O editor abre a "Lista de funções G".
U
Colocar o cursor sobre a função G desejada
U
Aceitar o número G com ENTER
Parâmetros de endereço
As coordenadas são programadas de forma absoluta ou incremental.
Se as coordenadas X, Y, Z, XK, YK, C não forem indicadas, são aceites
pelo bloco executado anteriormente (auto-retentor).
O CNC PILOT calcula coordenadas desconhecidas dos eixos principais
X, Y ou Z se se programar "?" (programação geométrica simplificada –
VGP).
As funções de maquinagem G0, G1, G2, G3, G12 e G13 são autoretentoras. Isso significa que o CNC PILOT assume o comando G
precedente quando os parâmetros de endereço X, Y, Z, I ou K no bloco
seguinte estão programados sem função G. Neste caso, pressupõemse valores absolutos como parâmetros de endereço.
O CNC PILOT suporta expressões variáveis e matemáticas como
parâmetros de endereço.
Editar parâmetros de endereço:
U
Ativar a caixa de diálogo
U
Posicionar o cursor no campo de introdução e
introduzir/alterar valores ou
U
„Chamar "Introdução avançada"
„?“ programar (VGP)
Alternar "Incremental – Absoluto"
Ativar a introdução de variáveis
HEIDENHAIN CNC PILOT 4290
127
4.2 Instruções de programação
Programação de ferramentas
A denominação das posições das ferramentas é determinada pelo
fabricante da máquina. Deste modo, a cada montagem de ferramenta
é dado um número T inequívoco.
No "comando T" (secção: MAQUINAGEM), programa-se a montagem
da ferramenta e, deste modo, a posição de inclinação do suporte de
ferramenta. O CNC PILOT conhece a atribuição das ferramentas à
posição de inclinação a partir da secção REVÓLVER ou da "lista de
ferramentas" se o número T não estiver definido na secção
REVÓLVER.
Ferramentas múltiplas: uma ferramenta com várias lâminas é
designada por ferramenta múltipla. Na chamada T, o número T é
seguido por um ".S", para caracterizar a lâmina.
Número T.S (S=0..4)
S=0 designa a lâmina principal, que não precisa de ser programada. Na
secção REVÓLVER define-se apenas a "lâmina principal".
Se uma lâmina da ferramenta múltipla estiver "usada", a supervisão do
tempo de vida da ferramenta assinala todas as lâminas como "usadas".
Exemplos:
"T3" ou "T3.0": posição de inclinação 3; lâmina principal
"T12.2": posição de inclinação 12; lâmina 2
Ferramentas de substituição: quando se utiliza a supervisão do
tempo de vida da ferramenta, define-se uma "cadeia de
substituição". Assim que uma ferramenta fica usada, o CNC PILOT
troca-a pela "ferramenta gémea". Só quando a última ferramenta da
cadeia de substituição estiver usada é que o CNC PILOT para a
execução do programa.
A "primeira ferramenta" da cadeia de substituição é programada na
secção REVÓLVER e nas chamadas T. O CNC PILOT troca as
ferramentas gémeas automaticamente. A "primeira ferramenta" da
cadeia é tratada do mesmo modo no âmbito da programação de
variáveis (acessos a correções de ferramentas ou bits de diagnóstico
de ferramenta). O CNC PILOT localiza automaticamente a "ferramenta
ativa".
As ferramentas de substituição são definidas em "Ajustar".
128
4.2 Instruções de programação
Subprogramas, programas de peritos
Os subprogramas são utilizados na programação de contornos ou na
programação da maquinagem.
Os parâmetros de transferência estão disponíveis no subprograma
como variáveis. É possível determinar a denominação dos parâmetros
de transferência (ver “Secção SUBPROGRAMA” na página 153).
Dentro do subprograma, as variáveis locais #256 a #285 estão à
disposição para cálculos internos.
Os subprogramas são aninhados até 6 vezes. "Aninhar" significa que
um subprograma chama um outro subprograma e assim
sucessivamente.
Caso um subprograma deva ser executado repetidamente, introduza
o fator de repetição no parâmetro "Q".
O CNC PILOT distingue entre subprogramas locais e externos.
Os subprogramas locais encontram-se no ficheiro do programa NC
principal. Apenas o programa principal pode chamar o subprograma
local.
Os subprogramas externos são guardados em ficheiros separados
e podem ser chamados arbitrariamente pelo programa NC principal
ou por subprogramas NC.
Programas de peritos
Por programas de peritos entendem-se subprogramas que executam
processos complexos e estão regulados para as configurações da
máquina (exemplo: transferência da peça de trabalho na maquinagem
completa). Regra geral, o fabricante da máquina prepara os programas
de peritos.
Compilação do programa NC
Na programação de variáveis e na comunicação do operador, tenha
em conta que o CNC PILOT compila o programa NC completo antes
da execução do programa.
O CNC PILOT diferencia:
As variáveis # que são calculadas na compilação do programa NC
As variáveis V que são calculadas para o tempo de operação
(ou seja, na execução do bloco NC)
Entradas/saídas durante a compilação do programa NC
Entradas/saídas durante a execução do programa NC
HEIDENHAIN CNC PILOT 4290
129
4.2 Instruções de programação
Ciclos de maquinagem
A HEIDENHAIN recomenda que a programação de um ciclo de
maquinagem se realize de acordo com os passos seguintes:
Troca de ferramenta
Definir dados de corte
Posicionar a ferramenta antes da área de maquinagem
Definir a distância de segurança
Chamada de ciclo
Retirar a ferramenta
Aproximar ao ponto de troca de ferramenta
Atenção, perigo de colisão!
Caso não se realizem passos da programação de ciclo
devido à otimização, preste atenção a que:
Um avanço especial continue válido até ao comando de
avanço seguinte (exemplo: avanço de acabamento em
ciclos de puncionamento).
Alguns ciclos regressem na diagonal ao ponto inicial, se
se utilizar a programação standard (exemplo: ciclos de
desbaste).
Estrutura típica de um ciclo de maquinagem
. . .
MAQUINAGEM
N.. G59 Z..
Deslocação do ponto zero
N.. G26 S..
Definir limite de rotações
N.. G14 Q..
Aproximar ao ponto de troca de ferramenta
. . .
N.. T..
Troca de ferramenta
N.. G96 S.. G95 F.. M4
Definir dados de tecnologia
N.. G0 X.. Z..
Posicionamento prévio
N.. G47 P..
Definir a distância de segurança
N.. G810 NS.. NE..
Chamada de ciclo
N.. G0 X.. Z..
se necessário: retirar
N.. G14 Q0
Aproximar ao ponto de troca de ferramenta
. . .
130
4.3 O editor DIN PLUS
4.3 O editor DIN PLUS
Resumo do "Menu principal"
O grupo de menus "Prog" (gestão de programas) contém as
seguintes funções de programas e subprogramas NC:
Carregar programas NC existentes
Criar novos programas NC
Guardar programas NC novos ou alterados
O grupo de menus "Prol." (prólogo do programa NC) inclui
funções para o processamento
do cabeçalho do programa
da ocupação do revólver
da tabela de dispositivos tensores
Na opção de menu "Geo(metria)", opta-se entre a programação do
bloco ou da peça pronta. Para isso, seleciona-se uma macro debloco
ou posiciona-se o cursor na secção BLOCO ou PEÇA PRONTA e
passa-se para o menu de geometria.
A opção de menu "Maquinagem" chama o submenu de
programação da maquinagem da peça de trabalho. Ao mesmo tempo,
o CNC PILOT posiciona o cursor na secção MAQUINAGEM.
A opção de menu "PAb" (identificação das secções de programa)
abre uma caixa de seleção com identificações de secção. Desta
forma, é possível inserir outras identificações no programa NC.
O grupo de menus "Menu de conjunto de blocos" contém funções
para o processamento de conjuntos de blocos do programa NC.
O grupo de menus "Bloco" inclui
Funções de posicionamento do cursor
Funções para numeração dos blocos NC
Funções de procura
Chamada da "edição livre"
No grupo de menus "Config(uração)" definem-se:
Desligar/não desligar imagem operativa (imagem de ajuda)
Configuração das janelas
Tamanho da letra
Além disso, administram-se as "Definições"
No grupo de menus "Gráfico", ajusta-se a "Janela de gráfico" e ativase/desativa-se a visualização de contorno.
HEIDENHAIN CNC PILOT 4290
131
4.3 O editor DIN PLUS
Resumo do "Menu de geometria"
O submenu Geometria contém funções G e "instruções" das secções
BLOCO e PEÇA PRONTA.
Com as opções de menu "G", "Reta" e "Círculo", selecionam-se os
elementos básicos do contorno:
Se o número G for conhecido, chame "G" e introduza o número da
função G.
Se desconhecer o número G, selecione a "Reta" ou o "(Arco de)
Círculo" desejados.
O grupo de menus "Forma" inclui os seguintes elementos de forma:
Recessos
Entalhes
Rosca
Furação centrada
E também a chamada do subprograma
No grupo de menus "Atributos", definem-se os atributos seguintes,
que corresponderão a contornos ou secções de contornos:
Paragem exata
Rugosidade
Medida excedente
Avanços especiais
Correções aditivas
O grupo de menus "Superfície frontal" contém figuras, padrões e
elementos para a definição de contornos de fresagem na superfície
frontal e no lado posterior. Esta opção de menu só pode ser
selecionada se o cursor estiver na secção de programa
correspondente.
O grupo de menus "Superfície lateral" contém figuras, padrões e
elementos para a definição de contornos de fresagem na superfície
lateral. Esta opção de menu só pode ser selecionada se o cursor
estiver na secção de programa correspondente.
O grupo de menus "Instruções" inclui:
Identificações de secção
Instruções para a estruturação do programa
Programação de variáveis
Comentários
A opção de menu "Gráfico" ativa ou atualiza a janela de gráfico.
132
4.3 O editor DIN PLUS
Resumo do "Menu de maquinagem"
O submenu Maquinagem contém funções G, M, T, S e F, assim
como outras "instruções" para a secção MAQUINAGEM.
Seleção das funções G e M:
Se o número G ou M for conhecido, chame "G" ou "M" e, em
seguida, introduza o número da função.
Se desconhecer o número G ou M, selecione a função desejada no
grupo de menus "Menu G" ou "Menu M".
Opções de menu "T" (chamada de ferramenta):
U
U
Selecionar "T"
Registar o número T ou selecionar a ferramenta na lista
Opção de menu "F":
U
Selecionar "F". O editor chama "G95 – Avanço por rotação".
Opção de menu "S":
U
Selecionar "S". O editor chama "G96 – Velocidade de corte".
O grupo de menus "Instruções" inclui:
Identificações de secção
Instruções para a estruturação do programa
Programação de variáveis
Chamadas de subprogramas
Comentários
Modelos
Plano de trabalho
A opção de menu "Gráfico" ativa ou atualiza a janela de gráfico.
Por Modelo entende-se um bloco de códigos NC predefinido e
ajustado ao torno que está integrado no programa NC. Geralmente, os
modelos contêm comandos estruturais, sincronizações, deslocações
de ponto zero, etc. Desta forma, os modelos facilitam a programação
de processos complexos.
Os modelos são disponibilizados pelo fabricante da máquina, que
também informa se existem modelos para a máquina e quais. Os
modelos podem ser otimizados conforme necessário (ver “Modelos
DIN PLUS” na página 372).
A função Plano de trabalho reúne todos os comentários que
começam por "//" e coloca-os antes da instrução MAQUINAGEM.
Desta forma, obtém-se uma vista geral das maquinagens do programa
NC.
HEIDENHAIN CNC PILOT 4290
133
4.3 O editor DIN PLUS
Novo programa NC
Os programas NC contêm instruções e informações especialmente
ajustadas ao torno e à organização. Estes dados podem ser reunidos
num "Modelo de início", para serem sempre reutilizados (ver o
exemplo de programa). Tal "Modelo de início" facilita a escrita de novos
programas e contribui para a padronização dos programas NC.
Quando o modelo de início não é utilizado, o CNC PILOT cria um novo
programa NC com as identificações das secções de programa padrão.
O grau de detalhe da execução do modelo de início depende da
complexidade da máquina, da organização e de muitos outros
critérios.
Elaboração e edição do modelo de início: ver “Modelos DIN PLUS” na
página 372
Exemplo: "Modelo de início"
CABEÇALHO DO PROGRAMA
#MATERIAL
St 60-2
#MÁQUINA
STANDARD
#PRESS. APERTO
40
#CARRO
$1
#SINCRO
0
REVOLVER 1
Criar um novo programa NC com "Modelo de início":
U
U
U
U
Selecionar "Prog > Novo".
Registar o nome do programa.
Definir o programa NC principal.
Ativar "OK". O CNC PILOT cria um programa NC baseado no modelo
de início (condição: o ficheiro "DINSTART.bev" está disponível no
diretório "NCPS")
Criar um novo programa NC:
U
U
U
U
Selecionar "Prog > Novo"
Registar o nome do programa
Definir o programa NC principal
Ativar o botão do ecrã "Cabeçalho do programa": o editor NC cria o
programa NC e alterna para a edição do cabeçalho do programa.
DISPOSITIVO TENSOR [Deslocação do ponto
zero Z...]
H1 ID"KH250"
H2 ID"KBA250-69" X 100 Q2
BLOCO
N1 G20 X100 Z100 K2
PEÇA PRONTA
N2 G0 X0 Z0
Criar um novo subprograma:
MAQUINAGEM
U
N22 G59 Z100 [registar deslocação do ponto
zero]
U
U
U
Selecionar "Prog > Novo"
Registar o nome do programa
Ajustar o subprograma
Ativar "OK". O editor NC cria o novo subprograma.
N23 G26 S4000 [registar limite de rotações]
N24 G65 H1 X0 Z-100 [registar posição do
dispositivo tensor]
N25 G65 H2 X100 Z-100
N26 G14 Q0
FIM
134
4.3 O editor DIN PLUS
Gestão de programas NC
Carregar programa NC:
Carregar o programa NC na janela livre seguinte:
U
Selecionar "Prog > Carregar > Programa principal" (ou ".. >
Subprograma"). O CNC PILOT mostra os ficheiros.
U Selecionar e carregar o programa NC ou o subprograma
Carregar o programa NC na janela selecionada:
U
U
U
Selecionar e ativar a janela de edição livre
Selecionar "Prog > Carregar > Programa principal" (ou ".. >
Subprograma"). O CNC PILOT mostra os ficheiros.
Selecionar e carregar o programa NC ou o subprograma
Guardar o programa NC:
Fechar a edição do programa NC:
U
Selecionar "Prog > Fechar". Caso se trate de um programa NC novo
ou alterado, o CNC PILOT abre a caixa de diálogo "Guardar programa
NC"
U Defina se e com que nome o programa NC deve ser guardado.
Guardar o programa NC da janela ativa:
U
Selecionar "Prog > Guardar". O CNC PILOT guarda o programa NC,
embora este permaneça na janela de edição.
Guardar o programa NC da janela ativa com um novo nome de
programa:
U
Selecionar "Prog > Guardar como". O CNC PILOT abre a caixa de
diálogo "Guardar programa NC".
U Indique o nome do ficheiro e defina se a janela de edição deve ser
fechada
Guardar os programas NC de todas as janelas ativas:
U
Selecionar "Prog > Guardar tudo". O CNC PILOT guarda todos os
programas NC, embora estes permaneçam nas janelas de edição.
Ao sair do modo de funcionamento "DIN PLUS", todos
os programas NC são guardados automaticamente.
Com isso, a "versão antiga" do programa NC é
sobrescrita.
Quando um programa NC é alterado, mas ainda não
está guardado, o nome do programa é representado a
letra vermelha. No caso de programas NC não alterados
ou guardados, o nome do programa é representado a
letra preta.
HEIDENHAIN CNC PILOT 4290
135
4.3 O editor DIN PLUS
Janela de gráfico
Durante a edição, o CNC PILOT mostra os contornos programados em
até duas janelas de gráfico.
Seleção das janelas de gráfico:
U
Selecionar "Gráfico > Janela" no menu principal
U
Marcar a janela desejada
Ativar a visualização de contorno/atualizar o contorno:
No menu principal:
Selecionar "Gráfico > Gráfico LIGADO"
U
No submenu:
Pressionar a softkey ou
U
U
Selecionar "Gráfico"
Ativar a visualização da máquina:
U
Selecionar "Gráfico > Gráfico DESLIGADO" no menu
principal
Indicações sobre a janela de gráfico:
O ponto inicial do contorno de torneamento é assinalado com uma
"pequena caixinha".
Se o cursor se encontra num bloco de "Bloco ou peça pronta", o
respetivo elemento de contorno é assinalado a vermelho e mostrase a direção de descrição.
Na programação dos ciclos de maquinagem, é possível utilizar o
contorno visualizado para determinar as referências do bloco.
Na representação de contornos de superícies laterais, o CNC PILOT
parte da base do padrão (diâmetro de referência em SUPERFÍCIE
LATERAL [MANTEL]).
Complementos/alterações aos contornos são tidos em
conta apenas depois de se ativar GRÁFICO [GRAFIK]
novamente.
Números de bloco NC inequívocos são condição
essencial para a "visualização de contornos"!
136
4.3 O editor DIN PLUS
Programação de bloco
Os blocos são descritos da seguinte forma:
Bloco padrão (cilindro, cilindro oco):
U
U
Selecionar "Geo > Bloco > Mandril/Barra G20" no menu principal.
O CNC PILOT
cria um bloco NC na secção BLOCO
alterna para o submenu "Geometria"
ativa a caixa de diálogo "Mandril de cilindro/tubo G20"
Peça fundida como bloco (o contorno do bloco baseia-se no contorno
da peça pronta):
U
U
Selecionar "Geo > Bloco > Peça fundida G21" no menu principal.
O CNC PILOT
cria um bloco NC na secção BLOCO
alterna para o submenu "Geometria"
ativa a caixa de diálogo "Peça fundida G21"
Contorno de um bloco qualquer:
U
U
U
Selecionar "Geo > Bloco > Contorno livre" no menu principal.
O CNC PILOT
posiciona o cursor na secção de programa BLOCO
alterna para o submenu "Geometria"
Definir o bloco mediante elementos de contorno individuais (como
um contorno de peça pronta)
HEIDENHAIN CNC PILOT 4290
137
4.3 O editor DIN PLUS
Numeração de blocos
Ajustar a numeração de blocos: o "número de bloco inicial" e o
"incremento" são importantes para a numeração de blocos. O primeiro
bloco NC contém o número de bloco inicial, a que é adicionado o
incremento com cada bloco NC seguinte. A definição do número de
bloco inicial e do incremento está vinculada ao programa NC.
Chamada:
U
U
Selecionar "Bloco > Incremento" no menu principal O editor abre a
caixa de diálogo "Configuração do incremento".
Registar o "Número de bloco inicial" e o "Incremento".
Numerar blocos NC de novo: O editor
volta a numerar os blocos NC.
corrige as referências de bloco em comandos G referentes ao
contorno no programa principal e em todos os subprogramas que
são chamados neste programa principal.
corrige as referências de bloco em chamadas de subprograma.
volta a numerar os blocos NC de um subprograma se este
subprograma for utilizado pelo programa principal e estiver aberto
no editor.
Chamada:
U
Selecionar "Bloco > Numeração de blocos" no menu principal. O
editor volta a numerar os blocos NC.
138
4.3 O editor DIN PLUS
Programar "instruções"
"Instruções" do menu de geometria
O grupo de menus "Instruções" inclui:
Palavras DIN PLUS:
U
U
Selecionar "Instrução > Palavras DIN PLUS". O editor abre a caixa de
seleção.
Escolher a instrução para a estruturação do programa ou o comando
de entrada/saída desejados.
Variável:
U
U
Selecionar "Instrução > Variáveis". O editor abre a linha de
introdução.
Introduzir uma expressão de variáveis ou matemática.
Identificações das secções de programa:
Contorno auxiliar:
U
Selecionar "Instrução > CONTORNO AUXILIAR". O editor regista a
identificação numa posição plausível.
Contorno de superfície frontal, posterior ou lateral:
U
U
Selecionar "Instrução > SUPERFÍCIE FRONTAL" (ou ".. >
SUPERFÍCIE LATERAL", ".. > LADO POSTERIOR"). O editor abre o
diálogo para introdução de posição.
Introduzir a posição do plano.
Comentário:
U
U
Selecionar "Instrução > Linha de comentário". O editor abre a linha
de introdução.
Introduzir texto. O comentário é criado por cima da posição do
cursor.
"Instruções" do menu de maquinagem
O grupo de menus "Instruções" inclui:
HEIDENHAIN CNC PILOT 4290
139
4.3 O editor DIN PLUS
Palavras DIN PLUS:
U
U
Selecionar "Instrução > Palavras DIN PLUS". O editor abre a caixa de
seleção.
Escolher a identificação de secção, a instrução para a estruturação
do programa ou o comando de entrada/saída desejados.
Variável:
U
U
Selecionar "Instrução > Variáveis". O editor abre a linha de
introdução.
Introduzir uma expressão de variáveis ou matemática.
Plano omitido:
U
U
Selecionar "Instrução > Omitir". O editor abre a caixa de diálogo
"Plano omitido".
Introduzir o plano omitido [1..9].
Identificação do carro:
U
U
Selecionar "Instrução > $ Carro". O editor abre a caixa de diálogo
"Número de carro".
Introduzir o número de carro. Introduzir vários carros numa
sequência numérica.
Chamada de subprograma externa:
U
Selecionar "Instrução > Chamada L externa". O editor abre a lista de
seleção com os subprogramas disponíveis.
U Selecionar o subprograma e introduzir os parâmetros de
transferência.
Chamada de subprograma interna:
U
U
Selecionar "Instrução > Chamada L interna". O editor abre a caixa de
diálogo "Chamada de subprograma".
Definir o nome do subprograma (número de bloco pelo qual começa
o subprograma) e os parâmetros de transferência.
Comentário:
U
U
Selecionar "Instrução > Linha de comentário". O editor abre a linha
de introdução.
Introduzir texto. O comentário é criado por cima da posição do
cursor.
Modelos:
U
Selecionar "Instrução > Seleção de modelo > Seleção de modelo ..".
O editor abre a caixa de diálogo dos modelos
Depois de se fechar a caixa de diálogo, o modelo é aceite no
programa NC
Elaborar resumo do programa NC:
U
U
Selecionar "Instrução > Plano de trabalho".
O editor:
"reúne" todos os comentários que começam por "//"
coloca estes comentários antes da secção MAQUINAGEM
140
4.3 O editor DIN PLUS
Menu de conjunto de blocos
Os conjuntos de blocos NC (vários blocos NC consecutivos) podem
ser apagados, deslocados, copiados ou trocados entre programas NC.
Define-se um conjunto de blocos NC "marcando" o início e o fim do
conjunto de blocos. Em seguida, escolhe-se o "tratamento" do
conjunto de blocos.
Para trocar conjuntos de blocos entre programas NC, guarda-se o
conjunto de blocos na "área de transferência". Em seguida, lê-se o
conjunto de blocos a partir da área de transferência. Um conjunto de
blocos permanece na área de transferência até ser sobrescrito por um
novo conjunto de blocos.
Marcar o conjunto de blocos:
Início do conjunto de blocos:
U
Posicionar o cursor sobre o "início do conjunto de blocos"
Ativar "Marc.ini" (=Marcar início)
Fim do conjunto de blocos:
U
U
U
Posicionar o cursor sobre o "fim do conjunto de blocos"
Ativar "Marc.fim" (=Marcar fim)
Guardar o bloco na área de transferência:
Aceitar o conjunto de blocos "marcado" na área de transferência e
apagar:
U Selecionar "Editar > Cortar"
Copiar o conjunto de blocos "marcado" para a área de transferência:
U
Selecionar "Editar > Copiar para a área de transferência"
Ir buscar o conjunto de blocos à área de transferência:
U
U
Posicionar o cursor sobre a posição de destino
Selecionar "Editar > Inserir da área de transferência". O conjunto de
blocos é inserido na posição de destino.
Apagar o conjunto de blocos:
U
Selecionar "Editar > Apagar". O editor apaga definitivamente o
conjunto de blocos "marcado" (não fica guardado na área de
transferência).
Deslocar o bloco:
U
U
Posicionar o cursor sobre a posição de destino
Selecionar "Editar > Deslocar". O conjunto de blocos "marcado" é
"deslocado" para a posição de destino e apagado na posição anterior.
HEIDENHAIN CNC PILOT 4290
141
4.3 O editor DIN PLUS
Copiar o bloco:
U
U
Posicionar o cursor sobre a posição de destino
Selecionar "Editar > Copiar e inserir". O conjunto de blocos
"marcado" é inserido na posição de destino (copiado).
Opção de menu "Anular":
U
Selecionar "Anular". O editor anula todas as marcações.
Opção de menu "Inserir contorno":
U
Selecionar "Inserir contorno". O editor insere o contorno do bloco e
da peça pronta criado em último lugar na simulação por baixo da
posição do cursor.
Em alternativa às funções do menu de conjunto de blocos, é possível
utilizar as combinações de teclas WINDOWS habituais para marcar,
apagar, deslocar, etc.:
U
U
U
U
U
Marcar movendo as teclas de cursor com a tecla Shift pressionada
Ctrl-C: copiar o texto marcado para a área de transferência
Shift-Del (remover): aceitar o texto marcado na área de transferência
Ctrl-V: inserir o texto da área de transferência na posição do cursor
Del (remover): apagar o texto marcado
142
Um programa DIN criado de novo contém desde logo identificações
de secção. Dependendo dos requisitos de desempenho,
acrescentam-se outras ou apagam-se identificações registadas. Um
programa DIN deve conter, no mínimo, as identificações
MAQUINAGEM e FIM.
Podem escolher-se mais identificações de secção de programa na
opção de menu "PAb" (Programmm-Abschnittskennung - Identificação
das secções de programa) no menu principal, no grupo de menus
"Instruções" ou na caixa de seleção "Palavras DIN PLUS". O CNC PILOT
regista a identificação de secção na posição correta.
Exemplo: Identificações das secções de programa
. . .
[Secções da descrição de contorno]
BLOCO
N1 G20 X100 Z220 K1
PEÇA PRONTA
N2 G0 X60 Z0
N3 G1 Z-70
Caso existam várias descrições de contorno
independentes para a maquinagem de furação/fresagem,
utilize a identificação de secção (SUPERFÍCIE FRONTAL,
LADO POSTERIOR, etc.) repetidamente.
Resumo das identificações das secções de programa
Prólogo do programa
CABEÇALHO DO PROGRAMA
Página 144
REVÓLVER
Página 145
DISPOSITIVO TENSOR
Página 150
. . .
SUPERFÍCIE FRONTAL Z-25
N31 G308 P-10
N32 G402 Q5 K110 A0 Wi72 V2 XK0 YK0
N33 G300 B5 P10 W118 A0
N34 G309
SUPERFÍCIE FRONTAL Z0
N35 G308 P-6
Descrição de contorno
CONTORNO
Página 151
BLOCO
Página 151
PEÇA PRONTA
Página 151
CONTORNO AUXILIAR
Página 152
N36 G307 XK0 YK0 Q6 A0 K34.641
N37 G309
. . .
Contornos de eixo C
SUPERFÍCIE FRONTAL
Página 152
PARTE POSTERIOR
Página 152
SUPERFÍCIE LATERAL
Página 152
Maquinagem da peça de trabalho
MAQUINAGEM
Página 152
ATRIBUIÇÃO
Página 152
FIM
Página 152
Sub-programas
SUBPROGRAMA
Página 153
RETURN
Página 153
Outros
CONST
HEIDENHAIN CNC PILOT 4290
Página 153
143
4.4 Identificação de secção de programa
4.4 Identificação de secção de
programa
4.4 Identificação de secção de programa
Secção CABEÇALHO DO PROGRAMA
Instruções e informações do CABEÇALHO DO PROGRAMA:
Carro: o programa NC é executado apenas nos carros indicados.
Introdução "1": para $1
Introdução "12": para $1 e $2
Sem introdução: o programa NC é executado em todos os carros
Unidade:
Definir o sistema de medição métrico ou em polegadas
Sem introdução: é aceite a unidade de medição definida no
parâmetro de comando 1
Os outros campos contêm informações de organização e
informações de ajuste que não têm influência na execução do
programa.
No programa DIN, as informações do cabeçalho do programa são
assinaladas com "#".
Em "Organização" (modo de funcionamento Transfer), os registos do
campo "Desenho" são indicados na listagem dos programas NC
principais.
A "Unidade" só pode ser programada se, ao criar um novo
programa NC, se chamar o "Cabeçalho do programa".
Posteriores alterações não são possíveis.
Visualização de variáveis:
Chamada da visualização:
U
Ativar o botão Visualização de variáveis na caixa de diálogo
"Edição do cabeçalho do programa"
Na caixa de diálogo definem-se até 16 variáveis V de comando da
execução do programa. No modo automático e na simulação definese se as variáveis devem ser consultadas na execução do programa.
Em alternativa, a execução do programa realiza-se com os "valores
predefinidos".
Para cada variável, determina-se:
o número de variável
o valor predefinido (valor de inicialização)
a descrição (texto com o qual esta variável é consultada na execução
do programa)
A definição da visualização de variáveis é uma alternativa à
programação com comandos INPUTA/PRINTA.
144
4.4 Identificação de secção de programa
Secção REVÓLVER
A secção de programa REVÓLVER x (x: 1..6) define a ocupação do
suporte de ferramenta x. Para cada posição do revólver ocupada,
é registado o número de identificação da ferramenta, se a
ferramenta estiver descrita na base de dados.
é registada diretamente a descrição da ferramenta, caso se trate de
uma "ferramenta temporária". As "ferramentas temporárias" não são
aceites na base de dados.
Para editar a ocupação do revólver, estão à disposição as seguintes
funções:
Opção de menu "Ocupação do revólver": para cada registo desta
secção, abre-se a caixa de diálogo "Ferramenta" e aceita-se uma
ferramenta da base de dados ou descreve-se a ferramenta com a
"Introdução avançada" ou como "Ferramenta simples".
Opção de menu "Ajustar a lista de ferramentas": o CNC PILOT, tal
como nas funções de ajuste, prepara para edição a ocupação do
revólver deste programa NC como "Lista de ferramentas". Nesta
função utilizam-se exclusivamente ferramentas da base de dados.
Descrição da ferramenta no programa NC:
Regra geral, as ferramentas descrevem-se na base de dados e o
número de identidade da ferramenta é registado no programa NC
como "Referência". Em alternativa, a ferramenta é descrita no
programa NC:
Descrição da ferramenta "avançada":
Os parâmetros da ferramenta correspondem à primeira caixa de
diálogo do editor de ferramenta.
Não há restrições à utilização da ferramenta.
Na simulação é representada apenas a lâmina da ferramenta.
Se o número de identidade for indicado, os dados são aceites na
base de dados.
Se o número de identidade não for indicado, os dados não são
aceites na base de dados.
Descrição de ferramenta "simples":
As ferramentas são apropriadas apenas para percursos e ciclos de
torneamento simples (G0...G3, G12, G13; G81...G88).
O seguimento de contorno não se realiza.
Efetua-se a compensação do raio da lâmina.
As ferramentas simples não são registadas na base de dados.
Quando REVÓLVER não estiver programado, são
utilizadas as ferramentas registadas na "Lista de
ferramentas".
Os nomes "_SIM..." e "_AUTO" estão reservados a
"ferramentas temporárias" (ferramentas simples e
ferramentas sem número de identidade). A descrição da
ferramenta aplica-se apenas enquanto o programa NC
estiver ativado na simulação ou em modo Automático.
HEIDENHAIN CNC PILOT 4290
145
4.4 Identificação de secção de programa
Exemplo de "Tabela do revólver"
REVOLVER 1
T1 ID"342-300.1"
ferramenta da base de dados
T2 WT1 X50 Z50 R0.2 B6
descrição da ferramenta simples
T3 WT122 X15 Z150 H0 V4 R0.4 A93 C55 I9 K70
descrição da ferramenta avançada, sem registo na
BD
T4 ID"AVANÇ.1" WT112 X20 Z150 H2 V4 R0.8 A95 C80 B9 K70
descrição da ferramenta avançada, com registo na
BD
. . .
Editar a ocupação do revólver
Na secção REVÓLVER, para cada posição do revólver ocupada,
é registado o número de identificação da ferramenta, se a
ferramenta estiver descrita na base de dados.
é registada diretamente a descrição da ferramenta, caso se trate de
"ferramentas temporárias".
Caixa de diálogo de parâmetros "Ferramenta"
Número T
Posição no suporte de ferramenta
ID
Número de identidade (referência para a base
de dados)
Botão "Introdução
avançada"
Alternar para "Descrição da ferramenta
avançada"
Botão "Ferramenta
simples"
Alternar para "Descrição da ferramenta
simples"
146
4.4 Identificação de secção de programa
Registar ou alterar ferramentas:
U
Selecionar "Pról(ogo) > Ocupação do revólver" O editor
coloca o cursor na secção REVÓLVER.
Registar a ferramenta:
U
Posicionar o cursor
U
Pressionar a tecla INS. O editor abre a caixa de diálogo
"Ferramenta".
U
Editar a caixa de diálogo "Ferramenta"
Alterar dados da ferramenta:
U
Posicionar o cursor no registo a alterar
U
Premir RETURN ou fazer duplo clique com o botão
esquerdo do rato
U
Editar a caixa de diálogo "Ferramenta"
Ocupação do revólver da base de dados de ferramentas
A partir da caixa de diálogo "Ferramenta", tem-se acesso direto à base
de dados. Aceite o número de identidade da ferramenta.
U
Pressionar a softkey. Os registos são listados
ordenadamente por tipo de ferramenta.
U
Pressionar a softkey. Os registos são listados
ordenadamente por número de identidade de
ferramenta.
U
Posicionar o cursor sobre a ferramenta a aceitar
U
Aceitar o número de identidade na caixa de diálogo
"Ferramenta" com RETURN
Editar dados de ferramenta:
U
Pressionar a softkey. O CNC PILOT prepara para
edição os dados da ferramenta indicada na caixa de
diálogo "Ferramenta".
HEIDENHAIN CNC PILOT 4290
147
4.4 Identificação de secção de programa
Aceitar a lista de ferramentas
A partir da versão de software 625 952-04:
Tem a possibilidade de transferir para o programa NC a lista de
ferramentas organizada no modo de funcionamento Máquina:
U
U
Posicionar o cursor na secção de programa (REVÓLVER 1,
REVÓLVER 2, CARREGADOR DE DISCO, ...)
Selecionar "Pról(ogo) > Aceitar lista " no menu principal
O CNC PILOT aceita a lista do revólver ou do carregador
correspondente no programa NC. Se já estiverem registadas
ferramentas, estas são apagadas após uma pergunta de segurança.
Editar diretamente a ocupação do revólver
Descrição da ferramenta avançada:
U
U
U
Premir o botão "Introdução avançada" (caixa de diálogo
"Ferramenta"). O editor abre a caixa de diálogo "Tipo de ferramenta".
Indicar o tipo de ferramenta. O editor abre a caixa de diálogo do tipo
de ferramenta selecionado.
Introduzir os dados de ferramenta (os dados correspondem à
primeira caixa de diálogo da base de dados de ferramentas).
Descrição de ferramenta simples:
U
U
U
Premir o botão "Ferramenta simples" (caixa de diálogo "Ferramenta").
O editor abre a caixa de diálogo "Tipo de ferramenta".
Indicar o tipo de ferramenta. O editor abre a caixa de diálogo
"Ferramenta".
Introduzir dados de ferramenta.
Ferramentas simples
Caixa de
Programa
diálogo
NC
Significado
Tipo de
ferramenta
WT
Tipo de ferramenta e direção de
maquinagem (ver figura)
Medida X (xe)
X
Medida de ajuste
Medida Y (ye)
Y
Medida de ajuste
Medida Z (ze)
Z
Medida de ajuste
Raio R (rs)
R
Raio de corte em ferramentas de
tornear
Larg.Lâ. B (sb)
B
Largura da lâmina em ferramentas
de punção e de botão
Diâm. I (df)
I
Diâmetro da fresa ou da broca
148
U
Selecionar "Pról > Ajustar lista de ferramentas"
U
Colocar o cursor sobre a posição a maquinar
U
Editar o registo de ferramenta
Softkeys
Eliminar a ferramenta
Aceitar a ferramenta da "Área de
transferência"
Apagar a ferramenta e colocá-la na
"Área de transferência"
Editar parâmetros de ferramenta
Registos da base de dados de
ferramentas ordenados por tipo
Registos da base de dados de
ferramentas ordenados por número
de identidade
HEIDENHAIN CNC PILOT 4290
149
4.4 Identificação de secção de programa
Ocupação do revólver como lista de ferramentas
Na função "Ajustar lista de ferramentas", o CNC PILOT prepara para
edição a ocupação do revólver como "Lista de ferramentas". A
operação faz-de da mesma forma que na função de ajuste "Ajustar
lista" (ver “Ajustar a lista de ferramentas” na página 71)
4.4 Identificação de secção de programa
Secção DISPOSITIVO TENSOR
A secção de programa DISPOSITIVO TENSOR x (x: 1..4) define a
ocupação do mandril x. A "tabela de dispositivos tensores" é criada
com os números de identidade do mandril, da maxila e do acessório
de fixação (contraponta, etc.).
Caixa de diálogo de parâmetros "Dispositivo tensor"
H
Número do dispositivo tensor (referência para G65)
H=1: mandril
H=2: maxila
H=3: acessório de fixação – lado do mandril
H=4: acessório de fixação – lado do cabeçote móvel
ID
Número de identidade do dispositivo tensor (referência para a
base de dados)
X
Diâmetro de fixação da maxila
Q
Forma de fixação com maxilas (ver G65)
Exemplo: "Tabela de dispositivos tensores"
DISPOSITIVO TENSOR 1
A "tabela de dispositivos tensores" é avaliada na simulação
(G65). Não tem qualquer influência na execução do
programa.
Introduzir dados do dispositivo tensor:
U
Selecionar "Pról(ogo) > Dispositivo tensor" O CNC
PILOT posiciona o cursor na secção DISPOSITIVO
TENSOR.
U
Posicionar o cursor
U
Premir a tecla INS: o editor abre a caixa de diálogo
"Dispositivo tensor".
U
Editar a caixa de diálogo
Alterar dados do dispositivo tensor:
150
U
Posicionar o cursor sobre o dispositivo tensor
U
Premir ENTER
U
Editar a caixa de diálogo "Dispositivo tensor"
H1 ID"KH250"
[Mandril]
H2 ID"KBA250-77"
[Maxilas]
. . .
A secção de programa CONTORNO atribui a descrição de bloco e peça
pronta seguinte ao contorno "Número x". O comando gere até quatro
contornos (peças de trabalho) num programa NC.
Um G99 na parte de maquinagem atribui o contorno a um carro ou a
um mandril.
Parâmetros
Q
Número do contorno (1..4)
X
Deslocação do ponto zero (medida do diâmetro)
Z
Deslocação do ponto zero
V
Posição do sistema de coordenadas
V=0
X
X
Z
Q
Z
Q=1..4
V=2
X
Q
X
Z
Z
V=0: aplica-se o sistema de coordenadas da máquina
V=2: sistema de coordenadas da máquina refletido (direção
Z contrária ao sistema de coordenadas da máquina)
Exemplo: "Contorno e G99"
Se for maquinada apenas uma peça de trabalho no
programa NC, então a identificação de secção
CONTORNO e o G99 não são necessários.
CABEÇALHO DO PROGRAMA
...
CONTORNO Q1 X0 Z600
[Contorno 1]
BLOCO
...
PEÇA PRONTA
. . .
CONTORNO Q2 X0 Z900 V2
[Contorno 2]
BLOCO
. . .
PEÇA PRONTA
. . .
MAQUINAGEM
. . .
N.. G99 Q2 D4
. . .
Secção BLOCO
O contorno do bloco é descrito na secção de programa BLOCO.
Secção PEÇA PRONTA
O contorno da peça pronta é descrito na secção de programa PEÇA
PRONTA. Dentro da secção PEÇA PRONTA, utilizam-se outras
identificações de secção como SUPERFÍCIE FRONTAL, SUPERFÍCIE
LATERAL, etc.
HEIDENHAIN CNC PILOT 4290
151
4.4 Identificação de secção de programa
Secção CONTORNO
4.4 Identificação de secção de programa
Secção CONTORNO AUXILIAR
Na secção de programa CONTORNO AUXILIAR, descrevem-se
contornos auxiliares do contorno de torneamento.
Secção SUPERFÍCIE FRONTAL
Na secção de programa SUPERFÍCIE FRONTAL, descrevem-se
contornos de superfícies frontais.
Parâmetros
Z
Posição do contorno da superfície frontal
Secção PARTE POSTERIOR
Na secção de programa PARTE POSTERIOR, descrevem-se
contornos de partes posteriores.
Parâmetros
Z
Posição do contorno da parte posterior
Secção SUPERFÍCIE LATERAL
Na secção de programa SUPERFÍCIE LATERAL, descrevem-se
contornos de superfícies laterais.
Parâmetros
X
Diâmetro de referência do contorno da superfície lateral
Secção MAQUINAGEM
A maquinagem da peça de trabalho é programada na secção de
programa MAQUINAGEM. Esta identificação deve estar disponível.
Identificação FIM
A identificação FIM termina o programa NC. Esta identificação deve
ser programada, visto substituir M30.
Instrução ATRIBUIÇÃO $..
A instrução ATRIBUIÇÃO faz corresponder a maquinagem seguinte
aos carros indicados. Se estiverem instalados vários carros, os blocos
NC são executados nos carros indicados.
Se, além disso, existir uma identificação de carro, aplicam-se os carros
apresentados em "$..".
Parâmetros
Carro
152
Número(s) de carro(s)
Se, dentro de um programa NC (dentro do mesmo ficheiro), for
definido um subprograma, este é caracterizado por SUBPROGRAMA,
seguido pelo nome do subprograma (8 carateres, no máximo).
Identificação RETURN
A identificação RETURN termina o subprograma.
Identificação CONST
Na secção de programa CONST, definem-se constantes. As
constantes servem para a definição de:
um valor
uma variável #
uma variável V
O operador introduz o valor diretamente ou calcula-o. Quando se
utilizam constantes para o cálculo, estas devem estar definidas
anteriormente.
O comprimento do nome das constantes não pode exceder 16
carateres.
Exemplo: "CONST"
CONST
[_nvr: deslocação do ponto zero]
[_noz: offset do ponto zero]
[_nws: deslocação]
_nvr = 0
_noz = PARA(1,1164,0)
_nws = _noz-_nvr
_lg_roht = 1
_posbeginn = 178
[Variável "#1"]
[Variável "V178"]
. . .
CONTORNO Q4 X0 Z_nws V2
BLOCO
N 3 #_lg_roht=270
N 1 G20 X120 Z#_lg_roht K2
. . .
MAQUINAGEM
. . .
N 6 G0 X{V_posbeginn}
. . .
HEIDENHAIN CNC PILOT 4290
153
4.4 Identificação de secção de programa
Secção SUBPROGRAMA
4.5 Descrição do bloco
4.5 Descrição do bloco
Mandril de cilindro/tubo G20-Geo
G20 define o contorno de um cilindro/cilindro oco.
Parâmetros
X
Diâmetro do cilindro/cilindro oco
Diâmetro do circuncentro de bloco poligonal
Z
Comprimento do bloco
K
Aresta direita (distância do ponto zero da peça de trabalho à
aresta direita)
I
Diâmetro interno de cilindros ocos
Exemplo: G20-Geo
. . .
BLOCO
N1 G20 X80 Z100 K2 I30
[cilindro oco]
. . .
Peça fundida G21-Geo
G21 gera o contorno do bloco a partir do contorno da peça pronta, para
além da "medida excedente equidistante P".
Parâmetros
Exemplo: G21-Geo
. . .
BLOCO
P
Medida excedente equidistante (referência: contorno da peça
pronta)
N1 G21 P5 Q1
Q
Furo Sim/Não (predefinição: 0)
. . .
Q=0: sem furo
Q=1: com furo
PEÇA PRONTA
N2 G0 X30 Z0
N3 G1 X50 B-2
N4 G1 Z-40
N5 G1 X65
N6 G1 Z-70
. . .
154
[bloco fundido]
Ponto inicial do contorno de torneamento G0Geo
G0 define o ponto inicial de um contorno de torneamento.
Exemplo: G0-Geo
Parâmetros
. . .
X
Ponto inicial do contorno (medida do diâmetro)
PEÇA PRONTA
Z
Ponto inicial do contorno
N2 G0 X30 Z0
[ponto inicial do contorno]
N3 G1 X50 B-2
N4 G1 Z-40
N5 G1 X65
N6 G1 Z-70
. . .
Distância do contorno de torneamento G1-Geo
G1 define uma distância num contorno de torneamento.
Parâmetros
X
Ponto final do elemento de contorno (medida do diâmetro)
Z
Ponto final do elemento de contorno
A
Ângulo com o eixo rotativo (direção do ângulo: ver imagem de
ajuda)
Q
Intersecção. Ponto final quando a distância interseta um arco
de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao definir
um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
E
Avanço especial para o chanfre/arredondamento no ciclo de
acabamento (predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
HEIDENHAIN CNC PILOT 4290
155
4.6 Elementos básicos do contorno de torneamento
4.6 Elementos básicos do contorno
de torneamento
4.6 Elementos básicos do contorno de torneamento
Exemplo: G1-Geo
. . .
PEÇA PRONTA
N2 G0 X0 Z0
Ponto inicial
N3 G1 X50 B-2
Distância perpendicular com chanfre
N4 G1 Z-20 B2
Distância perpendicular com raio
N5 G1 X70 Z-30
Inclinação com coordenadas finais absolutas
N6 G1 ZI-5
Distância horizontal incremental
N7 G1 XI10 A30
Incremental e ângulo
N8 G1 X92 ZI-5
Incremental e absoluta mistas
N9 G1 X? Z-80
Calcular coordenada X
N10 G1 X100 Z-100 A10
Ponto final e ângulo com ponto inicial não
conhecido
. . .
156
4.6 Elementos básicos do contorno de torneamento
Arco de círculo do contorno de torneamento
G2-/G3-Geo
G2/G3 define um arco de círculo num contorno de torneamento com
medição incremental do ponto central. Direção de rotação (ver
imagem de ajuda):
G2: em sentido horário
G3: em sentido anti-horário
Parâmetros
X
Ponto final do elemento de contorno (medida do diâmetro)
Z
Ponto final do elemento de contorno
I
Ponto central (distância do ponto inicial ao ponto central como
medida do raio)
K
Ponto central (distância do ponto inicial ao ponto central)
R
Raio
Q
Intersecção. Ponto final quando o arco de círculo interseta uma
reta ou um arco de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
HEIDENHAIN CNC PILOT 4290
157
4.6 Elementos básicos do contorno de torneamento
Parâmetros
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao definir
um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
E
Avanço especial para o chanfre/arredondamento no ciclo de
acabamento (predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
Programação X, Z: absoluta, incremental, auto-retentora
ou "?"
Exemplo: G2-, G3-Geo
. . .
PEÇA PRONTA
N1 G0 X0 Z-10
N2 G3 X30 Z-30 R30
Ponto final e raio
N3 G2 X50 Z-50 I19.8325 K-2.584
Ponto final e ponto central incremental
N4 G3 XI10 ZI-10 R10
Ponto final incremental e raio
N5 G2 X100 Z? R20
Coordenada de ponto final desconhecida
N6 G1 XI-2.5 ZI-15
. . .
158
4.6 Elementos básicos do contorno de torneamento
Arco de círculo do contorno de torneamento
G12-/G13-Geo
G12/G13 define um arco de círculo num contorno de torneamento
com medição absoluta do ponto central. Direção de rotação (ver
imagem de ajuda):
G12: em sentido horário
G13: em sentido anti-horário
Parâmetros
X
Ponto final do elemento de contorno (medida do diâmetro)
Z
Ponto final do elemento de contorno
I
Ponto central (medida do raio)
K
Ponto central
R
Raio
Q
Intersecção. Ponto final quando o arco de círculo interseta uma
reta ou um arco de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao definir
um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
E
Avanço especial para o chanfre/arredondamento no ciclo de
acabamento (predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
Programação X, Z: absoluta, incremental, auto-retentora
ou "?"
Exemplo: G12-, G13-Geo
. . .
PEÇA PRONTA
N1 G0 X0 Z-10
. . .
N7 G13 XI-15 ZI15 R20
Ponto final incremental e raio
N8 G12 X? Z? R15
Apenas o raio é conhecido
N9 G13 X25 Z-30 R30 B10 Q1
Arredondamento na transição e na seleção da
intersecção
N10 G13 X5 Z-10 I22.3325 K-12.584
Ponto final e ponto central absoluto
. . .
HEIDENHAIN CNC PILOT 4290
159
4.7 Elementos de forma do contorno de torneamento
4.7 Elementos de forma do
contorno de torneamento
Recesso (padrão) G22–Geo
G22 define um recesso no elemento de referência paralelo ao eixo
programado anteriormente.
Parâmetros
X
Ponto inicial em recesso de superfície transversal (medida do
diâmetro)
Z
Ponto inicial em recesso de superfície lateral
I
Esquina interior (medida do diâmetro)
Recesso de superfície transversal: ponto final do recesso
Recesso de superfície lateral: fundo do recesso
K
Esquina interior
Recesso de superfície transversal: fundo do recesso
Recesso de superfície lateral: ponto final do recesso
Ii
Esquina interior – incremental (respeitar o sinal!)
Recesso de superfície transversal: largura do recesso
Recesso de superfície lateral: profundidade do recesso
Ki
Esquina interior – incremental (respeitar o sinal!)
Recesso de superfície transversal: profundidade do recesso
Recesso de superfície lateral: largura do recesso
B
Raio exterior/chanfre nos dois lados do recesso (predefinição:
0)
B>0: raio do arredondamento
B<0: largura do chanfre
R
Raio interior nas duas esquinas do recesso (predefinição: 0)
Programar "X" ou "Z".
160
4.7 Elementos de forma do contorno de torneamento
Exemplo: G22-Geo
. . .
PEÇA PRONTA
N1 G0 X40 Z0
N2 G1 X80
N3 G22 X60 I70 KI-5 B-1 R0.2
Recesso de superfície transversal, profundidade
incremental
N4 G1 Z-80
N5 G22 Z-20 I70 K-28 B1 R0.2
Recesso longitudinal, largura absoluta
N6 G22 Z-50 II-8 KI-12 B0.5 R0.3
Recesso longitudinal, largura incremental
N7 G1 X40
N8 G1 Z0
N9 G22 Z-38 II6 K-30 B0.5 R0.2
Recesso longitudinal, interior
. . .
Recesso (geral) G23–Geo
G23 define um recesso no elemento de referência linear programado
anteriormente. O elemento de referência pode encontrar-se inclinado
sobre a superfície lateral.
Parâmetros
H
Tipo de recesso (predefinição: 0)
H=0: recesso simétrico
H=1: rotação livre
X
Ponto central em recesso de superfície transversal (medida do
diâmetro)
Z
Ponto central em recesso de superfície lateral
I
Profundidade do recesso e posição do recesso
I>0: recesso à direita do elemento de referência
I<0: recesso à esquerda do elemento de referência
K
Largura do recesso (sem chanfre/arredondamento)
U
Diâmetro do recesso (diâmetro do fundo do recesso). Utilize U
apenas se o elemento de referência estiver paralelo ao eixo Z.
A
Ângulo do recesso (predefinição: 0)
H=0: 0° <= A < 180° (ângulo entre flancos do recesso)
H=1: 0° < A <= 90° (ângulo entre a reta de referência e o
flanco do recesso)
HEIDENHAIN CNC PILOT 4290
161
4.7 Elementos de forma do contorno de torneamento
Parâmetros
B
Raio exterior/chanfre da esquina próxima do ponto inicial
(predefinição: 0)
B>0: raio do arredondamento
B<0: largura do chanfre
P
Raio exterior/chanfre da esquina afastada do ponto inicial
(predefinição: 0)
P>0: raio do arredondamento
P<0: largura do chanfre
R
Raio interior nas duas esquinas do recesso (predefinição: 0)
O CNC PILOT refere a profundidade do recesso ao
elemento de referência. O fundo do recesso está paralelo
ao elemento de referência.
Exemplo: G23-Geo
. . .
PEÇA PRONTA
N1 G0 X40 Z0
N2 G1 X80
N3 G23 H0 X60 I-5 K10 A20 B-1 P1 R0.2
Recesso de superfície transversal, profundidade
incremental
N4 G1 Z-40
N5 G23 H1 Z-15 K12 U70 A60 B1 P-1 R0.2
Recesso longitudinal, largura absoluta
N6 G1 Z-80 A45
N7 G23 H1 X120 Z-60 I-5 K16 A45 B1 P-2 R0.4
Recesso longitudinal, largura incremental
N8 G1 X40
N9 G1 Z0
N10 G23 H0 Z-38 I-6 K12 A37.5 B-0.5 R0.2
. . .
162
Recesso longitudinal, interior
4.7 Elementos de forma do contorno de torneamento
Rosca com entalhe G24–Geo
G24 define um elemento básico linear com rosca longitudinal e
entalhe da rosca subsequente (DIN 76). A rosca é uma rosca exterior
ou interior (rosca fina métrica ISO DIN 13, Parte 2, Série 1).
Parâmetros
F
Passo de rosca
I
Profundidade do entalhe (medida do raio)
K
Largura de corte inferior
Z
Ponto final do entalhe
Programe G24 apenas se a rosca for cortada na direção
de definição do contorno.
A rosca é maquinada com G31.
Exemplo: G24-Geo
. . .
PEÇA PRONTA
N1 G0 X40 Z0
N2 G1 X40 B-1.5
Ponto inicial da rosca
N3 G24 F2 I1.5 K6 Z-30
Rosca com entalhe
N4 G1 X50
Elemento transversal subsequente
N5 G1 Z-40
. . .
HEIDENHAIN CNC PILOT 4290
163
4.7 Elementos de forma do contorno de torneamento
Contorno de entalhe G25–Geo
G25 gera os contornos de entalhe descritos seguidamente em
esquinas interiores do contorno paralelas ao eixo. Programe G25
apenas após o primeiro elemento paralelo ao eixo. O tipo de entalhe é
definido no parâmetro "H".
Entalhe em forma de U (H=4)
Parâmetros
H
Entalhe em forma de U: H=4
I
Profundidade do entalhe (medida do raio)
K
Largura do entalhe
R
Raio interior nas duas esquinas do recesso (predefinição: 0)
P
Raio exterior/chanfre (predefinição: 0)
P>0: raio do arredondamento
P<0: largura do chanfre
Exemplo: Chamada G25-Geo Forma de U
. . .
N.. G1 Z-15
[elemento longitudinal]
N.. G25 H4 I2 K4 R0.4 P-0.5
N.. G1 X20
. . .
164
[Forma de U]
[elemento transversal]
Parâmetros
H
Entalhe em forma DIN 509 E: H=0 ou H=5
I
Profundidade do entalhe (medida do raio)
K
Largura do entalhe
R
Raio do entalhe (nas duas esquinas do entalhe)
W
Ângulo de entalhe
O CNC PILOT determina os parâmetros que não sejam indicados em
função do diâmetro.
Exemplo: Chamada G25-Geo DIN 509 E
. . .
N.. G1 Z-15
[elemento longitudinal]
N.. G25 H5
[DIN 509 E]
N.. G1 X20
[elemento transversal]
. . .
Entalhe DIN 509 F (H=6)
Parâmetros
H
Entalhe em forma DIN 509 F: (H=6)
I
Profundidade do entalhe (medida do raio)
K
Largura do entalhe
R
Raio do entalhe (nas duas esquinas do entalhe)
P
Profundidade transversal
W
Ângulo de entalhe
A
Ângulo transversal
O CNC PILOT determina os parâmetros que não sejam indicados em
função do diâmetro.
Exemplo: Chamada G25-Geo DIN 509 F
. . .
N.. G1 Z-15
[elemento longitudinal]
N.. G25 H6
[DIN 509 F]
N.. G1 X20
[elemento transversal]
. . .
HEIDENHAIN CNC PILOT 4290
165
4.7 Elementos de forma do contorno de torneamento
Entalhe DIN 509 E (H=0,5)
4.7 Elementos de forma do contorno de torneamento
Entalhe DIN 76 (H=7)
Parâmetros
H
Entalhe em forma DIN 76: H=7
I
Profundidade do entalhe (medida do raio)
K
Largura do entalhe
R
Raio do entalhe nas duas esquinas do entalhe (predefinição:
R=0,6*I)
W
Ângulo do entalhe (predefinição: 30°)
Exemplo: Chamada G25-Geo DIN 76
. . .
N.. G1 Z-15
N.. G25 H7 I1.5 K7
N.. G1 X20
[elemento longitudinal]
[DIN 76]
[elemento transversal]
. . .
Entalhe em forma de H (H=8)
Se W não for indicado, o ângulo é calculado com base em K e R. O
ponto final do entalhe fica então em "Ponto de esquina do contorno".
Parâmetros
H
Entalhe em forma de H: H=8
K
Largura do entalhe
R
Raio do entalhe – sem introdução: o elemento circular não é
produzido
W
Ângulo de afundamento – sem introdução: é calculado W
Exemplo: Chamada G25-Geo Forma de H
. . .
N.. G1 Z-15
N.. G25 H8 K4 R1 W30
N.. G1 X20
. . .
166
[elemento longitudinal]
[Forma de H]
[elemento transversal]
Parâmetros
H
Entalhe em forma de K: H=9
I
Profundidade do entalhe
R
Raio do entalhe – sem introdução: o elemento circular não é
produzido
W
Ângulo de entalhe
A
Ângulo para o eixo longitudinal (predefinição: 45º)
Exemplo: Chamada G25-Geo Forma de K
. . .
N.. G1 Z-15
[elemento longitudinal]
N.. G25 H9 I1 R0.8 W40
N.. G1 X20
[Forma de K]
[elemento transversal]
. . .
Rosca (padrão) G34–Geo
G34 define uma rosca exterior ou interior simples ou encadeada (rosca
fina métrica ISO DIN 13 Série 1). O CNC PILOT calcula todos os
valores necessários.
Parâmetros
F
Passo de rosca (predefinição: passo da tabela da norma)
Exemplo: G34
. . .
PEÇA PRONTA
N1 G0 X0 Z0
N2 G1 X20 B-2
As roscas são encadeadas através da programação de vários blocos
G01/G34 consecutivos.
Á frente de G34 ou no bloco NC com G34, programa-se
um elemento de contorno linear como elemento de
referência.
Maquine a rosca com G31.
N3 G1 Z-30
N4 G34
[métrica ISO]
N5 G25 H7 I1.7 K7
N6 G1 X30 B-1.5
N7 G1 Z-40
N8 G34 F1.5
[métrica ISO rosca fina]
N9 G25 H7 I1.5 K4
N10 G1 X40
N11 G1 Z-60
. . .
HEIDENHAIN CNC PILOT 4290
167
4.7 Elementos de forma do contorno de torneamento
Entalhe em forma de K (H=9)
4.7 Elementos de forma do contorno de torneamento
Rosca (geral) G37–Geo
G37 define os tipos de rosca existentes. São possíveis roscas de
vários passos e também roscas encadeadas. As roscas são
encadeadas através da programação de vários blocos G01/G37
consecutivos.
Parâmetros
Q
Tipo de rosca (predefinição: 1)
Q=1: rosca fina métrica ISO (DIN 13, Parte 2, Série 1)
Q=2: rosca métrica ISO (DIN 13, Parte 1, Série 1)
Q=3: rosca cónica métrica ISO (DIN 158)
Q=4: rosca fina cónica métrica ISO (DIN 158)
Q=5: rosca trapezoidal métrica ISO (DIN 103, Parte 2,
Série 1)
Q=6: rosca trapezoidal plana métrica (DIN 380, Parte 2,
Série1)
Q=7: rosca em dente de serra métrica (DIN 513, Parte 2,
Série 1)
Q=8: rosca redonda cilíndrica (DIN 405, Parte 1, Série 1)
Q=9: rosca Whitworth cilíndrica (DIN 11)
Q=10: rosca Whitworth cónica (DIN 2999)
Q=11: rosca Whitworth para tubagens (DIN 259)
Q=12: rosca não normalizada
Q=13: rosca grossa UNC US
Q=14: rosca fina UNF US
Q=15: rosca extrafina UNEF US
Q=16: rosca cónica para tubagens NPT US
Q=17: rosca cónica Dryseal para tubagens NPTF US
Q=18: rosca cilíndrica para tubagens com lubrificante NPSC
US
Q=19: rosca cilíndrica para tubagens sem lubrificante NPFS
US
F
Passo de rosca
necessário com Q=1, 3..7, 12
noutros tipos de rosca, F é determinado com base no
diâmetro se não estiver programado.
P
Profundidade da rosca – indicar apenas com Q=12
K
Comprimento de saída em roscas sem entalhe da rosca
(predefinição: 0)
D
Ponto de referência (predefinição: 0)
D=0: saída de rosca no final do elemento de referência
D=1: saída de rosca no início do elemento de referência
168
4.7 Elementos de forma do contorno de torneamento
Parâmetros
H
Número de passos de rosca (predefinição: 1)
A
Ângulo do flanco esquerdo – indicar apenas com Q=12
W
Ângulo do flanco direito – indicar apenas com Q=12
R
Largura da rosca – indicar apenas com Q=12
E
Passo variável (predefinição: 0)
Aumenta/reduz o passo por rotação em E.
Programe um elemento de contorno linear como
elemento de referência à frente de G37.
Maquine a rosca com G31.
Nas roscas normalizadas, os parâmetros P, R, A e W são
determinados pelo CNC PILOT.
Utilize Q=12, se pretender utilizar parâmetros
individuais.
Atenção, perigo de colisão!
A rosca é criada mediante o comprimento do elemento de
referência. Sem entalhe da rosca, é necessário programar
um outro elemento linear para a sobreposição de rosca.
HEIDENHAIN CNC PILOT 4290
169
4.7 Elementos de forma do contorno de torneamento
Furo (centrado) G49–Geo
G49 define um furo individual com rebaixamento e rosca no centro de
rotação (lado frontal ou lado posterior). O furo G49 não é uma parte
do contorno, mas sim um elemento de forma.
Parâmetros
Z
Posição do início do furo (ponto de referência)
B
Diâmetro do furo
P
Profundidade do furo (sem ponta de furação)
W
Ângulo de ponta (predefinição: 180°)
R
Diâmetro de rebaixamento
U
Profundidade de rebaixamento
E
Ângulo de rebaixamento
I
Diâmetro de rosca
J
Profundidade de rosca
K
Corte de rosca (comprimento de saída)
F
Passo de rosca
V
Rosca à direita ou à esquerda (predefinição: 0)
V=0: rosca à direita
V=1: rosca à esquerda
A
Ângulo - corresponde à posição do furo (predefinição: 0)
A=0°: lado frontal
A=180°: lado posterior
O
Diâmetro de centragem
Programe G49 na secção PEÇA PRONTA, não na
SUPERFÍCIE FRONTAL ou na PARTE POSTERIOR.
Maquine o furo G49 com G71..G74.
170
4.8 Atributos para a descrição do contorno
4.8 Atributos para a descrição do
contorno
Resumo dos atributos para a descrição do contorno
G7
Paragem exata ligada
Página 172
G8
Paragem exata desligada
Página 172
G9
Paragem exata bloco a bloco
Página 172
G10
Influencia o avanço de acabamento para
"elementos básicos do contorno" de todo o
contorno.
Página 172
G38
Influencia o avanço de acabamento para
elementos básicos bloco a bloco
Página 173
G39
Aplica-se apenas a elementos de forma:
Página 173
Influencia o avanço de acabamento
Correções aditivas
Medida excedente equidistante
G52
Medida excedente equidistante bloco a bloco Página 174
G95
Define o avanço de acabamento para todo o
contorno
Página 174
G149
Correções aditivas para os elementos
básicos do contorno
Página 175
G10-, G38-, G52-, G95- e G149-Geo aplicam-se a
"elementos básicos do contorno" (G1-, G2-, G3-, G12- e
G13-Geo), não a chanfres/arredondamentos que
estejam programados a seguir aos elementos básicos
de contorno.
Os "atributos para a descrição do contorno" influenciam
o avanço de acabamento dos ciclos G869 e G890, não o
avanço de acabamento em ciclos de puncionamento.
HEIDENHAIN CNC PILOT 4290
171
4.8 Atributos para a descrição do contorno
Paragem exata
Paragem exata ligada G7-Geo
G7 liga a "paragem exata" de forma auto-retentora. O bloco com G7 é
executado com "paragem exata". O CNC PILOT inicia o bloco seguinte
quando o ponto final da "margem de tolerância de posição" é alcançado
(margem de tolerância: ver MP 1106, 1156, ...).
A "paragem exata" aplica-se a elementos básicos do
contorno que são maquinados com G890 ou G840.
Paragem exata desligada G8-Geo
G8 desliga a "paragem exata". O bloco com G8 é executado sem
"paragem exata".
Paragem exata bloco a bloco G9-Geo
G9 ativa a "paragem exata" para o bloco NC em que G9 está
programado.
Rugosidade G10-Geo
G10 influencia o avanço de acabamento do G890. A "rugosidade"
aplica-se apenas a elementos básicos do contorno.
Parâmetros
H
Tipo de rugosidade (ver também DIN 4768)
H=1: rugosidade geral (profundidade de perfil) Rt1
H=2: valor da rugosidade média Ra
H=3: rugosidade média Rz
RH
Rugosidade (µm, modo em polegadas: µinch)
G10-Geo é auto-retentor.
G95-Geo ou G10-Geo sem parâmetros desligam a
"rugosidade".
G10 RH... (sem "H") sobrescreve a "rugosidade" bloco a
bloco.
G38-Geo sobrescreve a "rugosidade" bloco a bloco.
172
4.8 Atributos para a descrição do contorno
Redução do avanço G38-Geo
G38 ativa o "avanço especial" para o ciclo de acabamento G890. O
"avanço especial" aplica-se apenas a elementos básicos do contorno.
Parâmetros
E
Fator de avanço especial (predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
G38 atua bloco a bloco.
Programe G38 à frente do elemento de contorno a
influenciar.
G38 substitui um avanço especial ou uma rugosidade
programada.
Atributos para elementos de sobreposição G39Geo
G39 influencia o avanço de acabamento do G890 nos elementos de
forma:
chanfres/arredondamentos (a seguir a elementos básicos)
Entalhes
Recessos
Maquinagem influenciada: avanço especial, rugosidade, correções
D aditivas, medida excedente equidistante.
Parâmetros
F
Avanço por rotação
V
Tipo de rugosidade (ver também DIN 4768)
V=1: rugosidade geral (profundidade de perfil) Rt1
V=2: valor da rugosidade média Ra
V=3: rugosidade média Rz
RH
Rugosidade (µm, modo em polegadas: µinch)
D
Número da correção aditiva (901 <= D <= 916)
P
Medida excedente (medida do raio)
H
P atua de forma absoluta ou aditiva (predefinição: 0)
H=0: P substitui a medida excedente de G57/G58
H=1: P é adicionado à medida excedente de G57/G58
E
Fator de avanço especial (predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
HEIDENHAIN CNC PILOT 4290
173
4.8 Atributos para a descrição do contorno
Utilize rugosidade ("V, RH"), avanço de acabamento ("F")
e avanço especial ("E") alternadamente.
G39 atua bloco a bloco.
Programe G39 à frente do elemento de contorno a
influenciar.
Um G50 antes de um ciclo (secção: MAQUINAGEM)
desliga a medida excedente de G39 para esse ciclo.
Medida excedente bloco a bloco G52-Geo
G52 define uma medida excedente equidistante que é considerada
em G810, G820, G830, G860 e G890.
Parâmetros
P
Medida excedente (medida do raio)
H
P atua de forma absoluta ou aditiva (predefinição: 0)
H=0: P substitui a medida excedente de G57/G58
H=1: P é adicionado à medida excedente de G57/G58
G52 atua bloco a bloco.
Programe G52 no bloco NC com o elemento de
contorno a influenciar.
Um G50 antes de um ciclo (secção MAQUINAGEM)
desliga a medida excedente de G52 para esse ciclo.
Avanço por rotação G95-Geo
G95 influencia o avanço de acabamento do G890.
Parâmetros
F
Avanço por rotação
Utilize rugosidade e avanço de acabamento
alternadamente.
O avanço de acabamento G95 substitui um avanço de
acabamento definido na parte de maquinagem.
G95 é auto-retentor.
G10 desliga o avanço de acabamento G95.
174
4.8 Atributos para a descrição do contorno
Correção aditiva G149-Geo
G149 seguido por um "número D" ativa/desativa uma correção aditiva.
O CNC PILOT gere os 16 valores de correção independentes da
ferramenta no parâmetro de ajuste 10.
Parâmetros
D
Correção aditiva (predefinição: D900)
D=900: desliga a correção aditiva
D=901..916: liga a correção aditiva D
Tenha em atenção a direção de descrição do contorno.
As correções aditivas atuam a partir do bloco em que
está programado G149.
Uma correção aditiva permanece ativa até:
ao "G149 D900" seguinte.
ao fim da descrição da peça pronta.
HEIDENHAIN CNC PILOT 4290
175
4.9 Contornos de eixo C – Princípios básicos
4.9 Contornos de eixo C –
Princípios básicos
Posição dos contornos de fresagem
O plano de referência ou o diâmetro de referência são definidos na
identificação de secção. A profundidade e a posição de um contorno
de fresagem (caixa, ilha) são determinadas na definição do contorno
da seguinte forma:
com Profundidade P no G308 programado anteriormente
em alternativa, nas figuras: parâmetro de ciclo Profundidade P
O sinal de "P" determina a posição do contorno de fresagem:
P<0: caixa
P>0: ilha
Posição do contorno de fresagem
Secção
P
Superfície
Base de
fresagem
SUPERFÍCIE
FRONTAL
P<0
Z
Z+P
P>0
Z+P
Z
PARTE POSTERIOR
P<0
Z
Z–P
P>0
Z–P
Z
P<0
X
X+(P*2)
P>0
X+(P*2)
X
SUPERFÍCIE
LATERAL
X: diâmetro de referência a partir da identificação de secção
Z: plano de referência a partir da identificação de secção
P: "profundidade" a partir de G308 ou do parâmetro de ciclo
Os ciclos de fresagem de superfície fresam a superfície
descrita na definição do contorno. Não são tidas em
consideração ilhas nesta superfície.
Contornos em vários planos (contornos aninhados
hierarquicamente):
Um plano começa com G308 e acaba com G309.
G308 define um novo plano de referência/diâmetro de referência. O
primeiro G308 assume o plano de referência definido na
identificação de secção. Cada G308 seguinte define um plano novo.
Cálculo:
plano de referência novo = plano de referência + P (do G308
precedente)
G309 regressa para o plano de referência precedente.
176
4.9 Contornos de eixo C – Princípios básicos
Início de caixa/ilha G308-Geo
G308 define um plano de referência/diâmetro de referência novo em
contornos aninhados hierarquicamente.
Parâmetros
P
Profundidade em caixas, altura em ilhas
Fim de caixa/ilha G309-Geo
G309 define o fim de um "plano de referência". Todos os planos de
referência definidos com G308 devem ser terminados com G309 (ver
“Posição dos contornos de fresagem” na página 176).
Exemplo "G308/G309"
. . .
PEÇA PRONTA
. . .
SUPERFÍCIE FRONTAL Z0
Determinar plano de referência
N7 G308 P-5
Início de "retângulo" com profundidade –5
N8 G305 XK-5 YK-10 K50 B30 R3 A0
Retângulo
N9 G308 P-10
Início de "círculo completo no retângulo" com
profundidade –10
N10 G304 XK-3 YK-5 R8
Círculo completo
N11 G309
Fim do "círculo completo"
N12 G309
Fim do "retângulo"
SUPERFÍCIE LATERAL X100
Determinar diâmetro de referência
N13 G311 Z-10 C45 A0 K18 B8 P-5
Ranhura linear com a profundidade –5
. . .
HEIDENHAIN CNC PILOT 4290
177
4.9 Contornos de eixo C – Princípios básicos
Padrão circular com ranhuras circulares
Com ranhuras circulares em padrões circulares, programam-se as
posições do padrão, o ponto central de curvatura, o raio de curvatura
e a "posição" das ranhuras.
DIN PLUS e TURN PLUS posicionam as ranhuras da seguinte forma:
Disposição das ranhuras na distância do raio do padrão em torno
do ponto central do padrão, se
ponto central do padrão = ponto central da curvatura e
raio do padrão = raio da curvatura
Disposição das ranhuras na distância do raio do padrão + raio da
curvatura em torno do ponto central do padrão, se
ponto central do padrão <> ponto central da curvatura ou
raio do padrão <> raio da curvatura
Além disso, a "posição" influencia a disposição das ranhuras:
Posição normal: o ângulo inicial da ranhura tem um valor relativo
para a posição do padrão. O ângulo inicial é adicionado à posição do
padrão.
Posição original: o ângulo inicial da ranhura tem um valor absoluto.
Os exemplos seguintes explicam a programação do padrão circular
com ranhuras circulares:
Linha central da ranhura como referência e posição normal
Programação:
ponto central do padrão = ponto central da curvatura
raio do padrão = raio da curvatura
posição normal
Estes comandos dispõem as ranhuras na distância "raio do padrão" em
torno do ponto central do padrão.
Exemplo: linha central da ranhura como referência, posição normal
N.. G402 Q4 K30 A0 XK0 YK0 H0
Padrão circular, posição normal
N.. G303 I0 J0 R15 A-20 W20 B3 P1
Ranhura circular
178
4.9 Contornos de eixo C – Princípios básicos
Linha central da ranhura como referência e posição original
Programação:
ponto central do padrão = ponto central da curvatura
raio do padrão = raio da curvatura
posição original
Estes comandos dispõem todas as ranhuras na mesma posição.
Exemplo: linha central da ranhura como referência, posição original
N.. G402 Q4 K30 A0 XK0 YK0 H1
Padrão circular, posição original
N.. G303 I0 J0 R15 A-20 W20 B3 P1
Ranhura circular
Ponto central da curvatura como referência e posição normal
Programação:
ponto central do padrão <> ponto central da curvatura
raio do padrão = raio da curvatura
posição normal
Estes comandos dispõem as ranhuras na distância "raio do
padrão+raio da curvatura" em torno do ponto central do padrão.
Exemplo: ponto central da curvatura como referência, posição normal
N.. G402 Q4 K30 A0 XK5 YK5 H0
Padrão circular, posição normal
N.. G303 I0 J0 R15 A-20 W20 B3 P1
Ranhura circular
HEIDENHAIN CNC PILOT 4290
179
4.9 Contornos de eixo C – Princípios básicos
Ponto central da curvatura como referência e posição original
Programação:
ponto central do padrão <> ponto central da curvatura
raio do padrão = raio da curvatura
posição original
Estes comandos dispõem as ranhuras na distância "raio do
padrão+raio da curvatura" em torno do ponto central do padrão,
mantendo o ângulo inicial e final.
Exemplo: ponto central da curvatura como referência, posição original
N.. G402 Q4 K30 A0 XK5 YK5 H1
Padrão circular, posição original
N.. G303 I0 J0 R15 A-20 W20 B3 P1
Ranhura circular
180
4.10 Contornos do lado frontal/posterior
4.10 Contornos do lado frontal/
posterior
Ponto inicial do contorno de lado frontal/
posterior G100-Geo
G100 define o ponto inicial de um contorno de lado frontal ou
posterior.
Parâmetros
X
Ponto inicial em coordenadas polares (medida do diâmetro)
C
Ponto inicial em coordenadas polares (medida do ângulo)
XK
Ponto inicial em coordenadas cartesianas
YK
Ponto inicial em coordenadas cartesianas
HEIDENHAIN CNC PILOT 4290
181
4.10 Contornos do lado frontal/posterior
Distância do contorno de lado frontal/posterior
G101-Geo
G101 define uma distância num contorno de lado frontal ou posterior.
Parâmetros
X
Ponto final em coordenadas polares (medida do diâmetro)
C
Ponto final em coordenadas polares (medida do ângulo)
XK
Ponto final em coordenadas cartesianas
YK
Ponto final em coordenadas cartesianas
A
Ângulo para eixo XK positivo
B
Chanfre/Arredondamento. Define a transição para o
elemento de contorno seguinte. Programe o ponto final
teórico ao definir um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
Q
Intersecção. Ponto final quando a distância interseta um arco
de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
Programação
X, XK, YX: absoluta, incremental, auto-retentora ou "?"
C: absoluta, incremental ou auto-retentora
182
4.10 Contornos do lado frontal/posterior
Arco de círculo do contorno de lado frontal/
posterior G102/G103-Geo
G102/G103 define um arco de círculo num contorno de lado frontal ou
posterior. Direção de rotação (ver imagem de ajuda):
G102: em sentido horário
G102: em sentido anti-horário
Parâmetros
X
Ponto final em coordenadas polares (medida do diâmetro)
C
Ponto final em coordenadas polares (medida do ângulo)
XK
Ponto final em coordenadas cartesianas
YK
Ponto final em coordenadas cartesianas
R
Raio
I
Ponto central em coordenadas cartesianas
J
Ponto central em coordenadas cartesianas
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao
definir um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
Q
Intersecção. Ponto final quando o arco de círculo interseta
uma reta ou um arco de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
Programação
X, XK, YX: absoluta, incremental, auto-retentora ou "?"
C: absoluta, incremental ou auto-retentora
I, J: absoluta ou incremental
O ponto final não pode corresponder ao ponto inicial
(nenhum círculo completo).
HEIDENHAIN CNC PILOT 4290
183
4.10 Contornos do lado frontal/posterior
Furo no lado frontal/posterior G300-Geo
G300 define um furo com rebaixamento e roscagem num contorno de
lado frontal ou posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
B
Diâmetro do furo
P
Profundidade do furo (sem ponta de furação)
W
Ângulo da ponta (predefinição: 180°)
R
Diâmetro de rebaixamento
U
Profundidade de rebaixamento
E
Ângulo de rebaixamento
I
Diâmetro de rosca
J
Profundidade de rosca
K
Corte de rosca (comprimento de saída)
F
Passo de rosca
V
Rosca à direita ou à esquerda (predefinição: 0)
V=0: rosca à direita
V=1: rosca à esquerda
A
Ângulo para o eixo Z; inclinação do furo
Campo para o lado frontal: –90° < A < 90° (predefinição: 0°)
Campo para o lado posterior: 90° < A < 270° (predefinição:
180°)
O
Diâmetro de centragem
Maquine furos G300 com G71..G74.
184
4.10 Contornos do lado frontal/posterior
Ranhura linear no lado frontal/posterior G301Geo
G301 define uma ranhura linear num contorno de lado frontal ou
posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
A
Ângulo para o eixo XK (predefinição: 0°)
K
Comprimento da ranhura
B
Largura da ranhura
P
Profundidade/altura (predefinição: "P" do G308)
P<0: caixa
P>0: ilha
HEIDENHAIN CNC PILOT 4290
185
4.10 Contornos do lado frontal/posterior
Ranhura circular no lado frontal/posterior G302Geo
G302/G303 define uma ranhura circular num contorno de lado frontal
ou posterior.
G302: ranhura circular no sentido horário
G303: ranhura circular no sentido anti-horário
Parâmetros
I
Ponto central de curvatura em coordenadas cartesianas
J
Ponto central de curvatura em coordenadas cartesianas
R
Raio de curvatura (referência: trajetória de ponto central da
curvatura)
A
Ângulo inicial; referência: eixo XK; (predefinição: 0°)
W
Ângulo final; referência: eixo XK; (predefinição: 0°)
B
Largura da ranhura
P
Profundidade/altura (predefinição: "P" do G308)
P<0: caixa
P>0: ilha
186
4.10 Contornos do lado frontal/posterior
Círculo completo no lado frontal/posterior G304Geo
G304 define um círculo completo num contorno de lado frontal ou
posterior.
Parâmetros
XK
Ponto central do círculo em coordenadas cartesianas
YK
Ponto central do círculo em coordenadas cartesianas
R
Raio
P
Profundidade/altura (predefinição: "P" do G308)
P<0: caixa
P>0: ilha
Retângulo no lado frontal/posterior G305-Geo
G305 define um retângulo num contorno de lado frontal ou posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
A
Ângulo para o eixo XK (predefinição: 0°)
K
Comprimento
B
(Altura) Largura
R
Chanfre/Arredondamento (predefinição: 0º)
R>0: raio do arredondamento
R<0: largura do chanfre
P
Profundidade/altura (predefinição: "P" do G308)
P<0: caixa
P>0: ilha
HEIDENHAIN CNC PILOT 4290
187
4.10 Contornos do lado frontal/posterior
Polígono regular no lado frontal/posterior G307Geo
G307 define um polígono num contorno de lado frontal ou posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
Q
Número de arestas (Q > 2)
A
Ângulo de um lado do polígono para o eixo XK
(predefinição: 0°)
K
Comprimento das arestas
K>0: comprimento das arestas
K<0: diâmetro do círculo interior
B
(Altura) Largura
R
Chanfre/Arredondamento (predefinição: 0º)
R>0: raio do arredondamento
R<0: largura do chanfre
P
Profundidade/altura (predefinição: "P" do G308)
P<0: caixa
P>0: ilha
Padrão linear no lado frontal/posterior G401Geo
G401 define um padrão linear de perfuração ou figura no lado frontal
ou posterior. G401 atua sobre o furo/figura definido(a) no bloco
seguinte (G300..305, G307).
Parâmetros
Q
Número de figuras (predefinição: 1)
XK
Ponto inicial em coordenadas cartesianas
YK
Ponto inicial em coordenadas cartesianas
I
Ponto final em coordenadas cartesianas
J
Ponto final em coordenadas cartesianas
A
Ângulo do eixo longitudinal para o eixo XK (predefinição: 0°)
R
Comprimento total do padrão
Ri
Distância entre figuras (distância do padrão)
Programe o furo/a figura no bloco seguinte sem ponto
central.
O ciclo de fresagem (secção MAQUINAGEM) chama o
furo/a figura no bloco seguinte e não a definição do
padrão.
188
4.10 Contornos do lado frontal/posterior
Padrão circular no lado frontal/posterior G402Geo
G402 define um padrão circular de perfuração ou figura no lado frontal
ou posterior. G402 atua sobre o furo/figura definido(a) no bloco
seguinte (G300..305, G307).
Parâmetros
Q
Número de figuras
K
Diâmetro do padrão
A
Ângulo inicial – posição da primeira figura; referência: eixo XK;
(predefinição: 0°)
W
Ângulo final – posição da última figura; referência: eixo XK;
(predefinição: 360°)
Wi
Ângulo entre figuras
V
Direção – orientação (predefinição: 0)
V=0, sem W: distribuição do círculo completo
V=0, com W: distribuição no arco de círculo mais longo
V=0, com Wi: o símbolo de Wi determina a direção (Wi<0:
em sentido horário)
V=1, com W: em sentido horário
V=1, com Wi: em sentido horário (o sinal de Wi não tem
significado)
V=2, com W: em sentido anti-horário
V=2, com Wi: em sentido anti-horário (o sinal de Wi não tem
significado)
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
H
Posição das figuras (predefinição: 0)
H=0: posição normal, as figuras são rodadas à volta do
ponto central do círculo (rotação)
H=1: posição original, a posição da figura que se refere ao
sistema de coordenadas permanece inalterada (translação)
Programe o furo/a figura no bloco seguinte sem ponto
central. Exceção ranhura circular: ver “Padrão circular
com ranhuras circulares” na página 178.
O ciclo de fresagem (secção MAQUINAGEM) chama o
furo/a figura no bloco seguinte e não a definição do
padrão.
HEIDENHAIN CNC PILOT 4290
189
4.11 Contornos de superfícies laterais
4.11 Contornos de superfícies
laterais
Ponto inicial do contorno de superfície lateral
G110-Geo
G110 define o ponto inicial de um contorno de superfície lateral.
Parâmetros
Z
Ponto inicial
C
Ponto inicial (ângulo inicial)
CY
Ponto inicial como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
Programe Z, C ou Z, CY.
190
4.11 Contornos de superfícies laterais
Distância do contorno de superfície lateral G111Geo
G111 define uma distância num contorno de superfície lateral.
Parâmetros
Z
Ponto final
C
Ponto final (ângulo final)
CY
Ponto final como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
A
Ângulo para eixo Z
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao
definir um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
Q
Intersecção. Ponto final quando a distância interseta uma reta
(predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
Programação
Z, CY: absoluta, incremental, auto-retentora ou "?"
C: absoluta, incremental ou auto-retentora
Programar Z – C ou Z – CY
HEIDENHAIN CNC PILOT 4290
191
4.11 Contornos de superfícies laterais
Arco de círculo do contorno de superfície lateral
G112-/G113-Geo
G112/G113 define um arco de círculo num contorno de superfície
lateral. Direção de rotação: ver imagem de ajuda
Parâmetros
Z
Ponto final
C
Ponto final (ângulo final)
CY
Ponto final como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
R
Raio
K
Ponto central na direção Z
W
Ângulo do ponto central
J
Ângulo do ponto central como "medida de distância"
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao
definir um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
Q
Intersecção. Ponto final quando o arco de círculo interseta
uma reta ou um arco de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
Programação
Z, CY: absoluta, incremental, auto-retentora ou "?"
C: absoluta, incremental ou auto-retentora
K, J: absoluta ou incremental
Programar Z – C ou Z – CY ou, então, K – W ou K – J.
Programar "ponto central" ou "raio"
Com "raio": possíveis apenas arcos de círculo <= 180º
192
4.11 Contornos de superfícies laterais
Furo em superfície lateral G310-Geo
G310 define um furo com rebaixamento e roscagem num contorno de
superfície lateral.
Parâmetros
Z
Ponto central (posição Z)
C
Ponto central (ângulo)
CY
Ponto central como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
B
Diâmetro do furo
P
Profundidade do furo (sem ponta de furação)
W
Ângulo da ponta (predefinição: 180°)
R
Diâmetro de rebaixamento
U
Profundidade de rebaixamento
E
Ângulo de rebaixamento
I
Diâmetro de rosca
J
Profundidade de rosca
K
Corte de rosca (comprimento de saída)
F
Passo de rosca
V
Rosca à direita ou à esquerda (predefinição: 0)
V=0: rosca à direita
V=1: rosca à esquerda
A
Ângulo para o eixo Z; campo: 0º < A < 180º; (predefinição: 90º
= furo perpendicular)
O
Diâmetro de centragem
Maquine furos G310 com G71..G74.
HEIDENHAIN CNC PILOT 4290
193
4.11 Contornos de superfícies laterais
Ranhura linear em superfície lateral G311-Geo
G311 define uma ranhura linear num contorno de superfície lateral.
Parâmetros
Z
Ponto central (posição Z)
C
Ponto central (ângulo)
CY
Ponto central como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
A
Ângulo para o eixo Z (predefinição: 0°)
K
Comprimento da ranhura
B
Largura da ranhura
P
Profundidade da caixa (predefinição: "P" do G308)
Ranhura circular em superfície lateral G312/
G313-Geo
G312/G313 define uma ranhura circular num contorno de superfície
lateral.
G312: ranhura circular no sentido horário
G313: ranhura circular no sentido anti-horário
Parâmetros
Z
Ponto central
C
Ponto central (ângulo)
CY
Ponto central como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
R
Raio; referência: trajetória de ponto central da ranhura
A
Ângulo inicial; referência: eixo Z; (predefinição: 0°)
W
Ângulo final; referência: eixo Z
B
Largura da ranhura
P
Profundidade da caixa (predefinição: "P" do G308)
194
4.11 Contornos de superfícies laterais
Círculo completo em superfície lateral G314-Geo
G314 define um círculo completo num contorno de superfície lateral.
Parâmetros
Z
Ponto central
C
Ponto central (ângulo)
CY
Ponto central como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
R
Raio
P
Profundidade da caixa (predefinição: "P" do G308)
Retângulo em superfície lateral G315-Geo
G315 define um retângulo num contorno de superfície lateral.
Parâmetros
Z
Ponto central
C
Ponto central (ângulo)
CY
Ponto central como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
A
Ângulo para o eixo Z (predefinição: 0°)
K
Comprimento
B
Largura
R
Chanfre/Arredondamento (predefinição: 0º)
R>0: raio do arredondamento
R<0: largura do chanfre
P
Profundidade da caixa (predefinição: "P" do G308)
HEIDENHAIN CNC PILOT 4290
195
4.11 Contornos de superfícies laterais
Polígono regular em superfície lateral G317-Geo
G317 define um polígono num contorno de superfície lateral.
Parâmetros
Z
Ponto central
C
Ponto central (ângulo)
CY
Ponto central como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
Q
Número de arestas (Q > 2)
A
Ângulo para o eixo Z (predefinição: 0°)
K
Comprimento das arestas
K>0: comprimento das arestas
K<0: diâmetro do círculo interior
R
Chanfre/Arredondamento (predefinição: 0º)
R>0: raio do arredondamento
R<0: largura do chanfre
P
196
Profundidade da caixa (predefinição: "P" do G308)
4.11 Contornos de superfícies laterais
Padrão linear em superfície lateral G411-Geo
G411 define um padrão linear de perfuração ou figura na superfície
lateral. G411 atua sobre o furo/figura definido(a) no bloco seguinte
(G310.0,315, G317).
Parâmetros
Q
Número de figuras (predefinição: 1)
Z
Ponto inicial
C
Ponto inicial (ângulo inicial)
CY
Ponto inicial como "medida de distância"; referência:
desenvolvimento da superfície lateral com "diâmetro de
referência"
K
Ponto final
Ki
Distância entre figuras na direção Z
W
Ponto final (ângulo final)
Wi
Distância angular entre figuras
A
Ângulo para o eixo Z; (predefinição: 0°)
R
Comprimento total do padrão
Ri
Distância entre figuras (distância do padrão)
Na programação de "Q, Z e C", os furos/figuras são
dispostos uniformemente sobre o perímetro.
Programe o furo/a figura no bloco seguinte sem ponto
central.
O ciclo de fresagem chama o furo/a figura no bloco
seguinte e não a definição do padrão.
HEIDENHAIN CNC PILOT 4290
197
4.11 Contornos de superfícies laterais
Padrão circular em superfície lateral G412-Geo
G412 define um padrão circular de perfuração ou figura na superfície
lateral. G412 atua sobre o furo/figura definido(a) no bloco seguinte
(G310.0,315, G317).
Parâmetros
Q
Número de figuras
K
Diâmetro do padrão
A
Ângulo inicial – posição da primeira figura; referência: eixo Z
(predefinição: 0°)
W
Ângulo final – posição da última figura; referência: eixo Z
(predefinição: 360°)
Wi
Ângulo entre figuras
V
Direção – orientação (predefinição: 0)
V=0, sem W: distribuição do círculo completo
V=0, com W: distribuição no arco de círculo mais longo
V=0, com Wi: o símbolo de Wi determina a direção (Wi<0:
em sentido horário)
V=1, com W: em sentido horário
V=1, com Wi: em sentido horário (o sinal de Wi não tem
significado)
V=2, com W: em sentido anti-horário
V=2, com Wi: em sentido anti-horário (o sinal de Wi não tem
significado)
Z
Ponto central do padrão
C
Ponto central do padrão (ângulo)
H
Posição das figuras (predefinição: 0)
H=0: posição normal, as figuras são rodadas à volta do
ponto central do círculo (rotação)
H=1: posição original, a posição da figura que se refere ao
sistema de coordenadas permanece inalterada (translação)
Programe o furo/a figura no bloco seguinte sem ponto
central. Exceção ranhura circular: ver “Padrão circular
com ranhuras circulares” na página 178.
O ciclo de fresagem (secção MAQUINAGEM) chama o
furo/a figura no bloco seguinte e não a definição do
padrão.
198
4.12 Posicionar a ferramenta
4.12 Posicionar a ferramenta
Marcha rápida G0
G0 desloca em marcha rápida no percurso mais curto até ao "ponto
final".
Parâmetros
X
Ponto final (medida do diâmetro)
Z
Ponto final
Programação X, Z: absoluta, incremental ou autoretentora
Ponto de troca de ferramenta G14
G14 desloca em marcha rápida para o ponto de troca de ferramenta.
As coordenadas do ponto de troca são definidas no modo de ajuste.
Parâmetros
Q
Sequência - determina a execução dos movimentos de
deslocação (predefinição: 0)
Q=0: percurso diagonal
Q=1: primeiro na direção X, depois na direção Z
Q=2: primeiro na direção Z, depois na direção X
Q=3: apenas na direção X, Z permanece inalterado
Q=4: apenas na direção Z, X permanece inalterado
Exemplo: G14
. . .
N1 G14 Q0
[Aproximar ao ponto de troca de
ferramenta]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
HEIDENHAIN CNC PILOT 4290
199
4.12 Posicionar a ferramenta
Marcha rápida em coordenadas de máquina
G701
G701 desloca em marcha rápida no percurso mais curto até ao "ponto
final".
Parâmetros
X
Ponto final (medida do diâmetro)
Z
Ponto final
"X, Z" referem-se ao ponto zero da máquina e ao ponto de
referência do carro.
200
4.13 Movimentos lineares e circulares simples
4.13 Movimentos lineares e
circulares simples
Movimento linear G1
G1 desloca de forma linear no avanço para o "ponto final".
Parâmetros
X
Ponto final (medida do diâmetro)
Z
Ponto final
A
Ângulo (direção do ângulo: ver imagem de ajuda)
Q
Intersecção. Ponto final quando a distância interseta um arco
de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao definir
um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
E
Fator de avanço especial para chanfre/arredondamento
(predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
Programação X, Z: absoluta, incremental, auto-retentora
ou "?"
HEIDENHAIN CNC PILOT 4290
201
4.13 Movimentos lineares e circulares simples
Movimento circular G2/G3
G2/G3 desloca de forma circular no avanço para o "ponto final". A
medição do ponto central é feita de forma incremental. Direção de
rotação (ver imagem de ajuda):
G2: em sentido horário
G3: em sentido anti-horário
Parâmetros
X
Ponto final (medida do diâmetro)
Z
Ponto final
R
Raio (0 < R <= 200 000 mm)
I
Ponto central incremental (distância do ponto inicial ao ponto
central; medida do raio)
K
Ponto central incremental (distância do ponto inicial ao ponto
central)
Q
Intersecção. Ponto final quando o arco de círculo interseta uma
reta ou um arco de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao definir
um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
E
Fator de avanço especial para chanfre/arredondamento
(predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
Exemplo: G2, G3
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X0 Z2
Programação X, Z: absoluta, incremental, auto-retentora
ou "?"
N3 G42
N4 G1 Z0
Atenção, perigo de colisão!
Se os parâmetros de endereço forem calculados com
"variáveis V", é feita apenas uma verificação limitada.
Certifique-se de que dos valores das variáveis resulta um
arco de círculo.
N5 G1 X15 B-0.5 E0.05
N6 G1 Z-25 B0
N7 G2 X45 Z-32 R36 B2
N8 G1 A0
N9 G2 X80 Z-80 R20 B5
N10 G1 Z-95 B0
N11 G3 X80 Z-135 R40 B0
N12 G1 Z-140
N13 G1 X82 G40
. . .
202
4.13 Movimentos lineares e circulares simples
Movimento circular G12/G13
G12/G13 desloca de forma circular no avanço para o "ponto final".
A medição do ponto central é feita de forma absoluta. Direção de
rotação (ver imagem de ajuda):
G12: em sentido horário
G13: em sentido anti-horário
Parâmetros
X
Ponto final (medida do diâmetro)
Z
Ponto final
R
Raio (0 < R <= 200 000 mm)
I
Ponto central absoluto (medida do raio)
K
Ponto central absoluto
Q
Intersecção. Ponto final quando o arco de círculo interseta uma
reta ou um arco de círculo (predefinição: 0):
Q=0: intersecção próxima
Q=1: intersecção distante
B
Chanfre/Arredondamento. Define a transição para o elemento
de contorno seguinte. Programe o ponto final teórico ao definir
um chanfre/arredondamento.
Sem introdução: transição tangencial
B=0: transição não tangencial
B>0: raio do arredondamento
B<0: largura do chanfre
E
Fator de avanço especial para chanfre/arredondamento
(predefinição: 1)
Avanço especial = avanço ativo * E (0 < E <= 1)
Programação X, Z: absoluta, incremental, auto-retentora
ou "?"
Atenção, perigo de colisão!
Se os parâmetros de endereço forem calculados com
"variáveis V", é feita apenas uma verificação limitada.
Certifique-se de que dos valores das variáveis resulta um
arco de círculo.
HEIDENHAIN CNC PILOT 4290
203
4.14 Avanço, rotações
4.14 Avanço, rotações
Limite de rotações G26
G26: mandril principal; Gx26: mandril x (x: 1...3)
O limite de rotações aplica-se até ao final do programa ou até ser
substituido por um novo G26/Gx26.
Parâmetros
S
Rotações (máximas)
Exemplo: G26
. . .
N1 G14 Q0
N1 G26 S2000
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
Se S > "Rotações máximas absolutas" (MP 805, seg.),
aplica-se o valor do parâmetro.
Aceleração (Slope) G48
G48 determina a aceleração de aproximação e travagem, assim como
o avanço máximo. G48 atua de forma auto-retentora.
Sem G48, aplicam-se os valores dos parâmetros:
Aceleração de aproximação e travagem: MP 1105, ... "Aceleração/
travagem do eixo linear"
Avanço máximo: MP 1101, ... "Velocidade máxima do eixo"
Parâmetros
E
Aceleração da aproximação (predefinição: valor do parâmetro)
F
Aceleração da travagem (predefinição: valor do parâmetro)
H
Aceleração programada ligada/desligada
H=0: desligar a aceleração programada após o percurso
seguinte
H=1: ligar a aceleração programada
P
Avanço máximo (predefinição: valor do parâmetro)
Se P > valor do parâmetro, aplica-se o valor do
parâmetro.
E, F e P referem-se ao eixo X/Z. A aceleração/o avanço
do carro são mais altos no caso de percursos não
paralelos ao eixo.
204
[rotações máximas]
. . .
G64 interrompe brevemente o avanço programado. G64 é autoretentor.
Parâmetros
E
Duração da pausa (0,01 s < E < 99,99 s)
F
Duração do avanço (0,01 s < E < 99,99 s)
Ligar: programar G64 com "E e F"
Desligar: programar G64 sem parâmetros
Exemplo: G64
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G64 E0.1 F1
[avanço interr. ligado]
N3 G0 X0 Z2
N4 G42
N5 G1 Z0
N6 G1 X20 B-0.5
N7 G1 Z-12
N8 G1 Z-24 A20
N9 G1 X48 B6
N10 G1 Z-52 B8
N11 G1 X80 B4 E0.08
N12 G1 Z-60
N13 G1 X82 G40
N14 G64
[avanço interr. desligado]
. . .
Avanço por minuto de eixos rotativos G192
G192 define o avanço quando um eixo rotativo (eixo auxiliar) é
deslocado sozinho.
Parâmetros
F
Avanço em º/minuto
HEIDENHAIN CNC PILOT 4290
205
4.14 Avanço, rotações
Avanço interrompido G64
4.14 Avanço, rotações
Avanço por dente Gx93
Gx93 (x: mandril 1...3) define o avanço em função do acionamento
com referência ao número de dentes da ferramenta de fresagem.
Parâmetros
F
Avanço por dente em mm/dente ou polegadas/dente
A visualização do valor real mostra o avanço em mm/r.p.m.
Exemplo: G193
. . .
N1 M5
N2 T1 G197 S1010 G193 F0.08 M104
N3 M14
N4 G152 C30
N5 G110 C0
N6 G0 X122 Z-50
N7 G...
N8 G...
N9 M15
. . .
Avanço constante G94 (avanço por minuto)
G94 define o avanço independentemente do acionamento.
Exemplo: G94
Parâmetros
. . .
F
N1 G14 Q0
Avanço por minuto em mm/min ou polegadas/min
N2 T3 G94 F2000 G97 S1000 M3
N3 G0 X100 Z2
N4 G1 Z-50
. . .
Avanço por rotação Gx95
G95: mandril principal; Gx95: mandril x (x: 1...3)
Gx95 define um avanço em função do acionamento.
Exemplo: G95, Gx95
. . .
Parâmetros
N1 G14 Q0
F
N2 T3 G95 F0.25 G96 S200 M3
Avanço em mm/rotação ou polegadas/rotação
N3 G0 X0 Z2
N5 G1 Z0
N6 G1 X20 B-0.5
. . .
206
4.14 Avanço, rotações
Velocidade de corte constante Gx96
G96: mandril principal; Gx96: mandril x (x: 1...3)
As rotações do mandril dependem da posição X da ponta da
ferramenta ou do diâmetro, no caso de ferramentas acionadas.
Parâmetros
S
Velocidade de corte em m/min ou pés/min
Exemplo: G96, G196
. . .
N1 T3 G195 F0.25 G196 S200 M3
N2 G0 X0 Z2
N3 G42
N4 G1 Z0
N5 G1 X20 B-0.5
N6 G1 Z-12
N7 G1 Z-24 A20
N8 G1 X48 B6
N9 G1 Z-52 B8
N10 G1 X80 B4 E0.08
N11 G1 Z-60
N12 G1 X82 G40
. . .
Rotações Gx97
G97: mandril principal; Gx97: mandril x (x: 1...3)
Rotações do mandril constantes.
Exemplo: G97, G197
. . .
Parâmetros
N1 G14 Q0
S
N2 T3 G95 F0,25 G97 S1000 M3
Rotações em rotações por minuto
N3 G0 X0 Z2
G26/Gx26 limita as rotações.
N5 G1 Z0
N6 G1 X20 B-0.5
. . .
HEIDENHAIN CNC PILOT 4290
207
4.15 Compensação do raio da lâmina e da fresa
4.15 Compensação do raio da
lâmina e da fresa
Compensação do raio da lâmina (CRL)
Sem CRL, a ponta da lâmina teórica é o ponto de referência nos
percursos. Esse facto origina imprecisões em percursos não paralelos
ao eixo. A CRL corrige percursos programados.
A CRL (Q=0) reduz o avanço em arcos de círculo quando o "raio
deslocado" < "raio original". No caso do arredondamento como
transição para o elemento de contorno seguinte, a CRL corrige o
"avanço especial".
Avanço reduzido = avanço * (raio deslocado/raio original)
Compensação do raio da fresa (CRF)
Sem CRF, o ponto central da fresa é o ponto de referência para os
percursos. Com CRF, o CNC PILOT desloca com o diâmetro externo
sobre os percursos programados. Os ciclos de punção,
levantamento de aparas e fresagem contêm chamadas de CRL/
CRF. Por essa razão, a CRL/CRF deve estar desligada ao chamar estes
ciclos.
Se os "raios de ferramenta" > "raios de contorno", podem
ocorrer enlaces na CRL/CRF. Recomendação: utilize o
ciclo de acabamento G890 ou o ciclo de fresagem G840.
Não programe a CRF no passo no plano de
maquinagem.
Preste atenção ao chamar subprogramas: desligue a
CRL/CRF
no subprograma em que ela foi ligada.
no programa principal, se ela foi ligada no programa
principal.
208
G40 desliga a CRL/CRF. Tenha em atenção:
A CRL/CRF está ativa até ao bloco antes de G40
No bloco com G40 ou no bloco após G40, é permitido um percurso
em linha reta (G14 não é permitido)
Princípio de funcionamento da CRL/CRF
. . .
N.. G0 X10 Z10
N.. G41 G0 Z20
Percurso: de X10/Z10 para X10+SRK/Z20+SRK
N.. G1 X20
o percurso é "deslocado" com a CRL
N.. G40 G0 X30 Z30
Percurso de X20+SRK/Z20+SRK para X30/Z30
. . .
G41/G42: ligar CRL/CRF
G41: ligar CRL/CRF – correção do raio da lâmina/fresa na direção de
deslocação do lado esquerdo do contorno
G42: ligar CRL/CRF – correção do raio da lâmina/fresa na direção de
deslocação do lado direito do contorno
Parâmetros
Q
H
O
Plano (predefinição: 0)
Exemplo: G40, G41, G42
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X0 Z2
N3 G42
[CRL ligada, à direita do contorno]
Q=0: CRL no plano de torneamento (plano XZ)
Q=1: CRF na superfície frontal (plano XC)
Q=2: CRF na superfície lateral (plano ZC)
Q=3: CRF na superfície frontal (plano XY)
Q=4: CRF na superfície lateral (plano YZ)
N4 G1 Z0
Saída (apenas com CRF) – (predefinição: 0)
N9 G1 Z-52 B8
H=0: áreas consecutivas que se intersetem não são
maquinadas.
H=1: o contorno completo é maquinado, mesmo quando há
áreas que se intersetam.
N10 G1 X80 B4 E0.08
Redução do avanço (predefinição: 0)
. . .
N5 G1 X20 B-0.5
N6 G1 Z-12
N7 G1 Z-24 A20
N8 G1 X48 B6
N11 G1 Z-60
N12 G1 X82 G40
[CRL desligada]
O=0: redução do avanço ativa
O=1: sem redução do avanço
Tenha em atenção:
Programe no bloco com G41/G42 ou a seguir ao bloco um percurso
em linha reta (G0/G1).
A CRL/CRF é tida em conta a partir do percurso seguinte.
HEIDENHAIN CNC PILOT 4290
209
4.15 Compensação do raio da lâmina e da fresa
G40: desligar CRL, CRF
4.16 Deslocações do ponto zero
4.16 Deslocações do ponto zero
É possível programar várias deslocações do ponto zero num programa
NC. As relações das coordenadas entre si (descrição do bloco, peça
pronta, contorno auxiliar) não são influenciadas por deslocações do
ponto zero.
G920 desliga provisoriamente as deslocações de ponto zero, G980
volta a ligá-las.
Resumo das deslocações do ponto zero
G51:
Página 211
Deslocação relativa
Deslocação programada
Referência: ponto zero da peça de trabalho ajustado
G53, G54, G55:
Página 211
Deslocação relativa
Deslocação a partir de parâmetros
Referência: ponto zero da peça de trabalho ajustado
G56:
Página 212
Deslocação aditiva
Deslocação programada
Referência: ponto zero da peça de trabalho atual
G59:
Deslocação absoluta
Deslocação programada
Referência: ponto zero da máquina
210
Página 213
4.16 Deslocações do ponto zero
Deslocação do ponto zero G51
G51 desloca o ponto zero da peça de trabalho com "Z" (ou "X"). A
deslocação refere-se ao ponto zero da peça de trabalho definido no
modo de ajuste.
Parâmetros
X
Deslocação (medida do raio)
Z
Deslocação
Mesmo quando G51 é programado repetidas vezes, o ponto de
referência continua a ser o ponto zero da peça de trabalho definido no
modo de ajuste.
A deslocação do ponto zero aplica-se até ao final do programa ou até
ser anulada por outras deslocações do ponto zero.
Exemplo: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28
[deslocação do ponto zero]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56
[deslocação do ponto zero]
. . .
Deslocação do ponto zero dependente de
parâmetros G53, G54, G55
G53..G55 desloca o ponto zero da peça de trabalho pelo valor definido
nos parâmetros de ajuste 3, 4, 5. A deslocação refere-se ao ponto zero
da peça de trabalho definido no modo de ajuste.
Mesmo quando G53, G54, G55 são programados repetidas vezes, o
ponto de referência continua a ser o ponto zero da peça de trabalho
definido no modo de ajuste.
A deslocação do ponto zero aplica-se até ao final do programa ou até
ser anulada por outras deslocações do ponto zero.
Uma deslocação em X é indicada como medida do raio.
HEIDENHAIN CNC PILOT 4290
211
4.16 Deslocações do ponto zero
Deslocação do ponto zero aditiva G56
G56 desloca o ponto zero da peça de trabalho com "Z" (ou "X"). A
deslocação refere-se ao ponto zero da peça de trabalho válido
atualmente.
Parâmetros
X
Deslocação (medida do raio) – (predefinição: 0)
Z
Deslocação
Quando G56 é programado repetidas vezes, a deslocação é sempre
adicionada ao ponto zero da peça de trabalho válido atualmente.
