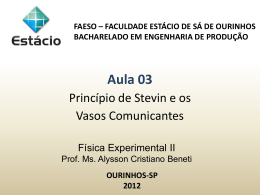
UNIVERSIDADE FEDERAL DE UBERLÂNDIA 4ª Semana do Servidor e 5ª Semana Acadêmica 2008 – UFU 30 anos FERMENTAÇÃO DO SORO DO LEITE POR ASPERGILLUS NIGER PARA PRODUÇÃO ENZIMÁTICA Izabela Cortes Cardoso1 Faculdade de Engenharia Química, Universidade Federal de Uberlândia. Av. João Naves de Ávila, 2121, Bloco 1K [email protected] Keila Cristiane Pereira1 [email protected] Nathacha Kare Gonçalves Silva1 [email protected] Raquel Chamone Barbosa1 [email protected] Vicelma Luiz Cardoso2 [email protected] Ubirajara Coutinho Filho2 [email protected] Resumo: O soro de leite é uma matéria-prima abundante que, muitas vezes, é descartada no ambiente gerando poluição e degradação. Essa poluição pode ser reduzida, ou mesmo eliminada, utilizando-se o soro na geração de produtos que tenham valor de mercado. Neste sentido a produção de enzimas surge como uma alternativa interessante, pois estas são de grande valor agregado, por serem catalisadores biológicos que desempenham um papel importante, não apenas para o metabolismo dos seres vivos, mas também para setores variados do mercado mundial, dentre os quais o farmacêutico, o alimentício e o de tratamento de resíduos. Este trabalho tem por objetivo analisar a utilização do soro de leite na síntese enzimática do fungo Aspergillus niger. Para tanto foi avaliada a produção das enzimas celulase, lactase e sacarase na fermentação do soro do leite por diferentes cepas do referido fungo. Os resultados obtidos sugerem que o A. niger cresce adequadamente no soro de leite gerando quantidades apreciáveis de enzimas e massa celular em quarenta e oito horas de fermentação. Palavras-chave: Aspergillus niger, enzima, fermentação, soro do leite. 1. INTRODUÇÃO Enzimas são catalisadores de natureza protéica que atuam em processos biológicos, podendo acelerar a transformação de grande número de moléculas na unidade de tempo. Os valores conhecidos indicam que essa transformação pode ser da ordem de 10.000 a 1.000.000 de moles de substrato por minuto, por mol de enzima (Villela, Bacila e Tastaldi, 1978). As enzimas apresentam maior eficiência que os catalisadores não enzimáticos, já que diminuem de modo sensível a energia de ativação das reações das quais participam. Representam um papel importante para a produção de 1 2 Acadêmicas do curso de Engenharia Química Orientadores 1 químicos finos, farmacêuticos, produtos biotecnológicos e alimentícios. Uma forma viável de obtenção de enzimas é através da fermentação que, no sentido mais amplo possível, pode ser definida como todo processo no qual microorganismos catalisam a conversão de uma dada substância em um determinado produto (Borzani, Lima e Aquaroni, 1975). O resultado da fermentação é que uma substância é quebrada em compostos mais simples. Em alguns casos essa reação é usada para modificar um material cuja transformação seria difícil ou muito cara se métodos químicos convencionais fossem escolhidos. A química das fermentações é uma ciência nova que ainda está em suas fases iniciais. Consiste na base de processos industriais que convertem matérias-primas como grãos, açúcares e subprodutos da indústria em produtos sintéticos diferentes. Cepas cuidadosamente selecionadas de mofos, leveduras e bactérias são largamente utilizadas. Diversos microorganismos são capazes de sintetizar enzimas, dentre eles Aspergillus niger, fungo de fácil obtenção e satisfatório poder aminolítico nas reações fermentativas (Araújo, 1979). Além da ampla possibilidade de uso na produção de enzimas e biomoléculas, tal fungo também se destaca no tratamento de resíduos. Um exemplo é a produção de lactase capaz de catalisar a degradação de compostos fenólicos e aminas de efluentes da indústria têxtil. A enzima mencionada é responsável pela quebra da lactose, o principal componente do soro conhecido como açúcar do leite. A lactase é encontrada em animais, plantas, bactérias, fungos e leveduras, porém as mais utilizadas são as originárias de leveduras e fungos. Em termos ambientais esse processo é bastante interessante, pois resíduos que inicialmente seriam descartados, podem ser transformados em produtos de alto valor agregado. Tal fato é aplicável ao soro, um dos subprodutos da indústria de laticínios que tem sido freqüentemente analisado, não só pelo grande volume gerado, mas principalmente, por sua carga