Exemplo: G56
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G56 Z-28
[deslocação do ponto zero]
N5 G0 X62 Z5
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G56 Z-28
. . .
212
[deslocação do ponto zero]
G59 define o ponto zero da peça de trabalho em "X, Z". O novo ponto
zero da peça de trabalho aplica-se até ao final do programa.
Parâmetros
X
Deslocação (medida do raio)
Z
Deslocação
G59 anula deslocações do ponto zero anteriores (através
de G51, G56 ou G59).
Exemplo: G59
. . .
N1 G59 Z256
[deslocação do ponto zero]
N2 G14 Q0
N3 T3 G95 F0.25 G96 S200 M3
N4 G0 X62 Z2
. . .
HEIDENHAIN CNC PILOT 4290
213
4.16 Deslocações do ponto zero
Deslocação do ponto zero absoluta G59
4.16 Deslocações do ponto zero
Dobrar contorno G121
G121 reflete e/ou desloca o contorno do bloco e da peça pronta. A
reflexão faz-se no eixo X, a deslocação na direção Z. O ponto zero da
peça de trabalho não é influenciado.
Parâmetros
H
Tipo de transformação (predefinição: 0)
H=0: deslocar contorno, não refletir
H=1: deslocar contorno, refletir e inverter direção da
descrição do contorno
Q
Refletir o eixo Z do sistema de coordenadas (predefinição: 0)
Q=0: não refletir
Q=1: refletir
Z
Deslocação. Deslocar o sistema de coordenadas na direção Z
(predefinição: 0)
D
Refletir XC/XCR (refletir/deslocar contornos do lado frontal/
posterior) – (predefinição: 0)
D=0: não refletir/deslocar
D=1: refletir/deslocar
Aplicando o G121, é possível utilizar a descrição do bloco e da peça
pronta para a maquinagem da parte anterior e posterior.
Os contornos de superfícies laterais são refletidos/
deslocados como contornos de torneamento.
Os contornos auxiliares não são refletidos.
Tenha em atenção: Q=1 reflete o sistema de
coordenadas e o contorno; H=1 reflete apenas o
contorno.
214
N.. . . .
Maquinagem de parte posterior no contramandril
N.. G121 H1 Q1 Z.. D1
Desloca e reflete o contorno; reflete o sistema de
coordenadas.
N.. . . .
Deslocar o contorno, não refletir
N.. . . .
Maquinagem de parte posterior no contramandril
N.. G121 H0 Q0 Z.. D1
Desloca o contorno
N.. . . .
Refletir e deslocar o contorno
N.. . . .
Maquinagem de parte posterior com um mandril
(reaperto manual)
N.. G121 H1 Q0 Z.. D1
Desloca e reflete o contorno
N.. . . .
HEIDENHAIN CNC PILOT 4290
215
4.16 Deslocações do ponto zero
Deslocar o contorno, refletir o sistema de coordenadas
4.17 Medida excedente
4.17 Medida excedente
Desligar medida excedente G50
G50 desliga a medida excedente definida com G52/G39-Geo para o
ciclo seguinte. Programe G50 antes do ciclo.
Por motivos de compatibilidade, para desligar a medida excedente
G52 é suportado adicionalmente. A HEIDENHAIN recomenda que se
utilize apenas G50 em programas NC novos.
Medida excedente paralela ao eixo G57
G57 define medidas excedentes diferentes para X e Z. Programe G57
antes da chamada de ciclo.
X
Z
Parâmetros
X
Medida excedente X (medida do diâmetro) – apenas valores
positivos
Z
Medida excedente Z – apenas valores positivos
ØX
G57 atua nos ciclos seguintes – com isso, após a execução do ciclo,
as medidas excedentes são
Apagadas: G810, G820, G830, G835, G860, G869, G890
Não apagadas: G81, G82, G83
Se as medidas excedentes estão programadas com G57
e no ciclo, aplicam-se as medidas excedentes do ciclo.
Z
Exemplo: G57
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5 [medida excedente paralela
ao eixo]
N4 G810 NS7 NE12 P5
. . .
216
4.17 Medida excedente
Medida excedente paralela ao contorno
(equidistante) G58
G58 define uma medida excedente equidistante. Programe G58 antes
da chamada de ciclo. No ciclo de acabamento G890 é permitida uma
medida excedente negativa.
Parâmetros
P
Medida excedente
G58 atua nos ciclos seguintes – com isso, após a execução do ciclo,
as medidas excedentes são
apagadas: G810, G820, G830, G835, G860, G869, G890
não apagadas: G83
Se a medida excedente está programada com G58 e no
ciclo, aplica-se a medida excedente do ciclo.
Exemplo: G58
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G58 P2
contorno]
[medida excedente paralela ao
N4 G810 NS7 NE12 P5
. . .
HEIDENHAIN CNC PILOT 4290
217
4.18 Distâncias de segurança
4.18 Distâncias de segurança
Distância de segurança G47
G47 define a distância de segurança para
os ciclos de torneamento: G810, G820, G830, G835, G860, G869,
G890.
os ciclos de furação G71, G72, G74.
os ciclos de fresagem G840...G846.
Parâmetros
P
Distância de segurança
G47 sem parâmetros ativa os valores dos parâmetros (parâmetro de
maquinagem 2, ... – distâncias de segurança).
G47 substitui a distância de segurança definida em
parâmetros ou com G147.
Distância de segurança G147
G147 define a distância de segurança para
os ciclos de fresagem G840...G846.
os ciclos de furação G71, G72, G74.
Parâmetros
I
Distância de segurança do plano de fresagem (apenas para
fresagens)
K
Distância de segurança na direção do passo (passo em
profundidade)
G147 substitui a distância de segurança definida em
parâmetros (parâmetro de maquinagem 2, ...) ou com G47.
218
4.19 Ferramenta, correções
4.19 Ferramenta, correções
Trocar ferramenta – T
O CNC PILOT mostra a ocupação de ferramenta definida na secção
REVÓLVER. É possível introduzir o número T diretamente ou
selecioná-lo na lista de ferramentas (alternar com a softkey
CONTINUAR).
HEIDENHAIN CNC PILOT 4290
219
4.19 Ferramenta, correções
(Troca da) correção da lâmina G148
G148 define as correções de desgaste a ter em conta. No início do
programa e após um comando T estão ativas DX, DZ.
Parâmetros
Q
Seleção (predefinição: 0)
O=0: DX, DZ ativa – DS inativa
O=1: DS, DZ ativa – DX inativa
O=2: DX, DS ativa – DZ inativa
Os ciclos de puncionamento G860, G866, G869
consideram automaticamente a correção de desgaste
"correta".
Exemplo: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29,8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151
N11 G148 O0
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
220
[Puncionamento Acabamento]
[trocar de correção]
O CNC PILOT gere 16 correções independentes da ferramenta. Um
G149 seguido de um "número D" ativa a correção, "G149 D900" desliga
a correção.
Parâmetros
D
Exemplo: G149
. . .
N1 T3 G96 S200 G95 F0.4 M4
Correção aditiva (predefinição: D900):
N2 G0 X62 Z2
D900: desliga a correção aditiva
D901..D916: ativa a correção aditiva
N3 G89
N4 G42
N5 G0 X27 Z0
Programação:
N6 G1 X30 Z-1.5
É necessário "sair" da correção, para que ela se torne ativa. Por isso,
programe G149 um bloco antes do percurso em que a correção
deve fazer efeito.
Uma correção aditiva permanece ativa até:
Ao "G149 D900" seguinte
À troca de ferramenta seguinte
Ao final do programa
N7 G1 Z-25
N8 G149 D901
[ativar correção]
N9 G1 X40 B-1
N10 G1 Z-50
N11 G149 D902
N12 G1 X50 B-1
N13 G1 Z-75
N14 G149 D900
[desativar correção]
N15 G1 X60 B-1
N16 G1 Z-80
N17 G1 X62
N18 G80
. . .
HEIDENHAIN CNC PILOT 4290
221
4.19 Ferramenta, correções
Correção aditiva G149
4.19 Ferramenta, correções
Consideração da ponta da ferramenta direita G150
Consideração da ponta da ferramenta esquerda G151
G150/G151 define o ponto de referência da ferramenta em
ferramentas de punção e de botão.
G150: ponto de referência da ponta da ferramenta direita
G151. ponto de referência da ponta da ferramenta esquerda
G150/G151 aplica-se a partir do bloco em que é programado e
permanece ativo até
à troca de ferramenta seguinte
ao final do programa.
Os valores reais visualizados referem-se sempre à ponta
da ferramenta definida nos dados de ferramenta.
Quando se utilize a CRL, após G150/G151 é necessário
ajustar também G41/G42.
Exemplo: G150, G151
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151
N11 G148 O0
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
222
[Puncionamento Acabamento]
4.19 Ferramenta, correções
Cadeias de medidas de ferramenta G710
Com um comando T, o CNC PILOT substitui as medidas de ferramenta
anteriores pelas novas medidas de ferramenta. Quando se liga o
"encadeamento" com "G710 Q1", as medidas da nova ferramenta são
adicionadas às medidas anteriores.
Parâmetros
Q
Encadear medidas de ferramenta
Q=0: Desligado
Q=1: Ligado
Exemplo de aplicação
Para a maquinagem completa, um "dispositivo de tomada rotativo"
aceita a peça de trabalho maquinada na parte frontal. A maquinagem
do lado posterior é feita com ferramentas estacionárias. Para isso,
somam-se as medidas do dispositivo de tomada e da ferramenta
estacionária.
Exemplo para "Encadear medidas de ferramenta"
. . .
REVOLVER 1
. . .
T14 ID“ADBGREIF“
Dispositivo de tomada rotativo
. . .
REVOLVER 2
Ferramentas estacionárias no suporte de
ferramenta 2
T2001 ID“116-80-080.1“
Ferramenta de desbaste para maquinagem
retrógrada
. . .
MAQUINAGEM
. . .
N100 T14
Trocar de dispositivo de tomada
N101 L“EXGRIGF“ V1
Aceitar a peça de trabalho do mandril principal para
o dispositivo de tomada (programa de peritos)
N102 G710 Q1
"Encadear" medidas de ferramenta
N103 T2001
Medida do dispositivo de tomada e ferramenta
estacionária
. . .
Adicionar
HEIDENHAIN CNC PILOT 4290
223
4.20 Ciclos de torneamento referentes a contornos
4.20 Ciclos de torneamento
referentes a contornos
Trabalhar com ciclos referentes a contornos
Determinar referências de bloco:
Ativar representação do contorno:
U Premir a softkey ou selecionar a opção de menu
"Gráfico"
U
Colocar o cursor no campo de introdução "NS" ou "NE"
Alternar para a janela de gráfico:
Premir a softkey CONTINUAR
U
Selecionar elemento de contorno:
Selecionar o elemento de contorno com "Seta para a
esquerda/direita"
U
U
Com "Seta para cima/para baixo", muda-se entre
contornos (também contornos de superfícies frontais,
etc.)
U
Aceitar o número de bloco do elemento de contorno
com ENTER
Ativando a "Seta para cima/para baixo", o CNC PILOT
também considera contornos que não são mostrados no
ecrã.
Limite de corte
A posição da ferramenta antes da chamada de ciclo é determinante
para a execução de um limite de corte. O CNC PILOT faz o
levantamento de aparas do material no lado do limite de corte sobre o
qual se encontra a ferramenta antes da chamada de ciclo.
224
G810 faz o levantamento de aparas da área de contorno descrita
através de "NS, NE" de "NS para NE". Se necessário, a superfície de
levantamento de aparas é subdividida em várias áreas (exemplo: com
vales de contorno).
X
H
Z
0
W
Parâmetros
NS
Número de bloco inicial (começo da secção de contorno)
NE
Número de bloco final (fim da secção de contorno)
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
P
Passo máximo
I
Medida excedente na direção X (medida do diâmetro) –
(predefinição: 0)
K
Medida excedente na direção Z (predefinição: 0)
E
Comportamento de afundamento
1
2
K
P
ØI
ØX
A
Z
E=0: não maquinar contornos descendentes
E>0: avanço de afundamento
Sem introdução: redução do avanço dependente do ângulo
de afundamento – máximo 50%
X
Limite de corte na direção X (medida do diâmetro) –
(predefinição: sem limite de corte)
Z
Limite de corte na direção Z – (predefinição: sem limite de
corte)
H
Tipo de afastamento (predefinição: 0)
H=0: levanta aparas após cada corte ao longo do contorno
H=1: levanta abaixo de 45º; alisamento do contorno após o
último corte
H=2: levanta abaixo de 45º; sem alisamento do contorno
A
Ângulo de aproximação (referência: eixo Z) – (predefinição: 0º/
180º; paralelo ao eixo Z)
W
Ângulo de afastamento (referência: eixo Z) – (predefinição:
90º/270º; perpendicular ao eixo Z)
Q
Tipo de retirada no final do ciclo (predefinição: 0)
Q=0: voltar ao ponto inicial (primeiro na direção X, depois na
direção Z)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
HEIDENHAIN CNC PILOT 4290
225
4.20 Ciclos de torneamento referentes a contornos
Desbaste longitudinal G810
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
V
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
V=4: o chanfre/arredondamento é maquinado – não o
elemento básico (condição: secção de contorno com um
elemento)
D
Omitir elementos. Os recessos, entalhes e rotações livres
seguintes não são maquinados (predefinição: 0):
G22
G23
H0
G23
H1
G25
H4
G25
H5/6
G25
H7..9
D=0
•
•
•
•
•
•
D=1
•
•
•
–
–
–
D=2
•
•
–
•
•
•
D=3
•
•
–
–
–
–
D=4
•
•
–
•
•
–
"•": não maquinar elementos
B
Avanço do carro na maquinagem de 4 eixos
B=0: ambos os carros trabalham no mesmo diâmetro –
com avanço duplo
B<>0: distância para o carro "de guia" (o avanço). Os carros
trabalham com o mesmo avanço em diâmetros diferentes.
B<0: o carro com o número mais alto guia
B>0: o carro com o número mais baixo guia
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de uma maquinagem exterior ou interior.
Programe, pelo menos, NS ou NS, NE e P.
Efetua-se a compensação do raio da lâmina.
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores).
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
226
4.20 Ciclos de torneamento referentes a contornos
Execução do ciclo
1
Tem em conta as áreas de levantamento de aparas e a
distribuição de cortes.
2
Avança desde o ponto inicial para o primeiro corte, tendo em
consideração a distância de segurança (primeiro na direção Z,
depois na direção X).
3
Desloca em avanço até ao ponto final Z.
4
Em função de "H":
H=0: levanta aparas ao longo do contorno
H=1 ou 2: levanta em 45º
5
Regressa em marcha rápida e avança para o corte seguinte.
6
Repete 3...5 até que o "ponto final X" seja alcançado.
7
Se necessário, repete 2...6, até que todas as áreas de
levantamento de aparas estejam maquinadas.
8
Se H=1: alisa o contorno
9
Retira conforme programado em "Q".
Utilização como ciclo de 4 eixos
Diâmetro igual: ambos os carros começam simultaneamente.
Diâmetros diferentes:
O "carro guiado" começa quando o carro de guia tenha alcançado
o "avanço B". Esta sincronização é feita em cada corte.
Todos os carros avançam com a profundidade de corte calculada.
Com um número de carros ímpar, o "carro de guia" executa o
último corte.
Com "velocidade de corte constante", a velocidade de corte
orienta-se pelo carro de guia.
A ferramenta de guia espera pela ferramenta seguinte para
efetuar o movimento de retração.
Nos ciclos de 4 eixos, preste atenção a que as ferramentas
sejam idênticas (tipo de ferramenta, raio da lâmina, ângulo
da lâmina, etc.).
HEIDENHAIN CNC PILOT 4290
227
4.20 Ciclos de torneamento referentes a contornos
Desbaste transversal G820
G820 faz o levantamento de aparas da área de contorno descrita
através de "NS, NE" de "NS para NE". Se necessário, a superfície de
levantamento de aparas é subdividida em várias áreas (exemplo: com
vales de contorno).
Z
H
A
X
0
Parâmetros
NS
NE
Número de bloco inicial (começo da secção de contorno)
Número de bloco final (fim da secção de contorno)
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
P
Passo máximo
I
Medida excedente na direção X (medida do diâmetro) –
(predefinição: 0)
K
Medida excedente na direção Z (predefinição: 0)
E
Comportamento de afundamento
E=0: não maquinar contornos descendentes
E>0: avanço de afundamento
Sem introdução: redução do avanço dependente do ângulo
de afundamento – máximo 50%
X
Limite de corte na direção X (medida do diâmetro) –
(predefinição: sem limite de corte)
Z
Limite de corte na direção Z – (predefinição: sem limite de
corte)
H
Tipo de afastamento (predefinição: 0)
H=0: levanta aparas após cada corte ao longo do contorno
H=1: levanta abaixo de 45º; alisamento do contorno após o
último corte
H=2: levanta abaixo de 45º – sem alisamento do contorno
A
Ângulo de aproximação (referência: eixo Z) – (predefinição:
90º/270º; perpendicular ao eixo Z)
W
Ângulo de afastamento (referência: eixo Z) – (predefinição: 0º/
180º; paralelo ao eixo Z)
Q
Tipo de retirada no final do ciclo (predefinição: 0)
Q=0: voltar ao ponto inicial (primeiro na direção Z, depois na
direção X)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
228
1
P
K
ØI
2
W
Z
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
V
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
V=4: o chanfre/arredondamento é maquinado – não o
elemento básico (condição: secção de contorno com um
elemento)
D
Omitir elementos. Os recessos, entalhes e rotações livres
seguintes não são maquinados (predefinição: 0):
G22
G23
H0
G23
H1
G25
H4
G25
H5/6
G25
H7..9
D=0
•
•
•
•
•
•
D=1
•
•
•
–
–
–
D=2
•
•
–
•
•
•
D=3
•
•
–
–
–
–
D=4
•
•
–
•
•
–
"•": não maquinar elementos
B
Avanço do carro na maquinagem de 4 eixos
B=0: ambos os carros trabalham no mesmo diâmetro –
com avanço duplo
B<>0: distância para o carro "de guia" (o avanço). Os carros
trabalham com o mesmo avanço em diâmetros diferentes.
B<0: o carro com o número mais alto guia
B>0: o carro com o número mais baixo guia
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de uma maquinagem exterior ou interior.
Programe, pelo menos, NS ou NS, NE e P.
Efetua-se a compensação do raio da lâmina.
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores)
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
HEIDENHAIN CNC PILOT 4290
229
4.20 Ciclos de torneamento referentes a contornos
Execução do ciclo
1
Tem em conta as áreas de levantamento de aparas e a
distribuição de cortes.
2
Avança desde o ponto inicial para o primeiro corte, tendo em
consideração a distância de segurança (primeiro na direção X,
depois na direção Z).
3
Desloca em avanço até ao ponto final X.
4
Em função de "H":
H=0: levanta aparas ao longo do contorno
H=1 ou 2: levanta em 45º
5
Regressa em marcha rápida e avança para o corte seguinte.
6
Repete 3...5 até que o "ponto final Z" seja alcançado.
7
Se necessário, repete 2...6, até que todas as áreas de
levantamento de aparas estejam maquinadas.
8
Se H=1: alisa o contorno
9
Retira conforme programado em "Q".
Utilização como ciclo de 4 eixos
Diâmetro igual: ambos os carros começam simultaneamente.
Diâmetros diferentes:
O "carro guiado" começa quando o carro de guia tenha alcançado
o "avanço B". Esta sincronização é feita em cada corte.
Todos os carros avançam com a profundidade de corte calculada.
Com um número de carros ímpar, o "carro de guia" executa o
último corte.
Com "velocidade de corte constante", a velocidade de corte
orienta-se pelo carro de guia.
A ferramenta de guia espera pela ferramenta seguinte para
efetuar o movimento de retração.
Nos ciclos de 4 eixos, preste atenção a que as ferramentas
sejam idênticas (tipo de ferramenta, raio da lâmina, ângulo
da lâmina, etc.).
230
4.20 Ciclos de torneamento referentes a contornos
Desbaste paralelo ao contorno G830
G830 faz o levantamento de aparas da área de contorno descrita
através de "NS, NE" paralelamente ao contorno de "NS para NE". Se
necessário, a superfície de levantamento de aparas é subdividida em
várias áreas (exemplo: com vales de contorno).
X
Z
W
Parâmetros
NS
Número de bloco inicial (começo da secção de contorno)
NE
Número de bloco final (fim da secção de contorno)
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
P
Passo máximo
I
Medida excedente na direção X (medida do diâmetro) –
(predefinição: 0)
K
Medida excedente na direção Z (predefinição: 0)
X
Limite de corte na direção X (medida do diâmetro) –
(predefinição: sem limite de corte)
Z
Limite de corte na direção Z – (predefinição: sem limite de
corte)
A
Ângulo de aproximação (referência: eixo Z) – (predefinição: 0º/
180º; paralelo ao eixo Z)
W
Ângulo de afastamento (referência: eixo Z) – (predefinição:
90º/270º; perpendicular ao eixo Z)
Q
Tipo de retirada no final do ciclo (predefinição: 0)
K
P
A
ØX
ØI
Z
Q=0: voltar ao ponto inicial (primeiro na direção X, depois na
direção Z)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
V
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
V=4: o chanfre/arredondamento é maquinado – não o
elemento básico (condição: secção de contorno com um
elemento)
HEIDENHAIN CNC PILOT 4290
231
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
D
Omitir elementos. Os recessos, entalhes e rotações livres
seguintes não são maquinados (predefinição: 0):
G22
G23
H0
G23
H1
G25
H4
G25
H5/6
G25
H7..9
D=0
•
•
•
•
•
•
D=1
•
•
•
–
–
–
D=2
•
•
–
•
•
•
D=3
•
•
–
–
–
–
D=4
•
•
–
•
•
–
"•": não maquinar elementos
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de uma maquinagem exterior ou interior.
Programe, pelo menos, NS ou NS, NE e P.
Efetua-se a compensação do raio da lâmina.
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores).
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
Execução do ciclo
1
Tem em conta as áreas de levantamento de aparas e a
distribuição de cortes.
2
Avança desde o ponto inicial para o ponto inicial, tendo em conta
a distância de segurança.
3
Executa o corte de desbaste.
4
Regressa em marcha rápida e avança para o corte seguinte.
5
Repete 3...4 até que a área de levantamento de aparas esteja
maquinada.
6
Se necessário, repete 2...5, até que todas as áreas de
levantamento de aparas estejam maquinadas.
7
Retira conforme programado em "Q".
232
4.20 Ciclos de torneamento referentes a contornos
Paralelamente ao contorno com ferramenta
neutra G835
G835 faz o levantamento de aparas da área de contorno descrita
através de "NS, NE" de forma paralela ao contorno e bidirecional. Se
necessário, a superfície de levantamento de aparas é subdividida em
várias áreas (exemplo: com vales de contorno).
X
W
A
Parâmetros
NS
Número de bloco inicial (começo da secção de contorno)
NE
Número de bloco final (fim da secção de contorno)
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
P
Passo máximo
I
Medida excedente na direção X (medida do diâmetro) –
(predefinição: 0)
K
Medida excedente na direção Z (predefinição: 0)
X
Limite de corte na direção X (medida do diâmetro) –
(predefinição: sem limite de corte)
Z
Limite de corte na direção Z – (predefinição: sem limite de
corte)
A
Ângulo de aproximação (referência: eixo Z) – (predefinição: 0º/
180º; paralelo ao eixo Z)
W
Ângulo de afastamento (referência: eixo Z) – (predefinição:
90º/270º; perpendicular ao eixo Z)
Q
Tipo de retirada no final do ciclo (predefinição: 0)
P
K
ØI
Z
Q=0: voltar ao ponto inicial (primeiro na direção X, depois na
direção Z)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
V
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
V=4: o chanfre/arredondamento é maquinado – não o
elemento básico (condição: secção de contorno com um
elemento)
HEIDENHAIN CNC PILOT 4290
233
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
D
Omitir elementos. Os recessos, entalhes e rotações livres
seguintes não são maquinados (predefinição: 0):
G22
G23
H0
G23
H1
G25
H4
G25
H5/6
G25
H7..9
D=0
•
•
•
•
•
•
D=1
•
•
•
–
–
–
D=2
•
•
–
•
•
•
D=3
•
•
–
–
–
–
D=4
•
•
–
•
•
–
"•": não maquinar elementos
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de uma maquinagem exterior ou interior.
Programe, pelo menos, NS ou NS, NE e P.
Efetua-se a compensação do raio da lâmina.
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores).
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
Execução do ciclo
1
Tem em conta as áreas de levantamento de aparas e a
distribuição de cortes.
2
Avança desde o ponto inicial para o ponto inicial, tendo em conta
a distância de segurança.
3
Executa o corte de desbaste.
4
Avança para o corte seguinte e executa o corte de desbaste na
direção oposta.
5
Repete 3...4 até que a área de levantamento de aparas esteja
maquinada.
6
Se necessário, repete 2...5, até que todas as áreas de
levantamento de aparas estejam maquinadas.
7
Retira conforme programado em "Q".
234
G860 faz o levantamento de aparas da área de contorno descrita
através de "NS, NE" de forma axial/radial de "NS para NE". O contorno
a maquinar pode conter vários vales. Se necessário, a superfície de
levantamento de aparas é subdividida em várias áreas (exemplo: com
vales de contorno).
X
Z
Parâmetros
NS
Início da secção de contorno ou
Referência a um recesso G22/G23-Geo
NE
K
Número de bloco inicial
Número de bloco final (fim da secção de contorno):
ØX
ØI
Z
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
NE é suprimido se o contorno estiver definido com G22/
G23-Geo
I
Medida excedente na direção X (medida do diâmetro) –
(predefinição: 0)
K
Medida excedente na direção Z (predefinição: 0)
Q
Execução (predefinição: 0)
Q=0: desbaste e acabamento
Q=1: apenas desbaste
Q=2: apenas acabamento
X
Limite de corte na direção X (medida do diâmetro) –
(predefinição: sem limite de corte)
Z
Limite de corte na direção Z – (predefinição: sem limite de
corte)
V
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
HEIDENHAIN CNC PILOT 4290
235
4.20 Ciclos de torneamento referentes a contornos
Puncionamento G860
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
E
Avanço de acabamento (predefinição: avanço ativo)
H
Tipo de retirada no final do ciclo (predefinição: 0)
H=0: voltar ao ponto inicial
recesso axial: primeiro na direção Z, depois na direção X
recesso radial: primeiro na direção X, depois na direção Z
H=1: posiciona antes do contorno pronto
H=2: levanta até à distância de segurança e para
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de uma maquinagem exterior ou interior ou de um
recesso radial ou axial.
Programe, pelo menos, NS ou NS, NE.
Cálculo da distribuição de cortes:
Desvio máximo = SBF * largura da lâmina
(SBF: ver o parâmetro de maquinagem 6)
Efetua-se a compensação do raio da lâmina.
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores).
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
Execução do ciclo (com Q=0 ou 1)
1
Tem em conta as áreas de levantamento de aparas e a
distribuição de cortes.
2
Avança desde o ponto inicial para o ponto inicial, tendo em conta
a distância de segurança.
Recesso radial: primeiro na direção Z, depois na direção X
Recesso axial: primeiro na direção X, depois na direção Z
3
Punciona (corte de desbaste).
4
Regressa em marcha rápida e avança para o corte seguinte.
5
Repete 3...4 até que a área de levantamento de aparas esteja
maquinada.
6
Se necessário, repete 2...5 até que todas as áreas de
levantamento de aparas estejam maquinadas.
7
Se Q=0: faz o acabamento do contorno
236
4.20 Ciclos de torneamento referentes a contornos
Ciclo de recesso G866
G866 cria um recesso definido com G22-Geo. Com base na definição
da ferramenta, o CNC PILOT reconhece se se está em presença de
uma maquinagem exterior ou interior ou de um recesso radial ou axial.
Parâmetros
NS
Número de bloco (referência em G22-Geo)
I
Medida excedente no pré-puncionamento (predefinição: 0)
I=0: o recesso é criado numa só operação
I>0: na primeira operação faz-se o pré-puncionamento, na
segunda o acabamento
E
Tempo de espera (predefinição: tempo de uma rotação de
mandril)
com I=0: em todos os recessos
com I>0: apenas no acabamento
Cálculo da distribuição de cortes:
Desvio máximo = SBF * largura da lâmina
(SBF: ver o parâmetro de maquinagem 6)
Efetua-se a compensação do raio da lâmina.
A medida excedente não é tida em conta.
Execução do ciclo
1
Calcula a distribuição de cortes.
2
Avança desde o ponto inicial para o primeiro corte.
Recesso radial: primeiro na direção Z, depois na direção X
Recesso axial: primeiro na direção X, depois na direção Z
3
Punciona (conforme indicado em "I").
4
Regressa em marcha rápida e avança para o corte seguinte.
5
Com I=0: espera o tempo "E"
6
Repete 3...4 até que o puncionamento esteja maquinado.
7
Com I>0: faz o acabamento do contorno
HEIDENHAIN CNC PILOT 4290
237
4.20 Ciclos de torneamento referentes a contornos
Ciclo de torneamento de punção G869
G869 faz o levantamento de aparas da área de contorno descrita
através de "NS, NE" de forma axial/radial de "NS para NE". Alternando
movimentos de puncionamento e desbaste, o levantamento de aparas
é feito com um mínimo de movimentos de elevação e avanço. O
contorno a maquinar pode conter vários vales. Se necessário, a
superfície de levantamento de aparas é subdividida em várias áreas.
X
Z
0,1mm
K
A
Parâmetros
NS
Número de bloco inicial
Início da secção de contorno ou
Referência a um recesso G22/G23-Geo
NE
Número de bloco final (fim da secção de contorno):
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
NE é suprimido se o contorno estiver definido com G22/
G23-Geo
P
Passo máximo
R
Correção da profundidade de torneamento para a
maquinagem de acabamento (predefinição: 0)
I
Medida excedente na direção X (medida do diâmetro) –
(predefinição: 0)
K
Medida excedente na direção Z (predefinição: 0)
X
Limite de corte (medida do diâmetro) – (predefinição: sem
limite de corte)
Z
Limite de corte (predefinição: sem limite de corte)
A
Ângulo de aproximação (predefinição: contrário à direção de
puncionamento)
W
Ângulo de afastamento (predefinição: contrário à direção de
puncionamento)
Q
Execução (predefinição: 0)
Q=0: desbaste e acabamento
Q=1: apenas desbaste
Q=2: apenas acabamento
U
Maquinagem de torneamento unidirecional (predefinição: 0)
U=0: a maquinagem de desbaste é bidirecional.
U=1: a maquinagem de desbaste é unidirecional na direção
de maquinagem (de "NS para NE")
238
ØI
B
ØX
Z
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
H
Tipo de retirada no final do ciclo (predefinição: 0)
H=0: voltar ao ponto inicial (recesso axial: primeiro na
direção Z, depois na direção X; recesso radial: primeiro na
direção X, depois na direção Z)
H=1: posiciona antes do contorno pronto
H=2: levanta até à distância de segurança e para
V
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
O
Avanço de puncionamento (predefinição: avanço ativo)
E
Avanço de acabamento (predefinição: avanço ativo)
B
Largura de desvio (predefinição: 0)
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de um recesso radial ou axial.
Programe, pelo menos, NS ou NS, NE e P.
Correção da profundidade de torneamento R: dependendo do
material, da velocidade de avanço, etc., a lâmina "inclina-se" na
maquinagem de torneamento. O erro de passo daí resultante é
corrigido com a correção da profundidade de torneamento. Regra
geral, o valor é determinado empiricamente.
Largura de desvio B: a partir do segundo passo, na transição da
maquinagem de torneamento para a de puncionamento, a distância de
levantamento de aparas é reduzida pelo valor da "largura de desvio B".
Em cada transição posterior para este flanco, a redução é feita pelo
valor de "B" – adicionalmente ao desvio anterior. A soma do "desvio"
está limitada a 80% da largura de lâmina efetiva (largura de lâmina
efetiva = largura da lâmina – 2*raio da lâmina). Se necessário, o CNC
PILOT reduz a largura de desvio programada. No final do prépuncionamento, faz-se um levantamento de aparas no material
restante com um movimento de puncionamento.
G869 implica como condição prévia ferramentas do
tipo 26*.
Efetua-se a compensação do raio da lâmina.
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores).
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
HEIDENHAIN CNC PILOT 4290
239
4.20 Ciclos de torneamento referentes a contornos
Execução do ciclo (com Q=0 ou 1)
1
Tem em conta as áreas de levantamento de aparas e a
distribuição de cortes.
2
Avança desde o ponto inicial para o ponto inicial, tendo em conta
a distância de segurança.
Recesso radial: primeiro na direção Z, depois na direção X
Recesso axial: primeiro na direção X, depois na direção Z
3
Punciona (maquinagem de puncionamento).
4
Faz o levantamento de aparas perpendicularmente à direção de
puncionamento (maquinagem de torneamento).
5
Repete 3...4 até que a área de levantamento de aparas esteja
maquinada.
6
Se necessário, repete 2...5, até que todas as áreas de
levantamento de aparas estejam maquinadas.
7
Se Q=0: faz o acabamento do contorno
Instruções de maquinagem:
Transição da maquinagem de torneamento para a de
puncionamento: antes de trocar a maquinagem de torneamento
pela de puncionamento, o CNC PILOT puxa a ferramenta para trás
em 0,1 mm. Desta forma, consegue-se que uma lâmina "inclinada"
se apresente perpendicularmente na maquinagem de
puncionamento. Esta operação é feita independentemente da
"largura de desvio B".
Arredondamentos e chanfres interiores: em função da largura de
punção e dos raios dos arredondamentos, antes da maquinagem do
arredondamento são feitos movimentos de puncionamento que
evitam uma "transição contínua" da maquinagem de puncionamento
para a de torneamento. Deste modo, evitam-se danos na
ferramenta.
Arestas: o levantamento das aparas de arestas isoladas é feito por
maquinagem de puncionamento. Assim, evitam-se "anéis
suspensos".
240
G890 faz o acabamento da área de contorno descrita através de "NS,
NE", incluindo chanfres/arredondamentos, num corte de acabamento.
A maquinagem faz-se de "NS para NE".
Q=
Parâmetros
NS
Número de bloco inicial (começo da secção de contorno)
NE
Número de bloco final (fim da secção de contorno)
K
Identificação do início/fim (predefinição: 0)
Um chanfre/arredondamento é maquinado:
V=0: no início e no fim
V=1: no início
V=2: no fim
V=3: sem maquinagem
V=4: o chanfre/arredondamento é maquinado, não o
elemento básico (condição: secção de contorno com um
elemento)
Q
Q=3
ØI
H=
1
0
Z
2
Comportamento de afundamento
E=0: não maquinar contornos descendentes
E>0: avanço de afundamento
sem introdução: maquinar contornos descendentes com o
avanço programado
V
Z
1
NE não programado: o elemento de contorno NS é
maquinado na direção da definição de contorno.
NS=NE programado: o elemento de contorno NS é
maquinado na direção oposta à definição de contorno.
E
X
2
Tipo de aproximação (predefinição: 0)
Q=0: seleção automática – o CNC PILOT verifica:
a aproximação diagonal
primeiro na direção X, depois na direção Z
de forma equidistante em torno do obstáculo
o abandono dos primeiros elementos de contorno, se a
posição inicial for inacessível
Códigos de omissão para recessos e entalhes
Chamada
Função
Código D
G
G22
Vedante de recesso
512
G22
Anel de segurança de
recesso
1.024
G23 H0
Recesso geral
256
G23 H1
Rotação livre
2.048
G23 H4
Entalhe em forma de U
32.768
G23 H5
Entalhe em forma de E
65.536
G23 H6
Entalhe em forma de F
131.072
G23 H7
Entalhe em forma de G
262.744
G23 H8
Entalhe em forma de H
524.288
G23 H9
Entalhe em forma de K
1.048.576
Acrescente os códigos, para omitir vários
elementos.
Q=1: primeiro na direção X, depois na direção Z
Q=2: primeiro na direção Z, depois na direção X
Q=3: sem aproximação – a ferramenta está próxima do
ponto inicial
Q=4: acabamento restante
HEIDENHAIN CNC PILOT 4290
241
4.20 Ciclos de torneamento referentes a contornos
Acabamento do contorno G890
4.20 Ciclos de torneamento referentes a contornos
Parâmetros
H
Tipo de retirada (predefinição: 3)
A ferramenta levanta contra a direção de maquinagem abaixo
de 45º e desloca-se para a posição "I, K" da seguinte forma:
H=0: diagonal
H=1: primeiro na direção X, depois na direção Z
H=2: primeiro na direção Z, depois na direção X
H=3: permanece na distância de segurança
H=4: sem movimento de retirada – a ferramenta
permanece sobre a coordenada final
X
Limite de corte (medida do diâmetro) – (predefinição: sem
limite de corte)
Z
Limite de corte (predefinição: sem limite de corte)
D
Omitir elementos (predefinição: 1). Utilize os códigos de
omissão mencionados na tabela à direita para omitir
elementos individuais ou os códigos seguintes para não
maquinar recessos, entalhes e rotações livres.
G22
G23
H0
G23
H1
G25
H4
G25
H5/6
G25
H7/8
G25
H9
D=0
•
•
•
•
•
•
•
D=1
•
•
–
–
–
–
–
D=2
•
•
–
•
•
•
•
D=3
•
•
•
–
–
–
–
D=4
•
•
–
–
•
–
–
D=5
•
•
–
–
–
–
•
D=6
•
•
–
•
–
•
•
D=7
–
–
–
–
–
–
–
"•": não maquinar elementos
I
Ponto final que é aproximado no final do ciclo (medida do
diâmetro)
K
Ponto final que é aproximado no final do ciclo
O
Redução do avanço para elementos circulares (predefinição:
0)
O=0: redução do avanço ativa
O=1: sem redução do avanço
Com base na definição da ferramenta, o CNC PILOT reconhece se se
está em presença de uma maquinagem exterior ou interior.
Os entalhes são programados, se programados e se a geometria da
ferramenta o permitir.
242
4.20 Ciclos de torneamento referentes a contornos
Redução do avanço automática em chanfres/arredondamentos:
A rugosidade ou o avanço são programados com G95-Geo: sem
redução do avanço automática
A rugosidade ou o avanço não são programados com G95-Geo:
redução do avanço automática; o chanfre/arredondamento é
maquinado com, pelo menos, 3 rotações.
Com chanfres/arredondamentos que, devido ao tamanho, são
maquinados com, pelo menos 3 rotações, não se realiza nenhuma
redução do avanço automática.
Redução do avanço com elementos circulares: com elementos
circulares, a correção do raio da lâmina (CRL) executa uma redução do
avanço sob determinadas condições (ver “Compensação do raio da
lâmina e da fresa” na página 208). É possível desligar esta redução do
avanço com "O".
Uma medida excedente G57 "aumenta" o contorno
(também contornos interiores).
Uma medida excedente G58
>0: "aumenta" o contorno
<0: não é tida em conta
As medidas excedentes G57/G58 são apagadas após
o final do ciclo.
O acabamento restante é ativado com "Q=4" (exemplo: maquinagem
de câmaras com ferramentas de acabamento com direção de
maquinagem contrária). O CNC PILOT conhece as áreas já
maquinadas e deixa-as livres. Com "Q=4", não é possível influenciar o
tipo de aproximação – o ciclo de acabamento gera o curso de
aproximação.
G890 Q4
X
Durante o acabamento restante (G890 – Q4), o CNC
PILOT verifica se a ferramenta pode entrar no vale de
contorno sem colisão. O parâmetro de ferramenta
"Largura dn" é determinante para este controlo de colisão.
Z
HEIDENHAIN CNC PILOT 4290
243
4.21 Ciclos de torneamento simples
4.21 Ciclos de torneamento simples
Final de ciclo G80
G80 termina um ciclo de maquinagem.
Torneamento longitudinal simples G81
G81 desbasta a área de contorno descrita pela posição da ferramenta
atual e "X, Z". No caso de uma inclinação, o ângulo é definido com I e K.
Parâmetros
X
Ponto final do contorno (medida do diâmetro)
Z
Ponto final do contorno
I
Passo máximo na direção X
I<0: com dedução do contorno
I>0: sem dedução do contorno
K
Desvio na direção Z (predefinição: 0)
Q
Função G Passo (predefinição: 0)
0: passo com G0 (marcha rápida)
1: passo com G1 (avanço)
O CNC PILOT reconhece uma maquinagem exterior/interior com
base na posição do ponto final. A divisão de cortes é calculada de
forma a evitar um "corte enlaçado" e de modo a que o passo calculado
seja <="I".
Programação X, Z: absoluta, incremental ou autoretentora
A compensação do raio da lâmina não se realiza.
Distância de segurança após cada corte: 1 mm
Uma medida excedente G57
é calculada de acordo com o sinal (daí que não sejam
possíveis medidas excedentes em maquinagens
interiores)
permanece ativa após o final do ciclo
A medida excedente G58 não é tida em conta.
244
Exemplo: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
4.21 Ciclos de torneamento simples
Decurso do ciclo
1
Calcula a distribuição de cortes.
2
Avança desde o ponto inicial para o primeiro corte paralelamente
ao eixo.
3
Desloca em avanço até ao ponto final Z.
4
Em função do "Sinal I":
I<0: faz o levantamento de aparas ao longo do contorno
I>0: em 45º levanta 1 mm
5
Regressa em marcha rápida e avança para o corte seguinte.
6
Repete 3...5 até que o "ponto final X" seja alcançado.
7
Aproxima a:
X: última coordenada de levantamento
Z: ponto inicial do ciclo
Facear simples G82
G82 desbasta a área de contorno descrita pela posição da ferramenta
atual e "X, Z". No caso de uma inclinação, o ângulo é definido com I e K.
Parâmetros
X
Ponto final do contorno (medida do diâmetro)
Z
Ponto final do contorno
I
Desvio na direção X (predefinição: 0)
K
Passo máximo
K<0: com dedução do contorno
K>0: sem dedução do contorno
Q
Função G Passo (predefinição: 0)
0: passo com G0 (marcha rápida)
1: passo com G1 (avanço)
Exemplo: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
HEIDENHAIN CNC PILOT 4290
245
4.21 Ciclos de torneamento simples
O CNC PILOT reconhece uma maquinagem exterior/interior com base
na posição do ponto final. A divisão de cortes é calculada de forma a
evitar um "corte enlaçado" e de modo a que o passo calculado seja
<="K".
Programação X, Z: absoluta, incremental ou autoretentora
A compensação do raio da lâmina não se realiza.
Distância de segurança após cada corte: 1 mm
Uma medida excedente G57
é calculada de acordo com o sinal (daí que não sejam
possíveis medidas excedentes em maquinagens
interiores)
permanece ativa após o final do ciclo
A medida excedente G58 não é tida em conta.
Decurso do ciclo
1
Calcula a distribuição de cortes (passo).
2
Avança desde o ponto inicial para o primeiro corte paralelamente
ao eixo.
3
Desloca em avanço até ao ponto final X.
4
Em função do "Sinal K":
K<0: faz o levantamento de aparas ao longo do contorno
K>0: em 45º levanta 1 mm
5
Regressa em marcha rápida e avança para o corte seguinte.
6
Repete 3...5 até que o "ponto final Z" seja alcançado.
7
Aproxima a:
X: ponto inicial do ciclo
Z: última coordenada de levantamento
246
4.21 Ciclos de torneamento simples
Ciclo de repetição de contorno G83
G83 executa repetidamente as funções programadas nos blocos
seguintes (percursos simples ou ciclos sem descrição do contorno).
G80 termina o ciclo de maquinagem.
Parâmetros
X
Ponto final do contorno (medida do diâmetro) – (predefinição:
aceitação da última coordenada X)
Z
Ponto final do contorno (predefinição: aceitação da última
coordenada Z)
I
Passo máximo na direção X (medida do raio) – (predefinição:
0)
K
Passo máximo na direção Z (predefinição: 0)
Se o número dos passos na direção X e na direção Z diferir, trabalhase primeiro nas duas direções com os valores programados. O passo
é definido para zero quando o valor final para uma direção é alcançado.
Programação:
G83 encontra-se sozinho no bloco
G83 não pode ser programado com variáveis K
G83 não pode ser aninhado, nem mesmo através da chamada de
subprogramas
A compensação do raio da lâmina não se realiza. É
possível programar a CRL em separado com G40..G42.
Distância de segurança após cada corte: 1 mm
Uma medida excedente G57
é calculada de acordo com o sinal (daí que não sejam
possíveis medidas excedentes em maquinagens
interiores)
permanece ativa após o final do ciclo
Uma medida excedente G58
é tida em consideração, se se trabalhar com CRL
permanece ativa após o final do ciclo
HEIDENHAIN CNC PILOT 4290
Exemplo: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
247
4.21 Ciclos de torneamento simples
Decurso do ciclo
1
Inicia a maquinagem do ciclo a partir da posição da ferramenta.
2
Avança com o valor definido em "I, K".
3
Executa a maquinagem definida nos blocos seguintes, sendo
que a distância entre a posição da ferramenta e o ponto inicial do
contorno é considerada como "medida excedente".
4
Regressa na diagonal.
5
Repete 2...4 até que o "ponto final do contorno" seja alcançado.
6
Regressa ao ponto inicial do ciclo.
Atenção, perigo de colisão!
Após um corte, a ferramenta retrocede na diagonal para
avançar para o corte seguinte. Se necessário, programe
um curso de marcha rápida adicional, de modo a evitar
uma colisão.
Ciclo de entalhe G85
G85 cria entalhes segundo DIN 509 E, DIN 509 F e DIN 76 (entalhe da
rosca). O CNC PILOT decide o tipo de entalhe com base em "K".
Parâmetros
X
Ponto final (medida do diâmetro)
Z
Ponto final
I
Profundidade (medida do raio)
DIN 509 E, F: medida excedente de retificação
(predefinição: 0)
DIN 76: profundidade do entalhe
K
Largura do entalhe e tipo do entalhe
K sem introdução: DIN 509 E
K=0: DIN 509 F
K>0: largura do entalhe com DIN 76
E
Avanço reduzido para a produção do entalhe (predefinição:
avanço ativo)
Ver também as tabelas seguintes
G85 faz a maquinagem do cilindro a montante se a ferramenta for
posicionada sobre o diâmetro X "antes" do cilindro.
Os arredondamentos do entalhe da rosca são executados com o raio
0,6 * I.
248
R
<= 18
0,6
0,25
2
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Parâmetros no entalhe DIN 509 F
Diâmetro
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
I = profundidade do entalhe
K = largura do entalhe
R = raio do entalhe
P = profundidade transversal
Ângulo do entalhe no entalhe DIN 509 E e F: 15º
Ângulo transversal no entalhe DIN 509 F: 8º
A compensação do raio da lâmina não se realiza.
As medidas excedentes não são tidas em conta.
4.21 Ciclos de torneamento simples
Parâmetros no entalhe DIN 509 E
Diâmetro
I
K
Exemplo: G85
. . .
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
. . .
HEIDENHAIN CNC PILOT 4290
249
4.21 Ciclos de torneamento simples
Puncionamento G86
G86 cria recessos radiais e axiais simples com chanfres. O CNC PILOT
determina um recesso radial/axial ou interior/exterior com base na
"posição da ferramenta".
Parâmetros
X
Ponto de esquina da base (medida do diâmetro)
Z
Ponto de esquina da base
I
Recesso radial: medida excedente
I>0: medida excedente (pré-puncionamento e acabamento)
I=0: sem acabamento
Recesso axial: largura do recesso
I>0: largura do recesso
sem introdução: largura do entalhe = largura da ferramenta
K
Recesso radial: largura do recesso
K>0: largura do recesso
sem introdução: largura do entalhe = largura da ferramenta
Recesso axial: medida excedente
K>0: medida excedente (pré-puncionamento e
acabamento)
K=0: sem acabamento
E
Tempo de espera (tempo de corte livre) – (predefinição:
duração de uma rotação)
com medida excedente de acabamento: apenas com
acabamento
sem medida excedente de acabamento: em todos os
recessos
"Medida excedente" programada: primeiro a pré-perfuração, depois o
acabamento
G86 cria chanfres nos lados do recesso. Posicione a ferramenta
suficientemente antes do recesso, se quiser prescindir dos chanfres.
Cálculo da posição inicial XS (medida do diâmetro):
XS = XK + 2 * (1,3 – b)
Exemplo: G86
. . .
N1 T3 G95 F0,15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2
XK:
Diâmetro do contorno
N4 G14 Q0
b:
Largura do chanfre
N5 T8 G95 F0.15 G96 S200 M3
[radial]
N6 G0 X120 Z1
Efetua-se a compensação do raio da lâmina.
As medidas excedentes não são tidas em conta.
250
N7 G86 X102 Z-4 I7 K0.2 E1
. . .
[axial]
4.21 Ciclos de torneamento simples
Decurso do ciclo
1
Calcula a distribuição de cortes.
Desvio máximo: SBF * largura da lâmina
(SBF: ver o parâmetro de maquinagem 6)
2
Desloca paralelamente ao eixo em marcha rápida para a distância
de segurança.
3
Punciona, tendo em consideração a medida excedente de
acabamento.
4
Sem medida excedente de acabamento: espera o tempo "E"
5
Regressa e avança novamente.
6
Repete 2...4 até que o puncionamento esteja criado.
7
Com medida excedente de acabamento: faz o acabamento do
recesso
8
Regressa paralelamente ao eixo em marcha rápida para o ponto
inicial.
Raio do cilindro G87
G87 cria raios de transição em esquinas retangulares paralelas ao eixo
interiores e exteriores. A direção resulta da "posição/direção de
maquinagem" da ferramenta.
Parâmetros
X
Ponto de esquina (medida do diâmetro)
Z
Ponto de esquina
B
Raio
E
Avanço reduzido (predefinição: avanço ativo)
O elemento longitudinal ou transversal precedente é maquinado, se a
ferramenta se encontrar sobre a coordenada X ou Z do ponto de
esquina antes da execução do ciclo.
Efetua-se a compensação do raio da lâmina.
As medidas excedentes não são tidas em conta.
Exemplo: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2
HEIDENHAIN CNC PILOT 4290
[raio]
251
4.21 Ciclos de torneamento simples
Ciclo de chanfre G88
G88 cria chanfres em esquinas exteriores retangulares e paralelas ao
eixo. A direção resulta da "posição/direção de maquinagem" da
ferramenta.
Parâmetros
X
Ponto de esquina (medida do diâmetro)
Z
Ponto de esquina
B
Largura de chanfre
E
Avanço reduzido (predefinição: avanço ativo)
O elemento longitudinal ou transversal precedente é maquinado, se a
ferramenta se encontrar sobre a coordenada X ou Z do ponto de
esquina antes da execução do ciclo.
Efetua-se a compensação do raio da lâmina.
As medidas excedentes não são tidas em conta.
Exemplo: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2
252
[chanfre]
4.22 Ciclos de roscagem
4.22 Ciclos de roscagem
Resumo dos ciclos de rosca:
G31 cria roscas simples, encadeadas e de vários passos com G24,
G34 ou G37-Geo (ver “Ciclo de rosca G31” na página 254). G31 não
ativa o comando piloto. Se pretender trabalhar sem comando piloto,
pode desligar o comando piloto antes do ciclo de rosca.
G32 cria uma rosca simples em qualquer direção e posição (ver
“Ciclo de rosca simples G32” na página 256). G32 desliga o
comando piloto.
G33 executa um corte de rosca individual. A direção do curso
individual de rosca é arbitrária (ver “Curso individual de rosca G33”
na página 258). G33 não ativa o comando piloto. Se pretender
trabalhar sem comando piloto, pode desligar o comando piloto antes
do ciclo de rosca.
Smooth Threading: Com Smooth Threading, o CNC PILOT acelera
sobre rampas de aceleração cúbicas. O Smooth Threading evita
oscilações durante a maquinagem da rosca em tornos com
acionamentos diretos (ver “Atuador de rosca G933” na página 253).
Atuador de rosca G933
Com Smooth Threading, o CNC PILOT acelera sobre rampas de
aceleração cúbicas no início de rosca, na saída de rosca e na mudança
de direção (rosca encadeada. O Smooth Threading evita oscilações
durante a maquinagem da rosca em tornos com acionamentos
diretos.
Parâmetros
Q
Atuador de rosca
Q=0: Smooth-Threading desligado
Q=1: Smooth-Threading ligado
G933 liga/desliga o Smooth Threading. G933 é auto-retentor. Pode ser
programado num local qualquer e também no bloco G33. Com início
de programa, M30 e M99 o Smooth Threading é desligado.
O Smooth Threading é suportado a partir da versão de software 368
650-22. A partir da versão de software 368 650-23, o Smooth
Threading pode ser ativado permanentemente através de um
parâmetro. Para isso, defina o bit 5 da identificação de níveis de
ampliação (MP 1103, ..).
HEIDENHAIN CNC PILOT 4290
253
4.22 Ciclos de roscagem
Ciclo de rosca G31
G31 cria roscas simples, encadeadas e de vários passos com G24,
G34 ou G37-Geo. O CNC PILOT reconhece roscas exteriores ou
interiores com base na definição da ferramenta.
Parâmetros
NS
Número de bloco (referência ao elemento básico G1-Geo;
rosca encadeada: número de bloco do primeiro elemento
básico)
I
Passo máximo
B
Comprimento inicial – sem introdução: o comprimento inicial
é determinado a partir dos entalhes ou recessos adjacentes.
Se não existirem, aplica-se o "comprimento inicial da rosca" do
parâmetro de maquinagem 7.
P
Comprimento de sobreposição – sem introdução: o
comprimento de sobreposição é determinado a partir dos
entalhes ou recessos adjacentes. Se não existirem, aplica-se
o "comprimento de saída da rosca" do parâmetro de
maquinagem 7.
D
Direção de corte (referência: direção de definição do
elemento básico) – (predefinição: 0)
D=0: mesma direção
D=1: direção contrária
V
Tipo de passo (predefinição: 0)
V=0: secção transversal de levantamento de aparas
constante em todos os cortes
V=1: passo constante
V=2: com distribuição dos cortes restantes. Primeiro passo
= "resto" da divisão profundidade de rosca/profundidade de
corte. O "último corte" é dividido em 1/2, 1/4, 1/8 e 1/8 de
corte.
V=3: o passo é calculado a partir do passo de rosca e das
rotações
H
Tipo de desvio para alisamento dos flancos de rosca
(predefinição: 0)
H=0: sem desvio
H=1: desvio da esquerda
H=2: desvio da direita
H=3: desvio alternadamente da direita/esquerda
Q
Número de passagens em vazio após o último corte (para
decompor a pressão de corte no fundo da rosca) –
(predefinição: 0)
C
Ângulo inicial (o início da rosca encontra-se definido para
elementos de contorno de rotação não simétrica) –
(predefinição: 0)
254
Exemplo: G31 Parte1
. . .
PEÇA PRONTA
N
2 G0 X16 Z0
N
3 G52 P2 H1
N
4 G95 F0.8
N
5 G1 Z-18
N
6 G25 H7 I1.15 K5.2 R0.8 W30
N
7 G37 Q12 F2 P0.8 A30 W30
. . .
MAQUINAGEM
N
33
G14 Q0 M108
N
30
T9 G97 S1000 M3
N
34
G47 P2
N
35
G31 NS5 B5 P0 V0 H1
N
36
G0 X110 Z20
N
38
G47 M109
. . .
4.22 Ciclos de roscagem
Comprimento inicial B: o carro necessita de uma fase inicial antes da
rosca propriamente dita, para acelerar até à velocidade de avanço
programada.
Comprimento de sobreposição P: o carro requer uma sobreposição
no final da rosca, para fazer a travagem. Tenha em atenção que
também se sai da distância "P" paralela ao eixo com uma saída de
rosca inclinada.
O comprimento mínimo inicial e de sobreposição é calculado de
acordo com a fórmula seguinte.
Smooth Threading desligado
Comprimento inicial: B = 0,75 * (F*S)² / a + 0,15
Comprimento de sobreposição: P = 0,75 * (F*S)² / e + 0,15
Smooth Threading ligado
Comprimento inicial: B = 0,75 * (F*S)² / a * 0,66 + 0,15
Comprimento de sobreposição: P = 0,75 * (F*S)² / e * 0,66 + 0,15
F: passo de rosca em mm/rotação
S: velocidade em rotações/segundo
a, e: aceleração em mm/s² (ver "Aceleração de iníciode bloco/fim
de bloco" no MP 1105, ...)
Ângulo inicial C: no final do "curso inicial B", o mandril encontra-se na
posição "Ângulo inicial C". Por isso, posicione a ferramenta antes do
início da ferramenta distanciando-a um comprimento inicial ou múltiplo
correspondente, se a rosca deve começar exatamente no ângulo
inicial.
Comando piloto: G31 não desliga o comando piloto. É possível
desligar e voltar a ligar o comando piloto em blocos NC separados (ver
“Comando piloto G918” na página 323).
Os cortes de rosca são calculados com base na profundidade de rosca,
no "Passo I" e no "Tipo de passo V".
O corte de rosca é influenciado com o Smooth Threading (ver
“Atuador de rosca G933” na página 253).
A "paragem de avanço" atua no final de um corte de
rosca.
O override de avanço não está ativo.
Não utilizar o override de mandril com o comando piloto
desligado!
Atenção, perigo de colisão!
Em caso de "comprimento de sobreposição P" grande
demais, existe perigo de colisão. Verifique o
comprimento de sobreposição na simulação.
A referência de mandril resulta do avanço por rotação
programado em último lugar.
HEIDENHAIN CNC PILOT 4290
255
4.22 Ciclos de roscagem
Decurso do ciclo
1
Calcula a distribuição de cortes.
2
Desloca na diagonal em marcha rápida para o "ponto inicial
interno". Este ponto encontra-se a um "comprimento inicial B"
antes do "ponto inicial da rosca". Com "H=1" (ou 2, 3), o desvio
atual é considerado no cálculo do "ponto inicial interno".
O "ponto inicial interno" é calculado com base na ponta da lâmina.
3
Acelera até à velocidade de avanço (distância "B").
4
Faz um corte de rosca.
5
Trava (distância "P").
6
Levanta até à distância de segurança, regressa em marcha
rápida e avança para o corte seguinte. No caso de roscas com
vários passos, cada passo de rosca é cortado com a mesma
profundidade de levantamento de aparas antes de ser
novamente avançado.
7
Repete 3...6 até que a rosca esteja concluída.
8
Executa os corte vazios.
9
Regressa ao "ponto inicial interno".
Ciclo de rosca simples G32
G32 cria uma rosca simples numa direção e posição qualquer (rosca
longitudinal, cónica ou transversal; rosca interior ou exterior).
Parâmetros
X
Ponto final da rosca (medida do diâmetro)
Z
Ponto final da rosca
F
Passo de rosca
P
Profundidade de rosca
I
Profundidade de corte máxima
B
Cortes restantes (predefinição: 0)
B=0: distribuição do "último corte" em 1/2, 1/4, 1/8 e 1/8 de
corte.
B=1: sem distribuição dos cortes restantes
Q
Número de passagens em vazio após o último corte (para
decompor a pressão de corte no fundo da rosca) –
(predefinição: 0)
Exemplo: G32
. . .
K
Comprimento de saída no ponto final da rosca
(predefinição: 0)
N1 T4 G97 S800 M3
W
Ângulo cónico (–45° < W < 45°) – (predefinição: 0)
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2
Posição da rosca cónica relativamente ao eixo longitudinal ou
transversal:
. . .
W>0: contorno ascendente (na direção de maquinagem)
W<0: contorno descendente
256
N2 G0 X16 Z4
[rosca]
4.22 Ciclos de roscagem
Parâmetros
C
Ângulo inicial (o início da rosca encontra-se definido para
elementos de contorno de rotação não simétrica) –
(predefinição: 0)
H
Tipo de desvio para alisamento dos flancos de rosca
(predefinição: 0)
H=0: sem desvio
H=1: desvio da esquerda
H=2: desvio da direita
H=3: desvio alternadamente da direita/esquerda
O ciclo determina a rosca com base no "Ponto final da rosca", na
"Profundidade da rosca" e na posição da ferramenta atual. A direção de
maquinagem principal da ferramenta decide se é produzida uma rosca
exterior ou interior.
Primeiro passo = "resto" da divisão profundidade de rosca/
profundidade de corte.
O corte de rosca é influenciado com o Smooth Threading (ver
“Atuador de rosca G933” na página 253).
Uma "paragem de avanço" atua no final de um corte de
rosca
Os overrides de avanço e de mandril não estão ativos.
Crie a rosca com G95 (avanço por rotação).
O comando piloto está desligado.
Decurso do ciclo
1
Calcula a distribuição de cortes.
2
Faz um corte de rosca.
3
Regressa em marcha rápida e avança para o corte seguinte.
4
Repete 2...3 até que a rosca esteja concluída.
5
Executa os corte vazios.
6
Regressa ao ponto inicial.
HEIDENHAIN CNC PILOT 4290
257
4.22 Ciclos de roscagem
Curso individual de rosca G33
G33 executa um corte de rosca individual. A direção do curso
individual de rosca é arbitrária (rosca longitudinal, cónica ou
transversal; rosca interior ou exterior). Através da programação de
vários G33 consecutivos, é possível criar roscas encadeadas.
Posicione a ferramenta a um "comprimento inicial B" antes da rosca,
se o carro necessitar de acelerar até à velocidade de avanço. E tenha
em consideração o "comprimento de sobreposição P" antes do "ponto
final da rosca", se o carro deve travar.
Parâmetros
X
Ponto final da rosca (medida do diâmetro)
Z
Ponto final da rosca
F
Avanço por rotação (passo de rosca)
B
Comprimento inicial (comprimento do curso de aceleração) –
predefinição: 0
P
Comprimento de sobreposição (comprimento do curso de
travagem) – predefinição: 0
C
Ângulo inicial (o início da rosca encontra-se definido para
elementos de contorno de rotação não simétrica) –
(predefinição: 0)
Q
Número de mandris
H
Direção de referência para o passo de rosca (predefinição: 0)
H=0: avanço no eixo Z para rosca longitudinal e cónica até
ao máximo de +45º/–45º para o eixo Z
H=1: avanço no eixo X para rosca transversal e cónica até
ao máximo de +45º/–45º para o eixo X
H=3: avanço de trajetória
E
Passo variável (predefinição: 0)
E=0: passo constante
E>0: aumento o passo por rotação em E
E<0: diminui o passo por rotação em E
Comprimento inicial B: o carro necessita de uma fase inicial antes da
rosca propriamente dita, para acelerar até à velocidade de avanço
programada.
258
Exemplo: G33
. . .
N1 T5 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G33 X120 Z-80 F1.5
rosca]
[curso individual de
N4 G33 X140 Z-122.5 F1.5
N5 G0 X144
. . .
4.22 Ciclos de roscagem
Comprimento de sobreposição P: o carro requer uma sobreposição
no final da rosca, para fazer a travagem. Tenha em atenção que
também se sai da distância "P" paralela ao eixo com uma saída de
rosca inclinada.
Se a rosca é criada com comando piloto, o CNC PILOT verifica o
comprimento inicial e de sobreposição. Se os cursos forem mais
curtos do que o indicado na fórmula seguinte, o comando emite um
aviso.
O comprimento mínimo inicial e de sobreposição é calculado de
acordo com a fórmula seguinte.
Smooth Threading desligado
Comprimento inicial: B = 0,75 * (F*S)² / a + 0,15
Comprimento de sobreposição: P = 0,75 * (F*S)² / e + 0,15
Smooth Threading ligado
Comprimento inicial: B = 0,75 * (F*S)² / a * 0,66 + 0,15
Comprimento de sobreposição: P = 0,75 * (F*S)² / e * 0,66 + 0,15
F: passo de rosca em mm/rotação
S: velocidade em rotações/segundo
a, e: aceleração em mm/s² (ver "Aceleração de iníciode bloco/fim
de bloco" no MP 1105, ...)
Ângulo inicial C: no final do "curso inicial B", o mandril encontra-se na
posição "Ângulo inicial C".
Comando piloto: G31 não desliga o comando piloto. É possível
desligar e voltar a ligar o comando piloto em blocos NC separados (ver
“Comando piloto G918” na página 323).
O corte de rosca é influenciado com o Smooth Threading (ver
“Atuador de rosca G933” na página 253).
A "paragem de avanço" atua no final de um corte de
rosca
O override de avanço não está ativo
Não utilizar o override de mandril com o comando piloto
desligado!
Criar rosca com G95 (avanço por rotação)
Decurso do ciclo
1
Acelera até à velocidade de avanço (distância "B").
2
Desloca em avanço até ao "Ponto final da rosca – Comprimento
de sobreposição P".
3
Trava (distância "P") e permanece no "Ponto final da rosca".
HEIDENHAIN CNC PILOT 4290
259
4.23 Ciclos de perfuração
4.23 Ciclos de perfuração
Ciclo de perfuração G71
G71 cria furos axiais/radiais com ferramentas estacionárias ou
acionadas para:
Furos individuais sem descrição do contorno
Furos com descrição do contorno (furo individual ou padrão de furos)
Parâmetros
NS
Número de bloco do contorno
referência ao contorno do furo (G49, G300 ou G310-Geo)
sem introdução: furo individual sem descrição do contorno
NF
Referência a partir da qual o ciclo lê as posições préperfuradas [1..127].
X
Ponto final de furo axial (medida do diâmetro)
Z
Ponto final de furo radial
E
Tempo de espera para corte livre no final do furo (em
segundos) – (predefinição: 0)
V
Redução do avanço (50%) – (predefinição: 0)
V=0 ou 2: redução no início
V=1 ou 3: redução no início e no fim
V=4: redução no fim
V=5: sem redução
D
Velocidade de retração (predefinição: 0)
D=0: marcha rápida
D=1: avanço
K
Plano de retração (furos radiais, furos do plano YZ: medida do
diâmetro) – (predefinição: retração para a posição inicial ou
para a distância de segurança)
H1
A partir da versão de software 625 952-04:
Travão de mandril (H1 é avaliado se o travão estiver registado
nos parâmetros da máquina 1019, ..) – predefinição: 0
0. ativar o travão de mandril
1: não ativar o travão de mandril
Posições pré-perfuradas que sejam determinadas com os ciclos de
fresagem "G840 A1 ..", "G845 A1 .." ou "G846 A1 .." são furadas
previamente com "G71 NF .." (ver “Ciclos de fresagem” na
página 276).
260
Exemplo: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2
. . .
[furar]
4.23 Ciclos de perfuração
Redução do avanço:
Broca de placa inclinada e broca de espiral com ângulo de 180º
Início do furo: sem redução do avanço (também com V=0 ou V=1)
Fim do furo: redução a partir do "ponto final do furo – 2*distância
de segurança"
Outras brocas
Início do furo: redução do avanço como programado em "V"
Fim do furo: redução a partir do "ponto final do furo – comprimento
de corte – distância de segurança"
Comprimento de corte = ponta da broca
Distância de segurança: ver "Parâmetro de maquinagem 9 Furar" ou
G47, G147
Furo individual sem descrição do contorno: programar
alternadamente "X ou Z".
Furo com descrição do contorno: não programar "X, Z".
Padrão de furos: "NS" indica o contorno do furo, não a
definição do padrão.
Decurso do ciclo
1
Furo sem descrição do contorno: a broca encontra-se sobre
o "ponto inicial" (distância de segurança antes do furo).
Furo com descrição do contorno: a broca aproxima-se ao
"ponto inicial" em marcha rápida:
K não programado: aproxima-se até à distância de segurança
K programado: aproxima-se até à posição "K" e, depois, à
distância de segurança
2
Furar. Redução do avanço dependente de "V".
3
Furar com velocidade de avanço.
4
Perfurar. Redução do avanço dependente de "V".
5
Retração, dependente de "D" na marcha rápida/avanço.
6
Posição de retração:
K não programado: retração para o "ponto inicial"
K programado: retração para a posição "K"
HEIDENHAIN CNC PILOT 4290
261
4.23 Ciclos de perfuração
Furação de alargamento, rebaixamento G72
G72 é utilizado em furos com descrição do contorno (furo individual ou
padrão de furos). Utilize G72 para as seguintes funções de furação
axial/radial com ferramentas estacionárias ou acionadas:
Furação de alargamento
Rebaixamento
Alargar furo
Furação de alargamento NC
Centrar
Parâmetros
NS
Número de bloco do contorno. Referência ao contorno do furo
(G49, G300 ou G310-Geo)
E
Tempo de espera para corte livre no final do furo (em
segundos) – (predefinição: 0)
D
Velocidade de retração (predefinição: 0)
D=0: marcha rápida
D=1: avanço
K
Plano de retração (furos radiais, furos do plano YZ: medida do
diâmetro) – (predefinição: para a posição inicial ou para a
distância de segurança)
H1
A partir da versão de software 625 952-04:
Travão de mandril (H1 é avaliado se o travão estiver registado
nos parâmetros da máquina 1019, ..) – predefinição: 0
0. ativar o travão de mandril
1: não ativar o travão de mandril
Decurso do ciclo
1
Aproxima ao "ponto inicial" em marcha rápida dependendo de "K":
K não programado: aproxima-se até à distância de segurança
K programado: aproxima-se até à posição "K" e, depois, à
distância de segurança
2
Faz a furação de alargamento com redução do avanço (50%).
3
Aproxima em avanço até ao final do furo.
4
Retração, dependente de "D" na marcha rápida/avanço.
5
A posição de retração depende de "K":
K não programado: retração para o "ponto inicial"
K programado: retração para a posição "K"
Padrão de furos: "NS" indica o contorno do furo, não a
definição do padrão.
262
4.23 Ciclos de perfuração
Roscagem G73
G73 corta roscas axiais/radiais com ferramentas estacionárias ou
acionadas. G73 é utilizado em furos com descrição do contorno (furo
individual ou padrão de furos).
Parâmetros
NS
Número de bloco do contorno. Referência ao contorno do furo
(G49, G300 ou G310-Geo)
B
Comprimento inicial (predefinição: parâmetro de
maquinagem 7 "Comprimento inicial da rosca [GAL]")
S
Rotações de retração (predefinição: rotações da roscagem)
K
Plano de retração (furos radiais, furos do plano YZ: medida do
diâmetro) – (predefinição: para a posição inicial ou para a
distância de segurança)
J
Comprimento de extração ao utilizar pinças de fixação com
compensação de comprimento (predefinição: 0)
H1
A partir da versão de software 625 952-04:
Travão de mandril (H1 é avaliado se o travão estiver registado
nos parâmetros da máquina 1019, ..) – predefinição: 0
0. ativar o travão de mandril
1: não ativar o travão de mandril
O "ponto inicial" é determinado a partir da distância de segurança e do
"Comprimento inicial B".
Comprimento de extração J: utilize este parâmetro em pinças de
fixação com compensação de comprimento. Com base na
profundidade de rosca, o ciclo calcula o passo programado e o
"Comprimento de extração" de um novo passo nominal. O passo
nominal é um pouco mais pequeno que o passo da broca de
roscagem. Ao criar uma rosca, a broca é puxada para fora do mandril
no "comprimento de extração". Com este procedimento, conseguemse melhores tempos de vida das brocas de roscagem.
Padrão de furos: "NS" indica o contorno do furo, não a
definição do padrão.
A "paragem de ciclo" atua no final da roscagem.
O override de avanço não está ativo.
Não utilizar o override de mandril!
HEIDENHAIN CNC PILOT 4290
263
4.23 Ciclos de perfuração
Decurso do ciclo
1
Aproxima ao "ponto inicial" em marcha rápida:
K não programado: aproxima diretamente ao "ponto inicial"
K programado: aproxima-se até à posição "K" e, depois, ao
"ponto inicial"
2
Aproxima em avanço ao "Comprimento inicial B" (sincronização
de mandril e acionamento de avanço).
3
Corta a rosca.
4
Retrocede com "Rotações de retração S":
K não programado: para o "ponto inicial"
K programado: para a posição "K"
Roscagem G36
G36 corta roscas axiais/radiais com ferramentas estacionárias ou
acionadas. Com base em "X/Z", G36 decide se é criado um furo radial
ou axial.
Aproximar ao ponto inicial antes de G36. Depois da roscagem, G36
retrocede para o ponto inicial.
Parâmetros
X
Ponto final de furo axial (medida do diâmetro)
Z
Ponto final de furo radial
F
Avanço por rotação: passo de rosca
Q
Número do mandril (mandril: 0 – mandril principal)
B
Comprimento inicial para sincronização de mandril e
acionamento de avanço
H
Direção de referência para passo de rosca (predefinição: 0)
H=0: avanço para o eixo Z
H=1: avanço para o eixo X
H=2: avanço para o eixo Y
H=3: avanço de trajetória
S
Rotações de retração (predefinição: rotações da roscagem)
Exemplo: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0
. . .
264
[roscagem]
4.23 Ciclos de perfuração
Possibilidades de maquinagem:
Broca de roscagem estacionária: o mandril principal e o
acionamento de avanço são sincronizados.
Broca de roscagem acionada: a ferramenta acionada e o
acionamento de avanço são sincronizados.
A "paragem de ciclo" atua no final da roscagem.
O override de avanço não está ativo.
Não utilizar o override de mandril!
Em caso de acionamento de ferramenta não regulado
(sem sensor ROD), é necessário um mandril de
compensação.
Perfuração de furo em profundidade G74
G74 cria furos axiais/radiais em vários níveis com ferramentas
estacionárias ou acionadas para:
Parâmetros
NS
Número de bloco do contorno
Referência ao contorno do furo (G49, G300 ou G310-Geo)
sem introdução: furo individual sem descrição do contorno
X
Ponto final de furo axial (medida do diâmetro)
Z
Ponto final de furo radial
P
1. ª profundidade do furo
I
Valor de redução (predefinição: 0)
B
Distância de retração (predefinição: no "Ponto inicial do furo")
J
Profundidade de furo mínima (predefinição: 1/10 de "P")
E
Tempo de espera para corte livre no final do furo (em
segundos) – (predefinição: 0)
. . .
V
Redução do avanço (50%) – (predefinição: 0)
N1 M5
V=0 ou 2: redução no início
V=1 ou 3: redução no início e no fim
V=4: redução no fim
V=5: sem redução
N2 T4 G197 S1000 G195 F0.2 M103
D
Velocidade de retração e passo dentro do furo (predefinição:
0)
D=0: marcha rápida
D=1: avanço
K
Exemplo: G74
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G74 Z-40 R2 P12 I2 B0 J8
[furar]
N7 M15
. . .
Plano de retração (furos radiais: medida do diâmetro) –
(predefinição: para a posição inicial ou para a distância de
segurança)
HEIDENHAIN CNC PILOT 4290
265
4.23 Ciclos de perfuração
Parâmetros
H1
A partir da versão de software 625 952-04:
Travão de mandril (H1 é avaliado se o travão estiver registado
nos parâmetros da máquina 1019, ..) – predefinição: 0
0. ativar o travão de mandril
1: não ativar o travão de mandril
O ciclo é utilizado para:
Furos individuais sem descrição do contorno
Furos com descrição do contorno (furo individual ou padrão de
furos).
O primeiro corte de furo é feito com a "1.ª profundidade de furo P". Em
cada nível de furação seguinte, a profundidade é reduzida pelo "Valor
de redução I", sendo que a "Profundidade de furo mínima J" não é
alcançada. Após cada corte de furo, a broca é puxada para trás na
"Distância de retração B" ou para o "Ponto inicial do furo".
Redução do avanço:
Broca de placa inclinada e broca de espiral com ângulo de 180º
Início do furo: sem redução do avanço (também com V=0 ou V=1)
Fim do furo: redução a partir do "ponto final do furo – 2*distância
de segurança"
Outras brocas
Início do furo: redução do avanço como programado em "V"
Fim do furo: redução a partir do "ponto final do furo – comprimento
de corte – distância de segurança"
Comprimento de corte = ponta da broca
Distância de segurança: ver "Parâmetro de maquinagem 9 Furar" ou
G47, G147
Furo individual sem descrição do contorno: programar
alternadamente "X ou Z"
Furo com descrição do contorno: não programar "X, Z"
Padrão de furos: "NS" indica o contorno do furo, não a
definição do padrão.
Uma "Redução do avanço no final" é feita apenas no
último nível de furação
266
4.23 Ciclos de perfuração
Decurso do ciclo
1
Furo sem descrição do contorno: a broca encontra-se sobre
o "ponto inicial" (distância de segurança antes do furo).
Furo com descrição do contorno: a broca aproxima-se ao
"ponto inicial" em marcha rápida:
K não programado: aproxima-se até à distância de segurança
2
Furar. Redução do avanço dependente de "V".
3
Furar em vários níveis
4
Perfurar. Redução do avanço dependente de "V".
5
Retração, dependente de "D" na marcha rápida/avanço.
6
A posição de retração depende de "K":
K não programado: retração para o "ponto inicial"
K programado: retração para a posição "K"
HEIDENHAIN CNC PILOT 4290
267
4.24 Comandos do eixo C
4.24 Comandos do eixo C
Selecionar eixo C G119
Utilize G119 quando, com vários eixos C, o eixo C ativo é trocado no
decorrer da maquinagem. Anule a seleção da "atribuição antiga" com
G119 sem Q e crie então a atribuição do eixo C – carro com "G119 Q..".
Parâmetros
Q
Número do eixo C (predefinição: 0)
Q=0: anular a atribuição do eixo C – carro
Q>0: atribuir o eixo C ao carro
Diâmetro de referência G120
G120 determina o diâmetro de referência da "superfície lateral
desenvolvida". Programe G120, se utilizar "CY" com G110... G113.
G120 é auto-retentor.
Parâmetros
X
Diâmetro
Exemplo: G120
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
[diâmetro de referência]
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
268
G152 define o ponto zero do eixo C de forma absoluta (referência: MP
1005, .. "Ponto de referência do eixo C"). O ponto zero é válido até ao
final do programa.
Parâmetros
C
Ângulo: posição do mandril do "novo" ponto zero do eixo C
Exemplo: G152
. . .
N1 M5
N2 T7 G197 S1010 G193 F0.08 M104
N3 M14
N4 G152 C30
[ponto zero do eixo C]
N5 G110 C0
N6 G0 X122 Z-50
N7 G71 X100
N8 M15
. . .
Padronizar o eixo C G153
G153 repõe um ângulo de deslocação >360º ou <0º para o ângulo
modulo 360º, sem que o eixo C seja deslocado.
G153 é utilizado apenas na maquinagem de superfície
lateral. Na superfície frontal, a padronização de modulo
360º é feita automaticamente.
HEIDENHAIN CNC PILOT 4290
269
4.24 Comandos do eixo C
Deslocação do ponto zero do eixo C G152
4.25 Maquinagem do lado frontal/posterior
4.25 Maquinagem do lado frontal/
posterior
Marcha rápida no lado frontal/posterior G100
G100 desloca em marcha rápida no percurso mais curto até ao "ponto
final".
Parâmetros
X
Ponto final (medida do diâmetro)
C
Ângulo final – direção do ângulo: ver imagem de ajuda
XK
Ponto final (cartesiano)
YK
Ponto final (cartesiano)
Z
Ponto final (predefinição: posição Z atual)
Programação:
X, C, XK, YK, Z: absoluta, incremental ou autoretentora
Programar X–C ou XK–YK
Exemplo: G100
. . .
Atenção, perigo de colisão!
N1 T7 G197 S1200 G195 F0.2 M104
Com G100, a ferramenta executa um movimento em linha
reta. Utilize G100 para posicionar a peça de trabalho num
determinado ângulo.
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
frontal]
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N11 G14
N12 M15
. . .
270
[marcha rápida no lado
4.25 Maquinagem do lado frontal/posterior
Linear no lado frontal/posterior G101
G101 desloca de forma linear no avanço para o "ponto final".
Parâmetros
X
Ponto final (medida do diâmetro)
C
Ângulo final – direção do ângulo: ver imagem de ajuda
XK
Ponto final (cartesiano)
YK
Ponto final (cartesiano)
Z
Ponto final (predefinição: posição Z atual)
Programação:
X, C, XK, YK, Z: absoluta, incremental ou autoretentora
Programar X–C ou XK–YK
Exemplo: G101
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X110 Z2
N5 G100 XK50 YK0
N6 G1 Z-5
N7 G42 Q1
N8 G101 XK40 [curso linear no lado frontal]
N9 G101 YK30
N10 G103 XK30 YK40 R10
N11 G101 XK-30
N12 G103 XK-40 YK30 R10
N13 G101 YK-30
N14 G103 XK-30 YK-40 R10
N15 G101 XK30
N16 G103 XK40 YK-30 R10
N17 G101 YK0
N18 G100 XK110 G40
N19 G0 X120 Z50
N20 M15
. . .
HEIDENHAIN CNC PILOT 4290
271
4.25 Maquinagem do lado frontal/posterior
Arco de círculo no lado frontal/posterior G102/
G103
G102/G103 desloca de forma circular no avanço para o "ponto final". A
direção de rotação é indicada na imagem de ajuda.
Parâmetros
X
Ponto final (medida do diâmetro)
C
Ângulo final – direção do ângulo: ver imagem de ajuda
XK
Ponto final (cartesiano)
YK
Ponto final (cartesiano)
R
Raio
I
Ponto central (cartesiano)
K
Ponto central (cartesiano)
Z
Ponto final (predefinição: posição Z atual)
H
Plano do círculo (plano de maquinagem) – (predefinição: 0)
H=0, 1: maquinagem no plano XY (superfície frontal)
H=2: maquinagem no plano YZ
H=3: maquinagem no plano XZ
K
Ponto central com H=2, 3 (direção Z)
Através da programação de "H=2 ou H=3", criam-se ranhuras lineares
com fundo circular. O ponto central do círculo define-se em:
H=2: com I e K
H=3: com J e K
Programação:
X, C, XK, YK, Z: absoluta, incremental ou autoretentora
I, J, K: absoluta ou incremental
Programar X–C ou XK–YK
Programar "ponto central" ou "raio"
Com "raio": possíveis apenas arcos de círculo <= 180º
Ponto final na origem das coordenadas: programar
XK=0 e YK=0
Exemplo: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
272
[arco de círculo]
4.26 Maquinagem de superfície lateral
4.26 Maquinagem de superfície
lateral
Marcha rápida na superfície lateral G110
G110 desloca em marcha rápida no percurso mais curto até ao "ponto
final".
G110 é recomendável para o posicionamento do eixo C num
determinado ângulo (programação: N.. G110 C...).
Parâmetros
Z
Ponto final
C
Ângulo final
CY
Ponto final como medida de distância (referência:
desenvolvimento da superfície lateral com diâmetro de
referência G120)
X
Ponto final (medida do diâmetro)
Programação:
Z, C, CY: absoluta, incremental ou auto-retentora
Programar Z – C ou Z – CY
Exemplo: G110
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
lateral]
[marcha rápida na superfície
N5 G0 X110 Z5
N6 G110 Z-20 CY0
N7 G111 Z-40
N8 G113 CY39.2699 K-40 J19.635
N9 G111 Z-20
N10 G113 CY0 K-20 J19.635
N11 M15
. . .
HEIDENHAIN CNC PILOT 4290
273
4.26 Maquinagem de superfície lateral
Linear na superfície lateral G111
G111 desloca de forma linear no avanço para o "ponto final".
Parâmetros
Z
Ponto final
C
Ângulo final – direção do ângulo: ver imagem de ajuda
CY
Ponto final como medida de distância (referência:
desenvolvimento da superfície lateral com diâmetro de
referência G120)
X
Ponto final (medida do diâmetro) – (predefinição: posição X
atual)
Programação:
Z, C, CY: absoluta, incremental ou auto-retentora
Programar Z – C ou Z – CY
Exemplo: G111
. . .
[G111, G120]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40
lateral]
[curso linear na superfície
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
274
4.26 Maquinagem de superfície lateral
Superfície lateral circular G112/G113
G112/G113 desloca de forma circular no avanço para o "ponto final".
Parâmetros
Z
Ponto final
C
Ângulo final – direção do ângulo: ver imagem de ajuda
CY
Ponto final como medida de distância (referência:
desenvolvimento da superfície lateral com diâmetro de
referência G120)
R
Raio
K
Ponto central
W
Ponto central (do ângulo) (direção do ângulo: ver imagem de
ajuda)
J
Ponto central como medida de distância (referência:
superfície lateral desenvolvida com diâmetro de referência
G120)
X
Ponto final (medida do diâmetro) – (predefinição: posição X
atual)
Programação:
Z, C, CY: absoluta, incremental ou auto-retentora
K; W, J: absoluta ou incremental
Programar ou Z–C e Z–CY e K–J
Programar "ponto central" ou "raio"
Com "raio": possíveis apenas arcos de círculo <= 180º
Exemplo: G112, G113
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N7 G110 Z-20 CY0
N8 G111 Z-40
N9 G113 CY39.2699 K-40 J19.635
círculo]
[arco de
N10 G111 Z-20
N11 G112 CY0 K-20 J19.635
N13 M15
HEIDENHAIN CNC PILOT 4290
275
4.27 Ciclos de fresagem
4.27 Ciclos de fresagem
Fresagem de contorno G840 – Princípios básicos
G840 fresa ou rebarba contornos abertos ou fechados (figuras ou
"contornos livres"). Dependendo da fresa, selecione o afundamento ou
pré-perfuração verticais seguidos de fresagem.
Estratégias de afundamento: selecione, consoante a fresa, uma das
seguintes estratégias:
Afundamento vertical: o ciclo desloca-se para o ponto inicial,
afunda e fresa o contorno.
Determinar posições, pré-furar, fresar. A maquinagem é realizada
da seguinte forma:
Trocar broca
Determinar posições pré-perfuradas com "G840 A1 .."
Pré-perfurar com "G71 NF .."
Chamar o ciclo "G840 A0 ..". O ciclo posiciona-se acima da posição
pré-perfurada, afunda e fresa o contorno.
Pré-perfurar, fresar. A maquinagem é realizada da seguinte forma:
Pré-perfurar com "G71 .."
Posicionar a fresa por cima do furo. Chamar o ciclo "G840 A0 ..".
O ciclo afunda e fresa o contorno ou a secção de contorno.
Se o contorno de fresagem for composto por várias secções, o G840
tem em consideração todas as áreas do contorno durante a préperfuração e fresagem. Chame "G840 A0 .." individualmente para cada
secção, caso as posições pré-perfuradas sejam determinadas sem
"G840 A1 ..".
Medida excedente: uma medida excedente G58 "desloca" o contorno
a fresar para a direção predefinida com "Tipo de ciclo".
Fresagem interior, contorno fechado: desloca para dentro
Fresagem exterior, contorno aberto: desloca para fora
Contorno aberto: desloca para a esquerda ou direita, dependendo de
"Q"
Com "Q=0", as medidas excedentes não são
consideradas.
G57- e medidas excedentes G58 negativas não são
tidos em consideração.
276
4.27 Ciclos de fresagem
G840 – determinar posições pré-perfuradas
"G840 A1 .." determina as posições de pré-perfuração e memoriza-as
com a referência indicada em "NF". Programar apenas os parâmetros
referidos na tabela abaixo.
Ver também:
G840 – Princípios básicos: Página 276
G840 – Fresagem: Página 278
Parâmetros – determinar posições pré-perfuradas
Q
Tipo de ciclo (= local de fresagem)
Contorno aberto. Em caso de intersecções, "Q" define se é
maquinada a primeira área (a partir do ponto inicial) ou todo
o contorno.
Q=0: ponto central da fresagem sobre o contorno
(posição pré-furada = ponto inicial).
Q=1: maquinagem à esquerda do contorno. Em caso de
intersecções, considerar apenas a primeira área do
contorno.
Q=2: maquinagem à direita do contorno. Em caso de
intersecções, considerar apenas a primeira área do
contorno.
Q=3: não permitido
Q=4: maquinagem à esquerda do contorno. Em caso de
intersecções, considerar todo o contorno.
Q=5: maquinagem à direita do contorno. Em caso de
intersecções, considerar todo o contorno.
Contorno fechado
Q=0: ponto central da fresagem sobre o contorno
(posição pré-furada = ponto inicial).
Q=1: fresagem interior
Q=2: fresagem exterior
Q=3..5: não permitido
NS
Número de bloco – início da secção de contorno
Figuras: número de bloco da figura
Contorno fechado livre: primeiro elemento de contorno
(não o ponto inicial)
Contorno aberto: primeiro elemento de contorno (não o
ponto inicial). "NS – NE" determina a direção do contorno.
NE
Número de bloco – fim da secção de contorno
Figuras, contorno fechado livre: sem introdução
Contorno aberto: último elemento de contorno
O contorno é composto por um elemento:
Sem introdução: maquinagem na direção do contorno
NS=NE programado: maquinagem contrária à direção do
contorno
HEIDENHAIN CNC PILOT 4290
277
4.27 Ciclos de fresagem
Parâmetros – determinar posições pré-perfuradas
D
Número de elemento do início em figuras parciais
A direção de descrição do contorno em figuras é "em sentido
anti-horário". O primeiro elemento de contorno em figuras:
Ranhura circular: o arco de círculo maior
Círculo completo: o semicírculo superior
Retângulos, polígonos e ranhura linear: o "ângulo de
posição" indica o primeiro elemento de contorno.
V
Número de elemento do fim em figuras parciais
A
Processo "Determinar posições pré-perfuradas": A=1
NF
Marca de posição – referência com que o ciclo memoriza as
posições pré-perfuradas [1..127].
WB
Diâmetro de pós-maquinagem – diâmetro da ferramenta de
fresagem
"D" e "V" programam-se para maquinar partes de uma figura.
O ciclo tem em consideração o diâmetro da ferramenta
ativa durante o cálculo das posições pré-perfuradas. Por
esta razão, trocar a broca antes de chamar o "G840 A1
..".
Programe medidas excedentes ao determinar as
posições pré-perfuradas e ao fresar.
O G840 sobrescreve as posições pré-perfuradas que ainda
estão memorizadas com a referência "NF".
G840 – Fresagem
A direção de fresagem e a compensação do raio da fresa (CRF) são
influenciadas com o "Tipo de ciclo Q", a "direção de movimento da
fresa H" e a direção de rotação da fresa (ver a tabela). Programe
apenas os parâmetros referidos na tabela abaixo.
Ver também:
G840 – Princípios básicos: Página 276
G840 – determinar posições pré-perfuradas: Página 277
278
4.27 Ciclos de fresagem
Parâmetros – fresagem
Q
Tipo de ciclo (= local de fresagem).
Contorno aberto. Em caso de intersecções, "Q" define se é
maquinada a primeira área (a partir do ponto inicial) ou todo
o contorno.
Q=0: ponto central da fresagem sobre o contorno (sem
CRF)
Q=1: maquinagem à esquerda do contorno. Em caso de
intersecções, o G840 considera apenas a primeira área
do contorno.
Q=2: maquinagem à direita do contorno. Em caso de
intersecções, o G840 considera apenas a primeira área
do contorno.
Q=3: dependendo de "H" e da direção de rotação da
fresa, a fresagem é feita no lado esquerdo ou direito do
contorno (ver tabela). Em caso de intersecções, o G840
considera apenas a primeira área do contorno.
Q=4: maquinagem à esquerda do contorno. Em caso de
intersecções, o G840 considera todo o contorno.
Q=5: maquinagem à direita do contorno. Em caso de
intersecções, o G840 considera todo o contorno.
Contorno fechado
Q=0: ponto central da fresagem sobre o contorno
(posição pré-furada = ponto inicial).
Q=1: fresagem interior
Q=2: fresagem exterior
Q=3..5: não permitido
NS
Número de bloco – início da secção de contorno
Figuras: número de bloco da figura
Contorno aberto ou fechado livre: primeiro elemento de
contorno (não o ponto inicial)
NE
Número de bloco – fim da secção de contorno
Figuras, contorno fechado livre: sem introdução
Contorno aberto livre: último elemento de contorno
O contorno é composto por um elemento:
Sem introdução: maquinagem na direção do contorno
NE programado: maquinagem contrária à direção do
contorno
H
Direção de movimento da fresa (predefinição: 0)
H=0: sentido contrário
H=1: mesmo sentido
I
Passo (máximo) (passo: fresagem num passo)
F
Avanço de passo (passo em profundidade) – (predefinição:
avanço ativo)
E
Avanço reduzido para elementos circulares (predefinição:
avanço atual)
HEIDENHAIN CNC PILOT 4290
279
4.27 Ciclos de fresagem
Parâmetros – fresagem
R
Raio do arco de aproximação/afastamento (predefinição: 0)
R=0: o elemento de contorno é aproximado diretamente;
passo sobre o ponto de aproximação por cima do plano de
fresagem, em seguida, passo vertical em profundidade
R>0: a fresa desloca-se num arco de aproximação/
afastamento tangente ao elemento de contorno.
R<0 com esquinas interiores: a fresa desloca-se num arco
de aproximação/afastamento tangente ao elemento de
contorno.
R<0 com esquinas exteriores: o elemento de contorno é
aproximado/afastado tangencialmente de forma linear
P
Produndidade de fresagem (predefinição: profundidade da
descrição do contorno)
K
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal ou posterior: posição de retração na direção Z
Superfície lateral: posição de retração na direção X (medida
do diâmetro)
D
Número do elemento de início, se forem maquinadas figuras
parciais.
V
Número do elemento de fim, se forem maquinadas figuras
parciais.
A direção de descrição do contorno em figuras é "em sentido
anti-horário". O primeiro elemento de contorno em figuras:
Ranhura circular: o arco de círculo maior
Círculo completo: o semicírculo superior
Retângulos, polígonos e ranhura linear: o "ângulo de
posição" indica o primeiro elemento de contorno.
A
Processo "Fresagem, rebarbamento": A=0 (predefinição=0)
NF
Marca de posição – referência a partir da qual o ciclo lê as
posições pré-perfuradas [1..127].
O
Comportamento de afundamento (predefinição: 0)
O=0: afundamento vertical
O=1: com pré-perfuração
NF programado: o ciclo posiciona a fresa por cima da
primeira posição pré-perfurada memorizada em NF, em
seguida, afunda e fresa a primeira secção. Se necessário,
o ciclo coloca a fresa na posição pré-perfurada seguinte e
maquina a secção seguinte, etc.
NF não programado: a fresa afunda na posição atual e
fresa a secção. Se necessário, repita esta maquinagem
para a secção seguinte, etc.
280
4.27 Ciclos de fresagem
Aproximação e afastamento: nos contornos fechados, o ponto
perpendicular da posição da ferramenta ao primeiro elemento de
contorno é a posição de aproximação e afastamento. Se não
forpossível tirar a perpendicular, é o ponto inicial do primeiro elemento
que é a posição de aproximação e afastamento. Nas figuras, selecione
o elemento de aproximação/afastamento com "D" e "V".
Execução do ciclo na fresagem
1
Posição inicial (X, Z, C) é a posição antes do ciclo.
2
Calcula os passos em profundidade da fresagem
3
Aproxima à distância de segurança.
Com O=0: avança para a primeira profundidade de fresagem.
Com O=1: afunda para a primeira profundidade de fresagem.
4
Fresa o contorno.
5
Com contornos abertos e ranhuras com largura de ranhura =
diâmetro da fresa: avança para a profundidade de fresagem
seguinte ou afunda para a profundidade de fresagem seguinte
e fresa o contorno na direção inversa.
Com contornos fechados e ranhuras: levanta para a distância
de segurança, aproxima e avança para a profundidade de
fresagem seguinte ou afunda para a profundidade de
fresagem seguinte.
6
Repete 4...5, até que todo o contorno esteja fresado.
7
Retrocede de acordo com o "plano de retração K".
Fresagem de contorno G840
Direcção
de movimento
da fresa
Direção
de rotação da
ferramenta
CRF
Contorno
(Q=0)
–
Mx03
–
exterior
Contorno
–
Mx03
–
Contorno
–
Mx04
Contorno
–
Mx04
Tipo de
ciclo
HEIDENHAIN CNC PILOT 4290
Direção
de rotação da
ferramenta
CRF
Sentido
contrário
(H=0)
Mx04
esquerda
exterior
Mesmo
sentido
(H=1)
Mx03
esquerda
–
exterior
Mesmo
sentido
(H=1)
Mx04
direita
–
Contorno –
(Q=0)
Mx03
–
Execução
Tipo de
ciclo
Direcção
de movimento da
fresa
Execução
281
4.27 Ciclos de fresagem
Fresagem de contorno G840
Tipo de
ciclo
Direcção
de movimento
da fresa
Direção
de rotação da
ferramenta
CRF
Execução
Tipo de
ciclo
Direcção
de movimento da
fresa
Direção
de rotação da
ferramenta
CRF
interior
(Q=1)
Sentido
contrário
(H=0)
Mx03
direita
Contorno –
Mx04
–
interior
Sentido
contrário
(H=0)
Mx04
esquerda
direita
(Q=3)
Sentido
contrário
(H=0)
Mx03
direita
interior
Mesmo
sentido
(H=1)
Mx03
esquerda
esquerda Sentido
(Q=3)
contrário
(H=0)
Mx04
esquerda
interior
Mesmo
sentido
(H=1)
Mx04
direita
esquerda Mesmo
(Q=3)
sentido
(H=1)
Mx03
esquerda
exterior
(Q=2)
Sentido
contrário
(H=0)
Mx03
direita
direita
(Q=3)
Mx04
direita
282
Mesmo
sentido
(H=1)
Execução
4.27 Ciclos de fresagem
G840 – Rebarbamento
G840 rebarba quando se programa "Largura de chanfre B". Se
existirem intersecções no contorno, determine com "Q" se deve ser
maquinada a primeira área (a partir do ponto inicial) ou todo o contorno.
Programe apenas os parâmetros referidos na tabela abaixo.
Parâmetro – Rebarbamento
Q
Tipo de ciclo (= local de fresagem)
Contorno aberto
Q=0: ponto central da fresagem sobre o contorno. "Q0"
rebarba a ranhura através de uma única aproximação ao
contorno aberto ou fechado fresado anteriormente.
Q=1: maquinagem à esquerda do contorno. Em caso de
intersecções, o G840 considera apenas a primeira área do
contorno.
Q=2: maquinagem à direita do contorno. Em caso de
intersecções, o G840 considera apenas a primeira área do
contorno.
Q=3: dependendo de "H" e da direção de rotação da fresa,
a fresagem é feita no lado esquerdo ou direito do
contorno (ver “G840 – Fresagem” na página 278). Em
caso de intersecções, o G840 considera apenas a
primeira área do contorno.
Q=4: maquinagem à esquerda do contorno. Em caso de
intersecções, o G840 considera todo o contorno.
Q=5: maquinagem à direita do contorno. Em caso de
intersecções, o G840 considera todo o contorno.
1
2
P
P
B
J
B
Contorno fechado
Q=0: ponto central da fresagem sobre o contorno
Q=1: fresagem interior
Q=2: fresagem exterior
NS
Número de bloco – início da secção de contorno
Figuras: número de bloco da figura
Contorno aberto ou fechado livre: primeiro elemento de
contorno (não o ponto inicial)
NE
Número de bloco – fim da secção de contorno
Figuras, contorno fechado livre: sem introdução
Contorno aberto livre: último elemento de contorno
O contorno é composto por um elemento:
Sem introdução: maquinagem na direção do contorno
NE programado: maquinagem contrária à direção do
contorno
E
Avanço reduzido para elementos circulares (predefinição:
avanço atual)
HEIDENHAIN CNC PILOT 4290
283
4.27 Ciclos de fresagem
Parâmetro – Rebarbamento
R
Raio do arco de aproximação/afastamento (predefinição: 0)
R=0: o elemento de contorno é aproximado diretamente;
passo sobre o ponto de aproximação por cima do plano de
fresagem, em seguida, passo vertical em profundidade
R>0: a fresa desloca-se num arco de aproximação/
afastamento tangente ao elemento de contorno.
R<0 com esquinas interiores: a fresa desloca-se num arco
de aproximação/afastamento tangente ao elemento de
contorno.
R<0 com esquinas exteriores: o elemento de contorno é
aproximado/afastado tangencialmente de forma linear
P
Profundidade de fresagem. Profundidade de afundamento da
ferramenta
K
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal ou posterior: posição de retração na direção Z
Superfície lateral: posição de retração na direção X (medida
do diâmetro)
B
Largura de chanfre ao rebarbar as arestas superiores
J
Diâmetro de pré-maquinagem. Com contornos abertos, o
contorno a rebarbar é calculado a partir do contorno
programado e de "J".
Aplica-se:
J programado: o ciclo rebarba todos os lados da ranhura (ver
"1" na figura).
J não programado: a largura da ferramenta de rebarbar é
suficiente para rebarbar os dois lados da ranhura numa
passagem (ver "2" na figura).
D
Número do elemento de início, se forem maquinadas figuras
parciais.
V
Número do elemento de fim, se forem maquinadas figuras
parciais.
A direção de descrição do contorno em figuras é "em sentido
anti-horário". O primeiro elemento de contorno em figuras:
Ranhura circular: o arco de círculo maior
Círculo completo: o semicírculo superior
Retângulos, polígonos e ranhura linear: o "ângulo de
posição" indica o primeiro elemento de contorno.
A
284
Processo "Fresagem, rebarbamento": A=0 (predefinição=0)
4.27 Ciclos de fresagem
Aproximação e afastamento: nos contornos fechados, o ponto
perpendicular da posição da ferramenta ao primeiro elemento de
contorno é a posição de aproximação e afastamento. Se não for
possível tirar a perpendicular, é o ponto inicial do primeiro elemento
que é a posição de aproximação e afastamento. Nas figuras, selecione
o elemento de aproximação/afastamento com "D" e "V".
Execução do ciclo no rebarbamento
1
Posição inicial (X, Z, C) é a posição antes do ciclo.
2
Aproxima à distância de segurança e avança para a primeira
profundidade de fresagem
3
"J" não programado: fresa o contorno programado.
"J" programado, contorno aberto: calcula e fresa o "novo"
contorno.
4
Retrocede de acordo com o "plano de retração K".
HEIDENHAIN CNC PILOT 4290
285
4.27 Ciclos de fresagem
Fresagem de caixa Desbaste G845 – Princípios
básicos
G845 desbasta contornos fechados. Dependendo da fresa, selecione
uma das seguintes estratégias de afundamento:
Afundar na perpendicular
Afundar na posição pré-perfurada
Afundar de forma pendular ou helicoidal
Para o "afundamento na posição pré-perfurada" existem as seguintes
alternativas:
Determinar posições, furar, fresar. A maquinagem é realizada da
seguinte forma:
Trocar broca
Determinar posições pré-perfuradas com "G845 A1 .."
Pré-perfurar com "G71 NF .."
Chamar o ciclo "G845 A0 ..". O ciclo posiciona-se acima da posição
pré-perfurada, afunda e fresa a caixa.
Furar, fresar. A maquinagem é realizada da seguinte forma:
Pré-perfurar com o "G71 .." dentro da caixa.
Posicionar a fresa por cima do furo e chamar "G845 A0 ..". O ciclo
afunda e fresa a secção.
Se a caixa for composta por diversas secções, o G845 tem em
consideração todas as áreas da caixa durante a pré-perfuração e
fresagem. Chamar "G845 A0 .." individualmente para cada secção,
caso as posições pré-perfuradas sejam determinadas sem "G845 A1
..".
G845 tem em consideração as seguintes medidas
excedentes:
G57: medida excedente na direção X, Z
G58: medida excedente equidistante no plano de
fresagem
Programe medidas excedentes ao determinar as posições
pré-perfuradas e ao fresar.
286
4.27 Ciclos de fresagem
G845 – Determinar posições pré-perfuradas
O "G845 A1 .." determina as posições de pré-perfuração e memorizaas com a referência indicada em "NF". O ciclo tem em consideração o
diâmetro da ferramenta ativa durante o cálculo das posições préperfuradas. Por esta razão, trocar a broca antes de chamar o "G845 A1
..". Programe apenas os parâmetros referidos na tabela abaixo.
Ver também:
G845 – Princípios básicos: Página 286
G845 – Fresagem: Página 288
Parâmetros – determinar posições pré-perfuradas
NS
Número de bloco – referência à descrição do contorno
I
Medida excedente na direção X
K
Medida excedente na direção Z
Q
Direção da maquinagem (predefinição: 0)
Q=0: de dentro para fora
Q=1: de fora para dentro
A
Processo "Determinar posições pré-perfuradas": A=1
NF
Marca de posição – referência com que o ciclo memoriza as
posições pré-perfuradas [1..127].
WB
Comprimento de afundamento – diâmetro da ferramenta de
fresagem
O G845 sobrescreve as posições pré-perfuradas que
ainda estão memorizadas com a referência "NF".
O parâmetro "WB" é utilizado tanto ao determinar as
posições pré-perfuradas como durante a fresagem. Ao
determinar as posições pré-perfuradas, "WB" descreve o
diâmetro da ferramenta de fresagem.
HEIDENHAIN CNC PILOT 4290
287
4.27 Ciclos de fresagem
G845 – Fresagem
A direção de fresagem é influenciada pela "direção de movimento da
fresa H", a "direção de maquinagem Q" e a direção de rotação da fresa
(ver a tabela seguinte). Programe apenas os parâmetros referidos na
tabela abaixo.
Ver também:
G845 – Princípios básicos: Página 286
G845 – determinar posições pré-perfuradas: Página 287
Parâmetros – fresagem
NS
Número de bloco – referência à descrição do contorno
P
Profundidade (máxima) de fresagem (passo no plano de
fresagem)
I
Medida excedente na direção X
K
Medida excedente na direção Z
U
Fator (mínimo) de sobreposição. Determina a sobreposição
das trajetórias de fresagem (predefinição: 0,5).
Sobreposição = U*Diâmetro da fresa
H
Direção de movimento da fresa (predefinição: 0)
H=0: sentido contrário
H=1: mesmo sentido
F
Avanço para passo em profundidade (predefinição: avanço
ativo)
A partir da versão de software 625 952-05: F é utilizado como
avanço de maquinagem durante o afundamento de forma
pendular ou helicoidal.
E
Avanço reduzido para elementos circulares (predefinição:
avanço atual)
J
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal ou posterior: posição de retração na direção Z
Superfície lateral: posição de retração na direção X (medida
do diâmetro)
Q
Direção da maquinagem (predefinição: 0)
Q=0: de dentro para fora
Q=1: de fora para dentro
A
Processo "fresagem": A=0 (predefinição=0)
NF
Marca de posição – referência a partir da qual o ciclo lê as
posições pré-perfuradas [1..127].
O
Comportamento de afundamento (predefinição: 0)
Afundamento vertical O=0: o ciclo desloca-se para o ponto
inicial, afunda com o avanço de passo e fresa então a caixa.
288
4.27 Ciclos de fresagem
Parâmetros – fresagem
Afundamento na posição pré-perfurada O=1:
"NF" programado: o ciclo posiciona a fresa acima da primeira
posição pré-perfurada, afunda e fresa a primeira área. Se
necessário, o ciclo coloca a fresa na posição pré-perfurada
seguinte e maquina a área seguinte, etc.
"NF" não programado: o ciclo afunda na posição atual e fresa
a área. Se necessário, colocar a fresa na posição préperfurada seguinte e maquinar a área seguinte, etc.
Afundamento helicoidal O=2, 3: a fresa afunda no ângulo
"W" e fresa o círculo completo com o diâmetro "WB". Assim
que for alcançada a profundidade de fresagem "P", o ciclo
salta para a fresagem transversal.
O=2 – manual: o ciclo afunda na posição atual e maquina a
área alcançável a partir desta posição.
O=3 – automático: o ciclo calcula a posição de
afundamento, afunda e maquina esta área. O movimento
de afundamento termina, se possível, no ponto inicial da
primeira trajetória de fresagem. Se a caixa for composta por
diversas áreas, o ciclo maquina sucessivamente todas as
áreas.
Afundamento pendular, linear O=4, 5: a fresa afunda no
ângulo "W" e fresa uma trajetória linear com o comprimento
"WB". Definir o ângulo em "WE". Seguidamente, o ciclo fresa
a trajetória na direção inversa. Assim que for alcançada a
profundidade de fresagem "P", o ciclo salta para a fresagem
de faces.
O=4 – manual: o ciclo afunda na posição atual e maquina a
área alcançável a partir desta posição.
O=5 – automático: o ciclo calcula a posição de
afundamento, afunda e maquina esta área. O movimento
de afundamento termina, se possível, no ponto inicial da
primeira trajetória de fresagem. Se a caixa for composta por
diversas áreas, o ciclo maquina sucessivamente todas as
áreas. A posição de afundamento é determinada, em
função da figura e do "Q", como se segue:
Q0 (de dentro para fora):
– ranhura linear, retângulo, polígono: ponto de referência
da figura
– círculo: ponto central do círculo
– ranhura circular, contorno "livre": ponto inicial da
trajetória de fresagem mais interior
Q1 (de fora para dentro):
– ranhura linear: ponto inicial da ranhura
– ranhura circular, círculo: não há maquinagem
– retângulo, polígono: ponto inicial do primeiro elemento
linear
– contorno "livre": ponto inicial do primeiro elemento
linear (tem de existir pelo menos um elemento linear)
HEIDENHAIN CNC PILOT 4290
289
4.27 Ciclos de fresagem
Parâmetros – fresagem
Afundamento pendular, circular O=6, 7: a fresa afunda no
ângulo de afundamento "W" e fresa um arco de círculo de 90°.
Seguidamente, o ciclo fresa a trajetória na direção inversa.
Assim que for alcançada a profundidade de fresagem "P", o
ciclo salta para a fresagem de faces. "WE" define o centro do
círculo e "WB" o raio.
O=6 – manual: a posição da ferramenta corresponde ao
ponto central do arco de círculo. A fresa desloca-se para o
início do arco e afunda.
O=7 – automático (é permitido apenas para ranhura circular
e círculo): o ciclo calcula a posição de afundamento em
função de "Q":
Q0 (de dentro para fora):
– ranhura circular: o arco de círculo encontra-se no raio de
curvatura da ranhura
– círculo: não permitido
Q1 (de fora para dentro): ranhura circular, círculo: o arco
de círculo encontra-se na trajetória de fresagem exterior
W
Ângulo de afundamento na direção do passo
WE
Ângulo de posição da trajetória de fresagem/do arco de
círculo. Eixo de referência:
Lado frontal ou posterior: eixo XK positivo
Superfície lateral: eixo Z positivo
Valor predefinido do ângulo de posição, em função de "O":
O=4: WE= 0°
O=5 e
ranhura linear, retângulo, polígono: WE= ângulo de
posição da figura
ranhura circular, círculo: WE=0°
contorno "livre" e Q0 (de dentro para fora): WE=0°
contorno "livre" e Q1 (de fora para dentro): ângulo de
posição do elemento inicial
WB
Comprimento/diâmetro de afundamento (predefinição: 1,5 *
diâmetro da fresa)
Ter em atenção a direção de maquinagem Q=1 (de fora
para dentro):
O contorno tem de começar com um elemento linear.
Se o elemento inicial for < WB, este é encurtado para o
comprimento do elemento inicial.
O comprimento do elemento inicial não pode
ultrapassar 1,5 vezes o diâmetro da fresa.
290
4.27 Ciclos de fresagem
Decurso do ciclo
1
Posição inicial (X, Z, C) é a posição antes do ciclo.
2
Calcula a distribuição de cortes (passo no plano de fresagem,
passo na profundidade de fresagem); calcula as posições e
cursos de afundamento durante o afundamento pendular ou
helicoidal.
3
Aproxima à distância de segurança e avança, em função de "O"
para a primeira profundidade de fresagem ou afunda de forma
pendular ou helicoidal.
4
Fresa um plano.
5
Levanta à distância de segurança, aproxima e avança para a
profundidade de fresagem seguinte.
6
Repete 4...5, até que toda a superfície esteja fresada.
7
Retrocede de acordo com o "plano de retração J".
Fresagem de caixa Desbaste G845
Direcção de
movimento
da fresa
Direção de
Direção de
rotação da
maquinagem
ferramenta
Direcção de
movimento
da fresa
Direção de
Direção de
rotação da
maquinagem
ferramenta
Sentido
contrário
(H=0)
do interior
(Q=0)
Mx03
Mesmo
sentido (H=1)
do interior
(Q=0)
Mx03
Sentido
contrário
(H=0)
do interior
(Q=0)
Mx04
Mesmo
sentido (H=1)
do interior
(Q=0)
Mx04
Sentido
contrário
(H=0)
do exterior
(Q=1)
Mx03
Mesmo
sentido (H=1)
do exterior
(Q=1)
Mx03
Sentido
contrário
(H=0)
do exterior
(Q=1)
Mx04
Mesmo
sentido (H=1)
do exterior
(Q=1)
Mx04
HEIDENHAIN CNC PILOT 4290
Execução
Execução
291
4.27 Ciclos de fresagem
Fresagem de caixa Acabamento G846
A direção de fresagem é influenciada pela "direção de movimento da
fresa H", a "direção de maquinagem Q" e a direção de rotação da fresa
(ver a tabela seguinte).
Parâmetro – Acabamento
NS
Número de bloco – referência à descrição do contorno
P
Profundidade (máxima) de fresagem (passo no plano de
fresagem)
R
Raio do arco de aproximação/afastamento (predefinição: 0)
R=0: o elemento de contorno é aproximado diretamente. O
passo é feito no ponto de aproximação por cima do plano
de fresagem, depois ocorre o passo vertical em
profundidade.
R>0: a fresa desloca-se num arco de aproximação/
afastamento tangente ao elemento de contorno.
U
Fator (mínimo) de sobreposição. Determina a sobreposição
das trajetórias de fresagem (predefinição: 0,5).
Sobreposição = U*Diâmetro da fresa
H
Direção de movimento da fresa (predefinição: 0)
H=0: sentido contrário
H=1: mesmo sentido
F
Avanço para passo em profundidade (predefinição: avanço
ativo)
E
Avanço reduzido para elementos circulares (predefinição:
avanço atual)
J
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal ou posterior: posição de retração na direção Z
Superfície lateral: posição de retração na direção X (medida
do diâmetro)
Q
Direção da maquinagem (predefinição: 0)
Q=0: de dentro para fora
Q=1: de fora para dentro
O
Comportamento de afundamento (predefinição: 0)
O=0 – afundamento vertical: o ciclo desloca-se para o ponto
inicial, afunda e acaba a caixa.
Q=1 – arco de aproximação com passo em profundidade:
nos planos de fresagem superiores, o ciclo avança para o
plano e desloca-se no arco de aproximação. No plano de
fresagem inferior, a fresa afunda durante a deslocação do
arco de aproximação, até à profundidade de fresagem (arco
de aproximação tridimensional). Esta estratégia de
afundamento pode ser utilizada apenas em combinação
com um arco de aproximação "R". Para tal, a maquinagem
tem de ser feita de fora para dentro (Q=1).
292
4.27 Ciclos de fresagem
Execução do ciclo
1
Posição inicial (X, Z, C) é a posição antes do ciclo.
2
Calcula a distribuição de cortes (passos no plano de fresagem,
passos na profundidade de fresagem).
3
Aproxima à distância de segurança e avança para a primeira
profundidade de fresagem.
4
Fresa um plano.
5
Levanta à distância de segurança, aproxima e avança para a
profundidade de fresagem seguinte.
6
Repete 4...5, até que toda a superfície esteja fresada.
7
Retrocede de acordo com o "plano de retração J".
Fresagem de caixa Acabamento G846
Direcção de
movimento da
fresa
Direção de
rotação da
ferramenta
Sentido contrário
(H=0)
Mx03
Sentido contrário
(H=0)
Mx03
Sentido contrário
(H=0)
Mx04
Sentido contrário
(H=0)
Mx04
Mesmo sentido
(H=1)
Mx03
Mesmo sentido
(H=1)
Mx03
Mesmo sentido
(H=1)
Mx04
Mesmo sentido
(H=1)
Mx04
HEIDENHAIN CNC PILOT 4290
Execução
Direcção de
movimento da
fresa
Direção de rotação
da ferramenta
Execução
293
4.27 Ciclos de fresagem
Fresagem de rosca axial G799
A partir da versão 625 952-05: G799 fresa uma rosca num furo
existente.
O ciclo posiciona a ferramenta dentro do furo no "ponto final da rosca".
Seguidamente, a ferramenta aproxima no "raio de entrada R" e fresa a
rosca. Ao mesmo tempo, a ferramenta avança em cada rotação à volta
do passo "F". Seguidamente, o ciclo liberta a ferramenta e puxa-a
novamente para o ponto inicial. No parâmetro V tem de se programar
se a rosca deve ser fresada numa só rotação ou, em ferramentas de
lâmina simples, com diversas rotações.
Parâmetros
X
Ponto inicial (polar)
C
Ponto inicial (polar)
XK
Ponto inicial (cartesiano)
YK
Ponto inicial (cartesiano)
Z
Aresta superior de fresagem
I
Diâmetro de rosca
K
Profundidade de rosca
R
Raio de entrada
F
Passo de rosca
J
Direção de rosca (predefinição: 0)
0: rosca à direita
1: rosca à esquerda
H
Direção de movimento da fresa (predefinição: 0)
0: sentido contrário
1: mesmo sentido
V
Exemplo: G799
Uma vez/diversas vezes
%799.nc
0: a rosca é fresada numa rotação de 360°
1: a rosca é fresada em diversas rotações (ferramenta de
lâmina simples)
[G799]
N1 T9 G195 F0.2 G197 S800
N2 G0 X100 Z2
N3 M14
Utilizar ferramentas para fresagem de rosca no ciclo G799.
N4 G799 XK100 C45 Z0 I12 K-20 F2 J0 H0 V0
N5 M15
Atenção, perigo de colisão
A profundidade de furo tem de ser, no mínimo, F/2 vezes
mais profunda do que a profundidade da rosca.
294
FIM
4.27 Ciclos de fresagem
Gravar Superfície frontal G801
G801 grava sequências de carateres segundo uma disposição linear
ou polar na superfície frontal. O texto a gravar deve ser introduzido
como sequência de carateres no campo "ID".
Parâmetros
ID
Texto. Texto a gravar ()
NS
Número do caráter. Código ASCII do caráter a gravar
X
Diâmetro inicial (coordenadas polares)
C
Ângulo inicial (coordenadas polares)
XK
Ponto inicial em coordenadas cartesianas
YK
Ponto inicial em coordenadas cartesianas
Z
Fundo de fresagem. Posição Z em que se avança para a
fresagem.
K
Plano de retração. Posição Z em que se regressa ao
posicionamento.
H
Altura de escrita. Altura dos carateres em [mm]
W
Ângulo de posição da escrita na representação linear.
Exemplo: 0° = carateres verticais; os carateres são dispostos
sucessivamente na direção XK positiva.
E
Fator de distância (predefinição: 1) A distância entre os
carateres é calculada em função de V:
V=0: distância = H/6 * E
V=1: distância = H/4 + (H/6 * E)
V=2: distância = H/2 * E
V
Execução linear/polar (predefinição: 0)
V=0: os carateres são representados de forma linear
V=1: os carateres são representados arqueados para cima
em torno do centro
V=2: os carateres são representados arqueados para baixo
em torno do centro
D
Diâmetro de referência na representação polar
F
A partir da versão de software 625 952-05:
Fator de avanço para passo (avanço= avanço atual * F)
Os acentos e carateres especiais que não podem ser introduzidos no
Editor DIN têm de ser definidos um a um em "NS". Se em "ID" estiver
definido um texto e em "NS" um caráter, é primeiro gravado o texto e
depois o caráter.
G801 grava a partir da posição inicial ou a partir da posição atual, caso
não seja indicada qualquer posição inicial.
Exemplo: se for gravada uma escrita com diversas chamadas, definir
a posição inicial na primeira chamada. As restantes chamadas devem
ser gravadas sem posição inicial.
Tabela de carateres: ver “Tabela de carateres para Gravar” na
página 297
HEIDENHAIN CNC PILOT 4290
295
4.27 Ciclos de fresagem
Gravar Superfície lateral G802
G802 grava sequências de carateres em disposição linear na
superfície lateral. O texto a gravar deve ser introduzido como
sequência de carateres no campo "ID".
Parâmetros
ID
Texto. Texto a gravar ()
NS
Número do caráter. Código ASCII do caráter a gravar
Z
Ponto inicial
C
Ângulo inicial
CY
Ângulo inicial como "medida de distância" (referência:
desenvolvimento da superfície lateral com "diâmetro de
referência")
X
Diâmetro de fresagem. Posição X em que se avança para a
fresagem.
I
Diâmetro de retração. Posição X em que se regressa ao
posicionamento.
H
Altura de escrita. Altura dos carateres em [mm]
W
Ângulo de posição da escrita. Exemplos:
0°: de –CY para +CY
90°: de –Z para +Z
E
Fator de distância (predefinição: 1) A distância entre os
carateres é calculada de acordo com a seguinte fórmula: H / 6
*E
D
Diâmetro de referência para calcular a medida de distância CY
F
A partir da versão de software 625 952-05:
Fator de avanço para passo (avanço= avanço atual * F)
Os acentos e carateres especiais que não podem ser introduzidos no
Editor DIN têm de ser definidos um a um em "NS". Se em "ID" estiver
definido um texto e em "NS" um caráter, é primeiro gravado o texto e
depois o caráter.
G802 grava a partir da posição inicial ou a partir da posição atual, caso
não seja indicada qualquer posição inicial.
Exemplo: se for gravada uma escrita com diversas chamadas, definir
a posição inicial na primeira chamada. As restantes chamadas devem
ser gravadas sem posição inicial.
Tabela de carateres: ver “Tabela de carateres para Gravar” na
página 297
296
4.27 Ciclos de fresagem
Tabela de carateres para Gravar
O CNC PILOT reconhece os carateres listados na tabela seguinte.
Introduza o código de caráter "NS", se o caráter a gravar não puder ser
representado no editor DIN.
Minúsculas
Maiúsculas
NS
Caráter
NS
Caráter
Algarismos,
acentos
NS Caráter
97
a
65
A
48
0
32
98
b
66
B
49
1
37
%
Sinal de percentagem
99
c
67
C
50
2
40
(
Abrir parêntese curvo
Carateres especiais
NS
Caráter
Significado
Espaço
100
d
68
D
51
3
41
)
Fechar parêntese curvo
101
e
69
E
52
4
43
+
Sinal mais
102
f
70
F
53
5
44
,
Vírgula
103
g
71
G
54
6
45
–
Sinal menos
104
h
72
H
55
7
46
.
Ponto
105
i
73
I
56
8
47
/
Barra
106
j
74
J
57
9
58
:
Dois pontos
107
k
75
K
60
<
Sinal de menor que
108
l
76
L
196
Ä
61
=
Sinal de igual
109
m
77
M
214
Ö
62
>
Sinal de maior que
110
n
78
N
220
Ü
64
@
arroba
111
o
79
O
223
ß
91
[
Abrir parêntese reto
112
p
80
P
228
ä
93
]
Fechar parêntese reto
113
q
81
Q
246
ö
95
_
Traço de sublinhado
114
r
82
R
252
ü
128
?
Sinal de Euro
115
s
83
S
181
µ
Micro
116
t
84
T
186
°
Grau
117
u
85
U
215
x
Sinal de multiplicação
118
v
86
V
A partir da versão de software 625 952-05:
119
w
87
W
33
!
Sinal de exclamação
120
x
88
X
38
&
"and"
121
y
89
Y
63
?
Ponto de interrogação
122
z
90
Z
174
®
Sinal de marca registada
216
Ø
Sinal de diâmetro
HEIDENHAIN CNC PILOT 4290
297
4.28 Atribuição, sincronização, transferência da peça de trabalho
4.28 Atribuição, sincronização,
transferência da peça de
trabalho
Sistemas de canais múltiplos
Por canal NC, o CNC PILOT comanda um carro. Nos tornos com vários
carros, fala-se de sistemas de canais múltiplos.
Exemplos:
Máquinas com contramandril para a maquinagem completa
Vários carros trabalham numa peça de trabalho
Várias peças de trabalho são maquinadas num espaço de trabalho
Estas maquinagens são programadas num único programa NC. O
desafio para o programador NC consiste em distribuir a maquinagem
da melhor forma pelos diversos carros/mandris e sincronizá-los
corretamente. O CNC PILOT suporta esta operação através de:
Instruções de organização (atribuições de contornos/secções de
programa a carros/mandris, etc.)
Comandos de sincronização
Reflexão de contornos, medidas de ferramenta e percursos
Conversão de funções G e M
Converter e refletir G30
G30 converte funções M, G e números de carros e de mandris com
base nas listas de conversões (MP 135, ..). G30 reflete percursos e
medidas de ferramenta e desloca o ponto zero da máquina em função
do eixo com o "offset do ponto zero" (MP 1114, 1164, ..).
Parâmetros
H
Número na tabela de conversões
H=0: desligar a conversão e ter em conta o offset
H=1..4: ativar a tabela de conversões 1..4 e a deslocação
do ponto zero da máquina (MP 1114, 1164, ...)
Q
Seleção. Ligar/desligar a reflexão de percurso/ferramenta
para os eixos indicados
Q=0: desligar a reflexão de percurso e ferramenta
Q=1: ligar a reflexão de percurso
Q=2: ligar a reflexão de medida de ferramenta
X, Y,
Z, ...
298
Reflexão de eixo ligada/desligada
X=0: reflexão do eixo X desligada
X=1: reflexão do eixo X ligada
Y=0: reflexão do eixo Y desligada
Y=1: reflexão do eixo Y ligada
. . .
4.28 Atribuição, sincronização, transferência da peça de trabalho
Aplicação: na maquinagem completa, descreve-se o contorno
completo, maquina-se a parte frontal, reaperta-se a peça de trabalho
com o "programa de peritos" e, em seguida, maquina-se a parte
posterior. Para que se possa programar a maquinagem da parte
posterior como a maquinagem da parte frontal (orientação do eixo Z,
sentido de rotação em arcos de círculo, etc.), o programa de peritos
inclui comandos de conversão e reflexão.
Reflita percursos e comprimentos de ferramenta em
comandos G30 separados.
Q1, Q2 sem seleção de eixo desligam a reflexão.
Podem ser selecionados apenas eixos configurados.
Atenção, perigo de colisão!
Ao passar-se de MODO AUTOMÁTICO para MODO
MANUAL, as conversões e reflexões permanecem
inalteradas.
Desligue a conversão/reflexão, se voltar a ativar a
maquinagem da parte frontal após a maquinagem da
parte posterior (exemplo: no caso de repetições de
programa com M99)
Após uma nova seleção de programa, a conversão/
reflexão é desligada (exemplo: transição do MODO
MANUAL para o MODO AUTOMÁTICO).
Mandril com peça de trabalho G98
A atribuição do mandril a ciclos de rosca, furação e fresagem torna-se
necessária quando a peça de trabalho não se encontra no mandril
principal.
Parâmetros
Q
Número de mandril (0..3); (predefinição: 0 = mandril
principal)
HEIDENHAIN CNC PILOT 4290
299
4.28 Atribuição, sincronização, transferência da peça de trabalho
Grupo de peças de trabalho G99
Havendo vários contornos (peças de trabalho) num programa NC,
utilize CONTORNO Q.. (ver “Secção CONTORNO” na página 151).
G99 atribui o "Contorno Q" à maquinagem seguinte. A identificação do
carro antes do bloco NC define o carro que maquina este contorno. Se
G99 ainda não tiver sido programado (por exemplo, no início do
programa), todos os carros trabalham no "Contorno 1".
Parâmetros
Q
Número da peça de trabalho (1..4) - número do contorno
D
Número do mandril (1..4) – mandril que segura a peça de
trabalho
X
Deslocação X para a simulação (medida do diâmetro)
Z
Deslocação Z para a simulação
Volte a programar G99 se a peça de trabalho é
transferida para outro mandril e/ou se a posição no
espaço de trabalho se desloca.
A simulação
posiciona a peça de trabalho com base na "Deslocação
X, Z".
determina e posiciona os dispositivos tensores com
base no "Número de mandril D" (G99 não substitui o
G65).
Sincronização unilateral G62
O carro programado com G62 aguarda até que o "Carro Q" alcance a
"Marca H" ou a marca e as coordenadas X/Z. A "Marca" define outro
carro com G162.
Parâmetros
H
Número da marca (intervalo: 0 <= H <= 15)
Q
Carro pelo qual se aguarda
X
Coordenada na qual o processo de espera termina
(predefinição: sincronização exclusivamente na "Marca")
Z
Coordenada na qual o processo de espera termina
(predefinição: sincronização exclusivamente na "Marca")
Os dois carros devem ser acionados pelo programa
principal comum.
O CNC PILOT sincroniza para o valor real. Por esse
motivo, não sincronize para coordenadas finais de
blocos NC, dado que as posições não serão,
eventualmente, alcançadas devido ao erro de arrasto.
Alternativa: início sincronizado de cursos com G63
300
. . .
$1 N.. G62 Q2 H5
O carro $1 aguarda até que o carro $2 alcance a
marca 5
. . .
$2 N.. G62 Q1 H7 X200
O carro $2 aguarda até que o carro $1 alcance a
marca 7 e a posição X200
. . .
Definir marca de sincronização G162
G162 define uma marca de sincronização (um outro carro espera por
esta marca com G62). A execução do programa NC para este carro
continua sem pausa.
Parâmetros
H
Número da marca (0 <= H <= 15)
Início sincronizado de cursos G63
G63 induz o arranque sincronizado (simultâneo) dos carros
programados.
Entre o bloco NC com G63 e os blocos com comandos de
deslocação não podem encontrar-se comandos M ou T.
Exemplo: Sincronização com G63
. . .
[os carros $1, $2 arrancam simultaneamente]
$1 $2 N.. G63
$1 N.. G1 X.. Z..
$2 N.. G1 X.. Z..
. . .
HEIDENHAIN CNC PILOT 4290
301
4.28 Atribuição, sincronização, transferência da peça de trabalho
Exemplo de sincronização com G62
4.28 Atribuição, sincronização, transferência da peça de trabalho
Função de sincronização M97
Os carros para os quais esteja programado M97 aguardam que todos
os carros tenham alcançado este bloco. A execução do programa
prossegue em seguida.
Para maquinagens complexas (p. ex., a maquinagem de várias peças
de trabalho), M97 é programado com parâmetros.
Exemplo: Sincronização com M97
. . .
[os carros $1, $2 esperam um pelo outro]
$1 N.. G1 X.. Z..
Parâmetros
$2 N.. G1 X.. Z..
H
Número da marca de sincronização – a avaliação faz-se
exclusivamente durante a interpretação dos programas NC
$1$2 N.. M97
Q
Número de carro – utillize a sincronização com Q, se não for
possível uma sincronização com $x
D
Ligada/Desligada (predefinição: 0)
0: Desligada – sincronização do tempo de operação do
programa NC
1: Ligada – sincronização exclusivamente durante a
interpretação dos programas NC
Sincronização do mandril G720
G720 comanda a transferência da peça de trabalho do "mandril master
para o slave" e sincroniza funções como, por exemplo, a "Maquinagem
poligonal".
Parâmetros
S
Número do mandril master [1..4]
H
Número do mandril slave [1..4] – sem introdução ou H=0:
desligar sincronização do mandril
C
Ângulo de desvio [º] (predefinição: 0°)
Q
Fator de rotações master (predefinição: 1)
Intervalo: –100 <= Q <= 100
F
Fator de rotações slave (predefinição: é aceite Q)
Intervalo: –100 <= F <= 100
J
Fator de transposição slave
Programe as rotações do mandril master com Gx97 S.. e defina a
relação de rotações do mandril master para o slave com "Q, F". Um
valor negativo em Q ou F faz com que o mandril slave tenha uma
direção de rotação contrária.
Em "Fator de transposição slave J", indique a relação de transposição,
caso o mandril slave seja comandado através de uma engrenagem.
Aplica-se: Q * rotações mastes = F * rotações slave
302
. . .
. . .
N.. G397 S1500 M3
Rotações e direção de rotação do mandril master
N.. G720 C180 S4 H2 Q2 F-1
Sincronização do mandril master – mandril slave. O
mandril slave antecipa-se ao mandril master em
180º. Mandril slave: direção de rotação M4;
rotações 750
$2 N.. G1 X.. Z..
. . .
. . .
Desvio angular de C G905
G905 mede o "desvio angular" na transferência da peça de trabalho
"com o mandril a rodar". A soma do "Ângulo C" com o "Desvio angular"
fica ativa como "Deslocação do ponto zero do eixo C". Este valor é
disponibilizado nas variáveis V922 (Eixo C 1) ou V923 (Eixo C2).
A deslocação do ponto zero é ativada internamente de forma direta
como deslocação do ponto zero para o respetivo eixo C ativo. O
conteúdo das variáveis permanece inalterado depois de se desligar a
máquina. Contudo, o comando não inicializa estes valores
espontaneamente. Se necessário, providencie à inicialização dos
valores, substituindo especificamente as variáveis.
Parâmetros
Q
Número do eixo C
C
Deslocação do ponto zero adicional ao ângulo para fixação
desviada (–360° <= C <= 360°) – (predefinição: 0°)
Atenção, perigo de colisão!
Tratando-se de peças de trabalho estreitas, as maxilas
têm de agarrar desviadas.
A "deslocação do ponto zero do eixo C" mantém-se
inalterada:
ao alternar do modo automático para o manual
ao desligar
HEIDENHAIN CNC PILOT 4290
303
4.28 Atribuição, sincronização, transferência da peça de trabalho
Exemplo de G720
4.28 Atribuição, sincronização, transferência da peça de trabalho
Determinar o desvio angular no movimento
sincronizado do mandril G906
G906 regista o desvio angular entre o mandril de guia e o guiado na
variável V921.
Programação:
Programa G906 apenas com o movimento sincronizado angular
ativo – os dois mandris devem estar fechados
Programe G906 num bloco NC separado
Programe um G909 antes do processamento de V921 (paragem
do interpretador)
G906 dá origem a uma "paragem do interpretador"
Deslocação para batente fixo G916
G916 liga a "Supervisão do percurso". A deslocação para um "Batente
fixo" faz-se então com G1. G916 utiliza-se para:
aproximar ao batente fixo (exemplo: aceitação de uma peça de
trabalho pré-maquinada pelo segundo mandril deslocável, se a
posição da peça de trabalho não for exatamente conhecida).
apertar o cabeçote móvel à peça de trabalho (função de cabeçote
móvel)
Parâmetros
H
Força de contacto em daNewton (1 daNewton = 10
Newton)
D
Modo:
D=1: ativar a função de cabeçote móvel
D=2: desativar a função de cabeçote móvel
A partir da versão de software 625 952-04:
D=3: nenhum erro de interrupção ao alcançar a posição
final
R
Percurso de inversão
O CNC PILOT para o carro e memoriza a "posição do batente". G916
dá origem a uma "paragem do interpretador".
Deslocação para batente fixo (G916 sem parâmetros). O CNC PILOT
desloca até ao batente fixo e para assim que o erro de arrasto é
alcançado. O restante percurso é apagado.
memoriza a "posição do batente" nas variáveis V901..V918.
retrocede no erro de arrasto + percurso de inversão (MP 1112,
1162, ..).
Em MP 1112, 1162, .. defina:
o limite de erro de arrasto
o percurso de inversão
Programação da "Deslocação para batente fixo":
304
U
U
U
4.28 Atribuição, sincronização, transferência da peça de trabalho
U
Posicione o carro suficientemente antes do "batente"
Selecione um avanço não muito grande (< 1000 mm/min)
Programe G916 ou G916 Hx D1 no bloco de deslocação G1
Programe G1 .. da seguinte forma:
a posição final encontra-se atrás do batente fixo
deslocar apenas um eixo
ativar o avanço por minuto (G94)
Exemplo de "Deslocação para batente fixo"
. . .
$2 N.. G94 F200
$2 N.. G0 Z20
Pré-posicionar o carro 2
$2 N.. G916 G1 Z-10
Ativar a supervisão, deslocar para o batente fixo
. . .
Função de cabeçote móvel (G916 com parâmetros)
G916 Hx D1 ativa a função de cabeçote móvel. O CNC PILOT
desloca até à peça de trabalho e para assim que a força de
contacto é alcançada.
apaga o percurso restante
G916 D2 desativa a função de cabeçote móvel. O CNC PILOT
desativa a função de cabeçote móvel.
retrocede no erro de arrasto + percurso de inversão (MP 1112,
1162, ..)
G916 D2 pode então ser combinado com um bloco de deslocação G1
HEIDENHAIN CNC PILOT 4290
305
4.28 Atribuição, sincronização, transferência da peça de trabalho
Exemplo de "Função de cabeçote móvel"
. . .
$2 N.. G94 F800
$2 N.. G0 Z20
Pré-posicionar o carro 2
$2 N.. G916 H250 D1 G1 Z-10
Ativar a função de cabeçote móvel – força de
contacto: 250 daN
. . .
$2 N.. G916 D2 G1 Z100
A partir da versão de software 625 952-04:
Verificar se a posição final é alcançada:
G916 D3
Quando o "batente fixo" é alcançado, o CNC PILOT para e
memoriza a "posição do batente" nas variáveis V901..V918.
Se o "batente fixo" não é alcançado, o CNC PILOT sai do percurso
programado. Na variável V982 é então registado o número de erro
"5519".
A partir da versão de software 625 952-04:
A supervisão do erro de arrasto é feita apenas depois da
fase de aceleração.
306
Desativar a função de cabeçote móvel e retirar o
cabeçote móvel
4.28 Atribuição, sincronização, transferência da peça de trabalho
Controlo de corte através da supervisão de erros
de arrasto G917
G917 "supervisiona" o percurso. O controlo serve para evitar colisões
em processos de corte não executados completamente.
Aplicação
Controlo de corte: a peça de trabalho cortada é deslocada na
direção "+Z". Quando ocorre um erro de arrasto, a peça de trabalho
é considerada como não cortada.
Verificação de "corte sem protuberâncias": a peça de trabalho
cortada é deslocada na direção "–Z". Quando ocorre um erro de
arrasto, a peça de trabalho é considerada como não cortada
corretamente.
Em MP 1115, 1165, .. defina:
o limite de erro de arrasto
o avanço do "percurso supervisionado"
Execução do controlo de corte:
1
2
3
4
5
Cortar peça de trabalho
Ligar a "Supervisão do percurso" com G917
Deslocar a peça de trabalho cortada com G1
O CNC PILOT verifica o "erro de arrasto" e escreve o resultado na
variável V300
Avaliar a variável V300
Valores empíricos
Sob as condições seguintes, G917 proporciona resultados
satisfatórios:
com maxilas rugosas, até 3000 rotações por minuto
com maxilas lisas, até 2000 rotações por minuto
Pressão de aperto > 10 bar
HEIDENHAIN CNC PILOT 4290
307
4.28 Atribuição, sincronização, transferência da peça de trabalho
Programação:
Programar G917 e G1 num bloco
Programar G1 .. da seguinte forma:
com "controlo de corte": curso > 0,5 mm (para permitir um
resultado do controlo)
com verificação de "corte sem protuberâncias": curso < largura da
ferramenta de corte
Resultado na variável V300
0: a peça de trabalho não foi cortada corretamente/sem
protuberâncias (erro de arrasto reconhecido)
1: a peça de trabalho foi cortada corretamente/sem
protuberâncias (nenhum erro de arrasto reconhecido)
G917 dá origem a uma "paragem do interpretador"
A partir da versão de software 625 952-04:
A supervisão do erro de arrasto é feita apenas depois da
fase de aceleração.
Controlo de corte através da supervisão do
mandril G991
G991 controla o processo de corte verificando a diferença de rotações
dos dois mandris. Em primeiro lugar, os mandris são "solidamente"
ligados um ao outro através da peça de trabalho. Se a peça de trabalho
está cortada, os mandris rodam independentemente um do outro. O
desvio de rotações e o tempo de supervisão estão definidos nos MPs
808, 858, ..., mas podem ser alterados com G992.
Parâmetros
R
Curso de retrocesso (valor do raio)
Sem introdução: a diferença de rotações dos mandris em
movimento sincronizado é verificada (uma vez).
R>0: supervisão do "curso de corte restante"
R<0: supervisão do "curso de retrocesso" A supervisão
começa no início do "curso de retrocesso" e termina no
"curso de retrocesso – R".
Em "R", define-se o curso a controlar e determina-se se é
supervisionado o curso de corte pouco antes do seccionamento ou o
curso de retrocesso (ver figura).
O CNC PILOT escreve o resultado do controlo de corte na variável
V300. G991 dá origem a uma "paragem do interpretador".
308
4.28 Atribuição, sincronização, transferência da peça de trabalho
Programação:
Programar a velocidade de corte constante G96
Programar G991 e G1 (curso de corte ou curso de retrocesso) num
bloco
Resultado em V300:
0: não cortada
1: cortada
Deve preferir-se o controlo de corte com G917 ao G991.
Em caso de rotura da ferramenta, ocorrem diferenças de
rotações que falseiam o resultado do controlo de corte.
Por esse motivo, recomenda-se a supervisão adicional
do curso de retrocesso.
Valores do controlo de corte G992
G992 sobrescreve os MPs 808, 858, .. "Controlo de corte". Os novos
parâmetros aplicam-se a partir do bloco NC seguinte e permanecem
válidos até serem sobrescritos por outro G992 ou manualmente.
Parâmetros
S
Diferença de rotações (em rotações por minuto)
E
Tempo de supervisão (em ms)
HEIDENHAIN CNC PILOT 4290
309
4.29 Seguimento de contorno
4.29 Seguimento de contorno
Com ramificações de programa ou repetições, o seguimento de
contorno automático não é possível. Nestes casos, controle o
seguimento de contorno com os comandos seguintes.
Guardar/carregar seguimento de contorno G702
G702 guarda o contorno atual ou carrega um contorno memorizado.
Programe G702 apenas para um carro.
Parâmetros
Q
Guardar/carregar contorno
Q=0: memoriza o contorno atual. O seguimento de
contorno não é influenciado.
Q=1: carrega o contorno guardado. O seguimento de
contorno prossegue com o "contorno carregado".
Seguimento de contorno G703
G703 liga/desliga o seguimento de contorno.
Parâmetros
Q
Seguimento de contorno ligado/desligado
Q=0: desligado
Q=1: ligado
310
4.29 Seguimento de contorno
Ramificação K por predefinição G706
Na compilação do programa não se conhece que ramificação de uma
instrução IF ou SWITCH será executada. Por esse motivo, a
atualização das informações globais como seguimento de contorno,
rotações, posições incrementais, etc. é suspensa.
Com G706, define-se a "ramificação por predefinição" de uma
instrução IF ou SWITCH. Esta ramificação é depois consultada para a
atualização das informações globais.
Parâmetros
Q
Ramificação K
Q=0: nenhuma "ramificação por predefinição" definida
Q=1: ramificação THEN como "ramificação por
predefinição"
Q=2: ramificação ELSE como "ramificação por
predefinição"
Q=3: ramificação atual como "ramificação por
predefinição"
Programe:
G706 Q0, Q1, Q2: antes da ramificação
G706 Q3: no início da ramificação THEN, ELSE ou CASE
HEIDENHAIN CNC PILOT 4290
311
4.30 Medição durante o processo e pós-processo
4.30 Medição durante o processo e
pós-processo
Medição durante o processo
Uma sonda de medição digital é condição essencial.
Exemplo de aplicação: o desgaste da ferramenta é supervisionado
com a "medição durante o processo". Quando se utiliza a supervisão
do tempo de vida da ferramenta, a ferramenta é assinalada como
"usada" e o CNC PILOT faz a substituição pela ferramenta gémea.
Exemplo de medição durante o processo
. . .
N.. T..
Trocar de sonda de medição
N.. G910
Ativar medição durante o processo
N.. G0 ..
Pré-posicionar a sonda de medição
N.. G912
N.. G1 ..
Aproximar a sonda de medição
N.. G914 G1 ..
Retirar a sonda de medição
. . .
N.. G913
Desativar a medição durante o processo
. . .
Avaliar valores de medição
Ligar a medição durante o processo G910
G910 liga a sonda de medição e ativa a supervisão da sonda de
medição.
Programação:
Posicionar a sonda de medição suficientemente antes do "ponto de
medição"
Programar G910 sozinho no bloco NC; G910 é auto-retentor
Programar G1 .. da seguinte forma:
a posição final encontra-se suficientemente atrás do "ponto de
medição"
ativar o avanço por minuto (G94)
312
4.30 Medição durante o processo e pós-processo
Registo de valores reais na medição durante o processo G912
Com G912, o CNC PILOT para com a deflexão da sonda de medição e
escreve a posição nas variáveis V901.. V920. O restante percurso é
apagado. A reação a "Sonda não foi ativada" é influenciada com "Q".
Parâmetros
Q
Avaliação de erros (predefinição: 0)
Q=0: estado "Paragem de ciclo"; o erro é visualizado
Q=1: estado "Ciclo ligado"; o número de erro 5518 é
guardado na variável V982
Os valores X são medidos como medida do raio.
As variáveis também são utilizadas pelas funções G
G901, G902, G903 e G916. Preste atenção a que os
resultados de medição não sejam sobrescritos.
A tarefa de avaliar os resultados de medição cabe ao programa NC.
Em caso de desgaste da ferramenta, determinado através da medição
durante o processo, o diagnóstico de ferramenta aplica o bit 4 (ver
“Programação de ferramentas” na página 128).
Desligar a medição durante o processo G913
G913 desliga a supervisão da sonda de medição. A "retirada da sonda
de medição" deve preceder o G913. Programe G913 sozinho num
bloco NC. A função dá origem a uma "paragem do interpretador".
Desligar a supervisão da sonda de medição G914
Desligue a supervisão da sonda de medição após a deflexão da sonda
de medição para a retirar.
Programe G914 e G1 num bloco NC.
HEIDENHAIN CNC PILOT 4290
313
4.30 Medição durante o processo e pós-processo
Medição pós-processo G915
Na medição pós-processo, as peças de trabalho são medidas fora do
torno e os "resultados de medição" transferidos para o CNC PILOT.
Condições:
Ligação do dispositivo de medição ao CNC PILOT: através de
interface serial
Protocolo de transmissão de dados: 3964-R
Depende do dispositivo de medição se são transmitidos valores de
medição ou valores de correção. A tarefa de avaliar os "resultados de
medição" cabe ao programa NC. Quando o dispositivo de medição
fornece um resultado de medição global, deverá encontrar-se no
"ponto de medição 0".
Parâmetros
H
Bloco
H=0: reservado
H=1: são lidos valores de medição em espera
G915 recebe os valores de medição em espera do dispositivo de
medição pós-processo e guarda-os nas seguintes variáveis:
V939: Resultado de medição global
V940: Estado da medição
0: nenhuns valores de medição novos
1: valores de medição novos
V941..V956 (correspondem aos pontos de medição 1..16).
No âmbito da medição pós-processo, é possível utilizar a supervisão
do tempo de vida da ferramenta. Se uma ferramenta é assinalada
como "usada", o CNC PILOT troca-a pela ferramenta gémea.
Em caso de desgaste da ferramenta, determinado através da medição
pós-processo, o diagnóstico de ferramenta aplica o bit 5 (ver
“Programação de ferramentas” na página 128).
É possível verificar o estado da comunicação com o
dispositivo de medição pós-processo, assim como os
valores de medição recebidos em último lugar no modo
de funcionamento Máquina – Modo automático.
Avalie o estado da medição, para evitar um cálculo dos
valores de correção duplicado ou errado.
314
. . .
N2 T1
Acabamento do contorno – exterior
. . .
N49 ...
Fim da maquinagem da peça de trabalho
N50 G915 H1
Pedir os resultados de medição,
N51 IF {V940==1}
se existirem resultados
N52 THEN
N53 V {D1 [X] = D1 [X] + V941}
Adicionar o resultado de medição à correção D1
N54 ENDIF
. . .
Exemplo: supervisão da rotura de ferramenta
. . .
N2 T1
Desbaste do contorno – exterior
. . .
N49 ...
Fim da maquinagem da peça de trabalho
N50 G915 H1
Pedir os resultados de medição,
N51 IF {V940==1}
se existirem resultados
N52 THEN
N53 V {V941 >= 1}
Valor de medição > 1 mm
N54 THEN
N55 PRINTA
"Valor de medição > 1 mm = rotura de ferramenta"
N56 M0
Paragem programada – ciclo desligado
N57 ENDIF
N58 ENDIF
. . .
HEIDENHAIN CNC PILOT 4290
315
4.30 Medição durante o processo e pós-processo
Exemplo: utilização do valor de medição como valor de correção
4.31 Supervisão de carga
4.31 Supervisão de carga
Princípios básicos da supervisão de carga
A "supervisão de carga" verifica o desempenho ou o trabalho dos
acionamentos e compara-os com valores limite que foram
determinados na maquinagem de referência.
O CNC PILOT considera dois valores limite:
Primeiro valor limite excedido: a ferramenta é assinalada como
"usada" e a supervisão do tempo de vida aplica a "ferramenta de
substituição" na execução de programa seguinte (ver “Programação
de ferramentas” na página 128).
Segundo valor limite excedido: a supervisão de carga acusa uma
"rotura de ferramenta" e para a execução do programa (paragem de
ciclo).
Exemplo: supervisão de carga
. . .
N.. G996 Q1 H1
Supervisão do binário – cursos de marcha rápida
não supervisionados
. . .
N.. G14 Q0
N.. G26 S4000
N.. T2
N.. G995 H1 Q9
Supervisionar mandril principal e eixo X
N.. G96 S230 G95 F0.35 M4
N.. M108
N.. G0 X106 Z4
N.. G47 P3
N.. G820 NS..
Supervisionar cursos de avanço do ciclo de
desbaste
N.. G0 Z4
N.. M109
N.. G995
. . .
316
Fim da zona de supervisão
4.31 Supervisão de carga
Determinar zona de supervisão G995
G995 define a "zona de supervisão" e os eixos a supervisionar.
G995 com parâmetro: início da zona de supervisão
G995 sem parâmetro: fim da zona de supervisão (desnecessário,
caso se siga uma outra zona de supervisão)
Parâmetros
H
Número da zona de supervisão (1 <= H <= 999)
Q
Código para eixos (acionamentos a supervisionar)
1: eixo X
2: eixo X
4: eixo Z
8: mandril principal
16: mandril 1
128: eixo C 1
O "número da zona de supervisão" deve ser inequívoco dentro do
programa NC. Por carro são possíveis, no máximo, 49 zonas de
supervisão.
Agregue os códigos, no caso de vários acionamentos
(exemplo: o eixo Z e o mandril principal são
supervisionados: Q=12)
O "código para eixos" é determinado em "números bit
para a supervisão de carga" (parâmetro de comando 15).
Tipo de supervisão de carga G996
G996 define o tipo da supervisão ou desliga provisoriamente a
supervisão de carga.
Parâmetros
Q
Tipo de ativação – alcance da supervisão (predefinição: 0)
Q=0: supervisão não ativa (aplica-se a todo o programa
NC; também G995 programados anteriormente ficam
inativos)
Q=1: não supervisionar movimentos em marcha rápida
Q=2: supervisionar movimentos em marcha rápida
H
Tipo de supervisão (predefinição: 0)
H=0: supervisão do binário e do trabalho
H=1: supervisão do binário
H=2: supervisão do trabalho
HEIDENHAIN CNC PILOT 4290
317
4.32 Funções especiais G
4.32 Funções especiais G
Tempo de espera G4
Com G4, o CNC PILOT espera o tempo "F" e, em seguida, executa o
bloco de programa seguinte. Se G4 for programado em conjunto com
um curso de deslocação num bloco, o tempo de espera fica ativo após
a conclusão do curso de deslocação.
Parâmetros
F
Tempo de espera [seg] (0 < F <= 999)
Paragem exata G7
G7 liga a "paragem exata" de forma auto-retentora. Com "paragem
exata", o CNC PILOT inicia o bloco seguinte quando o ponto final da
"margem de tolerância de posição" é alcançado (margem de tolerância:
ver MP 1106, .. "Regulação de posição do eixo linear").
A "paragem exata" atua em cursos individuais e ciclos. O bloco NC em
que G7 está programado é, desde logo, executado com "paragem
exata".
Paragem exata desligada G8
G8 desliga a "paragem exata". O bloco em que G8 é programado é
executado sem "paragem exata".
Paragem exata G9
G9 ativa a "paragem exata" para o bloco NC em que é programado.
Com "paragem exata", o CNC PILOT inicia o bloco seguinte quando o
ponto final da "margem de tolerância de posição" é alcançado (margem
de tolerância: ver MP 1106, .. "Regulação de posição do eixo linear").
318
G15 inclina o eixo rotativo para o ângulo indicado e desloca em avanço
para a posição programada.
Parâmetros
A, B
B
Y
Ângulo – posição final do eixo rotativo
X, Y, Z
Ponto final do eixo principal (X: medida do diâmetro)
U, V, W
Ponto final do eixo auxiliar
Z
Z
Y
X
X
Utilize G15 para posicionar, não para levantar aparas.
Desligar a zona de proteção G60
G60 suprime a supervisão das zonas de proteção. G60 é programado
antes do comando de deslocação a supervisionar ou a não
supervisionar.
Parâmetros
Q
Exemplo: G60
. . .
N1 T4 G97 S1000 G95 F0.3 M3
Ativar/Desativar
N2 G0 X0 Z5
Q=0: ativar zona de proteção (auto-retentor)
Q=1: desativar zona de proteção (auto-retentor)
N3 G60 Q1
N4 G71 Z-60 K65
N5 G60 Q0
Exemplo de aplicação: Com G60, a supervisão das zonas de
proteção é suprimida provisoriamente para criar uma perfuração
centrada.
HEIDENHAIN CNC PILOT 4290
[desactivar zona de proteção]
[ativar zona de proteção]
. . .
319
4.32 Funções especiais G
Deslocar eixo rotativo G15
4.32 Funções especiais G
Dispositivo tensor na simulação G65
G65 mostra os dispositivos tensores no gráfico de simulação. G65
deve ser programado em separado para cada dispositivo tensor. G65
H.. sem X, Z apaga o dispositivo tensor.
Parâmetros
H
Número de dispositivo tensor (H=1..3; referência a
DISPOSITIVO TENSOR)
X
Ponto inicial – ponto de referência do dispositivo tensor
(medida do diâmetro)
Z
Ponto inicial – ponto de referência do dispositivo tensor
D
Número de mandril (referência: secção DISPOSITIVO
TENSOR)
Q
Forma de fixação (apenas em maxilas) – (predefinição: Q da
secção DISPOSITIVO TENSOR)
Exemplo: G65
Os dispositivos tensores estão descritos na base de dados e são
definidos na secção de programa DISPOSITIVO TENSOR (H=1..3).
. . .
O ponto de referência do dispositivo tensor determina a posição do
dispositivo tensor no gráfico de simulação. A posição do ponto de
referência depende da forma de fixação (ver figura). O ponto de
referência do dispositivo tensor é dimensionado com referência ao
ponto zero da peça de trabalho.
DISPOSITIVO TENSOR 1
O CNC PILOT "reflete" o dispositivo tensor "H=1..3", se este for
colocado à direita da peça de trabalho.
. . .
Instruções sobre a representação e o ponto de referência:
H=1 – mandril:
é representado "aberto"
ponto de referência X: centro do mandril
ponto de referência Z: "aresta direita" (ter em consideração a
largura das maxilas)
H=2 – maxila ("Q" define o ponto de referência e a fixação interior e
exterior):
posição do ponto de referência: ver "Imagem G65"
fixação interior: 1, 5, 6, 7
fixação exterior: 2, 3, 4
H=3 – acessório de fixação (ponta de centragem, contraponta, etc.):
ponto de referência em X: centro do dispositivo tensor
ponto de referência em Z: ponta do dispositivo tensor
Num torno com vários carros, programe os blocos G65
com a "identificação do carro $..". De outro modo, os
dispositivos tensores são marcados repetidamente.
320
H1 ID“KH110“
H2 ID“KBA250-77“
H4 ID“KSP-601N“
BLOCO
N.. G20 X80 Z200 K0
. . .
MAQUINAGEM
$1 N.. G65 H1 X0 Z-234
$1 N.. G65 H2 X80 Z-200 Q4
. . .
[mandril]
[maxila]
[contraponta]
4.32 Funções especiais G
Posição do agregado G66
A simulação só pode representar posições e movimentos de
ferramenta se a posição X e Z ou a posição X, Y, e Z forem conhecidas.
Em carros que se deslocam numa direção (por exemplo, carros de
corte), complete as coordenadas em falta com G66. Em "Deslocação",
pode considerar uma deslocação do ponto zero. Com base nestes
dados, o CNC PILOT simula carros com um eixo.
Parâmetros
X
Ponto inicial. Posição do agregado
I
Deslocação
Z
Ponto inicial. Posição do agregado
K
Deslocação
Y
Ponto inicial. Posição do agregado
J
Deslocação
Aguardar o momento G204
G204 interrompe o programa NC até ao momento indicado.
Parâmetros
D
Dia [1-31] (predefinição: momento mais próximo possível
"H, Q")
H
Hora [0-23]
Q
Minuto [0-59]
Atualizar valores nominais G717
G717 atualiza os valores nominais de posição do comando com os
dados de posição dos eixos.
Aplicação:
apagar o erro de arrasto.
padronização de todos os eixos slave depois de se desligar um
acoplamento de eixos master-slave.
Utilize G717 apenas em "programas de peritos".
HEIDENHAIN CNC PILOT 4290
321
4.32 Funções especiais G
Sair do erro de arrasto G718
G718 impede a atualização automática dos valores nominais de
posição do comando com os dados de posição do eixo (por exemplo,
na deslocação para o batente fixo ou depois da retirada e nova
concessão de uma ativação de controlador).
Parâmetros
Q
Lig/Deslig
Q=0 Desligado
Q=1 Ligado, o erro de arrasto permanece memorizado
Aplicação:
Antes de ligar um acomplamento de eixos master-slave.
Utilize G718 apenas em "programas de peritos".
Valores reais na variável G901
G901 transmite os valores reais para as variáveis V901.. V920.
A função dá origem a uma "paragem do interpretador".
Deslocação do ponto zero na variável G902
G902 transmite a deslocação na direcção Z para as variáveis
V901..V920.
A função dá origem a uma "paragem do interpretador".
Erro de arrasto na variável G903
G903 transmite erros de arrasto atuais (desvio do valor nominal pelo
valor real) para as variáveis V901..V920.
A função dá origem a uma "paragem do interpretador".
Supervisão de rotações bloco a bloco desligada
G907
O CNC PILOT inicia percursos que pressupõem uma rotação do
mandril quando as rotações programadas são alcançadas. G907
desliga esta supervisão das rotações bloco a bloco: o percurso é
iniciado imediatamente.
Programe G907 e o percurso no mesmo bloco NC.
322
4.32 Funções especiais G
Sobreposição de avanço 100% G908
G908 define a sobreposição de avanço em percursos (G0, G1, G2, G3,
G12, G13) bloco a bloco a 100%.
Programe G908 e o percurso no mesmo bloco NC.
Paragem do interpretador G909
O CNC PILOT maquina aprox. 15 a 20 blocos NC "antecipadamente".
Se ocorrerem instruções de variáveis pouco antes da avaliação, serão
processados "valores antigos". G909 para a "interpretação antecipada".
Os blocos NC até ao G909 são processados, só depois é que os blocos
NC seguintes são trabalhados.
Programe G909 sozinho ou juntamente com funções de sincronização
num bloco NC (várias funções G contêm uma paragem do
interpretador).
Comando piloto G918
G918 liga/desliga o comando piloto. Programe G918 antes/depois da
maquinagem de rosca (G31, G33) num bloco NC separado.
Parâmetros
Q
Comando piloto ligado/desligado (predefinição: 1)
Q=0 desligado
Q=1 ligado
Override de mandril 100% G919
G919 liga/desliga a sobreposição de rotações.
Parâmetros
Q
Número do mandril (predefinição: 0)
H
Tipo de limite (predefinição: 0)
H=0: ligar o override de mandril
H=1: override de mandril a 100% – auto-retentor
H=2: override de mandril a 100% – para o bloco NC atual
HEIDENHAIN CNC PILOT 4290
323
4.32 Funções especiais G
Desativar deslocações do ponto zero G920
G920 "desativa" o ponto zero da peça de trabalho e deslocações do
ponto zero. Os percursos e indicações de posição referem-se a
"Ponta da ferramenta – Ponto zero da máquina."
Desativar deslocações do ponto zero,
comprimentos de ferramenta G921
G921 "desativa" o ponto zero da peça de trabalho, deslocações do
ponto zero e medidas de ferramenta. Os percursos e indicações de
posição referem-se a "Ponto de referência do carro – Ponto zero da
máquina."
Número T interno G940
G940 determina a ferramenta de carregador efetivamente a trocar.
Regra geral, G940 é utilizado no âmbito de programas de peritos com
carregadores de disco.
Parâmetros
P
Número da ferramenta na forma "mmDDpp"
mm: número da posição no carregador de disco
DD: posição na lista do carregador
pp: posição do revólver. Numa montagem de ferramenta,
aplica-se "pp=01"
Ao aplicar-se a gestão do tempo de vida, é utilizada uma ferramenta
gémea assim que o tempo de vida da ferramenta programada tiver
expirado. Com G940, determina-se a ferramenta efetivamente a
trocar. A ferramenta programada é entregue em "P". Em resposta, a
ferramenta efetivamente a trocar é escrita nas seguintes variáveis:
V311: pp
V312: dd
V313: mm
V331: mmddpp
324
4.32 Funções especiais G
Transferir correções de posição do carregador
G941
G941 escreve os valores de correção da ferramenta do carregador a
depositar e a ir buscar nas variáveis seguintes. Estes valores de
correção descrevem os desvios das várias posições do carregador das
"medidas padrão".
Escreva o número da ferramenta a depositar em V800 e determine a
ferramenta a ir buscar com G940 antes de programar G941.
Valores de correção da "ferramenta a ir buscar":
V931: correção X
V932: correção Z
V933: correção Y
V934: correção C
Valores de correção da "ferramenta a depositar":
V935: correção X
V936: correção Z
V937: correção Y
V938: correção C
Limite de erro de arrasto G975
G975 comuta para "Limite de erro de arrasto 2" (MP 1106, ..). G975 é
auto-retentor. No final do programa, o CNC PILOT volta a ativar o
"Limite de erro de arrasto padrão".
Parâmetros
H
Limite de erro de arrasto (predefinição: 1)
H=1 limite de erro de arrasto padrão
H=2 limite de erro de arrasto 2
Ativar deslocações do ponto zero G980
G980 "ativa" o ponto zero da peça de trabalho e todas as deslocações
do ponto zero. Percursos e indicações de posição referem-se a "Ponta
da ferramenta – ponto zero da peça de trabalho", tendo em
consideração as deslocações do ponto zero.
HEIDENHAIN CNC PILOT 4290
325
4.32 Funções especiais G
Ativar deslocações do ponto zero,
comprimentos de ferramenta G981
G981 "ativa" o ponto zero da peça de trabalho, todas as deslocações
do ponto zero e as medidas de ferramenta. Percursos e indicações de
posição referem-se a "Ponta da ferramenta – ponto zero da peça de
trabalho", tendo em consideração as deslocações do ponto zero.
Supervisão do mandril do cabeçote móvel G930
G930 ativa/desativa a supervisão do mandril do cabeçote móvel. Ao
ativar a supervisão, define-se a força de contacto máxima para um
eixo. A supervisão do mandril do cabeçote móvel só pode ser ativada
para um eixo por canal NC.
Parâmetros
X/Y/Z
Força de contacto [dN] – a força de contacto é limitada ao
valor indicado
0: desativar supervisão do mandril do cabeçote móvel
>0: a força de contacto é supervisionada
Exemplo de aplicação: aplica-se a função do G930 para utilizar o
contramandril como "cabeçote móvel mecatrónico". Para esse efeito,
o contramandril é equipado com uma contraponta e a força de
contacto é limitada pelo G930. Condição essencial para esta aplicação
é um programa PLC do fabricante da máquina que efetua o comando
do cabeçote móvel mecatrónico em modo de comando manual e
automático.
A partir da versão de software 625 952-04:
A supervisão do erro de arrasto é feita apenas depois da
fase de aceleração.
326
4.32 Funções especiais G
Rotações com constante V G922
A partir da versão de software 625 952-05.
Com velocidade de corte constante (constante V), as rotações do
mandril dependem da posição X da ponta da ferramenta. Através de
G922, é possível determinar se esta situação também deve ser
aplicada a cursos G0.
G922 é válido para o mandril atribuído ao carro.
Parâmetros
H
Tipo de otimização
0: comportamento standard
1: rotações do mandril otimizadas em cursos G0
2: adaptação das rotações em cursos G0 (constante V)
Rotações do mandril otimizadas: na transição de "curso de
deslocação" para "curso de marcha rápida", as rotações do mandril
ficam "bloqueadas" nas rotações do último curso de deslocação. Estas
rotações são mantidas para os outros cursos de marcha rápida.
Apenas no último curso de marcha rápida antes da transição para o
curso de deslocação (nova aproximação) é que as rotações do mandril
voltam a ajustar-se pela posição X da ponta da ferramenta.
Adaptação das rotações em cursos G0: as rotações do mandril
dependem da posição X da ponta da ferramenta.
G922 é ativo memorizado. Aplica-se até ao G922 seguinte ou até ao
final do programa.
Se G922 não for utilizado, aplica-se o seguinte "comportamento
standard":
Máquinas com um carro: em cursos G0, é aplicado o princípio das
"rotações do mandril otimizadas".
Máquinas com vários carros, dos quais também vários carros
com eixo X: a constante V aplica-se também em cursos G0
Máquinas com vários carros mas apenas um carro com eixo X:
o comportamento depende do parâmetro da máquina 18, bit 8.
Bit 8=0: a constante V aplica-se também a cursos G0
Bit 8=1: em cursos G0, é aplicado o princípio das "rotações do
mandril otimizadas".
HEIDENHAIN CNC PILOT 4290
327
4.33 Introduções de dados, saídas de dados
4.33 Introduções de dados, saídas
de dados
Janela de saídas para variáveis # "WINDOW"
WINDOW (x) cria uma janela com o número de linhas "x". A janela abrese com a primeira introdução/saída. WINDOW (0) fecha a janela.
Exemplo:
. . .
Sintaxe:
N.. WINDOWS(8)
WINDOW(número de linhas) (0 <= número de linhas <= 10)
. . .
A "janela padrão" compreende 3 linhas – não é necessário programá-la.
N.. INPUT("Input Diameter:",#1)
. . .
N.. PRINT("Output Diameter:",#1)
. . .
Introdução de variáveis # "INPUT"
Com INPUT, programa-se a introdução de variáveis #, que são
avaliadas durante a compilação do programa.
Sintaxe:
INPUT ("texto",variável)
Definem-se o "texto da introdução" e o "número da variável". O CNC
PILOT para a compilação com "INPUT", apresenta o texto e aguarda a
introdução do valor da variável.
O CNC PILOT mostra a introdução depois de concluído o "comando
INPUT".
328
4.33 Introduções de dados, saídas de dados
Saída de variáveis # "PRINT"
Durante a compilação do programa, PRINT apresenta textos e valores
de variáveis. É possível programar vários textos e variáveis #
consecutivamente.
Sintaxe:
PRINT ("texto",variável,"texto",variável, ..)
Simular variável V
As "variáveis V", assim como todas as introduções e saídas de dados,
são reproduzidas na simulação. É possível atribuir valores às variáveis
V e, deste modo, testar todas as ramificações do programa NC.
Janela de saídas para variáveis V "WINDOWA"
WINDOWA (x) cria uma janela com o número de linhas "x". A janela
abre-se com a primeira introdução/saída. WINDOWA (0) fecha a
janela.
Sintaxe:
WINDOWA(número de linhas) (0 <= número de linhas <= 10)
Exemplo:
. . .
N.. WINDOWSA(8)
. . .
N.. INPUTA("Input Diameter:",#1)
A "janela padrão" compreende 3 linhas – não é necessário programá-la.
. . .
N.. PRINTA("Output Diameter:",#1)
. . .
HEIDENHAIN CNC PILOT 4290
329
4.33 Introduções de dados, saídas de dados
Introdução de variáveis V "INPUTA"
Com INPUTA, programa-se a introdução de variáveis V, que são
avaliadas durante a compilação do programa.
Sintaxe:
INPUTA ("texto",variável)
Definem-se o "texto da introdução" e o "número das variáveis". O CNC
PILOT aguarda a introdução do valor da variável ao ser executado este
comando. A introdução é atribuída à variável e a execução do
programa prossegue.
O CNC PILOT mostra a introdução depois de concluído o "comando
INPUT".
Saída de variáveis V "PRINTA"
Durante a execução do programa, "PRINTA" apresenta textos e valores
de variáveis V no ecrã. É possível programar vários textos e variáveis
consecutivamente.
Sintaxe:
PRINTA ("texto",variável,"texto",variável, ..)
Além disso, os textos e valores de variáveis são enviados para a
impressora, se estiver definido "Saída para impressora ligada"
(parâmetro de comando 1).
330
4.34 Programação de variáveis
4.34 Programação de variáveis
O CNC PILOT compila programas NC antes da execução do programa.
Por esse motivo, faz-se a distinção entre dois tipos de variável:
Sintaxe
Funções matemáticas
Variável #: avaliação durante a compilação do programa NC.
Variável V (ou ocorrências): avaliação durante a execução do
programa NC.
+
Adição
–
Subtração
*
Multiplicação
Ao cálculo aplicam-se as seguintes regras:
/
Divisão
Os cálculos de multiplicação efectuam-se antes dos de somar e
subtrair
Até 6 níveis de parênteses
Variável de número inteiro (apenas em variáveis V): valores
inteiros de
–32767 .. +32768
Variável real: números de vírgula flutuante com, no máximo, 10
casas pré-decimais e 7 decimais
As variáveis permanecem "inalteradas", mesmo que o comando
tenha sido desligado entretanto
Operações de cálculo disponíveis: ver tabela
SQRT(...)
Raiz quadrada
ABS(...)
Valor absoluto
TAN(...)
Tangente (em graus)
ATAN(...)
Arco tangente (em graus)
SIN(...)
Seno (em graus)
ASIN(...)
Arco seno (em graus)
COS(...)
Cosseno (em graus)
ACOS(...)
Arco cosseno (em graus)
ROUND(...)
Arredondamento
Programe blocos NC com cálculos de variáveis com a
"identificação do carro $..", se o seu torno dispuser de
vários carros. De outro modo, os cálculos são efetuados
repetidamente.
LOGN(...)
Logaritmo natural
EXP(...)
Função exponencial ex
INT(...)
Separar casas decimais
Apenas em variáveis #:
HEIDENHAIN CNC PILOT 4290
SQRTA(.., ..)
Raiz quadrada de (a2+b2)
SQRTS(.., ..)
Raiz quadrada de (a2–b2)
331
4.34 Programação de variáveis
Variável #
O CNC PILOT diferencia intervalos de validade com base nos
intervalos numéricos:
As variáveis #0 .. #29 globais dependentes de canal estão
disponíveis para todos os carros (canais NC). Números de variáveis
iguais em carros diferentes não se influenciam. As variáveis
permanecem inalteradas após o final do programa e podem ser
avaliadas pelo programa NC seguinte.
As variáveis #30 .. #45 globais independentes de canal estão
disponíveis uma vez dentro do comando. Se um programa NC altera
uma variável, isso repercute-se em todos os carros. As variáveis
permanecem inalteradas após o final do programa e podem ser
avaliadas pelo programa NC seguinte.
Variáveis #45 ..#50 reservadas para programas de peritos: estas
variáveis não podem ser utilizadas no programa NC.
As variáveis locais #256 .. #285 aplicam-se dentro de um
subprograma.
As indicações de posição e medida são sempre métricas –
mesmo que um programa NC seja executado "em
polegadas".
Ler os valores dos parâmetros para a variável #
Sintaxe:
x = grupo de parâmetros
1: parâmetros da máquina
2: parâmetros do comando
3: parâmetros de ajuste
4: parâmetros de maquinagem
5: Parâmetros PLC
y = número de parâmetro
z = número de subparâmetro
A partir da versão de software 625 952-02:
Verificar se o bit está incluído no valor numérico
Sintaxe:
Última posição X programada (medida do raio), Y, Z
#771
Última posição C programada [º]
#772
Modo de funcionamento ativo:
A função tem como resultado 1, se o bit
pedido estiver incluído no valor
numérico, senão é 0.
Bit => Valor
numérico:
0 => 1
2 => 4
4 => 16
6 => 64
8 => 256
10 => 1024
12 => 4096
14 => 16384
2: Máquina
3: Simulação
4: TURN PLUS
#774
Estado da CRL/CRF:
40: G40 ativo
41: G41 ativo
42: G42 ativo
#775
Número do eixo C selecionado
#776
Correções de desgaste ativas (G148):
0: DX, DZ
1: DS, DZ
2: DX, DS
#778
Unidade de medição: 0=métrico; 1=polegadas
#782
Plano de maquinagem ativo:
17: Plano XY (lado frontal ou posterior)
18: Plano XZ (maquinagem de torneamento)
19: Plano YZ (vista de cima/lateral)
#783, #785,
#786
332
Distância entre a ponta da ferramenta e o ponto de
referência do carro Y, Z, X
#1 = BITSET(x,y)
x = número de bit (0..15) – pode ser
substituído por uma variável #.
y = valor numérico (0..65535) – pode
ser substituído por uma variável #.
Informações NC em variáveis #
#768, #770
#1 = PARA(x,y,z)
1 => 2
3 => 8
5 => 32
7 => 128
9 => 512
11 => 2048
13 => 8192
15 => 32768
Exemplo:
. . .
[lê a "Dimensão da máquina 1 Z" na variável
#1]
N.. #1=PARA(1,7,2)
. . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
4.34 Programação de variáveis
Informações NC em variáveis #
#787
Diâmetro de referência da maquinagem de superfície
lateral (G120)
#788
Mandril em que a peça de trabalho está fixa (G98)
#790
Medida excedente G52-Geo
0: não considerar
1: considerar
#791..#792
Medida excedente G57 X, Z
#793
Medida excedente G58 P
#794..#795
Largura da lâmina em X e Z pela qual o ponto de
referência da ferramenta em G150/G151 é deslocado
#796
Número do mandril para o qual o avanço foi
programado em último lugar
#797
Número do mandril para o qual as rotações foram
programadas em último lugar
#801
Plano inclinado ativo
#802
0: G30 não ativo
1: G30 ativo
#803
Número do idioma selecionado – a sequência dos
idiomas indicada no parâmetro do comando 4
(começando por "0") é determinante
#804
É DataPilot?
0: comando
1: DataPilot
Informações da ferramenta em variáveis #
#512
Tipo de ferramenta com 3 dígitos
#513..#515
1., 2., 3. º dígito do tipo de ferramenta
#516
Comprimento útil (nl) com ferramentas de tornear e
furação:
#517
Direção da maquinagem principal:
0: indefinido
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
#518
Direção da maquinagem secundária em ferramentas
de tornear
HEIDENHAIN CNC PILOT 4290
333
4.34 Programação de variáveis
Informações da ferramenta em variáveis #
#519
Dependendo do tipo de ferramenta:
14*: 1 = execução do lado direito, 2 = do lado
esquerdo (A)
5**, 6**: número de dentes
#520
Dependendo do tipo de ferramenta:
1**, 2**: raio da lâmina (rs)
3**, 4**: diâmetro da ilha (d1)
51*, 52*: diâmetro da fresa frontal (df)
56*, 6**: diâmetro da fresa (d1)
#521
Dependendo do tipo de ferramenta:
11*, 12*: diâmetro da haste (sd)
14*, 15*, 16*, 2**: largura da lâmina (sb)
3**, 4**: comprimento de corte (al)
5**, 6**: largura da fresa (fb)
#522
Posição da ferramenta (referência: direção de
maquinagem da ferramenta):
0: sobre o contorno
1: à direita do contorno
– 1: à esquerda do contorno
#523..#524
Medida de ajuste (ze, xe, ye)
#526..#527
Posição do ponto médio da lâmina I, K (ver figura)
#780
Direção da ferramenta da base de dados
Condição essencial em informações da ferramenta: as
variáveis devem estar "definidas" no programa NC através
de chamada de ferramenta.
334
4.34 Programação de variáveis
Variável V
O CNC PILOT diferencia os intervalos de valores e de validade
seguintes com base nos intervalos numéricos:
Real: V1 .. V199
Número inteiro: V200 .. V299
reservados: V300 .. V900
O programa PLC lê e descreve as variáveis V1..V299.
Perguntas e instruções
Ler/escrever dimensão da máquina (MP 7):
Sintaxe:
V{Mx[y]}
x = medida 1..9 (10..99 apenas para o fabricante da
máquina)
y = coordenada: X, Y, Z, U, V, W, A, B ou C
Ler/escrever correções da ferramenta:
Sintaxe:
V{Dx[y]}
x = número T
y = correção do comprimento: X, Y ou Z
Perguntar ocorrências de impulsos:
Sintaxe:
V{Ex[1]}
x = ocorrência: 20..59, 90
20: o tempo de vida de uma ferramenta expirou
(informação global)
21..59: o tempo de vida desta ferramenta expirou
90: procura de bloco inicial (0=não ativa; 1=ativa)
Perguntar ocorrências externas:
Sintaxe:
V{Ex[y]}
x = carro 1..6
y = bit: 1..16
Pergunta por um bit da ocorrência em 0 ou 1. O
significado da ocorrência é determinado pelo fabricante
da máquina.
HEIDENHAIN CNC PILOT 4290
335
4.34 Programação de variáveis
Perguntas e instruções
Ler/escrever bits de diagnóstico de ferramenta:
Sintaxe:
V{Tx[y]}
x = número T
y = bit: 1..16 (bit=0: não; bit=: sim)
Bit 1: ferramenta usada (razão da imobilização: ver
bit 2..8)
Bit 2: tempo de vida/limite de quantidade
predefinidos alcançados
Bit 3: desgaste da ferramenta, determinado através
medição da ferramenta durante o processo
Bit 4: desgaste da ferramenta, determinado através
medição da peça de trabalho durante o processo
Bit 5: desgaste da ferramenta, determinado através
medição da peça de trabalho pós-processo
Bit 6: rotura da ferramenta, detetada através da
supervisão de carga
Bit 7: desgaste da ferramenta, detetado através da
supervisão de carga
Bit 8: uma "lâmina adjacente" da ferramenta múltipla
está usada
Bit 9: nova lâmina?
Bit 12: o tempo de vida restante da lâmina é <6%
ou o limite de quantidade restante é 1
Os bits de diagnóstico 9..16 contêm "informações
gerais".
Tenha em consideração a interpretação antecipada dos
blocos NC ao trabalhar com variáveis V e, se necessário,
programe uma "paragem do interpretador" (ver
“Paragem do interpretador G909” na página 323).
O conteúdo das variáveis permanece inalterado, mesmo
quando o comando é desligado. Se necessário, inicialize
as variáveis no início do programa, de modo a evitar
conteúdos de variáveis indefinidos.
336
4.34 Programação de variáveis
Ocorrências de impulsos e supervisão do tempo de vida da
ferramenta
A "supervisão do tempo de vida da ferramenta" e a "procura de bloco
inicial" desencadeiam ocorrências de impulsos.
A ocorrência de impulso é atribuída à ferramenta ("Supervisão do
tempo de vida" – modo de funcionamento Comando manual).
Se uma ferramenta está usada, desencadeiam-se a "Ocorrência 20"
(informação global) e a "Ocorrência 1". Com base na "Ocorrência 1",
determina-se a ferramenta usada. Se é a última ferramenta de uma
cadeia de substituição que está usada, desencadeia-se
adicionalmente a "Ocorrência 2".
As "Ocorrências 1 e 2" são definidas individualmente para cada
ferramenta na "Cadeia de substituição".
O CNC PILOT restaura as ocorrências de impulsos no final do
programa (M99).
Se estiver definida uma cadeia de substituição,
programe a "primeira ferramenta" com correção de
ferramenta ou diagnóstico de ferramenta. O CNC PILOT
localiza a ferramenta ativa da cadeia de substituição
(ver “Programação de ferramentas” na página 128).
Dimensão da máquina: tenha em atenção os pontos
de referência. Exemplo: é feito o teach-in de uma
posição relativamente ao ponto zero da máquina. Então,
esta dimensão da máquina deve ser aproximada
também relativamente ao ponto zero da máquina.
O CNC PILOT memoriza diferentes informações em variáveis que
podem ser lidas no programa NC (ver tabela).
Informações em variáveis V
V660
Limite de quantidade:
É definido para "0" no arranque do sistema e ao carregar
um novo programa NC.
É aumentado em "1" com M30, M99 e com um impulso
de contagem (M18).
A contagem de limite de quantidade em V660 difere da
contagem de limite de quantidade na visualização da
máquina.
V840..
V843
G901, G902 e G903 escrevem as posições dos eixos
auxiliares do canal a chamar nas variáveis:
Eixo auxiliar 1
Eixo auxiliar 2
Eixo auxiliar 3
Eixo auxiliar 4
HEIDENHAIN CNC PILOT 4290
337
4.34 Programação de variáveis
Informações em variáveis V
V901..
V920
G901, G902, G903, G912 e G916 escrevem as posições
nas variáveis:
V901..V903: eixo X, Z, Y do carro 1
V904..V906: eixo X, Z, Y do carro 2
V907..V909: eixo X, Z, Y do carro 3
V910..V912: eixo X, Z, Y do carro 4
V913..V915: eixo X, Z, Y do carro 5
V916..V918: eixo X, Z, Y do carro 6
V919: eixo C 1
V920: eixo C 2
Os valores X são memorizados como valores do raio.
As variáveis são sobrescritas, mesmo que ainda não
tenham sido avaliadas.
V921
Desvio angular no "Movimento sincronizado do mandril
G906"
V922/
V923
Resultado com "Desvio angular C G905"
V982
Número de erro com "G912 Registo de valores reais na
medição durante o processo"
V300
Resultado com "G991 Controlo de corte"
Exemplo: variável V
. . .
N.. V{M1[Z]=300}
Define a "dimensão da máquina 1 Z" para "300"
N.. G0 Z{M1[Z]}
Aproxima à "dimensão da máquina 1 Z"
N.. IF{E1[1]==0}
Pergunta "Ocorrência externa 1 – bit 1"
N.. V{D5[X]=1.3}
Define "Correção X com ferramenta 5"
N.. V{V12=17.4}
N.. V{V12=V12+1}
N.. G1 X{V12}
. . .
338
4.35 Execução de bloco condicional
4.35 Execução de bloco condicional
Ramificação de programa
"IF..THEN..ELSE..ENDIF"
A "ramificação condicional" é composta pelos elementos:
IF (se), seguido pela condição. Na "condição", à esquerda e à direita
do "operador relacional" encontram-se sempre variáveis ou
expressões matemáticas.
THEN (então): se a condição é preenchida, executa-se a ramificação
THEN
ELSE (caso contrário): se a condição não é preenchida, executa-se a
ramificação ELSE
ENDIF fecha a "ramificação condicional de programa".
Operadores relacionais para
<
Menor
<=
Menor ou Igual
<>
Diferente
>
Maior
>=
Maior ou Igual
==
Igual
Programação:
Encadear condições:
U
AND
Operador lógico E
OR
Operador lógico OU
U
U
U
U
Selecionar "Instruções > Palavras DIN PLUS" no menu de
maquinagem. O CNC PILOT abre a lista de seleção "Palavras DIN
PLUS".
Selecionar "IF"
Introduzir a "condição"
Inserir os blocos NC da ramificação THEN.
Se necessário: inserir os blocos NC da ramificação ELSE.
As "variáveis V" são reproduzidas na simulação. É possível atribuir
valores às variáveis V e, deste modo, testar todas as ramificações do
programa NC.
Os blocos NC com IF, THEN, ELSE, ENDIF não podem
conter outros comandos.
Podem encadear-se, no máximo, duas condições.
Em ramificações devidas a variáveis V ou ocorrências, o
seguimento de contorno é desligado com a instrução IF
e volta a ser ligado com ENDIF. O seguimento de
contorno é comandado com G702, G703 ou G706.
HEIDENHAIN CNC PILOT 4290
Exemplo: "IF..THEN..ELSE..ENDIF"
. . .
N.. IF{E1[16]==1}
N.. THEN
N..
G0 X100 Z100
N.. ELSE
N..
G0 X0 Z0
N.. ENDIF
. . .
339
4.35 Execução de bloco condicional
Repetição de programa „WHILE..ENDWHILE“
A "repetição de programa" é composta pelos elementos:
WHILE, seguido pela condição. Na "condição", à esquerda e à direita
do "operador relacional" encontram-se sempre variáveis ou
expressões matemáticas.
ENDWHILE fecha a "repetição condicional de programa".
Os blocos NC entre WHILE e ENDWHILE são executados enquanto a
"condição" for preenchida. Se a condição não é satisfeita, o CNC PILOT
continua com o bloco para ENDWHILE.
Programação:
U
U
U
U
Selecionar "Instruções > Palavras DIN PLUS" no menu de
maquinagem. O CNC PILOT abre a lista de seleção "Palavras DIN
PLUS".
Selecionar "WHILE"
Introduzir a "condição"
Inserir blocos NC entre "WHILE" e "ENDWHILE".
As "variáveis V" são reproduzidas na simulação. É possível atribuir
valores às variáveis V e, deste modo, testar todas as ramificações do
programa NC.
Podem encadear-se, no máximo, duas condições.
Se a repetição ocorre devido a variáveis V ou
ocorrências, o seguimento de contorno é desligado com
a instrução WHILE e volta a ser ligado com ENDWHILE.
O seguimento de contorno é comandado com G702,
G703 ou G706.
Se a "condição" no comando WHILE é sempre
preenchida, forma-se um "laço infinito", que é uma causa
de erros frequente nos trabalhos com repetições de
programa.
340
Operadores relacionais
<
Menor
<=
Menor ou Igual
<>
Diferente
>
Maior
>=
Maior ou Igual
==
Igual
Encadear condições:
AND
Operador lógico E
OR
Operador lógico OU
Exemplo: „WHILE..ENDWHILE“
. . .
N.. WHILE (#4<10) AND (#5>=0)
N..
G0 Xi10
. . .
N.. ENDWHILE
. . .
4.35 Execução de bloco condicional
SWITCH..CASE – Ramificação de programa
A "instrução Switch" é composta pelos elementos:
SWITCH, seguido por uma variável. O conteúdo das variáveis é
perguntado nas instruções CASE seguintes.
CASE x: esta ramificação CASE é executada com o valor de variável
x. CASE pode ser programado várias vezes.
DEFAULT: esta ramificação é executada quando nenhuma instrução
CASE correspondeu ao valor de variável. DEFAULT pode ser
suprimido.
BREAK: fecha a ramificação CASE ou DEFAULT
Operadores relacionais
<
Menor
<=
Menor ou Igual
<>
Diferente
>
Maior
>=
Maior ou Igual
==
Igual
Programação:
Encadear condições:
U
AND
Operador lógico E
OR
Operador lógico OU
U
U
U
U
Selecionar "Instruções > Palavras DIN PLUS" no menu de
maquinagem. O CNC PILOT abre a lista de seleção "Palavras DIN
PLUS".
Selecionar "SWITCH"
Introduzir a "variável Switch"
Para cada ramificação CASE:
Selecionar "CASE" (na lista de seleção "Palavras DIN PLUS")
Introduzir a "condição SWITCH" (valor das variáveis) e
inserir os blocos NC a executar
Para a ramificação DEFAULT: inserir os blocos NC a executar
As "variáveis V" são reproduzidas na simulação. É possível atribuir
valores às variáveis V e, deste modo, testar todas as ramificações do
programa NC.
Podem encadear-se, no máximo, duas condições.
Se a ramificação ocorre devido a variáveis V ou
ocorrências, o seguimento de contorno é desligado com
a instrução SWITCH e volta a ser ligado com
ENDSWITCH. O seguimento de contorno é comandado
com G702, G703 ou G706.
HEIDENHAIN CNC PILOT 4290
341
4.35 Execução de bloco condicional
Exemplo: variável V
. . .
N.. SWITCH{V1}
N..
N..
CASE 1
[É EXECUTADO COM V1=1]
É executado com V1=1
[É EXECUTADO COM V1=2]
É executado com V1=2
G0 XI10
. . .
N..
BREAK
N..
CASE 2
N..
G0 XI20
. . .
N..
BREAK
N..
DEFAULT
N..
G0 XI30
. . .
N..
BREAK
N..
ENDSWITCH
. . .
N..
N..
DEFAULT
G0 XI30
. . .
N..
BREAK
N..
ENDSWITCH
. . .
342
Nenhuma instrução CASE correspondeu ao valor de
variável
4.35 Execução de bloco condicional
Plano omitido /..
Um bloco NC com plano omitido anteposto não é executado com o
plano omitido ativo. Ative/desative os planos omitidos em "Modo
automático".
Além disso, pode utilizar o impulso omitido (parâmetro de ajuste 11
"Plano/impulso omitido"). Um "impulso omitido x" ativa o plano omitido
a cada x vezes.
Exemplo: "/1 N 100 G..."
"N100 .." não é executado com o plano omitido 1 ativo.
Identificação do carro $..
Um bloco NC com identificação do carro anteposta só é executado
para o carro indicado. Blocos NC sem identificação do carro são
executados em todos os carros.
Em tornos com um carro, ou se estiver indicado um carro
no "cabeçalho do programa", a identificação do carro não é
necessária.
HEIDENHAIN CNC PILOT 4290
343
4.36 Sub-programas
4.36 Sub-programas
Chamada de subprograma: L"xx" V1
A chamada de subprograma compreende os seguintes elementos:
L: letra identificativa da chamada de subprograma
"xx": nome do subprograma – no caso de subprogramas externos, é
o nome do ficheiro (8 algarismos ou letras, no máximo)
V1: identificação de subprograma externo – é suprimida em
subprogramas locais
Indicações sobre o trabalho com subprogramas:
Os subprogramas externos encontram-se num ficheiro separado.
São chamados por quaisquer programas principais, outros
subprogramas e pelo TURN PLUS.
Os subprogramas locais encontram-se no ficheiro do programa
principal. Só podem ser chamados pelo programa principal.
Os subprogramas podem ser "aninhados" até 6 vezes. Aninhado
significa que, dentro de um subprograma, é chamado um outro
subprograma.
Devem evitar-se recursividades.
Numa chamada de subprograma podem ser programados até 20
"valores de transferência".
Designações: LA até LF, LH, I, J, K, O, P, R, S, U, W, X, Y, Z
Identificação dentro do subprograma: "#__.." seguida da
designação do parâmetro em minúsculas (exemplo: #__la).
Dentro do subprograma, utilizar estes valores de transferência no
âmbito da programação de variáveis.
As variáveis #256 – #285 estão disponíveis em cada subprograma
como variáveis locais.
Caso um subprograma deva ser processado repetidamente, defina
o fator de repetição no parâmetro "Número de repetições Q".
Um subprograma termina com RETURN.
O parâmetro "LN" está reservado para a transferência de
números de bloco. Este parâmetro pode receber um novo
valor, em caso de nova numeração do programa NC.
344
Num subprograma externo podem ser definidas, no máximo, 19
descrições de parâmetros, que são antepostas/pospostas aos campos
de introdução. O CNC PILOT coloca as unidades de medição dos
parâmetros automaticamente em "métrico" ou "polegadas".
pn:
Identificador de parâmetros (la, lb, ...)
n:
Algarismo de conversão para unidades de
medição
A descrição de parâmetros pode ter uma posição qualquer dentro do
subprograma.
0: sem dimensão
1: "mm" ou "polegadas"
2: "mm/R" ou "polegadas/R"
3: "mm/min" ou "polegadas/min"
4: "m/min" ou "pés/min"
5: "R/min"
6: Graus (º)
7: „µm“ ou „µpolegada“
Descrições de parâmetros (ver tabela à direita):
[//] – Começo
[pn=n; s=texto do parâmetro (16 carateres, no máximo) ]
[//] – Fim
Exemplo:
. . .
[//]
[la=1; s=diâm. da haste]
[lb=1; s=ponto inicial em Z]
[lc=1; s=chanfre/arred. (-/+)]
. . .
[//]
. . .
HEIDENHAIN CNC PILOT 4290
345
4.36 Sub-programas
Diálogos em chamadas de subprogramas
4.36 Sub-programas
Imagens de ajuda para chamadas de
subprograma
As imagens de ajuda explicam os parâmetros das chamadas de
subprograma. O CNC PILOT coloca as imagens de ajuda do lado
esquerdo, junto à caixa de diálogo da chamada de subprograma.
A partir da versão de software 625 952-04:
Se anexar à imagem o caráter "_" e o nome do campo de introdução,
é mostrada uma imagem separada para o campo de introdução. Com
campos de introdução que não possuem uma imagem própria, é
visualizada a imagem do subprograma (se existente).
Formato das imagens:
Imagens BMP
Tamanho 410 x 324 pixels
As imagens de ajuda para chamadas de subprogramas são integradas
da seguinte forma:
U
U
U
Dê à imagem de ajuda o nome do subprograma ou o nome do
subprograma e o nome do campo de introdução, assim como a
extensão "ico"
Transfira a imagem de ajuda para o diretório "Data" [dados] (no
DataPilot, para o diretório de dados dependente da máquina)
Copie o ficheiro "UpHelp.res" e dê à cópia o nome do ficheiro de
imagem, assim como a extensão "res". Este ficheiro encontra-se
igualmente no diretório Data (é necessário um ficheiro 'res' por
ficheiro de imagem).
346
4.37 Comandos M
4.37 Comandos M
Comandos M para controlo da execução do
programa
O efeito dos comandos de máquina depende do modelo do seu torno.
Pode acontecer que, no seu torno, se apliquem outros comandos M
às funções referidas. Consulte o manual da sua máquina.
Resumo: comandos M para controlo da execução do programa
M00
Paragem de programa
A execução do programa é parada. "Início de ciclo"
retoma a execução do programa.
M01
Paragem opcional
Com a softkey "Paragem opcional" ativada no modo
automático, a execução do programa para em M01.
"Início de ciclo" retoma a execução do programa. Se a
"Paragem opcional" não estiver ativada, o programa é
executado sem interrupção.
M18
Impulso de contagem
M30
Final do programa
M30 significa "Final do programa ou do subprograma"
(não é necessário programá-lo). Se pressionar "Início
de ciclo" após M30, a execução do programa começa
outra vez no início do programa.
M99 NS..
Fim do programa com reinício
M99 significa "Final do programa e reinício". O CNC
PILOT começa novamente a execução do programa
desde:
o início do programa, se NS não estiver registado
o número de bloco NS, se NS estiver registado
M97
Função de sincronização (ver “Função de
sincronização M97” na página 302)
Funções auto-retentoras (avanço, rotações, número de
ferramenta, etc.) que estejam ativas no final do programa
são aplicadas ao reiniciar o programa. Por isso, as funções
auto-retentoras devem voltar a ser programadas no início
do programa ou a partir do bloco inicial (com M99).
HEIDENHAIN CNC PILOT 4290
347
4.37 Comandos M
Comandos de máquina
O efeito dos comandos de máquina depende do modelo do seu torno.
A tabela seguinte apresenta os comandos M utilizados "regra geral".
Comandos M como comandos de máquina
M03
Mandril principal ligado (cw)
M04
Mandril principal ligado (ccw)
M05
Paragem do mandril principal
M12
Apertar travão do mandril principal
M13
Soltar travão do mandril principal
M14
Eixo C ligado
M15
Eixo C desligado
M19..
Paragem do mandril na posição "C"
M40
Ativar a engrenagem no nível 0 (posição neutra)
M41
Ativar a engrenagem no nível 1
M42
Ativar a engrenagem no nível 2
M43
Ativar a engrenagem no nível 3
M44
Ativar a engrenagem no nível 4
Mx03
Mandril x ligado (cw)
Mx04
Mandril x ligado (ccw)
Mx05
Paragem do mandril x
Consulte o manual da máquina acerca dos comandos M da
sua máquina.
348
Programação de vários carros
Programação de vários carros
ver:
Atribuições
Cabeçalho do programa
Página 144
O campo de introdução "Carro" tem o seguinte significado:
Sem introdução: o programa NC é executado em todos os carros.
Um número de carro: o programa NC é executado neste carro.
Vários números de carro: o programa NC é executado nos carros indicados. Introduza os números de
carro consecutivamente, sem carateres a separá-los.
Identificação do carro
Página 343
Com a identificação do carro, atribui-se um bloco NC a um ou mais carros:
Bloco NC sem identificação do carro: o bloco NC é executado em todos os carros.
Bloco NC com identificação do carro: o bloco NC é executado nos carros indicados. É possível
programar várias identificações de carro.
ATRIBUIÇÃO de palavra DIN PLUS
Página 152
Todos os comandos NC que se sigam ao bloco NC com a palavra-chave "ATRIBUIÇÃO $x" (x: número de
carro) são atribuídos ao carro indicado. A atribuição permanece ativa até ser programada uma nova.
Se se programar um bloco NC com identificação de carro após uma ATRIBUIÇÃO, a identificação de carro
tem prioridade.
Carro de referência para a velocidade de corte/rotações
Página 204
Para cada carro que execute uma maquinagem é necessário programar a velocidade de corte ou as
rotações no início do programa. O carro que tenha executado G96/G97 em último lugar é o carro de
referência. Para a maquinagem é válida a velocidade de corte/rotações do carro de referência. Com
velocidade de corte constante (G96), as rotações do mandril dependem da posição X do carro de
referência.
Nota: aproxime a uma posição X que garanta rotações suficientes, caso o carro de referência termine o
trabalho antes dos outros carros.
Eixo C em máquinas com vários carros
Para eixos C, o CNC PILOT considera os parâmetros dependentes do carro "Offset do ponto zero do eixo
C 1/2" (MP 201, ..). Se o carro executar uma maquinagem de eixo C, é calculado o offset para o eixo C 1
ou 2. Desta forma, a posição C que é programada fica "ligada" à peça de trabalho.
Exemplo: num torno com dois carros colocados frente a frente, executam-se maquinagens de eixo C com
ambos os carros. As posições C que são programadas referem-se à peça de trabalho –
independentemente do carro que executa a maquinagem.
HEIDENHAIN CNC PILOT 4290
349
4.38 Tornos com vários carros
4.38 Tornos com vários carros
4.38 Tornos com vários carros
Programação de vários carros
ver:
Final do programa
Cada carro ativo deve executar um M30/M99 para terminar o programa NC. Recomendação: programe
M30/M99 sem identificação do carro.
Subprogramas
Página 344
Chamada de subprograma: o subprograma é chamado para os carros cuja identificação de carro
esteja programada.
Final de subprograma: o carro a chamar deve terminar o subprograma com RETURN. Recomendação:
programe RETURN sem identificação do carro.
Mecanismos de sincronização
Aguardar o carro: função de sincronização M97
Página 302
Os carros para os quais esteja programado M97 aguardam que todos os carros referidos na identificação
do carro tenham alcançado este bloco. A execução do programa prossegue em seguida. Introduza os
carros a sincronizar na identificação do carro antes do M97 ou programe no parâmetro do M97 o carro
com o qual a sincronização deve ser realizada.
Arranque simultâneo: início sincronizado de cursos G63
Página 301
G63 induz o arranque simultâneo dos carros programados.
Sincronização através de marcas e posições
Página 300
Sincronização unilateral G62: O carro programado com G62 aguarda até que o "Carro Q" alcance a
"Marca H" ou as coordenadas X/Z. Se a marca e as coordenadas X/Z estiverem programadas, o carro
aguarda até que as duas condições estejam preenchidas.
Definir marca de sincronização G162: G162 aplica uma marca de sincronização. A execução do
programa NC para este carro continua sem interrupção.
Nota: em caso de sincronização com coordenadas, esta coordenada deve ser "ultrapassada". Aplica-se o
valor real. Por esse motivo, não sincronize para coordenadas finais de blocos NC, dado que estas não
serão alcançadas, por exemplo, devido ao erro de arrasto.
Teste do programa
A simulação suporta o teste de programas de vários carros através das seguintes características:
Representação dos percursos de vários carros
Visualização dos blocos NC e valores de posição do carro selecionado
A análise do ponto de sincronização representa as dependências dos carros entre si. O gráfico
mostra tempos de maquinagem, trocas de ferramenta, pontos de sincronização e tempos de espera.
As "informações sobre o ponto de sincronização" adicionais mostram detalhes do ponto de troca de
ferramenta ou de sincronização selecionado.
350
Página 406
4.38 Tornos com vários carros
Execução do programa
Visualização de bloco: a visualização de bloco para vários carros
pode ser ajustada. O cursor mostra o bloco NC ativo de cada carro.
Procura de bloco inicial em programas de vários carros:
U
U
U
U
U
U
Ative a visualização de bloco para todos os carros (canais)
envolvidos.
Selecione o bloco inicial do primeiro carro.
Com a tecla de troca de carro, alterne para a visualização de bloco
do carro seguinte.
Selecione o bloco inicial deste carro.
"Aceite" os blocos iniciais.
Inicie a maquinagem.
Procura do bloco inicial:
Selecione, para cada carro, um bloco inicial apropriado.
Cada carro deve ter "trabalhado" o mesmo número de
pontos de sincronização até ao bloco inicial.
HEIDENHAIN CNC PILOT 4290
351
4.38 Tornos com vários carros
Posicionar a luneta
A luneta é posicionada através de um subprograma.
A peça de trabalho é maquinada.
A luneta é conduzida para uma "posição de estacionamento" com
um subprograma.
Programa DIN "Posicionar luneta"
%LUEN_POS.NC
CABEÇALHO DO PROGRAMA
#CARRO
$1$2
Carro 1: suporte de ferramenta; carro 2: luneta
. . .
MAQUINAGEM
N 1 G59 Z1000
. . .
$1$2 N 2 M97
Sincronizar o carro 1 e 2
$2
Posicionar a luneta com o subprograma
N 3 L"LUE_POS" V1 LA300
$1$2 N 4 M97
O carro 1 aguarda a luneta
ATRIBUIÇÃO $1
N 5 G14 Q0
Maquinagem pelo carro 1
N 6 T2
N 7 G95 F0.6 G96 S230 M4
N 8 G0 X350 Z10
N 9 G810 . . .
. . .
$1$2 N 50 M97
A luneta aguarda o final da maquinagem
$2
Luneta até à posição de estacionamento com o
subprograma
N 51 L"LUE_PARK"
$1$2 N 52 M97
Aguardar até que a luneta esteja na posição de
estacionamento
$1$2 N 53 M30
Final do programa para o carro 1 e 2
FIM
352
4.38 Tornos com vários carros
Subprograma DIN "Posicionar luneta"
%LUE_POS.NCS
$2 N 1 G0 Z#__LA
Posicionar a luneta
$2 N 2 M300
Fechar a luneta
. . .
Se necessário, outros comandos de luneta
$2 RETURN
Subprograma DIN "Estacionar luneta"
%LUE_PARK.NCS
$2 N 1 M301
Abrir a luneta
$2 N 2 G701 Z1200
Luneta para a posição de estacionamento
. . .
Se necessário, outros comandos de luneta
$2 RETURN
HEIDENHAIN CNC PILOT 4290
353
4.38 Tornos com vários carros
Luneta acompanhante
A ferramenta e a luneta são "pré-posicionadas" (N3 a N17).
Durante o corte, a luneta acompanha (N19).
Após a maquinagem, a luneta aguarda que a ferramenta tenha
levantado (N20 e N22).
Em seguida, a luneta é levada para uma "posição de
estacionamento" (N24).
Programa DIN "Luneta acompanhante"
%LUENETTE.NC
CABEÇALHO DO PROGRAMA
#CARRO
$1$2
Carro 1: suporte de ferramenta; carro 2: luneta
. . .
REVOLVER 1
T 2 ID"111-80-080.1"
T 4 ID"121-55-040.1"
. . .
MAQUINAGEM
N 1 G59 Z1000
. . .
$1$2 N 2 M97
Sincronizar o carro 1 e 2
ATRIBUIÇÃO $1
N 3 G14 Q0
Carro 1: preparar a maquinagem
N 4 T4
N 5 G95 F0.5 G96 S200 M4
N 6 G0 X300 Z10
. . .
ATRIBUIÇÃO $2
N 15 G0 Z10
Posicionar a luneta
N 16 M300
Fechar a luneta
N 17 G95 F0.5
Avanço da luneta
$1$2 N 18 G63
Os carros 1 e 2 arrancam simultaneamente
$1$2 N 19 G1 Z-800
O carro 1 maquina, a luneta acompanha
ATRIBUIÇÃO $1
N 20 G1 X320 G162 H1
N 21 G14 Q0
354
A ferramenta levanta e define a marca de
sincronização "H1"
N 22 G62 H1 Q1 X318
A luneta aguarda a marca de sincronização "H1" e a
posição X 318
N 23 M301
Abrir a luneta
N 24 G701 Z1200
Luneta para a posição de estacionamento
$1$2 N 25 M97
Aguardar até que o carro 1 e 2 tenham alcançado a
posição final
$1$2 N 26 M30
Final do programa para o carro 1 e 2
FIM
HEIDENHAIN CNC PILOT 4290
355
4.38 Tornos com vários carros
ATRIBUIÇÃO $2
4.38 Tornos com vários carros
Dois carros trabalham simultaneamente
Com uma primeira maquinagem de desbaste, a peça de trabalho é
maquinada até que possa executar-se a maquinagem de
puncionamento.
Paralelamente às maquinagens de desbaste seguintes (N20 a N25),
é executado o recesso (N26 a N34).
O carro 1 define a velocidade de corte. Por isso, após a
maquinagem de desbaste, é levado para uma "posição de
estacionamento" que garanta uma velocidade de corte
suficiente.
Programa DIN "Maquinagem de dois carros"
%12GLEICH.NC
#CARRO
$1$2
. . .
REVOLVER 1
T
2 ID"111-80-040.1"
Ferramenta de desbaste
. . .
REVOLVER 2
T
4 ID"151-0.15-0.5"
. . .
BLOCO
N 1 G20 X30 Z80 K2
PEÇA PRONTA
N 2 G0 X0 Z0
N 3 G1 X16 B-2
N 4 G1 Z-20
N 5 G1 X28 B1
N 6 G1 Z-50
N 7 G22 Z-40 II-4 K-45 B-0.5 R0.2
. . .
356
Ferramenta de punção
4.38 Tornos com vários carros
MAQUINAGEM
$1$2 N 8 M97
Sincronizar o carro 1 e 2
N 9 G97 S1000
N 10 G14 Q0
$1$2 N 11 M97
N 12 G59 Z200
Os dois carros aproximam ao ponto de troca de
ferramenta
Sincronizar o carro 1 e 2
Deslocação do ponto zero para os dois carros
. . .
ATRIBUIÇÃO $1
Carro 1: desbastar antes de puncionar
N 13 T8
N 14 G95 F0.4 G96 S220 M4
Nota: G96 aplica-se aos dois carros
N 15 G0 X40 Z5
N 16 M108
N 17 G47 P3
N 18 G810 NS4 NE6 P2 I0.5 K0.3 X28
Z-60 W180 V3
$1$2 N 19 M97
N 20 G47 P3
Desbaste com limite de corte
O carro 2 aguarda o carro 1
Carro 1: maquinagem de desbaste seguinte
N 21 G820 NS3 NE3 P2 I0.5 K0.3 V3
N 22 G47 P3
N 23 G810 NS4 NE6 P4 I0.5 K0.3 Q2
N 24 M109
N 25 G0 X60 Z10
ATRIBUIÇÃO $2
Carro 1: posição de espera (predefine a velocidade
de corte)
Carro 2: puncionamento paralelamente à
maquinagem de desbaste
N 26 T4
N 27 G95 F0.2
N 28 G0 X32 Z-44
N 29 M108
N 30 G47 P3
N 31 G866 NS7 I0.2
N 32 G0 X32 Z-44
N 33 M109
N 34 G14 Q0
Carro 2: aproximar ao ponto de troca de ferramenta
$1$2 N 35 M97
O carro 1 aguarda o carro 2
$1
Carro 1: aproximar ao ponto de troca de ferramenta
N 36 G14 Q0
$1$2 N 37 M30
Final do programa para o carro 1 e 2
FIM
HEIDENHAIN CNC PILOT 4290
357
4.38 Tornos com vários carros
Dois carros trabalham consecutivamente
O carro 1 executa a maquinagem de desbaste (N10 a N20).
Em seguida, o carro 2 faz o acabamento do contorno (N22 a N34).
Programa DIN "Dois carros consecutivos"
%12NACH.NC
CABEÇALHO DO PROGRAMA
#CARRO
$1$2
. . .
REVOLVER 1
T
2 ID"111-80-040.1"
Ferramenta de desbaste
. . .
T
4 ID"121-55-040.1"
. . .
N 1 G20 X30 Z80 K2
PEÇA PRONTA
N 2 G0 X0 Z0
N 3 G1 X16 B-2
N 4 G1 Z-20
N 5 G1 X28 B1
N 6 G1 Z-50
. . .
358
Ferramenta de acabamento
4.38 Tornos com vários carros
MAQUINAGEM
$1$2 N 7 M97
N 8 G14 Q0
$1$2 N 9 M97
Sincronizar o carro 1 e 2
Os dois carros aproximam ao ponto de troca de
ferramenta
Sincronizar o carro 1 e 2
. . .
ATRIBUIÇÃO $1
Carro 1: maquinagem de desbaste
N 10 G59 Z200
N 11 T8
N 12 G95 F0.4 G96 S220 M4
N 13 G0 X40 Z5
N 14 M108
N 15 G47 P3
N 16 G820 NS3 NE3 P2 I0.5 K0.3 V3
N 17 G810 NS4 NE6 P4 I0.5 K0.3 Z-60
W180 Q2
N 18 M109
N 19 G0 X60 Z10
N 20 G14 Q0
$1$2 N 21 M97
O carro 2 aguarda o carro 1
ATRIBUIÇÃO $2
Carro 2: maquinagem de acabamento
N 22 G59 Z200
N 23 T4
N 24 G95 F0.2 G96 S250 M4
N 25 G0 X40 Z0
N 26 M108
N 27 G47 P3
N 28 G890 NS3 NE3 V3
N 29 G0 X13 Z4
N 30 G47 P3
N 31 G890 NS4 NE6
N 32 M109
N 33 G0 X60 Z10
N 34 G14 Q0
$1$2 N 35 M97
Sincronizar o carro 1 e 2
$1$2 N 36 M30
Final do programa para o carro 1 e 2
FIM
HEIDENHAIN CNC PILOT 4290
359
4.38 Tornos com vários carros
Maquinagem com ciclo de quatro eixos
Os carros 1 e 2 executam conjuntamente a maquinagem de
desbaste (N8 a N15). Para isso, aplica-se o ciclo de desbaste G810
como "ciclo de 4 eixos".
Em seguida, o carro 1 faz o acabamento do contorno (N16 a N18).
Programa DIN "Maquinagem de quatro eixos"
%4ACHS.NC
CABEÇALHO DO PROGRAMA
#CARRO
$1$2
. . .
REVOLVER 1
T 1 ID"111-80-080.1"
Ferramenta de desbaste
T 2 ID"121-55-040.1"
Ferramenta de acabamento
. . .
REVOLVER 2
T 1 ID"111-80-040.1"
Ferramenta de desbaste
. . .
BLOCO
N 1 G20 X100 Z200 K0
PEÇA PRONTA
N 2 G0 X0 Z0
N 3 G1 X50 B8
N 4 G1 Z-150 B6
N 5 G1 X100 B5
N 6 G1 Z-200
. . .
MAQUINAGEM
$1$2 N 7 M97
Sincronizar o carro 1 e 2
ATRIBUIÇÃO $1$2
ambos os carros: troca de ferramenta e préposicionamento
N 8 G14 Q0
N 9 T1
N 10 G59 Z300
N 11 G0 X120 Z5 G95 F1
360
$1
4.38 Tornos com vários carros
$1$2 N 12 M97
Sincronizar o carro 1 e 2
N 13 G96 S300 M4
N 14 G810 NS4 NE5 P5 I0.5 K0.4 B0
Os carros 1 e 2 desbastam simultaneamente
N 15 G14
ATRIBUIÇÃO $1
Carro 1: maquinagem de acabamento
N 16 T2
N 17 G890 NS4 NE5
N 18 G14
$1$2 N 19 M97
Sincronizar o carro 1 e 2
$1$2 N 20 M30
Final do programa para o carro 1 e 2
FIM
HEIDENHAIN CNC PILOT 4290
361
4.39 Maquinagem completa
4.39 Maquinagem completa
Princípios básicos da maquinagem completa
Por maquinagem completa designa-se a maquinagem do lado frontal
e do lado posterior num programa NC. O CNC PILOT suporta a
maquinagem completa em todos os conceitos de máquina usuais.
Para isso, estão disponíveis funções como a transferência de peças
sincronizada angularmente com o mandril a rodar, a deslocação para
batente fixo, o corte controlado e a transformação de coordenadas.
Desta forma, garantem-se tanto um tempo de maquinagem
otimizado, como uma programação fácil da maquinagem completa.
O contorno de torneamento, os contornos para o eixo C e a
maquinagem completa são descritos num programa NC. Para o
reaperto, estão disponíveis programas de peritos que têm em
consideração a configuração do torno.
As vantagens da "maquinagem completa" também podem ser
aproveitadas em tornos com um mandril principal.
Contornos do lado posterior do eixo C: a orientação do eixo XK e,
assim, também a orientação do eixo C estão "vinculadas à peça de
trabalho". Daí resulta, para o lado posterior:
Orientação do eixo XK: "para a esquerda" (lado frontal: "para a direita")
Orientação do eixo C: "em sentido horário"
Sentido de rotação em arcos de círculo G102: "em sentido antihorário"
Sentido de rotação em arcos de círculo G103: "em sentido horário"
Maquinagem de torneamento: o CNC PILOT suporta a maquinagem
completa com funções de conversão e reflexão, de modo que o
princípio
Movimentos na direção + afastam-se da peça de trabalho
Movimentos na direção – aproximam-se da peça de trabalho
é respeitado na maquinagem de lados posteriores.
Regra geral, o fabricante da máquina disponibiliza na máquina
determinados programas de peritos para a transferência da
ferramenta.
Pontos de referência e sistema de coordenadas: a posição dos
pontos de referência da máquina e da peça de trabalho, assim como
os sistemas de coordenadas para o mandril principal e o contramandril
são representados na figura inferior. Com esta estrutura de torno, é
recomendável refletir exclusivamente o eixo Z. Desta forma, é
possível continuar a respeitar o princípio de que "movimentos em
direção positiva afastam-se da peça de trabalho" também em
maquinagens no contramandril.
Por norma, o programa de peritos contém a reflexão do eixo Z e a
deslocação do ponto zero com "NP-Offs".
362
4.39 Maquinagem completa
Programação da maquinagem completa
Na programação do contorno do lado posterior, a orientação do eixo
XK (ou do eixo X) e o sentido de rotação dos arcos de círculo devem
ser respeitados.
Desde que se empreguem ciclos de furação e de fresagem, não há
particularidades a ter em conta na maquinagem do lado posterior,
dado que os ciclos se referem a contornos previamente definidos.
Na maquinagem do lado posterior com os comandos básicos
G100..G103, aplicam-se as mesmas condições que nos contornos do
lado posterior.
Maquinagem de torneamento: os programas de peritos para
reaperto incluem funções de conversão e reflexão. Na maquinagem
do lado posterior (2.ª fixação), aplica-se:
Direção +: afastamento da peça de trabalho
Direção –: aproximação à peça de trabalho
G2/G12: arcos de círculo "em sentido horário"
G3/G13: arcos de círculo "em sentido anti-horário"
Trabalhar sem programas de peritos
Quando as funções de conversão e reflexão não são utilizadas, aplicase o princípio:
Direção +: afastamento do mandril principal
Direção –: aproximação ao mandril principal
G2/G12: arcos de círculo "em sentido horário"
G3/G13: arcos de círculo "em sentido anti-horário"
HEIDENHAIN CNC PILOT 4290
363
4.39 Maquinagem completa
Maquinagem completa com contramandril
G30: o programa de peritos liga a reflexão do eixo Z e a conversão dos
arcos de círculo (G2, G3, ..). A conversão dos arcos de círculo é
necessária para a maquinagem de torneamento e a maquinagem do
eixo C.
G121: o programa de peritos desloca o contorno e reflete o sistema
de coordenadas (eixo Z). Por norma, não é necessária outra
programação do G121 para a maquinagem do lado posterior
(2.ª fixação).