poluidora, que lançada em corpos receptores pode causar graves problemas ao ambiente. Aproximadamente 80% do volume do leite destinado à fabricação de queijos é transformado em soro, o qual contém metade do extrato seco do leite, representado por lactose, proteínas solúveis e sais (Paolucci, 1991). Estima-se que somente no Estado de Minas Gerais 3,2 bilhões de litros de soro de leite proveniente da produção de queijo são descartados anualmente no meio ambiente. O subproduto, altamente poluente, lançado nos rios e, em pequena quantidade, destinado à alimentação de animais equivale a 28 mil toneladas de proteína de alto valor biológico. O efeito poluidor do soro do leite é tão considerável que o despejo de 250 mil litros de soro no ambiente equivale à poluição causada por uma cidade de 50 mil habitantes. Nos países desenvolvidos o aproveitamento do soro chega até a 100%. As importações brasileiras de soro em pó – produto usado pelas indústrias de bebidas lácteas, panificação, biscoitos, fármacos e rações, principalmente na linha pet – equivalem a US$ 33 milhões anuais. Procurando atender às legislações ambientais, algumas indústrias de laticínios compreenderam ser preferível o aproveitamento do soro de leite através de algum método de recuperação dos nutrientes ao seu tratamento puro e simples (Scott, 1986). Um exemplo disso é através do soro, subproduto dos derivados do leite, que pode ser reaproveitado para a síntese de enzimas ao invés de ser eliminado no ambiente, poluindo-o. Alguns países já encontraram um destino economicamente viável para o soro do leite, que ocorre por meio da produção de álcool, sendo que a Alemanha representa o país destaque para tal procedimento industrial. 2. MATERIAIS E MÉTODOS 2.1. Células de Aspergillus niger Foram utilizadas seis cepas de Aspergillus niger mantidas por cultivo em ágar batata dextrose nos laboratórios de Engenharia Bioquímica da Faculdade de Engenharia Química da Universidade Federal de Uberlândia. 2.2. Meio de cultura, inóculo e meio fermentado 2 Para o preparo do inóculo foram utilizados como meio de cultura uma solução de água de batata e glicose 20g/L que, após o crescimento do fungo, foi transferida para o soro de leite na proporção volumétrica de um volume de inóculo para cada dez volumes de meio. As fermentações para avaliação da produção enzimática foram realizadas em reator do tipo orbital sob rotação de 120rpm por um tempo de 48 horas, e as fermentações para avaliação do crescimento celular foram executadas nas mesmas condições para um tempo de fermentação de 96 horas. Ambos os meios foram esterilizados em autoclave a 121°C, por vinte minutos, e o manuseio do fungo ocorreu na capela de fluxo laminar. Mediu-se o pH dos meios fermentados através do pHmetro. 2.3. Atividade enzimática A concentração de enzimas existentes no meio de cultura foi determinada pela formação de açúcar redutor proveniente da hidrólise de soluções de carboximetilcelulose, lactose e sacarose, preparadas na concentração de 1g/100mL, a qual foi determinada espectrofotometricamente pelo método do DNS (Miller, 1959), com a absorbância das amostras lidas a 540 nm e expressas em termos de unidade de atividade definida como a geração de um micromol de produto por minuto (1 U=1 µmol/min). 2.4. Crescimento celular O crescimento celular foi avaliado em termos da concentração celular gerada pela massa seca obtida por centrifugação de um volume determinado de meio fermentado (10 mL) a 3000 rpm, seguido de secagem em estufa a 105oC até a obtenção de massa constante. A partir das concentrações celulares e concentração de carboidratos ao fim do processo estes resultados foram expressos em termos dos coeficientes estequiométricos associados ao crescimento celular expressos pela Equação 1. Yx/s = (X-Xo)/(So-S) (1) Xo e X são as concentrações celulares no início e fim do processo, respectivamente, So e S são as concentrações de substrato no início e fim do processo. 