Exemplo: a peça de trabalho é maquinada no lado frontal, transferida
com o programa de peritos para o contramandril e, em seguida,
maquinada no lado posterior (ver figuras).
O programa de peritos assume as tarefas de:
Transferir a peça de trabalho sincronizada angularmente para o
contramandril
Refletir os percursos para o eixo Z
Ativar a lista de conversões
Refletir a descrição do contorno e deslocar para a 2.ª fixação
A reflexão/conversão para a maquinagem do lado posterior (programa
de peritos) é desligada no final do programa com o comando G30.
364
4.39 Maquinagem completa
Maquinagem completa em máquina com contramandril
CABEÇALHO DO PROGRAMA
#CARRO
$1$2
. . .
REVOLVER 1
T1 ID „512-600.10“
T2 ID „111-80-080.1“
T3 ID „514-600.10“
T4 ID „121-55-040.1“
T6 ID „115-80.080“
T8 ID „125-55.040“
DISPOSITIVO TENSOR 1 [DESLOCAÇÃO DO PONTO ZERO Z233]
Dispositivo tensor para a 1.ª fixação
H1 ID“3BACK“
H2 ID“KBA250-86“ X100 Q4
DISPOSITIVO TENSOR 4 [DESLOCAÇÃO DO PONTO ZERO Z196]
Dispositivo tensor para a 2.ª fixação
H1 ID“3BACK“
H2 ID“WBA240-50“ X80 Q4
BLOCO
N1 G20 X100 Z100 K1
PEÇA PRONTA
. . .
SUPERFÍCIE FRONTAL Z0
N13 G308 P-1
N14 G100 XK-15 YK10
N15 G101 XK-10 YK12 B0
N16 G103 XK-4.0725 YK-12.6555 R3 J-12
N17 G101 XK1 YK10
N18 G101 XK10
N19 G309
LADO POSTERIOR Z-98
. . .
MAQUINAGEM
N27 G59 Z233
Deslocação do ponto zero da 1.ª fixação
$1 N28 G65 H1 X0 Z-135 D1
Mostrar dispositivo tensor da 1.ª fixação
$1 N29 G65 H2 X100 Z-99 D1 Q4
HEIDENHAIN CNC PILOT 4290
365
4.39 Maquinagem completa
$1 N30 G14 Q0
$1 N31 G26 S2500
$1 N32 T2
. . .
$1 N62 G126 S4000
Fresar - contorno - exterior - superfície frontal
$1 N63 M5
$1 N64 T1
$1 N65 G197 S1485 G193 F0.05 M103
$1 N66 M14
$1 N67 M107
$1 N68 G0 X36.0555 Z3
$1 N69 G110 C146.31
$1 N70 G147 I2 K2
$1 N71 G840 Q0 NS15 NE18 I0.5 R0 P1
$1 N72 G0 X31.241 Z3
$1 N73 G14 Q0
$1 N74 M105
$1 N75 M109
$1 N76 M15
Preparar reaperto
$1 N77 G65 H1 D1
Apagar dispositivo tensor da 1.ª fixação
$1 N78 G65 H2 D1
$1 $2 N79 M97
Sincronizar carros para o reaperto
$1 $2 N80 L“UMKOMPL“ V1 LA1000 LD369 LE547 LF98 LH98 I3
Prog. de peritos para corte e reaperto:
LA=limite de rotações
LD=posição de recolha Z
LE=posição de trabalho Z – carro 2
LF=comprimento da peça pronta
LH=distância da referência do mandril à aresta de
encosto da peça de trabalho
I=curso de avanço mínimo do batente fixo
$1 $2 N81 M97
$1 N82 G65 H1 X0 Z-100 D4
Ligar o dispositivo tensor do mandril 4
$1 N83 G65 H2 X80 Z-63 D4 Q4
. . .
Maquinagem do lado posterior
$1 $2 N125 G30 H0 Q0
Desligar a maquinagem do lado posterior
$1 $2 N126 M97
N129 M30
FIM
366
4.39 Maquinagem completa
Maquinagem completa com um mandril
G30: regra geral, não é necessário
G121: o programa de peritos reflete o contorno. Por norma, não é
necessária outra programação do G121 para a maquinagem do lado
posterior (2.ª fixação).
Exemplo: a maquinagem do frontal e do posterior é feita num
programa NC. A peça de trabalho é maquinada no lado frontal e, em
seguida, faz-se o reaperto manual. Por fim, é maquinado o lado
posterior.
O programa de peritos reflete e desloca o contorno para a 2.ª fixação.
Maquinagem completa em máquina com um mandril
CABEÇALHO DO PROGRAMA
#CARRO $1
REVOLVER 1
T1 ID „512-600.10“
T2 ID „111-80-080.1“
T4 ID „121-55-040.1“
DISPOSITIVO TENSOR 1 [DESLOCAÇÃO DO PONTO ZERO Z233]
H1 ID“3BACK“
H2 ID“KBA250-86“ X100 Q4
BLOCO
N1 G20 X100 Z100 K1
PEÇA PRONTA
. . .
SUPERFÍCIE FRONTAL Z0
. . .
LADO POSTERIOR Z-98
N20 G308 P-1
N21 G100 XK5 YK-10
N22 G101 YK15
N23 G101 XK-5
N24 G103 XK-8 YK3.8038 R6 I-5 B0
HEIDENHAIN CNC PILOT 4290
367
4.39 Maquinagem completa
N25 G101 XK-12 YK-10
N26 G309
MAQUINAGEM
N27 G59 Z233
Deslocação do ponto zero da 1.ª fixação
N28 G65 H1 X0 Z-135 D1
Mostrar dispositivo tensor da 1.ª fixação
N29 G65 H2 X100 Z-99 D1 Q4
. . .
N82 M15
Preparar reaperto
N83 G65 H1 D1
Apagar dispositivo tensor da 1.ª fixação
N84 G65 H2 D1
N86 L“UMHAND“ V1 LF98 LH99
Programa de peritos para o reaperto manual:
LF=comprimento da peça pronta
LH=distância da referência do mandril à aresta de
encosto da peça de trabalho
N88 G65 H1 X0 Z-99 D1
Ligar o dispositivo tensor da maquinagem do lado
posterior
N89 G65 H2 X88 Z-63 D1 Q4
. . .
N125 M5
N126 T1
N127 G197 S1485 G193 F0.05 M103
N128 M14
N130 M107
N131 G0 X22.3607 Z3
N132 G110 C-116.565
N133 G153
N134 G147 I2 K2
N135 G840 Q0 NS22 NE25 I0.5 R0 P1
N136 G0 X154 Z-95
N137 G0 X154 Z3
N138 G14 Q0
N139 M105
N141 M109
N142 M15
N143 M30
FIM
368
Fresar - lado posterior
4.40 Exemplo de programa DIN PLUS
4.40 Exemplo de programa DIN PLUS
Exemplo de subprograma com repetições do
contorno
Repetições do contorno, incluindo Guardar contorno
CABEÇALHO DO PROGRAMA
#CARRO $1
REVOLVER 1
T2 ID „121-55-040.1“
T3 ID „111-55.080.1“
T4 ID „161-400.2“
T8 ID „342-18.0-70“
T12 ID „112-12-050.1“
BLOCO
N1 G20 X100 Z120 K1
PEÇA PRONTA
N2 G0 X19.2 Z-10
N3 G1 Z-8.5 B0.35
N4 G1 X38 B3
N5 G1 Z-3.05 B0.2
N6 G1 X42 B0.5
N7 G1 Z0 B0.2
N8 G1 X66 B0.5
N9 G1 Z-10 B0.5
N10 G1 X19.2 B0.5
MAQUINAGEM
N11 G26 S2500
N12 G14 Q0
N13 G702 Q0
Guardar contorno
N14 L“1“ V0 Q2
"Qx" = número de repetições
N15 M30
SUBPROGRAMA "1"
N16 M108
N17 G702 Q1
HEIDENHAIN CNC PILOT 4290
Carregar o contorno guardado
369
4.40 Exemplo de programa DIN PLUS
N18 G14 Q0
N19 T8
N20 G97 S2000 M3
N21 G95 F0.2
N22 G0 X0 Z4
N23 G147 K1
N24 G74 Z-15 P72 I8 B20 J36 E0.1 K0
N25 G14 Q0
N26 T3
N27 G96 S300 G95 F0.35 M4
N28 G0 X72 Z2
N29 G820 NS8 NE8 P2 K0.2 W270 V3
N30 G14 Q0
N31 T12
N32 G96 S250 G95 F0.22
N33 G810 NS7 NE3 P2 I0.2 K0.1 Z-12 H0 W180 Q0
N34 G14 Q2
N35 T2
N36 G96 S300 G95 F0.08
N37 G0 X69 Z2
N38 G47 P1
N39 G890 NS8 V3 H3 Z-40 D3
N40 G47 P1
N41 G890 NS9 V1 H0 Z-40 D1 I74 K0
N42 G14 Q0
N43 T12
N44 G0 X44 Z2
N45 G890 NS7 NE3
N46 G14 Q2
N47 T4
Trocar ferramenta de corte
N48 G96 S160 G95 F0.18 M4
N49 G0 X72 Z-14
N50 G150
Colocar o ponto de referência sobre o lado direito da
lâmina
N51 G1 X60
N52 G1 X72
N53 G0 Z-9
N54 G1 X66 G95 F0.18
N55 G42
370
Ligar CRL
4.40 Exemplo de programa DIN PLUS
N56 G1 Z-10 B0.5
N57 G1 X17
N58 G0 X72
N59 G0 X80 Z-10 G40
Desligar CRL
N60 G14 Q0
N61 G56 Z-14.4
Deslocação do ponto zero incremental
RETURN
FIM
HEIDENHAIN CNC PILOT 4290
371
4.41 Modelos DIN PLUS
4.41 Modelos DIN PLUS
Por "modelo" entende-se um bloco de códigos NC predefinido e
ajustado ao torno que está integrado no programa NC. Isso reduz o
esforço de programação e os modelos contribuem para alcançar uma
padronização.
O CNC PILOT diferencia:
O modelo de início, para criar um novo programa NC.
Modelos estruturais, que apoiam a programação de processos
complexos.
Os modelos são guardados no diretório "NCPS" com os nomes
"DINSTART.BEV" ou "VORLAGEx.BEV" (x: 1..9).
O modelo de início
Se existir um modelo de início, este é carregado ao criar um novo
programa NC
O modelo de início deverá conter identificações de secção de
programa, definições de constantes, limites de rotações, deslocações
do ponto zero e instruções semelhantes, assim como informações
ajustadas ao seu torno. Sem modelo de início, o CNC PILOT cria um
novo programa NC contendo apenas as identificações de secção de
programa padrão.
Editar o modelo de início:
U
U
U
U
Início de sessão como "Administrador do sistema"
Selecionar "Prog > Carregar > Modelo" no menu principal
Selecionar "DINSTART" na lista dos modelos
Editar o modelo em "edição livre" e guardá-lo em seguida
Se o modelo de início não estiver disponível no seu comando, crie o
modelo externamente e copie-o com o nome "DINSTART.BEV" para o
diretório "NCPS".
O modelo estrutural
Nos modelos estruturais são definidas sequências de programa, que
são aceites no programa NC ao serem chamadas. Além disso, é
possível influenciar os modelos através de parâmetros de
transferência. Desta forma, a programação de tornos complexos é
facilitada.
Por norma, o fabricante da máquina disponibiliza modelos estruturais
e explica a sua função. O CNC PILOT suporta até 9 modelos
estruturais.
Chamar modelos estruturais:
U
Selecionar "Instru(ções) < Seleção de modelo < .." no menu de
maquinagem (".." o último nível do menu de modelos depende da
máquina)
372
4.41 Modelos DIN PLUS
Formação de um modelo estrutural
Ao chamar um modelo estrutural, os blocos NC do modelo são aceites
no programa NC. Os blocos do modelo estrutural podem estar
organizados de forma a serem complementados com introduções ou
suprimidos. Esta "manipulação" realiza-se através dos parâmetros de
transferência. Além disso, o CNC PILOT completa os números de
bloco.
Influenciar o modelo estrutural:
Marcadores: no modelo, os marcadores têm a sintaxe "#__la" (ou
outra designação de parâmetro). Estes marcadores são substituídos
pelo dado de transferência "la" (ou outra designação de parâmetro).
O dado de transferência pode ser um texto simples, uma função M
ou T ou a chamada de uma função G (inclusive parâmetros). O tipo
do dado de transferência é determinado na declaração dos
parâmetros de transferência.
Suprimir linha: os blocos NC que devam ser eliminados são
precedidos no modelo por um "[[#__la]]" (ou outra designação de
parâmetro). O correspondente parâmetro de transferência "la" (ou
outra designação de parâmetro) é declarado como tipo "Decisão
sim/não". O bloco NC respetivo só é aceite no programa quando a
condição é preenchida – ou seja, quando se introduz "sim".
Parâmetros de transferência em modelos
estruturais
O CNC PILOT suporta até 19 parâmetros de transferência:
[//] – Começo da declaração de parâmetros
[pn; s=texto do diálogo (16 carateres, no máximo); xx ]
[//] – Fim da declaração de parâmetros
Exemplo: "Parâmetros de transferência"
Vorlagex.BEV
[//]
[/la;
s=mandril 0
pn:
Identificador de parâmetros (la, lb, ...)
;e=S0/]
[/lb;
s=função G
;e=G/]
xx:
Tipo da transferência de dados:
[/lc;
s=função M
;e=M/]
sem tipo definido: o texto introduzido é aceite
"e=S0": decisão sim/não com ocupação preliminar "não"
"e=S1": decisão sim/não com ocupação preliminar "sim"
"e=G": função G
Depois de se introduzir o número G, o CNC PILOT abre o
diálogo desta função G. A chamada G, incluindo os
parâmetros, é transferida.
Ativando a tecla "Continuar", é apresentada a lista de
funções G para a seleção de uma função G.
[/ld;
s=função T
;e=T/]
[/le;
s=nome do subprograma
/]
[//]
. . .
"e=M": função M
Introdução do número M. A chamada M é transferida.
Ativando a tecla "Continuar", é apresentada a lista de
funções M para a seleção de uma função G.
"e=T": o CNC PILOT apresenta a lista do revólver para
selecionar uma ferramenta. É transferida a chamada T
selecionada na lista do revólver.
HEIDENHAIN CNC PILOT 4290
373
4.41 Modelos DIN PLUS
Editar modelos estruturais
U
U
U
U
Início de sessão como "Administrador do sistema"
Selecionar "Prog > Carregar > Modelo" no menu principal
Selecionar "Vorlagex" na lista dos modelos
Editar o modelo em "edição livre" e guardá-lo em seguida
Imagens de ajuda para modelos estruturais
Os parâmetros de transferência dos modelos estruturais são
explicados através de imagens de ajuda. O CNC PILOT coloca as
imagens de ajuda do lado esquerdo, junto à caixa de diálogo.
A imagem de ajuda recebe o nome do modelo. Se se anexar à imagem
o caráter "_" e o nome do campo de introdução, é mostrada uma
imagem separada para o campo de introdução. Com campos de
introdução que não possuem uma imagem própria, é visualizada a
imagem do modelo (se existente).
Formato das imagens:
Imagens BMP
Tamanho 410 x 324 pixels
As imagens de ajuda para modelos são integradas da seguinte forma:
U
U
U
Dê à imagem de ajuda o nome do modelo ou o nome do modelo e
o nome do campo de introdução, assim como a extensão "ico"
Transfira as imagens de ajuda para o diretório "Data" [dados] (no
DataPilot, para o diretório de dados dependente da máquina)
Copie o ficheiro "UpHelp.res" e dê à cópia o nome do ficheiro de
imagem, assim como a extensão "res". Este ficheiro encontra-se
igualmente no diretório Data (é necessário um ficheiro 'res' por
ficheiro de imagem).
O menu de modelos
Menu de modelos: o "último nível" do menu de modelos é definido
com a lista de palavras de comprimento fixo "....", que varia conforme
o idioma. Nesta lista de palavras de comprimento fixo, regista-se o
texto do menu para os modelos 1..9.
374
4.41 Modelos DIN PLUS
Exemplo de um modelo
Exemplo „VORLAGEx.BEV“
%VORLAGEX.BEV
Grupo de blocos de maquinagem para o carro 1
[//]
Declarar parâmetros de transferência
[/LB;
S=WKZ PARA SP0
;E=S0/]
[/LB;
S=WKZ PARA SP3
;E=S0/]
[/LF;
S=FUNÇÃO G
[/LH;
S=CRIAR SUBPROGRAMA
[/J;
S=NOME DO SUBPROGRAMA
Decisão sim/não
Função G
;E=G/]
;E=S0/]
/]
Aceitar o texto introduzido
[//]
[[#__LH]]
[===== SUBPROGRAMA ====]
[[#__LH]]
SUBPROGRAMA "#__J"
[[#__LB]]
G714 ID ““ [FERRAMENTA]
Carro 1 para mandril 0
[[#__LB]]
G96 S100 G95 F0.05 M4 [TECNOLOGIA]
Tecnologia para o mandril principal
[[#__LB]]
G0 [POSIÇÃO DE APROXIMAÇÃO]
[[#__LB]]
M107 [AGENTE REFRIGERANTE LIGADO]
[[#__LB]]
G47 P3 [DISTÂNCIA DE SEGURANÇA]
[[#__LB]]
#__LF
[[#__LB]]
M109 [AGENTE REFRIGERANTE DESLIGADO]
Marcador de função G
[[#__LB]]
G14 Q1 [APROXIMAR AO PONTO DE TROCA DE
FERRAMENTA]
[[#__LC]]
G714 ID ““ [FERRAMENTA]
Carro 1 para mandril 3
[[#__LC]]
G396 S100 G395 F0.05 M303 [TECNOLOGIA]
Tecnologia para mandril 3
[[#__LC]]
G0 [POSIÇÃO DE APROXIMAÇÃO]
[[#__LC]]
M107 [AGENTE REFRIGERANTE LIGADO]
[[#__LC]]
G47 P3 [DISTÂNCIA DE SEGURANÇA]
[[#__LC]]
#__LF
[[#__LC]]
M109 [AGENTE REFRIGERANTE DESLIGADO]
Marcador de função G
[[#__LC]]
G14 Q1 [APROXIMAR AO PONTO DE TROCA DE
FERRAMENTA]
[[#__LH]]
RETURN
HEIDENHAIN CNC PILOT 4290
375
4.41 Modelos DIN PLUS
A chamada de modelo realiza-se com as seguintes introduções:
U
U
U
U
U
Ferramenta para Sp0: não
Ferramenta para Sp3: sim
Função G: "810", assim como parâmetros da função G810
Criar subprograma: sim
Nome do subprograma: "Schru1"
A partir daí, o CNC PILOT gera a seguinte sequência de programa:
[===== SUBPROGRAMA ====]
SUBPROGRAMA "SCHRU1"
Chamada de subprograma com o nome indicado
N
2
G714 ID ““ [FERRAMENTA]
Carro 1 para mandril 3
N
3
G396 S100 G395 F0.05 M303 [TECNOLOGIA]
N
4
G0 [POSIÇÃO DE APROXIMAÇÃO]
N
5
M107 [AGENTE REFRIGERANTE LIGADO]
N
6
G47 P3 [DISTÂNCIA DE SEGURANÇA]
N
7
G810 NS.. NE.. ...
N
8
M109 [AGENTE REFRIGERANTE DESLIGADO]
N
9
G14 Q1 [APROXIMAR AO PONTO DE TROCA DE FERRAMENTA]
RETURN
376
Função G com os parâmetros indicados
Maquinagem de torneamento
Função
Geometria
Maquinagem
Elementos individuais
G0..G3
G12 / G13
G810 Ciclo de desbaste longitudinal
G820 Ciclo de desbaste transversal
G830 Ciclo de desbaste paralelo ao contorno
G835 Paralelamente ao contorno com ferramenta
neutra
G860 Ciclo de recesso universal
G869 Ciclo de torneamento de punção
G890 Ciclo de acabamento
Recesso
G22 (padrão)
G860 Ciclo de recesso universal
G866 Ciclo de recesso simples
G869 Ciclo de torneamento de punção
Recesso
G23
G860 Ciclo de recesso universal
G869 Ciclo de torneamento de punção
Rosca com entalhe
G24
G810 Ciclo de desbaste longitudinal
G820 Ciclo de desbaste transversal
G830 Ciclo de desbaste paralelo ao contorno
G890 Ciclo de acabamento
G31 Ciclo de rosca
Entalhe
G25
G810 Ciclo de desbaste longitudinal
G890 Ciclo de acabamento
Rosca
G34 (padrão)
G37 (geral)
G31 Ciclo de rosca
Furo
G49 (centro de rotação)
G71 Ciclo de perfuração simples
G72 Furação de alargamento, rebaixamento, etc.
G73 Ciclo de roscagem
G74 Ciclo de profundidade do furo
HEIDENHAIN CNC PILOT 4290
377
4.42 Conexão entre comandos de geometria e maquinagem
4.42 Conexão entre comandos de
geometria e maquinagem
4.42 Conexão entre comandos de geometria e maquinagem
Maquinagem do eixo C – Lado frontal/posterior
Função
Geometria
Maquinagem
Elementos individuais
G100..G103
G840 Fresagem de contorno
G845/G846 Fresagem de caixa Desbaste/
Acabamento
Figuras
G301 Ranhura linear
G302/G303 Ranhura circular
G304 Círculo completo
G305 Retângulo
G307 Polígono regular
G840 Fresagem de contorno
G845/G846 Fresagem de caixa Desbaste/
Acabamento
Furo
G300
G71 Ciclo de perfuração simples
G72 Furação de alargamento, rebaixamento, etc.
G73 Ciclo de roscagem
G74 Ciclo de profundidade do furo
Maquinagem do eixo C – Superfície lateral
Função
Geometria
Maquinagem
Elementos individuais
G110..G113
G840 Fresagem de contorno
G845/G846 Fresagem de caixa Desbaste/
Acabamento
Figuras
G311 Ranhura linear
G312/G313 Ranhura circular
G314 Círculo completo
G315 Retângulo
G317 Polígono regular
G840 Fresagem de contorno
G845/G846 Fresagem de caixa Desbaste/
Acabamento
Furo
G310
G71 Ciclo de perfuração simples
G72 Furação de alargamento, rebaixamento, etc.
G73 Ciclo de roscagem
G74 Ciclo de profundidade do furo
378
Simulação gráfica
HEIDENHAIN CNC PILOT 4290
379
5.1 O modo de funcionamento Simulação
5.1 O modo de funcionamento
Simulação
A "simulação" representa graficamente contornos programados,
movimentos de deslocação e processos de levantamento de aparas.
O CNC PILOT tem em conta o espaço de trabalho, ferramentas e
dispositivos tensores segundo a escala.
As maquinagens com o eixo C são controladas nas janelas auxiliares
(janela frontal/lateral e vista lateral).
Em programas NC complexos com ramificações de programa, cálculo
de variáveis, ocorrências externas, etc., as introduções e ocorrências
são simuladas para testar todas as ramificações de programa.
O CNC PILOT suporta o teste de programa para tornos com vários
carros e a maquinagem de até quatro peças de trabalho num
espaço de trabalho.
Durante a simulação, o CNC PILOT calcula os tempos de pico e não
produtivos de cada ferramenta.
A análise do ponto de sincronização suporta vários carros na análise
e optimização de programas NC.
Funções do modo de funcionamento de simulação:
Simulação de contorno: representação de contornos programados
(ver "Simulação de contorno" na página 393)
Simulação de maquinagem: controlo do processo de
levantamento de aparas (ver "Simulação da maquinagem" na página
395)
Simulação de movimento: representação da maquinagem "em
tempo real" com seguimento de contorno permanente (ver
"Simulação de movimento" na página 399)
Vista 3D: representação 3D de contornos de torneamento (ver
"Vista 3D" na página 402)
Cálculo de tempo: representação dos tempos de pico e não
produtivos de cada aplicação da ferramenta (ver "Cálculo do tempo"
na página 407)
Análise do ponto de sincronização: representação da
maquinagem de peças de trabalho com vários carros. Ao mesmo
tempo, são representadas tanto a execução temporal como a
dependência dos carros entre si (ver "Análise do ponto de
sincronização" na página 407).
Funções debug: visualização e simulação de variáveis e ocorrências
(ver "Funções de Debug" na página 403)
380
5.1 O modo de funcionamento Simulação
Divisão do ecrã, softkeys
Divisão do ecrã
1
2
3
4
5
6
Linha de informação: modo de funcionamento secundário da
simulação, programa NC simulado
Janela de simulação: a maquinagem é representada em até três
janelas
Visualização do bloco: bloco NC programado – visualização
alternativa de variáveis
Visualização de posição: número de bloco NC, valores de posição,
informações da ferramenta – valores de corte alternativos
Símbolos dos carros
Estado da simulação, estado da deslocação do ponto zero
Softkeys
Mudança para o modo de
funcionamento DIN PLUS
Mudança para o modo de
funcionamento TURN PLUS
Alternar para o carro seguinte
Ativar a lupa
Modo de bloco único:
paragem após cada bloco NC de
origem
Modo de bloco básico:
paragem após cada elemento de
contorno ou cada percurso
Representação de percursos: linha
ou pista (da lâmina)
Representação de ferramentas:
ponto de luz ou ferramenta
Muda para a janela de simulação
seguinte
Chamar a "seleção" seguinte nos
diálogos
HEIDENHAIN CNC PILOT 4290
381
5.1 O modo de funcionamento Simulação
Elementos de representação
Sistemas de coordenadas: o ponto zero do sistema de
coordenadas corresponde ao ponto zero da peça de trabalho. As
setas dos eixos X e Z indicam a direção positiva. Se o programa NC
maquinar várias peças de trabalho, são apresentados os sistemas
de coordenadas de todos os carros implicados.
Representação do bloco
Programada: bloco programado
Não programada: "Bloco padrão" do parâmetro de comando 23
Representação da peça pronta (e contornos auxiliares)
Programado: peça pronta programada
Não programado: sem representação
Plano inclinado: a simulação representa o plano inclinado como
contorno auxiliar quando este é definido com a "SUPERFÍCIE
LATERAL_Y .." [MANTEL_Y..].
Representação de ferramentas: o CNC PILOT gera a imagem da
ferramenta a partir dos parâmetros da base de dados de
ferramentas. Pode decidir se deseja apresentar a ferramenta
completa ou apenas a "área cortante" no "Número da imagem"
(número da imagem = –1: nenhuma representação de ferramentas).
Programada no programa NC: é utilizada a ferramenta programada
na secção REVÓLVER
Não programada no programa NC: é utilizado o registo da lista de
ferramentas
Representação do dispositivo tensor: a simulação representa
dispositivos tensores quando estes são programados através de
"G65 Dispositivos tensores para gráfico".
O CNC PILOT gera o dispositivo tensor a partir dos parâmetros da
base de dados de dispositivos tensores.
Ponto de luz: o ponto de luz (retângulo pequeno e branco)
representa a ponta da lâmina teórica.
382
5.1 O modo de funcionamento Simulação
Visualizar
A visualização do bloco apresenta os blocos NC programados
(blocos NC de origem). Esta é determinada na caixa de diálogo
"Seleção de janela" (ver "Janela de simulação" na página 387):
Visualização de bloco para os carros selecionados
Visualização de bloco para os carros marcados na caixa de diálogo
"Seleção da janela"
Em alternativa à visualização de bloco, a simulação apresenta quatro
variáveis: ver "Funções de Debug" na página 403
Visualização de posição:
Os seguintes campos de visualização são "permanentes":
N: número de bloco do bloco NC de origem
X, Z, C: valores de posição (valores reais)
Os seguintes campos de visualização dependem da definição da
"Linha de estado":
Definição padrão (valores dos carros selecionados):
valores de posição (valores reais)
posição do revólver da ferramenta ativa
Definição dos "dados de tecnologia":
Rotações
Avanço
Direção de rotação do mandril
Comutação entre "Definição padrão" e "Visualização dos dados de
tecnologia":
U
Escolher "Ajustar > Linha de estado" ou ativar "Página anterior/
seguinte".
O parâmetro de comando 1 ("Definições") é determinante
para a visualização no sistema "métrico ou em polegadas".
A definição no CABEÇALHO DO PROGRAMA não tem
qualquer influência sobre a operação e visualização no
modo de funcionamento Simulação.
HEIDENHAIN CNC PILOT 4290
383
5.1 O modo de funcionamento Simulação
Visualizações de carros: os símbolos dos carros contêm
informações sobre o sistema de coordenadas e o contorno atual
maquinado.
Símbolos dos carros
Informações dos símbolos dos carros:
$n (n: 1..6): identificação do carro
Sistema de coordenadas configurado
Número no sistema de coordenadas: contorno a
ser atualmente maquinado por este carro
O símbolo do carro selecionado encontra-se
assinalado
A comutação entre carros é feita através de softkey.
Visualizações para contornos: se estiverem definidos vários
contornos no programa NC, a simulação representa o símbolo de
contorno correspondente.
Símbolo de contorno
Informações dos símbolos de contorno:
Qn (n: 1..4): contorno n
Posição do sistema de coordenadas
O símbolo do contorno selecionado encontra-se
assinalado
O sistema de coordenadas do contorno selecionado é
apresentado na janela de simulação.
Seleção de um contorno
U
U
Selecionar "Ajustar > Seleção de contorno". A simulação abre a caixa
de diálogo "Selecionar contorno".
Definir o contorno desejado no campo "Contorno selecionado"
384
5.1 O modo de funcionamento Simulação
Deslocações do ponto zero
Defina na caixa de diálogo "Selecionar contorno" (Opção de menu
"Ajustar > Seleção de contorno") se as deslocações do ponto zero
deverão ser tidas em conta na simulação. Em alternativa, pode utilizar
o touchpad para clicar no símbolo "Deslocações de ponto zero" para
alterar a definição.
Quando se utiliza a identificação de secção de programa CONTORNO
e G99, independentemente do estado da deslocação de ponto zero,
aplica-se o seguinte:
A peça de trabalho (o contorno) é representada na posição definida
em CONTORNO
G99 X.. Z.. desloca a peça de trabalho para uma nova posição
Calcular deslocações do ponto zero:
O ponto zero da máquina é o ponto de referência para o
posicionamento de contornos e para os percursos
As deslocações de ponto zero são calculadas
Não calcular deslocações do ponto zero:
O ponto zero da peça de trabalho é o ponto de referência
para os percursos
As deslocações do ponto zero são ignoradas
Uma alteração do estado terá efeito apenas quando a
simulação for reiniciada. Os símbolos serão apresentados
com uma cor pálida enquanto as definições alteradas não
forem consideradas.
HEIDENHAIN CNC PILOT 4290
385
5.1 O modo de funcionamento Simulação
Representação de curso
Os cursos em marcha rápida são representados através de uma
linha branca tracejada.
Dependendo da definição da softkey, os cursos de avanço serão
apresentados como uma linha ou "pista da lâmina":
Representação como linha: uma linha transversal representa o
caminho da ponta da lâmina teórica. A representação como linha é
adequada para se obter uma vista geral rápida sobre a distribuição
de cortes. Não é, no entanto, tão apropriada para o controlo de
linhas, uma vez que o curso da ponta da lâmina teórica não
corresponde ao contorno da peça de trabalho. No CNC, esta
"distorção" é compensada pela correção do raio da lâmina. É possível
definir a cor do curso de avanço em função do número T (parâmetro
de comando 24).
Representação como pista da lâmina: o CNC PILOT representa a
superfície que é atravessada pela "área cortante" da ferramenta a
sombreado. Ou seja, a área de levantamento de aparas é visualizada
de acordo com a exata geometria da lâmina (raio da lâmina, largura
da lâmina, posição da lâmina, etc.). Assim, é possível controlar na
simulação se o material se mantém intacto, se o contorno se
estraga ou se as sobreposições são demasiadamente grandes. A
representação como pista da lâmina é especialmente interessante
para as maquinagens de puncionamento/furação e para as
maquinagens de inclinações, uma vez que a forma da ferramenta é
decisiva para o resultado.
386
5.1 O modo de funcionamento Simulação
Janela de simulação
Com as janelas de simulação descritas abaixo, é possível controlar a
maquinagem de torneamento, assim como a operações de furação e
fresagem.
Janela de torneamento: o contorno de torneamento é
representado no sistema de coordenadas XZ.
Janela frontal: a representação de contornos e percursos é feita no
plano XY, de acordo com a posição do mandril. A posição do mandril
a 0º encontra-se no eixo X positivo (denominação "XK").
Janela lateral: a representação de contornos e percursos orientase pela posição no "desenvolvimento da superfície lateral"
(denominação: CY) e pelas coordenadas Z. Os contornos da
superfície lateral são desenhados "na superfície da peça de trabalho"
(os contornos da superfície lateral são desenhados "no fundo de
fresagem" na janela de gráfico do editor DIN PLUS).
Vista lateral (YZ): a representação dos contornos e percursos é
feita no plano YZ. Aí são tidas em consideração exclusivamente as
coordenadas Y e Z, não a posição do mandril (ver imagem abaixo).
As janelas frontal e lateral trabalham com a posição
"fixa" do mandril. Quando o torno roda a peça de
trabalho, a simulação movimenta a ferramenta.
A "Janela lateral" e a "Vista lateral (YZ)" são representadas
alternativamente.
A janela lateral é adequada para a simulação de
maquinagens de furação e fresagens com o eixo C.
A vista lateral é adequada para simulação do eixo Y e
para maquinagens em planos inclinados.
HEIDENHAIN CNC PILOT 4290
387
5.1 O modo de funcionamento Simulação
Definir janela de simulação
Caixa de diálogo Seleção da janela:
U
Selecionar "Ajustar > Janela": o CNC PILOT abre a caixa de diálogo
para as definições referidas seguidamente.
Defina:
a combinação de janelas
Representação de curso nas janelas auxiliares: as janelas frontal e
lateral e a vista lateral são consideradas "janelas auxiliares". Quando
a simulação representa percursos nestas janelas, depende da
seguinte definição:
Automático: a simulação representa percursos quando foi
executado o eixo C inclinado ou um G17 ou um G19. Um G18 ou
a inclinação para fora do eixo C param a saída dos percursos.
Sempre: a simulação apresenta cada percurso em todas as
janelas de simulação.
Visualização do bloco de origem: a visualização do bloco apresenta
os blocos NC programados (blocos NC de origem) de um ou mais
carros. Defina:
A visualização do bloco de origem para o(s) carro(s) atual(is)
(selecionado(s))
A visualização do bloco de origem para os carros marcados
388
5.1 O modo de funcionamento Simulação
Configurar simulação
Definição do carro:
U
Selecionar "Ajustar > Carro": o CNC PILOT abre a caixa de diálogo
"Definição do carro" para as seguintes definições:
Saída do curso para "todos os carros": a simulação representa os
percursos de todos os carros.
Saída do curso para o "carros atual": a simulação representa os
percursos do carro selecionado.
Posição do carro x: a simulação apresenta os percursos do carro
"Antes/depois do centro de rotação".
Botão "Repor": é assumida a posição do carro definida nos
parâmetros da máquina.
Representação do contorno:
U
Selecionar "Ajustar > Seleção de contorno": o CNC PILOT abre a
caixa de diálogo "Seleção de contorno" para as seguintes definições:
Contorno selecionado: contorno apresentado na "Vista de
torneamento" e nas vistas auxiliares.
Vista de torneamento "Apresentação do contorno selecionado": a
simulação representa exclusivamente o "contorno selecionado".
Vista de torneamento "Representar todos os contornos": a
simulação representa todos os contornos definidos no programa
NC.
Simulação de pontos zero NC: dependendo desta definição, as
deslocações do ponto zero são/não são consideradas.
Desenvolvimento da superfície lateral:
U
Selecionar "Ajustar > Ponto zero C" com a janela lateral ativa: o CNC
PILOT abre a caixa de diálogo "Ponto zero". Defina o ângulo no qual
o desenvolvimento da superfície lateral deve ser "cortado". Este
ângulo encontra-se no eixo Z ( Definição padrão: ângulo C = 0º)..
HEIDENHAIN CNC PILOT 4290
389
5.1 O modo de funcionamento Simulação
Adaptar secção da imagem (lupa)
Estando a simulação no estado parado, é possível ampliar/reduzir a
secção da imagem com a "Lupa".
Ajustar a lupa através do teclado:
U
Ativar a "Lupa". Um "retângulo vermelho" assinala a
nova secção da imagem.
No caso de existirem várias janelas de simulação:
U Definir janela
U
Ajustar a secção da imagem:
Ampliar: "Página seguinte"
Reduzir: "Página anterior"
Deslocar: teclas de cursor
U
Sair da lupa. É representada a nova secção da imagem
Ajustar a lupa com o touchpad:
U
Posicionar o cursor num canto da secção da imagem
U
Com o botão esquerdo do rato pressionado, arrastar o
cursor para o canto oposto da secção da imagem
U
Botão direito do rato: voltar ao tamanho padrão
U
Sair da lupa. É representada a nova secção da
imagem.
As definições padrão são efetuadas através de softkey (ver tabela). Na
definição "Com coordenadas", é possível definir a expansão da janela
de simulação e a posição do ponto zero da peça de trabalho. A
definição refere-se ao carro selecionado.
390
Softkeys para definições padrão
Última definição "Peça de trabalho
máxima" ou "Espaço de trabalho"
Elimina o último aumento
Apresentar a peça de trabalho com o
maior aumento possível
Representar o espaço de trabalho,
incluindo o ponto de troca de
ferramenta
Definir janela de simulação
5.1 O modo de funcionamento Simulação
Erros e avisos
Caso surjam avisos durante a compilação do programa NC, estes
serão apresentados no cabeçalho.
Estes avisos podem ser examinados durante uma paragem da
simulação ou após a simulação:
U
Selecionar "Defin(ições) > Avisos"
U
Caso existam vários avisos: mudar para o próximo
aviso com ENTER
O CNC PILOT apaga um aviso assim que a mensagem é confirmada
com ENTER. São guardados, no máximo, 20 avisos.
Casos surjam erros durante a compilação do programa NC, a
simulação é interrompida.
Ativar simulação
Carregar programa NC:
U
Selecionar "Prog > Carregar": o CNC PILOT apresenta uma caixa de
seleção com todos os programas NC principais.
U Selecionar e carregar programa NC
Aceitar o programa NC a partir de DIN PLUS:
U
Selecionar "Prog > De DIN PLUS"
Após alterações do programa no editor DIN PLUS, ative a
função "Novo" para simular o programa NC alterado.
Selecionar tipo de simulação:
U
U
U
U
"Contorno" chama a simulação de contorno
"Maquinagem" chama a simulação de maquinagem
"Movimento" chama a simulação de movimento
"Vista 3D" chama a representação 3D
HEIDENHAIN CNC PILOT 4290
391
5.1 O modo de funcionamento Simulação
Modo de simulação
Pode definir por softkey se pretende que a simulação seja efetuada de
forma contínua ou por blocos.
U
Bloco simples: paragem após cada bloco NC de
origem
U
Bloco básico
Simulação de contorno: paragem após cada
elemento de contorno
Simulação de maquinagem ou movimento:
paragem após cada percurso
U
Sem paragem (softkeys de bloco simples e bloco
básico não pressionadas): a simulação é realizada
"sem paragens"
U
Opção de menu "Parar": a simulação é parada
U
Opção de menu "Continuar": a simulação é retomada
Durante uma paragem de simulação, pode alterar o modo, aplicar
outras definições e mudar para medição.
392
5.2 Simulação de contorno
5.2 Simulação de contorno
Funções da simulação de contorno
A condição para que a simulação de contorno seja efetuada é que os
contornos estejam programados (descrição do bloco/peça pronta,
contornos auxiliares). Se as descrições de contorno não estiverem
completas, a representação faz-se "caso seja possível".
Na simulação de contorno é possível
selecionar entre "Representação de corte ou de visualização".
verificar a programação dos contornos através da estrutura dos
contornos no bloco simples.
verificar os parâmetros de um elemento de contorno (medição de
elemento).
medir todos os pontos de contorno relativos a um ponto de
referência (medição de pontos).
Comandar simulação de contorno:
U
Selecionar "Novo": a simulação apresenta o contorno de novo (as
alterações de programa são tidas em consideração).
U Selecionar "Continuar": a simulação representa o bloco NC de
origem ou bloco básico seguintes.
Representação do contorno:
U
Selecionar "Representa(ção)": o CNC PILOT abre a caixa de diálogo
"Representação de contorno" Defina:
(representação de) Corte
(representação de) Vista
(representação de) Corte e vista. Neste caso, "Vista" é
representada acima do centro de rotação e "Corte" abaixo do
centro de rotação
U
Voltar ao menu principal: pressionar a tecla ESC
No modo "Bloco simples ou básico" é apresentada a
representação de corte.
Outras funções:
Opção de menu "Debug": quando se utilizam variáveis para a
descrição de contorno, estas podem ser controladas com as
funções debug:ver "Simulação com bloco inicial" na página 403
Opção de menu "Vista 3D": ver "Vista 3D" na página 402
HEIDENHAIN CNC PILOT 4290
393
5.2 Simulação de contorno
Medição de contorno
Posicionar o cursor:
Para a medição de elementos ou de pontos, posicione o cursor (o
pequeno quadrado vermelho) da seguinte forma:
U
"Seta para a esquerda/direita": muda para o ponto de
contorno seguinte
U
"Seta para cima/para baixo": troca o contorno (por
exemplo: troca entro o contorno do bloco e da peça
pronta)
U
Muda para a janela de simulação seguinte (na
condição de existirem contornos disponíveis no plano
de referência).
Medição do elemento:
U
Selecionar "Medição > Medição do elemento"
U Posicionar o cursor no elemento de contorno: a simulação apresenta
os dados do elemento de contorno marcado. A seta assinala a
orientação da descrição de contorno.
Medição de pontos:
U Selecionar "Medição > Medição de pontos"
Definir ponto de referência:
U
Posicionar o cursor no ponto de referência
Selecionar "Definir ponto de referência"
Medir ponto de contorno:
U
U
Posicionar o cursor no ponto de contorno a medir: a simulação
apresenta as medidas do ponto de contorno relativamente ao "ponto
de referência", assim como o plano de referência selecionado (XC,
XY, etc.)
Anular ponto de referência:
U
Selecionar "Anular ponto de referência": a simulação apaga o ponto
de referência.
Voltar à simulação de contorno:
U
Pressionar a tecla ESC
Também é possível chamar as Funções de medição a
partir da simulação de maquinagem ou de movimento
(opção de menu "Medição").
394
5.3 Simulação da maquinagem
5.3 Simulação da maquinagem
Controlar a maquinagem da peça de trabalho
Com a simulação de maquinagem é possível:
controlar os percursos da ferramenta
verificar a distribuição de cortes
calcular o tempo de maquinagem
vigiar estragos em zonas de proteção e interruptores limite
examinar e definir variáveis
guardar o contorno maquinado
A velocidade da simulação da maquinagem pode ser
influenciada com o parâmetro de comando 27.
Comandar a simulação:
U
U
U
Selecionar "Novo": o CNC PILOT simula a maquinagem de novo (as
alterações de programa são tidas em consideração).
Selecionar "Continuar": o CNC PILOT simula o bloco NC de origem
ou bloco básico seguintes.
Selecionar "Parar": a simulação é parada. Pode alterar as definições
ou "Seguir o contorno".
Influenciar a representação de percurso e de ferramenta:
U
Representação dos percursos: linha ou pista (da
lâmina)
U
Representação de ferramentas: ponto de luz ou
ferramenta
Voltar ao menu principal:
U
Pressionar a tecla ESC
Outras funções:
Opção de menu "Ajustar > Avisos": ver "Erros e avisos" na página
391
Opção de menu "Ajustar > Tempos": muda para a visualização dos
tempos de maquinagem (ver "Cálculo do tempo, análise do ponto de
sincronização" na página 407)
Opção de menu "Debug": quando se utilizam variáveis para a
maquinagem da peça de trabalho, estas podem ser controladas com
as funções debug:ver "Simulação com bloco inicial" na página 403
HEIDENHAIN CNC PILOT 4290
395
5.3 Simulação da maquinagem
Supervisão das zonas de proteção e
interruptores limite (simulação de maquinagem)
A supervisão de zonas de proteção ou interruptores limite pode ser
determinada da seguinte forma:
U
U
U
Selecionar "Ajustar > Zona de proteção > Supervisão desligada": os
interruptores limite das zonas de proteção/software não são
supervisionados.
Selecionar "Ajustar > Zona de proteção > Supervisão com aviso": o
CNC PILOT regista estragos em zonas de proteção ou interruptores
limite e gere-os como avisos. O programa NC é simulado até ao final
do programa.
Selecionar "Ajustar > Zona de proteção > Supervisão com erros": um
estrago nas zonas de proteção ou nos interruptores limite origina
imediatamente uma mensagem de erro e a interrupção da
simulação.
As medidas das zonas de proteção podem ser definidas
no modo de ajuste. São geridas no MP 1116, ...
Supervisão dinâmica dos interruptores limite
A partir da versão de software 625 952-05.
Na supervisão dinâmica dos interruptores limite, o CNC PILOT verifica
a possibilidade de colisão nos percursos de dois carros que se
movimentam na mesma trajetória de guia. Esta função é elaborada
pelo fabricante da máquina.
Uma vez que, na simulação, os cursos de ambos os carros não são
processados na sequência real, é realizada uma verificação simples:
A simulação determina, no início do programa e em todos os pontos
de sincronização comuns, a posição dos carros.
Tendo estas posições como base, a simulação verifica todos os
percursos até ao próximo ponto de sincronização comum ou até ao
final do programa. Dentro desta seção de programa, os percursos
de ambos os carros não podem cruzar-se.
Se a simulação detetar um risco de colisão, será emitido um aviso
ou um erro.
Programe, se necessário, mais pontos de sincronização, para separar
secções de programa críticas.
A supervisão é ajustada da seguinte forma:
U
U
U
Selecionar "Ajustar > Interruptores limite dinâmicos > Supervisão
desligada": os interruptores limite não são supervisionados.
Selecionar "Ajustar > Interruptores limite dinâmicos > Supervisão
com aviso": o CNC PILOT regista possíveis colisões e gere-as como
avisos. O programa NC é simulado até ao final do programa.
Selecionar "Ajustar > Interruptores limite dinâmicos > Supervisão
com erros": uma possível colisão origina imediatamente uma
mensagem de erro e a interrupção da simulação.
396
5.3 Simulação da maquinagem
Verificar contorno
Com as funções do grupo de menus "Contornos", adaptam-se os
contornos do estado da produção simulado ou muda-se para a
medição de contorno ou para a vista 3D.
Seguimento de contorno:
U
Selecionar "Contorno > Seguimento de contorno": a simulação
apaga todos os percursos representados até ao momento e atualiza
o contorno de acordo com o estado da produção simulado. Ao
mesmo tempo, o CNC PILOT retira-se do bloco e tem em
consideração todos os cortes efetuados até ao momento.
Medições dos contornos de acordo com o estado da produção atual:
U
Selecionar "Contorno > Seguimento de contorno": a simulação
atualiza o contorno de acordo com o estado da produção simulado.
U Selecionar "Contorno > Medição": a simulação ativa a medição de
elementos e de pontos (ver "Medição de contorno" na página 394).
Vista 3D:
U
Selecionar "Contorno > Vista 3D": a simulação muda para vista 3D
(ver "Vista 3D" na página 402).
Guardar o contorno criado
Pode guardar um contorno criado na simulação e lê-lo em DIN PLUS.
O contorno do bloco e da peça pronta criado pela simulação pode ser
lido em DIN PLUS (Menu de conjunto de blocos: "Inserir contorno").
Por exemplo: descreve-se o bloco e a peça pronta de uma peça de
trabalho e simula-se a maquinagem da primeira fixação. Depois
guarda-se o contorno maquinado, que é utilizado para a segunda
fixação.
Na "Criação de contorno", a simulação guarda:
BLOCO: o estado da produção simulado do contorno
PEÇA PRONTA: a peça pronta programada
A simulação tem em consideração uma deslocação do ponto zero da
peça de trabalho e/ou uma reflexão da peça de trabalho.
Guardar contorno:
U
Selecionar "Contorno > Guardar contornos": a simulação abre a caixa
de diálogo "Guardar contornos como subprograma NC". Campos de
introdução:
Unidade: descrição de contorno segundo o sistema métrico ou
em polegadas
Contorno: escolha do contorno (caso existam vários contornos)
Deslocação: deslocação do ponto zero da peça de trabalho
Reflexão: refletir/não refletir contornos
HEIDENHAIN CNC PILOT 4290
397
5.3 Simulação da maquinagem
Visualizar ponto de referência da lâmina
Na simulação de maquinagem, a simulação representa o ponto de
referência da lâmina com um aumento muito grande. Desta forma,
também é possível deduzir a orientação da ferramenta.
398
5.4 Simulação de movimento
5.4 Simulação de movimento
Simulação em "tempo real"
A simulação de movimento representa o bloco como "superfície
preenchida" e "faz o levantamento de aparas" durante a simulação
(gráfico de apagamento). As ferramentas deslocam-se à velocidade de
avanço programada ("em tempo real").
É possível parar a simulação de movimento em qualquer altura,
mesmo num bloco NC. A visualização por baixo da janela de simulação
apresenta a posição final do percurso atual.
Se, para além da janela de torneamento, se encontrarem outras
janelas de simulação ativas, a visualização é realizada nas janelas
auxiliares como "gráfico de pistas".
Comandar a simulação:
U
U
U
Selecionar "Novo": o CNC PILOT simula a maquinagem de novo (as
alterações de programa são tidas em consideração).
Selecionar "Continuar": o CNC PILOT simula o bloco NC de origem
ou bloco básico seguintes.
Selecionar "Parar": a simulação é parada. Pode alterar as definições
ou "Seguir o contorno".
Influenciar a velocidade de deslocação (através do menu):
U
U
U
"–": abranda a velocidade de deslocação
">|<": velocidade de deslocação "em tempo real"
"+": acelera a velocidade de deslocação
Voltar ao menu principal:
U
Pressionar a tecla ESC
Outras funções:
Opção de menu "Ajustar > Avisos": ver "Erros e avisos" na página
391
Opção de menu "Ajustar > Tempos": muda para a visualização dos
tempos de maquinagem (ver "Cálculo do tempo, análise do ponto de
sincronização" na página 407)
Opção de menu "Debug": quando se utilizam variáveis para a
maquinagem da peça de trabalho, estas podem ser controladas com
as funções debug:ver "Simulação com bloco inicial" na página 403
HEIDENHAIN CNC PILOT 4290
399
5.4 Simulação de movimento
Supervisão das zonas de proteção e
interruptores limite (simulação de movimento)
A supervisão de zonas de proteção ou interruptores limite pode ser
determinada da seguinte forma:
U
U
U
Selecionar "Ajustar > Zona de proteção > Supervisão desligada": os
interruptores limite das zonas de proteção/software não são
supervisionados.
Selecionar "Ajustar > Zona de proteção > Supervisão com aviso": o
CNC PILOT regista estragos em zonas de proteção ou interruptores
limite e gere-os como avisos. O programa NC é simulado até ao final
do programa.
Selecionar "Ajustar > Zona de proteção > Supervisão com erros": um
estrago nas zonas de proteção ou nos interruptores limite origina
imediatamente uma mensagem de erro e a interrupção da
simulação.
As medidas das zonas de proteção podem ser definidas no
modo de ajuste. São geridas no MP 1116, ...
Supervisão visual de interruptores limite e zonas de proteção:
U
U
Selecionar "Ajustar > Carro": o CNC PILOT abre a caixa de diálogo
"Definição do carro".
Defina que interruptores limite devem ser visualizados nos campos
de introdução "Visualização do interruptor limite do carro ..".
Dependendo desta definição, a simulação de movimento apresenta o
interruptor limite de software ou a zona de proteção relativamente
à ponta da ferramenta. Isto facilita o controlo de percursos na
proximidade dos limites do espaço de trabalho. A supervisão visual é
independente da supervisão das zonas de proteção e dos
interruptores limite.
A simulação é apresentada no retângulo resultante dos interruptores
limite e da zona de proteção. Para isso, são tidas em consideração as
respetivas medidas mais pequenas. Se um interruptor limite definir
um lado de retângulo, a linha será apresentada a vermelho; se for a
zona de proteção a determinar o lado do retângulo, a simulação
apresentará uma linha a vermelho e branco.
A simulação apresenta a medida do interruptor limite em
relação à ponta da ferramenta. Por isso, a cada troca de
ferramenta, as dimensões do interruptor limite são
posicionadas novamente.
400
5.4 Simulação de movimento
Verificar contorno
Com as funções do grupo de menus "Contorno", pode-se mudar para
a medição de contorno ou para a vista 3D.
Medições dos contornos de acordo com o estado da produção atual:
U
Selecionar "Contorno > Medição": a simulação ativa a medição de
elementos e de pontos (ver "Medição de contorno" na página 394).
Vista 3D:
U
Selecionar "Contorno > Vista 3D": a simulação muda para vista 3D
(ver "Vista 3D" na página 402).
HEIDENHAIN CNC PILOT 4290
401
5.5 Vista 3D
5.5 Vista 3D
Influenciar representação 3D
Na vista 3D, o CNC PILOT mostra a peça de trabalho de acordo com o
estado da produção simulado. Quando a representação 3D é chamada
no menu principal ou na simulação de contorno, é representada a peça
pronta.
A vista 3D tem em consideração os contornos criados por
maquinagem de torneamento, mas não as maquinagens
de eixo C, Y ou B.
Chamar representação 3D:
U
Selecionar "Vista 3D" ou "Contorno" > "Vista 3D"
U
Representação como "modelo de sólido" na vista
padrão (não rodada nem ampliada ou reduzida)
U
Representação como "modelo em grelha"
Rodar a peça:
Pressionar as teclas mais ou menos do cursor
U
Ampliar a representação:
Pressionar a softkey ou "Página seguinte"
U
Reduzir a representação:
Pressionar a softkey ou "Página anterior"
U
Sair da visualização 3D:
Pressionar a tecla ESC
U
402
5.6 Funções de Debug
5.6 Funções de Debug
Simulação com bloco inicial
Se se encontrar definido um "bloco inicial", a simulação compila o
programa NC sem visualizar os percursos até ao bloco inicial.
Definir o bloco inicial:
U
Selecionar "Debug > Definir bloco inicial": a simulação abre a caixa
de diálogo "Definir bloco inicial".
U Introduzir número de bloco
U Selecionar "Novo": o CNC PILOT simula o programa NC até ao bloco
inicial e para.
U Selecionar "Continuar": o CNC PILOT continua a simulação.
Apagar bloco inicial:
U
Selecionar "Debug > Apagar bloco inicial": o registo do bloco inicial é
eliminado.
Verificar bloco inicial:
U
Selecionar "Debug > Mostrar bloco inicial": a simulação apresenta o
bloco inicial.
HEIDENHAIN CNC PILOT 4290
403
5.6 Funções de Debug
Apresentar variáveis
Visualização permanente de variáveis: em vez do bloco NC de
origem, a simulação apresenta "quatro variáveis selecionadas" por
baixo da janela de simulação.
Selecionar variáveis:
U
Selecionar "Debug > Visualizar variáveis > Definir visualização": a
simulação abre a caixa de diálogo "Seleção da visualização".
U Definir tipo de variáveis e número de variáveis
Ativar visualização de variáveis:
U
Em "Debug > Variáveis/bloco de origem", é possível definir a
visualização das variáveis
Desmarcar variáveis:
U
Selecionar "Debug > Visualizar variáveis > Repor visualização": a
simulação anula o registo das variáveis selecionadas.
Visualizar variáveis # na caixa de diálogo:
U
Selecionar "Debug > Visualizar variáveis > Todas as variáveis #". A
simulação apresenta as variáveis na caixa de diálogo "Variáveis #".
Navegar dentro da caixa de diálogo:
U
"Seta para cima/para baixo" ou "Página seguinte/anterior"
Visualizar variáveis V na caixa de diálogo:
U
Selecionar "Debug > Visualizar variáveis > Todas as variáveis V": a
simulação abre a caixa de diálogo "Visualizar V" para os seguintes
dados:
Tipo de variáveis
Número da primeira variável a mostrar
U A simulação apresenta as variáveis na caixa de diálogo "Variável V".
Navegar dentro da caixa de diálogo:
U
"Seta para cima/para baixo" ou "Página seguinte/anterior"
404
5.6 Funções de Debug
Editar variável
Em programas NC complexos com ramificações de programa, cálculo
de variáveis, ocorrências, etc., as introduções e ocorrências são
simuladas para testar todas as ramificações de programa.
Alterar valores de variáveis:
U
U
Selecionar "Debug > Alterar variáveis > Alterar variáveis V: a
simulação abre a caixa de diálogo "Alterar variáveis V".
Caixa de diálogo "Alterar variáveis V":
Definir tipo de variáveis e número de variáveis
Predefinir "Valor" ou "Ocorrência"
Definir "Estado" (ver a listagem seguinte)
Significado do "Estado" (caixa de diálogo "Alterar variáveis V"):
Indefinido: não está atribuído qualquer valor/ocorrência à variável.
Isso corresponde ao estado após o início do programa NC. Na
simulação de um bloco NC com estas variáveis, a simulação pedelhe para introduzir o valor/ocorrência.
Definido: na simulação de um bloco NC com estas variáveis, é
assumido o valor/ocorrência introduzido.
Perguntar: na simulação de um bloco NC com estas variáveis,
surge uma pergunta para inserir o valor das variáveis/ocorrência.
Apagar valor das variáveis:
U
Selecionar "Debug > Alterar variáveis > Apagar variáveis xx": a
simulação apaga as variáveis ou as ocorrências. "xx" significa:
Variáveis V
Variáveis de correção D
Variáveis de ocorrência
Variáveis da dimensão da máquina
Variáveis de ferramenta
HEIDENHAIN CNC PILOT 4290
405
5.7 Controlar programas de canais múltiplos
5.7 Controlar programas de canais
múltiplos
A simulação oferece as seguintes hipóteses de controlo para
programas NC em que se utilizam vários carros:
Análise de todos os contornos definidos no programa NC (peças de
trabalho)
Verificação dos movimentos de todos os carros
Reconhecimento de riscos de colisão através da representação à
escala das peças de trabalho, ferramentas e dispositivos tensores
Cálculo do tempo, separado para cada carro e cada aplicação da
ferramenta (tempos de pico e não produtivos)
Averiguação da execução momentânea da maquinagem com a
análise do ponto de sincronização
É realizada a visualização do bloco do carro selecionado pelo
operador (ver "Visualizar" na página 383).
É representado o sistema de coordenadas para a peça de trabalho
selecionada pelo operador (ver "Visualizar" na página 383).
As funções de debug permitem o exame e a definição de variáveis.
Deste modo, é possível simular todos os ramos do programa de canais
múltiplos (ver "Funções de Debug" na página 403).
406
Cálculo do tempo
Durante a simulação de maquinagem ou movimento, o CNC PILOT
calcula os tempos de pico e não produtivos. A visualização é realizada
na tabela "Cálculo do tempo". Aqui, a simulação apresenta os tempos
de pico, os não produtivos e os tempos totais (verde: tempos de pico;
amarelo: tempos não produtivos). Cada linha representa a utilização de
uma nova ferramenta (a chamada T é determinante).
Se o número de registos da tabela exceder as linhas representáveis
numa página do ecrã, utilize as teclas de cursor e "Página anterior/
seguinte" para chamar mais informações relativas ao tempo.
Os tempos de resposta tidos em consideração para o
cálculo dos tempos não produtivos são definidos nos
parâmetros de comando 20 e 21.
O cálculo do tempo pode ser chamado em qualquer altura durante o
estado de paragem da simulação:
U
Selecionar "Defin(ições) > Tempos"
Sair do cálculo do tempo:
U
Softkeys
Alternar para o carro seguinte
Pressionar a tecla ESC
Fornecer "Cálculo do tempo"
(ver "Parâmetros gerais de comando"
na página 605).
Análise do ponto de sincronização
A análise do ponto de sincronização apresenta a execução
momentânea da maquinagem e a dependência dos carros entre si.
Isso facilita a organização e otimização de um programa de canais
múltiplos. Informações da análise do ponto de sincronização:
Tempos de pico/tempos não produtivos
Tempos de espera
Troca de ferramenta
Pontos de sincronização
Informações sobre pontos de sincronização:
O bloco NC relevante para o ponto de sincronização selecionado
"tw": tempo de espera neste ponto de sincronização
"tg": tempo de execução calculado a partir do início do programa
HEIDENHAIN CNC PILOT 4290
407
5.8 Cálculo do tempo, análise do ponto de sincronização
5.8 Cálculo do tempo, análise do
ponto de sincronização
5.8 Cálculo do tempo, análise do ponto de sincronização
Avaliar a análise do ponto de sincronização coloque o cursor (seta
por baixo do gráfico de barras) na "ocorrência" a analisar para obter as
seguintes informações sobre pontos de sincronização:
Programa/subprograma NC
Tipo de ocorrência (troca de ferramenta ou ponto de sincronização)
Carros envolvidos
Ferramenta ativa
Número de bloco NC
"tw": tempo de espera neste ponto de sincronização
"tg": tempo de execução calculado a partir do início do programa
Chamar a análise do ponto de sincronização:
U
Selecionar "Defin(ições) > Tempos"
U Pressionar a softkey
Selecionar ponto de sincronização seguinte/precedente:
U
"Seta para a esquerda/direita"
Trocar carros:
U Pressionar a softkey ou "Seta para cima/para baixo"
Voltar ao cálculo do tempo:
Premir novamente a softkey
U
Voltar à simulação:
Pressionar a tecla ESC
U
408
TURN PLUS
HEIDENHAIN CNC PILOT 4290
409
6.1 O modo de funcionamento TURN PLUS
6.1 O modo de funcionamento
TURN PLUS
Em TURN PLUS, descrevem-se o bloco e a peça pronta são descritos
graficamente de forma interativa. Em seguida, o plano de trabalho
pode ser criado automaticamente ou gerado de forma interativa. O
resultado é um programa DIN PLUS comentado e estruturado.
O TURN PLUS contém:
a criação de contornos graficamente interativa
a preparação (fixação da peça de trabalho)
a geração interativa de planos de trabalho (IAG)
a geração automática de planos de trabalho (AAG)
para
a maquinagem de torneamento
a maquinagem de furação e fresagem com o eixo C
a maquinagem de furação e fresagem com o eixo Y
a maquinagem completa
Conceito TURN PLUS
A descrição da peça de trabalho é o princípio básico da geração de
planos de trabalho. A estratégia de geração determina-se na
sequência de maquinagem. Os parâmetros de maquinagem
definem os detalhes da maquinagem. Desta forma, o TURN PLUS
ajusta-se às necessidades individuais do cliente.
O TURN PLUS gera o plano de trabalho tendo em consideração
atributos tecnológicos como as medidas excedentes, tolerâncias,
rugosidades, etc.. Todas as introduções e todos os passos de trabalho
gerados são visualizados e podem ser corrigidos imediatamente.
Com base no seguimento do bloco, o TURN PLUS otimiza os cursos
de aproximação e evita "cortes no ar", assim como colisões entre a
peça de trabalho e a lâmina da ferramenta.
Databases
Chucking Equipment
Database
Tool
Database
TURN PLUS
Machining
Sequence
Machining
Parameters
Automatic
Working Plan
Generation
Para a seleção da ferramenta, o TURN PLUS oferece as seguintes
estratégias:
Seleção automática a partir da base de dados de ferramentas
Utilização da ocupação do revólver atual
Ocupações do revólver próprias do TURN PLUS
Ao fazer a fixação da peça de trabalho, o TURN PLUS determina os
limites de corte e a deslocação do ponto zero para o programa NC.
Os valores de corte são determinados pela AAG/IAG a partir da base
de dados tecnológicos.
410
Technology
Database
NC
Program
Workpiece
Description
6.1 O modo de funcionamento TURN PLUS
É possível utilizar resultados parciais e continuar a processá-los com
DIN PLUS (exemplo: definir o contorno com TURN PLUS e programar
a maquinagem em DIN PLUS). Ou, então, otimizar o programa DIN
PLUS criado pelo TURN PLUS.
A geração de planos de trabalho utiliza a base de dados de
ferramenta, de dispositivo tensor e de tecnologia. Preste
atenção às descrições corretas dos meios de produção.
Ficheiros TURN PLUS
O TURN PLUS possui diretórios separados para:
Programas completos (descrição do bloco e da peça pronta e plano
de trabalho)
Descrições de peças de trabalho (blocos e peças prontas)
Descrições de blocos
Descrições de peças prontas
Traçados de contorno individuais
Ocupações do revólver próprias do TURN PLUS
Pode aproveitar esta estrutura para a sua organização. Exemplo: crie
diferentes planos de trabalho com uma descrição de peça de trabalho.
Gestão de programas TURN PLUS
Criar um programa novo:
U
U
U
U
U
U
Selecionar "Programa > Novo". O TURN PLUS abre a caixa de
diálogo "Programa novo".
Registar o nome do programa e selecionar o material.
Ativar o botão do ecrã "Cabeçalho do programa": o TURN PLUS
alterna para a edição do cabeçalho do programa.
Efetuar a edição do cabeçalho do programa e fechar a caixa de
diálogo. O TURN PLUS cria o novo programa.
Definir o bloco e a peça pronta.
Gerar o plano de trabalho.
Carregar o programa:
U
U
Selecionar "Programa > Carregar > Completo (ou Peça de trabalho,
..)" O TURN PLUS mostra os ficheiros.
Selecionar e carregar o ficheiro. O TURN PLUS mostra o contorno
carregado ou os contornos carregados e prepara-os para a
maquinagem subsequente.
HEIDENHAIN CNC PILOT 4290
411
6.1 O modo de funcionamento TURN PLUS
Gerar programa DIN PLUS:
U
U
U
Selecionar "Prog > Guardar > Programa NC". O TURN PLUS mostra
os programas DIN PLUS existentes e prepara o programa ativo para
ser guardado.
Verifique/corrija o nome do ficheiro.
Ao "Guardar", o TURN PLUS gera o programa DIN PLUS.
Guardar o programa TURN PLUS:
U
U
Selecionar "Programa > Guardar > Completo (ou Peça de trabalho,
..)" O TURN PLUS mostra os ficheiros do diretório existentes e
prepara o programa ativo para ser guardado.
Verifique/corrija o nome do ficheiro e guarde o ficheiro.
Ao "Guardar > Completo", o TURN PLUS memoriza a
descrição do bloco e da peça pronta, assim como o plano
de trabalho e gera o programa DIN PLUS.
Apagar o programa TURN PLUS
U
U
Selecionar "Programa > Apagar > Completo (ou Peça de trabalho, ..)"
O TURN PLUS mostra os ficheiros.
Selecionar e apagar o ficheiro
Instruções de operação
O TURN PLUS trabalha com uma estrutura de menus de vários níveis.
Com a tecla ESC, volta-se para o nível de menu anterior.
A presente descrição tem em conta a operação através de menu,
softkeys e touchpad. No entanto, também é possível continuar a
utilizar o modo de comando sem softkeys nem touchpad, conhecido
de anteriores versões do CNC PILOT.
A "Linha de estado" (por cima da barra de softkeys) presta informação
sobre os passos de comando possíveis.
Quando várias janelas (vistas) se apresentam no ecrã, a "janela ativa"
é assinalada por uma moldura verde.
U
U
"Página seguinte/anterior" alterna as janelas.
A tecla "." apresenta a janela ativa no ecrã completo. Pressionando
"." novamente, regressa-se a "várias janelas".
A introdução de valores X como diâmetro ou como raio
depende da configuração.
Para mais indicações sobre a configuração, ver "Configurar o TURN
PLUS" na página 576.
412
Softkeys
Alternar para o modo de
funcionamento DIN PLUS
Alternar para o modo de
funcionamento Simulação
6.2 Cabeçalho do programa
6.2 Cabeçalho do programa
O CABEÇALHO DO PROGRAMA inclui:
Material: para determinar os valores de corte.
Atribuição do mandril ao carro da 1.ª fixação
Atribuição do mandril ao carro da 2.ª fixação: na maquinagem
completa, indique o mandril e o carro com que a fixação é
maquinada. Havendo vários carros, indique os números de carro
consecutivamente (exemplo: "12" = $1 e $2).
Limite de rotações (SMAX é definido em "Parâmetro de
maquinagem 2 – Parâmetros globais de tecnologia"):
Sem introdução: SMAX é o limite de rotações
Introdução < SMAX: a introdução é o limite de rotações
Introdução > SMAX: SMAX é o limite de rotações
Botão "Funções M": podem definir-se até cinco funções M, que o
TURN PLUS considera da seguinte forma, ao gerar o programa NC:
no "Início da maquinagem"
após uma troca de ferramenta (comando T)
no final da maquinagem
Botão "Programa estrutural": se se definir "Sim", o TURN PLUS
gera o programa NC como "programa estrutural" (na condição de a
peça de trabalho ser produzida através de "maquinagem completa"
numa máquina com contramandril). Nesse caso, para cada
maquinagem é criado um subprograma interno. O programa
principal contém os comandos gerais e as chamadas de
subprograma.
As definições do botão "Programa estrutural" também podem ser
alteradas na caixa de diálogo "Programa estrutural". Esta caixa de
diálogo é chamada através de "Peça de trabalho > Programa
estrutural".
Na função "Equipar", o TURN PLUS determina os dados do cabeçalho
do programa seguintes (ver "Fixar no lado do mandril" na página 504).
Diâmetro de fixação
Comprimento de retirada
Pressão de aperto
Os outros campos contêm informações de organização e
informações de ajuste que não têm influência na execução do
programa.
As informações do cabeçalho do programa são assinaladas no
programa DIN com "#".
HEIDENHAIN CNC PILOT 4290
413
6.2 Cabeçalho do programa
Criar programas estruturais com o TURN PLUS
Proceda aos seguintes ajustes, para criar um programa DIN PLUS com
programação estrutural:
U
Registo "Programa estrutural" no cabeçalho do programa em SIM
Condição: os modelos "turnvor1.bev - turnvor5.bev" estão disponíveis
no diretório "/ep90/ncps". Os modelos são criados pelo fabricante da
máquina e utilizados na criação de programas DIN PLUS.
A partir da versão de software 625 952-05: é na Administração de
modelos (parâmetro de maquinagem 23) que se define se a saída de
constantes deve realizar-se na geração de um programa estrutural:
0: sem saída de constantes
1: com saída de constantes
Função dos modelos:
"turnvor1.bev" coloca a visualização de variáveis estruturais no
cabeçalho do programa
#VISUALIZAÇÃO V200 "Estado S0 V200"
#VISUALIZAÇÃO V203 "Estado S3 V203"
"turnvor2.bev" define o início da MAQUINAGEM na posição
assinalada com "[[?-TURNPLUS-?]]" e insere informações iniciais do
programa TURN PLUS.
"turnvor3.bev" define o conjunto de blocos de maquinagem. Para
isso, utiliza-se a interface seguinte:
[[la; s=número do conjunto de blocos (n)]
[lb; s=número do carro]
[lc; s=número do mandril]
[ld; s=1, se subpr.; e=S]
[le; s=1, se SubprAlter.; e=S]
[i;
s=Subst.conj.bl. ?; e=S]
[j;
s=Se pass.man =]
[k; s=subprograma]
[o; s=comentário subprograma$1]
[p;
s=Então pass.man =]
[r;
s=mandril em cima ?]
[s; s=coment. TURN PLUS]
[u; s=número T]
[w; s=número ident. T]]
"turnvor4.bev" define o processo de reaperto. A chamada do
programa de peritos é inserida na posição do marcador "[[?TURNPLUS-?]]" O número de bloco para voltar ao início do programa
no M99 encontra-se em #__la.
"turnvor5.bev" define as constantes específicas do fabricante da
máquina na área "CONST".
414
6.2 Cabeçalho do programa
A partir da versão de software 625 952-05: é possível utilizar nos
modelos os identificadores de constantes seguintes, que são
substituídos por informações do TURN PLUS: :
?-TP_MINFD-?
diâmetro interior mínimo da peça pronta
?-TP_MAXFD-?
diâmetro exterior máximo da peça pronta
?-TP_FINL-?
comprimento da peça pronta
?-TP_MINFZ-?
coordenada mínima da peça pronta na 1.ª fixação
?-TP_MAXFZ-?
coordenada máxima da peça pronta na 1.ª fixação
?-TP_MINRD-?
diâmetro exterior mínimo do bloco no final da 1.ª fixação
?-TP_MAXRD-?
diâmetro interior máximo do bloco no final da 1.ª fixação
?-TP_RAWL-?
comprimento do bloco no final da 1.ª fixação
?-TP_MINRZ-?
coordenada mínima do bloco no final da 1.ª fixação
?-TP_MAXRZ-?
coordenada máxima do bloco no final da 1.ª fixação
?-TP_CLAMD1-?
diâmetro de fixação do mandril principal
?-TP_INCLA1-?
comprimento de fixação do mandril principal
?-TP_OUTCLA1-?
comprimento de retirada do mandril principal
?-TP_CLAMD2-?
diâmetro de fixação do contramandril
?-TP_INCLA2-?
comprimento de fixação do contramandril
?-TP_OUTCLA2-?
comprimento de retirada do contramandril
?-TP_MAXG026-?
rotações máximas do mandril 0
?-TP_MAXG126-?
rotações máximas do mandril 1
?-TP_MAXG226-?
rotações máximas do mandril 2
?-TP_MAXG326-?
rotações máximas do mandril 3
?-TP_ZPZ1-?
deslocação do ponto zero do mandril principal
?-TP_ZPZ2-?
deslocação do ponto zero do contramandril
?-TP_ZPOZ-?
offset do ponto zero
Os ciclos de maquinagem são escritos num subprograma interno
para cada conjunto de blocos de maquinagem. Para a geração de
nomes de subprogramas, utiliza-se a sintaxe seguinte:
$Snn - sendo:
$ = número de carro
S = número de mandril (0..3)
nn = número de operação
HEIDENHAIN CNC PILOT 4290
415
6.3 Descrição de peça de trabalho
6.3 Descrição de peça de trabalho
Um contorno é criado através da introdução sequencial de elementos
de contorno individuais. Os elementos de contorno descrevem-se de
forma absoluta, incremental, cartesiana ou polar. Regra geral, os
dados são introduzidos tal como está dimensionado no desenho.
O TURN PLUS calcula as coordenadas, pontos de intersecção, pontos
centrais, etc. em falta, desde que matematicamente possível. Caso se
produzam várias soluções, visualize as variantes possíveis e selecione
a solução desejada.
É possível importar os contornos seguintes, se estiverem em formato
DXF (ver "Importar contornos DXF" na página 478):
Blocos
Peças prontas
Traçados de contorno
Contornos de fresagem
Introdução do contorno de bloco
Os blocos são descritos da seguinte forma:
Formas padrão (barra, tubo): com macros de bloco
Blocos complexos: descrição como uma peça pronta
Peças fundidas ou forjadas: são geradas a partir da peça pronta e da
medida excedente
Mais informações:
ver "Contornos de blocos" na página 422
ver "Atributos do bloco" na página 490
Introdução do contorno de bloco
Selecionar "Peça de trabalho > Bloco > Barra" (".. > Tubo" ou ".. > Peça
fundida").
Introduzir as medidas do bloco ou a medida excedente.
O CNC PILOT representa o bloco.
Pressionar a tecla ESC: voltar ao menu principal
416
6.3 Descrição de peça de trabalho
Introdução do contorno de peça pronta
O contorno de peça pronta contém:
o contorno de torneamento, composto por
contorno básico
elementos de forma (chanfres, arredondamentos, entalhes,
recessos, roscas, furações centradas)
contornos de eixo C
contornos de eixo Y
O contorno de torneamento tem de estar fechado.
Descreva primeiro o contorno básico e sobreponha os
elementos de forma em seguida.
Mais informações:
ver "Instruções de definição de contorno" na página 424
ver "Funções auxiliares" na página 467
ver "Fazer corresponder atributos" na página 490
Introdução do contorno básico
Selecionar "Peça de trabalho > Peça pronta > Contorno"
Determinar o "ponto inicial do contorno"
Introduzir o contorno básico elemento a elemento (ver também a
imagem "Estrutura de menu"):
Para elementos lineares:
Chamar o Menu de distâncias
Selecionar a direcção mediante o símbolo do menu
Descrever a distância
Para arcos de círculo:
Chamar o Menu de arcos
Selecionar o sentido de rotação mediante o símbolo
do menu
Descrever o arco
Premir a tecla ESC: voltar para o nível de menu
anterior
Se necessário: fechar o contorno
HEIDENHAIN CNC PILOT 4290
417
6.3 Descrição de peça de trabalho
Sobrepor elementos de forma
Os elementos de forma são sobrepostos aocontorno básico. No
entanto, permanecem elementos "autónomos", que é possível alterar
ou apagar. Se necessário, o TURN PLUS gera uma maquinagem
especial dos elementos de forma.
A seleção tem em conta o tipo do elemento de forma:
Chanfre: esquinas exteriores
Arredondamento: esquinas exteriores e interiores
Entalhe: esquinas interiores com retas paralelas ao eixo
perpendiculares umas às outras
Recesso: retas
Rosca: retas
Furação (centrada): eixo central no lado frontal ou posterior
Defina chanfres, arredondamentos, entalhes, etc. como
elementos de forma. Assim, a geração de planos de
trabalho pode considerar maquinagens especiais destes
elementos de forma.
Mais informações: ver "Elementos de forma" na página 428
Sobrepor elementos de forma
Selecionar "Peça de trabalho > Peça pronta > Forma > xx" (xx: tipo do
elemento de forma)
Selecionar posição (ver "Seleções" na página 468).
Introduzir os parâmetros do elemento de forma.
O TURN PLUS integra o elemento de forma.
418
6.3 Descrição de peça de trabalho
Integrar elementos de sobreposição
Os traçados de contorno são descritos como um contorno de peça
pronta e sobrepostos ou utilizam-se os seguintes elementos de
sobreposição padrão (ver "Elementos de sobreposição" na
página 438):
Arco de círculo
Cunha
Pontão
Estes elementos sobrepõem-se a elementos de contorno de apoio
lineares ou circulares existentes. Os elementos de sobreposição
integrados fazem parte do contorno.
Integrar traçado do contorno:
Selecionar "Programa > Carregar > Traçado do contorno". Selecionar e
carregar o ficheiro.
Pressionar a tecla ESC: voltar ao menu principal
Selecionar "Peça de trabalho > Peça pronta > Forma > Sobrepor
contorno > Contorno"
Integrar elemento de sobreposição padrão:
Selecionar "Peça de trabalho > Peça pronta > Forma > Sobrepor
contorno > xx" (xx: arco de círculo, cunha ou pontão).
O TURN PLUS abre a caixa de diálogo correspondente.
Descrever o elemento de sobreposição.
Selecionar o elemento de contorno de apoio. O TURN PLUS abre a
caixa de diálogo "Sobreposição linear/circular".
Definir a sobreposição; em caso de várias possibilidades de solução,
escolher a seleção.
O TURN PLUS mostra a sobreposição: é possível aceitá-la (OK) ou
rejeitá-la (Cancelar).
O TURN PLUS integra os contornos de sobreposição no contorno
existente.
HEIDENHAIN CNC PILOT 4290
419
6.3 Descrição de peça de trabalho
Introdução dos contornos do eixo C
As formas padrão definem-se com figuras, figuras dispostas
regularmente de forma linear ou circular e furos em padrões. Os
contornos complexos descrevem-se com os elementos básicos
distância e arco.
Padrão
Padrão de furos linear (padrão de perfuração)
Padrão de furos circular (padrão de perfuração)
Padrão de figura linear (contornos de fresagem)
Padrão de figura circular (contornos de fresagem)
Figuras
Círculo (círculo completo)
Retângulo
Polígono
Ranhura linear
Ranhura circular
Os padrões e figuras posicionam-se sobre
a superfície central (maquinagem do eixo C)
a superfície lateral (maquinagem do eixo C)
o lado posterior (maquinagem do eixo C)
Descreva o contorno de torneamento completo antes de
definir os contornos para a maquinagem do eixo C.
Selecionar o plano de introdução
Na definição de um contorno de eixo C, selecione primeiro o "plano
de introdução" (superfície frontal, superfície lateral, lado posterior).
Isso é possível com os processos descritos seguidamente.
1. Selecionar janela novamente (ainda não está no ecrã):
U
Selecionar a janela "Contorno de torneamento"
U
Selecionar o padrão/a figura no submenu "Padrão" ou
"Figuras". O TURN PLUS abre a caixa de diálogo
"Selecionar plano de introdução".
U
Selecionar o plano de introdução. O TURN PLUS cria
a janela correspondente
2. Selecionar janela (já está no ecrã, mas ainda não ativada):
U
420
Selecionar a janela com "Página seguinte/Página
anterior".
6.3 Descrição de peça de trabalho
Definir o contorno do eixo C
Selecionar "Peça de trabalho > Peça pronta > Padrão > xx" (xx: tipo de
padrão ou furo individual)
Selecionar "Peça de trabalho > Peça pronta > Figura > xx" (xx: tipo de
figura ou "contorno livre")
Ajustar a superfície frontal/lateral ou o lado posterior
Selecionar o "Plano de referência" (plano na superfície frontal/lateral ou
no lado posterior) e determinar a medida de referência/o diâmetro de
referência. O TURN PLUS abre a caixa de diálogo correspondente.
Definir padrão, figura, furo individual ou contorno
Mais informações: ver "Contornos de eixo C" na página 441
HEIDENHAIN CNC PILOT 4290
421
6.4 Contornos de blocos
6.4 Contornos de blocos
Barra
A função define o contorno de um cilindro (mandril ou peça de barra).
Parâmetros
X
Diâmetro
Diâmetro do circuncentro de bloco poligonal
Z
Comprimento do bloco, incluindo medida excedente
transversal
K
Medida excedente transversal
Tubo
A função define o contorno de um cilindro oco.
Parâmetros
X
Diâmetro
Diâmetro do circuncentro de bloco poligonal
I
Diâmetro interior
Z
Comprimento do bloco incluindo medida excedente transversal
K
Medida excedente transversal
422
6.4 Contornos de blocos
Peça fundida (ou peça forjada)
A função gera o bloco a partir de uma peça pronta existente.
Parâmetros
Superfície
Bloco fundido
Bloco forjado
com furo
Sim
Não
K
Medida excedente equidistante para toda a peça
I
Medida excedente individual (para elementos individuais ou
áreas de contorno)
Introduza primeiro a "medida excedente individual" e, em
seguida, selecione o elemento de contorno/a área de
contorno.
HEIDENHAIN CNC PILOT 4290
423
6.5 Contorno de peça pronta
6.5 Contorno de peça pronta
Instruções de definição de contorno
Os parâmetros que o TURN PLUS conheça não são perguntados. Os
campos de introdução estão bloqueados. Exemplo: em distâncias
horizontais ou verticais, altera-se apenas uma das coordenadas e o
ângulo é definido pela direção do elemento.
O tipo de medição é ajustado por softkey.
Softkeys
Medição polar do ponto final: ângulo a
Medição polar do ponto final: raio
Medição polar do ponto central:
ângulo b
Medição polar do ponto central: raio
Ângulo para o elemento precedente
Ângulo para o elemento seguinte
Ponto inicial do contorno
A função define o ponto inicial.
Parâmetros
X
Ponto inicial do contorno
Z
Ponto inicial do contorno
P
Ponto inicial do contorno em coordenadas polares
a
Ponto inicial do contorno em coordenadas polares (referência:
eixo Z positivo)
424
6.5 Contorno de peça pronta
Elementos lineares
A função define um elemento linear.
Parâmetros
X
Ponto final em coordenadas cartesianas
Z
Ponto final em coordenadas cartesianas
Xi
Distância do ponto inicial ao final
Zi
Distância do ponto inicial ao final
a
Ponto final em coordenadas polares (referência: eixo Z
positivo)
P
Ponto final em coordenadas polares
W
Ângulo da distância (referência: ver imagem de ajuda)
WV
Ângulo no sentido anti-horário relativamente ao elemento
precedente. Arco como elemento precedente: ângulo
relativamente à tangente
WN
Ângulo no sentido anti-horário relativamente ao elemento
seguinte. Arco como elemento seguinte: ângulo
relativamente à tangente
L
Comprimento do elemento
Tangencial/não tangencial: determinar a transição para
o elemento de contorno seguinte.
Definir elemento linear:
Chamar o Menu de distâncias
Selecionar a direção do elemento linear:
Distância vertical
Distância horizontal
Distância no ângulo
Distância no ângulo
Distância numa direção qualquer
Dimensionar a distância e determinar a transição para o elemento
seguinte.
HEIDENHAIN CNC PILOT 4290
425
6.5 Contorno de peça pronta
Elemento circular
A função define um elemento circular.
Parâmetros
Ponto final do arco
X
Ponto final em coordenadas cartesianas
Z
Ponto final em coordenadas cartesianas
Xi
Distância do ponto inicial ao final
Zi
Distância do ponto inicial ao final
a
Ponto final em coordenadas polares (referência: eixo Z
positivo)
P
Ponto final em coordenadas polares
ai
Ponto final polar, incremental (referência do ângulo ai: ver
figura)
Pi
Ponto final polar, incremental (distância linear entre o ponto
inicial e o ponto final)
Ponto central do arco
I
Ponto central
K
Ponto central
Ii
Distância do ponto inicial ao central
Ki
Distância do ponto inicial ao central
b
Ponto central em coordenadas polares (referência: eixo Z
positivo)
PM
Ponto central em coordenadas polares
bi
Ponto central polar, incremental (ângulo entre a linha
imaginária no ponto inicial, paralelamente ao eixo Z, e a linha
no ponto inicial – ponto central)
PMi
Ponto central polar, incremental (PMi: distância linear entre o
ponto inicial e o ponto central)
Outros parâmetros
R
Raio do arco
Tangencial/não tangencial: determinar a transição para
o elemento de contorno seguinte.
WA
Ângulo entre o eixo Z positivo e a tangente no ponto inicial do
arco
WE
Ângulo entre o eixo Z positivo e a tangente no ponto final do
arco
WV
Ângulo no sentido anti-horário entre o elemento precedente
e a tangente no ponto inicial do arco. Arco como elemento
precedente: ângulo relativamente à tangente
WN
Ângulo no sentido anti-horário entre a tangente no ponto final
do arco e o elemento seguinte. Arco como elemento
seguinte: ângulo relativamente à tangente
426
6.5 Contorno de peça pronta
Definir elemento circular:
Chamar o Menu de arcos
Selecionar sentido de rotação do arco
Dimensionar o arco e determinar a transição para o elemento
seguinte.
HEIDENHAIN CNC PILOT 4290
427
6.6 Elementos de forma
6.6 Elementos de forma
Chanfre
O elemento de forma define um chanfre.
Parâmetros
B
Largura de chanfre
Arredondamento
O elemento de forma define um arredondamento.
Parâmetros
B
428
Raio de arredondamento
6.6 Elementos de forma
Entalhe em forma de E
O elemento de forma define um entalhe em forma de E. O TURN
PLUS propõe os parâmetros independentemente do diâmetro (ver
"Parâmetros de entalhe DIN 509 E" na página 716).
Parâmetros
K
Comprimento do entalhe
I
Profundidade do entalhe (medida do raio)
R
Raio do entalhe nas duas esquinas do entalhe
W
Ângulo de entrada (ângulo do entalhe)
Entalhe em forma de F
O elemento de forma define um entalhe em forma de F. O TURN
PLUS propõe os parâmetros independentemente do diâmetro (ver
"Parâmetros de entalhe DIN 509 F" na página 716).
Parâmetros
K
Comprimento do entalhe
I
Profundidade do entalhe (medida do raio)
R
Raio do entalhe nas duas esquinas do entalhe
W
Ângulo de entrada (ângulo do entalhe)
A
Ângulo de saída (ângulo transversal)
Entalhe em forma de G
O elemento de forma define um entalhe em forma de G. O TURN
PLUS propõe os parâmetros. Os valores podem ser sobrescritos. Os
valores propostos baseiam-se na rosca métrica ISO (DIN 13) que é
determinada com base no diâmetro.
Parâmetros: ver "Parâmetros de entalhe DIN 76" na página 714
Determinar o passo de rosca: ver "Passo de rosca" na página 718
Parâmetros
F
Passo de rosca
K
Comprimento do entalhe (largura do entalhe)
I
Profundidade do entalhe (medida do raio)
R
Raio do entalhe nas duas esquinas do entalhe (predefinição:
R=0,6*I)
W
Ângulo de entrada (ângulo do entalhe)
HEIDENHAIN CNC PILOT 4290
429
6.6 Elementos de forma
Entalhe em forma de H
O elemento de forma define um entalhe com a forma de H.
Parâmetros
K
Comprimento do entalhe
I
Profundidade do entalhe (medida do raio)
R
Raio do entalhe
W
Ângulo de entrada
Entalhe em forma de K
O elemento de forma define um entalhe com a forma de K.
Parâmetros
I
Profundidade do entalhe
R
Raio do entalhe
W
Ângulo de abertura
A
Ângulo de entrada, ângulo para o eixo longitudinal
(predefinição: 45º)
Entalhe em forma de U
O elemento de forma define um entalhe com a forma de U.
Parâmetros
K
Comprimento do entalhe (largura do entalhe)
I
Profundidade do entalhe (medida do raio)
R
Raio do entalhe nas duas esquinas do recesso (predefinição: 0)
Esquina:
Não: nenhum chanfre/arredondamento
Chanfrar: chanfre
Arredondar: arredondamento
P
430
Largura do chanfre ou raio do arredondamento
6.6 Elementos de forma
Recesso geral
O elemento de forma define um recesso axial ou radial sobre um
elemento de referência linear. O recesso é atribuído ao elemento de
referência selecionado.
Parâmetros
X
Ponto de referência
Z
Ponto de referência
K
Largura do recesso sem chanfre/arredondamento
I
Profundidade do recesso
U
Diâmetro do fundo do recesso (apenas no recesso axial)
A
Ângulo do recesso, ângulo entre flancos do recesso
(0° <= A < 180°)
1. Esquina:
Não: nenhum chanfre/arredondamento
Chanfrar: chanfre
Arredondar: arredondamento
P
Largura do chanfre ou raio do arredondamento (1.ª esquina)
2. Esquina:
Não: nenhum chanfre/arredondamento
Chanfrar: chanfre
Arredondar: arredondamento
B
Largura do chanfre ou raio do arredondamento (2.ª esquina)
R
Raio no fundo (raio interior nas duas esquinas do recesso)
O CNC PILOT refere a profundidade do recesso ao
elemento de referência. O fundo do recesso está paralelo
ao elemento de referência.
HEIDENHAIN CNC PILOT 4290
431
6.6 Elementos de forma
Recesso em forma de D (vedante)
O elemento de forma define um recesso axial ou radial sobre o
contorno exterior ou interior. O recesso é atribuído ao elemento de
referência anteriormente selecionado.
Parâmetros
X
Ponto inicial no recesso radial
Z
Ponto inicial no recesso axial
I
Diâmetro do fundo do recesso (apenas no recesso axial)
Ii
Recesso axial: profundidade do recesso
Recesso radial: largura do recesso (respeitar o sinal!)
Ki
Recesso axial: largura do recesso (respeitar o sinal!)
Recesso radial: profundidade do recesso
Esquinas:
Não: nenhum chanfre/arredondamento
Chanfrar: chanfre
Arredondar: arredondamento
B
Largura do chanfre ou raio do arredondamento nos dois lados
do recesso
R
Raio no fundo, raio interior nas duas esquinas do recesso
432
6.6 Elementos de forma
Rotação livre (forma FD)
O elemento de forma define uma rotação livre axial ou radial sobre um
elemento de referência linear. A rotação livre é atribuída ao elemento
de referência anteriormente selecionado.
Parâmetros
X
Ponto de referência
Z
Ponto de referência
K
Largura do recesso
I
Profundidade do recesso
U
Diâmetro do fundo do recesso (apenas no recesso axial)
A
Ângulo do recesso (0° < A <= 90°)
R
Raio interior nas duas esquinas do recesso
O CNC PILOT refere a profundidade do recesso ao
elemento de referência. O fundo do recesso está paralelo
ao elemento de referência.
Recesso em forma de S (anel de segurança)
O elemento de forma define um recesso axial sobre o contorno
exterior ou interior. O recesso é atribuído ao elemento de referência
anteriormente selecionado.
Parâmetros
Z
Ponto inicial do recesso
Ki
Largura do recesso (respeitar o sinal!)
I
Diâmetro/raio do fundo do recesso
Ii
Profundidade do recesso
Chanfre nos dois lados do recesso
Não: nenhum chanfre
Chanfrar: chanfre
B
Largura do chanfre
HEIDENHAIN CNC PILOT 4290
433
6.6 Elementos de forma
Rosca
A chamada define os tipos de rosca existentes.
Parâmetros
Q
Tipos de rosca:
Rosca fina métrica ISO (DIN 13, Parte 2, Série 1)
Rosca métrica ISO (DIN 13, Parte 1, Série 1)
Rosca cónica métrica ISO (DIN 158)
Rosca fina cónica métrica ISO (DIN 158)
Rosca trapezoidal métrica ISO (DIN 103, Parte 2, Série1)
Rosca trapezoidal plana métrica (DIN 380, Parte 2, Série 1)
Rosca em dente de serra métrica (DIN 513, Parte 2, Série 1)
Rosca redonda cilíndrica (DIN 405, Parte 1, Série 1)
Rosca Whitworth cilíndrica (DIN 11)
Rosca Whitworth cónica (DIN 2999)
Rosca Whitworth para tubagens (DIN 259)
Rosca não padronizada
Rosca grossa UNC US
Rosca fina UNF US
Rosca extrafina UNEF US
Rosca cónica para tubagens NPT US
Rosca cónica Dryseal para tubagens NPTF US
Rosca cilíndrica para tubagens com lubrificante NPSC US
Rosca cilíndrica para tubagens sem lubrificante NPFS US
V
Sentido de rotação:
Rosca à direita
Rosca à esquerda
D
Selecionar o ponto de referência (ver a tabela de softkeys):
1: princípio de rosca no ponto inicial do elemento
2: princípio de rosca no ponto final do elemento
F
Passo de rosca ou número de passos por polegada (ver a tabela
de softkeys)
Passo de rosca
Número de passos por polegada
E
434
Passo variável, aumenta/reduz o passo por rotação em E
(predefinição: 0)
Softkeys para "Rosca"
Selecionar o ponto de referência
"Passo de rosca" ou "Número de
passos por polegada"
6.6 Elementos de forma
Parâmetros
L
Comprimento da rosca, incluindo o comprimento de saída
K
Comprimento de saída (em roscas sem entalhe de rosca)
I
Graduação para determinação do número de passos
H
Número de passos de rosca (predefinição: 1)
A
Ângulo de flanco esquerdo, em roscas não padronizadas
W
Ângulo de flanco direito, em roscas não padronizadas
P
Profundidade de rosca, em roscas não padronizadas
R
Largura de rosca, em roscas não padronizadas
"F" deve ser indicado na "rosca fina métrica, rosca cónica
e rosca fina cónica, rosca trapezoidal e rosca trapezoidal
plana", assim como na "rosca não padronizada". Com
outros tipos de rosca, o parâmetro pode ser suprimido.
Neste caso, o passo de rosca é determinado com base
no diâmetro.
Introduza "I" ou "H". Aplica-se: passo de rosca /
graduação = número de passos.
É possível fazer corresponder outros atributos à rosca
(ver "Atributo de maquinagem "Roscagem"" na
página 494).
Utilize a "rosca não padronizada", se pretender utilizar
parâmetros individuais.
Atenção, perigo de colisão
A rosca é criada através do comprimento do elemento de
referência. Em maquinagens dem entalhe de rosca, devese programar o "comprimento de saída K", para que o CNC
PILOT possa executar a sobreposição de rosca sem
colisões.
Furação (centrada)
O elemento de forma define um furo individual no centro de rotação
(lado frontal ou posterior) que pode conter os seguintes elementos:
Centragem
Furo nuclear
Rebaixamento
Rosca
HEIDENHAIN CNC PILOT 4290
435
6.6 Elementos de forma
Centragem
Parâmetro Centragem
O
Diâmetro de centragem
Furo nuclear
Parâmetros do furo nuclear
B
Diâmetro do furo
P
Profundidade do furo (sem ponta de furação)
W
Ângulo da ponta
W=0°: no ciclo de perfuração, a AAG gera uma "Redução do
avanço (V=1)"
W>0°: ângulo da ponta
Ajuste: H6...H13 ou "Sem ajuste" (ver "Furar" na página 584)
Rebaixamento
Parâmetros do rebaixamento
R
Diâmetro de rebaixamento
U
Profundidade de rebaixamento
E
Ângulo de rebaixamento
436
6.6 Elementos de forma
Roscagem
Parâmetros da rosca
I
Diâmetro nominal
J
Profundidade de rosca
K
Corte de rosca K (comprimento de saída)
F
Passo de rosca
Tipo de passo:
Rosca à direita
Rosca à esquerda
HEIDENHAIN CNC PILOT 4290
437
6.7 Elementos de sobreposição
6.7 Elementos de sobreposição
Os elementos de sobreposição padrão arco de círculo, cunha ou
pontão são selecionados, definidos e sobrepostos imediatamente
após a definição. Se se sobrepõe um traçado de contorno, o TURN
PLUS utiliza o traçado de contorno carregado em último lugar ou o
elemento de sobreposição definido em último lugar (ver "Integrar
elementos de sobreposição" na página 419).
Dependendo da forma do elemento de contorno de apoio, faz-se a
Sobreposição linear ou
Sobreposição circular
As posições de sobreposição podem diferir do elemento
de contorno de apoio.
Arco de círculo
O ponto de referência é o ponto central do círculo.
Parâmetros
XF
Deslocação do ponto de referência
ZF
Deslocação do ponto de referência
R
Raio do arco de círculo
A
Ângulo de abertura
W
Ângulo de rotação: o contorno de sobreposição é rodado com
o "ângulo de rotação"
Cunha/círculo arredondado
Ponto de referência: ponta da cunha / ponto central do
arredondamento
Parâmetros
XF
Deslocação do ponto de referência
ZF
Deslocação do ponto de referência
R
R>0: raio de arredondamento
R=0: sem arredondamento
A
Ângulo de abertura
LS
Comprimento dos lados da cunha (partes de elementos
salientes são cortadas nos pontos de sobreposição)
W
Ângulo de rotação: o contorno de sobreposição é rodado com
o "ângulo de rotação"
438
6.7 Elementos de sobreposição
Pontão
Ponto de referência: centro do elemento básico
Parâmetros
XF
Deslocação do ponto de referência
ZF
Deslocação do ponto de referência
R
R>0: raio de arredondamento
R=0: sem arredondamento
A
Ângulo de abertura
LS
Comprimento dos lados da cunha (partes de elementos
salientes são cortadas nos pontos de sobreposição)
B
Largura do elemento básico
W
Ângulo de rotação: o contorno de sobreposição é rodado com
o "ângulo de rotação"
Sobreposição linear
Parâmetros
X
Ponto inicial, posição do primeiro elemento de sobreposição
Z
Ponto inicial, posição do primeiro elemento de sobreposição
Posição (ver imagem de ajuda)
1: posição original: insere o contorno de sobreposição
"original" no contorno de apoio.
2: posição normal: roda o contorno de sobreposição com o
ângulo de inclinação do elemento de contorno de apoio e,
em seguida, insere-o no contorno de apoio.
Q
Número de elementos de sobreposição
XE
Ponto final, posição do último elemento de sobreposição
ZE
Ponto final, posição do último elemento de sobreposição
XEi
Ponto final incremental
ZEi
Ponto final incremental
Indicar o comprimento (em vez do
ponto final)
L
Distância entre o primeiro e o último elemento de
sobreposição
Indicar o ângulo
Li
Distância entre os elementos de sobreposição
a
Ângulo (predefinição: ângulo do elemento de contorno de
apoio)
HEIDENHAIN CNC PILOT 4290
Softkeys de "Sobreposição linear"
439
6.7 Elementos de sobreposição
Sobreposição circular
O sentido de rotação em que os contornos de sobreposição estão
dispostos corresponde ao sentido de rotação do elemento de
contorno de apoio.
O "ponto de referência" do contorno de sobreposição é
posicionado sobre o "ponto de sobreposição".
Parâmetros
X
Ponto inicial, posição do primeiro elemento de sobreposição
Z
Ponto inicial, posição do primeiro elemento de sobreposição
a
Ponto inicial como ângulo (referência: uma linha paralela ao
eixo Z passando pelo ponto central do arco selecionado)
Posição (ver imagem de ajuda)
1: posição original: insere o contorno de sobreposição
"original" no contorno de apoio.
2: posição normal: roda o contorno de sobreposição com o
ângulo de inclinação do elemento de contorno de apoio e,
em seguida, insere-o no contorno de apoio.
Q
Número de elementos de sobreposição
b
Ponto final, posição do último elemento de sobreposição
(referência: uma linha paralela ao eixo Z passando pelo ponto
central do arco selecionado)
be
Ângulo entre o primeiro e o último elemento de sobreposição
bi
Ângulo entre elementos de sobreposição
440
Softkeys de "Sobreposição circular"
Ângulo da primeira posição de
sobreposição
Ângulo da última posição de
sobreposição
6.8 Contornos de eixo C
6.8 Contornos de eixo C
Posição de um contorno de lado frontal ou
posterior
O TURN PLUS assume a "superfície de referência" selecionada e
propõe-a como "medida de referência". Se necessário, altere o
parâmetro.
Parâmetros
Z
Medida de referência
Posição de um contorno de superfície lateral
O TURN PLUS assume a "superfície de referência" selecionada e
propõe-a como "diâmetro de referência". Se necessário, altere o
parâmetro.
Parâmetros
X
Diâmetro de referência
Profundidade de fresagem
Quando se descrevem contornos de fresagem com elementos
individuais, depois de concluída a introdução do contorno, o TURN
PLUS abre a caixa de diálogo "Caixa/Contorno", onde é pedida a
"Profundidade P".
Parâmetros
P
Profundidade (P > 0 define uma "caixa")
HEIDENHAIN CNC PILOT 4290
441
6.8 Contornos de eixo C
Medição em contornos de eixo C
Através da softkey, ajuste de que forma o elemento de contorno, a
figura ou o padrão são medidos (ver "Instruções de definição de
contorno" na página 424).
Em contornos de superfície lateral, indique o ângulo ou a "medida
de distância". A medida de distância refere-se ao desenvolvimento da
superfície lateral no "diâmetro de referência".
Medição polar em contornos de superfície lateral
(parâmetro "P"):
"P" refere-se à superfície lateral desenvolvida.
Se o resultado forem duas possibilidades de solução,
selecione uma delas.
Lado frontal ou posterior: ponto inicial
A função determina o ponto inicial de um "contorno livre" no lado
frontal/posterior.
Parâmetros
XK
Ponto inicial do contorno em coordenadas cartesianas
YK
Ponto inicial do contorno em coordenadas cartesianas
a
Ponto inicial do contorno em coordenadas polares (ângulo de
referência: eixo XK positivo)
P
Ponto inicial do contorno em coordenadas polares
442
Softkeys "Tipo de medição"
Padrão linear: indicar o comprimento
Padrão linear: indicar o ângulo
Superfície lateral: ângulo em lugar da
medida de distância
6.8 Contornos de eixo C
Lado frontal ou posterior: elemento linear
A função define um elemento linear no lado frontal/posterior.
Parâmetros
XK
Ponto final em coordenadas cartesianas
YK
Ponto final em coordenadas cartesianas
XKi
Distância do ponto inicial ao final
YKi
Distância do ponto inicial ao final
a
Ponto final em coordenadas polares (ângulo de referência:
eixo XK positivo)
P
Ponto final em coordenadas polares
W
Ângulo da distância (referência: ver imagem de ajuda)
WV
Ângulo no sentido anti-horário relativamente ao elemento
precedente. Arco como elemento precedente: ângulo
relativamente à tangente
WN
Ângulo no sentido anti-horário relativamente ao elemento
seguinte. Arco como elemento seguinte: ângulo
relativamente à tangente
L
Comprimento do elemento
Tangencial/não tangencial: determinar a transição para
o elemento de contorno seguinte.
Definir elemento linear:
Chamar o Menu de distâncias
Selecionar a direção do elemento linear:
Distância vertical
Distância horizontal
Distância no ângulo
Distância no ângulo
Distância numa direção qualquer
Dimensionar a distância e determinar a transição para o elemento
seguinte.
HEIDENHAIN CNC PILOT 4290
443
6.8 Contornos de eixo C
Lado frontal ou posterior: elemento circular
A função define um elemento circular no lado frontal/posterior.
Parâmetros
Ponto final do arco
XK
Ponto final em coordenadas cartesianas
YK
Ponto final em coordenadas cartesianas
XKi
Distância do ponto inicial ao final
YKi
Distância do ponto inicial ao final
a
Ponto final em coordenadas polares (ângulo de referência:
eixo XK positivo)
P
Ponto final em coordenadas polares
ai
Ponto final polar, incremental (ângulo de referência: entre a
linha imaginária no ponto inicial, paralelamente ao eixo XK, e
a linha no ponto inicial - ponto final)
Pi
Ponto final polar, incremental (Pi: distância linear entre o
ponto inicial e o ponto final)
Ponto central do arco
I
Ponto central em coordenadas cartesianas
J
Ponto central em coordenadas cartesianas
Ii
Distância do ponto inicial ao central na direção XK
Ji
Distância do ponto inicial ao central na direção YK
b
Ponto central em coordenadas polares (ângulo de referência:
eixo XK positivo)
PM
Ponto central em coordenadas polares
bi
Ponto central polar, incremental (ângulo de referência:
ângulo entre a linha imaginária no ponto inicial, paralelamente
ao eixo XK, e a linha no ponto inicial – ponto central)
PMi
Ponto central polar, incremental (distância linear entre o
ponto inicial e o ponto central)
444
6.8 Contornos de eixo C
Parâmetros
Outros parâmetros
R
Raio do arco
Tangencial/não tangencial: determinar a transição para
o elemento de contorno seguinte.
WA
Ângulo entre o eixo XK positivo e a tangente no ponto inicial
do arco
WE
Ângulo entre o eixo XK positivo e a tangente no ponto final
do arco
WV
Ângulo no sentido anti-horário entre o elemento precedente
e a tangente no ponto inicial do arco. Arco como elemento
precedente: ângulo relativamente à tangente
WN
Ângulo no sentido anti-horário entre a tangente no ponto final
do arco e o elemento seguinte. Arco como elemento
seguinte: ângulo relativamente à tangente
O ponto final não pode corresponder ao ponto inicial
(nenhum círculo completo).
Definir elemento circular:
Chamar o Menu de arcos
Selecionar sentido de rotação do arco
Dimensionar o arco e determinar a transição para o elemento
seguinte.
HEIDENHAIN CNC PILOT 4290
445
6.8 Contornos de eixo C
Lado frontal ou posterior: furo individual
A função define um furo individual no lado frontal/posterior que pode
conter os seguintes elementos:
Centragem
Furo nuclear
Rebaixamento
Rosca
Parâmetros do ponto de referência do furo
XK
Ponto central do furo em coordenadas cartesianas
YK
Ponto central do furo em coordenadas cartesianas
a
Ponto central do furo em coordenadas polares (ângulo de
referência: eixo XK positivo)
PM Ponto central do furo em coordenadas polares
Centragem do contorno do lado frontal/posterior
Parâmetro Centragem
Q
446
Diâmetro de centragem
6.8 Contornos de eixo C
Furo nuclear do contorno do lado frontal/posterior
Parâmetros do furo nuclear
B
Diâmetro do furo
P
Profundidade do furo (sem ponta de furação)
W
Ângulo da ponta
W=0°: no ciclo de perfuração, a AAG gera uma "Redução do
avanço (V=1)"
W>0°: ângulo da ponta
Ajuste: H6...H13 ou "Sem ajuste" (ver "Furar" na página 584)
Rebaixamento do contorno do lado frontal/posterior
Parâmetros do rebaixamento
R
Diâmetro de rebaixamento
U
Profundidade de rebaixamento
E
Ângulo de rebaixamento
Roscagem do contorno do lado frontal/posterior
Parâmetros da rosca
I
Diâmetro nominal
J
Profundidade de rosca
K
Corte de rosca (comprimento de saída)
F
Passo de rosca
Tipo de passo:
Rosca à direita
Rosca à esquerda
HEIDENHAIN CNC PILOT 4290
447
6.8 Contornos de eixo C
Lado frontal ou posterior: círculo
(círculo completo)
A função define um círculo completo no lado frontal/posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
a
Ponto central em coordenadas polares (ângulo de referência:
eixo XK positivo)
PM
Ponto central em coordenadas polares
R
Raio do círculo
K
Diâmetro do círculo
P
Profundidade da figura
448
6.8 Contornos de eixo C
Lado frontal ou posterior: retângulo
A função define um retângulo no lado frontal/posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
a
Ponto central em coordenadas polares (ângulo de referência:
eixo XK positivo)
PM
Ponto central em coordenadas polares
A
Ângulo para o eixo longitudinal do retângulo (referência:
eixo XK)
K
Comprimento do retângulo
B
Largura do retângulo
R
Chanfre/Arredondamento
Largura do chanfre
Raio do arredondamento
P
Profundidade da figura
HEIDENHAIN CNC PILOT 4290
449
6.8 Contornos de eixo C
Lado frontal ou posterior: polígono
A função define um polígono no lado frontal/posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
a
Ponto central em coordenadas polares (ângulo de
referência: eixo XK positivo)
PM
Ponto central em coordenadas polares
A
Ângulo relativamente a um lado poligonal (referência:
eixo XK)
Q
Número de esquinas (Q>=3)
K
Comprimento das arestas
SW
Abertura da chave (diâmetro do círculo interior)
R
Chanfre/Arredondamento
Largura do chanfre
Raio do arredondamento
P
450
Profundidade da figura
6.8 Contornos de eixo C
Lado frontal ou posterior: ranhura linear
A função define uma ranhura linear no lado frontal/posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
a
Ponto central em coordenadas polares (ângulo de
referência: eixo XK positivo)
PM
Ponto central em coordenadas polares
A
Ângulo do eixo longitudinal da ranhura (referência: eixo XK)
K
Comprimento da ranhura
B
Largura da ranhura
P
Profundidade da figura
HEIDENHAIN CNC PILOT 4290
451
6.8 Contornos de eixo C
Lado frontal ou posterior: ranhura circular
A função define uma ranhura circular no lado frontal/posterior.
Parâmetros
XK
Ponto central em coordenadas cartesianas
YK
Ponto central em coordenadas cartesianas
a
Ponto central em coordenadas polares (ângulo de
referência: eixo XK positivo)
PM
Ponto central em coordenadas polares
A
Ângulo inicial (ponto inicial) da ranhura (referência: eixo XK)
W
Ângulo final (ponto final) da ranhura (referência: eixo XK)
R
Raio de curvatura (referência: trajetória de ponto central da
curvatura)
B
Largura da ranhura
P
Profundidade da figura
452
6.8 Contornos de eixo C
Lado frontal ou posterior: padrão linear de furos
ou de figura
A função define um padrão linear de furos ou de figura no lado frontal/
posterior.
Parâmetros
XK
Ponto inicial do padrão em coordenadas cartesianas
YK
Ponto inicial do padrão em coordenadas cartesianas
a
Ponto inicial do padrão em coordenadas polares (ângulo de
referência: eixo XK positivo)
P
Ponto inicial do padrão em coordenadas polares
Q
Número de figuras (predefinição: 1)
I
Ponto final do padrão em coordenadas cartesianas
J
Ponto final do padrão em coordenadas cartesianas
Ii
Distância entre duas figuras na direção XK
Ji
Distância entre duas figuras na direção YK
b
Ângulo do eixo longitudinal do padrão (referência: eixo XK)
L
Comprimento total do padrão
Li
Distância entre duas figuras (distância do padrão)
HEIDENHAIN CNC PILOT 4290
453
6.8 Contornos de eixo C
Lado frontal ou posterior: padrão circular de
furos ou de figura
A função define um padrão circular de furos ou de figura no lado
frontal/posterior.
Parâmetros
XK
Ponto central do padrão em coordenadas cartesianas
YK
Ponto central do padrão em coordenadas cartesianas
a
Ponto central do padrão em coordenadas polares (ângulo de
referência: eixo XK positivo)
PM
Ponto central do padrão em coordenadas polares
Q
Número de figuras
Orientação:
no sentido horário
no sentido anti-horário
R
Raio do padrão
K
Diâmetro do padrão
A
Ângulo inicial, posição da primeira figura (referência: eixo XK)
A e W não programados: distribuição do círculo completo,
com início em 0°
W
Ângulo final, posição da última figura (referência: eixo XK)
W não programado: distribuição do círculo completo, com
início em A
Wi
Ângulo entre duas figuras (o sinal não tem significado)
Posição das figuras
Posição normal: a figura de saída roda à volta do ponto
central do padrão (rotação à volta do ponto central do
padrão)
Posição original: a posição da figura de saída mantém-se
(translação)
Descrição de furo/descrição de figura
Em padrões com ranhuras circulares, o "Ponto central de
curvatura" é adicionado à posição do padrão (ver "Padrão
circular com ranhuras circulares" na página 178).
454
6.8 Contornos de eixo C
Superfície lateral: ponto inicial
A função define o ponto inicial de um "contorno livre" sobre a superfície
lateral.
Parâmetros
Z
Ponto inicial do contorno
P
Ponto inicial do contorno – polar
CY
Ponto inicial do contorno – ângulo como "medida de distância"
C
Ponto inicial do contorno – ângulo
HEIDENHAIN CNC PILOT 4290
455
6.8 Contornos de eixo C
Superfície lateral: elemento linear
A função define um elemento linear num contorno de superfície
lateral.
Parâmetros
Z
Ponto final da distância
P
Ponto final da distância – polar
CY
Ponto final da distância – ângulo como "medida de distância"
C
Ponto final da distância – ângulo
W
Ângulo da distância (referência: ver imagem de ajuda)
WV
Ângulo no sentido anti-horário relativamente ao elemento
precedente. Arco como elemento precedente: ângulo
relativamente à tangente
WN
Ângulo no sentido anti-horário relativamente ao elemento
seguinte. Arco como elemento seguinte: ângulo
relativamente à tangente
L
Comprimento do elemento
Tangencial/não tangencial: determinar a transição para
o elemento de contorno seguinte.
Definir elemento linear:
Chamar o Menu de distâncias
Selecionar a direção do elemento linear:
Distância vertical
Distância horizontal
Distância no ângulo
Distância no ângulo
Distância numa direção qualquer
Dimensionar a distância e determinar a transição para o elemento
seguinte.
456
6.8 Contornos de eixo C
Superfície lateral: elemento circular
As funções definem um elemento circular num contorno de superfície
lateral.
Parâmetros
Ponto final do arco
Z
Ponto final
P
Ponto final – polar
CY
Ponto final – ângulo como "medida de distância"
C
Ponto final da distância – ângulo
Ponto central do arco
K
Ponto central
CJ
Ponto central (ângulo como "medida de distância")
b
Ponto central em coordenadas polares (ângulo de
referência: eixo XK positivo)
PM
Ponto central – polar
Outros parâmetros
R
Raio do arco
Tangencial/não tangencial: determinar a transição para
o elemento de contorno seguinte.
WA
Ângulo entre o eixo Z positivo e a tangente no ponto inicial do
arco
WE
Ângulo entre o eixo Z positivo e a tangente no ponto final do
arco
WV
Ângulo no sentido anti-horário entre o elemento precedente
e a tangente no ponto inicial do arco. Arco como elemento
precedente: ângulo relativamente à tangente
WN
Ângulo no sentido anti-horário entre a tangente no ponto final
do arco e o elemento seguinte. Arco como elemento
seguinte: ângulo relativamente à tangente
Chamar o Menu de arcos
Selecionar sentido de rotação do arco
Dimensionar o arco e determinar a transição para o elemento
seguinte.
HEIDENHAIN CNC PILOT 4290
457
6.8 Contornos de eixo C
Superfície lateral: furo individual
A função define um furo individual na superfície lateral que pode
conter os seguintes elementos:
Centragem
Furo nuclear
Rebaixamento
Rosca
Parâmetros do ponto de referência do furo
Z
Ponto central do furo
CY
Ponto central do furo – ângulo como "medida de distância"
C
Ponto central do furo – ângulo
Centragem do contorno de superfície lateral
Parâmetro Centragem
Q
458
Diâmetro de centragem
6.8 Contornos de eixo C
Furo nuclear do contorno de superfície lateral
Parâmetros do furo nuclear
B
Diâmetro do furo
P
Profundidade de furo (profundidade de furação e rebaixamento
– sem ponta de furação e centragem)
W
Ângulo da ponta
W=0°: no ciclo de perfuração, a AAG gera uma "Redução do
avanço (V=1)"
W>0°: ângulo da ponta
Ajuste: H6...H13 ou "Sem ajuste" (ver "Furar" na página 584)
Rebaixamento do contorno de superfície lateral
Parâmetros do rebaixamento
R
Diâmetro de rebaixamento
U
Profundidade de rebaixamento
E
Ângulo de rebaixamento
Roscagem do contorno de superfície lateral
Parâmetros da rosca
I
Diâmetro nominal
J
Profundidade de rosca
K
Corte de rosca (comprimento de saída)
F
Passo de rosca
Tipo de passo:
Rosca à direita
Rosca à esquerda
HEIDENHAIN CNC PILOT 4290
459
6.8 Contornos de eixo C
Superfície lateral: círculo (círculo completo)
A função define um círculo completo na superfície lateral.
Parâmetros
Z
Ponto central da figura
CY
Ponto central da figura – ângulo como "medida de distância"
C
Ponto central da figura – ângulo
R
Raio
K
Diâmetro do círculo
P
Profundidade da figura
460
6.8 Contornos de eixo C
Superfície lateral: retângulo
A função define um retângulo na superfície lateral.
Parâmetros
Z
Ponto central da figura
CY
Ponto central da figura – ângulo como "medida de distância"
C
Ponto central da figura – ângulo
A
Ângulo do eixo longitudinal do retângulo (referência: eixo Z)
K
Comprimento do retângulo
B
Largura do retângulo
R
Chanfre/Arredondamento
Largura do chanfre
Raio do arredondamento
P
Profundidade da figura
HEIDENHAIN CNC PILOT 4290
461
6.8 Contornos de eixo C
Superfície lateral: polígono
A função define um polígono sobre a superfície lateral.
Parâmetros
Z
Ponto central da figura
CY
Ponto central da figura – ângulo como "medida de distância"
C
Ponto central da figura – ângulo
A
Ângulo relativamente a um lado poligonal (referência: eixo Z)
Q
Número de esquinas (Q>=3)
K
Comprimento das arestas
SW
Abertura da chave (diâmetro do círculo interior)
R
Chanfre/Arredondamento
Largura do chanfre
Raio do arredondamento
P
462
Profundidade da figura
6.8 Contornos de eixo C
Superfície lateral: ranhura linear
A função define uma ranhura linear na superfície lateral.
Parâmetros
Z
Ponto central da figura
CY
Ponto central da figura – ângulo como "medida de distância"
C
Ponto central da figura – ângulo
A
Ângulo do eixo longitudinal da ranhura (referência: eixo Z)
K
Comprimento da ranhura
B
Largura da ranhura
P
Profundidade da figura
HEIDENHAIN CNC PILOT 4290
463
6.8 Contornos de eixo C
Superfície lateral: ranhura circular
A função define uma ranhura circular na superfície lateral.
Parâmetros
Z
Ponto central da figura
CY
Ponto central da figura – ângulo como "medida de distância"
C
Ponto central da figura – ângulo
A
Ângulo inicial (ponto inicial) da ranhura (referência: eixo Z)
W
Ângulo final (ponto final) da ranhura (referência: eixo Z)
B
Largura da ranhura
P
Profundidade da figura
464
6.8 Contornos de eixo C
Superfície lateral: padrão linear de furos ou
figura
A função define um padrão linear de furos ou de figura na superfície
lateral.
Parâmetros
Z
Ponto inicial do padrão
CY
Ponto inicial do padrão – ângulo como "medida de distância"
C
Ponto inicial do padrão – ângulo
Q
Número de figuras (predefinição: 1)
K
Padrão de ponto final
Ki
Distância entre duas figuras na direção Z
CYE
Ponto final do padrão – ângulo como "medida de distância"
CYi
Distância entre as figuras – como "medida de distância"
L
Comprimento total do padrão
Li
Distância entre duas figuras (distância do padrão)
b
Ângulo do eixo longitudinal do padrão (referência: eixo Z)
Descrição de furo/descrição de figura
Se o "ponto final" não for programado, os furos/as figuras
são dispostos ordenadamente sobre o perímetro.
HEIDENHAIN CNC PILOT 4290
465
6.8 Contornos de eixo C
Superfície lateral: padrão circular de furos ou
figura
A função define um padrão linear de furos ou de figura na superfície
lateral.
Parâmetros
Z
Ponto central do padrão
CY
Ponto central do padrão – ângulo como "medida de distância"
C
Ponto central do padrão – ângulo
Q
Número de figuras (predefinição: 1)
Orientação
no sentido horário
no sentido anti-horário
R
Raio do padrão
K
Diâmetro do padrão
A
Ângulo inicial, posição da primeira figura (referência: eixo Z)
A e W não programados: distribuição do círculo completo,
com início em 0°
W
Ângulo final, posição da última figura (referência: eixo Z)
W não programado: distribuição do círculo completo, com
início em A
Wi
Ângulo entre duas figuras (o sinal não tem significado)
Posição das figuras
Posição normal: a figura de saída roda à volta do ponto
central do padrão (rotação à volta do ponto central do
padrão)
Posição original: a posição da figura de saída mantém-se
(translação)
Descrição de furo/descrição de figura
Em padrões com ranhuras circulares, o "Ponto central de
curvatura" é adicionado à posição do padrão (ver "Padrão
circular com ranhuras circulares" na página 178).
466
6.9 Funções auxiliares
6.9 Funções auxiliares
Elementos de contorno não solucionados
Elementos de contorno que não permitem o respetivo cálculo são
designados por "elementos não solucionados". O TURN PLUS
representa estes elementos no lado direito do ecrã. Cada elemento
não solucionado é representado por um símbolo. Além disso, o TURN
PLUS apresenta os parâmetros conhecidos.
Se, em elementos de contorno não solucionados, um elemento de
contorno é subdeterminado, o TURN PLUS acusa este erro. Depois de
ter confirmado a mensagem de erro, posicione o cursor com as
softkeys sobre o elemento não solucionado desejado e corrija os
dados.
Softkeys
Selecionar o elemento não solucionado precedente
Selecionar o elemento não solucionado seguinte
Selecionar o elemento não solucionado marcado
HEIDENHAIN CNC PILOT 4290
467
6.9 Funções auxiliares
Seleções
Os pontos de contorno ou elementos de contorno são escolhidos
mediante seleção. No passo seguinte, os pontos/elementos
selecionados são sobrepostos com elementos de forma.
Cores em pontos de seleção
Vermelho: ponto marcado pelo cursor, não selecionado
Verde: ponto selecionado
Azul: ponto marcado pelo cursor, selecionado
Softkeys para a seleção
Ponto de contorno seguinte (em alternativa: "Seta
para a esquerda")
Ponto de contorno anterior (em alternativa: "Seta para
a direita")
Elemento de contorno seguinte (em alternativa: "Seta
para a esquerda")
Elemento de contorno anterior (em alternativa: "Seta
para a direita")
Posição anterior de furo (em alternativa: "Seta para a
esquerda")
Posição seguinte de furo (em alternativa: "Seta para a
direita")
Ativar a seleção múltipla para pontos de contorno
Ativar a seleção múltipla para elementos de contorno
Selecionar todos os pontos de contorno
Selecionar todos os elementos de contorno
Ligar a seleção de área
Selecionar ponto de contorno/elemento de
contorno
Fechar a seleção
Suprimir a seleção de ponto de contorno/elemento de
contorno
468
6.9 Funções auxiliares
Selecionar ponto de contorno individual/elemento de contorno individual
Seleção simples com o touchpad
Posicionar o cursor sobre o ponto de contorno ou o elemento de
contorno
Premir o botão esquerdo do rato – o ponto de contorno/elemento de
contorno fica selecionado
Seleção simples por softkey
Selecionar ponto de contorno
Selecionar elemento de contorno
Selecionar ponto de contorno/elemento de contorno
Selecionar vários pontos de contorno/elementos de contorno
Seleção múltipla por touchpad
Ligar a seleção múltipla para pontos de contorno
Ligar a seleção múltipla para elementos de contorno
Para cada ponto de contorno a selecionar ou para cada elemento
de contorno a selecionar:
Posicionar o cursor sobre o ponto de contorno/elemento de contorno
e premir o botão esquerdo do rato
HEIDENHAIN CNC PILOT 4290
469
6.9 Funções auxiliares
Seleção múltipla por softkey
Selecionar o primeiro ponto de contorno
Marcar o ponto de contorno e ligar a seleção
múltipla
Selecionar o primeiro elemento de contorno
Marcar o elemento de contorno e ligar a seleção
múltipla
Para cada ponto de contorno a selecionar ou para cada elemento
de contorno a selecionar:
Selecionar ponto de contorno
Selecionar elemento de contorno
Marcar ponto de contorno/elemento de contorno
Terminar a seleção
Em alternativa, selecione todos os pontos de contorno/
elementos de contorno e anule a seleção das posições
não desejadas.
470
6.9 Funções auxiliares
Selecionar área de contorno
Seleção de área por touchpad
Posicionar o cursor sobre o primeiro elemento
Ligar a seleção de área
Posicionar o cursor sobre o último elemento
Premir o botão esquerdo do rato: seleção de área na direção da
descrição de contorno
Premir o botão direito do rato: seleção de área na direção oposta à
descrição de contorno
Seleção de área por softkey
Selecionar o início da área
Marcar o início da área e ligar a seleção de área
Escolher o fim da área
Terminar a seleção de área
HEIDENHAIN CNC PILOT 4290
471
6.9 Funções auxiliares
Deslocar o ponto zero
Exemplo: quando a peça de trabalho é descrita por lados diferentes,
descrevem-se primeiro os elementos de contorno medidos do lado
direito, desloca-se o ponto zero e, em seguida, introduzem-se os
elementos de contorno medidos do lado esquerdo.
Ativar a deslocação do ponto zero:
U
Selecionar "Ponto zero > Deslocar" no menu de peça pronta. O
TURN PLUS abre a caixa de diálogo "Deslocar ponto zero".
U Introduzir a deslocação do ponto zero. O TURN PLUS desloca o
contorno definido até então.
Desativar a deslocação do ponto zero:
U
Selecionar "Ponto zero > Repor" no menu de peça pronta. O TURN
PLUS volta a colocar o ponto zero do sistema de coordenadas na
posição original.
Parâmetros
Xi
Ponto final – valor com que o ponto zero é deslocado
Zi
Ponto final – valor com que o ponto zero é deslocado
Duplicar linearmente a secção de contorno
Esta função permite definir uma secção de contorno e "acrescentá-la"
'n' vezes ao contorno existente.
U
U
U
U
Selecionar "Duplicar > Série > Linear" no menu de peça pronta. O
TURN PLUS marca o último elemento.
Selecionar a secção de contorno (é possível selecionar apenas os
elementos de contorno introduzidos em último lugar).
O TURN PLUS abre a caixa de diálogo "Multiplicar linearmente em
série". Indique o número.
O TURN PLUS amplia o contorno
Parâmetros
Q
472
Número (a secção de contorno é duplicada Q vezes)
6.9 Funções auxiliares
Duplicar circularmente a secção de contorno
Esta função permite definir uma secção de contorno e "acrescentá-la"
'n' vezes ao contorno existente.
U
U
U
U
U
Selecionar "Duplicar > Série > Circular" no menu de peça pronta. O
TURN PLUS marca o último elemento.
Selecionar a secção de contorno (é possível selecionar apenas os
elementos de contorno introduzidos em último lugar).
O TURN PLUS abre a caixa de diálogo "Multiplicar circularmente em
série". Indique o número e o raio.
O TURN PLUS mostra o primeiro "ponto de rotação" como um
"quadrado vermelho". Selecione o "ponto de rotação" correto.
O TURN PLUS amplia o contorno
Parâmetros
Q
Número (a secção de contorno é duplicada Q vezes)
R
Raio
Execução de "duplicação circular"
Pontos de rotação: com o "Raio", o TURN PLUS coloca um círculo
à volta do ponto inicial e final da secção de contorno. Os pontos de
intersecção dos círculos produzem os dois pontos de rotação
possíveis.
O ângulo de rotação resulta da distância entre o ponto inicial e o
ponto final da secção de contorno.
Ampliar contorno: o TURN PLUS duplica a secção de contorno
selecionada, roda-a e "acrescenta-a" ao contorno.
Duplicar a secção de contorno mediante reflexão
Com esta função, define-se uma secção de contorno que é refletida e
acrescentada ao contorno existente.
U
U
U
U
Selecionar "Duplicar > Refletir" no menu de peça pronta. O TURN
PLUS marca o último elemento.
Selecionar a secção de contorno (é possível selecionar apenas os
elementos de contorno introduzidos em último lugar).
O TURN PLUS abre a caixa de diálogo "Duplicar mediante reflexão".
Defina o eixo de reflexão. O TURN PLUS amplia o contorno.
Parâmetros
W
Ângulo do eixo de reflexão. O eixo de reflexão passa através do
ponto final atual do contorno.
Referência do ângulo: eixo Z positivo
HEIDENHAIN CNC PILOT 4290
473
6.9 Funções auxiliares
Calculadora
A calculadora pode ser utilizada para cálculos padrão, o cálculo de
tolerâncias de ajuste e o cálculo do diâmetro do furo nuclear em roscas
interiores.
Efetuar cálculos:
U
Posicionar o cursor sobre o campo de introdução da caixa de diálogo
U Abrir a calculadora. O valor do campo de introdução é
assumido.
U
Efetuar o cálculo
"OK" desativa a calculadora com aceitação dos valores
"Cancelar" desativa a calculadora sem aceitação dos valores
U
U
Instruções de operação:
Selecionar e ativar a função de cálculo/campos de introdução com
as teclas de cursor ou com o rato.
As funções de cálculo (SIN, elevar ao quadrado, etc.) referem-se ao
"valor visualizado".
Visualizar:
Valor visualizado (por baixo de "=")
Valor memorizado (à direita de "=")
Operação de cálculo e resultado intermédio (à direita, ao lado do
valor visualizado)
Calcular Ajuste (calcula a tolerância média para ajustes):
U
Introduzir o diâmetro nominal
Ativar "Ajuste".
U Introduzir dados de ajuste (caixa de diálogo "Ajuste")
U Ativar "OK". A calculadora assume a "média de tolerância" como valor
visualizado.
Calcular o diâmetro do furo nuclear em roscas interiores (o diâmetro
é calculado a partir dos dados da rosca):
U
U
U
U
Ativar "Rosca interior".
Introduzir dados de rosca (caixa de diálogo "Rosca interior")
Ativar "OK". A calculadora determina o diâmetro do furo nuclear e
assume-o como valor visualizado.
474
Funções da calculadora
=
Efetuar o cálculo; mostrar o resultado
+,-,*,/
Tipos de cálculo básicos
SIN, COS,
TAN
Funções trigonométricas
ASIN,
ACOS,
ATAN
Funções trigonométricas inversas
X²
Elevar ao quadrado
÷
Raiz de
STO
Memorizar o valor visualizado
STO+
Adicionar o valor visualizado ao
conteúdo da memória
STO–
Subtrair o valor visualizado ao conteúdo
da memória
RCL
Assumir o conteúdo da memória como
valor visualizado
CLR
Apagar a visualização
1/X
Valor recíproco
p
Valor de Pi (3,14159)
n%
Cálculo da percentagem
6.9 Funções auxiliares
Digitalização
Ao digitalizar, os valores introduzidos são determinados através do
retículo e são aceites. O TURN PLUS mostra as coordenadas da
posição do retículo.
U
Ativar o modo de digitalização com a caixa de diálogo
aberta
U
Posicionar o retículo com as teclas de cursor ou com
o touchpad
U
Sair do modo de digitalização:
"Enter": com aceitação dos valores
"Tecla ESC": sem aceitação dos valores
Altere a definição de zoom antes de chamar o modo de
digitalização, se os incrementos de movimento do
retículo forem demasiado pequenos/grandes.
Os valores são assumidos como valores absolutos do
sistema de coordenadas cartesiano,
independentemente da definição dos campos de
introdução.
HEIDENHAIN CNC PILOT 4290
475
6.9 Funções auxiliares
Verificar elementos de contorno (Inspetor)
Com o "Inspetor", verificam-se elementos de contorno ou de forma,
figuras e padrões. Um alteração dos dados é impossível.
Selecionar a janela (plano de referência)
Ativar a "Lupa"
Chamar o "Inspetor"
Posicionar o cursor sobre o elemento de contorno, elemento de
forma, figura ou padrão.
Confirmar a posição. O TURN PLUS mostra os
parâmetros introduzidos.
Premir a "tecla ALT": o TURN PLUS mostra todos os parâmetros do
elemento e, no caso de elementos de forma, os parâmetros dos
elementos individuais.
Premir "Seta para a esquerda/direita" (com a caixa de diálogo aberta):
o TURN PLUS mostra os parâmetros do elemento seguinte/
precedente.
Premir a tecla ESC: fechar a caixa de diálogo
476
6.9 Funções auxiliares
Mensagens de erro
Se, a seguir à mensagem de erro propriamente dita, aparecer o caráter
">>", o TURN PLUS mostra mais informações acerca desta
mensagem de erro, se assim se desejar.
U
Chamar informações adicionais sobre a mensagem de
erro.
HEIDENHAIN CNC PILOT 4290
477
6.10 Importar contornos DXF
6.10 Importar contornos DXF
Princípios básicos da importação de DXF
É possível importar contornos que se encontrem em formato DXF
para o TURN PLUS.
Descrever contornos DXF:
Blocos
Peças prontas
Traçados de contorno
Contornos de fresagem
Em contornos de bloco e peça pronta, assim como nos traçados de
contorno, a camada DXF deverá conter apenas um contorno,
enquanto que nos contornos de fresagem podem existir e ser
importados vários contornos.
Requisitos do contorno DXF ou do ficheiro DXF:
Apenas elementos bidimensionais
O contorno deve encontrar-se numa camada separada (sem linhas
de medição, sem arestas periféricas, etc.)
Os contornos de torneamento (de bloco ou peça pronta) deverão ser
representados, preferencialmente, por cima do centro de rotação
(se assim não for, devem ser retocados no TURN PLUS)
Sem círculos completos, sem splines, sem blocos DXF (macros),
etc.
Os contornos importados podem compor-se de, no máximo, 4.000
elementos (linhas, arcos de círculo); adicionalmente, são possíveis
até 10.000 pontos de polilinha
O nome do ficheiro pode ter, no máximo, oito carateres
Preparação do contorno: dado que os formatos DXF e TURN PLUS
são, por princípio, diferentes, o formato do contorno em DXF é
convertido para TURN PLUS durante a importação. Desse modo,
alteram-se ou completam-se os aspetos seguintes:
As lacunas entre elementos de contorno são fechadas
As polilinhas são convertidas em elementos lineares
Determina-se o ponto inicial do contorno
Determina-se o sentido de rotação do contorno
Execução da importação de DXF:
U
U
U
U
Seleção do ficheiro DXF
Seleção da camada que contém exclusivamente o(s) contorno(s)
Importação do(s) contorno(s)
Guardar ou processar o contorno em TURN PLUS
478
6.10 Importar contornos DXF
Configuração da importação de DXF
No parâmetro de configuração Ponto inicial automaticamente,
define-se o comportamento do TURN PLUS ao introduzir o contorno
da peça pronta.
U
U
Selecionar "Configuração > Alterar > Definições" no menu principal.
O TURN PLUS abre a caixa de diálogo "Definições".
Ajuste "Ponto inicial automaticamente":
Sim: ao abrir a introdução do contorno de peça pronta, o TURN
PLUS bifurca imediatamente para a introdução do ponto inicial do
contorno. A softkey Importação de DXF não está disponível.
Não: depois de se chamar a introdução do contorno de peça
pronta, é possível decidir se deve ser lido um contorno de peça
pronta/contorno DXF ou se o contorno é introduzido
manualmente.
Antes deste ajuste, é afetada apenas a introdução do contorno de
peça pronta. Em todos os outros contornos, selecione a forma de
introdução do contorno através do menu ou por softkey.
A "preparação" do contorno durante a importação de DXF é
influenciada com os parâmetros DXF:
U
U
Selecionar "Configuração > Alterar > Parâmetros DXF" no menu
principal. O TURN PLUS abre a caixa de diálogo "Parâmetros DXF".
Proceda aos ajustes.
HEIDENHAIN CNC PILOT 4290
479
6.10 Importar contornos DXF
Parâmetros DXF:
Lacuna máxima: no desenho DXF não podem existir lacunas entre
os elementos de contorno. Neste parâmetro indica-se o tamanho
que pode ter a distância entre dois elementos de contorno.
A lacuna máxima não é excedida: o elemento seguinte faz parte
do contorno "atual".
A lacuna máxima é excedida: o elemento seguinte faz parte do
contorno "novo".
Ponto inicial: a importação de DXF analisa o contorno e determina
o ponto inicial. Definições possíveis:
à direita, à esquerda, em cima, em baixo o ponto inicial é
colocado no ponto do contorno que se encontra mais à direita (ou
à esquerda, ...). Se vários pontos do contorno preencherem esta
condição, é selecionado automaticamente um destes pontos.
distância máxima: a importação de DXF coloca o ponto inicial
sobre um dos pontos de contorno que se encontrem mais
afastados um do outro. A determinação do ponto que será
definido como ponto inicial é feita automaticamente e não pode
ser influenciada.
ponto marcado: se um dos pontos de contorno no desenho DXF
estiver assinalado por um círculo completo, este ponto é definido
como ponto inicial. O centro do círculo completo deve encontrarse sobre o ponto de contorno.
Sentido de rotação: determine se o contorno fica orientado em
sentido horário ou anti-horário.
Guardar as definições:
U
U
Selecionar "Configuração > Guardar" no menu principal. O TURN
PLUS abre a caixa de diálogo "Guardar configuração".
Selecionar o ficheiro "Padrão" e guardar a configuração alterada
Importação de DXF
A função Importação de DXF é disponibilizada sempre que seja
necessária uma introdução de contorno. A execução da importação de
DXF é independente do contorno a importar (bloco, peça pronta, etc.)
Importação de DXF:
480
U
Premir a softkey: o TURN PLUS abre a caixa de
seleção "Importação de DXF".
U
Selecionar e carregar o ficheiro DXF
U
Selecionar o contorno a importar
U
O contorno selecionado / os contornos selecionados
são representados a vermelho e os elementos de
contorno da outra camada a amarelo.
U
Importar contorno(s) DXF
6.11 Manipular contornos
6.11 Manipular contornos
Tenha em atenção, em caso de alterações dos contornos:
Se houver elementos de forma sobrepostos aos elementos de
contorno, os pontos finais visualizados ou a introduzir referem-se ao
"ponto final teórico". Havendo alterações nos elementos de
contorno, os chanfres, arredondamentos, roscas e entalhes são
ajustados automaticamente à nova posição.
A direção de definição determina a sequência, assim como o ponto
inicial e final, de um elemento de contorno.
Depois de aparar, apagar ou inserir, o TURN PLUS analisa se
elementos imediatamente consecutivos podem ser reunidos numa
distância / num arco. O contorno modificado é padronizado.
Se houver contornos definidos para a maquinagem do eixo
C ou Y, o contorno de torneamento não pode ser alterado.
Alterar contorno de bloco
Um bloco padrão (barra, tubo) pode ser sujeito às seguintes
operações:
Apagar:
U
Selecionar "Manipular > Apagar > Contorno" no menu de bloco. O
TURN PLUS apaga o bloco.
Resolver:
U
Selecionar "Manipular > Resolver" no menu de bloco. O TURN PLUS
resolve o bloco padrão em elementos de contorno individuais. Em
seguida, os elementos individuais podem ser manipulados.
Na presença de uma peça fundida, ou se o bloco tiver sido definido
com elementos individuais, a manipulação é idêntica à de uma peça
pronta.
HEIDENHAIN CNC PILOT 4290
481
6.11 Manipular contornos
Apagar elementos de contorno
Apagar elementos de contorno ou de forma:
U
Selecionar "Manipular > Apagar > Elemento (ou Elemento de
forma)" no menu de peça pronta
U Selecionar o elemento a apagar.
U O TURN PLUS apaga o elemento de contorno ou de forma
selecionado
Apagar todos os elementos de forma:
U
Selecionar "Manipular > Apagar > Todos os elementos de forma" no
menu de peça pronta.
U O TURN PLUS apaga todos os elementos de forma existentes.
Apagar contorno de peça pronta:
U
Selecionar "Manipular > Apagar > Contorno" no menu de peça
pronta.
U O TURN PLUS apaga todo o contorno de peça pronta.
Apagar o contorno do eixo C:
U
U
U
U
Selecionar a janela de superfície frontal, posterior ou lateral
Selecionar "Manipular > Apagar > Caixa/Figura/Padrão" no menu de
peça pronta.
Selecionar a figura, padrão, etc. a apagar.
O TURN PLUS apaga o contorno selecionado.
Alterar elementos de contorno ou de forma
Ao alterar elementos de contorno, o TURN PLUS diferencia:
"Alterar > Elemento de contorno": o elemento de contorno é
alterado e o TURN PLUS ajusta os elementos seguintes.
"Alterar > Elemento de contorno com deslocação": o elemento de
contorno é alterado e o TURN PLUS desloca o contorno seguinte.
Alterar elemento de contorno:
U
U
U
U
U
Selecionar "Manipular > Alterar > Elemento de contorno" (ou ".. >
Elemento de contorno com deslocação") no menu de peça pronta.
Selecionar o elemento a alterar. O TURN PLUS disponibiliza a
correspondente caixa de diálogo de distância/arco para a alteração.
Alterar parâmetros
O TURN PLUS representa o contorno alterado. Em caso de várias
possibilidades de solução, escolha a adequada.
Pode aceitar a alteração (softkey "Confirmar") ou rejeitá-la (tecla
ESC).
482
6.11 Manipular contornos
Alterar elemento de forma:
U
Selecionar "Manipular > Alterar > Elemento de forma" no menu de
peça pronta
U Selecionar o elemento de forma a alterar. O TURN PLUS
disponibiliza a correspondente caixa de diálogo para a alteração.
U Alterar parâmetros
U O TURN PLUS executa a alteração
Alterar o contorno do eixo C:
U
U
U
U
U
Selecionar a janela de superfície frontal, posterior ou lateral
Selecionar "Manipular > Alterar > Padrão/Figura/Caixa" no menu de
peça pronta.
Selecionar a figura, o padrão, o elemento de contorno, etc. a alterar.
O TURN PLUS disponibiliza a correspondente caixa de diálogo para
a alteração.
Alterar parâmetros
Em figuras, o TURN PLUS executa a alteração imediatamente. No
caso dos "contornos livres", o TURN PLUS representa o contorno
alterado. Pode aceitar a alteração (softkey "Confirmar") ou rejeitá-la
(tecla ESC).
Inserir contorno ou elemento de contorno
É possível inserir um elemento de contorno isolado ou um "contorno"
(vários elementos de contorno) num contorno existente.
Inserir elemento de contorno:
U
Selecionar "Manipular > Inserir > Distância" (ou ".. > Arco)" no menu
de peça pronta
U Selecionar o "ponto de inserção" (o elemento é inserido a seguir ao
elemento de contorno selecionado).
U Selecionar a direcção da distância ou o sentido de rotação do arco.
O TURN PLUS abre a caixa de diálogo correspondente.
U Definir elemento de contorno
U O TURN PLUS integra o elemento de contorno e ajusta o contorno
existente.
Inserir vários elementos de contorno:
U
U
U
U
Selecionar "Manipular > Inserir > Contorno" no menu de peça pronta
Selecionar o "ponto de inserção" (o elemento é inserido a seguir ao
elemento de contorno selecionado).
Introduzir o contorno a inserir elemento a elemento.
O TURN PLUS integra o contorno introduzido e ajusta o contorno
existente.
HEIDENHAIN CNC PILOT 4290
483
6.11 Manipular contornos
Fechar o contorno
Fechar um contorno aberto:
U
U
Selecionar "Manipular > Ligar" no menu de peça pronta
O TURN PLUS fecha o contorno inserindo um elemento linear.
Resolver o contorno
Ao "Resolver", o TURN PLUS converte elementos de forma, figuras ou
padrões em elementos de contorno separados.
Contorno de torneamento: os elementos de forma (também
chanfres e arredondamentos) são convertidos em distâncias e
arcos.
Contornos do lado frontal/posterior ou da superfície lateral: as
figuras e padrões são convertidos em distâncias e arcos.
Resolver o contorno:
U
U
U
Selecionar "Manipular > Resolver" no menu de peça pronta
Selecionar o elemento de forma, figura ou padrão
O TURN PLUS converte elementos de forma, figuras ou padrões em
elementos de contorno separados
A resolução de um elemento de forma/figura/padrão não
pode ser anulada.
484
6.11 Manipular contornos
Aparar – Elemento linear
Com esta função, altera-se o comprimento de um elemento linear. O
ponto inicial do elemento de contorno permanece inalterado.
Contornos fechados: o elemento manipulado é calculado
novamente e a posição do elemento seguinte ajustada.
Contornos abertos: o elemento manipulado é calculado novamente
e o traçado de contorno seguinte deslocado.
Parâmetros
L
Comprimento do elemento linear alterado
X
Ponto final do elemento linear alterado
Z
Ponto final do elemento linear alterado
Seguinte:
Com alteração do ângulo para o elemento seguinte
Sem alteração do ângulo para o elemento seguinte
Alterar o comprimento de um elemento linear:
U
Selecionar "Manipular > Aparar > Comprimento de
elemento" no menu de peça pronta
U
Selecionar o elemento a alterar. O TURN PLUS abre a
caixa de diálogo "Alterar comprimento de distância":
U
Introduzir o novo comprimento ou
U
o novo ponto final em X ou
U
o novo ponto final em Z.
U
Ajustar o campo de introdução "Seguinte" (com/sem
alteração do elemento seguinte)
U
O TURN PLUS integra a alteração e representa o
contorno manipulado. Pode aceitar a alteração
(softkey "Confirmar") ou rejeitá-la (tecla ESC).
HEIDENHAIN CNC PILOT 4290
485
6.11 Manipular contornos
Aparar – Comprimento do contorno
Com esta função, altera-se o comprimento do contorno. Escolhe-se o
elemento a alterar e um "elemento de compensação".
Parâmetros
L
Comprimento ou ponto final do elemento linear alterado
Z
Comprimento ou ponto final do elemento linear alterado
Alterar o comprimento do contorno:
U
Selecionar "Manipular > Aparar > Comprimento do
contorno" no menu de peça pronta
U
Selecionar o elemento a alterar. O TURN PLUS propõe
um "elemento de compensação".
U
Selecionar o elemento de compensação. O TURN
PLUS abre a caixa de diálogo "Alterar comprimento de
distância":
U
Introduzir o novo comprimento ou
U
o novo ponto final em Z.
U
O TURN PLUS integra a alteração e representa o
contorno manipulado. Pode aceitar a alteração
(softkey "Confirmar") ou rejeitá-la (tecla ESC).
Aparar – Raio de um arco de círculo
Com esta função, altera-se o raio de um arco de círculo.
Parâmetros
R
Raio
Alterar o raio do arco de círculo:
U
U
U
Selecionar "Manipular > Aparar > Raio" no menu de peça pronta
Selecionar o elemento a alterar. O TURN PLUS abre a caixa de
diálogo "Alterar raio":
Introduzir o novo raio. O TURN PLUS integra a alteração e
representa o contorno manipulado. Pode aceitar a alteração (softkey
"Confirmar") ou rejeitá-la (tecla ESC).
486
6.11 Manipular contornos
Aparar – Diâmetro de um elemento linear
Com esta função, altera-se o diâmetro de um elemento linear
horizontal. O TURN PLUS calcula novamente o elemento manipulado
e ajusta a posição ao elemento anterior/seguinte.
Parâmetros
D
Novo diâmetro
Precedente:
Com alteração do ângulo para o elemento precedente
Sem alteração do ângulo para o elemento precedente
Seguinte:
Com alteração do ângulo para o elemento seguinte
Sem alteração do ângulo para o elemento seguinte
Alterar o diâmetro de um elemento linear:
U
U
U
Selecionar "Manipular > Aparar > Diâmetro" no menu de peça pronta
Selecionar o elemento a alterar. O TURN PLUS abre a caixa de
diálogo "Alterar diâmetro":
Introduzir o novo diâmetro e definir os ajustes para o elemento
precedente/seguinte. O TURN PLUS integra a alteração e
representa o contorno manipulado. Pode aceitar a alteração (softkey
"Confirmar") ou rejeitá-la (tecla ESC).
Transformações – Princípios básicos
As funções de transformação são utilizadas para contornos de
torneamento, para contornos do lado frontal/posterior e da superfície
lateral.
Contorno de torneamento: o contorno da "posição original" é
apagado e todo o contorno de torneamento "transformado".
Contornos do lado frontal/posterior, superfície lateral: escolhe-se se
o contorno na "posição original" é apagado ou copiado e
"transformado".
HEIDENHAIN CNC PILOT 4290
487
6.11 Manipular contornos
Transformações – Deslocar
Esta função desloca o contorno de forma incremental ou para a
posição indicada (ponto de referência: ponto inicial do contorno).
Parâmetros
X
Ponto final
Z
Ponto final
Xi
Ponto final – incremental
Zi
Ponto final – incremental
Original (apenas em contornos do eixo C):
Copiar: o contorno original mantém-se inalterado
Apagar: o contorno original é apagado
Transformações – Rodar
Esta função roda o contorno no ponto de rotação pelo ângulo de
rotação.
Parâmetros
X
Ponto de rotação em coordenadas cartesianas
Z
Ponto de rotação em coordenadas cartesianas
a
Ponto de rotação em coordenadas polares
P
Ponto de rotação em coordenadas polares
W
Ângulo de rotação
Original (apenas em contornos do eixo C):
Copiar: o contorno original mantém-se inalterado
Apagar: o contorno original é apagado
Softkeys
Medição polar do ponto de rotação:
ângulo a
Medição polar do ponto de rotação:
raio
488
6.11 Manipular contornos
Transformações – Refletir
Esta função reflete o contorno. A posição do eixo de reflexão é
definida mediante o ponto inicial e o ponto final ou através do ponto
inicial e do ângulo.
Parâmetros
X
Ponto inicial em coordenadas cartesianas
Z
Ponto inicial em coordenadas cartesianas
XE Ponto final em coordenadas cartesianas
ZE
Ponto final em coordenadas cartesianas
W
Ângulo de rotação
a
Ponto inicial em coordenadas polares
P
Ponto inicial em coordenadas polares
b
Ponto final em coordenadas polares
PE Ponto final em coordenadas polares
Original (apenas em contornos do eixo C):
Copiar: o contorno original mantém-se inalterado
Apagar: o contorno original é apagado
Softkeys para a medição polar
Medição polar do ponto de rotação:
ângulo a
Medição do ponto de rotação: raio
Medição do ponto final: ângulo b
Medição do ponto final: raio
Transformações – Inverter
Esta função inverte a direção de definição do contorno.
HEIDENHAIN CNC PILOT 4290
489
6.12 Fazer corresponder atributos
6.12 Fazer corresponder atributos
Após a descrição geométrica do contorno do bloco/peça pronta, é
possível fazer corresponder atributos a elementos de contorno/áreas
de contorno. A AAG e a IAG avaliam os atributos para a geração de
planos de trabalho.
A IAG assume os atributos de maquinagem definidos pelo operador
como parâmetros de ciclo.
Atributos do bloco
Os atributos do bloco influenciam a distribuição das áreas de
levantamento de aparas e a seleção dos ciclos de desbaste na AAG.
Fazer corresponder atributo do bloco:
U
U
Selecionar "Peça de trabalho > Bloco > Atributos". O TURN PLUS
abre a caixa de diálogo "Qualidade da superfície".
Defina o "Tipo do semi-acabado":
Bloco fundido, forjado: a geração de plano de trabalho realiza-se
segundo a estratégia "Maquinagem de fundição" (primeiro,
desbaste transversal e, depois, longitudinal).
Bloco pré-rodado: a geração de plano de trabalho realiza-se
segundo a estratégia padrão. Diferentemente da maquinagem
padrão, utilizam-se ciclos de desbaste paralelos ao contorno.
"Desconhecido" (ou sem atributo definido): a geração de plano
de trabalho realiza-se segundo a estratégia padrão.
490
6.12 Fazer corresponder atributos
Atributo "Medida excedente"
O atributo define medidas excedentes para áreas de contorno
individuais ou para todo o contorno. A medida excedente permanece
inalterada após a maquinagem (exemplo: medida excedente de
retificação).
Parâmetros
I
Medida excedente absoluta
Ii
Medida excedente relativa
O TURN PLUS diferencia:
A medida excedente absoluta: é "definitiva", as outras medidas
excedentes são ignoradas.
A medida excedente relativa: aplica-se de forma aditiva às outras
medidas excedentes.
Definir o atributo "Medida excedente":
U
U
U
Selecionar "Atributos > Medida excedente" no menu de peça pronta
Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
O TURN PLUS abre a caixa de diálogo "Medida excedente"
U Ajustar a medida excedente absoluta ou relativa com
a "tecla Continuar".
U
Introduzir a medida excedente
HEIDENHAIN CNC PILOT 4290
491
6.12 Fazer corresponder atributos
Atributo "Avanço"
Os atributos "Avanço" ou "Redução do avanço" influenciam o avanço
de acabamento.
Parâmetros
F
Avanço (de acabamento)
Fazer corresponder o atributo "Avanço":
U
U
U
U
Selecionar "Atributos > Avanço/Rugosidade > Avanço" no menu de
peça pronta
Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
O TURN PLUS abre a caixa de diálogo "Avanço"
Definir o avanço. O valor de introdução aplica-se como avanço de
acabamento.
Parâmetros
E
Fator (avanço de acabamento = avanço atual * E)
Fazer corresponder o atributo "Redução do avanço":
U
U
U
U
Selecionar "Atributos > Avanço/Rugosidade > Redução do avanço"
no menu de peça pronta
Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
O TURN PLUS abre a caixa de diálogo "Redução do avanço"
Definir a redução do avanço. O valor introduzido é multiplicado pelo
avanço atual.
492
6.12 Fazer corresponder atributos
Atributo "Rugosidade"
O atributo "Rugosidade" é avaliado na maquinagem de acabamento. O
TURN PLUS diferencia:
a rugosidade geral (profundidade de perfil) (Rt)
o valor da rugosidade média (Ra)
a rugosidade média (Rz)
Parâmetros
Rt
rugosidade geral (profundidade de perfil)
Ra
valor da rugosidade média
Rz
rugosidade média
Fazer corresponder o atributo "Rugosidade":
U
U
U
U
Selecionar "Atributos > Avanço/Rugosidade > Rugosidade Rt (ou
Valor da rugosidade média Ra ou Rugosidade média Rz)" no menu
de peça pronta
Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
O TURN PLUS abre a caixa de diálogo correspondente
Definir a rugosidade
Atributo "Correção aditiva"
Com este atributo, faz-se corresponder uma correção aditiva a todo o
contorno, a uma área de contorno ou a elementos de contorno
individuais.
O CNC PILOT gere 16 "correções aditivas" independentes da
ferramenta. Neste atributo, define-se o "Número da correção aditiva".
O valor de correção é estabelecido através de parâmetros.
Parâmetros
D9xx
Offset, número da correção aditiva (1..16)
Atribuir "Correção aditiva":
U
U
U
U
Selecionar "Atributos > Avanço/Rugosidade > Correção aditiva" no
menu de peça pronta
Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
O TURN PLUS abre a caixa de diálogo "Correção aditiva"
Determinar o número da correção aditiva
HEIDENHAIN CNC PILOT 4290
493
6.12 Fazer corresponder atributos
Atributo de maquinagem "Medir"
O atributo de maquinagem integra o programa de peritos registado
no parâmetro de maquinagem 21 ("UP-MEAS01"). Desta forma,
organiza-se um corte de medição a cada 'n' peças de trabalho.
Parâmetros
I
Medida excedente para corte de medição
K
Comprimento para corte de medição
Q
Contador de ciclos de medição, faz-se uma medição a cada 'n'
peças
Fazer corresponder o atributo de maquinagem "Medir":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Medir" no menu
de peça pronta
Selecionar o elemento de contorno. O TURN PLUS abre a caixa de
diálogo "Corte de medição".
Determinar o parâmetro do programa de peritos
Atributo de maquinagem "Roscagem"
O atributo de maquinagem define os detalhes de uma maquinagem de
rosca.
Parâmetros
B
Comprimento inicial
Sem introdução: o CNC PILOT determina o comprimento a
partir de entalhes ou recessos adjacentes.
Sem introdução, sem entalhe/recesso: o CNC PILOT utiliza
o "comprimento inicial da rosca" do parâmetro de
maquinagem 7.
P
Comprimento de sobreposição
Sem introdução: o CNC PILOT determina o comprimento a
partir de entalhes ou recessos adjacentes.
Sem introdução, sem entalhe/recesso: o CNC PILOT utiliza o
"comprimento de saída da rosca" do parâmetro de
maquinagem 7.
C
Ângulo inicial, se o início de rosca se encontra definido para
elementos de contorno de rotação não simétrica
I
Passo máximo
494
6.12 Fazer corresponder atributos
Parâmetros
V
Tipo de passo
V=0 (secção transversal constante) secção transversal de
levantamento de aparas constante em todos os cortes.
V=1: passo constante
V=2 (distribuição de cortes restante): se da divisão da
profundidade de rosca pelo passo resultar um resto, este
"Resto" aplica-se ao primeiro passo. O "último corte" é
dividido em 1/2, 1/4, 1/8 e 1/8 de corte.
V=3 (método EPL): o passo é calculado a partir do passo de
rosca e das rotações.
H
Tipo de desvio dos passos individuais para alisamento dos
flancos de rosca
H=0: sem desvio
H=1: desvio da esquerda
H=2: desvio da direita
H=3: desvio alternadamente da direita/esquerda
Q
Número de passagens em vazio após o último corte (para
decompor a pressão de corte no fundo da rosca)
Fazer corresponder o atributo de maquinagem "Roscagem":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Roscagem" no
menu de peça pronta
Selecionar a rosca. O TURN PLUS abre a caixa de diálogo
"Roscagem".
Determinar os parâmetros da rosca
HEIDENHAIN CNC PILOT 4290
495
6.12 Fazer corresponder atributos
Atributo de maquinagem "Furar – Plano de
retração"
O atributo de maquinagem define o plano de retração de um furo. A
broca posiciona-se no "plano de retração" (furação de superfície lateral:
diâmetro) antes/depois da maquinagem de furação.
Parâmetros
K
Plano de retração. Posição da broca antes/depois da
maquinagem de furação.
Fazer corresponder o atributo de maquinagem "Plano de retração":
U
Selecionar "Atributos > Atributo de maquinagem >
Furar > Plano de retração" no menu de peça pronta
U
Selecionar o furo. O TURN PLUS abre a caixa de
diálogo "Plano de retração Furar".
U
Determinar o plano de retração
Atributo de maquinagem "Combinações de
furos"
O atributo de maquinagem influencia a seleção da ferramenta. O
TURN PLUS suporta as seguintes combinações de ferramentas:
Rebaixamento centrado: ferramenta de perfuração NC (tipo 32*);
ferramenta alternativa: centrador (tipo 31*)
Rebaixamento de perfuração: broca escalonada (tipo 42*)
Furar com rosca: broca de roscagem de perfuração (tipo 44*)
Furar e alargar: broca Delta (tipo 47*)
Fazer corresponder o atributo de maquinagem "Combinação de furos":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Furar >
Rebaixamento centrado (ou Rebaixamento de perfuração, Furar
com rosca, Furar e alargar) no menu de peça pronta
Selecionar o furo
O TURN PLUS faz corresponder o atributo de maquinagem
496
6.12 Fazer corresponder atributos
Atributo de maquinagem "Fresagem de
contorno"
O atributo define a maquinagem "Fresagem de contorno" e os
respetivos parâmetros de maquinagem para a figura ou para o
contorno "livre" aberto ou fechado selecionados.
Parâmetros
Q
Local de fresagem
Contorno: ponto central de fresagem sobre o contorno
Em contornos fechados:
(Fresagem) Interior
(Fresagem) Exterior
Em contornos abertos:
À esquerda do contorno (na direção de maquinagem)
À direita do contorno (na direção de maquinagem)
H
Direcção de movimento da fresa
0: sentido contrário
1: mesmo sentido
D
Diâmetro da fresa para seleção da ferramenta
K
Plano de retração. Posição da fresa antes/depois da fresagem
(superfície lateral: diâmetro).
Fazer corresponder o atributo de maquinagem "Fresagem de
contorno":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Fresar >
Fresagem de contorno" no menu de peça pronta
Selecionar o contorno a fresar. O TURN PLUS abre a caixa de
diálogo "Fresar contorno".
Determinar os parâmetros de fresagem
HEIDENHAIN CNC PILOT 4290
497
6.12 Fazer corresponder atributos
Atributo de maquinagem "Fresagem de
superfície"
O atributo define a maquinagem "Fresagem de superfície" e os
respetivos parâmetros de maquinagem para a figura ou para o
contorno "livre" fechado selecionados.
Parâmetros
H
Direcção de movimento da fresa
0: sentido contrário
1: mesmo sentido
D
Diâmetro da fresa para seleção da ferramenta
K
Plano de retração. Posição da fresa antes/depois da fresagem
(superfície lateral: diâmetro).
Fazer corresponder o atributo de maquinagem "Fresagem de
superfície":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Fresar >
Fresagem de superfície" no menu de peça pronta
Selecionar o contorno a fresar. O TURN PLUS abre a caixa de
diálogo "Fresar superfície".
Determinar os parâmetros de fresagem
498
6.12 Fazer corresponder atributos
Atributo de maquinagem "Rebarbar"
O atributo define a maquinagem "Rebarbar" e os respetivos
parâmetros de maquinagem para a figura ou para o contorno "livre"
aberto ou fechado selecionados.
Parâmetros
H
Direcção de movimento da fresa
0: sentido contrário
1: mesmo sentido
B
Largura
W
Ângulo para seleção da ferramenta (predefinição: 45º)
K
Plano de retração. Posição da fresa antes/depois da fresagem
(superfície lateral: diâmetro).
Fazer corresponder o atributo de maquinagem "Rebarbar":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Fresar >
Rebarbar" no menu de peça pronta
Selecionar o contorno a fresar. O TURN PLUS abre a caixa de
diálogo "Rebarbar".
Determinar os parâmetros de fresagem
HEIDENHAIN CNC PILOT 4290
499
6.12 Fazer corresponder atributos
Atributo de maquinagem "Gravar"
O atributo define a maquinagem "Gravar" e os respetivos parâmetros
de maquinagem para a figura ou para o contorno "livre" aberto ou
fechado selecionados.
Parâmetros
B
Largura
W
Ângulo para seleção da ferramenta (predefinição: 45º)
K
Plano de retração. Posição da fresa antes/depois da fresagem
(superfície lateral: diâmetro).
Fazer corresponder o atributo de maquinagem "Gravar":
U
Selecionar "Atributos > Atributo de maquinagem >
Fresar > Gravar" no menu de peça pronta
U
Selecionar o contorno a fresar. O TURN PLUS abre a
caixa de diálogo "Gravar".
U
Determinar os parâmetros de fresagem
Atributo de maquinagem "Paragem exata"
O atributo define a "Paragem exata" para os elementos de contorno ou
secções de contorno selecionados.
Atribuir "Paragem exata":
U
U
U
Selecionar "Atributos > Paragem exata" no menu de peça pronta
Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
O TURN PLUS faz corresponder o atributo de maquinagem
500
6.12 Fazer corresponder atributos
Atributo de maquinagem "Ponto de separação"
O atributo define uma posição no contorno como "Ponto de
separação".
Os pontos de separação são utilizados na maquinagem ondulada ou na
maquinagem em várias fixações.
Parâmetros
Posição
Apagar: apaga o ponto de separação existente. A graduação
do elemento de contorno permanece inalterada.
1. º no ponto final: o ponto de separação é o ponto final do
elemento
2. º no elemento: o ponto de separação encontra-se sobre o
elemento
X
Posição X do ponto de separação
Z
Posição Z do ponto de separação
Atribuir "Ponto de separação":
U
U
U
Selecionar "Atributos > Ponto de separação" no menu de peça
pronta
Selecionar o elemento de contorno. O TURN PLUS abre a caixa de
diálogo "Ponto de separação".
Definir a posição exata do ponto de separação (ponto final do
elemento ou posição sobre o elemento). Em alternativa, o ponto de
separação definido é apagado.
Atributo "Não maquinar"
O atributo "Não maquinar" é avaliado pela AAG. O efeito depende do
tipo de maquinagem:
Desbaste: o atributo é avaliado apenas no primeiro/último elemento
de um contorno interior/exterior. Os elementos de forma não são
maquinados.
Acabamento: Os elementos marcados não são acabados.
Pré-perfuração: o atributo não é respeitado.
Puncionamento: os recessos marcados não são maquinados.
Maquinagem de rosca: os elementos de rosca marcados não são
acabados e a rosca não é cortada.
Furação centrada: os furos marcados (elementos de forma) não
são furados.
Furação: os furos marcados da maquinagem C/Y não são
maquinados.
Fresagem: os contornos de fresagem marcados da maquinagem C/
Y não são maquinados.
HEIDENHAIN CNC PILOT 4290
501
6.12 Fazer corresponder atributos
Fazer corresponder o atributo "Não maquinar" a elementos do
contorno de torneamento:
U
Selecionar "Atributos > Avanço/Rugosidade > Não maquinar" no
menu de peça pronta
U Selecionar todo o contorno, uma área de contorno ou elementos de
contorno individuais (ver "Seleções" na página 468)
U O TURN PLUS faz corresponder o atributo
Fazer corresponder o atributo "Não maquinar" a um contorno de
eixo C/Y:
U
U
U
U
Ativar a janela de superfície frontal, posterior ou lateral
Selecionar "Atributos > Atributo de maquinagem > Furar (ou Fresar)
> Não maquinar" no menu de peça pronta
Selecionar o contorno de furação ou fresagem
O TURN PLUS faz corresponder o atributo
Apagar atributos de maquinagem
É possível apagar atributos de maquinagem de furos e contornos de
fresagem.
Apagar o atributo de maquinagem "Furar":
U
Selecionar "Atributos > Atributo de maquinagem > Furar > Apagar
atributos de furo" no menu de peça pronta
U Selecionar o furo
U O TURN PLUS apaga os atributos de maquinagem deste furo
Apagar o atributo de maquinagem "Fresar":
U
U
U
Selecionar "Atributos > Atributo de maquinagem > Fresar > Apagar
atributos de fresagem" no menu de peça pronta
Selecionar o contorno de fresagem
O TURN PLUS apaga os atributos de maquinagem deste contorno
de fresagem
502
6.13 Equipar
6.13 Equipar
Equipar – Princípios básicos
Em "Equipar", definem-se os dispositivos tensores, as posições dos
dispositivos tensores e as ocupações do revólver próprias do TURN
PLUS.
Na fixação da peça de trabalho, o TURN PLUS determina:
O limite de corte interior e exterior.
A deslocação do ponto zero, que é assumida no programa NC como
comando G59.
O TURN PLUS aceita as seguintes informações de ajuste no
cabeçalho do programa:
Diâmetro de fixação
Comprimento de retirada
Pressão de aperto
É possível definir/alterar o limite de corte.
Quando não se utiliza "Fixação", o TURN PLUS assume
valores padrão.
Os dispositivos tensores para a segunda fixação
definem-se após a maquinagem da primeira fixação.
Se a peça de trabalho é fixa do lado do mandril e
cabeçote móvel, o TURN PLUS parte do princípio que se
trata de uma maquinagem ondulada (ver
"Maquinagem ondulada" na página 585).
HEIDENHAIN CNC PILOT 4290
503
6.13 Equipar
Fixar no lado do mandril
Fixar peça de trabalho:
U
U
U
U
Selecionar "Equipar > Fixar > Apertar > Lado do mandril"
Selecionar o tipo de mandril (submenu). O TURN PLUS abre uma
das seguintes caixas de diálogo:
Mandril de duas maxilas
Mandril de três maxilas
Mandril de quatro maxilas
Mandril de pinça
Sem mandril de aperto (arrastador frontal)
Mandril de três maxilas indireto (arrastador frontal no mandril de
aperto com maxilas)
Definir o mandril e as maxilas, determinar a forma de fixação e
estabelecer a "área de fixação"
O TURN PLUS representa os dispositivos tensores e esquematiza o
limite de corte como "traço vermelho".
Selecione primeiro o tipo de mandril de aperto e o tipo de
maxilas. O TURN PLUS tem em consideração estes dados
ao selecionar o número de identidade do mandril de
aperto/maxila.
Fixar no lado do cabeçote móvel
Fixar peça de trabalho:
U
U
Selecionar "Equipar > Fixar > Apertar > Lado do cabeçote móvel" O
TURN PLUS abre a caixa de diálogo "Lado do cabeçote móvel".
Descrever os dispositivos tensores do lado do cabeçote móvel
Parâmetros
Aperto
Selecione o tipo de dispositivo tensor:
Contraponta
Ponta de centragem
Cone de centragem
Número de identidade do dispositivo tensor
Ponta de centragem
Profundidade com que o dispositivo tensor penetra no
material. O TURN PLUS posiciona a imagem do dispositivo
tensor com base neste valor.
Se a peça de trabalho é fixa do lado do mandril e cabeçote
móvel, o TURN PLUS parte do princípio que se trata de
uma maquinagem ondulada.
504
6.13 Equipar
Determinar limite de corte
O TURN PLUS determina o limite de corte para o contorno exterior e
interior com "Fixar no lado do mandril".
Alterar o limite de corte:
U
U
Selecionar "Equipar > Fixar > Apertar > Limite de corte". O TURN
PLUS abre a caixa de diálogo "Limite de corte para AAG".
Determinar limite de corte
O limite de corte é representado como "traço vermelho".
Parâmetros
Contorno exterior
Posição do limite de corte
Contorno interior
Posição do limite de corte
Apagar plano de fixação
Esta função apaga todos os dados de fixação da peça de trabalho e
também limites de corte registados.
Apagar plano de fixação:
U
Selecionar "Fixar > Apagar plano de fixação"
HEIDENHAIN CNC PILOT 4290
505
6.13 Equipar
Reaperto – Maquinagem padrão
Utilize "Reaperto – Maquinagem padrão" na maquinagem do lado
frontal e posterior com programas NC separados.
TURN PLUS
Reflete a peça de trabalho (bloco e peça pronta) e desloca o ponto
zero em "Nvz".
Roda contornos de superfície lateral ou contornos do plano YZ com
"Wvc".
Apaga os dispositivos tensores da primeira fixação.
Reaperto:
U
U
Selecionar "Equipar > Fixar > Reapertar > Maquinagem padrão". O
TURN PLUS abre a caixa de diálogo "Reapertar peça de trabalho".
Introduzir os parâmetros de reaperto
Parâmetros
Nvz
Deslocação do ponto zero (valor proposto: comprimento do
contorno da peça pronta)
Wvc
Deslocação do ângulo
Guarde o plano de trabalho da primeira fixação antes de
reapertar. Ao "reapertar", o TURN PLUS apaga o plano de
trabalho gerado e os meios de produção utilizados até
então.
O reaperto não substitui a fixação.
506
6.13 Equipar
Reapertar – 1.ª fixação depois da 2.ª fixação
"Reapertar – 1.ª fixação depois da 2.ª fixação" induz a maquinagem da
segunda fixação.
Primeiro, defina o dispositivo tensor. Em seguida, o TURN PLUS ativa
um programa de peritos do parâmetro de maquinagem 21. O
programa de peritos que é ativado depende dos registos "Mandril" na
"1.ª fixação .." e na "2.ª fixação .." no cabeçalho do programa e do
registo na "Sequência de maquinagem":
Registados mandris diferentes na "1.ª fixação .." e na "2.ª fixação .."
(máquina com contramandril):
Maquinagem principal e secundária "Reapertar – Maquinagem
completa": registo de "UP-UMKOMPL" (transferência para o
contramandril)
Maquinagem principal e secundária "Cortar – Maquinagem
completa": registo de "UP-UMKOMPLA" (corte e transferência
para o contramandril)
Registados mandris iguais na "1.ª fixação .." e na "2.ª fixação .."
(maquinagem completa em máquina com um mandril):
Maquinagem principal e secundária "Reapertar – Maquinagem
completa": registo de "UP-UMHAND" (reaperto manual)
Maquinagem principal e secundária "Cortar – Maquinagem
completa": registo de "UP-ABHAND" (corte e reaperto manual)
A imagem explica parâmetros relevantes na transferência da peça de
trabalho para o contramandril.
Considere os programas de peritos seguintes como
exemplo. Os programas de peritos são disponibilizados
pelo fabricante da máquina. Consulte o significado dos
parâmetros e a execução do programa no manual da
máquina.
HEIDENHAIN CNC PILOT 4290
Designações
F1/B1
Mandril de aperto/maxila do mandril
principal
F2/B2
Mandril de aperto/maxila do contramandril
Nvz
Deslocação do ponto zero (G59, ...)
I
Distância de segurança para o bloco
(parâmetro de maquinagem 2)
NP0
Offset do ponto zero (p. ex., MP 1164 para
o eixo Z $1)
507
6.13 Equipar
Programa de peritos "UMKOMPL"
O programa de peritos registado em "UP-UMKOMPL" (parâmetro de
maquinagem 21) transfere a peça de trabalho para o contramandril.
O TURN PLUS regista os parâmetros determinados como valores
propostos. Verifique ou complete os registos.
Parâmetros (exemplo)
LA
Rotações na transferência da peça
LB
Direção de rotação do mandril
0: CCW
1: CW
LC
Rotações sincronizadas ou movimento sincronizado angular
0: movimento sincronizado angular sem desvio angular
>0: movimento sincronizado angular com desvio angular
predefinido
<0: rotações sincronizadas
LD
Posição de recolha em Z
0: posição de recolha na dimensão da máquina 1
1..6: posição de recolha na dimensão da máquina 1..6
¼ 0..6: posição de recolha. O TURN PLUS determina um
valor proposto.
LE
Posição de trabalho em Z (valor proposto: offset do ponto zero
do eixo Z $1)
I
Curso de avanço mínimo
sem "Deslocação para batente fixo": distância de segurança
para a peça de trabalho a recolher (valor proposto: "Distância
de segurança para o bloco" do parâmetro de maquinagem
2).
com "Deslocação para batente fixo": consultar o manual da
máquina
J
Curso de avanço máximo e "Deslocação para batente fixo"
sem introdução: nenhuma "Deslocação para batente fixo"
"Deslocação para batente fixo". Significado do parâmetro:
consultar o manual da máquina
Os programas de peritos são disponibilizados pelo
fabricante da máquina. Consulte o significado dos
parâmetros e a execução do programa no manual da
máquina.
508
6.13 Equipar
Programa de peritos "UMHAND"
O programa de peritos registado em "UP-UMHAND" (parâmetro de
maquinagem 21) suporta o reaperto manual da peça de trabalho para
a maquinagem do lado posterior em máquinas com um mandril.
O TURN PLUS regista os parâmetros determinados para sua
informação. Verifique os registos.
Os programas de peritos são disponibilizados pelo
fabricante da máquina. Consulte o significado dos
parâmetros e a execução do programa no manual da
máquina.
Reapertar – Maquinagem completa de volta à 1.ª fixação
Se, após a maquinagem da segunda fixação, desejar efetuar
correções/otimizações na geometria ou na maquinagem, regresse a
"Ponto de partida da maquinagem":
U
Selecionar "Equipar > Fixar > Reapertar > Maquinagem completa de
volta à 1.ª fixação". O TURN PLUS apaga os blocos de trabalho da 2.ª
fixação.
HEIDENHAIN CNC PILOT 4290
509
6.13 Equipar
Parâmetros do mandril de duas, três ou quatro
maxilas
Parâmetros
Número de identidade do mandril de aperto
Tipo de maxilas e escalonamento
Forma de fixação (ver a tabela seguinte)
Número de identidade da maxila
Comprimento de fixação
O TURN PLUS determina o comprimento de fixação com base na
maxila e na forma de fixação. Corrija o valor, em caso de desvio do
comprimento de fixação.
Pressão de aperto
O registo é aceite no "Cabeçalho do programa". O TURN PLUS não
avalia este parâmetro.
Medida de ajuste das maxilas (a medida serve para sua informação)
Distância entre a aresta exterior do mandril de aperto e a aresta
exterior da maxila. Medida negativa: a maxila sobressai do mandril
de aperto
Forma de
fixação
D=1
Botão "Selecionar área de fixação"
Determinar o posicionamento do dispositivo tensor:
D=2
Em contornos com chanfre, arredondamento ou elementos de
arco, marcar a área "à volta da esquina de fixação".
Em peças retangulares, marcar um elemento adjacente à esquina
de fixação.
D=3
D=4
D=5
D=6
D=7
510
não
escalonada
de um
escalão
de dois
escalões
6.13 Equipar
Parâmetros do mandril de pinça
Parâmetros
Número de identidade do mandril de aperto
Diâmetro de tensão
Comprimento de retirada (distância entre a aresta frontal da pinça de
fixação e a aresta direita do bloco)
Pressão de aperto
O registo é aceite no "Cabeçalho do programa". O TURN PLUS não
avalia este parâmetro.
Parâmetros do arrastador frontal ("sem mandril
de aperto")
Parâmetros
Número de identidade
Profundidade de penetração
Profundidade aproximada com que as garras penetram no material.
O TURN PLUS utiliza este valor para posicionar a imagem do
arrastador frontal.
HEIDENHAIN CNC PILOT 4290
511
6.13 Equipar
Parâmetros do arrastador frontal em maxilas
("Mandril de três maxilas indireto")
Parâmetros
Número de identidade do mandril de aperto
Tipo de maxila
Número de identidade da maxila
Número de identidade do arrastador frontal
Profundidade de penetração
Profundidade aproximada com que as garras penetram no material.
O TURN PLUS utiliza este valor para posicionar a imagem do
arrastador frontal.
Pressão de aperto
O registo é aceite no "Cabeçalho do programa". O TURN PLUS não
avalia este parâmetro.
Ajustar e gerir a lista de ferramentas
No TURN PLUS, as ocupações do revólver são definidas e geridas
conforme descrito seguidamente.
Carregue TURN PLUS – Ocupações do revólver próprias
antes de trabalhar com a seleção de ferramentas da
IAG/AAG.
No parâmetro de maquinagem 2 "Parâmetros globais de
tecnologia", definem-se quais as ferramentas que a IAG/
AAG irá utilizar.
Visualizar a ocupação do revólver:
U
U
Selecionar "Ajustar > Lista de ferramentas > Ver revólver"
O TURN PLUS abre a lista de ferramentas válida
512
6.13 Equipar
Ajustar ferramentas
Selecionar "Ajustar > Lista de ferramentas > Ajustar revólver > Ajustar
revólver n"
Selecionar a posição da ferramenta
Registar a ferramenta diretamente:
Premir ENTER (ou a tecla INS): o CNC PILOT abre a caixa de diálogo
"Ferramenta"
Introduzir o número de identidade, ajustar o respetivo circuito de
agente refrigerante e fechar a caixa de diálogo
Selecionar a ferramenta na base de dados:
Listar ferramentas segundo a máscara de tipo ou
Listar as ferramentas por máscara do número de
identidade
Posicionar o cursor sobre a ferramenta desejada
Aceitar a ferramenta
Premir a tecla ESC: sair da base de dados de
ferramentas
Ajuste os circuitos de agente refrigerante na caixa de
diálogo "Ferramenta".
HEIDENHAIN CNC PILOT 4290
513
6.13 Equipar
Eliminar a ferramenta
Selecionar "Ajustar > Lista de ferramentas > Ajustar revólver > Ajustar
revólver n"
Selecionar a posição da ferramenta
Premir a softkey ou
Premir a tecla DEL: a ferramenta é apagada
Trocar a posição da ferramenta
Selecionar "Ajustar > Lista de ferramentas > Ajustar revólver > Ajustar
revólver n"
Selecionar a posição da ferramenta
Apaga a ferramenta e guarda-a na "Área de
transferência do número de identidade"
Selecionar a nova posição da ferramenta
Aceitar a ferramenta da "Área de transferência do
número de identidade". Se a posição estava ocupada,
na área de transferência é colocada "a ferramenta
anterior".
514
6.13 Equipar
Gerir listas de ferramentas
Funções para equipamento do revólver:
Carregar a lista de ferramentas guardada: carrega uma lista de
ferramentas memorizada (caixa de seleção "Carregar ficheiro").
Carregar lista de ferramentas da máquina: carrega a ocupação do
revólver atual da máquina.
Guardar lista: memoriza a ocupação do revólver atual.
Apagar lista: apaga o ficheiro selecionado.
Carregar lista de ferramentas de ficheiro
Selecionar "Equipar > Lista de ferramentas > Carregar lista > Lista de
ferramentas guardada". O TURN PLUS abre a caixa de seleção
"Carregar ficheiro".
Selecionar e carregar a lista de ferramentas.
Aceitar a lista de ferramentas da máquina
Selecionar "Equipar > Lista de ferramentas > Carregar lista > Lista de
ferramentas da máquina".
O TURN PLUS assume a lista de ferramentas atual deste carro.
Guardar lista de ferramentas
Selecionar "Equipar > Lista de ferramentas > Guardar lista". O TURN
PLUS abre a caixa de seleção "Guardar ficheiro".
Registar o nome do ficheiro e guardar a lista de ferramentas.
Apagar lista de ferramentas
Selecionar "Equipar > Lista de ferramentas > Apagar lista". O TURN
PLUS abre a caixa de seleção "Apagar ficheiro".
Selecionar o ficheiro. O TURN PLUS apaga esta lista de ferramentas.
HEIDENHAIN CNC PILOT 4290
515
6.14 Geração interativa de planos de trabalho (IAG)
6.14 Geração interativa de planos de
trabalho (IAG)
Na IAG definem-se os blocos de trabalho. Deste modo, escolhe-se
a ferramenta e os valores de corte e determina-se o ciclo de
maquinagem.
O modo semi-automático da IAG gera um bloco de trabalho
completo.
Na maquinagem especial (SB), completam-se percursos, chamadas
de subprograma ou funções G/M (exemplo: aplicação de sistemas de
manuseamento de ferramentas).
Um bloco de trabalho contém:
a chamada de ferramenta
os valores de corte (dados tecnológicos)
a aproximação (pode suprimir-se)
o ciclo de maquinagem
a retirada (pode suprimir-se)
a aproximação ao ponto de troca de ferramenta (pode suprimir-se)
Se se utilizarem a ferramenta/os dados de corte do bloco de trabalho
precedente, o TURN PLUS não gera nenhuma chamada de ferramenta
nova nem nenhuns comandos de avanço e rotações novos.
Se não existir nenhum plano de trabalho, o TURN PLUS bifurca
diretamente para a seleção dos tipos de maquinagem. O plano de
trabalho é agora criado bloco de trabalho a bloco de trabalho.
É possível alterar ou completar um plano de trabalho existente.
516
6.14 Geração interativa de planos de trabalho (IAG)
O plano de trabalho existe
Com um plano de trabalho existente, a IAG começa com o diálogo "O
plano de trabalho existe". Defina:
Novo plano de trabalho (rejeitar o plano de trabalho existente e criar
um novo)
Continuar com o plano de trabalho
Alterar o plano de trabalho
Visualizar o plano de trabalho
Selecionando "IAG", o TURN PLUS abre o diálogo "O plano de trabalho
existe".
Criar novo plano de trabalho:
Defina "Novo".
O TURN PLUS apaga o plano de trabalho existente.
Criar o plano de trabalho bloco de trabalho a bloco de trabalho
Inserir blocos de trabalho:
Defina "Continuar com".
Inserir mais blocos de trabalho.
Alterar blocos de trabalho:
Defina "Alterar".
O TURN PLUS mostra o plano de trabalho existente; marque os blocos
de trabalho a alterar (ver figura).
O TURN PLUS simula o plano de trabalho e para nos blocos de
trabalho marcados.
Corrija/otimize o bloco de trabalho.
Visualizar planos de trabalho:
Defina "Visualizar".
O TURN PLUS mostra o plano de trabalho existente; marque os blocos
de trabalho que deseja visualizar.
O TURN PLUS simula o plano de trabalho e para nos blocos de
trabalho marcados.
HEIDENHAIN CNC PILOT 4290
517
6.14 Geração interativa de planos de trabalho (IAG)
Gerar um bloco de trabalho
Um bloco de trabalho define-se através dos seguintes passos:
1.
2.
3.
4.
5.
6.
7.
8.
9.
Selecionar tipo de maquinagem
Selecionar ferramenta
Verificar ou otimizar dados de corte
Determinar a área de maquinagem através da seleção de área (ver
"Seleções" na página 468)
Verificar ou otimizar parâmetros de ciclo
Se necessário: definir a posição de aproximação e/ou a posição de
retirada
Se necessário: aproximar à posição de troca de ferramenta
Verificar o bloco de trabalho através da simulação
Aceitar ou corrigir o bloco de trabalho
Em alternativa, defina apenas a área de maquinagem. Então, o TURN
PLUS pode efetuar a seleção de ferramenta (opção de menu
"Ferramenta > Automaticamente").
Inicie a simulação depois de ter definido todas as ações e parâmetros
do bloco de trabalho (opção de menu "Iniciar"). Após a simulação,
oferecem-se as seguintes possibilidades:
Aceitar bloco: o bloco de trabalho é memorizado e a peça de
trabalho atualizada (seguimento do bloco).
Alterar bloco: o TURN PLUS rejeita o bloco de trabalho. Corrija os
parâmetros e faça uma nova simulação.
Repetir bloco: o TURN PLUS simula novamente a maquinagem.
Resumo dos tipos de maquinagem:
Desbaste (ver "Resumo: tipo de maquinagem Desbaste" na
página 521)
Puncionamento (ver "Resumo: Tipo de maquinagem
Puncionamento" na página 530)
Furar (ver "Resumo: Tipo de maquinagem Furar" na página 540)
Acabamento (ver "Tipo de maquinagem Acabamento" na
página 545)
Rosca (ver "Tipo de maquinagem Rosca (G31)" na página 549)
Fresagem (ver "Resumo: Tipo de maquinagem Fresagem" na
página 550)
Maquinagem especial (ver "Maquinagem especial (SB)" na
página 556)
518
6.14 Geração interativa de planos de trabalho (IAG)
Chamada de ferramenta
A opção de menu "Ferramenta" só pode ser selecionada depois de se
escolher o tipo de maquinagem. As subfunções possuem o seguinte
significado:
Manual através da ocupação do revólver: seleciona-se uma
ferramenta posicionada no revólver.
Manual através do tipo de ferramenta: seleciona-se uma
ferramenta da base de dados e posiciona-se no revólver.
Antes da última operação: a IAG aplica a ferramenta utilizada em
último lugar.
Manual através do tipo de ferramenta/número de identidade:
seleciona-se uma ferramenta da base de dados e posiciona-se no
revólver.
Automático: a IAG assume a seleção de ferramenta e o
posicionamento no revólver. – Condição: a área de maquinagem
está definida.
Dados de corte
Após a seleção da ferramenta, os dados tecnológicos são verificados/
otimizados. O TURN PLUS determina os "Dados de corte" com base
no material e no material de corte (dados de ferramenta) da base de
dados tecnológicos. Verifique/otimize os valores.
Velocidade de corte S
Avanço principal F
Avanço secundário F
Profundidade de corte máxima P (é assumida como parâmetro de
ciclo)
Agente refrigerante
Sim: o TURN PLUS gera comandos M para ligar/desligar os
circuitos de agente refrigerante.
Não: o TURN PLUS não gera comandos M para ligar/desligar os
circuitos de agente refrigerante.
Botão "Definir circuito de agente refrigerante": abre a caixa de
diálogo "Circuitos de agente refrigerante". Defina os circuitos
utilizados.
HEIDENHAIN CNC PILOT 4290
519
6.14 Geração interativa de planos de trabalho (IAG)
Especificação de ciclo
No submenu "Ciclo", defina os parâmetros de ciclo e as estratégias de
aproximação e afastamento:
Área de maquinagem: determine a área de levantamento de
aparas e a direção de maquinagem através da seleção de área.
Seleção por softkey: a sequência da seleção determina a direção
de maquinagem.
Seleção por touchpad – botão esquerdo do rato: direção de
maquinagem na direção da criação do contorno.
Seleção por touchpad – botão direito do rato: direção de
maquinagem na direção contrária à da criação do contorno.
Aproximação: antes de o ciclo ser chamado, a ferramenta deslocase em marcha rápida da posição atual para a posição de
aproximação. Os ciclos de furação e de rosca não contêm nenhuma
"Aproximação". Coloque a ferramenta na posição adequada com
"Aproximação".
Parâmetros de ciclo: o TURN PLUS propõe parâmetros de ciclo.
Verifique/otimize os parâmetros.
Retirada: depois de concluído o ciclo, a ferramenta desloca-se em
marcha rápida para a posição de retirada.
Aproximar ao ponto de troca de ferramenta: depois de concluído
o ciclo ou após a "Retirada", a ferramenta desloca-se para a posição
de troca. A posição que será aproximada e o tipo de deslocação são
definidos em "Tipo de deslocação para o ponto de troca de
ferramenta [WP]" (parâmetro de maquinagem 2):
WP=1: a posição indicada na caixa de diálogo "Ponto de troca de
ferramenta" é aproximada com G0. O TURN PLUS regista a
posição de troca de ferramenta como valor proposto.
WP=2: o TURN PLUS gera um G14. A posição indicada na caixa
de diálogo "Ponto de troca de ferramenta" não tem significado.
WP=3: o TURN PLUS calcula a posição de troca com base nas
ferramentas existentes no revólver.
Atenção, perigo de colisão
Dado que, ao gerar um bloco de trabalho, muitas vezes
ainda não são conhecidas todas as ferramentas, não se
deve utilizar o ajuste "WP=3" (parâmetro de maquinagem
2) na IAG.
520
6.14 Geração interativa de planos de trabalho (IAG)
Resumo: tipo de maquinagem Desbaste
Na IAG estão à disposição as seguintes maquinagens de desbaste
(submenu "Desbaste"):
Desbaste longitudinal: ver "Desbaste longitudinal (G810)" na
página 523
Desbaste transversal: ver "Desbaste transversal (G820)" na
página 524
Desbaste paralelo ao contorno: ver "Desbaste paralelo ao contorno
(G830)" na página 525
Desbaste automático: o TURN PLUS gera os blocos de trabalho para
todas as maquinagens de desbaste.
Desbaste de contornos interiores
Desbaste restante longitudinal: ver "Desbaste restante –
longitudinal" na página 526
Desbaste restante transversal: ver "Desbaste restante –
transversal" na página 527
Desbaste restante paralelo ao contorno: ver "Desbaste restante –
paralelo ao contorno" na página 528
Contornos interiores automaticamente: o TURN PLUS seleciona
primeiro a ferramenta para o pré-desbaste e, em seguida, a
ferramenta com direção de maquinagem contrária para o
levantamento de aparas do material restante.
Desbaste de contornos interiores (ferramenta neutra): ver
"Desbaste de contornos interiores – ferramenta neutra (G835)" na
página 529
HEIDENHAIN CNC PILOT 4290
521
6.14 Geração interativa de planos de trabalho (IAG)
Contornos interiores – Princípios básicos
Se, em contornos descendentes, permanecer material restante, faça
o levantamento de aparas respetivo com "Desbaste de contornos
interiores" (desbaste restante).
O TURN PLUS faz a maquinagem da área de maquinagem selecionada
sem limite de corte. Para evitar colisões, a área de maquinagem
selecionada é demarcada com o limite de corte. O ciclo de
maquinagem tem em conta a distância de segurança (SAR, SIR –
parâmetro de maquinagem 2) antes do material restante.
Perigo de colisão
O levantamento de aparas do material restante faz-se sem
supervisão de colisão. Verifique o limite de corte e o
parâmetro de ciclo "Ângulo de aproximação".
A "Maquinagem de contornos interiores automática"
processa apenas "Recessos". A rotação livre é maquinada
com o ciclo de desbaste padrão. O TURN PLUS distingue
o recesso da rotação livre com base no "Ângulo permitido
de repetição para dentro EKW" (parâmetro de
maquinagem 1).
Definir limite de corte
U
U
U
Posicionar a ferramenta do lado do limite de corte em que se
encontra o material restante.
Selecionar a área de maquinagem
Selecionar o "Ponto inicial do material restante" como posição do
limite de corte.
522
AR
Ponto inicial do material restante
SAR
Distância de segurança exterior
SB
Limite de corte
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste longitudinal (G810)
A IAG gera o ciclo G810 para a área de contorno selecionada.
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 0°/
180º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 90°/
270º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
H
Tipo de afastamento (tipo de alisamento do contorno)
H=0: levanta aparas após cada corte ao longo do contorno
H=1: levanta abaixo de 45º; alisamento do contorno após o
último corte
H=2: levanta abaixo de 45º – sem alisamento do contorno
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção Z, depois na
direção X)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
HEIDENHAIN CNC PILOT 4290
523
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste transversal (G820)
A IAG gera o ciclo G820 para a área de contorno selecionada.
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 90°/
270º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 0°/
180º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
H
Tipo de afastamento (tipo de alisamento do contorno)
H=0: levanta aparas após cada corte ao longo do contorno
H=1: levanta abaixo de 45º; alisamento do contorno após o
último corte
H=2: levanta abaixo de 45º – sem alisamento do contorno
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção X, depois na
direção Z)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
524
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste paralelo ao contorno (G830)
A IAG gera o ciclo G830 para a área de contorno selecionada.
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 0°/
180º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 90°/
270º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção Z, depois na
direção X)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
HEIDENHAIN CNC PILOT 4290
525
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste restante – longitudinal
A IAG gera o ciclo G810 para o "Material restante".
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 0°/
180º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 90°/
270º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
H
Tipo de afastamento (tipo de alisamento do contorno)
H=0: levanta aparas após cada corte ao longo do contorno
H=1: levanta abaixo de 45º; alisamento do contorno após o
último corte
H=2: levanta abaixo de 45º – sem alisamento do contorno
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção Z, depois na
direção X)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
526
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste restante – transversal
A IAG gera o ciclo G820 para o "Material restante".
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 90°/
270º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 0°/
180º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
H
Tipo de afastamento (tipo de alisamento do contorno)
H=0: levanta aparas após cada corte ao longo do contorno
H=1: levanta abaixo de 45º; alisamento do contorno após o
último corte
H=2: levanta abaixo de 45º – sem alisamento do contorno
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção X, depois na
direção Z)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
HEIDENHAIN CNC PILOT 4290
527
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste restante – paralelo ao contorno
A IAG gera o ciclo G830 para o "Material restante".
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 0°/
180º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 90°/
270º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção Z, depois na
direção X)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
528
6.14 Geração interativa de planos de trabalho (IAG)
Desbaste de contornos interiores – ferramenta
neutra (G835)
A IAG gera o ciclo G835 para a área de contorno selecionada.
Parâmetros
P
Profundidade de corte (passo máximo)
A
Ângulo de aproximação – referência: eixo Z (predefinição: 0°/
180º)
W
Ângulo de afastamento – referência: eixo Z (predefinição: 90°/
270º)
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
Levantamento de aparas bidirecional
Sim: levantamento de aparas com ciclo G835
Não: levantamento de aparas com ciclo G830
Q
Tipo de retirada no final do ciclo
Q=0: voltar ao ponto inicial (primeiro na direção Z, depois na
direção X)
Q=1: posiciona antes do contorno pronto
Q=2: levanta até à distância de segurança e para
Maquinagem de entalhes. O ajuste é feito através de softkeys.
Softkeys "Maquinagem de desbaste"
Medida excedente longitudinal/
medida excedente constante
Maquinar rotação livre FD
Maquinar entalhes E e F
Maquinar entalhes G
Maquinar entalhes H, K e U
HEIDENHAIN CNC PILOT 4290
529
6.14 Geração interativa de planos de trabalho (IAG)
Resumo: Tipo de maquinagem Puncionamento
Na IAG estão à disposição as seguintes maquinagens de
puncionamento (submenu "Puncionamento"):
Puncionamento de contorno (ver "Puncionamento de contorno
radial/axial (G860)" na página 531)
Puncionamento de contorno radial
Puncionamento de contorno axial
Puncionamento de contorno automático
Puncionamento (ver "Puncionamento radial/axial (G866)" na
página 532)
Puncionamento radial
Puncionamento axial
Puncionamento automático
Torneamento de corte (ver "Torneamento de corte radial/axial
(G869)" na página 533)
Torneamento de corte radial
Torneamento de corte axial
Torneamento de corte automático
Cortar (ver "Cortar" na página 536)
Cortar/Preparar maquinagem de lado posterior (ver "Cortar e
transferência de peça de trabalho" na página 537)
Cortar automaticamente: o TURN PLUS gera os blocos de trabalho
para todas as maquinagens de puncionamento radiais e axiais.
530
6.14 Geração interativa de planos de trabalho (IAG)
Puncionamento de contorno radial/axial (G860)
A IAG gera o ciclo G860 para os elementos de forma Recesso geral e
Rotação livre (recesso em forma de F), assim como para contornos de
afundamento livremente definidos.
Parâmetros
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Medida excedente transversal
Execução do ciclo (ajustar através de softkey)
Pré-perfuração e acabamento numa só operação
apenas pré-perfuração
apenas acabamento
Softkeys "Tipo de execução para cortar"
Ajustar a medida excedente
longitudinal/medida excedente
constante
Pré-perfuração e acabamento
Pré-perfuração
Acabamento
HEIDENHAIN CNC PILOT 4290
531
6.14 Geração interativa de planos de trabalho (IAG)
Puncionamento radial/axial (G866)
A IAG gera o ciclo G866 para os elementos de forma Recesso em
forma de D (vedante) e Recesso em forma de S (anel de segurança).
Se for indicada uma "medida excedente", faz-se primeiro o prépuncionamento e depois o acabamento.
O tempo de espera é considerado:
apenas no "Acabamento", se a medida excedente estiver definida
em cada recesso, se a medida excedente não estiver definida
Parâmetros
I
Medida excedente longitudinal e transversal
E
Tempo de espera
532
6.14 Geração interativa de planos de trabalho (IAG)
Torneamento de corte radial/axial (G869)
A IAG gera o ciclo G869 para a área de contorno selecionada
(levantamento de aparas com movimentos alternados de
puncionamento e desbaste).
Os parâmetros de torneamento de corte radial e axial são idênticos,
com exceção do eixo de referência do ângulo de aproximação e
afastamento. "Torneamento de corte axial": ver "Torneamento de corte
axial (G869)" na página 535
Parâmetros
P
Profundidade de corte máxima
R
Correção de profundidade
Dependendo do material, da velocidade de avanço, etc., a
lâmina "inclina-se" na maquinagem de torneamento. Este erro
de passo é corrigido com a "Correção da profundidade de
torneamento". Regra geral, a correção é determinada
empiricamente.
B
Largura de desvio
A partir do segundo passo, na transição da maquinagem de
torneamento para a de puncionamento, a distância de
levantamento de aparas é reduzida pelo valor da "largura de
desvio". Em cada transição posterior da maquinagem de
torneamento para a de puncionamento para este flanco, a
redução é feita pelo valor de "B", adicionalmente ao desvio
anterior. No final do pré-puncionamento, faz-se um
levantamento de aparas no material restante que permanece
com um movimento de puncionamento.
A
Ângulo de aproximação (predefinição: contrário à direção de
puncionamento)
radial: referência eixo Z
axial: referência eixo X
W
Ângulo de afastamento (predefinição: contrário à direção de
puncionamento)
Medida excedente longitudinal/
medida excedente constante
radial: referência eixo Z
axial: referência eixo X
Unidirecional/Bidirecional
X
Limite de corte
Z
Limite de corte
I
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
K
Softkeys "Torneamento de punção"
Medida excedente transversal
HEIDENHAIN CNC PILOT 4290
Pré-perfuração e acabamento
Pré-perfuração
Acabamento
533
6.14 Geração interativa de planos de trabalho (IAG)
Parâmetros
S
Pré-perfuração (unidirecional/) bidirecional (ajuste através de
softkeys):
Sim (S=0: bidirecional
Não (S=1): unidirecional na direção definida na seleção da
área de maquinagem
O
Avanço de corte (predefinição: avanço ativo)
E
Avanço de acabamento (predefinição: avanço ativo)
H
Tipo de retirada no final do ciclo
H=0: voltar ao ponto inicial (primeiro na direção X, depois na
direção Z)
H=1: posiciona antes do contorno pronto
H=2: levanta até à distância de segurança e para
Execução (ajuste através de softkeys):
Pré-perfuração e acabamento numa só operação
apenas pré-perfuração
apenas acabamento
534
6.14 Geração interativa de planos de trabalho (IAG)
Torneamento de corte axial (G869)
No "torneamento de corte axial", preste atenção ao eixo de referência
para o ângulo de aproximação e afastamento. Os outros parâmetros
são idênticos aos do "torneamento de corte radial" (ver "Torneamento
de corte radial/axial (G869)" na página 533).
HEIDENHAIN CNC PILOT 4290
535
6.14 Geração interativa de planos de trabalho (IAG)
Cortar
Para cortar, a IAG ativa o programa de peritos registado no
parâmetro de maquinagem 21 – "UP 100098".
O TURN PLUS determina os parâmetros tanto quanto possível e
regista-os como valores propostos. Verifique ou complete os registos.
Parâmetros
LA
Diâmetro da barra
LB
Ponto inicial em Z. O TURN PLUS assume a posição
determinada na seleção de área.
LC
Chanfre/arredondamento
< 0: largura do chanfre
> 0: raio do arredondamento
LD
Redução do avanço a partir da posição X. O "avanço reduzido"
é determinado no programa de peritos.
LE
Diâmetro da peça pronta para determinar a posição do
chanfre/arredondamento
LF
Diâmetro interior. O programa de peritos ultrapassa esta
posição para garantir um corte seguro:
= 0: com uma "peça completa"
> 0: com um tubo
LH
Distância de segurança para a posição inicial X
I
Largura do cinzel. Regra geral, não é avaliada.
Selecionar a área de maquinagem: selecione o
elemento vertical onde se deve cortar e onde o chanfre/
arredondamento deve ser produzido.
Os programas de peritos são disponibilizados pelo
fabricante da máquina. Consulte o significado dos
parâmetros e a execução do programa no manual da
máquina.
536
6.14 Geração interativa de planos de trabalho (IAG)
Cortar e transferência de peça de trabalho
Para cortar com transferência de peça de trabalho, o TURN PLUS ativa
um programa de peritos do parâmetro de maquinagem 21. O
programa de peritos que é ativado depende dos registos "Mandril" na
"1.ª fixação .." e na "2.ª fixação .." no cabeçalho do programa:
Mesmo mandril (reaperto manual): registo de "UP-ABHAND".
Mandris diferentes (transferência da peça de trabalho para o
contramandril): registo de "UP-UMKOMPLA".
Os programas de peritos são disponibilizados pelo
fabricante da máquina. Consulte o significado dos
parâmetros e a execução do programa no manual da
máquina.
Execução do corte e da transferência da peça de trabalho:
U
U
U
U
U
U
Selecione o elemento vertical onde se deve cortar. O TURN PLUS
abre a caixa de diálogo do programa de peritos.
Verifique/complete os parâmetros.
O TURN PLUS executa o processo de corte.
Defina os dados e a posição do dispositivo tensor para a segunda
fixação.
Verifique/complete os parâmetros de "Transferência de peça de
trabalho".
O TURN PLUS executa a transferência da peça de trabalho.
HEIDENHAIN CNC PILOT 4290
537
6.14 Geração interativa de planos de trabalho (IAG)
Programa de peritos "UMKOMPLA"
O programa de peritos registado em "UP-UMKOMPLA" (parâmetro de
maquinagem 21) corta a peça de trabalho e transfere-a para o
contramandril.
O TURN PLUS regista os parâmetros determinados como valores
propostos. Verifique ou complete os registos.
Parâmetros (exemplo)
LA
Limite de rotações para o processo de corte
LB
Diâmetro máximo de bloco (valor proposto: da descrição da
peça de trabalho)
K
Avanço reduzido para o processo de corte
0: sem redução do avanço
>0: avanço (reduzido)
O
Ponto inicial em X para o processo de corte (valor proposto: da
descrição da peça de trabalho)
P
Ponto inicial em Z para o processo de corte (valor proposto:
elemento vertical da "Seleção")
R
Redução do avanço em X. A partir desta posição, o
movimento faz-se com avanço reduzido.
S
Posição final em X. Posição final ao cortar.
Os programas de peritos são disponibilizados pelo
fabricante da máquina. Consulte no manual da máquina o
significado dos parâmetros e a execução do programa.
538
6.14 Geração interativa de planos de trabalho (IAG)
Programa de peritos "ABHAND"
O programa de peritos registado em "UP-ABHAND" (parâmetro de
maquinagem 21) corta a peça de trabalho suporta o reaperto manual
da peça de trabalho para a maquinagem do lado posterior em
máquinas com um mandril.
O TURN PLUS regista os parâmetros determinados como valores
propostos. Verifique ou complete os registos.
Parâmetros (exemplo)
LA
Limite de rotações para o processo de corte
LB
Diâmetro máximo de bloco
K
Avanço reduzido para o processo de corte
0: sem redução do avanço
>0: avanço (reduzido)
O
Ponto inicial em X para o processo de corte (valor proposto: da
descrição da peça de trabalho)
P
Ponto inicial em Z para o processo de corte (valor proposto:
elemento vertical da "Seleção")
R
Redução do avanço em X. A partir desta posição, o
movimento faz-se com avanço reduzido.
S
Posição final em X. Posição final ao cortar.
Os programas de peritos são disponibilizados pelo
fabricante da máquina. Consulte no manual da máquina o
significado dos parâmetros e a execução do programa.
HEIDENHAIN CNC PILOT 4290
539
6.14 Geração interativa de planos de trabalho (IAG)
Resumo: Tipo de maquinagem Furar
Na IAG estão à disposição as seguintes maquinagens de furação
(submenu "Furar"):
Pré-perfuração centrada: ver "Pré-perfuração centrada (G74)" na
página 541
Centrar
Furar
Rebaixamento cónico
Rebaixamento plano
Alargar furo:ver "Furar, alargar furo, furar em profundidade" na
página 543
Roscagem
Furação especial
Furação especial > Centrar e rebaixar
Furação especial > Furar e rebaixar
Furar e rosca
Furar e alargar furo
Furar automaticamente: considera os elementos de forma furos,
furos individuais e padrões de furos.
Para
feramentas estacionárias: ao furar no centro de rotação
ferramentas acionadas: em maquinagens do eixo C
Pré-perfuração centrada – Automático: "Pré-perfuração centrada –
Automático" maquina a pré-perfuração completa, mesmo que sejam
necessárias trocas de ferramentas devido a diâmetros diferentes.
Nas maquinagens de furação seguintes, a IAG gera
o ciclo G72 (ver "Centrar, rebaixar (G72)" na página 542):
Centrar
Rebaixamento cónico
Rebaixamento plano
Furação especial > Centrar e rebaixar
Furação especial > Furar e rebaixar
o ciclo G73 (ver "Roscagem" na página 544):
Roscagem
Furar e rosca
o ciclo G71 ou G74 (ver "Furar, alargar furo, furar em profundidade"
na página 543):
Furar
Furar e alargar furo
540
6.14 Geração interativa de planos de trabalho (IAG)
Pré-perfuração centrada (G74)
A IAG gera o ciclo G74 para a área de contorno selecionada (préperfuração no centro de rotação com ferramentas estacionárias).
Selecionar a área de maquinagem: selecione todos os elementos
de contorno que rodeiam o furo. Se necessário, demarque o furo com
o "limite de furo Z".
Parâmetros
Z
Limite de furo
S
Distância de segurança (gera a "distância de segurança G47"
antes do ciclo)
P
1. ª profundidade do furo
J
Profunidade mínima do furo
I
Valor de redução
B
Distância de retração (predefinição: retração no "Ponto inicial do
furo")
E
Tempo de espera (para corte livre no final do furo)
Posicione a broca no centro de rotação com "Ciclo >
Aproximar".
HEIDENHAIN CNC PILOT 4290
541
6.14 Geração interativa de planos de trabalho (IAG)
Centrar, rebaixar (G72)
A IAG gera o ciclo G72 nos seguintes modo de funcionamento de
furação:
Centrar
Rebaixamento cónico
Rebaixamento plano
Centrar e rebaixar (furação especial)
Parâmetros
K
Plano de retração (predefinição: regressar à posição inicial ou à
distância de segurança)
D
Retração (softkey "Continuar")
no avanço
na marcha rápida
E
542
(tempo de espera para) Corte livre
6.14 Geração interativa de planos de trabalho (IAG)
Furar, alargar furo, furar em profundidade
A IAG gera o ciclo G71 nos seguintes modo de funcionamento de
furação:
Furar
Alargar furo
Furar e alargar furo (furação especial)
Parâmetros
K
Plano de retração (predefinição: regressar à posição inicial
ou à distância de segurança)
D
Retração (softkey "Continuar")
no avanço
na marcha rápida
E
(tempo de espera para) Corte livre
F50%
Redução do avanço – ver tabela de softkeys
P
1. ª profundidade do furo
J
Profunidade mínima do furo
I
Redução da profundidade (valor de redução)
B
Medida de elevação (distância de retração) (predefinição:
retração no "Ponto inicial do furo")
Se se registarem os parâmetros de furação em profundidade, a IAG
gera o ciclo G74.
Redução do avanço: é possível determinar uma redução do avanço
de 50% ao furar e/ou ao perfurar. A redução do avanço ao perfurar é
ligada em função do tipo de broca:
Broca de placa inclinada e broca de espiral com ângulo de 180º: fim
do furo – 2*distância de segurança
Outras brocas: fim do furo – comprimento de corte – distância de
segurança
(comprimento de corte = ponta da broca; distância de segurança:
ver "Furar – Distâncias de segurança" na página 631 ou G47, G147)
Softkeys "Redução do avanço"
Redução do avanço "Perfurar"
Redução do avanço "Furar"
Redução do avanço "Furar" com
ângulo da broca < 180º
HEIDENHAIN CNC PILOT 4290
543
6.14 Geração interativa de planos de trabalho (IAG)
Roscagem
A IAG gera o ciclo G73 nos seguintes modo de funcionamento de
furação:
Roscagem
Furar com rosca (furação especial)
Parâmetros
K
Plano de retração (predefinição: regressar à posição inicial
ou à distância de segurança)
D
Retração (softkey "Continuar")
no avanço
na marcha rápida
A
Comprimento inicial (predefinição: parâmetro de
maquinagem 7 "Comprimento inicial da rosca [GAL]")
S
Rotações de retração (predefinição: rotações da roscagem)
544
6.14 Geração interativa de planos de trabalho (IAG)
Tipo de maquinagem Acabamento
Na IAG estão à disposição as seguintes maquinagens de acabamento
(submenu "Acabamento"):
Maquinagem de acabamento com o ciclo G890:
Maquinagem de contorno
Maquinagem de contorno restante
Acabamento de contornos interiores (ferramenta neutra)
Maquinagem de acabamento através de funções especiais:
Torneamento de ajuste: ver "Acabamento – Torneamento de
ajuste" na página 548
Entalhe: ver "Acabamento – Entalhe" na página 548
Parâmetros
X
Limite de corte
Z
Limite de corte
L
Dependendo da definição de softkeys:
Medida excedente longitudinal
Medida excedente constante (gera "Medida excedente G58"
antes do ciclo)
P
Medida excedente transversal
Afundar (maquinar contornos descendentes)?
Sim
Não
E
Avanço de afundamento reduzido em contornos descendentes
Aproximação
Sim: ajustar o "Tipo de aproximação Q" através de softkey
Não (Q=3: a ferramenta está próxima do ponto inicial
Q
Tipo de aproximação (ver a tabela de softkeys)
Q=0: a IAG verifica:
A aproximação diagonal
Primeiro na direção X, depois na direção Z
De forma equidistante em torno do obstáculo
O abandono dos primeiros elementos de contorno, se a
posição inicial for inacessível
Softkeys
Medida excedente longitudinal/
medida excedente constante
Softkeys "Aproximação"
Seleção automática do tipo de
aproximação
primeiro na direção X, depois na
direção Z
primeiro na direção Z, depois na
direção Z
Softkeys "Retirada"
em diagonal sobre a posição de
retirada
primeiro na direção X, depois na
direção Z
Q=1: primeiro na direção X, depois na direção Z
Q=2: primeiro na direção Z, depois na direção X
primeiro na direção Z, depois na
direção Z
Retirar
elevar até à distância de segurança
Sim: ajustar o "Tipo de retirada H" através de softkey
Não (H=4): a ferramenta permanece sobre a coordenada final
HEIDENHAIN CNC PILOT 4290
545
6.14 Geração interativa de planos de trabalho (IAG)
Parâmetros
H
Tipo de retirada. A ferramenta levanta contra a direção de
maquinagem abaixo de 45º. O resto do curso de retirada é
determinado por H:
H=0: em diagonal sobre a posição de retirada
H=1: primeiro na direção X, depois na direção Z
H=2: primeiro na direção Z, depois na direção X
H=3: levanta em avanço até à distância de segurança
I
Posição de retirada com H=0, 1, 2
K
Posição de retirada com H=0, 1, 2
Maquinagem de elementos de forma: ajuste por softkey
O campo de visualização mostra os elementos de forma a
maquinar (abreviaturas: ver a tabela de softkeys). Os
elementos de forma seguinte são sempre maquinados:
C: Chanfre
R: Arredondamento
PT: Ajuste
GW: Rosca
Maquinagem de contorno restante: se, em contornos
descendentes, permanecer material restante, faça o levantamento de
aparas respetivo com "Maquinagem de contorno restante". Regra
geral, não é necessário um limite de corte.
G890 Q4
X
Maquinagem de contornos interiores: a IAG faz a maquinagem de
áreas de contorno afundáveis que são determinadas com base no
"ângulo de repetição para dentro" (recessos: EKW <= mtw). No
acabamento de contornos interiores devem ser utilizadas, de
preferência, "ferramentas neutras".
A estratégia de aproximação está definida na
"maquinagem de contorno restante" e na "maquinagem de
contornos interiores". A IAG gera o G890 com o "Tipo de
aproximação Q4".
No caso de chanfres/arredondamentos, aplica-se:
Atributo "Rugosidade/Avanço" não programado: o CNC PILOT
efetua uma redução do avanço automática. São executadas, no
mínimo, rotações "FMUR" (parâmetro de maquinagem 5).
Atributo "Rugosidade/Avanço" programado: sem redução do avanço
546
Z
6.14 Geração interativa de planos de trabalho (IAG)
Com chanfres/arredondamentos que, devido ao tamanho, são
maquinados com, pelo menos, rotações "FMUR" (parâmetro de
maquinagem 5), não se realiza nenhuma redução do avanço
automática.
O valor proposto "Posição de retirada I, K" depende da
programação de "Ciclo > Aproximação":
Programado: posição de "Ciclo > Aproximação"
Não programado: posição do ponto de troca de
ferramenta
Softkeys "Maquinagem de elementos de forma"
Chamar as softkeys "Elementos de forma"
Entalhe em forma de E
E
Entalhe em forma de F
F
Entalhe em forma de G
G
Rotação livre
FD
Chamar as softkeys "Elementos de forma"
Entalhe em forma de H
H
Entalhe em forma de K
K
Entalhe em forma de U
U
Recesso geral
A
Recesso em forma de S
S
Recesso em forma de D
D
Voltar a ativar a barra de softkeys
HEIDENHAIN CNC PILOT 4290
547
6.14 Geração interativa de planos de trabalho (IAG)
Acabamento – Torneamento de ajuste
O TURN PLUS executa um corte de medição no elemento de
contorno selecionado. Condição: ao elemento de contorno
corresponde o atributo "Medir" (ver "Atributo de maquinagem "Medir""
na página 494).