3. RESULTADOS E DISCUSSÕES A Tabela 1 apresenta os valores de atividades das enzimas celulase (CMC), lactase (LAC) e invertase (INV) e os coeficientes estequiométricos (Yx/s) associados ao crescimento celular das seis cepas distintas utilizadas, obtidas após 48h de fermentação partindo-se de uma concentração de inóculo de aproximadamente 3,5 g/L. Tabela 1: Valores das atividades enzimáticas. Cepa CMC LAC INV Yx/S (g/L) A 192.328999 251.204419 233.088905 0.133637 B 311.589466 477.648344 462.552082 0.133637 C 189.309746 195.348251 193.838625 0.133637 D 181.761616 294.983578 204.406008 0.133637 E 225.540774 432.359559 319.137597 0.133637 F 408.205540 557.658530 512.369746 0.133637 3 As análises dos dados correspondentes ao final das quarenta e oito horas de fermentação e dos resultados dos coeficientes estequiométricos das atividades enzimáticas sugerem que as diferentes cepas do fungo cresceram de forma satisfatória nos meios de soro, produzindo as enzimas anteriormente mencionadas em quantidades consideráveis. A Tabela 2 mostra os valores de pH obtidos para cada cepa do fungo, o que evidencia a diferença existente em seus metabolismos. Tabela 2: Valores das medidas de pH. Cepa A B C D E F pH 4,74 5,11 3,35 3,90 3,22 5,11 Concentração (g/L) A Figura 1 apresenta a concentração celular obtida ao longo de 96 horas de fermentação e indica que as cepas do Aspergillus niger crescem satisfatoriamente no leite, sem que haja a necessidade de suplementação de nutrientes no referido meio. Tempo(h) Figura 1: Concentração celular (g/L) por tempo (h) 4. CONCLUSÃO 4 O crescimento celular e a produção de enzimas de Aspergillus niger em soro de leite são procedimentos cuja existência foi comprovada experimentalmente. Constituem, pois, em processos bastante promissores e de grande interesse ambiental, ainda que sejam necessários ensaios adicionais para melhor avaliação da cinética de crescimento celular. 5. NOMENCLATURA Xo = concentração celular no início do processo; X = concentração celular no final do processo; So = concentração de substrato no início do processo; S = concentração de substrato no final do processo; Yx/s = fator estequiométrico de conversão de substrato em produto. 6. AGRADECIMENTOS Os autores agradecem à Universidade Federal de Uberlândia e à Faculdade de Engenharia Química pela oportunidade de realização desse trabalho. 7. REFERÊNCIAS Araújo, E. H de., 1979, “Contribuição para o estudo do cultivo de Aspergillus niger NRRL 337em meio contendo farinha de mandioca como principal fonte de carbono: influência do pH e da temperatura no cultivo realizado em fermentador”. Tese de Mestrado,UFU, Uberlândia, MG. Borzani, W.; Lima, U. de A. e Aquaroni, E., 1975, “Engenharia Bioquímica”, Edgard Blücher Ltda, Brasil, Vol. 3. Miller, G. K., 1959, “Use of dinitrosalicylic acid reagent for determination of reducing sugar”, Anal. Chem.,Vol. 31. Paolucci, A. A .P., 1991, “Formulação de um meio de cultura a base de soro de queijo para produção de lactococcus lactis sp Lactis”. Tese de Mestrado, UFV, Viçosa, MG. Scott, R., 1986, “Whey. In: Cheesemaking Practice”. London: Elsevier Applied Science. Villela, G.G; Bacila, M. e Tastaldi, H.,1978, “Bioquímica”, Guanabara Koogan, Brasil. MILK WHEY FERMENTATION BY ASPERGILLUS NIGER TO ENZIME PRODUCTION Izabela Cortes Cardoso Faculdade de Engenharia Química, Universidade Federal de Uberlândia. Av. João Naves de Ávila, 2121, Bloco 1K [email protected] Keila Cristiane Pereira [email protected] Nathacha Kare Gonçalves Silva [email protected] Raquel Chamone Barbosa [email protected] Vicelma Luiz Cardoso [email protected] Ubirajara Coutinho Filho 5 [email protected] Abstract: The milk whey is a raw material that, many times, is threw away in the environment providing pollution and degradation. This pollution can be reduced, or even though eliminated, using the milk whey to produce materials that has a commercial value. In this meaning the enzymes production appear like an interesting alternative, because they have a big global sales in biological market as catalytic material where they develop an important function, not only to the living beings, but also to the vary sectors of the world market like pharmaceutical, food production and waste treatment. This work has the objective to analyze the use of the whey milk in the enzymatic production Aspergillus niger enzymes. For that it was evaluated the enzymes production of cellulase, lactase e sucrase in the milk whey fermentation in the different strains of the mentioned fungi. The obtained results suggest that A. niger grows adequately in the milk whey producing considerable quantities of enzymes and cell mass in forty eight hours fermentations. Keywords: Aspergillus niger, enzime, fermentation, milk whey. 6
Baixar