Parâmetros
I
Medida excedente para corte de medição
K
Comprimento do corte de medição
Q
Contador de ciclos de medição (faz-se uma medição a cada 'n'
peças)
O "torneamento de ajuste" é executado pelo programa de peritos
"UP-MEAS01" (parâmetro de maquinagem 21). Parâmetros do
programa de peritos: consultar o manual da máquina.
Acabamento – Entalhe
Acabamento – Entalhe serve para a maquinagem dos entalhes:
Forma de U
Forma de H
Forma de K
Elementos do plano adjacentes que ainda possuam uma medida
excedente são mudados para a dimensão final na maquinagem do
entalhe em forma de U.
Comando:
U
U
U
Selecionar a ferramenta
Selecionar a área de maquinagem
Ativar "Iniciar"
Não é possível influenciar a maquinagem dos entalhes (a
opção de menu "Ciclo > Parâmetro de ciclo" não pode ser
selecionada).
548
6.14 Geração interativa de planos de trabalho (IAG)
Tipo de maquinagem Rosca (G31)
A IAG gera o ciclo G31 para a rosca selecionada.
Parâmetros
B
Comprimento inicial
Sem introdução: o CNC PILOT determina o comprimento a
partir de entalhes ou recessos adjacentes.
Sem introdução, sem entalhe/recesso: o CNC PILOT utiliza
o "comprimento inicial da rosca" do parâmetro de
maquinagem 7.
P
Comprimento de sobreposição
Sem introdução: o CNC PILOT determina o comprimento a
partir de entalhes ou recessos adjacentes.
Sem introdução, sem entalhe/recesso: o CNC PILOT utiliza o
"comprimento de saída da rosca" do parâmetro de
maquinagem 7.
C
Ângulo inicial, se o início de rosca se encontra definido para
elementos de contorno de rotação não simétrica
I
Passo máximo
V
Tipo de passo
V=0 (secção transversal constante) secção transversal de
levantamento de aparas constante em todos os cortes.
V=1: passo constante
V=2 (distribuição de cortes restante): se da divisão da
profundidade de rosca pelo passo resultar um resto, este
"Resto" aplica-se ao primeiro passo. O "último corte" é
dividido em 1/2, 1/4, 1/8 e 1/8 de corte.
V=3 (método EPL): o passo é calculado a partir do passo de
rosca e das rotações.
H
Tipo de desvio dos passos individuais para alisamento dos
flancos de rosca
H=0: sem desvio
H=1: desvio da esquerda
H=2: desvio da direita
H=3: desvio alternadamente da direita/esquerda
Q
Número de passagens em vazio após o último corte (para
decompor a pressão de corte no fundo da rosca)
Atenção, perigo de colisão
Em caso de "comprimento de sobreposição P" grande
demais, existe perigo de colisão. Verifique o comprimento
de sobreposição na simulação.
HEIDENHAIN CNC PILOT 4290
549
6.14 Geração interativa de planos de trabalho (IAG)
Resumo: Tipo de maquinagem Fresagem
Na IAG estão à disposição as seguintes maquinagens de fresagem
(submenu "Fresagem"):
Fresar contorno (ver "Fresagem de contorno – Desbaste/
Acabamento (G840)" na página 551)
Desbaste
Acabamento
Fresar superfície (ver "Fresar caixa – Desbaste/Acabamento (G845/
G846)" na página 555)
Desbaste
Acabamento
Rebarbar: ver "Rebarbar (G840)" na página 553
Gravação: ver "Gravar (G840)" na página 554
Fresar automaticamente
Desbaste
Acabamento
A IAG processa contornos de fresagem dos planos de referência:
SUPERFÍCIE FRONTAL
PARTE POSTERIOR
SUPERFÍCIE LATERAL
550
6.14 Geração interativa de planos de trabalho (IAG)
Fresagem de contorno – Desbaste/Acabamento
(G840)
A IAG gera o ciclo G840 para o contorno aberto ou fechado
selecionado com os parâmetros seguintes.
Parâmetros
K
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal/posterior: posição na direção Z
Superfície lateral: posição na direção X (medida do diâmetro)
Q
Local de fresagem
Q=0: ponto central da fresagem sobre o contorno
em contorno fechado:
Q=1: fresagem interior
Q=2: fresagem exterior
em contorno aberto:
Q=1: à esquerda do contorno (referência: direção de
maquinagem)
Q=2: à direita do contorno (referência: direção de
maquinagem)
H
Direcção de movimento da fresa
H=0: sentido contrário
H=1: mesmo sentido
R
Raio de entrada
R=0: aproximar ao elemento de contorno diretamente
R>0: raio de aproximação/afastamento tangente ao
elemento de contorno
R<0 com esquinas interiores: raio de aproximação/
afastamento tangente ao elemento de contorno
R<0 com esquinas exteriores: o elemento de contorno é
aproximado/afastado tangencialmente de forma linear
P
Profundidade de fresagem (sobrescreve a "Profundidade" da
definição de contorno)
I
Passo máximo (predefinição: fresagem num passo)
HEIDENHAIN CNC PILOT 4290
551
6.14 Geração interativa de planos de trabalho (IAG)
Parâmetros
L
Medida excedente
A medida excedente "desloca" o contorno em função do "Local
de fresagem Q" (gera a "Medida excedente G58" antes do ciclo
de fresagem):
Q=0: a medida excedente é ignorada
em contornos fechados:
Q=1: diminui o contorno
Q=2: aumenta o contorno
em contornos abertos:
Q=1: deslocação para a esquerda
Q=2: deslocação para a direita
Efeitos de "Local de fresagem, direção de movimento da
fresa e direção de rotação da ferramenta": ver "Fresagem
de contorno G840 – Princípios básicos" na página 276.
552
6.14 Geração interativa de planos de trabalho (IAG)
Rebarbar (G840)
A IAG gera o ciclo G840 para o contorno aberto ou fechado
selecionado com os parâmetros seguintes.
Parâmetros
K
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal/posterior: posição na direção Z
Superfície lateral: posição na direção X (medida do diâmetro)
Q
Local de fresagem
Q=0: ponto central da fresagem sobre o contorno
em contorno fechado:
Q=1: fresagem interior
Q=2: fresagem exterior
em contorno aberto:
Q=1: à esquerda do contorno (referência: direção de
maquinagem)
Q=2: à direita do contorno (referência: direção de
maquinagem)
H
Direcção de movimento da fresa
H=0: sentido contrário
H=1: mesmo sentido
R
Raio de entrada
R=0: aproximar ao elemento de contorno diretamente
R>0: raio de aproximação/afastamento tangente ao
elemento de contorno
R<0 com esquinas interiores: raio de aproximação/
afastamento tangente ao elemento de contorno
R<0 com esquinas exteriores: o elemento de contorno é
aproximado/afastado tangencialmente de forma linear
P
Profundidade de fresagem – profundidade de afundamento da
ferramenta (predefinição: largura do chanfre (do "Atributo de
maquinagem Rebarbar") + 1 mm)
HEIDENHAIN CNC PILOT 4290
553
6.14 Geração interativa de planos de trabalho (IAG)
Parâmetros
L
Medida excedente
A medida excedente "desloca" o contorno em função do "Local
de fresagem Q" (gera a "Medida excedente G58" antes do ciclo
de fresagem):
Q=0: a medida excedente é ignorada
em contornos fechados:
Q=1: diminui o contorno
Q=2: aumenta o contorno
em contornos abertos:
Q=1: deslocação para a esquerda
Q=2: deslocação para a direita
Rebarbar: a largura do chanfre é definida como atributo
de maquinagem.
Gravar (G840)
A IAG gera o ciclo G840 para o contorno aberto ou fechado
selecionado com os parâmetros seguintes.
Parâmetros
K
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal/posterior: posição na direção Z
Superfície lateral: posição na direção X (medida do diâmetro)
P
554
Profundidade de fresagem – profundidade de afundamento da
ferramenta
6.14 Geração interativa de planos de trabalho (IAG)
Fresar caixa – Desbaste/Acabamento (G845/
G846)
A IAG gera um dos ciclos seguintes para o contorno de fresagem
(fechado) selecionado:
Fresar caixa > Desbaste: G845
Fresar caixa > Acabamento: G846
Parâmetros
J
Plano de retração (predefinição: regressar à posição inicial)
Lado frontal/posterior: posição na direção Z
Superfície lateral: posição na direção X (medida do diâmetro)
Q
Direcção de maquinagem
de dentro para fora (Q=0)
de fora para dentro (Q=1)
H
Direcção de movimento da fresa
H=0: sentido contrário
H=1: mesmo sentido
U
Fator de sobreposição
Intervalo: 0 <= U <= 0,9; (0=sem sobreposição)
P
Passo máximo no plano de fresagem
I
Medida excedente na direção X (é suprimida no acabamento)
K
Medida excedente na direção Z (é suprimida no acabamento)
HEIDENHAIN CNC PILOT 4290
555
6.14 Geração interativa de planos de trabalho (IAG)
Maquinagem especial (SB)
Uma "maquinagem especial" define um bloco de trabalho que é
integrado no plano de trabalho. Desta forma, completam-se
percursos, chamadas de subprograma ou funções G/M (exemplo:
aplicação de sistemas de manuseamento de ferramentas).
Softkeys
Simultaneamente
Definir o curso da ferramenta no avanço ou na marcha rápida
Curso X antes do curso Z
Selecionar "Maquinagem especial > Introdução livre" no menu IAG
Curso Z antes do curso X
Selecionar "Ferramenta"
Selecionar e posicionar a ferramenta
Selecionar "Bloco simples > Marcha rápida G0". O TURN PLUS abre a
caixa de diálogo "Marcha rápida G0".
Determinar a posição final e a estratégia do percurso (ver a tabela de
softkeys).
Selecionar "Dados de corte". Verificar/otimizar os dados de corte
propostos pelo TURN PLUS.
Selecionar "Bloco simples > Movimento linear G1". O TURN PLUS
abre a caixa de diálogo "Movimento linear G1".
Determinar a posição final e a estratégia do percurso (ver a tabela de
softkeys).
Se necessário: selecionar "Tecnologia > Funções G e M" (ou ".. >
Tecnologia geral"), para definir funções especiais.
556
Apenas na direção X
Apenas na direção Z
6.14 Geração interativa de planos de trabalho (IAG)
Definir a chamada de subprograma
Selecionar "Maquinagem especial > Introdução livre > Bloco simples
> Tecnologia" no menu IAG
Selecionar "Subprograma". O TURN PLUS abre a caixa de seleção com
os subprogramas existentes.
Selecionar o subprograma e definir os parâmetros de transferência.
Selecionar "Funções G e M"
Determinar a posição final e a estratégia do percurso (ver a tabela de
softkeys).
Selecionar "Dados de corte". Verificar/otimizar os dados de corte
propostos pelo TURN PLUS.
Selecionar "Bloco simples > Movimento linear G1". O TURN PLUS
abre a caixa de diálogo "Movimento linear G1".
Determinar a posição final e a estratégia do percurso (ver a tabela de
softkeys).
Se necessário: selecionar "Tecnologia > Funções G e M" ("..>
Subprograma" ou ".. > Tecnologia geral") para definir funções
especiais.
HEIDENHAIN CNC PILOT 4290
557
6.15 Geração automática de planos de trabalho (AAG)
6.15 Geração automática de planos
de trabalho (AAG)
A AAG gera os blocos de trabalho do plano de trabalho de acordo com
a sequência determinada na "Sequência de maquinagem". Os
parâmetros de maquinagem definem os detalhes da maquinagem.
O TURN PLUS determina automaticamente todos os elementos de
um bloco de trabalho. Uma maquinagem de peça presente continua
com a AAG. A "sequência de maquinagem" é definida com o editor de
sequências de maquinagem.
Se não for possível determinar os detalhes da maquinagem com a
análise de contorno, o TURN PLUS aplica valores predefinidos. O
operador é informado através de um "Aviso", mas não pode intervir.
O TURN PLUS simula a maquinagem no gráfico de controlo. A
execução e a representação do gráfico de controlo são influenciadas
na configuração (ver "Configurar o gráfico de controlo" na página 577)
ou através da definição das softkeys (ver "Comandar o gráfico de
controlo" na página 575).
558
6.15 Geração automática de planos de trabalho (AAG)
Gerar plano de trabalho
Tenha em consideração, antes da geração de planos de trabalho:
Recomenda-se o aperto da peça de trabalho. Em alternativa, o
TURN PLUS assume uma determinada forma/comprimento de
aperto e ajusta o limite de corte em conformidade.
A estratégia de seleção da ferramenta é definida em "WD"
(parâmetro de maquinagem 2). Defina uma "Ocupação do revólver
própria do TURN PLUS" antes de iniciar a AAG.
Gerar o plano de trabalho completo
Selecionar "AAG > Automático". O TURN PLUS gera os blocos de
trabalho e mostra-os no gráfico de controlo.
Depois da geração, aceite ou rejeite o plano de trabalho.
Premir a tecla ESC: a geração é interrompida. Os
blocos de trabalho criados até então permanecem
inalterados.
Gerar plano de trabalho bloco a bloco
Selecionar "AAG > Bloco a bloco".
O TURN PLUS gera o plano de trabalho bloco a bloco e mostra-o no
gráfico de controlo. Depois da geração, aceite ou rejeite o bloco de
trabalho.
Depois da geração, aceite ou rejeite o plano de trabalho.
HEIDENHAIN CNC PILOT 4290
559
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem– Princípios básicos
O TURN PLUS analisa o contorno de acordo com a sequência
determinada em "Sequência de maquinagem". Com isso, determinamse as áreas a maquinar e os parâmetros das ferramentas. A AAG
efetua a análise de contorno com a ajuda dos parâmetros de
maquinagem.
O TURN PLUS diferencia:
Maquinagem principal
Maquinagem secundária
Local (local de maquinagem)
A "Maquinagem secundária" e o "Local de maquinagem" "aperfeiçoam"
a especificação de maquinagem. Se não se indicarem a maquinagem
secundária ou o local de maquinagem, a AAG gera blocos de
maquinagem para todas as maquinagens secundárias ou locais de
maquinagem.
A tabela seguinte lista as combinações recomendadas de
"Maquinagem principal – Maquinagem secundária – Local de
maquinagem" e explica o funcionamento da AAG.
Outros fatores de influência para a geração do plano de trabalho são
os seguintes:
Geometria do contorno
Atributos do contorno
Disponibilidade da ferramenta
Parâmetros de maquinagem
A AAG não gera blocos de trabalho se uma pré-maquinagem
necessária não tiver sido concluída, se a ferramenta não está
disponível ou existam situações semelhantes. O TURN PLUS ignora
maquinagens/sequências de maquinagem tecnologicamente não
plausíveis.
A maquinagem do lado posterior é iniciada com a maquinagem
principal e secundária "Cortar – Maquinagem completa" ou com
"Reaperto – Maquinagem completa". A maquinagem do lado posterior
é influenciada da seguinte forma:
As maquinagens para o lado posterior são definidas após "Cortar ...
/ Reaperto ...".
A seguir a "Cortar ... / Reaperto ..." não são definidas mais nenhumas
maquinagens principais. O TURN PLUS utiliza então a sequência de
maquinagem da maquinagem da parte frontal também para a
maquinagem do lado posterior.
560
6.15 Geração automática de planos de trabalho (AAG)
Organizar sequências de maquinagem:
O TURN PLUS usa a sequência de maquinagem atual. É possível
alterar a "sequência de trabalho atual" ou sobrescrevê-la carregando
outra sequência de maquinagem.
Quando se carrega um "programa completo" ou é gerado um plano
de trabalho novo, toma-se por base a sequência de maquinagem
atual.
Atenção, perigo de colisão
Na maquinagem de furação e fresagem, o TURN PLUS
não considera o estado da maquinagem de torneamento.
Preste atenção à sequência de maquinagem
"Maquinagem de torneamento antes da maquinagem de
furação e fresagem".
Editar e gerir sequências de maquinagem
O TURN PLUS opera com a sequência de trabalho carregada
atualmente. Através de Alterar, as sequências de trabalho são
adaptadas à gama de peças.
Gestão dos ficheiros de sequência de maquinagem
Carregar sequência de maquinagem:
U
Selecionar "AAG > Sequência de maquinagem > Carregar". O TURN
PLUS abre a lista de seleção com ficheiros de sequência de
maquinagem.
U Selecione o ficheiro desejado.
Guardar sequência de maquinagem:
U
Selecionar "AAG > Sequência de maquinagem > Guardar". O TURN
PLUS abre a lista de seleção com ficheiros de sequência de
maquinagem.
U Registe o novo nome de ficheiro ou sobrescreva um ficheiro
existente.
Apagar sequência de maquinagem:
U
U
Selecionar "AAG > Sequência de maquinagem > Apagar". O TURN
PLUS abre a lista de seleção com ficheiros de sequência de
maquinagem.
Selecione o ficheiro a apagar.
HEIDENHAIN CNC PILOT 4290
561
6.15 Geração automática de planos de trabalho (AAG)
Editar sequência de maquinagem
Selecionar "AAG > Sequência de maquinagem > Alterar". O TURN
PLUS ativa o "Editor de sequência de maquinagem".
Selecionar a posição
Posicionar o cursor
Registar nova maquinagem (a nova maquinagem é criada antes da
posição do cursor)
O TURN PLUS ativa o diálogo "Introduzir sequência de
maquinagem".
Selecione "Maquinagem principal", "Maquinagem secundária" e "Local"
com as teclas de cursor e aceite o ajuste com a "tecla Enter".
"OK" assume a nova maquinagem.
Alterar maquinagem
O TURN PLUS ativa o diálogo "Introduzir sequência de
maquinagem".
Selecione "Maquinagem principal", "Maquinagem secundária" ou
"Local" com as teclas de cursor e aceite o ajuste com a "tecla Enter".
"OK" assume a nova maquinagem.
Apagar maquinagem
Premir a softkey. O TURN PLUS remove a
maquinagem.
"OK" memoriza a sequência de maquinagem alterada.
562
A maquinagem especial não tem significado para a AAG.
Sequência de maquinagem "Pré-perfuração centrada"
Maquinagem
principal
Maquinagem
secundária
Local
Pré-perfuração centrada
Execução
Análise de contorno: determinação dos níveis de furação
Parâmetro de maquinagem: 3 – Pré-perfuração centrada
–
–
Pré-perfuração 1.º nível
Pré-perfuração 2.º nível
Furo pronto
Pré-perfuração
–
Pré-perfuração 1.º nível
Pré-perfuração 2.º nível
Furo pronto
–
Furo pronto
Sequência de maquinagem "Desbaste sem maquinagem de contornos interiores"
Maquinagem
principal
Maquinagem
secundária
Local
Desbaste (sem maquinagem de
contornos interiores)
Execução
Análise de contorno: subdivisão do contorno em áreas para a
maquinagem exterior longitudinal/transversal e interior longitudinal/
transversal com base na relação transversal/longitudinal.
Sequência: maquinagem exterior antes da interior
Parâmetro de maquinagem: 4 – Desbaste
–
–
longitudinal
–
Maquinagem longitudinal – exterior e interior
longitudinal
exterior
Maquinagem longitudinal – exterior
longitudinal
interior
Maquinagem longitudinal – interior
transversal
–
Maquinagem transversal
paralela ao
contorno
–
Maquinagem paralela ao contorno – exterior e interior
paralela ao
contorno
exterior
Maquinagem paralela ao contorno – exterior
paralela ao
contorno
interior
Maquinagem paralela ao contorno – interior
HEIDENHAIN CNC PILOT 4290
Maquinagem transversal, maquinagem longitudinal exterior e
interior
563
6.15 Geração automática de planos de trabalho (AAG)
Resumo das sequências de maquinagem
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Desbaste com maquinagem de contornos interiores"
Maquinagem
principal
Maquinagem
secundária
Local
(Desbaste) Maquinagem de contornos
interiores
Execução
Análise de contorno: determinar áreas de contorno afundáveis
(recessos indefinidos) com base no "ângulo de repetição para dentro
EKW". A maquinagem realiza-se com uma ou duas ferramentas.
Sequência: maquinagem exterior antes da interior
Parâmetro de maquinagem: 1 – Parâmetros globais de peça
pronta
–
–
Maquinagem longitudinal, maquinagem transversal exterior e
interior
longitudinal
exterior
Maquinagem longitudinal – exterior
longitudinal
interior
Maquinagem longitudinal – interior
transversal
exterior
Maquinagem transversal – exterior, lado frontal e posterior
transversal
interior
Maquinagem transversal – interior
transversal
exterior/
frontal
Maquinagem transversal – exterior, lado frontal
transversal
exterior/
retrógrada
Maquinagem transversal – exterior, lado posterior
ferramenta neutra
–
Maquinagem longitudinal, maquinagem transversal exterior e
interior
ferramenta neutra
exterior
Maquinagem longitudinal – exterior
ferramenta neutra
interior
Maquinagem longitudinal – interior
ferramenta neutra
exterior/
frontal
Maquinagem transversal – exterior, lado frontal e posterior
ferramenta neutra
interior/
frontal
Maquinagem transversal – interior
Se, na sequência de maquinagem, a maquinagem de
contornos interiores se encontrar antes do torneamento
de corte/puncionamento de contorno, as áreas de
contorno afundáveis são maquinadas através da
maquinagem de contornos interiores. – Exceção: não
estão disponíveis ferramentas adequadas.
564
Maquinagem
principal
Maquinagem
secundária
Local
Maquinagem de contorno (acabamento)
Execução
Análise de contorno: subdivisão do contorno em áreas para a
maquinagem exterior e interior.
Sequência: maquinagem exterior antes da interior
Parâmetro de maquinagem: 5 – Acabamento
paralela ao
contorno
–
Maquinagem exterior e interior
paralela ao
contorno
exterior
Maquinagem exterior
paralela ao
contorno
interior
Maquinagem interior
ferramenta neutra
–
Maquinagem exterior e interior
ferramenta neutra
exterior
Maquinagem exterior
ferramenta neutra
interior
Maquinagem interior
ferramenta neutra
exterior/
frontal
Maquinagem do lado frontal e posterior exterior
ferramenta neutra
interior/
frontal
Maquinagem do lado frontal – interior
Os recessos indefinidos são maquinados se tiverem
sido desbastados previamente.
Maquinagem secundária "paralela ao contorno"
(ferramentas padrão): acabamento segundo o
princípio de "Maquinagem de contornos interiores".
Maquinagem secundária de "ferramenta neutra":
acabamento com uma ferramenta.
Maquinagem de ajuste: no acabamento, a AAG
considera elementos de contorno com o atributo de
maquinagem "Medir".
HEIDENHAIN CNC PILOT 4290
565
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Maquinagem de contorno (acabamento)"
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Torneamento de corte"
Maquinagem
principal
Maquinagem
secundária
Local
Torneamento de corte
Execução
Análise de contorno:
Sem maquinagem de desbaste precedente: o contorno
completo, incluindo áreas de contorno afundáveis (recessos
indefinidos), é processado.
Maquinagem de desbaste precedente: as áreas de contorno
afundáveis (recessos indefinidos) são determinadas mediante o
"ângulo de repetição para dentro EKW" e maquinadas.
Sequência: maquinagem exterior antes da interior
Parâmetro de maquinagem: 1 Parâmetros globais de peça
pronta
–
–
Maquinagem radial/axial – exterior e interior
paralela ao
contorno
exterior
Maquinagem radial – exterior
paralela ao
contorno
interior
Maquinagem radial – interior
paralela ao
contorno
exterior/
frontal
Maquinagem axial – exterior
paralela ao
contorno
interior/
frontal
Maquinagem axial – interior
Se, na sequência de maquinagem, o torneamento de
corte se encontrar antes da maquinagem de contornos
interiores, as áreas de contorno afundáveis são
maquinadas através do torneamento de corte. –
Exceção: não estão disponíveis ferramentas adequadas.
O torneamento de corte e o puncionamento de
contorno são utilizados alternadamente.
566
Maquinagem
principal
Maquinagem
secundária
Local
Punção contorno
Execução
Análise de contorno: as áreas de contorno afundáveis
(recessos) são determinadas mediante o "ângulo de repetição
para dentro EKW" e maquinadas.
Sequência: maquinagem exterior antes da interior
Parâmetro de maquinagem: 1 Parâmetros globais de peça
pronta
–
–
Maquinagem radial/axial – exterior e interior
Maquinagem ondulada: a maquinagem axial exterior realiza-se "à
frente e atrás"
paralela ao
contorno
exterior
Maquinagem radial – exterior
Maquinagem ondulada: realiza-se "à frente e atrás"
paralela ao
contorno
interior
Maquinagem radial – interior
paralela ao
contorno
exterior/
frontal
Maquinagem axial – exterior
paralela ao
contorno
interior/
frontal
Maquinagem axial – interior
Se, na sequência de maquinagem, o puncionamento de
contorno se encontrar antes da maquinagem de
contornos interiores, as áreas de contorno afundáveis
são maquinadas através do puncionamento de
contorno. – Exceção: não estão disponíveis ferramentas
adequadas.
O torneamento de corte e o puncionamento de
contorno são utilizados alternadamente.
HEIDENHAIN CNC PILOT 4290
567
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Puncionamento de contorno"
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Puncionamento"
Maquinagem
principal
Maquinagem
secundária
Local
Puncionamento
Execução
Análise de contorno: determinar os elementos de forma
"Recessos":
Forma S (anel de segurança – recesso em forma de S)
Forma D (vedante – recesso em forma de D)
Forma A (recesso geral)
Forma FD (rotação livre F) – FD só é maquinado com
"Puncionamento" se o "Ângulo de repetição para dentro EKW
<= mtw".
Sequência: maquinagem exterior antes da interior
Parâmetro de maquinagem (na "Forma FD"): 1 Parâmetros
globais de peça pronta
–
–
todos os tipos de recesso; maquinagem radial/axial; exterior e
interior.
Forma S, D, A, FD
(*)
exterior
Maquinagem radial – exterior
Forma S, D, A, FD
(*)
interior
Maquinagem radial – interior
Forma A, FD (*)
exterior/
frontal
Maquinagem axial – exterior
Forma A, FD (*)
interior/
frontal
Maquinagem axial – interior
*: definir o tipo de recesso.
568
Maquinagem
principal
Maquinagem
secundária
Local
Entalhe
Execução
Análise de contorno/Maquinagem: determinar os elementos
de forma "Entalhes":
Forma H – Maquinagem com cursos individuais; ferramenta de
cópia (tipo 22x)
Forma K – Maquinagem com cursos individuais; ferramenta de
cópia (tipo 22x)
Forma U – Maquinagem com cursos individuais; ferramenta de
recesso (tipo 15x)
Forma G – Maquinagem com o ciclo G860
Sequência: maquinagem exterior antes da interior; maquinagem
radial antes da axial
–
–
todos os tipos de recesso; exterior e interior.
Forma H, K, U, G
(*)
exterior
Maquinagem – exterior
Forma H, K, U, G
(*)
interior
Maquinagem – interior
*: definir o tipo de entalhe.
O TURN PLUS maquina entalhes da forma G na
maquinagem de desbaste/acabamento. Um entalhe da
forma G só é cortado na maquinagem "Entalhe" se não
estiver disponível nenhuma ferramenta de desbaste/
acabamento adequada.
Sequência de maquinagem "Corte de rosca"
Maquinagem
principal
Maquinagem
secundária
Local
Corte de rosca
Execução
Análise de contorno: determinar os elementos de forma "Rosca".
Sequência: maquinagem exterior antes da interior e, depois,
sequência da definição geométrica.
–
–
Maquinar as roscas cilíndricas (longitudinal), cónicas e tranversais
no exterior e no interior.
cilíndrica
(longitudinal),
cónica, transversal
(*)
exterior
Maquinar rosca exterior
cilíndrica
(longitudinal),
cónica, transversal
(*)
interior
Maquinar rosca interior
*: definir o tipo de rosca.
HEIDENHAIN CNC PILOT 4290
569
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Entalhe"
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Furar"
Maquinagem
principal
Maquinagem
secundária
Local
Furar
Execução
Análise de contorno: determinar os elementos de forma "Furos".
Sequência – tecnologia de furo/furos combinados:
Centrar / Rebaixar centrado
Furar
Rebaixar / Rebaixar furo
Alargar furo / Furar e alargar furo
Roscagem / Combinação de furo e rosca
Sequência – Local de maquinagem:
Centrado
Lado frontal (maquina também o lado frontal Y)
Superfície lateral (maquina também a superfície lateral Y)
– depois, sequência da definição geométrica
–
–
Maquinagem de todos os furos em todos os locais de
maquinagem
Centrar, Furar,
Rebaixar, Alargar
furo, Roscagem (*)
–
Maquinagem da tecnologia de furo selecionada em todos os locais
de maquinagem
Centrar, Furar,
Rebaixar, Alargar
furo, Roscagem (*)
Local
Maquinagem do furo no local de maquinagem selecionado
*: definir a tecnologia de furo.
Furos combinados:
Defina os furos combinados como atributo de
maquinagem (ver "Atributo de maquinagem
"Combinações de furos"" na página 496).
Escolha a "tecnologia de furo correspondente" como
maquinagem secundária (ver acima).
570
Maquinagem
principal
Maquinagem
secundária
Local
Fresagem
Execução
Análise de contorno: determinar os "Contornos de fresagem".
Sequência – Tecnologia de fresagem:
ranhuras lineares e circulares
contornos "abertos"
contornos fechados (caixas), superfícies simples e poligonais
Sequência – Local de maquinagem:
Lado frontal (maquina também o lado frontal Y)
Superfície lateral (maquina também a superfície lateral Y)
– depois, sequência da definição geométrica
–
–
Maquinagem de todas as tecnologias de fresagem em todos os
locais de maquinagem
Superfície,
Contorno, Ranhura
(*)
–
Maquinagem da tecnologia de fresagem selecionada em todos os
locais de maquinagem
Superfície,
Contorno, Ranhura
(*)
Local
Maquinagem da tecnologia de fresagem selecionada no local de
maquinagem selecionado
*: definir a forma do contorno.
Sequência de maquinagem "Rebarbar"
Maquinagem
principal
Maquinagem
secundária
Local
Rebarbar
Execução
Análise de contorno: determinar os contornos de fresagem com
o atributo "Rebarbar".
Sequência – Local de maquinagem:
Lado frontal (maquina também o lado frontal Y)
Superfície lateral (maquina também a superfície lateral Y)
– depois, sequência da definição geométrica
–
–
Maquinagem de todos os contornos de fresagem com o atributo
"Rebarbar" em todos os locais de maquinagem
Contorno, Ranhura,
Caixa (*)
Local
Maquinagem de todos os contornos de fresagem com o atributo
"Rebarbar" no local de maquinagem selecionado
*: definir a forma do contorno.
HEIDENHAIN CNC PILOT 4290
571
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Fresagem"
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Gravar"
Maquinagem
principal
Maquinagem
secundária
Local
Gravação
Execução
Análise de contorno: determinar os contornos de fresagem com
o atributo "Gravar".
Sequência – Local de maquinagem:
Lado frontal (maquina também o lado frontal Y)
Superfície lateral (maquina também a superfície lateral Y)
– depois, sequência da definição geométrica
–
–
Maquinagem de todos os contornos de fresagem com o atributo
"Gravar" em todos os locais de maquinagem
Contorno, Ranhura
(*)
Local
Maquinagem de todos os contornos de fresagem com o atributo
"Gravar" no local de maquinagem selecionado
*: definir a forma do contorno.
Sequência de maquinagem "Fresagem de acabamento"
Maquinagem
principal
Maquinagem
secundária
Local
Fresagem de
acabamento
Execução
Análise de contorno: determinar os "Contornos de
fresagem".
Sequência – Tecnologia de fresagem:
ranhuras lineares e circulares
contornos "abertos"
contornos fechados (caixas), superfícies simples e
poligonais
Sequência – Local de maquinagem:
Lado frontal (maquina também o lado frontal Y)
Superfície lateral (maquina também a superfície lateral Y)
– depois, sequência da definição geométrica
–
–
Maquinagem de todos os contornos de fresagem em todos os
locais de maquinagem
Contorno, Ranhura,
Caixa (*)
Local
Maquinagem de todos os contornos de fresagem no local de
maquinagem selecionado
Contorno, Ranhura,
Caixa (*)
Local
Maquinagem de todos os contornos de fresagem no local de
maquinagem selecionado
*: definir a tecnologia de fresagem.
572
Maquinagem
principal
Maquinagem
secundária
Local
Execução
Puncionar
–
–
A peça de trabalho é cortada.
Reaperto
Maquinagem completa –
A peça de trabalho é cortada e aceite pelo contramandril.
Maquinagem completa –
Torno com contramandril: a peça de trabalho é aceite pelo
contramandril.
Torno com um mandril: a peça de trabalho é reapertada
manualmente.
HEIDENHAIN CNC PILOT 4290
573
6.15 Geração automática de planos de trabalho (AAG)
Sequência de maquinagem "Cortar, Reapertar"
6.16 Gráfico de controlo
6.16 Gráfico de controlo
Na introdução do contorno, o TURN PLUS desenha os elementos de
contorno "representáveis".
A IAG e a AAG mostram permanentemente o contorno da peça
pronta e representam graficamente os processos de levantamento de
aparas. O contorno do bloco é seguido no levantamento de aparas.
Adaptar secção da imagem (lupa)
Com a "Lupa", seleciona-se e amplia-se uma secção da imagem.
Ajustar a lupa através do teclado:
U
Ativar a "Lupa". Um "retângulo vermelho" assinala a
nova secção da imagem.
No caso de existirem várias janelas de simulação:
U Definir janela
U
Ajustar a secção da imagem:
Ampliar: "Página seguinte"
Reduzir: "Página anterior"
Deslocar: teclas de cursor
U
Sair da lupa. É representada a nova secção da
imagem.
Ajustar a lupa com o touchpad:
U
Posicionar o cursor num canto da secção da imagem.
U
Com o botão esquerdo do rato pressionado, arrastar o
cursor para o canto oposto da secção da imagem.
U
Botão direito do rato: voltar ao tamanho padrão
U
Sair da lupa. É representada a nova secção da
imagem.
As definições padrão são efetuadas através de softkey (ver tabela). Na
definição "Com coordenadas", é possível definir a expansão da janela
de simulação e a posição do ponto zero da peça de trabalho.
Após um grande aumento, defina "Peça de trabalho
máxima" ou "Espaço de trabalho", para depois escolher
uma nova secção da imagem.
574
Softkeys para definições padrão
Última definição "Peça de trabalho
máxima" ou "Espaço de trabalho"
Elimina o último aumento
Apresentar a peça de trabalho com o
maior aumento possível
Representar o espaço de trabalho,
incluindo o ponto de troca de
ferramenta
Definir janela de simulação
6.16 Gráfico de controlo
Comandar o gráfico de controlo
A representação dos cursos de ferramenta e o modo de simulação
são definidos na configuração (ver "Configurar o gráfico de controlo" na
página 577) ou através das softkeys.
Tamanho da janela
Havendo várias janelas no ecrã:
U
Premir a tecla ".". O gráfico de controlo alterna entre "Tamanho
máximo da janela" e "Representação com múltiplas janelas".
Execução do gráfico de controlo
U
Softkey ativa: o TURN PLUS para após cada
percurso
U
Executar o percurso seguinte
Representação dos percursos
U
Pista da lâmina: representa a superfície que é
atravessada pela "área cortante" da ferramenta a
sombreado.
U
Representação como linha: representa cursos de
avanço com uma linha transversal (referência: ponta
da lâmina teórica).
U
Gráfico de apagamento: "levanta aparas" (apaga) da
superfície que é atravessada pela "área cortante" da
ferramenta.
HEIDENHAIN CNC PILOT 4290
575
6.17 Configurar o TURN PLUS
6.17 Configurar o TURN PLUS
Com a "Configuração", alteram-se e gerem-se as variáveis de
visualização e introdução.
Definições gerais
Seleção:
U
U
Selecionar "Configuração > Alterar"
Selecionar "Definições". O TURN PLUS abre a caixa de diálogo
"Definições".
Caixa de diálogo "Definições"
Comportamento do zoom:
Dinâmico: adapta a representação do contorno ao tamanho da
janela.
Estático: ajusta a representação do contorno ao tamanho da janela
ao carregar o contorno e mantém esta definição.
Identificação do plano (denominação dos eixos das coordenadas):
Visualizar
Não visualizar
Retículo em segundo plano:
Visualizar
Não visualizar
Introdução do valor X (para elementos básicos e de forma do
contorno de torneamento):
Diâmetro: as introduções são valores diametrais.
Raio: as introduções são valores radiais.
Com imagem de ajuda (para explicação dos parâmetros de
introdução):
Sim: visualizar imagens de ajuda.
Não: não visualizar imagens de ajuda.
Ponto inicial automaticamente:
Sim: ao abrir a introdução do contorno de peça pronta, o TURN
PLUS bifurca para a introdução do ponto inicial do contorno. A
softkey "Importação de DXF" não está disponível.
Não: depois de se chamar a introdução do contorno de peça
pronta, pode-se optar por ler um contorno de peça pronta ou DXF
ou introduzir o contorno manualmente.
Introduções dos valores X: em formas padrão para
descrição do bloco, os valores X são sempre considerados
como valores diametrais. As coordenadas X/XE em
contornos para a maquinagem C/Y entendem-se sempre
como valores radiais.
576
6.17 Configurar o TURN PLUS
Configurar janelas (vistas)
Defina as "vistas" que o TURN PLUS deve apresentar para além da
vista principal (plano XZ).
Seleção:
U
U
Selecionar "Configuração > Alterar"
Escolher "Vistas". O TURN PLUS abre a caixa de diálogo
"Configuração das janelas".
Caixa de diálogo "Configuração das janelas"
Vistas: visualização das vistas selecionadas
Seleção: marque as vistas que devem ser apresentadas
Refletir vista principal?
Sim: representar o contorno completo
Não: representar o contorno por cima do centro de rotação
Configurar o gráfico de controlo
Com esta configuração, influencia-se a execução e a representação de
cursos do "Gráfico de controlo".
Seleção:
U
U
Selecionar "Configuração > Alterar"
Selecionar "Gráfico de controlo > IAG" (ou ".. > AAG"). O TURN PLUS
abre a caixa de diálogo "Gráfico de controlo IAG/AAG".
Caixa de diálogo "Gráfico de controlo IAG/AAG"
Bloco básico:
Ligado: o gráfico de controlo para após cada percurso. Com a
softkey "Continuar", inicia-se o percurso seguinte.
Desligado: o gráfico de controlo simula a maquinagem sem parar.
Tipo de gráfico:
Curso de ferramenta: o gráfico de controlo representa cursos de
avanço com uma linha transversal (referência: ponta da lâmina
teórica).
Pista da lâmina: o gráfico de controlo representa a superfície que
é atravessada pela "área cortante" da ferramenta a sombreado. A
área de levantamento de aparas é visualizada de acordo com a
exata geometria da lâmina (raio da lâmina, largura da lâmina,
posição da lâmina, etc.). Esta representação baseia-se nos dados
de ferramenta.
Gráfico de apagamento: o bloco é representado como "superfície
a cheio" a que se faz o "levantamento de aparas" na maquinagem.
HEIDENHAIN CNC PILOT 4290
577
6.17 Configurar o TURN PLUS
Definir o sistema de coordenadas
Na configuração do "sistema de coordenadas", definem-se as
dimensões da janela do gráfico de controlo e a posição do ponto zero
da peça de trabalho.
Seleção:
U
U
Selecionar "Configuração > Alterar"
Selecionar "Coordenadas > Vista principal" (".. > Superfície frontal",
".. > Lado posterior" ou ".. > Superfície lateral"). O TURN PLUS abre
a caixa de diálogo "Sistema de coordenadas".
Caixa de diálogo "Sistema de coordenadas"
Para a vista principal (ver figura):
Delta X: dimensões da janela do gráfico de controlo
Delta Z: dimensões da janela do gráfico de controlo
XN: posição do ponto zero da peça de trabalho (distância para a
margem inferior)
ZN: posição do ponto zero da peça de trabalho (distância para a
margem esquerda)
Para a superfície frontal (ver figura):
Delta YK: dimensões da janela do gráfico de controlo
Delta XK: dimensões da janela do gráfico de controlo
YKN: posição do ponto zero da peça de trabalho (distância para a
margem inferior)
XKN: posição do ponto zero da peça de trabalho (distância para a
margem esquerda)
Para o lado posterior:
Delta YK: dimensões da janela do gráfico de controlo
Delta XK: dimensões da janela do gráfico de controlo
YKN: posição do ponto zero da peça de trabalho (distância para a
margem inferior)
XKN: posição do ponto zero da peça de trabalho (distância para a
margem direita)
Para a superfície lateral (ver figura):
Delta CY: dimensões da janela do gráfico de controlo
Delta Z: dimensões da janela do gráfico de controlo
CYN: posição do ponto zero da peça de trabalho (distância para a
margem inferior)
ZN: posição do ponto zero da peça de trabalho (distância para a
margem esquerda)
TURN PLUS
adapta as dimensões à relação altura-largura do ecrã.
aumenta as dimensões da janela de modo a que seja
representada a peça de trabalho completa.
578
6.18 Instruções de maquinagem
6.18 Instruções de maquinagem
Seleção de ferramenta, ocupação do revólver
A seleção de ferramenta é determinada pelos seguintes factores:
a direção de maquinagem
o contorno a maquinar
a sequência de maquinagem
Se a "ferramenta ideal" não estiver disponível, o TURN PLUS procura
primeiro uma "ferramenta alternativa"
e, depois, uma "ferramenta de emergência".
Se necessário, a estratégia de maquinagem é adaptada à ferramenta
alternativa ou de emergência. Havendo várias ferramentas adequadas,
o TURN PLUS utiliza a ferramenta "ótima".
O TURN PLUS utiliza ferramentas combinadas para a maquinagem
de furação, se estiverem definidos furos combinados.
O TURN PLUS suporta ferramentas múltiplas, se estas estiverem
registadas na lista do revólver e no método de seleção estiver definido
"Da lista do revólver" ou "Combinado" (parâmetro de maquinagem 2 –
WD=1 ou WD=2).
Ocupação do revólver automática: a seleção da posição de
montagem baseia-se nos parâmetros "Tipo de montagem, montagem
preferida" (MP 511, ...). Nos parâmetros está definido se é suportada
uma ferramenta acionada ou se podem ser colocadas,
prioritariamente, ferramentas de furação/fresagem exterior ou interior.
O tipo de montagem (MP 511, ..) diferencia várias montagens de
ferramenta (ver "Indicações sobre dados de ferramenta" na
página 652).
A estratégia de seleção de ferramenta é definida no
"parâmetro de maquinagem 2".
O TURN PLUS não suporta sistemas de posições do
carregador.
HEIDENHAIN CNC PILOT 4290
579
6.18 Instruções de maquinagem
Puncionamento de contorno, torneamento de
corte
O raio da lâmina deve ser mais pequeno que o menor raio interior do
contorno de puncionamento, mas >= 0,2 mm. O TURN PLUS
determina a largura de puncionamento com base no contorno de
puncionamento:
O contorno de puncionamento contém elementos de fundo
paralelos aos eixos com raios nos dois lados: SB <= b + 2*r (raios
diferentes: o menor raio).
O contorno de puncionamento contém elementos de fundo
paralelos aos eixos sem raios ou com raio apenas num lado: SB <= b
O contorno de puncionamento não contém elementos de fundo
paralelos aos eixos: a largura de puncionamento é determinada com
base no divisor da largura de puncionamento (parâmetro de
maquinagem 6 – SBD).
Abreviaturas:
SB: largura de puncionamento
b: largura do elemento de fundo
r: raio
Furar
A AAG determina as ferramentas com base na geometria de furação.
Para furações centradas, o TURN PLUS utiliza ferramentas
estacionárias.
Valores de corte, agente refrigerante
O TURN PLUS determina os valores de corte com base
no material (cabeçalho do programa)
no material de corte (parâmetros da ferramenta)
no tipo de maquinagem (maquinagem principal na IAG;
maquinagem principal da sequência de maquinagem na AAG).
Os valores determinados são multiplicados pelos fatores de correção
específicos da ferramenta (ver "Base de dados tecnológicos" na
página 671 e ver "Indicações sobre dados de ferramenta" na
página 652).
Na maquinagem de desbaste e acabamento aplica-se:
Avanço pricipal caso se utilize a lâmina principal
Avanço secundário caso se utilize a lâmina secundária
Nas fresagens aplica-se:
Avanço principal com maquinagens no plano de fresagem
Avanço secundário com movimentos de passo
Em maquinagens de rosca, furação e fresagem, a velocidade de corte
é convertida em rotações.
580
6.18 Instruções de maquinagem
Agente refrigerante: dependendo do material, do material de corte e
do tipo de maquinagem, determina-se na base de dados tecnológicos
se se trabalha com ou sem agente refrigerante.
Se, na base de dados tecnológicos, estiver definido Agente
refrigerante, a AAG liga os circuitos de agente refrigerante atribuídos
a este bloco de trabalho. Se o circuito de agente refrigerante funcionar
com "alta pressão", a AAG gera a função M correspondente.
A IAG comanda os circuitos de agente refrigerante da mesma forma
que a AAG. Em alternativa, defina os circuitos de agente refrigerante
e o estágio de pressão para o bloco de trabalho atual em "Dados de
corte".
Com uma "ocupação do revólver fixa", atribua circuitos de agente
refrigerante e a definição de "Alta pressão/pressão normal" a cada
ferramenta. A AAG liga os circuitos de agente refrigerante
correspondentes assim que a ferramenta é utilizada.
Contornos interiores
Se, na sequência de maquinagem, a "Maquinagem de contornos
interiores" estiver colocada antes de "Torneamento de corte e
puncionamento de contorno", o levantamento de aparas das áreas de
contorno descendentes (recessos indefinidos) realiza-se com
ferramentas de desbaste. De outro modo, a AAG maquina estas áreas
de contorno com ferramentas de punção. O TURN PLUS distingue os
recessos das rotações livres com base no "Ângulo de repetição para
dentro EKW" (parâmetro de maquinagem 1).
Se não for possível fazer o levantamento de aparas da área de
contornos interiores com uma ferramenta, o TURN PLUS faz a prémaquinagem com a primeira ferramenta e levanta as aparas do
material restante mediante uma ferramenta com direção de
maquinagem contrária.
Maquinagem de contorno (acabamento): a AAG faz o acabamento
de áreas de afundamento com contornos interiores com a mesma
estratégia que no desbaste.
Dependendo do contorno e das ferramentas disponíveis, ocorrem as
seguintes situações:
Maquinagem completa de contornos interiores com uma
ferramenta. Se estiverem disponíveis várias ferramentas, tem
prioridade a ferramenta com a "direção de maquinagem padrão".
Se a área de contornos interiores contiver um elemento transversal
como elemento de fecho, a primeira maquinagem de contornos
interiores efetua-se contra o elemento transversal (ver figura).
Se as duas ferramentas possuírem ângulos livres diferentes, em
primeiro lugar, trabalha-se com a ferramenta que tenha o maior
ângulo livre.
Se os ângulos livres das duas ferramentas forem iguais, em primeiro
lugar, trabalha-se desde o lado com o menor "ângulo de repetição
para dentro".
Atenção, perigo de colisão
Ao fazer a maquinagem de contornos interiores na área
interior, a profundidade de afundamento da ferramenta
não é controlada. Selecione as ferramentas adequadas.
HEIDENHAIN CNC PILOT 4290
581
6.18 Instruções de maquinagem
Contornos interiores
O TURN PLUS maquina contornos interiores contínuos até à transição
do "ponto mais profundo" para um diâmetro maior. A posição até à qual
se perfura, desbasta e faz o acabamento é influenciada:
pelo limite de corte interior
pelo comprimento saliente interior ULI (parâmetro de
maquinagem 4)
É condição essencial que o comprimento útil da ferramenta seja
suficiente para a maquinagem. Não sendo esse o caso, este
parâmetro determina a maquinagem interior. Os exemplos seguintes
explicam este princípio.
Limites na maquinagem interior
Pré-perfuração: SBI limita o processo de furação.
Desbaste: SBI ou SU limitam o desbaste.
SU = comprimento básico de desbaste (sbl) + comprimento
saliente interior (ULI)
Para evitar "anéis" na maquinagem, o TURN PLUS deixa ficar uma
área de 5º antes da linha de limite do desbaste.
Acabamento: sbl limita o acabamento.
582
6.18 Instruções de maquinagem
Limite de desbaste antes do limite de corte
Exemplo 1: a linha de limite do desbaste (SU) encontra-se antes do
limite de corte interior (SBI).
Abreviaturas
SBI: limite de corte interior
SU: linha de limite do desbaste (SU = sbl + ULI)
sbl: comprimento básico de desbaste ("ponto posterior mais
profundo" do contorno interno)
ULI: comprimento saliente interior (parâmetro de maquinagem 4)
nbl: comprimento útil da ferramenta (parâmetros da ferramenta)
HEIDENHAIN CNC PILOT 4290
583
6.18 Instruções de maquinagem
Limite de desbaste depois do limite de corte
Exemplo 2: a linha de limite do desbaste (SU) encontra-se depois do
limite de corte interior (SBI).
Abreviaturas
SBI: limite de corte interior
SU: linha de limite do desbaste (SU = sbl + ULI)
sbl: comprimento básico de desbaste ("ponto posterior mais
profundo" do contorno interno)
ULI: comprimento saliente interior (parâmetro de maquinagem 4)
nbl: comprimento útil da ferramenta (parâmetros da ferramenta)
Furar
Na maquinagem de furação, o TURN PLUS distingue:
Furo sem indicação de ajuste: a AAG seleciona ferramentas que
permitem a maquinagem até à dimensão final. Primeiro, são
procuradas brocas de espiral e, em seguida, brocas de placa
inclinada.
Furo com indicação de ajuste: a AAG maquina o furo em dois
passos:
Furo com um diâmetro mais pequeno que o diâmetro nominal do
furo.
"Alargamento do furo" até à dimensão final
O TURN PLUS avalia apenas a informação "com/sem
ajuste". O tipo de ajuste (H6, H7, ..) não tem qualquer
influência.
584
6.18 Instruções de maquinagem
Maquinagem ondulada
Em peças onduladas, para além da maquinagem padrão, o TURN
PLUS suporta a maquinagem do avesso do contorno exterior. Desta
forma, é possível maquinar ondulações numa só fixação.
O TURN PLUS não suporta a retração do cabeçote móvel e não
verifica a situação de fixação.
Critério para uma "ondulação": a peça de trabalho está fixa do lado
do mandril e do cabeçote móvel.
Atenção, perigo de colisão
O TURN PLUS não verifica a situação de colisão na
maquinagem transversal ou em trabalhos no lado frontal e
posterior.
Ponto de separação (TR)
O ponto de separação (TR) divide a peça de trabalho em área frontal e
área posterior. Se o ponto de separação não é indicado, o TURN PLUS
coloca-o na transição do maior diâmetro para um mais pequeno. Os
pontos de separação deverão ser colocados nas esquinas exteriores.
Ferramentas para maquinagem da
área frontal: direção de maquinagem principal "–Z"; ou,
prioritariamente, ferramentas de corte ou rosca "esquerdas", etc.
área posterior: direção de maquinagem principal "+Z"; ou,
prioritariamente, ferramentas de corte ou rosca "direitas", etc.
Definir/alterar o ponto de separação: ver "Atributo de maquinagem
"Ponto de separação"" na página 501
HEIDENHAIN CNC PILOT 4290
585
6.18 Instruções de maquinagem
Áreas de proteção para a maquinagem de furação e fresagem
O TURN PLUS maquina contornos de furação e fresagem sobre as
superfícies transversais (lado frontal e posterior) nas seguintes
condições:
a distância (horizontal) para a superfície transversal é > 5 mm ou
a distância entre o dispositivo tensor e o contorno de furação/
fresagem é > SAR
(SAR: ver o parâmetro de maquinagem 2).
Se a ondulação está fixa em maxilas por parte do mandril, o TURN
PLUS tem em consideração o limite de corte (SB).
Instruções de maquinagem
Fixação de aperto por parte do mandril: o bloco na área de fixação
deverá ser pré-maquinado. De outro modo, devido ao limite de
corte, não poderiam ser geradas estratégias de maquinagem
plausíveis.
Maquinagem de barras: o TURN PLUS não comanda o carregador
de barras nem movimenta os agregados do cabeçote móvel e da
luneta. A maquinagem entre a pinça de fixação e a contraponta com
recolocação da peça de trabalho não é suportada.
Maquinagem transversal
Tenha em conta que os registos da "sequência de maquinagem"
são válidos para toda a peça de trabalho, ou seja, também para a
maquinagem transversal das extremidades da ondulação.
A AAG não maquina o avesso da área interior. Se a ondulação
estiver fixa com maxilas por parte do mandril, o lado posterior não
é maquinado.
Maquinagem longitudinal: primeiro é maquinada a área frontal,
depois a posterior.
Evitar colisões: se as maquinagens não são executadas sem
colisões, é possível:
completar posteriormente a retração do cabeçote móvel, a
colocação da luneta, etc. no programa DIN PLUS.
evitar colisões mediante a inserção posterior de limites de corte
no programa DIN PLUS.
impedir a maquinagem automática na AAG, incluindo o atributo
"Não maquinar" ou indicando o "Local de maquinagem" na
sequência de maquinagem.
definir o bloco com a medida excedente=0. Neste caso, a
maquinagem do lado frontal é suprimida (exemplo: ondulações
cortadas ao comprimento e centradas).
586
6.18 Instruções de maquinagem
Máquinas com vários carros
Em tornos com vários carros, a seleção de ferramenta e a geração de
programas são influenciadas pelos pontos referidos seguidamente:
Cabeçalho do programa: no campo "1.ª fixação: mandril .. com
mandril ..", indique os carros utilizados para a maquinagem. Os
números dos carros são introduzidos consecutivamente sem
carateres a separá-los (ver imagem). O mesmo se aplica à segunda
fixação.
Seleção de ferramenta IAG: a IAG considera os carros ou o
revólver que estão indicados no cabeçalho do programa. Escolha o
revólver em que deseja posicionar a ferramenta.
Seleção de ferramenta AAG: a AAG considera os carros ou o
revólver que estão indicados no cabeçalho do programa. No
parâmetro de maquinagem "Sequência de seleção da ferramenta"
(parâmetro 22), determina-se a sequência pela qual os suportes de
ferramenta dos carros são equipados.
HEIDENHAIN CNC PILOT 4290
587
6.18 Instruções de maquinagem
Maquinagem completa
Depois de se descrever o contorno do bloco e da peça pronta, o TURN
PLUS gera o plano de trabalho para a peça de trabalho completa.
Condições para a maquinagem completa:
No cabeçalho do programa estão definidos o mandril e o carro para
a 2.ª fixação (campos de introdução "2.ª fixação ..").
Na sequência de maquinagem está registada a maquinagem
principal "Reaperto" ou "Cortar" após a maquinagem do lado frontal.
Dependendo do registo Maquinagem principal e secundária na
"Sequência de maquinagem", o TURN PLUS ativa um dos programas
de peritos seguintes (parâmetro de maquinagem 21):
Registo "Reaperto – Maquinagem completa": o TURN PLUS ativa o
programa de peritos registado em UP-UMKOMPL. O contramandril
aceita a peça de trabalho.
Registo "Cortar – Maquinagem completa": o TURN PLUS ativa o
programa de peritos registado em UP-UMKOMPLA. A peça de
trabalho é cortada e aceite pelo contramandril (maquinagem de
barras).
A maquinagem do lado posterior é influenciada na sequência de
maquinagem: ver "Sequência de maquinagem– Princípios básicos" na
página 560
O programa NC gerado contém a maquinagem do lado frontal e
posterior (incluindo a maquinagem de furação, fresagem e interior), a
chamada do programa de peritos e as informações das duas fixações.
588
6.18 Instruções de maquinagem
Instruções para maquinagem do lado posterior
Em contornos do lado posterior (maquinagem do eixo C/Y), tenha em
conta a orientação do eixo XK ou X e a orientação do eixo C.
Designações (ver figuras):
Lado frontal ("V"): o lado virado para o espaço de trabalho
Lado posterior ("R"): o lado oposto ao espaço de trabalho
As designações também se aplicam quando a peça de trabalho está
fixa no contramandril ou quando, em tornos com um mandril, a peça
de trabalho foi reapertada para a maquinagem do lado posterior.
HEIDENHAIN CNC PILOT 4290
589
6.19 Exemplo
6.19 Exemplo
Partindo do desenho de produção, apresentam-se os passos de
trabalho para a criação do contorno do bloco e da peça pronta, o
equipamento e a geração automática do plano de trabalho.
Bloco: Ø60 X 80; material: Ck 45
chanfre não medido: 1 x 45º
raios não medidos: 1 mm
Criar programa
U
U
U
U
U
U
Selecionar "Programa > Novo". O TURN PLUS abre a caixa de
diálogo "Programa novo".
Introduções:
Nome do programa
Material: selecionar na lista de palavras de comprimento fixo
Ativar o botão do ecrã "Cabeçalho do programa" O TURN PLUS abre
a caixa de diálogo "Cabeçalho do programa".
Introduções:
"Mandril – carro para a 1.ª fixação"
Registar outros campos conforme necessário
Voltar à caixa de diálogo "Novo programa"
O TURN PLUS ajusta o novo programa
590
6.19 Exemplo
Definir o bloco
U
U
U
Selecionar "Peça de trabalho > Bloco > Barra". O TURN PLUS abre a
caixa de diálogo "Barra".
Introduções:
Diâmetro = 60 mm
Comprimento = 80 mm
Medida excedente = 2 mm
O TURN PLUS representa o bloco.
U Pressionar a tecla ESC: voltar ao menu principal
Definir o contorno básico
U
U
U
Selecionar "Peça de trabalho > Peça pronta (> Contorno)"
Caixa de diálogo "Ponto (Ponto inicial do contorno)":
X = 0; registar Z = 0
U
Definir X = 16
U
Definir Z = –25
U
Definir X = 35
U
Definir Z = –43
U
X = 58; registar W = 70
U
Definir Z = –76
U
Premir a tecla ESC: voltar para o nível de menu
anterior.
U
Pressionar a tecla ESC. O TURN PLUS pergunta:
"Fechar contorno?"
Ativar "Sim". O contorno básico está criado.
HEIDENHAIN CNC PILOT 4290
591
6.19 Exemplo
Definir elementos de forma
Chanfre "Esquina de ilha roscada":
U
U
U
Selecionar "Forma > Chanfre"
Selecionar "Esquina de ilha roscada"
Caixa de diálogo "Chanfre": largura de chanfre = 3 mm
Arredondamentos:
U
U
U
Selecionar "Forma > Arredondamento"
Selecionar "Esquinas para arredondamento"
Caixa de diálogo "Arredondamento": raio de arredondamento = 2
mm
Entalhe:
U
U
U
Selecionar "Forma > Entalhe > Entalhe em forma de G"
Selecionar "Esquinas para entalhe"
Caixa de diálogo "Entalhe em forma de G":
Comprimento do entalhe = 5 mm
Profundidade do entalhe = 1,3 mm
Ângulo de entrada = 30º
Recesso:
U
U
U
Selecionar "Forma > Recesso > Recesso em forma de D"
Selecionar "Elemento básico para recesso"
Caixa de diálogo "Recesso em forma de D":
Ponto de referência (Z) = –30 mm
Largura do recesso (Ki) = –8 mm
Diâmetro do recesso = 25 mm
Esquinas (B): chanfres; 1 mm
Rosca:
U
U
U
Selecionar "Forma > Rosca"
Selecionar "Elemento básico para rosca"
Caixa de diálogo "Rosca": selecionar "Rosca métrica ISO"
U Pressionar a tecla ESC: voltar ao menu principal
592
6.19 Exemplo
Equipar, fixar peça de trabalho
U
U
U
U
Selecionar "Equipar > Fixar > Apertar"
Selecionar "Lado do mandril > Mandril de três maxilas"
Caixa de diálogo "Mandril de três maxilas":
Selecionar "Número de identidade do mandril de aperto"
Introduzir o "Tipo de maxila"
Introduzir a "Forma de fixação"
Selecionar "Número de identidade da maxila"
Verificar/introduzir "Comprimento de fixação, pressão de aperto"
Determinar a área de fixação: selecionar um elemento de
contorno que entre em contacto com as maxilas
O TURN PLUS representa os dispositivos tensores e o limite de
corte.
U Pressionar a tecla ESC: voltar ao menu principal
Criar e guardar plano de trabalho
Criar plano de trabalho
U
U
U
Selecionar "AAG > Automático"
O TURN PLUS simula o processo de levantamento de aparas
Selecionar "Aceitar plano de trabalho"
Guardar programa
U
U
U
Selecionar "Programa > Guardar > Completo".
Verificar/ajustar o nome do ficheiro
O TURN PLUS memoriza:
o plano de trabalho, o contorno do bloco e da peça pronta (num
ficheiro).
o programa NC (formato DIN PLUS).
A AAG gera os blocos de trabalho com base na sequência
de maquinagem e nas definições dos parâmetros de
maquinagem.
HEIDENHAIN CNC PILOT 4290
593
594
6.19 Exemplo
Parâmetros
HEIDENHAIN CNC PILOT 4290
595
7.1 O modo de funcionamento Parâmetros
7.1 O modo de funcionamento
Parâmetros
Os parâmetros do CNC PILOT estão divididos em grupos:
Parâmetros da máquina: para adaptar o comando ao torno
(parâmetros dos agregados, módulos, correspondência dos eixos,
carros, mandris, etc.).
Parâmetros de comando: para a configuração do comando
(visualização da máquina, interfaces, sistema de medição utilizado,
etc.).
Parâmetros de ajuste: definições especiais para a produção de
uma peça de trabalho específica (ponto zero da peça de trabalho,
ponto de troca da ferramenta, valores de correção, etc.).
Parâmetros PLC: os parâmetros deste grupo são definidos pelo
fabricante da máquina (ver o manual da máquina).
Parâmetros de maquinagem: parâmetros estratégicos para os
ciclos de maquinagem e para TURN PLUS.
Neste modo de funcionamento são geridos também os seguintes
parâmetros de meios de produção e de tecnologia:
Parâmetros de ferramenta
Parâmetros de dispositivo tensor
Parâmetros de tecnologia (valores de corte)
Este manual descreve os parâmetros que o operador da máquina pode
alterar (classe de utilizador "administrador do sistema"). Os restantes
parâmetros são explicados no manual técnico.
Troca de dados e cópia de segurança de dados: o CNC PILOT
suporta a troca de dados dos parâmetros bem como a respetiva lista
de palavras de comprimento fixo. Nas cópias de segurança de dados,
todos os parâmetros são tidos em consideração.
A troca de dados e cópia de segurança de dados são realizadas no
modo de funcionamento Transfer (ver "Enviar parâmetros/meios de
produção" na página 705).
596
7.2 Editar parâmetros
7.2 Editar parâmetros
Parâmetros atuais
Neste grupo de menus encontram-se resumidos os parâmetros
usados com frequência que podem ser selecionados sem se
conhecerem os números dos parâmetros.
Editar parâmetros
U
Início de sessão como "administrador do sistema"
eventualmente necessário (modo de funcionamento
Assistência)
U
Com "Para.atu > ..", selecionar os parâmetros através
do menu. O CNC PILOT prepara os parâmetros para
edição.
U
Proceder às alterações e fechar a caixa de diálogo.
Listas de parâmetros
Os grupos de parâmetros seguintes encontram-se à disposição nos
sub-pontos das "Listas de parâmetros". Pode utilizar estes parâmetros
"sem iniciar sessão".
Parâmetros PLC
Parâmetros de ajuste
Parâmetros de maquinagem
Editar parâmetros de ajuste/maquinagem
U
Selecionar "Lista parâm. > Parâmetros de
maquinagem" ("... > Parâmetros de ajuste" ou "... >
Parâmetros PLC"). O CNC PILOT abre a lista de
parâmetros correspondente.
U
Selecionar parâmetros
U
Premir a "tecla Enter". O CNC PILOT prepara os
parâmetros para edição.
U
Proceder às alterações
HEIDENHAIN CNC PILOT 4290
597
7.2 Editar parâmetros
Editar parâmetros de configuração
Nos sub-menus de "Config" estão à disposição todos os grupos de
parâmetros. A operação é idêntica ao procedimento que se descreve
seguidamente.
O CNC PILOT verifica se o operador está autorizado a
alterar os parâmetros. Inicie sessão como
"administrador do sistema" quando pretenda editar
parâmetros protegidos. Caso contrário, poderá apenas
ler os parâmetros.
Os parâmetros que influenciam a produção de uma
peça de trabalho não podem ser alterados no modo
automático.
Editar parâmetros de configuração
Início de sessão como "administrador do sistema" (modo de
funcionamento Assistência)
Se o número do parâmetro não for conhecido:
Selecionar "Config > Lista da máquina" (ou ".. > Lista do comando")
Selecionar parâmetros
Premir a "tecla Enter". O CNC PILOT prepara os parâmetros para
edição.
Proceder às alterações
Se o número do parâmetro for conhecido:
Selecionar "Config > Máquina-Direto" (ou ".. > Comando-Direto")
Introduzir e chamar números de parâmetros. O CNC PILOT prepara os
parâmetros para edição.
598
7.3 Parâmetros da máquina (MP)
7.3 Parâmetros da máquina (MP)
Intervalos numéricos dos parâmetros da máquina:
1..200: configuração geral da máquina
201..500: carros 1..6 (50 posições por carro)
501..800: suportes de ferramenta 1..6 (50 posições por suporte)
801..1000: mandris 1..4 (50 posições por mandril)
1001..1100: eixos C 1..2 (50 posições por eixo C)
1101..2000: eixos 1..16 (50 posições por eixo)
2001..2100: diversos agregados da máquina (estes parâmetros não
são usados nesta altura)
Parâmetros gerais da máquina
Parâmetros gerais da máquina
6
Medição de ferramenta
O parâmetro define como são apurados os comprimentos de ferramenta no modo de ajuste.
Tipo de medição de ferramenta:
0: Raspagem
1: Sonda de medição
2: Ótica de medição
Medir avanço: velocidade do avanço para a aproximação da sonda de medição
Percurso de retirada: percurso mínimo para retirar a sonda de medição após a deflexão (contrário à direção de
medição).
7
Dimensão da máquina
Os programas NC podem utilizar a dimensão da máquina no âmbito da programação de variáveis. A utilização da
dimensão da máquina é determinada exclusivamente pelo programa NC.
Dimensão n X, Y, Z, U, V, W, A, B, C (n: 1..9)
17
Definições de visualização
O "Tipo de visualização" define o conteúdo das visualizações de posição (visualizações dos valores reais) dentro da
visualização da máquina.
Tipo de visualização real
0: Valor real
1: Erros de arrasto
2: Distância
3: Ponta da ferramenta – referência: ponto zero da máquina
4: Posição de carro
5: Distância ressalto de referência – impulso zero
6: Valor nominal de posição
7: Diferença ponta da ferramenta – posição do carro
8: Posição nominal IPO
HEIDENHAIN CNC PILOT 4290
599
7.3 Parâmetros da máquina (MP)
Parâmetros gerais da máquina
18
Configuração do comando
O PLC assume a contagem de peças de trabalho
0: o CNC assume a contagem de peças de trabalho
1: o PLC assume a contagem de peças de trabalho
M0/M1 para todos os canais NC
0: M0/M1 desencadeia PARAGEM no canal programado
1: M0/M1 desencadeia PARAGEM em todos os canais
Paragem do interpretador na troca de ferramenta
0: sem paragem do interpretador
1: com paragem do interpretador. A interpretação previsional do bloco é parada e, depois de processado o
comando T, volta a ser ativada.
Parâmetros da máquina para carros
Parâmetros para carros
204, 254, ..
Avanços
Velocidade de marcha rápida e velocidade de avanço, quando os carros são deslocados com as teclas de direção
manual (teclas de marcha lenta).
Comando manual da velocidade de trajetória em marcha rápida
Comando manual da velocidade de trajetória de avanço
205, 255, ..
Supervisão das zonas de proteção
As dimensões das zonas de proteção são definidas especificamente para os eixos (MP 1116, ...). Defina neste
parâmetros se as dimensões das zonas de proteção devem ser supervisionadas.
Supervisão
0: Supervisão das zonas de proteção desligada
1: Supervisão das zonas de proteção ligada
Os restantes parâmetros não são, de momento, utilizados.
208, 258, ..
Roscar à lâmina
Os valores dos parâmetros são utilizados quando o acoplamento/desacoplamento não está programado no
programa NC.
Curso de acoplamento: curso de aceleração no início do corte de rosca para a sincronização do eixo de
avanço e do mandril.
Curso de desacoplamento: curso de retardamento no final do corte de rosca.
209, 259, ..
Desligamento do carro
Carro
0: "Desligar" carro
1: Não "desligar" carro
600
211, 261, ..
Posição da sonda de medição ou da ótica de medição
Na posição da sonda de medição são indicadas as coordenadas exteriores do apalpador (referência: ponto zero
da máquina). Na ótica de medição é indicada a posição do retículo (+X/+Z).
Posição da sonda de medição/ótica +X
Posição da sonda de medição –X
Posição da sonda de medição/ótica +Z
Posição da sonda de medição –Z
511..542,
561..592, ..
Descrição das montagem de ferramenta
Estes parâmetros descrevem as posições das montagens de ferramenta relativamente ao ponto de referência
dos suportes de ferramenta.
Distância ao ponto de referência do suporte X/Z/Y: distância entre o ponto de referência do suporte de
ferramenta e o ponto de referência da montagem de ferramenta.
Correção X/Z/Y: valor de correção para a distância entre o ponto de referência do suporte de ferramenta e
o ponto de referência da montagem de ferramenta.
Parâmetros da máquina para mandris
Parâmetros para mandris
804, 854, ..
A supervisão das zonas de proteção de mandris não é, de momento, utilizada
805, 855, ..
Parâmetros gerais para mandris
Deslocação do ponto zero (M19): define a deslocação entre o ponto de referência do mandril e ponto de
referência do aparelho de medição. Depois do impulso zero do aparelho de medição, é assumido este valor.
Número de rotações de corte livre: número de rotações do mandril após a paragem do mandril em modo
automático (com rotações do mandril reduzidas são necessárias rotações do mandril adicionais para aliviar a
ferramenta).
806, 856, ..
Valores de tolerância do mandril
Valor de tolerância nas rotações [%] a passagem de um bloco G0 para um bloco G1 ocorre no estado
"Rotações alcançadas". Este estado ocorre assim que as rotações atingem o limite de tolerância. O valor de
tolerância refere-se ao valor teórico.
Margem de posição [°]: a passagem para um bloco na imobilização de ponto (M 19) ocorre no estado
"Posição alcançada". Este estado ocorre assim que a tolerância de posição entre valor nominal e valor real
atinge o limite de tolerância. O valor de tolerância refere-se ao valor teórico.
Tolerância de rotações do movimento sincronizado [R/min]: critério para o estado "Movimento
sincronizado alcançado".
Tolerância de posição do movimento sincronizado [º]: critério para o estado "Movimento sincronizado
alcançado".
Indicações sobre os parâmetros do movimento sincronizado:
As definições do mandril slave são determinantes para os parâmetros do movimento sincronizado.
O estado "Movimento sincronizado" é alcançado quando a diferença entre os valores reais das rotações e a
diferença dos valores reais das posições dos mandris sincronizados se encontram dentro da margem de
tolerância. No estado "Movimento sincronizado alcançado", o binário do mandril guiado é limitado.
As tolerâncias alcançáveis não podem ultrapassadas. A tolerância deve ser superior à soma das flutuações
de sincronização máximas do mandril condutor e do mandril guiado (cerca de 5 a 10 R/min).
HEIDENHAIN CNC PILOT 4290
601
7.3 Parâmetros da máquina (MP)
Parâmetros para carros
7.3 Parâmetros da máquina (MP)
Parâmetros para mandris
807, 857, ..
Medir desvio angular (G906) do mandril
Avaliação: registar desvio angular G906 no movimento sincronizado do mandril
Alteração da posição permitida máxima: margem de tolerância para a alteração do desvio de posição
depois de se fixarem ambos os lados de uma ferramenta de trabalho em movimento sincronizado. Se a
alteração de desvio exceder estes valores máximos, ocorre uma mensagem de erro. Uma oscilação normal
de cerca de 0,5º deve ser tida em conta.
Medir desvio do tempo de espera: duração da medição
808, 858, ..
Controlo de corte (G991) do mandril
Avaliação: controlo de corte G991 mediante supervisão do mandril
Após o processo de corte, a posição das fases de ambos os mandris em movimento sincronizado altera-se sem
que o valor teórico (rotações/ângulo de rotação) seja alterado. Se a diferença de rotações for excedida no tempo
de supervisão, o resultado é "cortado".
Diferença de rotações
Tempo de supervisão
809, 859, ..
Supervisão de carga do mandril
Avaliação: supervisão de carga
Tempo de início de supervisão [0..1000 ms]: a supervisão não se encontra ativa quando a aceleração
teórica do mandril excede o valor limite (valor limite = 15% da rampa de aceleração/rampa de travagem). Se
o valor teórico da aceleração for inferior ao valor limite, a supervisão é ativada depois de decorrido o "Tempo
de início de supervisão".
O parâmetro só é avaliado em "Omitir cursos de marcha rápida".
Número dos valores de apalpação médios [1..50]: na supervisão é calculada a média do "Número dos
valores de apalpação médios". Deste modo, a sensibilidade em relação a picos de carga de curta duração é
reduzida.
Tempo de retardamento de reação P1, P2 [0..1000 ms]: é comunicada uma infração ao valor limite se o
tempo de duração de "P1 ou P2" (valor limite de binário 1 ou 2) for ultrapassado.
Binário máximo: não é, de momento, utilizado
Parâmetros da máquina para eixos C
Parâmetros para eixos C
1007, 1057, ..
Compensação de folga para eixo C
Na compensação de folga, com cada mudança de direção, o valor teórico é corrigido com o "Valor da
compensação de folga".
Tipo de compensação de folga
0: sem compensação de folga
1: em caso de mudança de direção, é adicionado o "Valor da compensação de folga".
Valor da compensação de folga
602
1010, 1060, ..
Supervisão de carga do eixo C
Avaliação: supervisão de carga
Tempo de início de supervisão [0..1000 ms]: a supervisão não se encontra ativa quando a aceleração
teórica do mandril excede o valor limite (valor limite = 15% da rampa de aceleração/rampa de travagem).
Se o valor teórico da aceleração for inferior ao valor limite, a supervisão é ativada depois de decorrido o
"Tempo de início de supervisão".
O parâmetro só é avaliado em "Omitir cursos de marcha rápida".
Número dos valores de apalpação médios [1..50]: na supervisão é calculada a média do "Número dos
valores de apalpação médios". Deste modo, a sensibilidade em relação a picos de carga de curta duração
é reduzida.
Binário máximo: não é, de momento, utilizado
Tempo de retardamento de reação P1, P2 [0..1000 ms]: é comunicada uma infração ao valor limite se
o tempo de duração de "P1 ou P2" para o valor limite de binário 1 ou 2 for ultrapassado.
1016, 1066, ..
Interruptor limite e velocidade de marcha rápida do eixo C
Velocidade de marcha rápida do eixo C: velocidade máxima para o posicionamento do mandril.
1019, 1069, ..
Dados gerais sobre o eixo C
Este parâmetro é avaliado quando o "Posicionamento prévio" está ligado ("Identificação de ampliação 1"
– MP 18). Regra geral, não é necessário o posicionamento prévio em caso de acionamento digital.
Posicionamento prévio do mandril em M14: ângulo no qual o mandril é posicionado antes de o eixo C
ser inclinado.
1020, 1070, ..
Compensação de ângulo do eixo C: os parâmetros são registados pelo fabricante da máquina.
1021..1026,
1071..1076, ..
Valores de compensação do eixo C: os parâmetros são registados pelo fabricante da máquina.
Parâmetros da máquina para eixos lineares
Parâmetros para eixos lineares
1107, 1157, ..
Compensação de folga para eixos lineares
Na compensação de folga, com cada mudança de direção, o valor teórico é corrigido com o "Valor da
compensação de folga".
Tipo de compensação de folga
0: sem compensação de folga
1: em caso de mudança de direção, é adicionado o "Valor da compensação de folga".
Valor da compensação de folga
HEIDENHAIN CNC PILOT 4290
603
7.3 Parâmetros da máquina (MP)
Parâmetros para eixos C
7.3 Parâmetros da máquina (MP)
Parâmetros para eixos lineares
1110, 1160, ..
Supervisão de carga para eixos lineares
Avaliação: supervisão de carga
Tempo de início de supervisão [0..1000 ms]: a supervisão não se encontra ativa quando a aceleração
teórica do mandril excede o valor limite (valor limite = 15% da rampa de aceleração/rampa detravagem).
Se o valor teórico da aceleração for inferior ao valor limite, a supervisão é ativada depois de decorrido o
"Tempo de início de supervisão".
É avaliada em "Omitir cursos de marcha rápida".
Número dos valores de apalpação médios [1..50]: na supervisão é calculada a média do "Número dos
valores de apalpação médios". Deste modo, a sensibilidade em relação a picos de carga de curta duração
é reduzida.
Binário máximo: não é, de momento, utilizado
Tempo de retardamento de reação P1, P2 [0..1000 ms]: é comunicada uma infração ao valor limite se
o tempo de duração de "P1 ou P2" para o valor limite de binário 1 ou 2 for ultrapassado.
1112, 1162, ..
Deslocação de eixos lineares para batente fixo (G916)
Avaliação: G916 Deslocação para batente fixo
Aplica-se aos eixos lineares para os quais é programado G916.
Limite de erro de arrasto: o carro é parado assim que a "Distância de arrasto" (diferença entre posição
real e posição nominal) atinge o limite de erro de arrasto.
Percurso de inversão: ao chegar ao "batente fixo", o carro é posicionado de volta no percurso de inversão
(para decompor a fixação).
1114, 1164, ..
Offset do ponto zero na conversão de eixos lineares
Offset do ponto zero NC: comprimento no qual o ponto zero da máquina é deslocado na conversão
(G30).
1115, 1165, ..
Controlo de corte (G917) de eixos lineares
Aplica-se aos eixos lineares para os quais é programado G917.
Avaliação: controlo de corte G917 através da supervisão de erros de arrasto
Limite de erro de arrasto: o carro é parado assim que a diferença entre a posição real e a posição
nominal atinge o limite de erro de arrasto. O CNC PILOT acusa então "Erro de arrasto reconhecido".
Avanço na deslocação do eixo linear "com supervisão de erros de arrasto".
1116, 1166, ..
Interruptor limite, zona de proteção, avanços do eixo linear
Dimensões negativas da zona de proteção
Dimensões positivas da zona de proteção: medida para a "Supervisão das zonas de proteção"
(referência: ponto zero da máquina)
Velocidade de marcha rápida em modo de funcionamento automático
Medida de referência: distância entre o ponto de referência e o ponto zero da máquina
1120, 1170, ..
604
Compensação de retificação do eixo linear: os parâmetros são registados pelo fabricante da máquina.
Parâmetros gerais de comando
Parâmetros gerais de comando
1
Definições
Suprimir saída da impressora: com o comando PRINTA no programa NC, é possível transmitir dados para
uma impressora (ver Parâmetro de comando 40).
0: Suprimir saída
1: Executar saída
Métrico /em polegadas: definição do sistema de medição.
0: Métrico
1: Polegadas
Formato das visualizações de posição (visualização do valor real).
0: Formato 4.3 (4 pré-decimais, 3 decimais)
1: Formato 3.4 (3 pré-decimais, 4 decimais)
Avisos:
Em programas DIN PLUS, a unidade de medição registada no cabeçalho de programa é decisiva independentemente do sistema da medição aqui ajustado.
Reinicie o CNC PILOT quando alterar o sistema de medição.
8
Definições de supervisão de carga
Cálculo dos valores limite: valor limite = valor de referência * fator de valor limite
Avaliação: supervisão de carga
Fator valor limite de binário 1
Fator valor limite de binário 2
Fator valor limite de trabalho
Binário mínimo [% do binário nominal]: os valores de referência que se encontrem abaixo deste valor serão
elevados até ao "binário mínimo". Deste modo, evitam-se valores limite excedidos devido a pequenas
variações do binário.
Tamanho máximo do ficheiro [kB]: se os dados do registo dos valores de medição excederem o "Tamanho
máximo do ficheiro", os "valores de medição mais antigos" serão sobrescritos.
Valor aproximado: para um agregado, por minuto de tempo de execução de programa, são necessários cerca
de 12 kByte.
HEIDENHAIN CNC PILOT 4290
605
7.4 Parâmetros de comando
7.4 Parâmetros de comando
7.4 Parâmetros de comando
Parâmetros gerais de comando
10
Medição pós-processo
Avaliação: medição pós-processo
Ligar medição
0: Medição pós-processo desligada
1: Medição pós-processo ligada. O CNC PILOT está pronto para a receção de dados.
Tipo de medição
1: Medição pós-processo
Acoplamento de valor de medição
0: valores de medição novos substituem os antigos
1: os novos valores de medição só são recebidos após avaliação dos valores antigos
Nota: a seleção da interface serial e as definições dos parâmetros de interface são feitas com o parâmetro de
comando 40, ...
11
Parâmetros FTP
Avaliação: transferência de dados com FTP (File Transfer Protocol - Protocolo de transferência de ficheiros)
Nome de utilizador: nome da estação própria
Palavra-passe
Endereço/Nome do servidor FTP: endereço/nome do parceiro de comunicações
Utilizar FTP
0: não
1: sim
Nota: também pode aceitar as definições de parâmetros com as funções de transferência.
40
Atribuição às interfaces
Os parâmetros das interfaces são disponibilizados nos parâmetros 41 a 47. No parâmetro 40, o fabricante da
máquina faz corresponder uma descrição de interface a um aparelho.
O modo de funcionamento Transfer utiliza os parâmetros da interface definida em "Entrada/saída externa".
Significado dos registos:
1..7: Interface 1..7 – Exemplo: "2 = Interface 2" (parâmetro de comando 42)
Entrada / saída externa
DATAPILOT 90
Impressora
Medição pós-processo
2. Teclado (ou leitor de cartões)
Nota: as definições dos parâmetros são estabelecidas pelo fornecedor da máquina.
41..47
Interfaces
O CNC PILOT guarda nestes parâmetros as "Definições" das interfaces seriais e da interface da impressora.
Nota: as definições dos parâmetros realizam-se no modo de funcionamento Transfer.
48
Diretório de transferência
Diretório de REDE: caminho do diretório disponibilizado e apresentado durante a comunicação com a REDE.
Nota: as definições dos parâmetros realizam-se no modo de funcionamento Transfer.
606
Parâmetros para a simulação
20
Determinação do tempo para a simulação geral.
Estes tempos são utilizados como tempos não produtivos para a função "Determinação do tempo".
Avaliação: determinação do tempo (modo de funcionamento Simulação)
Tempo de troca de ferramenta [seg.]
Tempo de comutação de engrenagem [seg.]
Tolerância de tempo das funções M [seg.]: a todas as funções M é adicionado este tempo. É possível dotar
funções M especiais no parâmetro de comando 21 com uma tolerância de tempo extra.
21
Determinação de tempo para a simulação: função M
Declare as tolerâncias de tempo individuais para até 10 funções M.
Avaliação: determinação do tempo do modo de funcionamento Simulação
Função M 1..10: Número da função M
Tolerância de tempo [seg.]: tolerância de tempo individual. A determinação do tempo da simulação BA
adiciona este tempo à tolerância de tempo do parâmetro de comando 20.
22
Simulação: tamanho da janela padrão (X, Z)
A simulação adapta o tamanho da janela ao bloco. Se não houver nenhum bloco programado, o CNC PILOT
trabalha com o "Tamanho da janela padrão".
Avaliação: simulação BA
Posição do ponto zero X: distância entre a origem das coordenadas e a margem inferior da janela.
Posição do ponto zero Z: distância entre a origem das coordenadas e a margem esquerda da janela.
Delta X: expansão vertical da janela de gráfico.
Delta X: expansão horizontal da janela de gráfico.
23
Simulação: bloco padrão
Se não houver nenhum bloco programado, o CNC PILOT utiliza o "bloco padrão".
Avaliação: simulação BA
Diâmetro exterior
Comprimento do bloco
Aresta direita do bloco (medida excedente) referência: ponto zero da peça de trabalho
Diâmetro interior de cilindros ocos; em peças de trabalho maciças: "0".
HEIDENHAIN CNC PILOT 4290
607
7.4 Parâmetros de comando
Parâmetros de comando para a simulação
7.4 Parâmetros de comando
Parâmetros para a simulação
24
Simulação: tabela de cores para cursos de avanço
O curso de avanço de uma ferramenta é apresentado na cor atribuída à posição do revólver.
Avaliação: simulação BA
Cor para a posição do revólver n (n: 1..16) – identificação da cor:
0: verde claro (cor padrão)
1: cinzento escuro
2: cinzento claro
3: azul escuro
4: azul claro
5: verde escuro
6: verde claro
7: vermelho escuro
8: vermelho claro
9: amarelo
10: branco
27
Simulação: definições
Avaliação: simulação BA
Retardamento de percurso (maquinagem): após cada representação de percurso, a simulação de
maquinagem e o gráfico de controlo (TURN PLUS) aguardam o tempo definido em "Retardamento de
percurso". Deste modo, influencia-se a velocidade de simulação.
Unidade mais pequena: 10 mseg.
Parâmetros de comando para a visualização da
máquina
Parâmetros para a visualização da máquina
301..306,
313..318, ..
Tipo de visualização 1..6 comando manual
307..312,
319..324, ..
Tipo de visualização 1..6 Automático
A visualização da máquina consiste em 12 campos configuráveis (ver as tabelas seguintes).
A visualização da máquina consiste em 12 campos configuráveis (ver a disposição na tabela seguinte).
Imagem do campo n (n: 1..16): código da "imagem" (ver códigos nas páginas seguintes).
Carro/mandril; carro, mandril ou eixo C que deve ser apresentado. O CNC PILOT distingue automaticamente
entre carro, mandril ou eixo C.
0: é apresentado o agregado selecionado pelo botão de troca de carro/mandril
>0: número de carro, mandril ou eixo C
Grupo de agregados: deve ser sempre "0".
608
7.4 Parâmetros de comando
Disposição dos campos da visualização da máquina
Campo 1
Campo 5
Campo 9
Campo 13
Campo 2
Campo 6
Campo 10
Campo 14
Campo 3
Campo 7
Campo 11
Campo 15
Campo 4
Campo 8
Campo 12
Campo 16
Códigos para "imagens"
Códigos para "imagens"
0
Identificação especial sem visualização
1
Visualização do valor
real X
34
Visualização do curso
real e do curso restante
de B (eixo auxiliar)
2
Visualização do valor
real de Z
35
Visualização do curso
real e do curso restante
de C (eixo auxiliar)
3
Visualização do valor
real de C
41
Informações sobre o
limite de quantidade e
tempo das peças
4
Visualização do valor
real de Y
42
Informações sobre o
limite de quantidade
5
Visualização do curso
real e do curso restante
de X
43
Informações sobre o
tempo das peças
6
Visualização do curso
real e do curso restante
de Z
45
M01 e planos omitidos
8
Visualização do curso
real e do curso restante
de Y
60
Informações sobre
mandris e rotações
10
Todos os eixos
principais
61
Valor real / teórico das
rotações
11
Todos os eixos
auxiliares
69
Valor real / teórico do
avanço
12
Visualização do valor
real de U (eixo auxiliar)
70
Informações sobre carro
e avanço
13
Visualização do valor
real de V (eixo auxiliar)
71
Visualização de canal
14
Visualização do valor
real de W (eixo auxiliar)
81
Vista geral das ativações
HEIDENHAIN CNC PILOT 4290
609
7.4 Parâmetros de comando
Códigos para "imagens"
Códigos para "imagens"
15
Visualização do valor
real de A (eixo auxiliar)
88
Visualização da
capacidade do eixo A
(eixo auxiliar)
16
Visualização do valor
real de B (eixo auxiliar)
89
Visualização da
capacidade do eixo A
(eixo auxiliar)
17
Visualização do valor
real de C (eixo auxiliar)
90
Visualização da
capacidade do eixo A
(eixo auxiliar)
21
Visualização de
ferramentas com
correções (DX, DZ)
91
Visualização da
capacidade do mandril
22
Visualização da
ferramenta com
número de identificação
92
Visualização da
capacidade do eixo X
23
Correções aditivas
93
Visualização da
capacidade do eixo Z
25
Visualização da
ferramenta com
informações sobre
tempo de vida
94
Visualização da
capacidade do eixo C
26
Visualização de ferramentas múltiplas com
correções (DX, DZ)
95
Visualização da
capacidade do eixo Y
30
Visualização do curso
real e do cursorestante
de U (eixo auxiliar)
96
Visualização da
capacidade do eixo U
(eixo auxiliar)
31
Visualização do curso
real e do cursorestante
de V (eixo auxiliar)
97
Visualização da
capacidade do eixo V
(eixo auxiliar)
32
Visualização do curso
real e do curso restante
de W (eixo auxiliar)
98
Visualização da
capacidade do eixo W
(eixo auxiliar)
33
Visualização do curso
real e do curso restante
de A (eixo auxiliar)
99
Campo em branco
610
7.5 Parâmetros de ajuste
7.5 Parâmetros de ajuste
Recomendação: utilize "Parâmetros atuais > Ajuste
(Menu) – ... " para editar os parâmetros. Nas outras opções
de menu, os parâmetros são apresentados sem dados
relativos aos eixos.
Parâmetros de ajuste
Ponto zero da peça de trabalho
Posição do ponto zero do "mandril principal" X, Y, Z – carro 1
Posição do ponto zero do "mandril principal" X, Y, Z – carro 2
. . .
Posição do ponto zero do "contramandril" X, Y, Z – carro 1
Posição do ponto zero do "contramandril" X, Y, Z – carro 2
. . .
Para cada carro, o CNC PILOT executa:
O ponto zero da peça de trabalho do mandril principal (referência: ponto zero da máquina)
O ponto zero da peça de trabalho do contramandril (referência: ponto zero da máquina do contramandril). O "ponto zero da
peça de trabalho do contramandril" resulta de "ponto zero da máquina + offset do ponto zero" (MP 1114, 1164, ..). É ativado
com "G30 H1 ..".
Avisos:
Defina o ponto zero da peça de trabalho no modo de funcionamento de comando manual.
"Página seguinte/anterior" troca para o carro seguinte/anterior.
Ponto de troca de ferramenta
Posição do ponto de troca de ferramenta X, Y, Z – carro 1
Posição do ponto de troca de ferramenta X, Y, Z – carro 2
. . .
O CNC PILOT executa o ponto de troca da ferramenta para cada carro (referência: ponto zero da máquina).
Avisos:
Defina o ponto de troca da ferramenta no modo de funcionamento de comando manual.
"Página seguinte/anterior" troca para o carro seguinte/anterior.
Medida excedente do ponto zero G53/G54/G55
Medida excedente X, Y, Z – Carro 1
Medida excedente X, Y, Z – Carro 2
. . .
O CNC PILOT executa a medida excedente do ponto zero para cada carro.
"Página seguinte/anterior" troca para o carro seguinte/anterior.
Deslocação do ponto zero do eixo C
Deslocação do ponto zero do eixo C 1
Deslocação do ponto zero do eixo C 2
Nota: o avanço de ponto zero G152 atua de forma aditiva neste parâmetro.
HEIDENHAIN CNC PILOT 4290
611
7.5 Parâmetros de ajuste
Parâmetros de ajuste
Supervisão do tempo de vida da ferramenta
Interruptor de tempo de vida (supervisão do tempo de vida / do limite de quantidade)
0: desligado
1: ligado
Supervisão de carga
0: desligado
1: ligado
Correções aditivas
Correção 901..916 X
Correção 901..916 Z
O CNC PILOT gere 16 valores de correção (X e Z respetivamente), que são ligados e desligados no programa NC (ver G149,
G149-Geo).
A alteração de uma correção aditiva no modo automático modifica este parâmetro.
Plano omitido, impulso omitido
Plano omitido [0..9]
Impulso omitido [0..99]
0: os blocos NC com este plano omitido nunca são executados.
1: os blocos NC com este plano omitido são sempre executados.
2..99: os blocos NC com este plano omitido são executados a cada n vezes.
Pode-se atribui um impulso omitido a um plano omitido. Desta forma, os blocos NC são executados com o plano omitido
indicados a cada n vezes.
Ative/desative os planos omitidos em modo automático.
612
7.6 Parâmetros de maquinagem
7.6 Parâmetros de maquinagem
Os parâmetros de maquinagem são utilizados pela
geração do plano de trabalho (TURN PLUS) e por vários
ciclos de maquinagem.
1 – Parâmetros globais de peça pronta
Parâmetros globais de peça pronta
Tipo de rugosidade [ORA]
Tipo de rugosidade de superfície
0: sem dados sobre rugosidade
1 – Rt: rugosidade em [µm]
2 – Ra: valor da rugosidade média em [µm]
3 – Rz: rugosidade média em [µm]
4 – Vr: indicação direta do avanço em [mm/R]
Valores de rugosidade [ORW]
Valores de rugosidade ou de avanço
Ângulo permitido de repetição para dentro [EKW]
Ângulo limite em áreas de contorno afundáveis para
diferenciação entre maquinagens de torneamento ou
puncionamentos (mtw = ângulo de contorno).
EKW > mtw: rotação livre
EKW <= mtw: recesso indefinido (nenhum elemento de
forma)
ORA, ORW são avaliados no ciclo de acabamento G890.
HEIDENHAIN CNC PILOT 4290
613
7.6 Parâmetros de maquinagem
2 – Parâmetros globais de tecnologia
Parâmetros globais de tecnologia – Ferramentas
Seleção de ferramentas, troca de ferramentas, limite de
rotações
Ferramenta desligada .. [WD]
Na seleção da ferramenta, o TURN PLUS tem em
consideração:
1: a ocupação atual do revólver.
2: prioritariamente, a ocupação atual do revólver mas
também a base de dados de ferramentas.
3: a base de dados de ferramentas.
Revólver do TURN PLUS [RNR]
Determina a que ocupação do revólver se acede (condição
prévia "WD=1 ou WD=2"):
0: ocupação atual do revólver da máquina BA
1: TURN PLUS – ocupação própria do revólver (ver "Ajustar
e gerir a lista de ferramentas" na página 512)
Tipo de aproximação ao ponto de troca de ferramenta [WP]
O WP determina o tipo de aproximação e a posição do ponto
de troca. A sequência pela qual os eixos são deslocados pode
ser definida na IAG ou nos parâmetros de maquinagem
correspondentes na AAG.
1 – IAG: a posição de troca é aproximada com cursos de
marcha rápida (G0). A posição e a estratégia de deslocação
para o ponto de troca de ferramenta pode ser definida na
IAG.
2 – IAG: o TURN PLUS gera um G14.
3 – IAG: não deve ser utilizado
1 – AAG: o ponto de troca de ferramenta é aproximado com
G0.
2 – AAG: o ponto de troca de ferramenta é aproximado com
G14.
3 – AAG: o TURN PLUS calcula o ponto de troca ideal com
base na ferramenta atual e na ferramenta seguinte. Esta
posição é aproximada com G0.
Limite de rotações [SMAX]
Limite global de rotações. É possível definir um limite de
rotações mais baixo no "cabeçalho de programa" do TURN
PLUS (ver "Cabeçalho do programa" na página 413).
614
7.6 Parâmetros de maquinagem
Parâmetros globais de tecnologia – distâncias de segurança
Distâncias globais de segurança
Exterior no bloco [SAR]
Interior no bloco [SIR]
O TURN PLUS tem em consideração o SAR/SIR:
em todas as maquinagens de torneamento de desbaste
na pré-perfuração centrada
Exterior na peça maquinada [SAT]
Interior na peça maquinada [SIT]
O TURN PLUS tem em consideração SAT/SIT em peças de
trabalho pré-maquinadas para:
a maquinagem pronta
o torneamento de punção
o puncionamento de contorno
o puncionamento
o corte de rosca
a medição
HEIDENHAIN CNC PILOT 4290
615
7.6 Parâmetros de maquinagem
3 – Pré-perfuração centrada
Pré-perfuração centrada – seleção de ferramenta
Seleção de ferramenta
1. º diâmetro limite do furo [UBD1]
1. º nível de pré-perfuração: quando UBD1 < DB1max
Seleção de ferramenta: UBD1 <= db1 <= DB1max
2. º diâmetro limite do furo [UBD2]
2. º nível de pré-perfuração: quando UBD2 < DB2max
Seleção de ferramenta: UBD2 <= db2 <= DB2max
A pré-perfuração realiza-se, no máximo, em 3 níveis:
1.º nível de pré-perfuração (diâmetro limite UBD1)
2. º nível de pré-perfuração (diâmetro limite UBD2)
Nível de furo pronto
O furo está pronto com: dimin <= UBD2
Seleção de ferramenta: db = dimin
Designações nas figuras:
db1, db2: diâmetro de broca
DB1max: diâmetro interior máximo do 1.º nível de furação
DB2max: diâmetro interior máximo do 2.º nível de furação
dimin: diâmetro interior mínimo
BBG (elementos do limite de furação): elementos de contorno
cortados por UBD1/UBD2
UBD1/UBD2 não têm qualquer significado quando a
maquinagem principal "pré-furação centrada" é
combinada com a maquinagem secundária "Furo pronto"
(ver "Sequência de maquinagem– Princípios básicos" na
página 560).
Condição: UBD1 > UBD2
UBD2 deve permitir uma maquinagem subsequente
com barra de brocar.
616
7.6 Parâmetros de maquinagem
Pré-perfuração centrada – medida excedente
Medida excedente
Tolerância do ângulo da ponta [SWT]
Se o elemento do limite de furação for uma inclinação, o TURN
PLUS procura prioritariamente uma broca de espiral com
ângulo de ponta adequado. Se não existir nenhuma broca de
espiral disponível, a pré-perfuração é efetuada com uma broca
de placa inclinada. SWT define o desvio aceitável do ângulo da
ponta.
Medida excedente de perfuração – diâmetro [BAX]
Medida excedente de maquinagem no diâmetro do furo
(direção X – medida do raio).
Medida excedente de perfuração – Profundidade [BAZ]
Medida excedente de maquinagem na profundidade do furo
(direção Z).
BAZ não é respeitado quando,
devido ao pequeno diâmetro, não for possível uma
maquinagem de desbaste interior.
em furos cegos, o nível de furo pronto for "dimin < 2*
UBD2".
Pré-perfuração centrada - aproximar / afastar
Aproximar e afastar
Aproximação à pré-perfuração [ANB]
Afastamento da troca de ferramenta [ABW]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
HEIDENHAIN CNC PILOT 4290
617
7.6 Parâmetros de maquinagem
Pré-perfuração centrada – distâncias de segurança
Distâncias de segurança
Distância de segurança ao bloco [SAB]
Distância de segurança interior [SIB]
Distância de retração em perfuração de furo em profundidade
("B" em G74).
Pré-perfuração centrada – maquinagem
Maquinagem
Relação da profundidade do furo [BTV]
O TURN PLUS verifica o 1.º e 2.º níveis de furação. O nível de
pré-perfuração é executado com:
BTV <= BT / dmax
Fator da profundidade do furo [BTF]
1. Profundidade do furo com ciclo de profundidade do furo
(G74):
bt1 = BTF * db
Redução da profundidade do furo [BTR]
Redução no ciclo de profundidade do furo (G74):
bt2 = bt1 – BTR
Comprimento saliente - pré-perfuração [ULB]
Comprimento de perfuração
618
7.6 Parâmetros de maquinagem
4 – Desbaste
Desbaste – Padrões de ferramenta
E também:
São utilizadas, prioritariamente, as ferramentas de desbaste padrão.
Em alternativa, são utilizadas ferramentas que permitem uma
maquinagem completa.
Padrões de ferramenta
Ângulo de ajuste – exterior / longitudinal [RALEW]
Ângulo da ponta – exterior / longitudinal [RALSW]
Ângulo de ajuste – exterior / transversal [RAPEW]
Ângulo da ponta – exterior / transversal [RAPSW]
Ângulo de ajuste – interior / longitudinal [RILEW]
Ângulo da ponta – interior / longitudinal [RILSW]
Ângulo de ajuste – interior / transversal [RIPEW]
Ângulo da ponta – interior / transversal [RIPSW]
Desbaste – Padrões de maquinagem
Padrões de maquinagem
Padrão / completo – exterior / longitudinal [RAL]
Padrão / completo – interior / longitudinal [RIL]
Padrão / completo – exterior / transversal [RAP]
Padrão / completo – interior / transversal [RIP]
Introdução em RAL, RIL, RAP, RIP:
0: maquinagem de desbaste completa com afundamento. O
TURN PLUS procura uma ferramenta para a maquinagem
completa.
1: maquinagem de desbaste padrão sem afundamento
HEIDENHAIN CNC PILOT 4290
619
7.6 Parâmetros de maquinagem
Desbaste – Tolerâncias da ferramenta
Para a seleção da ferramenta tem-se em conta:
Ângulo de ajuste (EW): EW >= mkw (mkw: ângulo de contorno
ascendente)
Ângulo de ajuste (EW) e ângulo da ponta (SW): NWmin < (EW+SW)
< NWmax
Ângulo adjacente (RNWT): RNWT = NWmax – NWmin
Tolerâncias da ferramenta
Tolerância do ângulo adjacente [RNWT]
Margem de tolerância para lâmina secundária da ferramenta
Ângulo de corte livre [RFW]
Diferença mínima contorno – lâmina secundária
Desbaste – Medidas excedentes
Medida excedente
Tipo de medidas excedentes [RAA]
16: medidas excedentes longitudinal e transversal diferentes
– sem medida excedente única
144: medidas excedentes longitudinal e transversal
diferentes – com medida excedente única
32: medida excedente equidistante – sem medida excedente
única
160: medida excedente equidistante – com medida
excedente única
Equidistante ou longitudinal [RLA]
Medida excedente equidistante ou medida excedente
longitudinal
Nenhuma ou transversal [RPA]
Medida excedente transversal
620
7.6 Parâmetros de maquinagem
Desbaste - aproximar e afastar
Os movimentos de aproximação e afastamento são realizados em
marcha rápida (G0)
Aproximar e afastar
Aproximação para desbaste exterior [ANRA]
Aproximação para desbaste interior [ANRI]
Afastamento para desbaste exterior [ABRA]
Afastamento para desbaste interior [ABRI]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
Desbaste – Análise de maquinagem
Com base no PLVA/PLVI, o TURN PLUS decide se é executada uma
maquinagem longitudinal ou transversal.
Análise de maquinagem
Relação transversal/longitudinal exterior [PLVA]
PLVA <= AP/AL: maquinagem longitudinal
PLVA > AP/AL: maquinagem transversal
Relação transversal/longitudinal interior [PLVI]
PLVI <= IP/IL: maquinagem longitudinal
PLVI > IP/IL: maquinagem transversal
Comprimento do plano mínimo [RMPL] (valor do raio)
Determina se o elemento transversal frontal irá desbastar
transversalmente o contorno exterior da peça pronta.
RMPL > l1: sem desbaste transversal extra
RMPL < l1: com desbaste transversal extra
RMPL = 0: caso especial
Desvio do ângulo plano [PWA]
O primeiro elemento frontal conta como elemento transversal
quando se encontra entre +PWA e –PWA.
HEIDENHAIN CNC PILOT 4290
621
7.6 Parâmetros de maquinagem
Desbaste - Ciclos de maquinagem
Ciclos de maquinagem
Comprimento saliente exterior [ULA]
Comprimento no qual, durante a maquinagem exterior na
direção longitudinal, é realizado um desbaste para além do
ponto final. ULA não é respeitado quando a limitação de corte
se encontra antes ou dentro do comprimento saliente.
Comprimento saliente interior [ULI]
Comprimento no qual, durante a maquinagem interior na
direção longitudinal, é realizado um desbaste para além do
ponto final. ULI não é respeitado quando a limitação de corte
se encontra antes ou dentro do comprimento saliente.
É utilizado durante a pré-perfuração centrada para o cálculo
da profundidade do furo.
(ver "Instruções de maquinagem" na página 586)
Comprimento de elevação exterior [RAHL]
Comprimento de elevação para variantes de alisamento (H=1,
2) dos ciclos de desbaste (G810, G820) na maquinagem
exterior (RAHL).
Comprimento de elevação interior [RIHL]
Comprimento de elevação para variantes de alisamento (H=1,
2) dos ciclos de desbaste (G810, G820) na maquinagem interior
(RIHL).
Fator de redução da profundidade de corte [SRF]
Em processos de desbaste com ferramentas não utilizadas na
direção de maquinagem principal, o passo (profundidade de
corte) é reduzido.
Passo (P) para os ciclos de desbaste (G810, G820):
P = ZT * SRF
(ZT: passo da base de dados de tecnologia)
622
7.6 Parâmetros de maquinagem
5 – Acabamento
Acabamento – padrões de ferramenta
O TURN PLUS seleciona as ferramentas em função do local de
maquinagem e da direção de maquinagem principal (HBR) de acordo
com o ângulo de ajuste e o ângulo da ponta.
E também:
São utilizadas, prioritariamente, as ferramentas de acabamento
padrão.
Se as ferramentas de acabamento padrão não maquinarem os
elementos de forma em rotação livre (Forma FD) e entalhes (Forma
E, F, G) os elementos de forma são omitidos consecutivamente. O
TURN PLUS tenta, de forma repetida, maquinar o "contorno
restante". Os elementos de forma omitidos são então maquinados
separadamente com a ferramenta apropriada.
Padrões de ferramenta
Ângulo de ajuste – exterior / longitudinal [FALEW]
Ângulo da ponta – exterior / longitudinal [FALSW]
Ângulo de ajuste – exterior / transversal [FAPEW]
Ângulo da ponta – exterior / transversal [FAPSW]
Ângulo de ajuste – interior / longitudinal [FILEW]
Ângulo da ponta – interior / longitudinal [FILSW]
Ângulo de ajuste – interior / transversal [FIPEW]
Ângulo da ponta – interior / transversal [FIPSW]
Acabamento - padrões de maquinagem
Padrões de maquinagem
Padrão / completo – exterior / longitudinal [FAL]
Padrão / completo – interior / longitudinal [FIL]
Padrão / completo – exterior / transversal [FAP]
Padrão / completo – interior / transversal [FIP]
Maquinagem das áreas de contorno com:
0 – maquinagem de acabamento completa: o TURN PLUS
procura a ferramenta ideal para a maquinagem da área de
contorno completa.
1 – maquinagem de acabamento padrão:
é executada, prioritariamente, com ferramentas de
acabamento padrão. As rotações livres e entalhes são
maquinados com a ferramenta adequada.
Se a ferramenta de acabamento padrão não for adequada
a rotações livres e a entalhes, o TURN PLUS subdivide em
maquinagens padrão e maquinagem dos elementos de
forma.
Se a divisão em maquinagem padrão e maquinagem de
elementos de forma não for bem sucedida, o TURN PLUS
muda para "maquinagem completa".
HEIDENHAIN CNC PILOT 4290
623
7.6 Parâmetros de maquinagem
Acabamento – tolerâncias da ferramenta
Para a seleção da ferramenta tem-se em conta:
Ângulo de ajuste (EW): EW >= mkw
(mkw: ângulo de contorno ascendente)
Ângulo de ajuste (EW) e ângulo da ponta (SW):
NWmin < (EW+SW) < NWmax
Ângulo adjacente (FNWT): FNWT = NWmax – NWmin
Tolerâncias da ferramenta
Tolerância do ângulo adjacente [FNWT]
Margem de tolerância para lâmina secundária da ferramenta
Ângulo de corte livre [FFW]
Diferença mínima contorno – lâmina secundária
Acabamento – tolerâncias da ferramenta
Os movimentos de aproximação e afastamento são realizados em
marcha rápida (G0)
Aproximar e afastar
Aproximação de desbaste exterior [ANFA]
Aproximação de desbaste interior [ANFI]
Afastamento de desbaste exterior [ABFA]
Afastamento de desbaste interior [ABFI]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
624
7.6 Parâmetros de maquinagem
Acabamento – Análise de maquinagem
Análise de maquinagem
Comprimento mínimo do plano [FMPL]
O TURN PLUS procura o elemento mais frontal do contorno
exterior a acabar. Aplica-se:
sem contorno interior: sempre com corte transversal extra
com contorno interior – FMPL >= l1: sem corte transversal
extra
com contorno interior – FMPL < l1: com corte transversal
extra
Profundidade de corte de desbaste máxima [FMST]
FMST define a profundidade de afundamento permitida para
entalhes não maquinados. O ciclo de acabamento (G890)
decide, com base neste parâmetro, se os entalhes (Foma E, F,
G) devem ser maquinados no ciclo de maquinagem de
acabamento de contorno. Aplica-se:
FMST > ft: com maquinagem de entalhe (ft: profundidade de
entalhe)
FMST <= ft: sem maquinagem de entalhe
Número de rotações no chanfre ou arredondamento [FMUR]
O avanço é reduzido, de modo a que sejam executadas, pelo
menos, rotações FMUR (avaliação: ciclo de acabamento G890).
A FMPL aplica-se:
O corte transversal extra é executado de fora para
dentro.
O "desvio do ângulo plano PWA" não tem qualquer
influência na análise dos elementos transversais.
HEIDENHAIN CNC PILOT 4290
625
7.6 Parâmetros de maquinagem
6 – Puncionamento e puncionamento de
contorno
Puncionamento e puncionamento de contorno – aproximar e
afastar
Os movimentos de aproximação e afastamento são realizados em
marcha rápida (G0)
Aproximar e afastar
Aproximação de puncionamento exterior [ANESA]
Aproximação de puncionamento interior [ANESI]
Afastamento de puncionamento exterior [ABESA]
Afastamento de puncionamento interior [ABESI]
Aproximação de puncionamento de contorno exterior
[ANKSA]
Aproximação de puncionamento de contorno interior
[ANKSI]
Afastamento de puncionamento de contorno exterior
[ABKSA]
Afastamento de puncionamento de contorno interior [ABKSI]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
626
7.6 Parâmetros de maquinagem
Puncionamento e puncionamento de contorno – Seleção de
ferramenta, medidas excedentes
Seleção de ferramenta, medidas excedentes
Divisor de largura de punção [SBD]
Se, durante o tipo de maquinagem puncionamento de
contorno, existirem apenas elementos lineares mas nenhum
elemento paralelo ao eixo no fundo do recesso, a seleção de
ferramenta é feita de acordo com o "divisor de largura de
punção SBD".
SB <= b / SBD
(SB: ferramenta de punção larga; b: área de maquinagem larga)
Tipo de medidas excedentes [KSAA]
A área de punção a maquinar pode ser dotada com medidas
excedentes. Se estiverem definidas medidas excedentes, o
entalhe é pré-puncionado e, numa segunda operação, é
acabado. Introduções:
16: medidas excedentes longitudinal e transversal diferentes
– sem medida excedente única
144: medidas excedentes longitudinal e transversal
diferentes – com medida excedente única
32: medida excedente equidistante – sem medida excedente
única
160: medida excedente equidistante – com medida
excedente única
HEIDENHAIN CNC PILOT 4290
627
7.6 Parâmetros de maquinagem
Seleção de ferramenta, medidas excedentes
Equidistante ou longitudinal [KSLA]
Medida excedente equidistante ou medida excedente
longitudinal
Nenhuma ou transversal [KSPA]
Medida excedente transversal
As medidas excedentes são tidas em consideração no
modo de maquinagem de puncionamento de contorno
com vales de contorno.
Os entalhes normalizados (exemplo: forma D, S, A) são
cortados numa operação. Uma divisão em desbaste e
acabamento só é possível em DIN PLUS.
Puncionamento e puncionamento de contorno – Maquinagem
Avaliação: DIN PLUS
Maquinagem
Fator de largura da punção [SBF]
Com SBF apura-se o desvio máximo nos ciclos de
puncionamento G860 e G866:
esb = SBF * SB
(esb: largura de punção efetiva; SB: ferramenta de punção
larga)
628
7.6 Parâmetros de maquinagem
7 – Roscagem
Roscagem – aproximar e afastar
Os movimentos de aproximação e afastamento são realizados em
marcha rápida (G0)
Aproximar e afastar
Aproximar rosca exterior [ANGA]
Aproximar rosca interior [ANGI]
Afastar rosca exterior [ABGA]
Afastar rosca interior [ABGI]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
Roscagem – Maquinagem
Maquinagem
Comprimento inicial da rosca [GAL]
Início antes do corte da rosca.
Comprimento de saída da rosca [GUL]
Saída (transbordamento) após o corte de rosca.
GAL/GUL são assumidos como atributos de rosca
"Comprimento inicial B / comprimento de saída P" se não
tiverem sido inseridos como atributos.
HEIDENHAIN CNC PILOT 4290
629
7.6 Parâmetros de maquinagem
8 – Medir
Os parâmetros de medição são atribuídos aos elementos de ajuste
como atributos.
Processo de medição
Tipo de medição [MART]
1: medição manual – chama o programa de peritos
Contador de ciclos de medição [MC]
Define em que intervalos deve ser feita a medição.
Medida excedente de medição [MA]
Medida excedente que ainda se encontra no elemento a medir.
Comprimento de corte de medição [MSL]
9 – Furar
Furar – aproximar e afastar
Os movimentos de aproximação e afastamento são realizados em
marcha rápida (G0)
Aproximar e afastar
Aproximar a superfície frontal [ANBS]
Aproximar a superfície lateral [ANBM]
Afastar de superfície frontal [ABGA]
Afastar de superfície lateral [ABGI]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
630
7.6 Parâmetros de maquinagem
Furar – Distâncias de segurança
Distâncias de segurança
Distância de segurança interior [SIBC]
Distância de retração em perfuração de furo em profundidade
("B" em G74).
Ferramentas de furação acionadas [SBC]
Distância de segurança na superfície frontal e lateral para
ferramentas acionadas.
Ferramentas de furação não acionadas [SBCF]
Distância de segurança na superfície frontal e lateral para
ferramentas não acionadas.
Broca de roscagem acionada [SGC]
Distância de segurança na superfície frontal e lateral para
ferramentas acionadas.
Broca de roscagem não acionada [SGCF]
Distância de segurança na superfície frontal e lateral para
ferramentas não acionadas.
Furar - maquinagem
Os parâmetros são aplicáveis à furação com o ciclo de perfuração de
furo em profundidade (G74).
Maquinagem
Fator da profundidade do furo [BTFC]
1. 1ª profundidade do furo: bt1 = BTFC * db
(db: diâmetro da broca)
Redução da profundidade do furo [BTRC]
2. 2ª profundidade do furo: bt2 = bt1 – BTRC
Os níveis de furação seguintes são reduzidos em
correspondência.
Tolerância de diâmetro da broca [BDT]
Para a seleção de ferramentas de furação (centrador,
perfurador, escareador, broca escalonada, alargador cónico).
Diâmetro do furo: DBmax = BDT + d (DBmax: diâmetro
máximo do furo)
Seleção de ferramentas: DBmax > DB > d
HEIDENHAIN CNC PILOT 4290
631
7.6 Parâmetros de maquinagem
10 – Fresar
Fresar – aproximar e afastar
Os movimentos de aproximação e afastamento são realizados em
marcha rápida (G0)
Aproximar e afastar
Aproximar a superfície frontal [ANMS]
Aproximar a superfície lateral [ANMM]
Afastar de superfície frontal [ABMA]
Afastar de superfície lateral [ABMM]
Estratégia para aproximação / afastamento:
1: direção X e Z em simultâneo
2: primeiro na direção X, depois na direção Z
3: primeiro na direção Z, depois na direção X
6: arrasto, direção X antes da direção Z
7: arrasto, direção Z antes da direção X
Fresar – Distâncias de segurança e medidas excedentes
Distâncias de segurança e medidas excedentes
Distância de segurança na direção do passo [SMZ]
Distância entre a posição inicial e a aresta superior do objeto de
fresagem.
Distância de segurança na direção de fresagem [SME]
Distância entre o contorno de fresagem e o flanco de
fresagem.
Medida excedente na direção de fresagem [MEA]
Medida excedente na direção do passo [MZA]
632
7.6 Parâmetros de maquinagem
Supervisão de carga
11 – Supervisão de carga dos interruptores gerais
Supervisão de carga dos interruptores gerais
Ligar/Desligar supervisão de carga
0 – desligar: o TURN PLUS não gera nenhum comando
relativo à supervisão de carga
1 – ligado: o TURN PLUS gera comandos relativos à
supervisão de carga
Posição dos agregados
Corresponde ao parâmetro Q do G996:
0: supervisão não ativa
1: não supervisionar movimentos em marcha rápida
2: supervisionar movimentos em marcha rápida
12.. 19 – Supervisão de carga para tipos de maquinagem
O primeiro parâmetro define se o tipo de maquinagem deve ser
supervisionado. Os parâmetros seguintes definem, dependendo do
local de maquinagem e do tipo de maquinagem, os agregados a
controlar.
Supervisão de carga dos tipos de maquinagem
Introduções:
"Tipo de maquinagem ..." Ligado/desligado:
Agregados a supervisionar (continuação):
0: supervisão de carga "desligada"
1: supervisão de carga "ligada"
4: eixo Z
8: mandril principal
16: ferramenta acionada
32: mandril 3
64: mandril 4
128: eixo C 1
Agregados a supervisionar (no caso de vários agregados, é a
soma das identificações):
0: sem supervisão
1: eixo X
2: eixo Y
12 Supervisão de carga de pré-perfuração centrada
Furação centrada Ligada/desligada
Centrar
Furar
Furação de alargamento
Rebaixamento
Alargar furo
Perfuração de rosca
HEIDENHAIN CNC PILOT 4290
16 Supervisão de carga de puncionamento
Ligar/Desligar puncionamento
Exterior
Interior
633
7.6 Parâmetros de maquinagem
Supervisão de carga dos tipos de maquinagem
13 Supervisão de carga de desbaste
17 Supervisão de carga de roscagem
Ligar/Desligar desbaste
Exterior longitudinal
Exterior transversal
Interior longitudinal
Interior transversal
14 Supervisão de carga de puncionamento de contorno
Ligar /Desligar roscagem
Exterior
Interior
Transversal
18 Supervisão de carga de furação do eixo C
Ligar/ Desligar pré-puncionamento
Exterior
Interior
Transversal
15 Supervisão de carga na maquinagem de contorno
Furação do eixo C ligada / desligada
Centrar
Furar
Furação de alargamento
Rebaixamento
Alargar furo
Perfuração de rosca
19 Supervisão de carga de fresagem de eixo C
Ligar/desligar maquinagem pronta
Exterior
Interior
20 – Direção de rotação para maquinagem da
parte posterior
Maquinagem da parte posterior
Refletir direção de rotação
0: mesma direção de rotação para maquinagem de parte
anterior e posterior
1: refletir direção de rotação (M4 em vez de M3; M3 em vez
de M4)
634
Ligar/Desligar fresagem
Fresar ranhuras
Fresar contorno
Fresar caixas
Rebarbar
Gravação
7.6 Parâmetros de maquinagem
21 - Nome do programa de peritos
O TURN PLUS utiliza o programa de peritos para funções como a
transferência de peças de trabalho para a maquinagem completa, etc.
Neste parâmetro, é possível definir que programas de peritos
(subprograma) devem ser utilizados. Registe o nome do
subprograma.
Programa de peritos
UP 100098: Cortar
UP 100099: Carregador de barras
UP EXUMS12 (de momento, sem significado)
UP EXUMS12A (de momento, sem significado)
UP MEAS01: Corte de medição
UP UMKOMPL: Reaperto para máquinas de contramandril
UP UMKOMPLA: Corte e reaperto para máquinas de contramandril
UP UMHAND: Reaperto para máquinas sem contramandril
UP ABHAND: Corte e reaperto para máquinas sem contramandril
22 – Sequência da seleção de ferramentas
Se a maquinagem for executada com vários carros, é possível definir
a sequência pela qual o TURN PLUS equipa o suporte de ferramenta.
Insira os números dos carros na ordem pretendida e sem qualquer
símbolo a separá-los (exemplo: "351" significa $3, depois $5 e
finalmente $1).
Sequência da seleção de ferramentas
1. Fixação [123456]
Sequência pela qual o TURN PLUS equipa os suportes de
ferramentas na primeira fixação.
2. Fixação [123456]
Sequência pela qual o TURN PLUS equipa os suportes de
ferramentas na segunda fixação.
HEIDENHAIN CNC PILOT 4290
635
7.6 Parâmetros de maquinagem
23 – Administração de modelos
A partir da versão de software 625 952-05.
Defina se, ao trabalhar com modelos, deve ser realizada a saída de
constantes.
Administração de modelos
Modelo de saída de constantes
0: sem saída de constantes
1: com saída de constantes
24 – Parâmetros dos peritos de reaperto
A partir da versão de software 625 952-05.
Com estes parâmetros, é possível influenciar os parâmetros de
transferência dos programas de peritos para o reaperto. Os registos
seguintes não influenciam os programas de peritos padrão
UMKOMPL e UMKOMPLA (ver o parâmetro de maquinagem 21).
Parâmetro dos peritos de reaperto
EXPERT - LA
–99999: transmissão do parâmetro
-99998: sem transmissão do parâmetro
outros valores numéricos: o valor numérico inserido é transmitido
EXPERT - LB
–99999: transmissão do parâmetro
-99998: sem transmissão do parâmetro
outros valores numéricos: o valor numérico inserido é transmitido
...
636
Meios de produção
HEIDENHAIN CNC PILOT 4290
637
8.1 Base de dados de ferramentas
8.1 Base de dados de ferramentas
O CNC PILOT memoriza até 999 descrições de ferramentas, que
poderá gerir com o editor de ferramentas.
Troca de dados e cópia de segurança de dados: o CNC PILOT
suporta a troca de dados e a cópia de segurança de dados dos meios
de produção (ferramentas, dispositivos tensores, dados tecnológicos),
bem como das respetivas listas de palavras de comprimento fixo (ver
"Parâmetros e meios de produção" na página 704).
As ferramentas de tornear especiais, as brocas especiais
e as fresas especiais estão reservadas a ferramentas que
não podem ser atribuídas a qualquer outro tipo. Não são
aplicadas a ciclos referentes a contornos nem utilizadas
pelo TURN PLUS.
Editor de ferramentas
Editar dados de ferramenta
A edição dos dados de ferramenta é efetuada em 3 caixas de diálogo.
Os parâmetros das primeiras duas caixas de diálogo dependem do
tipo de ferramenta. A terceira caixa de diálogo destina-se à gestão de
ferramentas múltiplas e à gestão do tempo de vida. Edite a terceira
caixa de diálogo "se necessário".
Os parâmetros de ferramenta incluem:
Dados de base
Informações sobre a representação de ferramentas (simulação/
gráfico de controlo)
Informações para o TURN PLUS (seleção de ferramentas, geração
automática de um plano de trabalho).
Se não utilizar o TURN PLUS ou prescindir da representação de
ferramentas, os respetivos dados podem ser suprimidos.
Chamar o editor de ferramentas:
U
Selecionar "Ferr.ta" no modo de funcionamento Parâmetros.
Softkeys
Alternar para o modo de
funcionamento Assistência
Alternar para o modo de
funcionamento Transfer
638
8.1 Base de dados de ferramentas
Descrever a nova ferramenta (introduzir diretamente "Tipo")
Selecionar "Nova-Direto"
Tipo de ferramenta conhecido: introduzir "Tipo ferr.ta"
Tipo de ferramenta não conhecido:
Premir a softkey e compor o "Tipo" a partir de:
Grupo principal
Subgrupo
Direção de maquinagem
Introduzir dados de ferramenta
Descrever a nova ferramenta (selecionar "Tipo")
Selecionar "Novo-Menu"
Selecionar tipo de ferramenta através do menu
Introduzir dados de ferramenta
Descrições de ferramenta temporárias: no programa NC pode
descrever as ferramentas que não são memorizadas
permanentemente na base de dados de ferramentas. Estas
descrições de ferramenta "temporárias" começam por "_SIM.." ou
"_AUTO.." (ver "Programação de ferramentas" na página 128).
Apagar descrições de ferramenta temporárias:
U
Selecionar "Apagar temporárias". O editor de ferramentas apaga
todas as ferramentas temporárias.
HEIDENHAIN CNC PILOT 4290
639
8.1 Base de dados de ferramentas
Listas de ferramentas
Utilize as listas de ferramentas como ponto de partida para a edição,
cópia ou eliminação de registos.
Abreviaturas no cabeçalho da lista de ferramentas:
rs: raio da lâmina
db: diâmetro da broca
df: diâmetro da fresa
ew: ângulo de ajuste
bw: ângulo da broca
fw: ângulo da fresa
T-Nr.: número T da lista do revólver
Chamar a lista de ferramentas
O editor lista a ocupação atual dos suportes de
ferramentas.
Softkeys
Apagar registo de ferramenta
O editor lista os registos ordenados por tipo de
ferramenta.
Copiar registo de ferramenta
O editor lista os registos ordenados por número de
identidade (ID). São listados apenas os registos que
correspondem aos da "Máscara de números de
identidade".
Editar registo de ferramenta
Ordenar lista de ferramentas por
"Tipo"
Tipo de ferramenta: componha o "Tipo" a partir de:
Grupo principal
Subgrupo
Direção de maquinagem
"Máscara" de números de identidade:
Introduzir parte do ID: nas posições que se seguem podem-se
encontrar diferentes sinais.
"?": nestas posições da máscara pode-se encontrar um sinal
qualquer.
Os registos da lista do revólver não são copiados ou
apagados no editor de ferramentas. É possível alterar os
registos, caso o modo automático não se encontre ativo.
640
Ordenar lista de ferramentas por
número de identidade
Inverter sequência de ordenação
8.1 Base de dados de ferramentas
Processar a lista de ferramentas
Posicionar o cursor sobre a ferramenta desejada.
Copiar registo
Apagar registo
Premir a softkey ou a "tecla Enter". O CNC PILOT
prepara os dados de ferramenta para edição.
Copiar ferramenta:
Pode copiar apenas ferramentas "semelhantes".
A "nova" ferramenta recebe um novo número de
identidade.
Visualizar a imagem da ferramenta
O CNC PILOT gera a imagem da ferramenta a partir dos parâmetros.
A "visualização gráfica" permite um controlo dos dados introduzidos.
As alterações são tidas em consideração logo que se sai do campo de
introdução.
Posição da ferramenta: se for utilizado o parâmetro de
ferramenta "Tipo de montagem", aplica-se o seguinte: o
CNC PILOT procura o tipo de montagem nas "Descrições
de montagem da ferramenta" a partir de MP 511. A
primeira montagem de ferramenta com este tipo de
montagem é determinante para a posição da ferramenta.
Visualizar a imagem da ferramenta:
U
Premir a softkey com a caixa de diálogo aberta.
Sair da visualização da ferramenta:
U
Premir novamente a softkey.
HEIDENHAIN CNC PILOT 4290
641
8.1 Base de dados de ferramentas
Resumo dos tipos de ferramenta
As ferramentas especiais estão reservadas a ferramentas
que não podem ser atribuídas a qualquer outro tipo. Não
são aplicadas a ciclos referentes a contornos nem
utilizadas pelo TURN PLUS.
Ferramentas de tornear
Ferramenta de desbaste (tipo 11x)
Ferramenta de acabamento (tipo 12x)
Ferramenta de rosca standard (tipo 14x)
Ferramenta de recesso (tipo 15x)
Ferramenta de corte (tipo 161)
Ferramenta de botão (tipo 21x)
Ferramenta de cópia (tipo 22x) – o TURN PLUS utiliza ferramentas
de cópia exclusivamente para os entalhes H e K.
Ferramenta de torneamento de punção (tipo 26x)
Ferramenta de recartilhar (tipo 27x)
Ferramenta de tornear especial (tipo 28x)
Direção de maquinagem principal (terceira posição do tipo de
ferramenta): ver figura.
Ferramentas de furação
Centrador (tipo 31x)
Ferramenta de perfuração NC (tipo 32x)
Broca de espiral (tipo 33x)
Broca de placa inclinada (tipo 34x)
Rebaixador plano (tipo 35x)
Rebaixador cónico (tipo 36x)
Broca de roscagem (tipo 37x)
Broca escalonada (tipo 42x)
Alargador (tipo 43x)
Broca de roscagem de perfuração (tipo 44x)
Broca Delta (tipo 47x)
Ferramenta de mandrilagem (tipo 48x) – não é utilizada pelo TURN
PLUS
Ferramenta de furação especial (tipo 49x)
Direção de maquinagem principal (terceira posição do tipo de
ferramenta): ver figura.
642
8.1 Base de dados de ferramentas
Ferramentas de fresar
Fresa de perfuração de ranhuras (tipo 51x)
Fresa de haste (tipo 52x)
Fresa de disco (tipo 56x) – não é utilizada pelo TURN PLUS
Fresa angular (tipo 61x)
Fresa de roscar (tipo 63x) – não é utilizada pelo TURN PLUS
Limas rotativas (tipo 64x)
Folha de serra circular (tipo 66x) – não é utilizada pelo TURN PLUS
Ferramenta de fresagem especial (tipo 67x)
Direção de maquinagem principal (terceira posição do tipo de
ferramenta): ver figura.
Sistemas de manuseamento de peças de trabalho
Ferramenta progressiva (tipo 71x)
Garra de barras (tipo 72x)
Dispositivo de tomada rotativo (tipo 75x)
Direção de maquinagem principal (terceira posição do tipo de
ferramenta): ver figura.
Aparelhos de medição
Sonda de medição (tipo 81x)
Direção de maquinagem principal (terceira posição do tipo de
ferramenta): ver figura.
HEIDENHAIN CNC PILOT 4290
643
8.1 Base de dados de ferramentas
Parâmetros de ferramenta
A utilização dos parâmetros de ferramenta é identificada com:
G: dados de base
S: representação de ferramentas na simulação/no gráfico de
controlo
TP: informações para o TURN PLUS (seleção de ferramentas).
Parâmetros das ferramentas de tornear
Exemplo de ferramenta: tipo 111
Parâmetros da caixa de diálogo 1
G
S
TP
ID: número de identidade da ferramenta
•
•
•
Medida X, Z, Y (xe, ze, ye): medida de ajuste
•
–
–
Âng.ajust. (ew): ângulo de ajuste
•
•
•
Âng. ponta (sw): ângulo da ponta
•
•
•
Raio (rs): raio da lâmina
•
•
•
Ferramenta de punção: largura da lâmina
•
•
•
Ferramenta de rosca: distância entre aresta da
lâmina – ponta da lâmina
•
•
–
Ferramenta de recartilhar: largura do rolo
–
•
–
Ferramenta de recartilhar: diâmetro do rolo
–
•
–
Outras ferramentas: comprimento da lâmina
•
•
•
NBR: direção da maquinagem secundária
•
–
•
Corr. X, Z, Y (DX, DZ, DY): valores de correção
(máximo +/– 10 mm)
•
–
–
DirRot.: direção de rotação do mandril
•
–
•
Compr.útil (nl): comprimento útil em ferramentas
interiores
–
–
•
Prof.afund. (et): profundidade de afundamento
máxima
•
•
•
Corr.S (DS): correção especial do 3.º lado da
lâmina (largura da lâmina máxima +/– 10 mm). Ver
também G148 e G150/G151
•
–
–
Larg.Lâ (sb)
Comp.Lâ (sl)
Ferramenta de rosca:
"ze" ou "xe" é medido a partir da aresta da lâmina.
A "direção de rotação" determina se é utilizada uma
"ferramenta sobre a cabeça" ou uma "ferramenta
standard".
644
G
S
TP
Sup.Fer DIN: tipo de suporte de ferramenta
–
•
–
Sup.Fer Alt (wh): altura do suporte de ferramenta –
•
–
Sup.Fer Lar (wh): largura do suporte de
ferramenta
–
•
–
Largura (dn): largura da ferramenta (ponta da
lâmina até à parte posterior da haste)
–
•
–
Dm.hast (sd): diâmetro da haste
–
•
–
Execução (A)
•
•
•
•
•
•
Pas.Ros: passo de rosca
•
–
•
Dispon.: disponibilidade física
–
–
•
Número de imagem
–
•
–
Material de corte
–
–
•
Corr. CSP: fator de correção da velocidade de
corte
–
–
•
Corr. FDR: fator de correção do avanço
–
–
•
Corr. Deep: fator de correção da profundidade de
corte
–
–
•
Tipo de montagem
•
–
•
8.1 Base de dados de ferramentas
Parâmetros da caixa de diálogo 2
Ferramenta de rosca, de punção, de corte, de
torneamento de punção: execução da
ferramenta à esquerda ou à direita
Ferramentas de botão com posição de
ferramenta 1..4: execução da ferramenta à
esquerda, à direita ou neutra
A partir da versão de software 625 952-05:
Ângulo de posição (rw): para ferramentas de
punção e de torneamento de punção em cotovelo,
quando se utilize o eixo B
"Execução" define se o ponto de referência da
ferramenta se encontra do lado direito ou esquerdo da
lâmina.
Em caso de ferramentas de botão neutras, o ponto de
referência da ferramenta encontra-se no lado esquerdo
da lâmina.
A partir da versão de software 625 952-05: o processo
de punção em ferramentas de punção e de torneamento
de punção em cotovelo tem de ocorrer sempre
perpendicularmente a um dos eixos principais.
HEIDENHAIN CNC PILOT 4290
645
8.1 Base de dados de ferramentas
Mais informações:
Caixa de diálogo 3: ver "Ferramentas múltiplas, supervisão do tempo
de vida" na página 650
ver "Indicações sobre dados de ferramenta" na página 652
ver "Suporte de ferramenta, montagem da ferramenta" na página
654
Parâmetros das ferramentas de furação
Exemplo de ferramenta: tipo 311
Parâmetros da caixa de diálogo 1
G
S
TP
ID: número de identidade da ferramenta
•
•
•
Medida X, Z, Y (xe, ze, ye): medida de ajuste
•
–
–
Diâm. (db): diâmetro da broca
•
•
•
ÂngBro (bw): angulo da broca
•
•
•
ÂngPon (sw): ângulo da ponta
•
•
•
Diâm.ilha (d1): diâmetro da ilha
•
•
•
Comp.ilha (l1): comprimento da ilha
•
•
•
Ângulo pos. (rw): ângulo de posição
•
•
–
Corr. X, Z, Y (DX, DZ, DY): valores de correção
(máximo +/– 10 mm)
•
–
–
DirRot: direção de rotação do mandril
•
–
•
Compr.útil (nl): comprimento útil da broca
–
–
•
Tipo de broca (tipo de broca de roscagem):
•
–
•
•
•
•
0: indefinido
11: métrico
12: rosca fina
13: rosca de polegada
14: rosca para tubagens
15: UNC
16: UNF
17: PG
18: NPT
19: rosca trapezoidal
20: outros
Compr.corte (al): comprimento de corte
O parâmetro "Tipo de broca" é consultado para a
determinação dos parâmetros da rosca e considerado na
AAG durante a seleção de ferramentas.
646
G
S
TP
Sup.Fer DIN: tipo de suporte de ferramenta
–
•
–
Sup.Fer Alt (wh): altura do suporte de ferramenta –
•
–
Sup.Fer Lar (wh): largura do suporte de
ferramenta
–
•
–
Dm.Mand (fd): diâmetro do mandril
–
•
–
Alt.man (fd): altura do mandril
–
•
–
Com.sal (ax): comprimento de saliência
–
•
–
Pas.Ros (hb): passo de rosca
•
–
•
Q(ualidade) de ajuste: H6, H7, H8, H9, H10, H11,
H12 ou H13
–
–
•
Dispon.: disponibilidade física
–
–
•
Número de imagem
–
•
–
Material de corte
–
–
•
Corr. CSP: fator de correção da velocidade de
corte
–
–
•
Corr. FDR: fator de correção do avanço
–
–
•
Corr. Deep: fator de correção da profundidade de
corte
–
–
•
Tipo de montagem
•
–
•
8.1 Base de dados de ferramentas
Parâmetros da caixa de diálogo 2
A seleção automática de ferramentas pelo TURN PLUS
verifica a "qualidade de ajuste" definida/não definida.
Não é realizada uma avaliação pormenorizada.
Mandril
Suportes F, K: "fd, fh" destinam-se ao
dimensionamento dos suportes
Outros suportes: em fd=0, fh=0 não é representado
qualquer mandril
Mais informações:
Caixa de diálogo 3: ver "Ferramentas múltiplas, supervisão do tempo
de vida" na página 650
ver "Indicações sobre dados de ferramenta" na página 652
ver "Suporte de ferramenta, montagem da ferramenta" na página
654
HEIDENHAIN CNC PILOT 4290
647
8.1 Base de dados de ferramentas
Parâmetros das ferramentas de fresar
Exemplo de ferramenta: tipo 611
Parâmetros da caixa de diálogo 1
G
S
TP
ID: número de identidade da ferramenta
•
•
•
Medida X, Z, Y (xe, ze, ye): medida de ajuste
•
–
–
Diâm. (df): diâmetro da fresa à frente
•
•
•
Diâm. (d1): diâmetro da fresa
•
•
•
Largura (fb): largura da fresa
•
•
•
Ângulo (fw): ângulo da fresa
•
•
•
Prof.afund. (et): profundidade de afundamento
máxima
•
•
–
Ângulo pos. (rw): ângulo de posição
•
•
–
Corr. X, Z, Y (DX, DZ, DY): valores de correção
(máximo +/– 10 mm)
•
–
–
Corr.D (DD): correção do diâmetro da fresa
•
–
–
DirRot: direção de rotação do mandril
•
–
•
ComLâm (sl): comprimento da lâmina da fresa
•
•
•
Número de dentes da fresa
•
–
•
648
G
S
TP
Sup.Fer DIN: tipo de suporte de ferramenta
–
•
–
Sup.Fer Alt (wh): altura do suporte de ferramenta –
•
–
Sup.Fer Lar (wh): largura do suporte de
ferramenta
–
•
–
Dm.Mand (fd): diâmetro do mandril
–
•
–
Alt.man (fd): altura do mandril
–
•
–
Com.sal (ax): comprimento de saliência
–
•
–
Passo (hf): passo de rosca
•
–
–
Nºpassos (gb) em roscas de múltiplas entradas
–
–
–
Tipo de dentes da fresa:
–
–
•
Dispon.: disponibilidade física
–
–
•
Número de imagem
–
•
–
Material de corte
–
–
•
Corr. CSP: fator de correção da velocidade de
corte
–
–
•
Corr. FDR: fator de correção do avanço
–
–
•
Corr. Deep: fator de correção da profundidade de
corte
–
–
•
Tipo de montagem
•
–
•
8.1 Base de dados de ferramentas
Parâmetros da caixa de diálogo 2
0: indefinido
1: FreDir (parte frontal direita)
2: FreIncl (parte frontal inclinada)
3: PerDir (perímetro reto)
4: Perím Incl (perímetro inclinado)
5: FrPerDir (parte frontal e perímetro retos)
6: FrPerInc (parte frontal e perímetro inclinados)
7: tipo de dentes especial
Mandril: em fd=0, fh=0 não é representado qualquer
mandril
Mais informações:
Caixa de diálogo 3: ver "Ferramentas múltiplas, supervisão do tempo
de vida" na página 650
ver "Indicações sobre dados de ferramenta" na página 652
ver "Suporte de ferramenta, montagem da ferramenta" na página
654
HEIDENHAIN CNC PILOT 4290
649
8.1 Base de dados de ferramentas
Parâmetros dos sistemas de manuseamento de ferramentas e aparelhos de medição
Exemplo de ferramenta: tipo 811
Parâmetros da caixa de diálogo 1
G
S
TP
ID: número de identidade da ferramenta
•
•
•
Medida X, Z, Y (xe, ze, ye): medida de ajuste
•
–
–
Dispon.: disponibilidade física
•
–
–
Dm.hast (sd): diâmetro da haste
–
•
–
Multiferram: ferramenta múltipla (ver
"Programação de ferramentas" na página 128)
•
–
–
M-ID: número de identidade da "Lâmina seguinte"
em Multiferram
•
–
–
Sup.Fer DIN: tipo de suporte de ferramenta
–
•
–
Não: nenhuma ferramenta múltipla
Principal: lâmina principal
Secundária: lâmina secundária
Sup.Fer Alt (wh): altura do suporte de ferramenta –
•
–
Sup.Fer Lar (wh): largura do suporte de
ferramenta
–
•
–
Com.sal (ax): comprimento de saliência
–
•
–
Número de imagem
–
•
–
Tipo de montagem
Código Carreg(ador): atualmente não é utilizado
Atr(ibuto) Carreg(ador): atualmente não é utilizado
Ferramentas múltiplas, supervisão do tempo de vida
Ferramentas de tornear com diversas (no máximo 5) lâminas são
designadas por ferramentas múltiplas. Na base de dados de
ferramentas, cada lâmina é descrita com um registo de dados.
Adicionalmente, é estruturada uma "cadeia fechada" com todas as
lâminas da ferramenta múltipla.
Declare uma lâmina como lâmina principal e as restantes como
lâminas secundárias. Na lista de ferramentas é declarada apenas a
lâmina principal.
Parâmetros da caixa de diálogo 3
Código Carreg(ador): atual mente não é utilizado
Atr(ibuto) Carreg(ador): a partir da versão de software 625 952-05.
Se tiver sido preparado pelo fabricante da máquina, o parâmetro
pode ser utilizado para manuseamentos especiais da ferramenta
durante a troca de ferramenta (exemplo: para a limpeza da
ferramenta).
650
8.1 Base de dados de ferramentas
Parâmetros da caixa de diálogo 3
Multiferram: ferramenta múltipla (ver "Programação de
ferramentas" na página 128)
Não: nenhuma ferramenta múltipla
Principal: lâmina principal
Secundária: lâmina secundária
M-ID: número de identidade da "Lâmina seguinte" em Multiferram
Tipode Super(visão) da gestão do tempo de vida (ver "Programação
de ferramentas" na página 128)
nenhuma
Gestão do tempo de vida
Supervisão do limite de quantidade
Tempo de vida total: tempo de vida da lâmina
Tempo de vida restante: indicação do tempo de vida restante
Número de peças total: número de peças total da lâmina
Número de peças restante: indicação do número de peças
restante.
Razão para imobilização:
Tempo de vida expirado
Limite de quantidade alcançado
Tempo de vida expirado:
determinado através da medição durante o processo
determinado através da medição pós-processo
Desgaste de ferramenta determinado através da supervisão de
carga:
Valor limite 1 ou 2 do "Desempenho" excedido
Valor limite do "Trabalho" excedido
Os parâmetros do tempo de vida são repostos em caso de
lâmina nova (ver "Gestão do tempo de vida" na página 92).
HEIDENHAIN CNC PILOT 4290
651
8.1 Base de dados de ferramentas
Introdução de dados de ferramenta múltipla
Para a lâmina principal:
U
Introdução de parâmetros (caixas de diálogo 1 e 2)
Com "Página seguinte", comutar para a caixa de diálogo 3
U Campo de introdução "Multiferram": ajustar a (Lâmina) principal
U Campo de introdução "M-ID": registar o número de identidade da
lâmina secundária seguinte
U Fechar a caixa de diálogo com "OK"
Para cada lâmina secundária:
U
U
U
U
U
U
U
Registar o número de identidade (número de identidade da lâmina
precedente em "M-ID")
Introdução de outros parâmetros (caixas de diálogo 1 e 2)
Com "Página seguinte", comutar para a caixa de diálogo 3
Campo de introdução "Multiferram": ajustar a (Lâmina) secundária
Campo de introdução "M-ID": registar o número de identidade da
lâmina secundária seguinte. Registar o número de identidade da
lâmina principal na última lâmina secundária.
Fechar a caixa de diálogo com "OK"
Em ferramentas múltiplas, tenha atenção à "cadeia
fechada" (lâmina principal – lâminas secundárias – lâmina
principal).
Indicações sobre dados de ferramenta
Um ">>" atrás do campo de introdução significa "lista de
palavras de comprimento fixo". Selecione o parâmetro da
ferramenta a partir da "lista de palavras de comprimento
fixo" e aceite-o como introdução.
Chamada da lista de palavras de comprimento fixo:
posicionar o cursor sobre o campo de introdução e acionar
a softkey ">>".
N.º de identidade da Ferr.ta (Id Ferr.ta): cada ferramenta é
identificada por meio do "Id Ferr.ta" único (até 16 algarismos/letras),
que não pode começar por um "_".
Tipo de ferramenta:
primeiro, segundo algarismo: tipo de ferramenta
terceiro algarismo: posição da ferramenta/direção de
maquinagem principal.
Medida de ajuste (xe, ye, ze): distância entre ponto de referência
da ferramenta – ponto de referência do suporte de ferramenta
A partir da versão de software 625 952-05. Intervalo de valores para
a medida de ajuste:
+/– 9 999,999 mm
652
8.1 Base de dados de ferramentas
Valores de correção (DX, DY, DZ, DS): as correções compensam
o desgaste da lâmina da ferramenta. Em ferramentas de punção e
de botão, DS designa o valor de correção do terceiro lado da lâmina
(o lado oposto ao ponto de referência da ferramenta).
Comprimento da lâmina (sl): comprimento da placa de corte
Os ciclos referentes a contornos verificam se a ferramenta pode
efetuar o levantamento de aparas pedido.
"sl" influencia a seleção de ferramentas pelo TURN PLUS.
"sl" é avaliado para a "Representação da pista da lâmina" e o gráfico
de ferramentas.
Direção de maquinagem secundária (NBR): define as direções,
para além da direção de maquinagem principal, em que a ferramenta
funciona.
Os ciclos referentes a contornos verificam se a ferramenta pode
efetuar o levantamento de aparas pedido.
Influencia a seleção de ferramentas pelo TURN PLUS.
A AAG utiliza para NBR: o avanço secundário (ver "Base de dados
tecnológicos" na página 671) e uma profundidade de corte
reduzida (ver parâmetro de maquinagem 4 – "SRF")
Direção de rotação:
Determina a direção de rotação do mandril para a ferramenta.
Define se existe uma ferramenta acionada/não acionada.
Os ciclos referentes a contornos verificam se a ferramenta pode
efetuar o levantamento de aparas pedido.
Influencia a seleção de ferramentas pelo TURN PLUS.
Define a direção de rotação do mandril na AAG.
Largura (dn): medida da ponta da lâmina até à parte posterior da
haste "dn" é utilizado para o gráfico de ferramentas.
(Fisicamente) disponível: permite identificar uma ferramenta não
disponível sem necessidade de apagar o registo na base de dados.
A execução da "ferramenta esquerda ou direita" – define a posição
do ponto de referência da ferramenta. Em caso de "execução
neutra", o ponto de referência encontra-se no lado esquerdo da
lâmina.
Número de imagem: mostrar ferramenta ou apenas a lâmina ?
0: mostrar ferramenta
–1: mostrar apenas a lâmina da ferramenta
O TURN PLUS multiplica os valores de corte determinados a partir
da base de dados tecnológicos com os seguintes valores de
correção:
Correção CSP: velocidade de corte (inglês: cutting speed)
Correção FDR: avanço (inglês: feed rate)
Correção Deep: profundidade de corte (inglês: deep)
HEIDENHAIN CNC PILOT 4290
653
8.1 Base de dados de ferramentas
Tipo de montagem: em caso de diferentes montagens de
ferramenta, o tipo de montagem da ferramenta e a posição de
montagem têm de ser idênticos (ver MP 511, ...).
Influencia a seleção de ferramentas e a colocação de ferramentas
no TURN PLUS.
As funções "Ajustar tabela de ferramentas" verificam se a
ferramenta pode ser utilizada na posição de revólver prevista.
Ângulo de posição (rw): define o desvio em relação à direção de
maquinagem principal, no sentido matemático positivo (–90° < rw <
+90°) – ver figura. O TURN PLUS utiliza apenas ferramentas de
tornear e fresar que funcionam na direção do eixo principal ou
perpendicularmente ao mesmo.
Número de dentes: é utilizado no "Avanço por dente G93"
Comprimento de saliência (ax): em ferramentas de tornear e
fresar aplica-se o seguinte:
Ferramentas axiais: ax = distância entre o ponto de referência da
ferramenta e a aresta superior do suporte
Ferramentas radiais: ax = distância entre o ponto de referência da
ferramenta e a aresta inferior do suporte (mesmo quando a broca/
fresa se encontra fixa num mandril)
Suporte de ferramenta, montagem da
ferramenta
Suporte de ferramenta
A representação da ferramenta na simulação e no controlo gráfico
considera a forma do suporte e a posição de montagem no suporte de
ferramenta. Se não indicar o tipo de suporte da ferramenta, o CNC
PILOT utiliza uma representação simplificada.
O CNC PILOT determina, com base na posição do revólver, se o
suporte será aplicado numa montagem axial ou radial e se será
utilizado um adaptador.
O CNC PILOT considera os suportes abaixo referidos (denominação
dos suportes standard em conformidade com a norma DIN 69 880).
Grupo de suportes 1
654
8.1 Base de dados de ferramentas
A1 suporte da barra de brocar
B1 curto à direita
B2 curto à esquerda
B3 curto à direita, sobre a cabeça
B4 curto à esquerda, sobre a cabeça
B5 comprido à direita
B6 comprido à esquerda
B7 comprido à direita, sobre a cabeça
B8 comprido à esquerda, sobre a cabeça
C1 à direita
C2 à esquerda
C3 à direita, sobre a cabeça
C4 à esquerda, sobre a cabeça
D1 montagem múltipla
Grupo de suportes 2
A suporte da barra de brocar
B suporte da broca com abastecimento de agente refrigerante
C retângulo longitudinal
D retângulo transversal
E maquinagem frontal e posterior
E1 broca U
E2 montagem de haste cilíndrica
E3 montagem de pinça de fixação
F suporte de broca MK (cone Morse)
Grupo de suportes 3
K mandril de broca
Z batente
T1 acionado axial
T2 acionado radial
T3 suporte da barra de brocar
HEIDENHAIN CNC PILOT 4290
655
8.1 Base de dados de ferramentas
Grupo de suportes 4
X5 acionado axial
Grupo de suportes 5
X6 acionado radial
X7 suporte especial acionado
Adaptador
Em caso de utilização de um adaptador, as medidas altura da
ferramenta (wh) e largura da ferramenta (wb) designam a altura/largura
do adaptador e do suporte.
656
8.1 Base de dados de ferramentas
Posição de montagem
A posição de montagem é determinada pelo fabricante da máquina
(ver MP 511, ...). O CNC PILOT determina a posição de montagem
com base na posição do revólver:
AP=0: montagem axial – lado esquerdo do revólver
AP=1: montagem radial – lado esquerdo do revólver
AP=2: montagem radial – lado direito do revólver
AP=3: montagem axial – lado direito do revólver
Se a montagem radial se encontrar no centro do disco do
revólver, é utilizada a "AP=1".
HEIDENHAIN CNC PILOT 4290
657
8.2 Base de dados de dispositivos tensores
8.2 Base de dados de dispositivos
tensores
O CNC PILOT memoriza até 999 descrições de dispositivos tensores,
que poderá gerir com o editor de dispositivos tensores. Os
dispositivos tensores são utilizados no modo de funcionamento TURN
PLUS e visualizados na simulação/no gráfico de controlo. Se não
utilizar o TURN PLUS ou prescindir da representação de dispositivos
tensores na simulação, os dados dos dispositivos tensores podem ser
suprimidos.
Número de identidade: cada dispositivo tensor é identificado por
meio de um número de identidade único (até 16 algarismos/letras). O
número de identidade não pode começar por "_".
Tipo de dispositivo tensor: o tipo de dispositivo tensor caracteriza o
tipo de mandril/da maxila.
Editor de dispositivos tensores
Os dados dos dispositivos tensores contêm informações para a
representação na simulação/no gráfico de controlo e outros dados
para a seleção de dispositivos tensores pelo TURN PLUS.
Chamar o editor de dispositivos tensores:
U
„Selecionar "(Dispositivo) tensor" no modo de funcionamento
Parâmetros.
Descrever o novo dispositivo tensor ("Novo-Direto")
Selecionar "Novo-Direto"
Introduzir diretamente "Tipo de dispositivo tensor"
Introduzir dados do dispositivo tensor
Softkeys
Descrever o novo dispositivo tensor ("Novo-Menu")
Alternar para o modo de
funcionamento Assistência
Selecionar "Novo-Menu"
Alternar para o modo de
funcionamento Transfer
Selecionar o tipo de dispositivo tensor nos submenus
Introduzir dados do dispositivo tensor
658
O CNC PILOT lista os registos ordenados por número de identidade
ou por tipos de dispositivo tensor. A lista de dispositivos tensores
serve de ponto de partida para a edição, cópia ou eliminação de
registos.
No cabeçalho da lista é indicada a máscara introduzida, o número de
dispositivos tensores encontrados e memorizados e o número
máximo de dispositivos tensores.
Chamar a lista de dispositivos tensores
O editor lista os registos ordenados por tipo de
dispositivo tensor.
O editor lista os registos ordenados por número de
identidade (ID). São listados apenas os registos que
correspondem aos da "Máscara de números de
identidade".
Softkeys
Apagar registo de dispositivo tensor
"Máscara" de números de identidade:
Introduzir parte do ID: nas posições que se seguem podem-se
encontrar diferentes sinais.
"?": nestas posições da máscara pode-se encontrar um sinal
qualquer.
Copiar registo de dispositivo tensor
Editar registo de dispositivo tensor
Processar a lista de dispositivos tensores
Ordenar lista de dispositivos
tensores por "Tipo"
Posicionar o cursor sobre o dispositivo tensor desejado.
Ordenar lista de dispositivos
tensores por número de identidade
Copiar o registo (apenas dispositivos tensores do
mesmo tipo)
Inverter sequência de ordenação
Apagar registo
Premir a softkey ou a "tecla Enter". O CNC PILOT
prepara os dados dos dispositivos tensores para
edição.
HEIDENHAIN CNC PILOT 4290
659
8.2 Base de dados de dispositivos tensores
Listas de dispositivos tensores
8.2 Base de dados de dispositivos tensores
Dados dos dispositivos tensores
Resumo dos tipos de dispositivos tensores
Grupos principais de dispositivos tensores
Dispositivo tensor
Tipo
Mandril
Maxila
21x
Dispositivo tensor
Pinça de fixação
220
Mandril de fixação
23x
Mandril
Tipo
Mandril de pinça
110
Arrastador frontal
24x
Mandril de duas maxilas
120
Garra rotativa
25x
Mandril de três maxilas
130
Contraponta
26x
Mandril de quatro maxilas
140
Ponta de centragem
27x
Placa de torno
150
Cone de centragem
28x
Mandril especial
160
Montagem no tipo de dispositivo tensor 21x
Montagem no tipo de dispositivo tensor 23x..28x
Maxila macia
211
Montagem de mandril cilíndrica
xx1
Maxila dura
212
Montagem de flange plana
xx2
Maxila de garra
213
Cone Morse MK3
xx3
Maxila especial
214
Cone Morse MK4
xx4
Cone Morse MK5
xx5
660
Cone Morse MK6
xx6
Outras montagens
xx7
8.2 Base de dados de dispositivos tensores
Mandril
Exemplo de mandril de três maxilas (tipo 130)
Parâmetros do mandril (tipo 1x0)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
Lig.maxila: código "Ligação da maxila"
d: diâmetro do mandril
l: comprimento do mandril
DiâFixmáx (d1): diâmetro de fixação máximo
DiâFixmín (d2): diâmetro de fixação mínimo
dz: diâmetro de centragem
Rot.máx.: rotações máximas [rpm]
HEIDENHAIN CNC PILOT 4290
661
8.2 Base de dados de dispositivos tensores
Código Ligação da maxila: se forem permitidas apenas
combinações mandril/maxilas, controle-as com a "ligação da maxila".
Atribua o mesmo código ao mandril e às maxilas permitidas.
Ligação da maxila=0: são permitidas todas as maxilas.
Exemplo de mandril de pinça (tipo 110)
662
8.2 Base de dados de dispositivos tensores
Maxilas
Exemplo de maxila (tipo 211)
Parâmetros das maxilas (tipo 21x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
Lig.maxila: código "Ligação da maxila" – tem de corresponder ao
código no mandril
L: largura da maxila
H: altura da maxila
G1: medida do nível 1 na direção Z
G2: medida do nível 2 na direção Z
S1: medida do nível 1 na direção X
S2: medida do nível 2 na direção X
DiâFixmín (d2): diâmetro de fixação mínimo
DiâFixmáx (d1): diâmetro de fixação máximo
HEIDENHAIN CNC PILOT 4290
663
8.2 Base de dados de dispositivos tensores
Exemplo de maxila de garra (tipo 213)
664
8.2 Base de dados de dispositivos tensores
Pinça de fixação
Exemplo de pinça de fixação (tipo 220)
Parâmetros da pinça de fixação (tipo 220)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
d: diâmetro da pinça de fixação
HEIDENHAIN CNC PILOT 4290
665
8.2 Base de dados de dispositivos tensores
Mandril de fixação
Exemplo de mandril de fixação (tipo 231)
Parâmetros do mandril de fixação (tipo 23x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
Comprimento do mandril
LD: comprimento total
DF: diâmetro da flange
BF: largura da flange
DiâFixmáx: diâmetro de fixação máximo
DiâFixmín: diâmetro de fixação mínimo
666
8.2 Base de dados de dispositivos tensores
Arrastador frontal
Exemplo de arrastador frontal (tipo 241)
Parâmetros do arrastador frontal (tipo 24x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
ds: diâmetro da ponta
ls: comprimento da ponta
DK: diâmetro do corpo
BK: largura do corpo
DF: diâmetro da flange
BR: largura da flange
d1: diâmetro máximo do anel de fixação
d2: diâmetro mínimo do anel de fixação
Garra rotativa
Parâmetros da garra rotativa (tipo 25x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
DmNomin: diâmetro da garra rotativa
Comprimento: comprimento da garra rotativa
d1: diâmetro máximo do anel de fixação
d2: diâmetro mínimo do anel de fixação
HEIDENHAIN CNC PILOT 4290
667
8.2 Base de dados de dispositivos tensores
Contraponta
Exemplo de contraponta (tipo 261)
Parâmetros da contraponta (tipo 26x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
w1: ângulo da ponta 1
w2: ângulo da ponta 2
d1: diâmetro 1
d2: diâmetro 2
IA: comprimento da peça cónica
d3: diâmetro da manga da contraponta
b3: largura da manga da contraponta
md: diâmetro da circunferência da porca de encaixe
mb: largura da circunferência da porca de encaixe
668
8.2 Base de dados de dispositivos tensores
Ponta de centragem
Exemplo de ponta de centragem (tipo 271)
Parâmetros da ponta de centragem (tipo 27x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
w1: ângulo da ponta 1
w2: ângulo da ponta 2
d1: diâmetro 1
d2: diâmetro 2
zl: comprimento da ponta de centragem
md: diâmetro da circunferência da porca de encaixe
mb: largura da circunferência da porca de encaixe
HEIDENHAIN CNC PILOT 4290
669
8.2 Base de dados de dispositivos tensores
Cone de centragem
Exemplo de cone de centragem (tipo 281)
Parâmetros do cone de centragem (tipo 26x)
ID: número de identidade do dispositivo tensor
Disponibilidade: disponibilidade física (lista de palavras de
comprimento fixo)
zw: ângulo do cone de centragem
za: distância entre cone de centragem – mandril
d1: diâmetro 1
d2: diâmetro 2
zl: comprimento do cone de centragem
670
8.3 Base de dados tecnológicos
8.3 Base de dados tecnológicos
O CNC PILOT memoriza os dados tecnológicos (valores de corte)
numa tabela tridimensional em função dos fatores seguintes:
Material (material da peça de trabalho)
Material de corte (material da lâmina da ferramenta)
Tipo de maquinagem
Os tipos de maquinagem estão predefinidos. Os materiais e os
materiais de corte definem-se por "lista de palavras de comprimento
fixo" e atribuem-se à tabela (ver figura).
Os valores de corte administram-se com o editor de tecnologia.
Bea_1
Bea_2
Se alterar a lista de palavras de comprimento fixo, não é
realizado qualquer ajuste automático dos valores de
corte. Neste caso, altere também os valores de corte, a
fim de garantir dados tecnológicos corretos.
HSS
...
P 15
A geração automática de um plano de trabalho pelo TURN PLUS utiliza
os dados tecnológicos. Esta base de dados pode ser utilizada
juntamente com a memorização dos "seus" valores de corte.
As listas de palavras de comprimento fixo para materiais e
materiais de corte têm de corresponder aos valores de
corte registados.
...
Bea_3
St C Ck . . .
60 45 45
GC 425
Explicações
Tipos de maquinagem:
bea_1: desbaste
bea_2: acabamento
bea_3: puncionamento
etc.
Materiais de corte (definição por lista de palavras
de comprimento fixo):
Gc425
P15
HSS
etc.
Materiais (definição por lista de palavras de
comprimento fixo):
St60
C45
Ck45
etc.
HEIDENHAIN CNC PILOT 4290
671
8.3 Base de dados tecnológicos
Editar dados tecnológicos
A base de dados tecnológicos contém os seguintes dados:
Força de corte específica do material: o parâmetro serve apenas
como informação e não será avaliado.
Velocidade de corte
Avanço principal [mm/R] para a direção de maquinagem principal
Avanço secundário [mm/R] para a direção de maquinagem
secundária
Passo
com/sem agente refrigerante: a geração automática de um plano
de trabalho (AAG) decide, com base neste parâmetro, se o agente
refrigerante será aplicado.
O TURN PLUS multiplica os valores de corte pelos fatores
de correção (Corr. CSP, FDR e DEEP) das ferramentas (ver
"Indicações sobre dados de ferramenta" na página 652).
Editar dados tecnológicos
Selecionar "(valores) de corte diretos". O CNC PILOT abre a caixa de
diálogo "Seleção direta de valores de corte".
Determinar "Material", "Material de corte" e "Tipo de maquinagem". O
CNC PILOT abre a caixa de diálogo "Edição dos dados tecnológicos" e
prepara dos dados para edição.
672
8.3 Base de dados tecnológicos
Tabelas de valores de corte
Chamar o editor de tecnologia:
U
Selecionar "Dados de tec(nologia)" no modo de funcionamento
Parâmetros.
Chamar tabelas de valores de corte
Selecionar "Tab Material". Abre-se a caixa de diálogo "Seleção de
valores de corte por material".
Determinar "Tipo de maquinagem" e "Material de corte". O CNC PILOT
lista os dados tecnológicos "por materiais".
Selecionar "Tab Mater.corte". Abre-se a caixa de diálogo "Seleção de
valores de corte por material de corte".
Determinar "Material" e "Tipo de maquinagem". O CNC PILOT lista os
dados tecnológicos "por materiais de corte".
Selecionar "Tab TipMaq“ (tipo de maquinagem). Abre-se a caixa de
diálogo "Seleção de valores de corte por tipo de maquinagem".
Determinar "Material" e "Material de corte". O CNC PILOT lista os
dados tecnológicos "por tipos de maquinagem".
HEIDENHAIN CNC PILOT 4290
673
674
8.3 Base de dados tecnológicos
Assistência e
diagnóstico
HEIDENHAIN CNC PILOT 4290
675
9.1 O modo de funcionamento Assistência
9.1 O modo de funcionamento
Assistência
O modo de funcionamento Assistência contém:
Funções de assistência: início de sessão do utilizador e
administração de utilizadores, comutação de idioma e diversos
ajustes do sistema
Funções de diagnóstico: funções para a verificação do sistema e
para a ajuda na procura de erros.
Sistema de manutenção: chama a atenção do utilizador da
máquina para trabalhos de manutenção e conservação necessários.
Diversas funções de assistência e de diagnóstico estão
reservadas ao pessoal de assistência e de colocação em
funcionamento (exemplos: osciloscópio, analisador
lógico).
676
9.2 Funções de assistência
9.2 Funções de assistência
Autorização de utilização
Determinadas funções, como a alteração de parâmetros importantes,
estão reservadas a utilizadores privilegiados. Durante o "Início de
sessão" com a palavra-passe correta é concedida uma autorização.
Este início de sessão é válido até ao "Fim de sessão" ou até que outro
utilizador inicie a sessão.
A "Palavra-passe" é composta por 4 dígitos. Esta é introduzida de
forma "oculta" (não visível).
O CNC PILOT diferencia as seguintes classes de utilizador:
"Sem classe de proteção"
"Programador NC"
"Administrador do sistema"
"Pessoal de assistência" (do fabricante da máquina)
Opção de menu "Início de sessão": durante o início de sessão do
utilizador, selecione o "seu" nome na lista com os nomes de todos os
utilizadores registados e introduza a "sua" palavra-passe.
Opção de menu "Fim de sessão": o CNC PILOT não utiliza fins de
sessão automáticos temporizados. Por esta razão, é necessário o "Fim
de sessão do utilizador", caso queira proteger o seu sistema de
acessos não autorizados.
Grupo de menus "Ass.Util." (assistência ao utilizador): para a
"assistência ao utilizador" é necessário um início de sessão como
"administrador do sistema".
Registar util(izador): introduza o nome do novo utilizador, defina a
palavra-passe e ajuste a "classe de utilizador". Condição: iniciar
sessão como "administrador do sistema".
Eliminar util(izador): selecione o nome a apagar na lista de
utilizadores e ative "OK".
Alterar a palavra-passe: qualquer utilizador pode alterar a "sua"
palavra-passe. Para prevenir a utilização indevida, é necessário
introduzir a palavra-passe "antiga" antes de definir uma nova palavrapasse.
O CNC PILOT é fornecido com o utilizador "Palavrapasse 1234" e a palavra-passe "1234" (autorização de
"administrador do sistema"). Inicie a sessão como
utilizador "Palavra-passe 1234" e introduza um novo
utilizador. Seguidamente, deve eliminar o utilizador
"Palavra-passe 1234".
O CNC PILOT evita a eliminação do "último
administrador do sistema". Mas não se esqueça da sua
palavra-passe.
HEIDENHAIN CNC PILOT 4290
677
9.2 Funções de assistência
Assistência ao sistema
Grupo de menus "Ass.Sist." (assistência ao sistema)
Data/hora: a data/hora são registadas nas mensagens de erro.
Como os erros ocorridos são guardados durante muito tempo num
"ficheiro de registo", certifique-se de que o ajuste está correto. Estas
informações facilitam o diagnóstico de erro em caso de assistência.
Comutação de idioma: selecione o idioma com a softkey ">>" e
ative "OK". Após um reinício do CNC PILOT, o diálogo no ecrã foi
comutado para o idioma selecionado.
Edição FWL – dependente do idioma: atualmente não é utilizada
Edição FWL – não dependente do idioma: edição das "listas de
palavras de comprimento fixo" de materiais, materiais de corte e
ajustes (ver "Listas de palavras de comprimento fixo" na página
679).
Imagens de ajuda LIGADAS/DESLIGADAS: se a opção de menu
se encontrar em "Imagens de ajuda LIGADAS", as imagens de ajuda
do modo de funcionamento Máquina não são visualizadas.
Interruptor de edição LIGADO/DESLIGADO: com o "interruptor
de edição", protegem-se os modos de funcionamento abaixo contra
o acesso não autorizado. Se a opção de menu se encontrar em
"Interruptor de edição LIGADO", estas opções de menu podem ser
selecionadas apenas após um início de sessão como "Programador
NC" (ou superior):
DIN PLUS
TURN PLUS
Parâmetros
678
9.2 Funções de assistência
Listas de palavras de comprimento fixo
Materiais e materiais de corte: o CNC PILOT introduz as
designações dos materiais e materiais de corte nas listas de palavras
de comprimento fixo. Deste modo, cria uma base de dados
tecnológicos adequada aos materiais utilizados na sua empresa (ver
"Base de dados tecnológicos" na página 671).
Ajustes: nas ferramentas alargador e broca Delta é introduzido o
parâmetro "Ajuste". Na lista de palavras de comprimento fixo
"0WZPASSU", determine as qualidades de ajuste desejadas.
Durante a edição da lista de palavras de comprimento fixo, tenha em
atenção o seguinte:
No máximo 64 registos
Código
Algarismos de 0..63
Não aplicar códigos em duplicado
Conceito
No máximo 16 carateres
Editar uma lista de palavras de comprimento fixo
Selecionar "Ass.Sist. > Edição FWL > Não dependente do idioma". O
CNC PILOT abre a "Seleção de listas de palavras de comprimento fixo"
Escolher um dos seguintes ficheiros:
"0TEMATER" (material)
"0TESTOFF" (material de corte)
"0WZPASSU" (qualidade de ajuste)
Alterar o registo:
Selecionar a posição a alterar. Premir ENTER
Alterar "Código" e/ou "Conceito".
Ativar OK. O CNC PILOT memoriza os dados.
Novo registo:
Abre-se o diálogo "Edição de listas de palavras de
comprimento fixo"
Registar "Código" e "Conceito".
Ativar OK. O CNC PILOT memoriza os dados.
HEIDENHAIN CNC PILOT 4290
679
9.3 Sistema de manutenção
9.3 Sistema de manutenção
O CNC PILOT chama a atenção do utilizador da máquina para trabalhos
de manutenção e conservação necessários. Para tal, cada
procedimento é descrito "abreviadamente" (módulo, intervalo de
manutenção, responsável, etc.). Estas informações são apresentadas
na lista "Procedimentos de manutenção e conservação". "A pedido", é
apresentada uma descrição pormenorizada do procedimento de
manutenção.
Após a confirmação de um procedimento de manutenção executado,
o intervalo de manutenção é reiniciado. O CNC PILOT memoriza o
momento da confirmação juntamente com a data fixada num ficheiro
de registo. O pessoal de assistência pode avaliar os ficheiros de
registo de confirmações. É possível consultar (no mínimo) as últimas
10 confirmações.
Estado da manutenção: o "semáforo" da direita, junto ao campo da
data/hora, apresenta o estado da manutenção, sendo visualizado o
estado com a prioridade máxima (vermelho antes de amarelo, amarelo
antes de verde).
verde: nenhuns procedimentos de manutenção necessários
amarelo: no mínimo um procedimento de manutenção deverá ser
realizado em breve
vermelho: no mínimo um procedimento de manutenção tem de ser
realizado atualmente ou já devia ter sido realizado
Condição: o fabricante da máquina regista os
procedimentos necessários e disponibiliza uma
descrição dos mesmos.
Todas as alterações do estado, incluindo a confirmação
do procedimento de manutenção são transmitidas ao
PLC. No manual da máquina, verifique se existem outras
consequências no que respeita aos procedimentos de
manutenção atuais ou expirados.
680
9.3 Sistema de manutenção
Datas de manutenção e períodos de manutenção
Datas e períodos de tempo (ver figura):
I – Intervalo: período do intervalo de manutenção determinado pelo
fabricante da máquina. Durante o tempo de ativação do comando, o
intervalo de manutenção em curso é reduzido permanentemente. O
sistema de manutenção indica o tempo restante na coluna
"quando".
D – Duração: período entre procedimento de manutenção "atual" e
"expirado" determinado pelo fabricante da máquina.
Q – Período de confirmação: durante o período de confirmação, o
procedimento de manutenção deve ser realizado e confirmado.
t1 – momento "Procedimento de manutenção a realizar em
breve":
A partir deste momento, o procedimento de manutenção pode
ser realizado e confirmado.
O estado é assinalado a "amarelo".
Cálculo: t1 = registo de pré-aviso * intervalo / 100
t2 – momento "Procedimento de manutenção a realizar
atualmente":
A partir desse momento, o procedimento de manutenção deve
ser realizado e confirmado.
O estado é assinalado a "vermelho".
Cálculo: t2 = intervalo
t3 – momento "Procedimento de manutenção expirado":
O momento do procedimento de manutenção foi ultrapassado.
O estado mantém-se assinalado a "vermelho".
Cálculo: t3 = intervalo + duração
HEIDENHAIN CNC PILOT 4290
Explicações:
I:
Intervalo
D:
Duração
Q:
Período de confirmação
t1:
Procedimento de manutenção a realizar em
breve
t2:
Procedimento de manutenção a realizar
atualmente
t3:
Procedimento de manutenção expirado
681
9.3 Sistema de manutenção
Visualizar os procedimentos de manutenção
Informações sobre os procedimentos de manutenção
Chamada do sistema de manutenção:
U
Selecionar "Manutenção" no modo de funcionamento
"Assistência". O sistema de manutenção apresenta a
lista "Procedimentos de manutenção e conservação".
U
Mudança para a parte 2 da lista
U
Mudança para a parte 1 da lista
U
"Seta para cima/para baixo" e "Página seguinte/
anterior" deslocam o cursor dentro da lista
U
Voltar ao modo de funcionamento "Assistência"
Chamar as listas com os procedimentos de manutenção:
U
Chamar a lista "Procedimentos de manutenção
iminentes, atuais e expirados" ou
U
Chamar a lista "Todos os procedimentos de
manutenção"
Tipo de
procedimento de
manutenção
Dados temporais
Limpeza
M / M:
Minutos
Inspeção
S / H:
Horas
Chamar as informações adicionais:
682
U
Posicionar o cursor sobre o procedimento de
manutenção
Manutenção
T / D:
Dias
U
Premir "Enter". O sistema de manutenção abre a caixa
de diálogo "Ler o procedimento" com os parâmetros
do procedimento ou
Conservação
W / W:
Semanas
U
Chamar a descrição pormenorizada do procedimento
de manutenção
J / Y:
Anos
U
Voltar à lista com os procedimentos de manutenção
9.3 Sistema de manutenção
Os registos da lista Procedimentos de manutenção têm os
seguintes significados:
Tipo: ver tabela "Tipo de procedimento de manutenção".
O estado é diferenciado através da cor de fundo:
nenhuma cor: nenhum procedimento de manutenção necessário
amarelo: procedimento de manutenção a realizar em breve
vermelho: procedimento de manutenção atual ou expirado
Local: posição do módulo
Módulo: denominação do módulo
Quando: tempo restante até ao momento "Procedimento de
manutenção a realizar atualmente" (= tempo restante do intervalo de
manutenção)
Duração: período entre procedimento de manutenção "atual" e
"expirado".
Quem: o responsável pela realização do procedimento
Intervalo: período do intervalo de manutenção
Pré-aviso: determina o momento "Procedimento de manutenção a
realizar em breve" (relativamente ao intervalo de manutenção)
Referência e tipo de documentação:
Registo existente: a softkey "Informação sobre o procedimento"
chama uma descrição pormenorizada do procedimento de
manutenção.
Nenhum registo: não está disponível qualquer descrição do
procedimento de manutenção.
Um "–" antes do símbolo: o sistema de manutenção está
desativado.
As partes de uma unidade de tempo são indicadas como
fração decimal. Exemplo: 1.5 S = 1 hora e 30 minutos.
HEIDENHAIN CNC PILOT 4290
683
9.3 Sistema de manutenção
Listas especiais "Procedimentos de manutenção"
Chamar listas de acordo com o "Tipo" ou o "Estado" dos procedimentos
de manutenção:
U
Comutar para a barra de softkeys "Tipo/Estado dos
procedimentos"
U
Chamar a lista "Todos os procedimentos de
conservação" ou outra lista especial (ver tabela de
softkeys)
U
Regressar ao sistema de manutenção geral
Chamar a lista dos procedimentos de manutenção
confirmados:
U
Chamar a lista dos "Procedimentos de manutenção
confirmados" ou
Os registos da lista procedimentos confirmados têm os seguintes
significados:
Tipo:
Símbolo: ver a tabela "Tipo dos procedimentos de manutenção"
"+": o procedimento foi confirmado
Procedimento: denominação do procedimento de manutenção
Confirmação – através de: nome da pessoa que confirma
Confirmação – em: data da confirmação
Desde: "Procedimento de manutenção a realizar atualmente" (t2)
Comentário da pessoa que confirma
Softkeys "Tipo de procedimento de
manutenção"
Todos os procedimentos de
conservação
Todos os procedimentos de
manutenção
Todos os procedimentos de
inspeção
Todos os procedimentos de limpeza
Softkeys "Estado dos procedimentos de
manutenção"
Procedimentos de manutenção
iminentes
Procedimentos de manutenção
atuais e expirados
684
9.4 Diagnóstico
9.4 Diagnóstico
Informações e visualizações
Chamada do diagnóstico:
U
Selecionar "Diag(nóstico)" no modo de funcionamento "Manutenção
de assistência"
U Voltar ao modo de funcionamento "Assistência"
Em "Diagnóstico" são disponibilizadas as funções de informação, de
teste e de controlo para a ajuda na procura de erros.
Opção de menu "Info": pode consultar informações sobre os
módulos de software utilizados.
A partir da versão de software 625 952-02:
Se estiver realçado, também é apresentada uma informação para
dados OEM.
Grupo de menus "Mostrar"
Memória: está reservada para o pessoal de assistência
Variáveis: mostra a "Dump de variáveis" (conteúdo momentâneo de
aprox. 500 variáveis V).
"---": a variável não foi iniciada
"???": a variável não está disponível
Entradas/saídas: mostra o estado momentâneo de todas as
entradas/saídas.
16 Entradas/saídas: na caixa de diálogo "Selec. E/S's para mostrar",
selecione até 16 entradas/saídas. Depois de se fechar a caixa de
diálogo, o CNC PILOT mostra o estado destas entradas/saídas. São
imediatamente mostradas todas as alterações de estado.
Saída da função "Mostrar": "tecla ESC"
Memória cíclica: está reservada para o pessoal de assistência
Variáveis cíclicas: selecione uma variável V. O CNC PILOT mostra
o valor. São imediatamente mostradas todas as alterações dos
valores.
Entradas/saídas cíclicas: selecione uma posição de E/S. O CNC
PILOT mostra o estado. São imediatamente mostradas todas as
alterações de estado.
As visualizações cíclicas sobrepõem-se a uma parte da
janela da máquina. As visualizações cíclicas são
terminadas com o item de menu "Mostrar > Parar as
visualizações cíclicas" ou com a softkey "Parar as
visualizações cíclicas".
HEIDENHAIN CNC PILOT 4290
685
9.4 Diagnóstico
Ficheiros de registo, ajustes da rede
Grupo de menus "Ficheiros de registo": erros, ocorrências do
sistema e troca de dados entre os diversos componentes do sistema
são registados em ficheiros de registo.
Mostrar o ficheiro de registo do erro: mostra a mensagem mais
recente. Com "Página seguinte/Página anterior" visualizam-se outros
registos.
Guardar ficheiro de registo do erro: cria uma cópia do ficheiro de
registo do erro (nome do ficheiro: error.log; diretório: Para_Usr). Os
ficheiros "error.log" existentes são sobrescritos.
Guardar Ipo-Trace: guarda informações sobre as últimas funções
do interpolador (nomes dos ficheiros: IPOMakro.cxx,
IPOBewbe.cxx, IPOAxCMD.cxx – xx: 00..99; diretório: Data).
Grupo de menus "Remoto": as "Funções remotas" suportam o
diagnóstico remoto. Informações sobre este ponto podem ser
obtidas junto do fornecedor da máquina.
Grupo de menus "Controlos"
Hardware – Informação do sistema: são apresentadas
informações sobre os componentes de hardware utilizados.
Opções: é apresentado um resumo das opções disponíveis e
instaladas do CNC PILOT.
Rede – Ajustes: esta opção de menu chama a caixa de diálogo
"Rede" do WINDOWS. O CNC PILOT é registado como "Client for
Microsoft Networks". Os pormenores da instalação e configuração
de redes podem ser consultados nos respetivos documentos ou na
ajuda online do WINDOWS.
Rede – Palavra-passe de ativação (esta função está disponível
apenas em sistemas que se baseiam no Windows 98): o utilizador
aplica palavras-passe separadas ao acesso de leitura e de escrita. No
entanto, as palavras-passe aplicam-se a todos os "Diretórios
ativados" (ver "Ativações, tipos de ficheiros" na página 698).
Na caixa de diálogo "Palavra-passe de ativação", os "Nomes de
ativação" listados são para sua informação. As introduções só são
possíveis nos campos "Ler palavra-passe e escrever palavra-passe".
A introdução é efetuada de forma "oculta".
Opções de menu "Osci(loscópio), An(alisador) lógico": reservadas
para o pessoal de assistência
686
9.4 Diagnóstico
Update de software
Com um update de software, a HEIDENHAIN fornece-lhe novas
funções do sistema ou correções de erros.
Proceda da seguinte forma para integrar um update de software:
U
Início de sessão na classe de utilizador "administrador
do sistema".
U
Selecionar "Controlos > Update de software >
Atualização do utilizador" no menu de diagnóstico. O
CNC PILOT abre a caixa de diálogo "Update de
software".
U
Nesta caixa de diálogo, o CNC PILOT propõe "Criar
cópia de segurança do software atual". A
HEIDENHAIN recomenda que se execute uma cópia
de segurança. Em "Caminho para ficheiros de
update", introduza o caminho para o computador
associado ou para o suporte de dados conectado.
U
O CNC PILOT executa a cópia de segurança e,
seguidamente, lê os ficheiros de update.
U
Aguarde até que o update de software esteja
concluído e desligue e ligue novamente o CNC
PILOT.
U
Verifique o CNC PILOT.
Na cópia de segurança, o CNC PILOT escreve o software
completo, incluindo parâmetros, dados de meios de
produção, programas NC, etc. no diretório "CNC_Save".
Eventuais cópias de segurança antigas são apagadas.
HEIDENHAIN CNC PILOT 4290
687
688
9.4 Diagnóstico
Transfer
HEIDENHAIN CNC PILOT 4290
689
10.1 O modo de funcionamento Transfer
10.1 O modo de funcionamento
Transfer
O "Transfer" é utilizado para fins de cópia de segurança de dados e
troca de dados com outros sistemas informáticos. Para tal, são
transferidos ficheiros com programas NC (DIN PLUS ou TURN PLUS),
*ficheiros DXF, ficheiros de parâmetros ou ficheiros com informações
para o pessoal de assistência (dados do osciloscópio, ficheiros de
registo, etc.).
O modo de funcionamento Transfer também contém funções de
organização como duplicar, apagar, mudar o nome, etc.
Troca de dados com DataPilot: a HEIDENHAIN disponibiliza, como
complemento ao comando de máquina CNC PILOT, o pacote de
programas para PC DataPilot 4290. O DataPilot possui as mesmas
funções de programação e de teste que o comando. Ou seja, o
utilizador cria os programas TURN PLUS e DIN PLUS no PC, testa-os
através de simulação e transfere-os para o comando da máquina.
Cópia de segurança de dados: a HEIDENHAIN recomenda que, num
PC e em intervalos regulares, seja feita uma cópia de segurança dos
programas criados no CNC PILOT.
Softkeys
Como os parâmetros não são alterados com frequência, a cópia de
segurança é precisa apenas em caso de necessidade (ver "Parâmetros
e meios de produção" na página 704).
Alternar para o modo de
funcionamento Assistência
Sistemas para a cópia de segurança de dados: o programa para PC
DataPilot também é adequado para a cópia de segurança dos
programas NC criados no comando. Em alternativa, pode utilizar as
funções do sistema operativo do seu PC ou de programas disponíveis
no mercado para a cópia de segurança de dados.
Alternar para o modo de
funcionamento Parâmetros
Impressora: em "Organização" pode preparar os programas DIN PLUS
e os dados de parâmetros/meios de produção para a impressão. O
CNC PILOT assume o formato DIN-A4. A saída para uma impressora
é possível a partir do DataPilot.
Os programas TURN PLUS não podem ser impressos.
Os "ficheiros TURN PLUS" são processados apenas pelo
CNC PILOT ou pelo DataPilot. Estes ficheiros não são
"legíveis".
Os "ficheiros de assistência" ajudam na procura de
erros. Por norma, estes ficheiros são transferidos e
avaliados pelo pessoal de assistência.
690
10.1 O modo de funcionamento Transfer
Resumo das funções do modo de funcionamento "Transfer":
Rede: ativa a rede WINDOWS e mostra os ficheiros "mascarados"
do CNC PILOT e do parceiro de comunicação.
Serial: ativa a transferência serial de dados e mostra os ficheiros
"mascarados" do CNC PILOT.
FTP: ativa a rede FTP e mostra os ficheiros "mascarados" do CNC
PILOT e do parceiro de comunicação.
Dispositivos de memória USB: o CNC PILOT suporta dispositivos
de memória de massa USB compatíveis com Windows XP.
Organização: administração dos ficheiros locais.
Conv(ersão) de parâmetros: converter parâmetros/meios de
produção do "formato interno" para o formato ASCII, ou vice-versa;
preparar a cópia de segurança de dados; ler dados guardados.
Ajuste: ajustar parâmetros de rede, FTP, de interfaces seriais ou da
impressora.
Resumo dos processos de transferência
O CNC PILOT utiliza o Windows XPe como sistema operativo. A
comunicação de rede baseia-se em funções do sistema operativo. Por
esta razão, a configuração da rede é efetuada no Windows.
Interfaces: recomenda-se a transmissão de dados via interface
Ethernet. Isto garante uma elevada velocidade de transferência, uma
grande segurança e um comando confortável. A interface USB
oferece igualmente uma transferência de dados confortável e segura,
caso sejam utilizados os dispositivos de memória adequados.
Também é possível uma transferência de dados via interface serial.
Redes WINDOWS (interface Ethernet): permitem integrar o torno
numa rede LAN. O CNC PILOT suporta as redes habituais no
WINDOWS.
Os ficheiros são enviados/recebidos a partir do CNC PILOT.
Outros participantes na rede têm acesso de leitura e de escrita a
"diretórios ativados", independentemente das atividades do CNC
PILOT.
Por norma, o CNC PILOT inicia a sessão na rede durante o
arranque do sistema e permanece "em rede" até que o sistema
seja encerrado.
FTP – File Transfer Protokoll (interface Ethernet): permite integrar
o torno numa rede LAN. Para tal, tem de ser instalado um servidor
de FTP no computador host.
Os ficheiros são enviados/recebidos a partir do CNC PILOT.
O CNC PILOT não tem qualquer funcionalidade de servidor. Ou
seja, outros participantes na rede não têm acesso aos ficheiros do
CNC PILOT.
HEIDENHAIN CNC PILOT 4290
691
10.1 O modo de funcionamento Transfer
Interfaces USB: o CNC PILOT está preparado para a ligação de
dispositivos de memória standard com interface USB.
Serial: os ficheiros de programas ou de parâmetros são transferidos
via interface serial – sem protocolo. Certifique-se de que o terminal
remoto tem em consideração os parâmetros de interface definidos
(velocidade de transmissão, comprimento das palavras, etc.).
Impressora: o CNC PILOT não controla diretamente a impressora.
Configure o CNC PILOT de modo a que as saídas de impressão
sejam encaminhadas para um ficheiro (ver "Parâmetros gerais de
comando" na página 605). Os dados podem ser impressos a partir
desse ficheiro.
Dispositivos de memória USB: o CNC PILOT identifica
automaticamente aparelhos USB. Da mesma forma, regista a
remoção de um dispositivo USB. Por norma, os dispositivos de
memória USB são ativados na unidade "D:". Outros aparelhos que não
dispositivos de memória USB podem ser ligados apenas com a
autorização da HEIDENHAIN.
Remova um aparelho USB apenas quando estiver concluída a
transferência de dados para este aparelho.
A HEIDENHAIN recomenda que se liguem ou removam
dispositivos USB com o comando em funcionamento.
Como o primeiro início de sessão de um aparelho USB
exige muito do computador, deve ligar um novo
aparelho apenas com a máquina no modo de repouso.
Em determinadas circunstâncias, p. ex. com grandes
comprimentos de cabo entre a consola e o computador
principal, pode acontecer que um aparelho USB não seja
lido/descrito corretamente. Em tais casos, utilize outro
aparelho USB ou ligue o aparelho USB diretamente ao
comando.
692
10.1 O modo de funcionamento Transfer
Configurar a rede Windows
A HEIDENHAIN recomenda que a configuração de redes
Windows seja realizada por pessoal autorizado do
fornecedor da máquina.
Configurar rede
A partir da versão de software 625 952-04:
A configuração da rede e a alteração de ajustes são efetuadas no
diálogo do Windows. Ative o diálogo do seguinte modo:
U
"Diagnóstico > Controlos > Rede > Ajustes"
Ativar/desativar rede
A partir da versão de software 625 952-04:
O CNC PILOT ativa ou desativa a rede ao selecionar as seguintes
opções de menu:
U
U
U
"Diagnóstico > Controlos > Rede > ..."
„... > Rede ligada": a rede é ativada
„... > Rede desligada": a rede é desativada
Início de sessão como utilizador do Windows
Para todos os outros ajustes, por exemplo, alterações do nome do
computador, é necessário o início de sessão, abaixo explicado, como
utilizador do Windows.
A configuração da rede é efetuada no Windows. Durante o arranque
do sistema, o Windows é iniciado com o utilizador do Windows
"CNCUser", embora permaneça em segundo plano. Adicionalmente, é
iniciado o software do comando. Tanto a "tecla Windows" como as
combinações de teclas Windows "Alt+Tab" e "Ctrl+Esc" não têm
qualquer função.
Para ativar as combinações de teclas Windows, é necessário um início
de sessão como SERVICE KEYBOARD (modo de funcionamento
Assistência/Início de sessão). O utilizador "SERVICE KEYBOARD"
pode ser encontrado na lista de nomes expandida durante o início de
sessão.
Início de sessão na classe de "Service Keyboard".
U
U
U
U
Selecionar "Início de Ses." no modo de funcionamento Assistência.
Chamar um utilizador qualquer.
Introduzir "0.37" em vez da palavra-passe. O CNC PILOT comuta
para a lista de nomes expandida.
Selecionar SERVICE KEYBOARD e introduzir a palavra-passe "1306".
HEIDENHAIN CNC PILOT 4290
693
10.1 O modo de funcionamento Transfer
Chamar a Security Window (janela de segurança):
U
U
U
Premir a combinação de teclas "Ctrl+Alt+DEL". O Windows abre a
"Security Window".
Terminar a sessão do utilizador do Windows ativo com "Log Off".
Inicie a sessão com um nome de utilizador do Windows (por
exemplo, com direitos de configuração de rede).
Caso tenha de reiniciar o sistema operativo, por exemplo, após a
alteração de ajustes do sistema operativo, deve encerrar (shutdown)
primeiro o sistema, desligar o comando e, por fim, reiniciar.
Assim que ativar o Windows, o ecrã do comando deixa
de ser visível. Por esta razão, a HEIDENHAIN
recomenda que o Windows não seja ativado com o
modo automático em funcionamento.
Não utilize o reiniciar automático através do Windows.
Início de sessão do utilizador: a configuração de rede pode ser
realizada, caso tenha iniciado a sessão na classe de utilizador do
Windows correta. Acede-se à classe de utilizador respetiva mediante
a introdução de palavras-passe. Estas palavras-passe do Windows
têm um significado diferente das palavras-passe utilizadas em funções
do comando.
Os utilizadores abaixo já foram configurados pela HEIDENHAIN:
Nome de
utilizador
Grupo de
utilizadores
Palavrapasse
CNCUser
Users
–
Utilizador para a
operação do
comando
CNCExpert
Network
Configuration
Operator
SYS095148
Utilizador para a
configuração de rede
CNCAdmin
Administrators
SYS039428
Administrador
Descrição
O utilizador do Windows "CNCUser" está registado de fábrica no grupo
de trabalho "Workgroup".
Na Ajuda do Windows podem ser consultadas indicações gerais sobre
os grupos de utilizadores do Windows.
694
10.1 O modo de funcionamento Transfer
Alterar o nome do computador
Nome do computador: condição essencial para a alteração do nome
do computador é o início de sessão como "Administrador" no
Windows XP.
U
Selecionar "Network Connections > Advanced >
Network Identification".
U
Introduzir novo nome do computador.
Ajustar o grupo de trabalho ou o domínio
Seleção:
U
Selecionar "Ajuste > Rede" no modo de funcionamento Transfer.
Grupo de trabalho: na caixa de diálogo "Ajuste da rede", ajuste os
seguintes parâmetros que são avaliados com outros computadores
durante a troca de dados:
Diretório de transferência: nome do computador e nome de ativação
(caminho) do diretório com o qual os dados devem ser trocados
Nome de utilizador: nome com que é efetuado o acesso ao diretório
de transferência
Palavra-passe: palavra-passe do utilizador
Grupo de trabalho/domínio: nome do grupo de trabalho em que o
utilizador é conhecido
Domínio: configure, no controlador do domínio, uma conta para o
comando.
Na caixa de diálogo "Ajuste da rede", ajuste os seguintes parâmetros
que são avaliados com outros computadores durante a troca de dados:
Diretório de transferência: nome do computador e nome de ativação
(caminho) do diretório com o qual os dados devem ser trocados
Auto Login no arranque
SIM: o comando inicia a sessão durante o arranque utilizando o
nome de utilizador e a palavra-passe no domínio indicado
NÃO: não é realizado um início de sessão automático durante o
arranque – utilize o diálogo de início de sessão do Windows
Nome de utilizador: nome com que é efetuado o acesso ao diretório
de transferência. O nome de utilizador é utilizado durante o Auto
Login no arranque.
Palavra-passe para o início de sessão na rede
Grupo de trabalho/domínio: nome do domínio
HEIDENHAIN CNC PILOT 4290
695
10.1 O modo de funcionamento Transfer
Configurar a interface serial ou a "impressora"
Configurar a interface serial
U
U
U
Início de sessão como "Administrador do sistema"
Selecionar "Ajuste > Serial" no modo de funcionamento Transfer. O
CNC PILOT abre a caixa de diálogo "Ajuste Serial".
Registar os parâmetros da interface serial.
Ajuste os parâmetros da interface em consonância com o terminal
remoto.
Velocidade de transmissão (em bits por segundo): a velocidade de
transmissão é ajustada de acordo com as condicionantes locais
(comprimento dos cabos, interferências, etc.). Uma velocidade de
transmissão elevada tem a vantagem de transmitir dados com mais
rapidez, no entanto, é mais suscetível a interferências do que uma
velocidade de transmissão baixa.
Comprimento das palavras: selecione entre 7 ou 8 bits por
caráter.
Paridade: se ajustar a paridade par/ímpar, o CNC PILOT
complementa o bit de paridade de modo a que seja transmitido um
número par/ímpar de bits "memorizados" por caráter. A paridade
pode ser verificada no terminal remoto. Se ajustar "sem paridade",
os carateres são transmitidos tal como estão guardados. O bit de
paridade é enviado juntamente com o número de bits ajustado no
comprimento das palavras.
Bits de paragem: selecione entre 1, 1 1/2 e 2 bits de paragem.
Protocolo
Hardware (handshake do hardware): o recetor comunica ao
transmissor, através de "sinais RTS/CTS", que momentaneamente
não pode receber dados. O handshake do hardware assume que
os sinais RTS/CTS estão conectados no cabo de transmissão de
dados.
XON/XOFF (handshake do software): o recetor envia "XOFF", caso
não possa receber dados nesse momento. Com "XON" indica que
pode receber outros dados. O handshake do software não
necessita de "sinais RTS/CTS" no cabo de transmissão.
ON/XOFF (handshake do software): o recetor envia "XON" no
início da transmissão de dados, para comunicar que está pronto a
receber. O recetor envia "XOFF", caso não possa receber dados
nesse momento. Com "XON" indica que pode receber outros
dados. O handshake do software não necessita de "sinais RTS/
CTS" no cabo de transmissão.
Nome do aparelho: COM1/2 identifica a interface V.24/RS-232-C
696
10.1 O modo de funcionamento Transfer
Configurar a "impressora"
U
U
U
Início de sessão como "Administrador do sistema"
Selecionar "Ajuste > Impressora" no modo de funcionamento
Transfer. O CNC PILOT abre a caixa de diálogo "Ajuste Impressora".
Registar "FILE" no campo "nome do aparelho". Os restantes
parâmetros não têm significado.
As saídas de impressão são preparadas e encaminhadas para um
ficheiro "PRINT_xx.txt" (xx: 00..19) no diretório "Data". Tamanho
máximo do ficheiro: 1 MByte.
No que respeita ao DataPilot, também pode ser utilizado o registo
"STD" para uma impressora standard Windows.
Os parâmetros da interface serial são guardados num dos
parâmetros do comando, entre 41 e 47 (dependendo do
ajuste no parâmetro do comando 40).
HEIDENHAIN CNC PILOT 4290
697
10.2 Transferência de dados
10.2 Transferência de dados
Ativações, tipos de ficheiros
Diretórios ativados do CNC PILOT: ver tabela.
É possível um acesso dos participantes na rede a ficheiros dos
diretórios ativados do CNC PILOT. No entanto, por motivos de
segurança, a HEIDENHAIN recomenda a troca de dados pelo
comando, para iniciar.
Relativamente ao acesso aos diretórios ativados aplicam-se as regras
para rede do WINDOWS XP.
Atenção, perigo de colisão!
Outros participantes na rede podem substituir programas
NC do CNC PILOT. Na organização da rede, certifique-se
de que apenas pessoas autorizadas têm acesso ao CNC
PILOT.
O CNC PILOT diferencia os seguintes tipos de ficheiro. A seleção é
efetuada na caixa de diálogo "Máscara dos ficheiros":
Todos os programas NC: programas e subprogramas DIN PLUS
Programas NC principais: programas DIN PLUS principais
Subprogramas NC: subprogramas DIN PLUS
Programas de peritos: subprogramas DIN PLUS especiais
Ficheiros de modelos: modelos de programas DIN PLUS
Listas de cabeçalhos de programas: ficheiros de ajuda para registos
de cabeçalhos de programas
Ficheiros de assitência: ficheiros de assistência no diretório "DATA"
Peças de trabalho TURN PLUS: descrições dos blocos e das peças
prontas
TURN PLUS completo: descrições dos blocos e das peças prontas
e planos de trabalho
Sequência de maq(uinagem) TURN PLUS: sequências de
maquinagens memorizadas
Blocos TURN PLUS: descrições dos blocos
Peças prontas TURN PLUS: descrições das peças prontas
Listas dos rev(ólveres) TURN PLUS: ocupações dos revólveres
memorizadas
Traçados de contornos TURN PLUS: descrição de traçados de
contornos
Ficheiros DXF TURN PLUS: descrições de contornos no formato
DXF
Ficheiros de parâmetros: ficheiros do diretório "PARA_USR"
Backup de parâmetros: ficheiros do diretório "Backup"
698
Diretórios ativados do CNC PILOT
..\NCPS
Programas e subprogramas NC,
ficheiros de modelos
..\PARA_USR Ficheiros de ajuda para registos
de cabeçalhos de programas
Ficheiros de parâmetros e de
meios de produção convertidos
Ficheiro de registo do erro
(guardado)
..\DATA
Ficheiros para o pessoal de
assistência
..\BACKUP
Cópia de segurança de dados
(backup/restore)
Ficheiros TURN PLUS:
..\GTR
Descrições de blocos
..\GTF
Descrições de peças prontas
..\GTW
Descrições de peças de trabalho
..\GTC
Programas completos
..\GTT
Descrições de traçados de
contornos
..\GTL
Listas de revólveres
..\GTB
Sequências de maquinagens
..\DXF
Contornos DXF
10.2 Transferência de dados
Indicações sobre a operação
Conteúdos das janelas:
Janela da esquerda
Transferência de ficheiros: ficheiros específicos
Parâmetros/meios de produção: ficheiros no "formato interno"
Janela da direita
Transferência de ficheiros: ficheiros do parceiro de comunicação
Parâmetros/meios de produção: ficheiros no "formato ASCII"
(diretório "PARA_USR" ou "BACKUP")
Marcar ficheiros: na transmissão de dados e nas funções de
organização, marque o(s) ficheiro(s) que deve(m) ser transferido(s) ou
processado(s). Se não tiver sido marcado qualquer ficheiro, é
processado o ficheiro marcado com o cursor.
Para cada ficheiro: posicionar o cursor.
Premir a softkey ou "+" (tecla mais). O CNC PILOT
marca os ficheiros selecionados.
Premindo novamente, apaga a "marcação".
Com o touchpad: marcar o ficheiro com o botão esquerdo ou direito
do rato.
Clicando novamente, o botão do rato anula uma marcação.
O CNC PILOT marca todos os ficheiros visualizados.
Premindo novamente, apaga as "marcações".
Mascarar ficheiros: o CNC PILOT mostra apenas os ficheiros que
correspondem ao tipo de ficheiro e à máscara.
Premir a softkey. O CNC PILOT abre a caixa de
diálogo "Máscara dos ficheiros".
Ajustar a "Máscara dos ficheiros":
Campo "Tipo de ficheiro": premir a tecla "Continuar" e selecionar o tipo
de ficheiro.
Campo "Ordenar": ordenar os ficheiros "por nome" ou "por data".
Campo "Máscara": introduzir máscara.
HEIDENHAIN CNC PILOT 4290
699
10.2 Transferência de dados
Ajustar "Máscara":
"*": nesta posição podem encontrar-se diferentes sinais.
"?": nesta posição pode encontrar-se um sinal qualquer.
O CNC PILOT
adiciona automaticamente um "*" à máscara introduzida.
mostra o ajuste atual da máscara por baixo da linha do menu.
Posicionar o cursor
Seta para a esquerda/direita: alterna entre a janela da esquerda e a
da direita. Deste modo, o CNC PILOT alterna entre enviar/receber
ficheiros ou fazer cópia de segurança/carregar parâmetros/meios de
produção.
Seta para cima/para baixo; página seguinte/anterior: deslocam o
cursor dentro da lista de ficheiros.
Introduzir carateres/sequência de carateres: o cursor posiciona-se
sobre o ficheiro seguinte que comece com esta sequência de
carateres.
Visualizar ficheiro (possível apenas em ficheiros no formato ASCII)
Posicionar o cursor sobre o programa DIN PLUS, ficheiros de
parâmetros ou de meios de produção.
Premindo ENTER, o CNC PILOT mostra o conteúdo do ficheiro.
Fechar ficheiro: premir novamente ENTER (ou a tecla ESC).
700
10.2 Transferência de dados
Enviar e receber ficheiros
Durante a seleção de "Rede" ou "FTP", é apresentada
uma mensagem de erro após um tempo de espera,
caso o terminal remoto não seja alcançável.
Os dados de parâmetros e meios de produção têm de
ser "convertidos" antes da transferência, e vice-versa
(ver "Parâmetros e meios de produção" na página 704).
Troca de dados com dispositivos de memória USB: registe a
unidade "D:\" como "Diretório de transferência" (caixa de diálogo:
"Ajuste da rede"). Para tal, a interface USB é acionada na troca de
dados via "Rede".
Softkeys
Ajustar o tipo de ficheiro, máscara
Atualizar a lista de ficheiros
Chamar as "Funções de organização"
Enviar ficheiros marcados
Ethernet: "ir buscar" ficheiros
mascarados
Serial: ligar o CNC PILOT pronto a
receber
Marcar ficheiro
Marcar todos os ficheiros
HEIDENHAIN CNC PILOT 4290
701
10.2 Transferência de dados
Transferência baseada na Ethernet
Selecionar "Rede" (ou "FTP") no menu de transferência.
Definir "Máscara", a fim de limitar o número de ficheiros visualizados.
Enviar ficheiros:
Colocar o cursor na janela da esquerda.
Marcar os ficheiros a enviar.
Premir a softkey. O CNC PILOT transfere os ficheiros
marcados para o parceiro de comunicação.
Receber ficheiros:
Colocar o cursor na janela da direita.
Marcar os ficheiros a receber.
Premir a softkey. O CNC PILOT vai "buscar" os
ficheiros marcados ao parceiro de comunicação.
Premir a tecla ESC: voltar ao menu principal de
transferência
Mudar de parceiro de comunicação
Iniciar a sessão do utilizador (classe "Programador NC" ou superior).
Selecionar "Ajuste > Rede" (ou "FTP") no menu de transferência.
Adaptar o registo no "Diretório de transferência" ou em "Endereço/
nome do servidor de FTP" para o novo parceiro de comunicação.
702
10.2 Transferência de dados
Transferência via interface serial
Selecionar "Serial" no menu de transferência.
O CNC PILOT mostra os ficheiros específicos na janela da esquerda e
a interface ajustada na janela da direita.
Definir "Máscara", a fim de limitar o número de ficheiros visualizados.
Enviar ficheiros:
Marcar os ficheiros a enviar.
Premir a softkey. O CNC PILOT envia os ficheiros
marcados através da interface serial.
Receber ficheiros:
Premir a softkey. O CNC PILOT vai para a
disponibilidade de receção e recebe dados que
chegam.
Premir a tecla ESC: voltar ao menu principal de
transferência
Durante a transferência serial, comece primeiro pelo
"recetor" e depois pelo "transmissor".
HEIDENHAIN CNC PILOT 4290
703
10.3 Parâmetros e meios de produção
10.3 Parâmetros e meios de
produção
O CNC PILOT guarda os dados de parâmetros e meios de produção
em "formatos internos". Antes de uma transferência ou de uma cópia
de segurança de dados, os dados são convertidos para o "formato
ASCII". De modo inverso, o CNC PILOT converte os dados de
parâmetros/meios de produção recebidos para o "formato interno" e
integra-os nos ficheiros de parâmetros/meios de produção ativos do
comando.
Durante a conversão para o "formato ASCII", o CNC PILOT arquiva os
dados em diretórios específicos. De modo inverso, durante a
conversão para o "formato interno", o CNC PILOT aguarda os dados
nos mesmos diretórios.
Nos dados de parâmetros e meios de produção, o CNC PILOT
distingue entre:
Troca de dados (fazer cópia de segurança/carregar): transfere
ficheiros individuais ou parâmetros/meios de produção individuais.
Durante a conversão, os dados são arquivados ou aguardados no
diretório "PARA_USR".
Cópia de segurança de dados (Backup/Restore): o CNC PILOT
guarda todos os dados de parâmetros/meios de produção ou
carrega todos os ficheiros de backup existentes. Durante a
conversão, os dados são arquivados ou aguardados no diretório
"BACKUP".
Num segundo passo, transfira os ficheiros gerados pela transferência
ou pela cópia de segurança de dados com as funções de transferência
"normais" para o sistema de destino. De modo inverso, transfira
primeiro os parâmetros/meios de produção a ler ou os ficheiros a
guardar para diretórios do CNC PILOT, antes de iniciar o carregamento
ou a restauração de parâmetros/meios de produção.
O CNC PILOT diferencia os seguintes tipos de dados nos parâmetros
e meios de produção. A seleção é efetuada na caixa de diálogo
"Máscara dos ficheiros":
Todos: todos os parâmetros, meios de produção e listas de palavras
de comprimento fixo
Dados de ferramenta: base de dados de ferramenta
Dados dos dispositivos tensores: base de dados de dispositivos
tensores
Dados de palavras com comprimento fixo: todas as listas de
palavras de comprimento fixo
Dados tecnológicos: base de dados tecnológicos
Dados da máquina: parâmetros da máquina
Dados do comando: parâmetros do comando
Dados de maquinagem: parâmetros de maquinagem
Dados de ajuste: parâmetros de ajuste
Dados PLC: parâmetros PLC
704
10.3 Parâmetros e meios de produção
Enviar parâmetros/meios de produção
Colocar o cursor na janela da esquerda.
Enviar ficheiro completo:
Marcar grupo de parâmetros/meios de produção.
Enviar parâmetros/meios de produção individuais:
Posicionar o cursor sobre o grupo de parâmetros/meios de produção.
Premir a softkey. O CNC PILOT lista todos os
parâmetros/meios de produção deste grupo.
Marcar grupo de parâmetros/meios de produção a converter.
Premir a softkey. O CNC PILOT abre a caixa de
diálogo "Fazer cópia de segurança de parâmetros".
Determinar o nome do ficheiro de backup e ajustar
"com comentário"/"sem comentário".
O CNC PILOT converte os ficheiros marcados ou parâmetros/meios
de produção "individuais"e arquiva-os no diretório "PARA_USR".
Premir a tecla ESC: voltar ao menu principal de
transferência
Softkeys "Enviar parâmetros/meios de
produção"
Selecionar parâmetros/meios de
produção individuais
Converter parâmetros/meios de
produção para o "formato ASCII"
Marcar ficheiro
Marcar todos os ficheiros
Transferir ficheiros de parâmetros/meios de produção gerados para o
sistema de destino.
Fazer cópia de segurança de parâmetros "com/sem comentário":
Sem comentário: o "Transfer" faz uma cópia de segurança
exclusivamente de dados de parâmetros/meios de produção.
Com comentário: o "Transfer" faz uma cópia de segurança dos dados
de parâmetros/meios de produção e gera comentários para
esclarecimento dos dados.
HEIDENHAIN CNC PILOT 4290
705
10.3 Parâmetros e meios de produção
Carregar parâmetros/meios de produção
O CNC PILOT aguarda os dados de parâmetros/meios de produção no
diretório "PARA_USR".
O CNC PILOT reconhece o grupo de parâmetros/meios
de produção com base na extensão. Por essa razão, o
nome do ficheiro pode ser alterado em sistemas
externos – mas não a extensão.
Durante a leitura, o comando verifica se o utilizador está
autorizado a alterar esses parâmetros ou se o modo
Automático está ativo. Se o parâmetro não puder ser
alterado, é ignorado.
Ler parâmetros/meios de produção
Transferir ficheiros de parâmetros/meios de produção para o diretório
"PARA_USR".
Softkeys "Carregar parâmetros/meios de
produção"
Colocar o cursor na janela da direita.
Ajustar o tipo de ficheiro, máscara da
janela da direita
Definir "Máscara", a fim de limitar o número de ficheiros visualizados.
Atualiza a lista de ficheiros na janela
da direita
Marcar os ficheiros a receber.
Chamar as "Funções de organização"
Premir a softkey. O CNC PILOT converte os dados no
"formato interno" e integra-os no comando.
Converter parâmetros/meios de
produção para o "formato interno"
A partir da versão 625 952-05: antes da leitura dos
parâmetros é efetuada uma "pergunta de segurança".
Marcar ficheiro
Marcar todos os ficheiros
Premir a tecla ESC: voltar ao menu principal de
transferência
706
10.3 Parâmetros e meios de produção
Criar/ler cópia de segurança de dados
Criar cópia de segurança de dados (backup): a cópia de segurança
de todos os parâmetros e meios de produção é realizada em dois
passos:
U
Criar ficheiros de backup com "Backup".
U
Transferir ficheiros de backup com as funções de
transferência standard para um sistema externo.
O Backup converte os seguintes dados para o "formato ASCII" e
transfere-os para o diretório "BACKUP":
todos os parâmetros
todos os dados de meios de produção
todas as respetivas listas de palavras de comprimento fixo
Ficheiros do sistema de manutenção
Os ficheiros de backup criados recebem o nome "BACKUP.*" e a
extensão específica do ficheiro de parâmetros/meios de produção. As
listas de palavras de comprimento fixo recebem a designação do
idioma como nome de ficheiro e um "*.FWL" como extensão. O
Backup substitui os ficheiros existentes.
Softkeys "Backup/Restore"
Ajustar ordenação
Backup
Atualizar a lista de ficheiros
Selecionar "Conv(ersão) de parâmetros > Backup/Restore" no menu
de transferência
Iniciar backup
Colocar o cursor na janela da esquerda.
Iniciar restauração
Premir a softkey. O CNC PILOT cria os ficheiros de
backup.
Premir a tecla ESC: voltar ao menu principal de
transferência
HEIDENHAIN CNC PILOT 4290
707
10.3 Parâmetros e meios de produção
Ler cópia de segurança de dados (restore): a leitura de uma cópia
de segurança de dados é realizada em dois passos:
U
Transferir ficheiros de backup com as funções de
transferência standard de um sistema externo para o
diretório "BACKUP".
U
Converter e "integrar" ficheiros de backup com
"Restore".
O Restore lê todos os ficheiros de backup, exceto ficheiros do sistema
de manutenção, do diretório "BACKUP".
Restore
Início de sessão como "Administrador do sistema"
Selecionar "Conv(ersão) de parâmetros > Backup/Restore" no menu
de transferência
Colocar o cursor na janela da direita.
Premir a softkey. O CNC PILOT executa a
restauração.
Premir a tecla ESC: voltar ao menu principal de
transferência
O Restore aguarda um grupo de ficheiros criado pelo
Backup. Recomendação: trate sempre o grupo de
ficheiros criado no Backup como um "bloco".
A restauração dos ficheiros do sistema de manutenção
pode ser realizada apenas pelo pessoal de assistência.
O modo automático não pode ser ativado durante a
restauração.
708
10.3 Parâmetros e meios de produção
Visualizar ficheiros de parâmetros, de meios de
produção ou de backup
Selecionar "Conv(ersão) de parâmetros > Guardar/carregar" (ou ".. >
Backup/Restore") no menu de transferência.
Colocar o cursor na janela da direita e posicionar sobre o ficheiro de
parâmetros ou de meios de produção ou sobre o ficheiro de backup.
Premindo ENTER, o CNC PILOT mostra o conteúdo do ficheiro.
Fechar ficheiro: premir novamente ENTER (ou a tecla ESC).
Premir a tecla ESC: voltar ao menu principal de
transferência
HEIDENHAIN CNC PILOT 4290
709
10.4 Organização de ficheiros
10.4 Organização de ficheiros
Princípios básicos da organização de ficheiros
Com as funções Duplicar, Apagar e Mudar nome, "organize" os
ficheiros de programas NC e de parâmetros. Adicionalmente, está
disponível a função Imprimir para ficheiros em formato ASCII.
As funções de organização devem ser utilizadas para ficheiros
específicos CNC PILOT e, nas condições abaixo, também para
ficheiros do parceiro de comunicação (ficheiros externos):
Processo de transferência "Rede WINDOWS" ou dispositivo de
memória USB
Início de sessão como "Administrador do sistema"
Informações da lista de ficheiros:
Nome do ficheiro e extensão (*.NC = programa; *.NCS =
subprograma; etc.)
Tamanho do ficheiro em bytes (em "[...]")
Atributo
"r/w": ler e escrever permitido (read/write)
"ro": permitido apenas ler (read only)
Data e hora da última alteração
Em programas NC, é ainda visualizada a linha "Desenho" do
cabeçalho do programa.
710
10.4 Organização de ficheiros
Administrar ficheiros
Administrar ficheiros específicos
Selecionar "Org(anização)" no menu de transferência.
Definir "Máscara", a fim de limitar o número de ficheiros visualizados.
Posicionar o cursor sobre o ficheiro de parâmetros/meios de
produção.
Marcar os ficheiros.
Premir Enter. O CNC PILOT mostra o conteúdo do ficheiro.
Premir a softkey. O CNC PILOT apaga os ficheiros
marcados.
Premir a softkey e introduzir o novo nome do ficheiro.
O CNC PILOT muda o nome do ficheiro.
Premir a softkey e introduzir o nome do novo ficheiro.
O CNC PILOT duplica o ficheiro.
Premir a softkey. O CNC PILOT prepara os dados para
impressão e encaminha-os para o ficheiro
"PRINT_xx.txt" (xx: 00..19) no diretório "Data".
HEIDENHAIN CNC PILOT 4290
711
10.4 Organização de ficheiros
Administrar ficheiros específicos e externos
Início de sessão como "Administrador do sistema" (ou superior).
Selecionar "Rede" no menu de transferência
Premir a softkey. O CNC PILOT ativa a "Organização"
para os ficheiros específicos e para os ficheiros do
parceiro de comunicação.
Colocar o cursor na janela da esquerda ou da direita.
Posicionar o cursor sobre o ficheiro de parâmetros/meios de
produção.
Marcar os ficheiros.
Premir Enter. O CNC PILOT mostra o conteúdo do ficheiro.
Premir a softkey. O CNC PILOT apaga os ficheiros
marcados.
Premir a softkey e introduzir o novo nome do ficheiro.
O CNC PILOT muda o nome do ficheiro.
Premir a softkey e introduzir o nome do novo ficheiro.
O CNC PILOT duplica o ficheiro.
Premir a softkey. O CNC PILOT prepara os dados para
impressão e encaminha-os para o ficheiro
"PRINT_xx.txt" (xx: 00..19) no diretório "Data".
Apagar: se não estiverem marcados quaisquer
ficheiros, o ficheiro marcado pelo cursor é apagado.
Mudar nome, duplicar: o ficheiro marcado pelo cursor
é processado.
712
Tabelas e resumos
HEIDENHAIN CNC PILOT 4290
713
11.1 Parâmetros de entalhe e de rosca
11.1 Parâmetros de entalhe e de
rosca
Parâmetros de entalhe DIN 76
O TURN PLUS determina os parâmetros de entalhe da rosca (entalhe
DIN 76) com base no passo de rosca. Os parâmetros de entalhe
cumprem a norma DIN 13 relativa a roscas métricas.
Rosca exterior
Passo de rosca
W
Rosca exterior
Passo de rosca
I
K
R
0,2
0,3
0,7
0,1
I
K
R
W
30°
1,25
2
4,4
0,6
30°
0,25
0,4
0,9
0,12
30°
1,5
2,3
5,2
0,8
30°
0,3
0,5
0,35
0,6
1,05
0,16
30°
1,75
2,6
6,1
1
30°
1,2
0,16
30°
2
3
7
1
30°
0,4
0,7
1,4
0,2
30°
2,5
3,6
8,7
1,2
30°
0,45
0,7
1,6
0,2
30°
3
4,4
10,5
1,6
30°
0,5
0,8
1,75
0,2
30°
3,5
5
12
1,6
30°
0,6
1
2,1
0,4
30°
4
5,7
14
2
30°
0,7
1,1
2,45
0,4
30°
4,5
6,4
16
2
30°
0,75
1,2
2,6
0,4
30°
5
7
17,5
2,5
30°
0,8
1,3
2,8
0,4
30°
5,5
7,7
19
3,2
30°
1
1,6
3,5
0,6
30°
6
8,3
21
3,2
30°
714
I
K
R
0,2
0,1
1,2
0,1
0,25
0,1
1,4
0,12
W
Rosca interior
Passo de rosca
I
K
R
W
30°
1,25
0,5
6,7
0,6
30°
30°
1,5
0,5
7,8
0,8
30°
0,3
0,1
1,6
0,16
30°
1,75
0,5
9,1
1
30°
0,35
0,2
1,9
0,16
30°
2
0,5
10,3
1
30°
0,4
0,2
2,2
0,2
30°
2,5
0,5
13
1,2
30°
0,45
0,2
2,4
0,2
30°
3
0,5
15,2
1,6
30°
0,5
0,3
2,7
0,2
30°
3,5
0,5
17,7
1,6
30°
0,6
0,3
3,3
0,4
30°
4
0,5
20
2
30°
0,7
0,3
3,8
0,4
30°
4,5
0,5
23
2
30°
0,75
0,3
4
0,4
30°
5
0,5
26
2,5
30°
0,8
0,3
4,2
0,4
30°
5,5
0,5
28
3,2
30°
1
0,5
5,2
0,6
30°
6
0,5
30
3,2
30°
11.1 Parâmetros de entalhe e de rosca
Rosca interior
Passo de rosca
Em roscas interiores, o CNC PILOT calcula a profundidade do entalhe
da rosca como se segue:
Profundidade do entalhe = (N + I – K) / 2
Sendo que:
I: profundidade do entalhe (medida do raio)
K: largura do entalhe
R: raio do entalhe
W: ângulo do entalhe
N: diâmetro nominal da rosca
I: a partir da tabela
K: diâmetro nuclear da rosca
HEIDENHAIN CNC PILOT 4290
715
11.1 Parâmetros de entalhe e de rosca
Parâmetros de entalhe DIN 509 E
Diâmetro
I
K
R
W
<=1,6
0,1
0,5
0,1
15°
> 1,6 – 3
0,1
1
0,2
15°
> 3 – 10
0,2
2
0,2
15°
> 10 – 18
0,2
2
0,6
15°
> 18 – 80
0,3
2,5
0,6
15°
> 80
0,4
4
1
15°
Os parâmetros de entalhe são determinados consoante o diâmetro do
cilindro.
Sendo que:
I: profundidade do entalhe
K: largura do entalhe
R: raio do entalhe
W: ângulo do entalhe
Parâmetros de entalhe DIN 509 F
Diâmetro
I
K
R
W
P
A
<=1,6
0,1
0,5
0,1
15°
0,1
8°
> 1,6 – 3
0,1
1
0,2
15°
0,1
8°
> 3 – 10
0,2
2
0,2
15°
0,1
8°
> 10 – 18
0,2
2
0,6
15°
0,1
8°
> 18 – 80
0,3
2,5
0,6
15°
0,2
8°
> 80
0,4
4
1
15°
0,3
8°
Os parâmetros de entalhe são determinados consoante o diâmetro do
cilindro.
Sendo que:
I: profundidade do entalhe
K: largura do entalhe
R: raio do entalhe
W: ângulo do entalhe
P: profundidade transversal
A: ângulo transversal
716
11.1 Parâmetros de entalhe e de rosca
Parâmetros da rosca
O CNC PILOT determina os parâmetros da rosca com base na tabela
abaixo.
Sendo que:
F: passo de rosca. É determinado consoante o tipo de rosca, com
base no diâmetro (ver “Passo de rosca” na página 718), caso seja
assinalado com um "*".
P: profundidade da rosca
R: largura da rosca
A: ângulo do flanco, lado esquerdo
W: ângulo do flanco, lado direito
Cálculo: Kb = 0,26384*F – 0,1*÷ F
Folga da rosca "ac" (consoante o passo de rosca):
Passo de rosca <= 1: ac = 0,15
Passo de rosca <= 2: ac = 0,25
Passo de rosca <= 6: ac = 0,5
Passo de rosca <= 13: ac = 1
Tipo de rosca Q
F
P
R
A
W
–
0,61343*F
F
30°
30°
Q=1 Rosca fina métrica ISO
Exterior
Interior
–
0,54127*F
F
30°
30°
Q=2 Rosca métrica ISO
Exterior
*
0,61343*F
F
30°
30°
Interior
*
0,54127*F
F
30°
30°
Exterior
–
0,61343*F
F
30°
30°
–
0,61343*F
F
30°
30°
Exterior
–
0,5*F+ac
0,633*F
15°
15°
Interior
–
0,5*F+ac
0,633*F
15°
15°
Q=6 Rosca trapezoidal métrica plana
Exterior
–
0,3*F+ac
0,527*F
15°
15°
Interior
–
0,3*F+ac
0,527*F
15°
15°
Q=7 Rosca em dente de serra métrica
Exterior
–
0,86777*F
0,73616*F
3°
30°
Interior
–
0,75*F
F–Kb
30°
3°
Q=8 Rosca redonda cilíndrica
Exterior
*
0,5*F
F
15°
15°
Interior
*
0,5*F
F
15°
15°
Q=9 Rosca Whitworth cilíndrica
Exterior
*
0,64033*F
F
27,5°
27,5°
Interior
*
0,64033*F
F
27,5°
27,5°
Exterior
*
0,640327*F
F
27,5°
27,5°
Q=3 Rosca cónica métrica ISO
Q=4 Rosca fina cónica métrica ISO
Q=5 Rosca trapezoidal métrica ISO
Q=10 Rosca Whitworth cónica
Q=11 Rosca Whitworth para tubagens
Exterior
*
0,640327*F
F
27,5°
27,5°
Interior
*
0,640327*F
F
27,5°
27,5°
–
–
–
–
–
*
0,61343*F
F
30°
30°
Q=12 Rosca não normalizada
Q=13 Rosca grossa UNC US
HEIDENHAIN CNC PILOT 4290
Exterior
717
11.1 Parâmetros de entalhe e de rosca
Tipo de rosca Q
Interior
Q=14 Rosca fina UNF US
Q=15 Rosca extrafina UNEF US
Q=16 Rosca cónica para tubagens NPT US
Q=17 Rosca cónica Dryseal para tubagens NPTF US
Q=18 Rosca cilíndrica para tubagens com lubrificante
NPSC US
Q=19 Rosca cilíndrica para tubagens sem lubrificante
NPFS US
F
P
R
A
W
*
0,54127*F
F
30°
30°
Exterior
*
0,61343*F
F
30°
30°
Interior
*
0,54127*F
F
30°
30°
Exterior
*
0,61343*F
F
30°
30°
Interior
*
0,54127*F
F
30°
30°
Exterior
*
0,8*F
F
30°
30°
Interior
*
0,8*F
F
30°
30°
Exterior
*
0,8*F
F
30°
30°
Interior
*
0,8*F
F
30°
30°
Exterior
*
0,8*F
F
30°
30°
Interior
*
0,8*F
F
30°
30°
Exterior
*
0,8*F
F
30°
30°
Interior
*
0,8*F
F
30°
30°
Passo de rosca
Q = 2 Rosca métrica ISO
Diâmetro
Passo de rosca
Diâmetro
Passo de rosca
Diâmetro
Passo de rosca
1
0,25
6
1
27
3
1,1
0,25
7
1
30
3,5
1,2
0,25
8
1,25
33
3,5
1,4
0,3
9
1,25
36
4
1,6
0,35
10
1,5
39
4
1,8
0,35
11
1,5
42
4,5
2
0,4
12
1,75
45
4,5
2,2
0,45
14
2
48
5
2,5
0,45
16
2
52
5
3
0,5
18
2,5
56
5,5
3,5
0,6
20
2,5
60
5,5
4
0,7
22
2,5
64
6
4,5
0,75
24
3
68
6
5
0,8
718
11.1 Parâmetros de entalhe e de rosca
Q = 8 Rosca redonda cilíndrica
Diâmetro
Passo de rosca
12
2,54
14
3,175
40
4,233
105
6,35
200
6,35
Q = 9 Rosca Whitworth cilíndrica
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
1/4“
6,35
1,27
1 1/4“
31,751
3,629
5/16“
7,938
1,411
1 3/8“
34,926
4,233
3/8“
9,525
1,588
1 1/2“
38,101
4,233
7/16“
11,113
1,814
1 5/8“
41,277
5,08
1/2“
12,7
2,117
1 3/4“
44,452
5,08
5/8“
15,876
2,309
1 7/8“
47,627
5,645
3/4“
19,051
2,54
2“
50,802
5,645
7/8“
22,226
2,822
2 1/4“
57,152
6,35
1“
25,401
3,175
2 1/2“
63,502
6,35
1 1/8“
28,576
3,629
2 3/4“
69,853
7,257
Q = 10 Rosca Whitworth cónica
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
1/16“
7,723
0,907
1 1/2“
47,803
2,309
1/8“
9,728
0,907
2“
59,614
2,309
1/4“
13,157
1,337
2 1/2“
75,184
2,309
3/8“
16,662
1,337
3“
87,884
2,309
1/2“
20,995
1,814
4“
113,03
2,309
3/4“
26,441
1,814
5“
138,43
2,309
1“
33,249
2,309
6“
163,83
2,309
1 1/4“
41,91
2,309
HEIDENHAIN CNC PILOT 4290
719
11.1 Parâmetros de entalhe e de rosca
Q = 11 Rosca Whitworth para tubagens
Denominação da
rosca
Diâmetro
(em mm)
1/8“
9,728
0,907
2“
59,614
2,309
1/4“
13,157
1,337
2 1/4“
65,71
2,309
3/8“
16,662
1,337
2 1/2“
75,184
2,309
1/2“
20,995
1,814
2 3/4“
81,534
2,309
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
5/8“
22,911
1,814
3“
87,884
2,309
3/4“
26,441
1,814
3 1/4“
93,98
2,309
7/8“
30,201
1,814
3 1/2“
100,33
2,309
1“
33,249
2,309
3 3/4“
106,68
2,309
1 1/8“
37,897
2,309
4“
113,03
2,309
1 1/4“
41,91
2,309
4 1/2“
125,73
2,309
1 3/8“
44,323
2,309
5“
138,43
2,309
1 1/2“
47,803
2,309
5 1/2“
151,13
2,309
1 3/4“
53,746
1,814
6“
163,83
2,309
Q = 13 Rosca grossa UNC US
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
0,073“
1,8542
0,396875
7/8“
22,225
2,822222222
0,086“
2,1844
0,453571428
1“
25,4
3,175
0,099“
2,5146
0,529166666
1 1/8“
28,575
3,628571429
0,112“
2,8448
0,635
1 1/4“
31,75
3,628571429
0,125“
3,175
0,635
1 3/8“
34,925
4,233333333
0,138“
3,5052
0,79375
1 1/2“
38,1
4,233333333
0,164“
4,1656
0,79375
1 3/4“
44,45
5,08
0,19“
4,826
1,058333333
2“
50,8
5,644444444
0,216“
5,4864
1,058333333
2 1/4“
57,15
5,644444444
1/4“
6,35
1,27
2 1/2“
63,5
6,35
5/16“
7,9375
1,411111111
2 3/4“
69,85
6,35
3/8“
9,525
1,5875
3“
76,2
6,35
7/16“
11,1125
1,814285714
3 1/4“
82,55
6,35
1/2“
12,7
1,953846154
3 1/2“
88,9
6,35
9/16“
14,2875
2,116666667
3 3/4“
95,25
6,35
5/8“
15,875
2,309090909
4“
101,6
6,35
3/4“
19,05
2,54
720
11.1 Parâmetros de entalhe e de rosca
Q = 14 Rosca fina UNF US
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
0,06“
1,524
0,3175
3/8“
9,525
1,058333333
0,073“
1,8542
0,352777777
7/16“
11,1125
1,27
0,086“
2,1844
0,396875
1/2“
12,7
1,27
0,099“
2,5146
0,453571428
9/16“
14,2875
1,411111111
0,112“
2,8448
0,529166666
5/8“
15,875
1,411111111
0,125“
3,175
0,577272727
3/4“
19,05
1,5875
0,138“
3,5052
0,635
7/8“
22,225
1,814285714
0,164“
4,1656
0,705555555
1“
25,4
1,814285714
0,19“
4,826
0,79375
1 1/8“
28,575
2,116666667
0,216“
5,4864
0,907142857
1 1/4“
31,75
2,116666667
1/4“
6,35
0,907142857
1 3/8“
34,925
2,116666667
5/16“
7,9375
1,058333333
1 1/2“
38,1
2,116666667
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Q = 15 Rosca extrafina UNEF US
Denominação da
rosca
Diâmetro
(em mm)
0,216“
5,4864
0,79375
1 1/16“
26,9875
1,411111111
1/4“
6,35
0,79375
1 1/8“
28,575
1,411111111
5/16“
7,9375
0,79375
1 3/16“
30,1625
1,411111111
3/8“
9,525
0,79375
1 1/4“
31,75
1,411111111
7/16“
11,1125
0,907142857
1 5/16“
33,3375
1,411111111
1/2“
12,7
0,907142857
1 3/8“
34,925
1,411111111
9/16“
14,2875
1,058333333
1 7/16“
36,5125
1,411111111
5/8“
15,875
1,058333333
1 1/2“
38,1
1,411111111
11/16“
17,4625
1,058333333
1 9/16“
39,6875
1,411111111
3/4“
19,05
1,27
1 5/8“
41,275
1,411111111
13/16“
20,6375
1,27
1 11/16“
42,8625
1,411111111
7/8“
22,225
1,27
1 3/4“
44,45
1,5875
2“
50,8
1,5875
15/16“
23,8125
1,27
1“
25,4
1,27
HEIDENHAIN CNC PILOT 4290
721
11.1 Parâmetros de entalhe e de rosca
Q = 16 Rosca cónica para tubagens NPT US
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
1/16“
7,938
0,94074074
3 1/2“
101,6
3,175
1/8“
10,287
0,94074074
4“
114,3
3,175
1/4“
13,716
1,411111111
5“
141,3
3,175
3/8“
17,145
1,411111111
6“
168,275
3,175
1/2“
21,336
1,814285714
8“
219,075
3,175
3/4“
26,67
1,814285714
10“
273,05
3,175
1“
33,401
2,208695652
12“
323,85
3,175
1 1/4“
42,164
2,208695652
14“
355,6
3,175
1 1/2“
48,26
2,208695652
16“
406,4
3,175
2“
60,325
2,208695652
18“
457,2
3,175
2 1/2“
73,025
3,175
20“
508
3,175
3“
88,9
3,175
24“
609,6
3,175
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Q = 17 Rosca cónica Dryseal para tubagens NPTF US
Denominação da
rosca
Diâmetro
(em mm)
1/16“
7,938
0,94074074
1“
33,401
2,208695652
1/8“
10,287
0,94074074
1 1/4“
42,164
2,208695652
1/4“
13,716
1,411111111
1 1/2“
48,26
2,208695652
3/8“
17,145
1,411111111
2“
60,325
2,208695652
1/2“
21,336
1,814285714
2 1/2“
73,025
3,175
3/4“
26,67
1,814285714
3“
88,9
3,175
722
11.1 Parâmetros de entalhe e de rosca
Q = 18 Rosca cilíndrica para tubagens com lubrificante NPSC US
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
1/8“
10,287
0,94074074
1 1/2“
48,26
2,208695652
1/4“
13,716
1,411111111
2“
60,325
2,208695652
3/8“
17,145
1,411111111
2 1/2“
73,025
3,175
1/2“
21,336
1,814285714
3“
88,9
3,175
3/4“
26,67
1,814285714
3 1/2“
101,6
3,175
1“
33,401
2,208695652
4“
114,3
3,175
1 1/4“
42,164
2,208695652
Q = 19 Rosca cilíndrica para tubagens sem lubrificante NPFS US
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
Denominação da
rosca
Diâmetro
(em mm)
Passo de rosca
1/16“
7,938
0,94074074
1/2“
21,336
1,814285714
1/8“
10,287
0,94074074
3/4“
26,67
1,814285714
1/4“
13,716
1,411111111
1“
33,401
2,208695652
3/8“
17,145
1,411111111
HEIDENHAIN CNC PILOT 4290
723
11.2 Ocupação de conectores e cabos de ligação para interfaces de dados
11.2 Ocupação de conectores e
cabos de ligação para interfaces
de dados
Interface V.24/RS-232-C aparelhos HEIDENHAIN
A interface cumpre a norma EN 50 178 "Desconexão
segura da rede".
Certifique-se de que os PINOS 6 e 8 do cabo de ligação
274 545 estão ligados em ponte.
Em caso de utilização do bloco adaptador de 25 polos:
CNC PILOT
VB 365 725-xx
Pino
Tomada Cor
Ocupação
Bloco adaptador
VB 274 545-xx
310 085-01
Tomada Pino
Tomada Pino
Cor
Tomada
1
não ocupado
1
1
1
1
1
2
RXD
2
amarelo
3
3
3
3
amarelo
2
3
TXD
3
verde
2
2
2
2
verde
3
4
DTR
4
castanho
20
20
20
20
castanho
8
5
Sinal GND
5
vermelho
7
7
7
7
vermelho
7
6
DSR
6
azul
6
6
6
6
7
RTS
7
cinzento
4
4
4
4
cinzento
5
8
CTR
8
rosa
5
5
5
5
rosa
4
8
violeta
20
Blindagem
exterior
Carc.
Carc.
Carc.
Carc.
Blindagem
exterior
Carc.
9
não ocupado
9
Carc.
Blindagem
exterior
Carc.
724
1
6
Bloco adaptador
363 987-02
Tomada Pino
CNC PILOT
VB 355 484-xx
Pino
Ocupação
Tomada Cor
1
não ocupado
1
vermelho
1
1
2
RXD
2
amarelo
2
2
3
TXD
3
branco
3
3
4
DTR
4
castanho
4
4
5
Sinal GND
5
preto
5
5
5
5
preto
5
6
DSR
6
violeta
6
6
6
6
violeta
4
7
RTS
7
cinzento
7
7
7
7
cinzento
8
8
CTR
8
branco/verde
8
8
8
8
branco/verde
7
9
não ocupado
9
verde
9
9
9
9
verde
9
Carc.
Blindagem
exterior
Carc.
Blindagem
exterior
Carc.
Carc.
Carc.
Carc.
Blindagem
exterior
Carc.
Pino
VB 366 964-xx
Tomada Cor
Tomada
1
1
vermelho
1
2
2
amarelo
3
3
3
branco
2
4
4
castanho
6
Aparelhos de outras marcas
A ocupação das fichas num aparelho de outra marca pode ser muito
diferente da de um aparelho HEIDENHAIN,
uma vez que depende do aparelho e do tipo de transmissão. Consulte
a tabela abaixo para saber qual a ocupação das fichas do bloco
adaptador.
Bloco adaptador 363
987-02
Tomada
Pino
VB 366 964-xx
Tomada Cor
Tomada
1
1
1
vermelho
1
2
2
2
amarelo
3
3
3
3
branco
2
4
4
4
castanho
6
5
5
5
preto
5
6
6
6
violeta
4
7
7
7
cinzento
8
8
8
8
branco/verde
7
9
9
9
verde
9
Carc.
Carc.
Carc.
Blindagem
exterior
Carc.
HEIDENHAIN CNC PILOT 4290
725
11.2 Ocupação de conectores e cabos de ligação para interfaces de dados
Em caso de utilização do bloco adaptador de 9 polos:
11.2 Ocupação de conectores e cabos de ligação para interfaces de dados
Interface V.11/RS-422
Aparelhos de outras marcas são ligados apenas à interface V.11.
A interface cumpre a norma EN 50 178 "Desconexão
segura da rede".
A ocupação da ficha X28 (computador principal) é
idêntica à do bloco adaptador.
CNC PILOT
Tomada
Ocupação
VB 355 484-xx
Pino
Cor
1
RTS
1
vermelho
1
1
1
2
DTR
2
amarelo
2
2
2
3
RXD
3
branco
3
3
3
4
TXD
4
castanho
4
4
4
5
Sinal GND
5
preto
5
5
5
6
CTS
6
violeta
6
6
6
7
DSR
7
cinzento
7
7
7
8
RXD
8
branco/verde
8
8
8
Tomada
Bloco adaptador 363 987-02
Pino
Tomada
9
TXD
9
verde
9
9
9
Carc.
Blindagem exterior
Carc.
Blindagem exterior
Carc.
Carc.
Carc.
Interface Ethernet Conector RJ45
Comprimento máximo do cabo:
Não blindado: 100 m
Blindado: 400 m
Pino
Sinal
Descrição
1
TX+
Transmitir dados
2
TX–
Transmitir dados
3
REC+
Receber dados
4
livre
5
livre
6
REC–
7
livre
8
livre
726
Receber dados
11.3 Informação técnica
11.3 Informação técnica
Dados técnicos
CNC PILOT 4290 – Dados técnicos
Versão de base
Comando numérico com regulação de motor integrada e conversor
integrado
2 eixos regulados X1 e Z1 no carro 1
1 mandril regulado
Ampliável
Até um máximo de 10 circuitos de regulação
no máximo 6 carros
no máximo 4 mandris
no máximo 2 eixos C
Componentes
Computador principal MC 420 ou MC 422C
Unidade controladora CC 422 ou CC424
Consola
Ecrã plano a cores TFT com softkeys, 15 polegadas
Memória de programas
Disco rígido
Precisão de introdução e resolução
Eixos lineares: 0,001 mm
Eixo B e C: 0,001 °
Interpolação
Reta: em 2 eixos principais, opcional em 3 eixos principais (máximo
±10 m)
Círculo: em 2 eixos (raio de círculo máximo 100 m)
Eixo C: interpolação dos eixos lineares X e Z com o eixo C
Linha helicoidal: sobreposição de trajetória circular e reta
Look ahead: cálculo previsional do perfil da velocidade de trajetória
tendo em consideração até 20 blocos
Avanço
Introdução em mm/min. ou mm/rotação
Velocidade de corte constante
Avanço com quebra de aparas
Interfaces de dados
uma V.24 / RS-232-C e V.11 / RS-422 máx. 38,4 kBaud
interface Ethernet 100 Base T (aprox. 2 a 5 MBaud, dependendo do
tipo de ficheiro e do aproveitamento de rede)
interface USB 1.1 para ligação de aparelhos de ponteiros (rato) e
aparelhos em bloco (unidades de memória, discos rígidos, unidades
de CD-ROM)
Temperatura ambiente
Operação: entre 0 °C e +45 °C
Armazenagem: entre –30 °C e +70 °C
HEIDENHAIN CNC PILOT 4290
727
11.3 Informação técnica
Acessórios
CNC PILOT 4290 – Acessórios
DataPilot
Software de PC para a programação e formação relativas ao comando
do torno CNC PILOT 4290:
Programação e teste ao programa
Gestão do programa
Gestão dos dados de meios de produção
Cópia de segurança de dados
Formação
Volante eletrónico
Volante portátil HR 410
Funções do utilizador
Funções standard
CNC PILOT 4290
Editor DIN
Programação segundo a norma DIN 66025
DIN PLUS
Informações de ajuste sobre bloco, material, ferramentas,
dispositivos tensores
Conjunto expandido de instruções (IF...THEN...ELSE; WHILE...;
SWITCH...CASE)
Introdução guiada e imagens de ajuda para cada função de
programação
Subprogramas e programação de variáveis
Gráfico de controlo para o bloco e a peça pronta
Programação paralela
Simulação paralela
Nome alfanumérico do programa
Ciclos para a descrição do contorno
Formas standard de bloco
Recessos
Entalhes
Rosca
Padrão de perfuração para a superfície frontal e lateral, ou o plano XY
e ZY
Padrão de figura para a superfície frontal e lateral, ou o plano XY e ZY
728
CNC PILOT 4290
Ciclos de maquinagem
Ciclos longitudinais e transversais de remoção de aparas
Ciclos radiais e axiais de puncionamento
Ciclo radial e axial de torneamento de punção
Ciclos de entalhe
Ciclo de corte
Ciclos radiais e axiais de roscagem (rosca de múltiplas entradas,
encadeada, rosca cónica, passo variável)
Ciclos radiais e axiais (eixo C e eixo Y) de furação, de perfuração de
furo em profundidade e de perfuração de rosca (com/sem mandril
compensador)
Fresagem radial e axial (eixo C e eixo Y) de contorno e de caixa
Fresagem de superfície, fresagem poligonal, radial e axial (eixo Y)
TURN PLUS (opção 1)
O TURN PLUS contém:
a programação gráfica
a programação gráfica interativa do processo com geração de
programas DIN PLUS
a geração automática de programas DIN PLUS com geração de
programas DIN PLUS
O TURN PLUS é utilizado para:
maquinagem de torneamento
maquinagem do eixo C (opção 1.1)
maquinagem do eixo Y
maquinagem completa (opção 1.2)
TURN PLUS – Programação gráfica
Descrição geométrica da peça para bloco e peça pronta, incluindo a
descrição do padrão de perfuração e dos contornos de fresagem para a
maquinagem do eixo C e/ou a maquinagem do eixo Y
Programa gráfico de geometria para o cálculo e a representação de
pontos de contorno também não dimensionados num encadeamento
de qualquer comprimento:
Introdução fácil de elementos de forma normalizados: chanfres,
arredondamentos, entalhes, recessos, roscas, ajustes
Introdução fácil de transformações: deslocar, rodar, refletir,
multiplicar
Se existirem diversas soluções geométricas em coordenadas
calculadas, todas as soluções estão disponíveis para seleção
Maquinagem do eixo C (opção 1.1)
Representação e programação adicionais na vista da superfície frontal
e lateral (plano XC, ZC)
Padrões de perfuração e de figura
Criação de quaisquer contornos de fresagem
Maquinagem do eixo Y
Representação e programação adicionais no plano XY e ZY
Padrões de perfuração e de figura
Criação de quaisquer contornos de fresagem
HEIDENHAIN CNC PILOT 4290
729
11.3 Informação técnica
Funções standard
11.3 Informação técnica
Funções standard
CNC PILOT 4290
Maquinagem completa (opção 1.2)
Descrição da peça de trabalho para as duas fixações
Descrição dos contornos de fresagem e do padrão de perfuração
também para o lado posterior durante a maquinagem do eixo C e/ou
a maquinagem do eixo Y
Importação de DXF (opção)
Ler contornos em formato DXF:
Examinar e selecionar camadas DXF
Aceitar o contorno DXF em TURN PLUS
TURN PLUS – Programação gráfica interativa do
processo
Programação do processo em operações individuais com:
TURN PLUS – Programação automática do
processo
Criação automática de planos de trabalho com:
seleção automática das ferramentas
ocupação automática do revólver
determinação automática dos dados de corte
geração automática do processo de produção em todos os planos de
maquinagem (também para a maquinagem do eixo C (com opção 1.1)
e maquinagem do eixo Y)
limitação automática do corte através de dispositivos tensores
geração automática dos blocos de trabalho para o reaperto com um
programa de peritos específico da máquina (com opção 1.2,
maquinagem completa)
geração automática dos blocos de trabalho para a maquinagem da
parte posterior (com opção 1.2, maquinagem completa)
Geração de programas DIN PLUS
geração automática de programas DIN PLUS (opção)
criação automática de programas NC para a maquinagem de
torneamento, do eixo C, do eixo Y e completa
seleção automática das ferramentas
ocupação automática do revólver
geração automática do processo de produção em todos os planos de
maquinagem
limitação automática do corte através de dispositivos tensores
reaperto automático com um programa de peritos específico da
máquina para a maquinagem da parte posterior
geração automática de blocos de trabalho para o reaperto e para a
segunda fixação
Medir
na máquina (opção 2)
para o ajuste de ferramentas e a medição de peças de trabalho nos
modos de funcionamento "Comando manual" e "Modo automático" com
apalpador digital
em posições de medição externas (opção 3)
Aceitação dos resultados de medição de um dispositivo de medição
externo para o processamento dos dados de medição no "Modo
automático":
16 pontos de medição no máximo
interface de dados: V.24/RS-232-C
protocolo de transmissão de dados: 3964-R
730
? – VGP Programação Geométrica
Simplificada ... 127
/.. Plano omitido ... 343
$.. Identificação do carro ... 343
A
AAG ... 558
Acabamento
DIN PLUS
Avanço de acabamento ... 174
Ciclo G890 ... 241
TURN PLUS
Entalhe ... 548
Maquinagem de contorno
(G890) ... 545
Torneamento de ajuste ... 548
Aceitar a lista de ferramentas
do programa NC ... 74
Aceleração (Slope) G48 ... 204
Administração de ficheiros ... 710
Agente refrigerante
Base de dados tecnológicos ... 672
Instrução de maquinagem TURN
PLUS ... 580
TURN PLUS IAG ... 519
Aguardar o momento G204 ... 321
Ajuda ... 51
Ajudas à operação TURN PLUS
Calculadora ... 474
Deslocar o ponto zero ... 472
Digitalização ... 475
Elementos de contorno não
solucionados ... 467
Mensagens de erro ... 477
Seleções ... 468
Verificar elementos de
contorno ... 476
a
Ajustar
Cabeçalho do programa DIN
PLUS ... 144
Cabeçalho do programa TURN
PLUS ... 413
Funções de ajuste ... 78
Ajustar a data ... 678
Ajustar a hora ... 678
Ajustar a imagem de ajuda (DIN
PLUS) ... 120
HEIDENHAIN CNC PILOT 4290
Ajustar a janela de edição (DIN
PLUS) ... 120
Ajustar a lista de ferramentas
(ajustar máquina) ... 71
Ajustar a tabela de dispositivos
tensores ... 77
Ajustar as dimensões da máquina ... 81
Ajustar o avanço por rotação ... 65
Ajustar o tamanho da letra (DIN
PLUS) ... 120
Ajustes
Acabamento – Torneamento de
ajuste ... 548
Calcular (calculadora TURN
PLUS) ... 474
Corte de medição IAG ... 548
Instrução de maquinagem TURN
PLUS para furos ... 584
Alargador ... 642
Alterar
elementos NC ... 122, 123
Ampliar/reduzir imagem
Simulação ... 390
TURN PLUS ... 574
Análise do ponto de
sincronização ... 407
Anel de segurança (TURN PLUS) ... 433
Ângulo de posição ... 652
Apagar
Apagar atributos de maquinagem
TURN PLUS ... 502
Apagar elementos de contorno
TURN PLUS ... 482
Apagar plano de fixação TURN
PLUS ... 505
elementos NC ... 122
Apagar plano de fixação ... 505
Aparelhos de medição ... 643
Aplicar/anular ponto de referência
(simulação) ... 394
Arco de círculo
DIN PLUS
Contorno de lado frontal/
posterior G102/G103Geo ... 183
Contorno de superfície lateral
G112-/G113-Geo ... 192
Contorno de torneamento G2-,
G3-, G12-, G13Geo ... 157, 159
Lado frontal/posterior G102,
G103 ... 272
Maquinagem de torneamento
G2, G3, G12, G13 ... 202, 203
Superfície lateral G112,
G113 ... 275
TURN PLUS
Contorno básico ... 426
Lado frontal/posterior ... 444
Superfície lateral ... 457
Arco de círculo do contorno de
torneamento G2-/G3-Geo ... 157
Arredondamento
Ciclo DIN PLUS G87 ... 251
Elemento de forma TURN
PLUS ... 428
Ativações
Diretórios ativados ... 698
Palavra-passe de ativação ... 686
Ativar deslocação, comprimentos de
ferramenta G981 ... 326
Atributos
para contornos TURN PLUS ... 490
para elementos de sobreposição
G39-Geo ... 173
Atributos do bloco (TURN PLUS) ... 490
Atualizar valores nominais de posição
G717 ... 321
Atualizar valores nominais G717 ... 321
Autorização de utilização ... 677
Avaliar ocorrências ... 337
731
Index
SYMBOLS
Index
Avanço
Atributo TURN PLUS ... 492
Avanço interrompido G64 ... 205
Avanço por minuto de eixos
rotativos G192 ... 205
constante G94 ... 206
Eixos rotativos G192 ... 205
em comando manual ... 65
por dente Gx93 ... 206
por rotação G95-Geo ... 174
por rotação Gx95 ... 206
Redução do avanço G38-Geo ... 173
Sobreposição de avanço 100%
G908 ... 323
Sobreposição de avanço em modo
automático ... 91
Avanço interrompido G64 ... 205
Avanço por minuto
Comando manual ... 65
Eixos lineares G94 ... 206
Eixos rotativos G192 ... 205
Avanço por rotação G95 ... 206
Avanço principal ... 519
Avanço secundário ... 519, 672
Avisos (simulação) ... 391
B
Barra (TURN PLUS) ... 422
Base de dados tecnológicos ... 671
Batente fixo, deslocação para
G916 ... 304
BLOCO (identificação de secção) ... 151
Blocos NC
Princípios básicos ... 118
Botão OK ... 50
Botões do ecrã ... 49
Broca de espiral ... 642
Broca de placa inclinada ... 642
Broca de roscagem ... 642
Broca Delta ... 642
Broca escalonada ... 642
Byte ... 57
C
Cabeçalho do programa
DIN PLUS ... 144
TURN PLUS ... 413
Cabos de ligação para interfaces de
dados ... 724
Cadeias de medidas de ferramenta
G710 ... 223
732
Caixa de diálogo ... 57
Calculadora (ajuda à operação TURN
PLUS) ... 474
Cálculo do tempo ... 407
Campo de introdução ... 49
Centrador ... 642
Centrar
Ciclo DIN PLUS G72 ... 262
TURN PLUS
Elemento de forma ... 435
Lado frontal/posterior ... 446
Superfície lateral ... 458
Chamada de ferramenta (TURN PLUS
IAG) ... 519
Chamada L ... 344
Chanfre
Ciclo DIN G88 ... 252
Ciclo DIN PLUS G88 ... 252
Elemento de forma TURN
PLUS ... 428
Ciclo de repetição de contorno
G83 ... 247
Ciclos de fresagem
DIN PLUS
Fresagem de caixa Acabamento
G846 ... 292
Fresagem de caixa Desbaste
G845 ... 286
Fresagem de contorno
G840 ... 276
Gravar Superfície frontal
G801 ... 295
Gravar Superfície lateral
G802 ... 296
Tabela de carateres para
Gravar ... 297
TURN PLUS
Fresagem de contorno ... 551
Fresar superfície ... 555
Gravação ... 554
Rebarbar ... 553
Ciclos de perfuração
Programação DIN ... 260
Ciclos de torneamento
Referentes a contornos ... 224
Simples ... 244
Ciclos de torneamento referentes a
contornos ... 224
Círculo completo
DIN PLUS
Lado frontal/posterior G304Geo ... 187
Superfície lateral G314Geo ... 195
TURN PLUS
Lado frontal/posterior ... 448
Superfície lateral ... 460
Comando
Botões do ecrã ... 49
Operações de listas ... 49
Registos de dados ... 49
Seleção de funções ... 49
Seleção de menus ... 49
Seleção do modo de
funcionamento ... 48
Softkeys ... 49
Comando piloto G918 ... 323
Comando T
Princípios básicos ... 128
Trocar ferramenta ... 219
Comandos ... 348
Comandos auxiliares da descrição do
contorno ... 171
Comandos de máquina ... 348
Comandos de maquinagem G
G1 Movimento linear
(fresagem) ... 753
G16 Inclinação do plano de
maquinagem ... 753
G17 Plano XY (lado frontal ou
posterior) ... 753
G18 Plano XZ (maquinagem de
torneamento) ... 753
G701 Marcha rápida em
coordenadas de máquina ... 753
G712 Definir posição de
ferramenta ... 753
Comandos M
Cabeçalho do programa TURN
PLUS ... 413
M97 Função de
sincronização ... 302
M99 Fim do programa com
retorno ... 347
no comando manual ... 66
HEIDENHAIN CNC PILOT 4290
Contorno de peça pronta
Identificação de secção ... 151
Princípios básicos ... 125
TURN PLUS ... 417
Contornos abertos ... 125
Contornos aninhados ... 176
Contornos de torneamento ... 125
Controlar a execução do programa
NC ... 403
Controlar programas de canais
múltiplos ... 406
Controlo da execução do
programa ... 347
Controlo de corte
através da supervisão de erros de
arrasto G917 ... 307
através da supervisão do mandril
G991 ... 308
Valores do controlo de corte
G992 ... 309
Converter e refletir G30 ... 298
Coordenadas
Princípios básicos ... 116
Programação das ... 127
Sistema de coordenadas ... 40
Coordenadas absolutas ... 41
Coordenadas desconhecidas ... 127
Coordenadas incrementais ... 41
Coordenadas polares ... 41
Coordenadas X negativas ... 116
Cópia de segurança de dados
Informação geral ... 56
Modo de funcionamento
Transfer ... 690
Correção
Correção aditiva G149 ... 221
Correção aditiva G149-Geo ... 175
Introduzir valores de correção ... 91
Correção da ferramenta
Correção da ferramenta no modo
automático ... 91
Determinar a correção da
ferramenta ... 84
Correção da lâmina G148 ... 220
Correcções da ferramenta
Programação de variáveis ... 335
Correções aditivas
Correção G149 ... 221
Correção G149-Geo ... 175
visualizar ... 102
Index
Comandos M TURN PLUS ... 519
Comandos NC
Alterar, Apagar ... 122
Princípios básicos ... 118
Comentários
Introdução no menu de
geometria ... 132
Introdução no menu de
maquinagem ... 133
Princípios básicos ... 119
Comparar a lista de ferramentas
com o programa NC ... 73
Compensação do raio da fresa
Princípios básicos ... 43
Programação ... 208
Compensação do raio da lâmina
Princípios básicos ... 43
Programação ... 208
Compilação de programa ... 129
Compilação do programa NC ... 129
Comprimento da lâmina ... 652
Comprimento de saliência ... 652
Comunicação do operador ... 119
Conceito
DIN PLUS ... 114
Configuração
DIN PLUS ... 120
TURN PLUS ... 576
Configuração DIN PLUS
Imagem de ajuda ... 120
Janela de edição ... 120
Tamanho da letra ... 120
Consideração da ponta da ferramenta
direita/esquerda G150/G151 ... 222
Consola da máquina ... 47
Contorno
Ativar/atualizar visualização de
contorno ... 136
Ativar/desativar visualização de
contorno ... 131
Dobrar G121 ... 214
Simulação de contorno ... 393
Contorno auxiliar ... 152
na simulação ... 382
Contorno de bloco
DIN PLUS
Descrição do bloco ... 154
Princípios básicos ... 125
TURN PLUS
Alterar contorno de bloco ... 481
Elementos do contorno ... 422
Introdução do ... 416
Cortar (IAG)
Maquinagem padrão ... 536
Criação de contorno na
simulação ... 126
Criar
blocos NC ... 122
Cursor ... 57
Cursos em marcha rápida
(simulação) ... 386
D
Dados da máquina ... 65
Dados de corte (TURN PLUS
IAG) ... 519
Dados de referência TURN PLUS
Lado frontal e posterior ... 441
Superfície lateral ... 441
DataPilot ... 690
Debug ... 393, 395, 399
Definição do contorno
DIN PLUS
Contornos de eixo C ... 176
Descrição do bloco ... 154
Elementos básicos do contorno
de torneamento ... 155
Elementos de forma do contorno
de torneamento ... 160
Lado frontal/posterior ... 181
Princípios básicos ... 125
Superfície lateral ... 190
TURN PLUS
Contorno de bloco ... 422
Princípios básicos da descrição
de peça de trabalho ... 416
Verificar elementos de
contorno ... 476
Definir o idioma ... 678
Definir o ponto zero
da peça de trabalho ... 79
Definir posição de ferramenta
G712 ... 753
733
Index
Desbaste
DIN PLUS
Desbaste longitudinal
G810 ... 225
Desbaste paralelo ao contorno
G830 ... 231
Desbaste transversal
G820 ... 228
Paralelamente ao contorno com
ferramenta neutra G835 ... 233
TURN PLUS
Desbaste longitudinal
IAG ... 523
Desbaste restante IAG –
longitudinal ... 526
Desbaste restante IAG – paralelo
ao contorno ... 528
Desbaste restante IAG –
transversal ... 527
Desbaste transversal IAG ... 524
Maquinagem de contornos
interiores (ferramenta
neutra) ... 529
Paralelo ao contorno ... 525
Desbaste longitudinal G810 ... 225
Desbaste paralelo ao contorno
DIN PLUS
Ciclo G830 ... 231
com ciclo de ferramenta neutra
G835 ... 233
TURN PLUS Maquinagem
IAG ... 525
Desbaste transversal G820 ... 228
Descrição de parâmetros –
subprogramas ... 345
Designações dos eixos ... 40
Designações dos materiais ... 679
Desligar ... 63
Deslocação do contorno G121 ... 214
Deslocação do ponto zero dependente
de parâmetros G53 ... G55 ... 211
Desvio angular
Desvio angular de C G905 ... 303
Determinar o desvio angular no
movimento sincronizado do
mandril G906 ... 304
Determinar a zona de
proteção ... 80
Determinar posição pré-furada
G840 ... 277
734
Determinar valores de corte (TURN
PLUS) ... 580
Determinar zona de supervisão
G995 ... 317
Diagnóstico ... 685
Diagnóstico remoto ... 686
Diálogos em subprogramas ... 345
Diâmetro de referência
Diâmetro de referência G120 ... 268
Diâmetro de referência G308 ... 176
Digitalização (ajuda à operação TURN
PLUS) ... 475
Dimensões da ferramenta ... 43
DIN PLUS
Editor ... 131
Princípios básicos ... 30
Direção de descrição do
contorno ... 125
Direção de fresagem (DIN PLUS)
Ciclo G840 ... 278
Ciclo G845 ... 286
Ciclo G846 ... 292
Direção de maquinagem do
contorno ... 125
Direção de maquinagem
secundária ... 652
Direção de rotação ... 652
Diretórios ... 698
Dispositivo de tomada ... 643
Dispositivo tensor
Identificação de secção DIN
PLUS ... 150
mostrar G65 ... 320
Ponto de referência ... 320
Dispositivos de memória USB ... 691
Dispositivos tensores
Base de dados de dispositivos
tensores ... 658
Distância
DIN PLUS
com chanfre G88 ... 252
com raio G87 ... 251
Contorno de lado frontal/
posterior G101-Geo ... 182
Contorno de superfície lateral
G111-Geo ... 191
Contorno de torneamento G1Geo ... 155
Lado frontal/posterior
G101 ... 271
Movimento linear G1 ... 201
Superfície lateral G111 ... 274
TURN PLUS
Contorno de
torneamento ... 425
Superfície lateral ... 456
Distância de segurança
Fresagem G147 ... 218
Maquinagem de torneamento
G47 ... 218
Duplicar (TURN PLUS)
Circular ... 473
Linear ... 472
Refletir ... 473
E
Ecrã ... 47
DIN PLUS ... 115
Edição livre (DIN PLUS) ... 124
Edição paralela
DIN PLUS ... 115
Edição paralela (DIN PLUS) ... 121
Editar ... 57
parâmetros ... 597
Eixo B
Princípios básicos ... 34
Eixo C
Contornos para o ... 125
Deslocação do ponto zero
G152 ... 269
Desvio angular de C G905 ... 303
Diâmetro de referência G120 ... 268
padronizar G153 ... 269
Princípios básicos ... 31
selecionar G119 ... 268
Eixo rotativo
Avanço por minuto de eixos
rotativos G192 ... 205
deslocar G15 ... 319
Princípios básicos ... 116
HEIDENHAIN CNC PILOT 4290
Equipar TURN PLUS
Ajustar a lista de ferramentas ... 512
Apagar plano de fixação ... 505
Determinar limite de corte ... 505
Fixar no lado do cabeçote
móvel ... 504
Fixar no lado do mandril ... 504
Princípios básicos ... 503
Reapertar – 1.ª fixação depois da 2.ª
fixação ... 507
Reaperto – Maquinagem
padrão ... 506
Erro de arrasto
limite G975 ... 325
na variável G903 ... 322
sair G718 ... 322
Erro do sistema ... 54
Erro interno ... 54
Especificação de ciclo (TURN PLUS
IAG) ... 520
Ethernet
Interface RJ45 ... 726
Processos de transferência ... 691
Execução de ferramenta esquerda ou
direita ... 652
Exemplo
Maquinagem completa com
contramandril ... 364
Maquinagem completa com um
mandril ... 367
Maquinagens de vários
carros ... 358, 360
Programar ciclo de
maquinagem ... 130
Subprograma com repetições do
contorno ... 369
TURN PLUS ... 590
Extensão ... 57
F
Facear simples G82 ... 245
Ferramenta
Base de dados de
ferramentas ... 638
Representação de ferramentas
(Simulação) ... 382
Visualizar a imagem da
ferramenta ... 641
Ferramenta ativa ... 337
Ferramenta de acabamento ... 642
Ferramenta de botão ... 642
Ferramenta de cópia ... 642
Ferramenta de corte ... 642
Ferramenta de desbaste ... 642
Ferramenta de mandrilagem ... 642
Ferramenta de perfuração NC ... 642
Ferramenta de recesso ... 642
Ferramenta de rosca ... 642
Ferramenta de torneamento de
punção ... 642
Ferramenta gémea ... 128
Ferramenta progressiva ... 643
Ferramentas de fresar ... 643
Ferramentas de furação ... 642
Ferramentas de substituição
Definir a cadeia de
substituição ... 75
Gestão do tempo de vida ... 75
Princípios básicos ... 128
Ferramentas de tornear ... 642
Ferramentas múltiplas
Parâmetros de ferramenta ... 650
Programação de ferramentas ... 128
Ferramentas simples
Ajustar ... 74
Programação ... 148
Ficheiro de registo ... 686
Ficheiro de registo do erro ... 686
735
Index
Eixo Y - Princípios básicos ... 32
Eixos auxiliares ... 116
Eixos lineares e rotativos ... 116
Eixos principais
Disposição ... 40
Princípios básicos ... 116
Eixos secundários ... 116
Elemento de sobreposição (TURN
PLUS)
Arco de círculo ... 438
Cunha ... 438
Integrar elementos de
sobreposição ... 419
Pontão ... 439
Elementos de comando ... 47
Elementos de forma
DIN PLUS ... 160
TURN PLUS ... 428
Elementos do programa DIN ... 118
Encadear medidas de ferramenta
G710 ... 223
Entalhe
DIN PLUS
Ciclo G85 ... 248
Definição com G25–Geo ... 164
DIN 509 E ... 165
DIN 509 F ... 165
DIN 76 ... 166
Forma de H ... 166
Forma de K ... 167
Forma de U ... 164
TURN PLUS
Forma de E ... 429
Forma de F ... 429
Forma de G (DIN 76) ... 429
Forma de H ... 430
Forma de K ... 430
Forma de U ... 430
Entradas e saídas
Comunicação do operador ... 119
Momento das ... 129
Enviar/receber ficheiros ... 701
Equidistante ... 43
Equipar (TURN PLUS) ... 503
Index
Fim
Caixa/ilha G309-Geo ... 176
Identificação de secção ... 152
Fim do programa com reinício ... 347
Final de ciclo G80 ... 244
Folha de serra circular ... 643
Fresa angular ... 643
Fresa de disco ... 643
Fresa de haste ... 643
Fresa de perfuração de ranhuras ... 643
Fresa de roscar ... 643
Fresagem
DIN PLUS
Fresagem de caixa Acabamento
G846 ... 292
Fresagem de caixa Desbaste
G845 ... 286
Fresagem de contorno
G840 ... 276
Princípios básicos ... 125
TURN PLUS
Atributo Fresagem de
contorno ... 497
Atributo Fresar superfície ... 498
Fresagem IAG ... 550
Fresagem de caixa
DIN PLUS
Fresagem de caixa Acabamento
G846 ... 292
Fresagem de caixa Desbaste
G845 ... 286
TURN PLUS
Fresar caixa – Desbaste/
Acabamento IAG ... 555
Profundidade de
fresagem ... 441
Fresagem de contorno
Atributo de maquinagem TURN
PLUS ... 497
Ciclo DIN PLUS G840 ... 276
TURN PLUS IAG ... 551
Fresagem de rosca axial G799 ... 294
Fresar caixas
DIN PLUS
Fim de caixa G309 ... 176
Início de caixa G308 ... 176
736
Fresar superfície
Atributo de maquinagem (TURN
PLUS) ... 498
Funcionamento contínuo (comando
manual) ... 67
Funções de assistência ... 677
Funções de comando manual ... 64
Funções G
maquinagem de torneamento
manual ... 67
funções G auto-retentoras ... 127
Funções G de maquinagem
Ciclo de rosca G31 ... 254
G0 Marcha rápida ... 199
G1 Movimento linear ... 201
G100 Marcha rápida no lado frontal/
posterior ... 270
G101 Linear no lado frontal/
posterior ... 271
G102 Arco de círculo no lado frontal/
posterior ... 272
G103 Arco de círculo no lado frontal/
posterior ... 272
G110 Marcha rápida na superfície
lateral ... 273
G111 Linear na superfície
lateral ... 274
G112 Superfície lateral
circular ... 275
G113 Superfície lateral
circular ... 275
G119 Selecionar eixo C ... 268
G12 Movimento circular ... 203
G120 Diâmetro de referência ... 268
G121 Dobrar contorno ... 214
G13 Movimento circular ... 203
G14 Ponto de troca de
ferramenta ... 199
G147 Distância de segurança
(fresagem) ... 218
G148 Troca da correção da
lâmina ... 220
G149 Correção aditiva ... 221
G15 Deslocar eixo rotativo ... 319
G150 Consideração da ponta da
ferramenta direita ... 222
G151 Consideração da ponta da
ferramenta esquerda ... 222
G152 Deslocação do ponto zero do
eixo C ... 269
G153 Padronizar o eixo C ... 269
G162 Definir marca de
sincronização ... 301
G192 Avanço por minuto de eixos
rotativos ... 205
G2 Movimento circular ... 202
G204 Aguardar o momento ... 321
G26 Limite de rotações ... 204
G3 Movimento circular ... 202
G30 Converter e refletir ... 298
G32 Ciclo de rosca simples ... 256
G33 Curso individual de rosca ... 258
G36 Roscagem ... 264
G4 Tempo de espera ... 318
G40 Desligar CRL/CRF ... 209
G41 Ligar CRL/CRF ... 209
G42 Ligar CRL/CRF ... 209
G47 Distância de segurança ... 218
G48 Aceleração (Slope) ... 204
G50 Desligar medida
excedente ... 216
G51 Deslocação do ponto
zero ... 211
G53 Deslocação do ponto zero
dependente de parâmetros ... 211
G54 Deslocação do ponto zero
dependente de parâmetros ... 211
G55 Deslocação do ponto zero
dependente de parâmetros ... 211
G56 Deslocação do ponto zero
aditiva ... 212
G57 Medida excedente paralela ao
eixo ... 216
G58 Medida excedente paralela ao
contorno ... 217
G59 Deslocação do ponto zero
absoluta ... 213
G60 Desligar zona de
proteção ... 319
G600 Pré-seleção da
ferramenta ... 753
G62 Sincronização unilateral ... 300
HEIDENHAIN CNC PILOT 4290
G840 Fresagem de contorno ... 276
G845 Fresagem de caixa
Desbaste ... 286
G846 Fresagem de caixa
Acabamento ... 292
G85 Ciclo de entalhe ... 248
G86 Ciclo de recesso simples ... 250
G860 Puncionamento referido ao
contorno ... 235
G866 Ciclo de recesso ... 237
G869 Ciclo de torneamento de
punção ... 238
G87 Distância com raio ... 251
G88 Distância com chanfre ... 252
G890 Acabamento do
contorno ... 241
G9 Paragem exata ... 318
G901 Valores reais na
variável ... 322
G902 Deslocação do ponto zero na
variável ... 322
G903 Erro de arrasto na
variável ... 322
G905 Desvio angular de C ... 303
G906 Determinar o desvio angular
no movimento sincronizado do
mandril ... 304
G907 Supervisão de rotações bloco
a bloco desligada ... 322
G908 Sobreposição de avanço
100% ... 323
G909 Paragem do
interpretador ... 323
G910 Ligar a medição durante o
processo ... 312
G912 Registo de valores reais na
medição durante o
processo ... 312
G913 Desligar a medição durante o
processo ... 312
G914 Desligar a supervisão da
sonda de medição ... 312
G915 Medição pós-processo ... 314
G916 Deslocação para batente
fixo ... 304
G917 Controlo de corte ... 307
G918 Comando piloto ... 323
G919 Override de mandril
100% ... 323
G920 Desativar deslocações do
ponto zero ... 324
G921 Desativar deslocações do
ponto zero, comprimentos de
ferramenta G921 ... 324
G922 Rotações com constante
V ... 327
G93 Avanço por dente ... 206
G930 Supervisão do mandril do
cabeçote móvel ... 326
G933 Atuador de rosca ... 253
G94 Avanço constante ... 206
G940 Número T interno ... 324
G941 Transferir correções de
posição do carregador ... 325
G95 Avanço por rotação ... 206
G96 Velocidade de corte
constante ... 207
G97 Rotações ... 207
G975 Limite de erro de
arrasto ... 325
G98 Mandril com peça de
trabalho ... 299
G980 Ativar deslocações do ponto
zero ... 325
G981 Ativar deslocações do ponto
zero, comprimentos de
ferramenta G921 ... 326
G99 Grupo de peças de
trabalho ... 300
G991 Controlo de corte –
Supervisão do mandril ... 308
G992 Valores do controlo de
corte ... 309
G995 Determinar zona de
supervisão ... 317
G996 Tipo de supervisão de
carga ... 317
737
Index
G63 Início sincronizado de
cursos ... 301
G64 Avanço interrompido ... 205
G65 Dispositivo tensor ... 320
G66 Posição do agregado ... 321
G7 Paragem exata ligada ... 318
G701 Marcha rápida em
coordenadas de máquina ... 200
G702 Guardar/carregar seguimento
de contorno ... 310
G703 Seguimento de
contorno ... 310
G706 Ramificação K por
predefinição ... 311
G71 Ciclo de perfuração ... 260
G710 Cadeias de medidas de
ferramenta ... 223
G717 Atualizar valores
nominais ... 321
G718 Sair do erro de arrasto ... 322
G72 Furação de alargamento,
rebaixamento ... 262
G720 Sincronização do
mandril ... 302
G73 Roscagem ... 263
G74 Ciclo de perfuração de furo em
profundidade ... 265
G799 Fresagem de rosca
axial ... 294
G8 Paragem exata desligada ... 318
G80 Final de ciclo ... 244
G801 Gravar Superfície
frontal ... 295
G802 Gravar Superfície
lateral ... 296
G81 Torneamento longitudinal
simples ... 244
G810 Desbaste longitudinal ... 225
G82 Facear simples ... 245
G820 Desbaste transversal ... 228
G83 Ciclo de repetição de
contorno ... 247
G830 Desbaste paralelo ao
contorno ... 231
G835 Paralelamente ao contorno
com ferramenta neutra ... 233
Index
Funções G Descrição do contorno
G0 Ponto inicial do contorno de
torneamento ... 155
G1 Distância do contorno de
torneamento ... 155
G10 Rugosidade ... 172
G100 Ponto inicial do contorno de
lado frontal/posterior ... 181
G101 Distância do contorno de lado
frontal/posterior ... 182
G102 Arco de círculo do contorno de
lado frontal/posterior ... 183
G103 Arco de círculo do contorno de
lado frontal/posterior ... 183
G10-Geo Rugosidade ... 172
G110 Ponto inicial de contorno de
superfície lateral ... 190
G111 Distância do contorno de
superfície lateral ... 191
G112 Arco de círculo do contorno de
superfície lateral ... 192
G113 Arco de círculo do contorno de
superfície lateral ... 192
G12 Arco de círculo do contorno de
torneamento ... 159
G13 Arco de círculo do contorno de
torneamento ... 159
G149 Correção aditiva ... 175
G2 Arco de círculo do contorno de
torneamento ... 157
G20 Mandril de cilindro/tubo ... 154
G21 Peça fundida ... 154
G22 Recesso (padrão) ... 160
G23 Recesso (geral) ... 161
G24 Rosca com entalhe ... 163
G25 Contorno de entalhe ... 164
G3 Arco de círculo do contorno de
torneamento ... 157
G300 Furo no lado frontal/
posterior ... 184
G301 Ranhura linear no lado frontal/
posterior ... 185
G302 Ranhura circular no lado
frontal/posterior ... 186
G303 Ranhura circular no lado
frontal/posterior ... 186
G304 Círculo completo no lado
frontal/posterior ... 187
G305 Retângulo no lado frontal/
posterior ... 187
G307 Polígono regular no lado
frontal/posterior ... 188
G308 Início de caixa/ilha ... 176
738
G309 Fim de caixa/ilha ... 176
G310 Furo em superfície
lateral ... 193
G311 Ranhura linear em superfície
lateral ... 194
G312 Ranhura circular em superfície
lateral ... 194
G313 Ranhura circular em superfície
lateral ... 194
G314 Círculo completo em
superfície lateral ... 195
G315 Retângulo em superfície
lateral ... 195
G317 Polígono regular em superfície
lateral ... 196
G34 Rosca (padrão) ... 167
G37 Rosca (geral) ... 168
G38 Redução do avanço ... 173
G39 Atributos para elementos de
sobreposição ... 173
G401 Padrão linear no lado frontal/
posterior ... 188
G402 Padrão circular no lado frontal/
posterior ... 189
G411 Padrão linear em superfície
lateral ... 197
G412 Padrão circular em superfície
lateral ... 198
G49 Furo (centrado) ... 170
G52 Medida excedente bloco a
bloco ... 174
G7 Paragem exata ligada ... 172
G8 Paragem exata desligada ... 172
G9 Paragem exata bloco a
bloco ... 172
G95 Avanço por rotação ... 174
Funções matemáticas ... 331
Furação de alargamento G72 ... 262
Furo
DIN PLUS
Furo em superfície lateral
G310 ... 193
Furo no lado frontal/posterior
G300 ... 184
TURN PLUS
Furo individual no lado frontal ou
posterior ... 446
Furo individual (TURN PLUS) ... 446
G
Garra de barras ... 643
geração automática de planos de
trabalho TURN PLUS ... 558
Geração de planos de trabalho TURN
PLUS
AAG ... 558
IAG ... 516
Geração interativa de planos de trabalho
(IAG) ... 516
Gestão de modelos ... 372
Gestão do tempo de vida
Bits de diagnóstico de
ferramenta ... 335
Dados na base de dados de
ferramentas ... 650
Gestão do tempo de vida na base de
dados de ferramentas ... 650
Introduzir dados ... 75
Introduzir parâmetros ... 75
no modo automático ... 92
Gestão do tempo de vida da ferramenta
Introduzir parâmetros ... 75
Gráfico (DIN PLUS) ... 131
Gráfico de controlo (TURN PLUS) ... 574
Gravação
Gravar Superfície frontal
G801 ... 295
Gravar Superfície lateral
G802 ... 296
Tabela de carateres ... 297
Grupo de peças de trabalho G99 ... 300
I
IAG ... 516
Identificação do carro
execução de bloco
condicional ... 343
Princípios básicos ... 119
Identificações das secções de
programa ... 143
IF.. Ramificação de programa ... 339
Ilha (DIN PLUS) ... 176
Imagens de ajuda para chamadas de
subprograma ... 346
Imobilização de ponto ... 65, 66
Importação de DXF ... 480
Impulso omitido ... 343
Inclinação do plano de maquinagem
G16 ... 753
Incremento da numeração de blocos
NC ... 138
J
Janela de gráfico ... 136
Janela de introdução ... 49
Janela de trabalho ... 46
Janela frontal ... 387
Janela lateral ... 387
HEIDENHAIN CNC PILOT 4290
L
Lado frontal
Descrição de contorno ... 181
Maquinagem ... 270
Lâmina principal ... 128
Largura (da ferramenta) ... 652
Ligar ... 60
Ligar (Contornos TURN PLUS) ... 484
Limas rotativas ... 643
Limite de corte
ao equipar (TURN PLUS) ... 503
determinar/alterar (TURN
PLUS) ... 505
Lista de ferramentas
ajustar (TURN PLUS) ... 512
Listas de palavras de comprimento
fixo ... 679
Lupa
Gráfico de controlo TURN
PLUS ... 574
Modo automático (visualização
gráfica) ... 98
Simulação ... 390
M
Mandril
com peça de trabalho G98 ... 299
Estado do mandril ... 103
Override de mandril 100%
G919 ... 323
Rotações do mandril ... 65
Sincronização do mandril
G720 ... 302
Tecla de troca de mandril ... 69
Teclas de mandril ... 68
Mandril de cilindro/tubo G20-Geo ... 154
Maquinagem completa
em DIN PLUS ... 362
Princípios básicos ... 33
TURN PLUS
AAG – Instruções de
maquinagem ... 588
AAG – Sequência de
maquinagem ... 560
Maquinagem da parte posterior
DIN PLUS
Elementos do contorno do lado
frontal/posterior ... 181
Exemplo de maquinagem
completa com
contramandril ... 364
Identificação de secção ... 152
Maquinagem de 4 eixos
Ciclo G810 ... 227
Ciclo G820 ... 230
Maquinagem de conjunto de blocos
(DIN PLUS) ... 141
Maquinagem de contorno (acabamento)
IAG ... 545
Maquinagem de contorno restante
Acabamento restante DIN
PLUS ... 243
TURN PLUS
Acabamento IAG ... 545
Desbaste restante IAG –
longitudinal ... 526
Desbaste restante IAG – paralelo
ao contorno ... 528
Desbaste restante IAG –
transversal ... 527
Maquinagem de contornos interiores
Instruções de maquinagem TURN
PLUS ... 581
TURN PLUS IAG
Desbaste ... (ferramenta
neutra) ... 529
Desbaste restante paralelo ao
contorno ... 528
Maquinagem de contorno
restante ... 545
739
Index
Influenciar a execução do
programa ... 89
Informação técnica ... 727
Informações do limite de quantidade/
tempo das peças (elemento de
visualização) ... 102
Início (rosca) ... 253
Início de caixa/ilha G308-Geo ... 176
INPUT (introdução de variável #) ... 328
INPUTA (introdução de variável
V) ... 330
Inserir (Contorno TURN PLUS) ... 483
Inspetor (ajuda à operação TURN
PLUS) ... 476
Instruções (DIN PLUS) ... 133
Instruções de maquinagem (TURN
PLUS) ... 579
Instruções de maquinagem TURN
PLUS para contornos interiores ... 582
Interface serial ... 696
Interfaces Dados técnicos ... 724
Interfaces de dados ... 724
Interpolação circular ... 117
Interruptor de edição ... 678
Interruptor limite de software
Comando manual ... 64
Deslocação de referência ... 60
Introdução de variáveis # ... 328
Introduções avançadas em parâmetros
de endereço ... 127
Introduções e saídas
Programação ... 328
Introduções/saídas de dados (programa
NC) ... 328
Inverter, Transformações TURN
PLUS ... 489
Index
Maquinagem de furação
DIN PLUS
Ciclo de furação de alargamento,
rebaixamento G72 ... 262
Ciclo de perfuração de furo em
profundidade G74 ... 265
Ciclo de perfuração G71 ... 260
Ciclo de roscagem G36 ... 264
Ciclo de roscagem G73 ... 263
Furo (centrado) G49–Geo ... 170
Princípios básicos ... 125
TURN PLUS
Atributo de maquinagem ... 496
Centrar, rebaixar ... 542
Furação centrada ... 435
Furar, alargar furo, furar em
profundidade ... 543
Furo de superfície lateral ... 458
Pré-perfuração centrada
IAG ... 541
Roscagem ... 544
Maquinagem de puncionamento
DIN PLUS
Ciclo de recesso G866 ... 237
Puncionamento G860 ... 235
TURN PLUS
Puncionamento de contorno
radial/axial IAG ... 531
Puncionamento radial/axial
IAG ... 532
Maquinagem DIN PLUS
Identificação de secção ... 152
Menu de maquinagem ... 133
Maquinagem do lado posterior
DIN PLUS
Exemplo de maquinagem
completa com um
mandril ... 367
TURN PLUS
Condições para a maquinagem
completa ... 588
Sequência de
maquinagem ... 560
Maquinagem ondulada (TURN PLUS)
Equipar ... 503
Princípios básicos ... 585
Maquinagens especiais (IAG) ... 556
Marca de referência ... 39
740
Marcha rápida
em coordenadas de máquina
G701 ... 200
Lado frontal/posterior G100 ... 270
Marcha rápida G0 ... 199
Superfície lateral G110 ... 273
Marcha rápida em coordenadas de
máquina G701 ... 753
Material (base de dados
tecnológicos) ... 671
Material de corte
Base de dados tecnológicos ... 671
Determinar designações ... 679
Medição (simulação) ... 394
Medição de pontos ... 394
Medição do elemento
(simulação) ... 394
Medição durante o processo ... 312
Medição pós-processo
Ciclo G915 ... 314
Estado ... 100
Medida de ajuste ... 652
Medida excedente
Atributo TURN PLUS ... 491
bloco a bloco G95-Geo ... 174
Desligar G50 ... 216
Paralela ao contorno (equidistante)
G58 ... 217
Paralela ao eixo G57 ... 216
Medir
Atributo de maquinagem TURN
PLUS ... 494
ferramenta ... 82
Medição durante o processo ... 312
Medição pós-processo ... 314
Medir ferramenta ... 82
Medir ferramenta - raspagem ... 82
Medir ferramenta com ótica de
medição ... 82
Medir ferramenta com sonda de
medição ... 82
Mensagem de erro ... 53
Mensagem de erro (simulação) ... 391
Mensagem do PLC ... 55
Menu desdobrável ... 49
Métrico
Resumo das unidades de
medição ... 42
Sistema de medição em modo
automático ... 85
Sistema de medição no modo de
funcionamento Comando
manual ... 64
Modelo de início ... 372
Modelo estrutural ... 372
Modo automático ... 85
Modo de bloco único
Modo de funcionamento
Automático ... 90
Simulação ... 381
Modo de inspeção ... 93
Modo semi-automático (IAG) ... 516
Modos de funcionamento
Assistência e diagnóstico ... 676
Comando manual ... 64
DIN PLUS ... 114
Modo automático ... 85
Parâmetros ... 596
Resumo ... 35
Seleção do modo de
funcionamento ... 48
Simulação ... 380
Transfer ... 690
TURN PLUS ... 410
Movimento circular
Movimento circular G2/G3 ... 202
Movimento da ferramenta sem
maquinagem ... 199
Movimento linear G1 ... 201
Movimento linear G1 (fresagem) ... 753
Movimento linear G101 ... 271
Movimento linear G111 ... 274
navegar ... 57
Níveis de ampliação ... 37
Numerar
blocos NC ... 138
Número da imagem da
ferramenta ... 652
Número de bloco
Numeração ... 138
Princípios básicos ... 118
Número de identidade
Dispositivo tensor ... 150
Ferramenta ... 145
Número de identidade da
ferramenta ... 652
Número de programa ... 118
O
Ocorrências de impulsos ... 337
Ocupação de conectores para
interfaces de dados ... 724
Opções ... 37
Opções de menu ... 50
Opções, visualização de ... 686
Organização (administração de
ficheiros) ... 710
Organização de ficheiros ... 710
P
Padrão
DIN PLUS
circular em superfície lateral
G412-Geo ... 198
circular no lado frontal/posterior
G402-Geo ... 189
linear em superfície lateral G411Geo ... 197
linear no lado frontal/posterior
G401-Geo ... 188
TURN PLUS
Lado frontal/posterior
circular ... 454
Lado frontal/posterior
linear ... 453
Superfície lateral circular ... 466
Superfície lateral linear ... 465
HEIDENHAIN CNC PILOT 4290
Padrão circular com ranhuras
circulares ... 178
Palavra-passe ... 677
Palavra-passe de ativação (rede) ... 686
Paragem do interpretador G909 ... 323
Paragem exata
Atributo de descrição do contorno
DIN PLUS ... 172
Atributo TURN PLUS ... 500
Comandos de maquinagem DIN
PLUS ... 318
Paragem facultativa
Modo automático ... 90
Paragem opcional
M01 ... 347
Parâmetros
Carregar parâmetros/meios de
produção ... 706
Editar parâmetros de
configuração ... 598
Enviar parâmetros/meios de
produção ... 705
Ler os valores dos parâmetros (DIN
PLUS) ... 332
Parâmetros da máquina para
carros ... 600
Parâmetros da máquina para eixos
C ... 602
Parâmetros da máquina para eixos
lineares ... 603
Parâmetros da máquina para
mandris ... 601
Parâmetros de ajuste ... 611
Parâmetros de comando para a
simulação ... 607
Parâmetros de comando para a
visualização da máquina ... 608
Parâmetros de maquinagem ... 613
Parâmetros gerais da
máquina ... 599
Parâmetros gerais de
comando ... 605
Parâmetros/meios de produção criar cópia de segurança
(backup) ... 707
Parâmetros/meios de produção - ler
cópia de segurança
(restore) ... 707
Transferir parâmetros e meios de
produção ... 704
Visualizar ficheiros de parâmetros,
de meios de produção ou de
backup ... 709
Parâmetros da máquina (MP) ... 599
Parâmetros da rosca ... 717
Parâmetros de ajuste ... 611
Parâmetros de endereço
Princípios básicos ... 119
Programação ... 127
parâmetros de endereço autoretentores ... 127
parâmetros de endereço incrementais
Identificação ... 119
Programação ... 127
Parâmetros de endereço NC ... 119
Parâmetros de entalhe
DIN 509 E ... 716
DIN 509 F ... 716
DIN 76 ... 714
Passo de rosca ... 718
Peça forjada (TURN PLUS) ... 423
Peça fundida
Bloco TURN PLUS ... 423
DIN PLUS bloco G21-Geo ... 154
Perfuração de furo em profundidade
G74 ... 265
Plano de maquinagem inclinado Princípios básicos ... 34
Plano de referência
Plano de referência G308 ... 176
Secção PARTE POSTERIOR ... 152
Secção SUPERFÍCIE
FRONTAL ... 152
Secção SUPERFÍCIE
LATERAL ... 152
Plano omitido
Execução ... 343
Princípios básicos ... 119
Plano XY G17 (lado frontal ou
posterior) ... 753
Plano XZ G18 (maquinagem de
torneamento) ... 753
polegadas
BA Máquina ... 64, 85
Programação ... 117
Polígono
DIN PLUS
Lado frontal/posterior G307Geo ... 188
Superfície lateral G317Geo ... 196
TURN PLUS
Lado frontal/posterior ... 450
Superfície lateral ... 462
741
Index
N
Index
Polígono regular
DIN PLUS
Polígono em superfície lateral
G317 ... 196
Polígono regular no lado frontal/
posterior G307 ... 188
TURN PLUS
Polígono em superfície
lateral ... 462
Polígono no lado frontal ou
posterior ... 450
Ponto de separação
Atributo TURN PLUS ... 501
Instruções de maquinagem TURN
PLUS ... 585
Ponto de troca de ferramenta
Memorizar o ponto de troca de
ferramenta ... 78
Ponto de troca de ferramenta
G14 ... 199
Ponto inicial do contorno
DIN PLUS
Contorno de torneamento G0Geo ... 155
Lado frontal/posterior G100Geo ... 181
Superfície lateral G110Geo ... 190
visualizar ... 136
TURN PLUS
Contorno básico ... 424
Lado frontal/posterior ... 442
Superfície lateral ... 455
Ponto zero
alterar em TURN PLUS ... 472
Ativar deslocação G980 ... 325
Ativar deslocações, comprimentos
de ferramenta G981 ... 326
Desativar deslocação G920 ... 324
Desativar deslocação,
comprimentos de ferramenta
G921 ... 324
Deslocação absoluta G59 ... 213
Deslocação aditiva G56 ... 212
Deslocação dependente de
parâmetros G53 ... G55 ... 211
Deslocação do eixo C G152 ... 269
Deslocação na simulação ... 385
Deslocação na variável G902 ... 322
Deslocação relativa G51 ... 211
Deslocações, resumo ... 210
Ponto zero da máquina ... 40
Ponto zero da peça de trabalho ... 40
742
Ponto zero da máquina ... 40
Ponto zero da peça de trabalho
Princípios básicos ... 40
Pontos de referência da máquina ... 40
Posição de inclinação do suporte de
ferramenta ... 128
Posição dos contornos de fresagem
DIN PLUS ... 176
Lado frontal/posterior de TURN
PLUS ... 441
Superfície lateral TURN PLUS ... 441
Potenciómetro de override ... 47
Pré-perfuração (IAG) ... 541
Pré-perfuração centrada (IAG) ... 541
Pré-seleção da ferramenta G600 ... 753
PRINT (saída de variável #) ... 329
PRINTA (saída de variável V) ... 330
Processos de transferência ... 691
Procura do bloco inicial ... 88
Programa DIN PLUS estruturado ... 114
Programação
DIN PLUS ... 114
Programação de ferramentas ... 128
Programação de variáveis ... 331
Programação de vários carros
Execução do programa ... 351
Exemplo de ciclo de quatro
eixos ... 360
Exemplo de luneta
acompanhante ... 354
Exemplo de maquinagem de dois
carros ... 356, 358
Exemplo de posicionamento da
luneta ... 352
Resumo ... 349
Programação DIN convencional ... 114
Programação DIN PLUS de comandos
M ... 347
Programar ciclo de maquinagem (DIN
PLUS) ... 130
Prólogo do programa NC ... 131
Puncionamento
DIN PLUS
Ciclo de recesso G866 ... 237
Contorno de recesso (geral)
G23–Geo ... 161
Contorno de recesso (padrão)
G22–Geo ... 160
Puncionamento referido ao
contorno G860 ... 235
simples G86 ... 250
simples G866 ... 237
TURN PLUS
Elemento de forma recesso em
forma de D (vedante) ... 432
Elemento de forma recesso em
forma de F (rotação
livre) ... 433
Elemento de forma recesso em
forma de S (anel de
segurança) ... 433
Elemento de forma recesso
geral ... 432
Puncionamento (IAG) ... 532
R
Raio G87 ... 251
Ramificação
Princípios básicos ... 119
Programação ... 339
Ramificação de programa, IF ... 339
Ramificação de programa,
SWITCH ... 341
Ramificação de programa,
WHILE ... 340
Ranhura
DIN PLUS
Ranhura circular em superfície
lateral G312/G313 ... 194
Ranhura circular no lado frontal/
posterior G302 ... 186
Ranhura linear em superfície
lateral G311 ... 194
Ranhura linear no lado frontal/
posterior G301 ... 185
TURN PLUS
Ranhura circular na superfície
lateral ... 464
Ranhura circular no lado frontal/
posterior ... 452
Ranhura linear na superfície
lateral ... 463
Ranhura linear no lado frontal/
posterior ... 451
HEIDENHAIN CNC PILOT 4290
Registar utilizador ... 677
Reinício do programa NC ... 86
Representação como pista da
lâmina ... 386
Representação de corte
(simulação) ... 393
Representação de vista
(simulação) ... 393
Resolver (TURN PLUS) ... 484
Resumo das identificações de
secção ... 143
Retângulo
DIN PLUS
Lado frontal/posterior G305Geo ... 187
Superfície lateral G315Geo ... 195
TURN PLUS
Lado frontal ou posterior ... 449
Superfície lateral ... 461
RETURN (identificação de
secção) ... 153
Revólver
Identificação da secção
REVÓLVER ... 145
Ocupação do revólver TURN
PLUS ... 579
Programação de ferramentas DIN
PLUS ... 128
Rosca
DIN PLUS
Atuador de rosca G933 ... 253
Ciclo de rosca G31 ... 254
Ciclo de rosca, simples
G32 ... 256
com entalhe G24–Geo ... 163
Curso individual G33 ... 258
Geral G37–Geo ... 168
Padrão G34–Geo ... 167
Roscagem G36 ... 264
TURN PLUS
Atributo de maquinagem ... 494
Elemento de forma ... 434
Maquinagem IAG ... 549
Roscagem
DIN PLUS
Ciclo G36 ... 264
Rosca, referida ao contorno
G73 ... 263
TURN PLUS
Furação centrada ... 435
Lado frontal/posterior ... 446
Roscagem IAG ... 544
Superfície lateral ... 458
Rotação livre
Elemento de forma G23-Geo ... 161
Elemento de forma TURN
PLUS ... 433
Rotações
Limite de rotações Gx26 ... 204
Rotações Gx97 ... 207
Sobreposição de rotações ... 91
Supervisão de rotações bloco a
bloco desligada G907 ... 322
Velocidade de corte constante
Gx96 ... 207
Rotações com constante V G922 ... 327
Rugosidade
Atributo TURN PLUS ... 493
Parâmetros de maquinagem ... 613
Rugosidade G10 ... 172
S
Saída (rosca) ... 253
Saída de variáveis # ... 329
Saídas
Comunicação do operador ... 119
Momento das ... 129
Programação das ... 328
Variável # ... 329
Variável V ... 330
Secções de programa NC ... 114
Seguimento de contorno
Guardar/carregar seguimento de
contorno G702 ... 310
Princípios básicos ... 126
Ramificação K por predefinição
G706 ... 311
Seguimento de contorno
G703 ... 310
743
Index
Ranhura circular
DIN PLUS
Lado frontal/posterior G302/
G303-Geo ... 186
Superfície lateral G312/G313Geo ... 194
em padrões circulares ... 178
TURN PLUS
Lado frontal/posterior ... 452
Superfície lateral ... 464
Ranhura linear
DIN PLUS
Lado frontal/posterior G301Geo ... 185
Superfície lateral G311Geo ... 194
TURN PLUS
Lado frontal/posterior ... 451
Superfície lateral ... 463
Rebaixador cónico ... 642
Rebaixador plano ... 642
Rebaixamento
Ciclo DIN PLUS G72 ... 262
TURN PLUS
Elemento de forma ... 435
Rebaixamento IAG ... 542
Rebaixamento plano (TURN PLUS
IAG) ... 542
Rebarbamento
Ciclo DIN PLUS G840 ... 283
Rebarbar
Atributo de maquinagem TURN
PLUS ... 499
Redes
Ajustes (diagnóstico) ... 686
Configurar ... 693
Resumo ... 691
Redes WINDOWS ... 691
Referências de bloco
Ciclos de maquinagem ... 224
Visualização de contorno ... 126
Refletir
DIN PLUS
Converter e refletir G30 ... 298
Dobrar contorno G121 ... 214
TURN PLUS
Duplicar a secção de contorno
mediante reflexão ... 473
Transformações – Refletir ... 489
Index
Seleção da janela
Ajustar a janela (TURN PLUS) ... 420
Janela de edição (DIN PLUS) ... 120
Simulação ... 388
Troca de janela (TURN PLUS) ... 412
Seleção de ferramenta
Comando manual de troca de
ferramenta ... 66
TURN PLUS ... 579
Seleção de programa ... 86
Selecionar secção da imagem
Simulação ... 390
TURN PLUS ... 574
Sequência de maquinagem AAG
editar ... 561
em geral ... 560
gerir ... 561
Lista das sequências de
maquinagem ... 563
Simulação
Análise do ponto de
sincronização ... 407
Cálculo do tempo ... 407
Conteúdos do ecrã ... 381
Controlar programas de canais
múltiplos ... 406
Criação de contorno na
simulação ... 397
Deslocações do ponto zero ... 385
Erros e avisos ... 391
Gráfico de controlo TURN
PLUS ... 575
Janela frontal ... 387
Janela lateral ... 387
Lupa ... 390
Medição ... 394
O modo de funcionamento .. ... 380
Representação de
ferramentas ... 382
Representação de linhas e de
pista ... 386
Representação do dispositivo
tensor ... 382
Simulação da maquinagem ... 395
Simulação de contorno ... 393
Simulação de movimento ... 399
Vista 3D ... 402
Vista lateral (YZ) ... 387
Visualizar ... 383
744
Simulação da maquinagem ... 395
Simulação de movimento ... 399
Sincronização
Definir marca de sincronização
G162 ... 301
Função de sincronização
M97 ... 302
Início sincronizado de cursos
G63 ... 301
Sincronização, mandril G720 ... 302
unilateral G26 ... 300
Sincronização do carro ... 298
Definir marca de sincronização
G162 ... 301
Informação geral ... 298
Início sincronizado de cursos
G63 ... 301
Programação de vários carros ... 349
Sincronização unilateral G62 ... 300
Sincronização unilateral G62 ... 300
Sistema de informação ... 51
Sistema de manutenção ... 680
Sistemas de manuseamento de peças
de trabalho ... 643
Sobreposição de rosca ... 253
Sub-programa
Identificação de secção ... 153
Princípios básicos ... 129
Subprograma
Chamada ... 344
Subprogramas externos ... 344
Subprogramas NC ... 129
Superfície lateral
Comandos de contorno ... 190
Comandos de maquinagem ... 273
Diâmetro de referência G120 ... 268
Supervisão de carga
Analisar a maquinagem de
referência ... 110
Determinar zona de supervisão
G995 ... 317
Editar valores limite ... 109
Maquinagem de referência ... 107
Parâmetros para ... 111
Princípios básicos ... 105
Produção com ... 108
Programação ... 316
Tipo de supervisão de carga
G996 ... 317
trabalhar com ... 106
Supervisão do limite de quantidade
Gestão do tempo de vida ... 75
Gestão do tempo de vida na base de
dados de ferramentas ... 650
Informações do limite de
quantidade/tempo das peças
(elemento de visualização) ... 102
Predefinição do limite de
quantidade ... 89
Supervisão do mandril do cabeçote
móvel G930 ... 326
Supervisão do tempo de vida da
ferramenta
com supervisão de carga ... 316
SWITCH..CASE – Ramificação de
programa ... 341
T
Tabelas
Parâmetros de entalhe DIN 509
E ... 716
Parâmetros de entalhe DIN 509
F ... 716
Parâmetros de entalhe DIN
76 ... 714
Passo de rosca ... 718
Tecla de troca de carro ... 69
Tecla ESC ... 49
Tecla INS ... 49
Teclado alfanumérico ... 47
Teclado numérico ... 50
Teclas de direção manual ... 68
Teclas de mandril ... 68
Teclas de marcha lenta ... 68
Tempo de espera G4 ... 318
Tipo de ferramenta ... 652
Tipo de montagem ... 652
Tipo de supervisão de carga
G996 ... 317
Tipos de ferramenta, resumo ... 642
Tipos de maquinagem TURN PLUS IAG
Acabamento ... 545
Desbaste ... 521
Fresagem ... 550
Furar ... 540
Puncionamento ... 530
Rosca ... 549
Torneamento de corte
Torneamento de corte radial/axial
TURN PLUS IAG ... 533
HEIDENHAIN CNC PILOT 4290
TURN PLUS ... 30
AAG
Editar e gerir sequências de
maquinagem ... 561
Lista das sequências de
maquinagem ... 563
Sequência de
maquinagem ... 560
Definição do contorno
Alterar contorno de bloco ... 481
Atributos do bloco ... 490
Contornos de blocos ... 422
Cores em pontos de
seleção ... 468
Descrição de peça de
trabalho ... 416
Elementos de
sobreposição ... 438
Fazer corresponder
atributos ... 490
Funções auxiliares para a
introdução de
elementos ... 467
Inserção do contorno ... 483
Integrar traçado do
contorno ... 419
Introdução do contorno de
bloco ... 416
Introdução do contorno de peça
pronta ... 417
Introdução dos contornos do
eixo C ... 420
Ligar ... 484
Resolver (elementos de forma,
figuras, padrões) ... 484
Sobrepor elementos de
forma ... 418
Transformações ... 487
Equipar
Ajustar a lista de
ferramentas ... 512
Determinar limite de
corte ... 505
IAG
Chamada de ferramenta ... 519
Dados de corte ... 519
Especificação de ciclo ... 520
Geração interativa de planos de
trabalho ... 516
Maquinagens especiais ... 556
Tipo de maquinagem
Acabamento ... 545
Tipo de maquinagem
Fresagem ... 550
Tipo de maquinagem
Rosca ... 549
Informação geral
Administrar ficheiros ... 411
Cabeçalho do programa ... 413
Configuração ... 576
Exemplo ... 590
Gráfico de controlo ... 574
Instruções de
maquinagem ... 579
O modo de
funcionamento ... 410
Instruções de maquinagem
Contornos interiores ... 582
Furar ... 584
Maquinagem completa ... 588
Maquinagem de contornos
interiores ... 581
Maquinagem ondulada ... 585
Ocupação do revólver ... 579
Seleção de ferramenta ... 579
Valores de corte ... 580
U
Unidades de medição
Definir unidade ... 144
no programa DIN PLUS ... 117
Resumo ... 42
745
Index
Torneamento de punção
Ciclo DIN PLUS G869 ... 238
Torneamento longitudinal simples
G81 ... 244
Touchpad ... 47
Trabalho paralelo ... 114
Transdutor de posição ... 39
Transfer ... 690
Transferência da peça de trabalho
Controlo de corte através da
supervisão de erros de arrasto
G917 ... 307
Controlo de corte através da
supervisão do mandril
G991 ... 308
Deslocação para batente fixo
G916 ... 304
Desvio angular de C G905 ... 303
Determinar o desvio angular no
movimento sincronizado do
mandril G906 ... 304
Sincronização do mandril
G720 ... 302
Valores do controlo de corte
G992 ... 309
Transferência de dados ... 690
Transformações (Contornos TURN
PLUS) ... 487
Troca da correção da lâmina
G148 ... 220
Troca de dados (Transfer) ... 690
Trocar
ferramenta (DIN PLUS) ... 219
Tubo (TURN PLUS) ... 422
Index
V
Valor predefinido ... 57
Valores de correção ... 652
Valores do controlo de corte
G992 ... 309
Valores reais na variável G901 ... 322
Variáveis
Cálculos ... 331
como parâmetros de
endereço ... 127
Intervalo de validade (Variáveis
#) ... 332
Intervalo de validade (Variáveis
V) ... 335
Ocupação ... 337
Variáveis # ... 332
Visualização de variáveis ... 144
Variável #
na compliação do programa
NC ... 129
Programação ... 332
Variável de número inteiro ... 331
variável global (programação
DIN) ... 332
variável local (programação DIN) ... 332
Variável real ... 331
Vedante (elemento de forma TURN
PLUS) ... 432
Velocidade de corte
Base de dados tecnológicos ... 672
Comando manual ... 65
Velocidade de corte constante
Gx96 ... 207
VGP–Programação Geométrica
Simplificada ... 127
Vista 3D ... 402
Vista geral de ativações (elemento de
visualização) ... 102
Vista geral de ativações (Visualização da
máquina) ... 101
Vista lateral (YZ) (simulação) ... 387
Visualização D ... 102
Visualização D (elemento de
visualização) ... 102
746
Visualização da carga (elemento de
visualização) ... 102
Visualização da máquina
ajustar/alternar ... 101
Elementos de visualização ... 102
Parâmetros para a visualização da
máquina ... 608
Princípios básicos ... 46
Visualização de posição ... 101
Visualização de posição (elemento de
visualização) ... 102
Visualização do bloco
ajustar ... 97
Tamanho da letra ... 97
Visualização do bloco básico
Modo automático ... 97
Simulação ... 392
Visualização do bloco de origem
(simulação) ... 388
Visualização do carro (elemento de
visualização) ... 102
Visualização do curso restante
(elemento de visualização) ... 102
Visualização do mandril (elemento de
visualização) ... 102
Visualização do valor real ... 102
Visualização do valor real, definições de
visualização ... 599
Visualização gráfica ... 98
Visualização T (elemento de
visualização) ... 102
Visualizações no ecrã
Ecrã de simulação ... 381
Ecrã DIN PLUS ... 116
em geral ... 46
Visualizar
Alternar visualização da
máquina ... 101
Elementos da visualização da
máquina ... 102
Simulação ... 383
Visualização de contorno DIN
PLUS ... 136
Visualização do bloco ... 97
Volante ... 68
Volante Eletrónico ... 47
W
WHILE.. Repetição de programa ... 340
WINDOW (janela de saídas
especial) ... 328
WINDOWA (janela de saídas
especial) ... 329
Z
Zona de proteção
desligar G60 ... 319
Supervisão das zonas de proteção e
interruptores limite (simulação de
maquinagem) ... 396
Supervisão das zonas de proteção e
interruptores limite (simulação de
movimento) ... 400
Identificações de secção de programa
Identificações de secção de programa
Prólogo do programa
Maquinagem da peça de trabalho
CABEÇALHO DO PROGRAMA
Página 144
MAQUINAGEM
Página 152
REVÓLVER
Página 145
ATRIBUIÇÃO
Página 152
FIM
Página 152
CARREGADOR DE DISCO
DISPOSITIVO TENSOR
Página 150
Subprogramas
Descrição de contorno
CONTORNO
Página 151
BLOCO
Página 151
PEÇA PRONTA
Página 151
CONTORNO AUXILIAR
Página 152
Contornos de eixo C
SUBPROGRAMA
Página 153
RETURN
Página 153
CONST
Página 153
Outros
Contornos de eixo Y
SUPERFÍCIE FRONTAL
Página 152
SUPERFÍCIE FRONTAL_Y
(STIRN_Y)
PARTE POSTERIOR
Página 152
PARTE POSTERIOR_Y
(RUECKSEITE_Y)
SUPERFÍCIE LATERAL
Página 152
SUPERFÍCIE LATERAL_Y
(MANTEL_Y)
HEIDENHAIN CNC PILOT 4290
745
Identificações de secção
Identificações de secção
Resumo dos comandos G de CONTORNO
Resumo dos comandos G de
CONTORNO
Comandos G para contornos de torneamento
Contorno de torneamento
Contorno de torneamento
Descrição do bloco
Elementos de forma do contorno de torneamento
G20-Geo
Mandril de cilindro/tubo
Página 154
G34-Geo
Rosca (padrão)
Página 167
G21-Geo
Peça fundida
Página 154
G37-Geo
Rosca (Geral)
Página 168
Elementos básicos do contorno de torneamento
G49-Geo
Furo no centro de rotação
Página 170
G0-Geo
Ponto inicial do contorno
Página 155
Comandos auxiliares da descrição do contorno
G1-Geo
Distância
Página 155
Resumo:Comandos auxiliares da descrição do Página 171
contorno
G2-Geo
Medição incremental do ponto
central do arco
Página 157
G7-Geo
Paragem exata ligada
Página 172
G3-Geo
Medição incremental do ponto
central do arco
Página 157
G8-Geo
Paragem exata desligada
Página 172
G12-Geo
Medição absoluta do ponto central Página 159
do arco
G9-Geo
Paragem exata bloco a bloco
Página 172
G13-Geo
Medição absoluta do ponto central Página 159
do arco
G10-Geo
Rugosidade
Página 172
Elementos de forma do contorno de torneamento
G38-Geo
Redução do avanço
Página 173
G22-Geo
Recesso (padrão)
Página 160
G39-Geo
Atributos dos elementos de
sobreposição
Página 173
G23-Geo
Recesso/rotação livre
Página 161
G52-Geo
Medida excedente bloco a bloco
Página 174
Avanço por rotação
G24-Geo
Rosca com entalhe
Página 163
G95-Geo
G25-Geo
Contorno de entalhe
Página 164
G149-Geo Correção aditiva
Página 174
Página 175
Comandos G para contornos de eixo C
Contorno de eixo C
Contorno de eixo C
Contornos sobrepostos
Contorno de superfície lateral
G308-Geo Início de caixa/ilha
Página 176
G309-Geo Fim de caixa/ilha
Página 176
Contorno do lado frontal/posterior
G110-Geo Ponto inicial do contorno de
superfície lateral
Página 190
G111-Geo Distância da superfície lateral
Página 191
G112-Geo Arco da superfície lateral
Página 192
G100-Geo Ponto inicial do contorno do lado
frontal
Página 181
G113-Geo Arco da superfície lateral
Página 192
G101-Geo Distância do lado frontal
Página 182
G310-Geo Furo de superfície lateral
Página 193
G102-Geo Arco do lado frontal
Página 183
G311-Geo Ranhura linear na superfície lateral Página 194
G103-Geo Arco do lado frontal
Página 183
G312-Geo Ranhura circular na superfície
lateral
746
Página 194
Contorno de eixo C
G300-Geo Furo no lado frontal
Página 184
G313-Geo Ranhura circular na superfície
lateral
Página 194
G301-Geo Ranhura linear no lado frontal
Página 185
G314-Geo Círculo completo na superfície
lateral
Página 195
G302-Geo Ranhura circular no lado frontal
Página 186
G315-Geo Rectângulo na superfície lateral
Página 195
G303-Geo Ranhura circular no lado frontal
Página 186
G317-Geo Polígono regular na superfície
lateral
Página 196
G304-Geo Círculo completo no lado frontal
Página 187
G411-Geo Padrão linear na superfície lateral
Página 197
G305-Geo Retângulo no lado frontal
Página 187
G412-Geo Padrão circular na superfície
lateral
Página 198
G307-Geo Polígono regular no lado frontal
Página 188
G401-Geo Padrão linear no lado frontal
Página 188
G402-Geo Padrão circular no lado frontal
Página 189
Comandos G para contornos de eixo Y
Contorno de eixo Y
Contorno de eixo Y
Plano XY
Plano YZ
G170-Geo Ponto inicial do contorno
G180-Geo Ponto inicial do contorno
G171-Geo Distância
G181-Geo Distância
G172-Geo Arco de círculo
G182-Geo Arco de círculo
G173-Geo Arco de círculo
G183-Geo Arco de círculo
G370-Geo Furo
G380-Geo Furo
G371-Geo Ranhura linear
G381-Geo Ranhura linear
G372-Geo Ranhura circular
G382-Geo Ranhura circular
G373-Geo Ranhura circular
G383-Geo Ranhura circular
G374-Geo Círculo completo
G384-Geo Círculo completo
G375-Geo Retângulo
G385-Geo Retângulo
G377-Geo Polígono regular
G387-Geo Polígono regular
G471-Geo Padrão linear
G481-Geo Padrão linear
G472-Geo Padrão circular
G482-Geo Padrão circular
G376-Geo Superfície simples
G386-Geo Superfície simples
G477-Geo Superfície poligonal
G487-Geo Superfície poligonal
HEIDENHAIN CNC PILOT 4290
747
Resumo dos comandos G de CONTORNO
Contorno de eixo C
Resumo dos comandos G de MAQUINAGEM
Resumo dos comandos G de
MAQUINAGEM
Comandos G para maquinagem de torneamento
Maquinagem de torneamento – Funções básicas
Maquinagem de torneamento – Funções básicas
Movimento da ferramenta sem maquinagem
Deslocações do ponto zero
G0
Posicionar em marcha rápida
Página 199
G53
Deslocação do ponto zero
dependente de parâmetros
Página 211
G14
Aproximar ao ponto de troca de
ferramenta
Página 199
G54
Deslocação do ponto zero
dependente de parâmetros
Página 211
G701
Marcha rápida em coordenadas da
máquina
Página 199
G55
Deslocação do ponto zero
dependente de parâmetros
Página 211
G56
Deslocação do ponto zero aditiva
Página 212
Movimentos lineares e circulares simples
G1
Movimento linear
Página 201
G59
Deslocação do ponto zero absoluta
Página 213
G2
Medição do ponto zero incremental
circular
Página 202
G121
Refletir/deslocar contorno
Página 214
G3
Medição do ponto zero incremental
circular
Página 202
G152
Deslocação do ponto zero do eixo C
Página 269
G12
Medição do ponto central absoluta
circular
Página 203
G920
Desativar a deslocação do ponto zero Página 324
G13
Medição do ponto central absoluta
circular
Página 203
G921
Desativar a deslocação do ponto zero, Página 324
medidas da ferramenta
G980
Ativar a deslocação do ponto zero
Página 325
Ativar a deslocação do ponto zero,
medidas da ferramenta
Página 326
Avanço, rotações
Gx26
Limite de rotações *
Página 204
G981
G48
Aceleração (Slope)
Página 204
Medida excedente
G64
Avanço interrompido
Página 205
G50
Desligar a medida excedente
Página 216
G192
Avanço por minuto do eixo rotativo
Página 205
G52
Desligar a medida excedente
Página 216
Gx93
Avanço por dente *
Página 206
G57
Medida excedente paralela ao eixo
Página 216
G94
Avanço por minuto
Página 206
G58
Medida excedente paralela ao
contorno
Página 217
Gx95
Avanço por rotação
Página 206
Distâncias de segurança
Gx96
Velocidade de corte constante
Página 207
G47
Definir distâncias de segurança
Página 218
Gx97
Rotações
Página 207
G147
Distância de segurança (fresagem)
Página 218
G922
Rotações com constante V
Página 327
748
Maquinagem de torneamento – Funções básicas
Compensação do raio da lâmina (CRL/CRF)
Ferramenta, correções
G40
Desligar CRF/CRL
Página 209
T
Trocar ferramenta
Página 219
G41
CRL/CRF à esquerda
Página 209
G148
(Troca da) correção da lâmina
Página 220
G42
CRL/CRF à direita
Página 209
G149
Correção aditiva
Página 221
G150
Cálculo da ponta direita da ferramenta Página 222
Deslocações do ponto zero
Resumo das deslocações do ponto zero
Página 210
G151
Cálculo da ponta esquerda da
ferramenta
Página 222
G51
Página 211
G710
Cadeias de medidas de ferramentas
Página 223
Deslocação do ponto zero relativa
Ciclos para a maquinagem de torneamento
Maquinagem de torneamento – Ciclos
Maquinagem de torneamento – Ciclos
Ciclos de torneamento simples
Ciclos de torneamento referentes a contornos
G80
Fim de ciclo
Página 244
G810
Ciclo de desbaste longitudinal
Página 225
G81
Desbaste simples longitudinal
Página 244
G820
Ciclo de desbaste transversal
Página 228
G82
Desbaste simples transversal
Página 245
G830
Ciclo de desbaste paralelo ao
contorno
Página 231
G83
Ciclo de repetição de contorno
Página 247
G835
Paralelamente ao contorno com
ferramenta neutra
Página 233
G85
Entalhe
Página 248
G860
Ciclo de recesso universal
Página 235
G86
Ciclo de recesso simples
Página 250
G866
Ciclo de recesso simples
Página 237
G87
Raios de transição
Página 251
G869
Ciclo de torneamento de punção
Página 238
G88
Chanfres
Página 252
G890
Ciclo de acabamento
Página 241
Ciclos de perfuração
G36
Roscagem
G71
G72
Ciclos de roscagem
Página 264
G31
Ciclo de perfuração simples
Página 260
Furação de alargamento,
rebaixamento, etc.
Página 262
G73
Ciclo de roscagem
Página 263
G74
Ciclo de profundidade do furo
Página 265
G800
Fresagem de rosca Plano XY
G806
Fresagem de rosca Plano YZ
HEIDENHAIN CNC PILOT 4290
Ciclo de rosca
Página 254
G32
Ciclo de rosca simples
Página 256
G33
Corte de rosca individual
Página 258
G933
Atuador de rosca
Página 253
G799
Fresagem de rosca axial
Página 294
749
Resumo dos comandos G de MAQUINAGEM
Maquinagem de torneamento – Funções básicas
Resumo dos comandos G de MAQUINAGEM
Comandos de sincronização
Sincronização
Sincronização
Atribuição contorno – maquinagem
Sincronização do mandril, transferência da peça de
trabalho
G98
Atribuição mandril – peça de trabalho Página 299
G30
G99
Grupo de peças de trabalho
Página 300
Sincronização do carro
Converter e refletir
Página 298
G121
Refletir/deslocar contorno
Página 214
G720
Sincronização do mandril
Página 302
G62
Sincronização unilateral
Página 300
G905
Medir desvio angular de C
Página 303
G63
Início sincronizado de cursos
Página 301
G906
Determinar o desvio angular no
movimento sincronizado do mandril
Página 304
G162
Colocar marca de sincronização
Página 301
G916
Deslocação para batente fixo
Página 304
G917
Controlo de corte através da
supervisão de erros de arrasto
Página 307
Seguimento de contorno
G702
Guardar/carregar seguimento de
contorno
Página 310
G991
Controlo de corte através da
supervisão do mandril
Página 308
G703
Ligar/Desligar seguimento de
contorno
Página 310
G992
Valores do controlo de corte
Página 309
G706
Ramificação K por predefinição
Página 311
Maquinagem do eixo C
Maquinagem do eixo C
Maquinagem do eixo C
Eixo C
Ciclos de fresagem
G799
Fresagem de rosca axial
Página 294
G119
Selecionar o eixo C
Página 268
G801
Gravar na superfície frontal
Página 295
G120
Diâmetro de referência da
maquinagemde superfície lateral
Página 268
G802
Gravar na superfície lateral
Página 296
G152
Deslocação do ponto zero do eixo C
Página 269
G840
Fresagem de contorno
Página 276
G153
Padronizar eixo C
Página 269
G845
Fresagem de caixa Desbaste
Página 286
G846
Fresagem de caixa Acabamento
Página 292
Maquinagem do lado frontal/posterior
Maquinagem de superfície lateral
G100
Marcha rápida na superfície frontal
Página 270
G110
Marcha rápida na superfície lateral
G101
Movimento linear na superfície frontal Página 271
G111
Movimento linear na superfície lateral Página 274
G102
Arco de círculo na superfície frontal
Página 272
G112
Arco de círculo na superfície lateral
Página 275
G103
Arco de círculo na superfície frontal
Página 272
G113
Arco de círculo na superfície lateral
Página 275
750
Página 273
Programação de variáveis, ramificação do programa
Programação de variáveis, ramificação do programa
Programação de variáveis
Introduções de dados, saídas de dados
Variável #
Avaliação na compilação do
programa
Página 332
INPUT
Introdução (variável #)
Variável V
Avaliação na execução do
programa
Página 335
WINDOW
Abrir janela de saída (variável #) Página 328
PRINT
Saída (variável #)
Página 329
Página 330
Ramificação, repetição de programa
Página 328
IF..THEN..
Ramificação de programa
Página 339
INPUTA
Introdução (variável V)
WHILE..
Repetição de programa
Página 340
WINDOWA
Abrir janela de saída (variável V) Página 329
SWITCH..
Ramificação de programa
Página 341
PRINTA
Saída (variável V)
Funções especiais
Página 330
Subprogramas
$
Identificação do carro
Página 343
/
Plano omitido
Página 343
Chamada de subprograma
Página 344
Funções de medição, supervisão de carga
Funções de medição, supervisão de carga
Funções de medição, supervisão de carga
Medição durante o processo
Medição pós-processo
G910
Ligar medição durante o processo
Página 312
G915
G912
Registo do valor real da medição
durante o processo
Página 313
Supervisão de carga
G913
Desligar medição durante o processo Página 313
G995
Determinar zona de supervisão
Página 317
G914
Desligar a supervisão da sonda de
medição
G996
Tipo de supervisão de carga
Página 317
HEIDENHAIN CNC PILOT 4290
Página 313
Medição pós-processo
Página 314
751
Resumo dos comandos G de MAQUINAGEM
Programação de variáveis, ramificação do
programa
Resumo dos comandos G de MAQUINAGEM
Funções especiais G
Funções especiais G
Funções especiais G
G4
Tempo de espera
Página 318
G907
Supervisão das rotações bloco a
bloco desligada
Página 322
G7
Paragem exata ligada
Página 318
G908
Sobreposição do avanço 100%
Página 323
G8
Paragem exata desligada
Página 318
G909
Paragem do interpretador
Página 323
G9
Paragem exata (bloco a bloco)
Página 318
G918
Ligar/ Desligar comando piloto
Página 323
G15
Mover eixos rotativos
Página 319
G919
Override do mandril 100%
Página 323
G60
Desativar área de proteção
Página 319
G920
Desativar a deslocação do ponto zero Página 324
G65
Visualizar dispositivo tensor
Página 320
G921
Desativar a deslocação do ponto
zero, medidas da ferramenta
Página 324
G66
Posição do agregado
Página 321
G930
Supervisão do mandril do cabeçote
móvel
Página 326
G204
Aguardar o momento
Página 321
G975
Limite de erro de arrasto
Página 325
G717
Atualizar valores nominais
Página 321
G980
Ativar a deslocação do ponto zero
Página 325
G718
Sair do erro de arrasto
Página 322
G981
Ativar a deslocação do ponto zero,
medidas da ferramenta
Página 326
G901
Valores reais em variável
Página 322
G940
Número T interno
Página 324
G902
Deslocação do ponto zero na variável Página 322
G941
Transferir correções de posição do
carregador
Página 325
G903
Erro de arrasto em variável
752
Página 322
Resumo dos comandos G de MAQUINAGEM
Maquinagem dos eixos B e Y
Maquinagem do eixo Y
Maquinagem do eixo Y
Planos de maquinagem
Ciclos de fresagem
G16
Inclinação do plano de maquinagem
G841
Fresar superfície Desbaste
G17
Plano XY (lado frontal ou posterior)
G842
Fresar superfície Acabamento
G18
Plano XZ (maquinagem de
torneamento)
G843
Fresagem poligonal Desbaste
G19
Plano YZ (vista de cima/lateral)
G844
Fresagem poligonal Acabamento
Movimento da ferramenta sem maquinagem
G845
Fresagem de caixa Desbaste
G0
Posicionar em marcha rápida
G846
Fresagem de caixa Acabamento
G14
Aproximar ao ponto de troca de
ferramenta
G800
Fresagem de rosca Plano XY
G701
Marcha rápida em coordenadas da
máquina
G806
Fresagem de rosca Plano YZ
G714
Trocar ferramenta do carregador
G803
Gravar Plano XY
G712
Definir posição de ferramenta
G804
Gravar Plano YZ
G600
Pré-selecção da ferramenta
G808
Fresagem envolvente
Movimentos lineares e circulares simples
G1
Curso linear
G2
Curso circular, medição do ponto
central incremental
G3
Curso circular, medição do ponto
central incremental
G12
Curso circular, medição do ponto
central absoluta
G13
Curso circular, medição do ponto
central absoluta
HEIDENHAIN CNC PILOT 4290
753
754
Resumo dos comandos G de MAQUINAGEM
DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: [email protected]
Technical support | +49 8669 32-1000
Measuring systems { +49 8669 31-3104
E-mail: [email protected]
TNC support
{ +49 8669 31-3101
E-mail: [email protected]
NC programming { +49 8669 31-3103
E-mail: [email protected]
PLC programming { +49 8669 31-3102
E-mail: [email protected]
Lathe controls
{ +49 8669 31-3105
E-mail: [email protected]
www.heidenhain.de
635 787-Q0 · Ver00 · SW05 · Printed in Germany · 7/2011 · F&W
Download