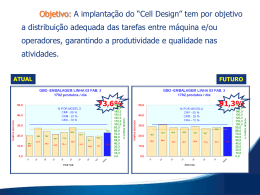
Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes GE Power Controls Portugal Dissertação de Mestrado Mestrando: Eduardo Emanuel da Silva Baptista Orientador na Feup: Prof. José Barros Basto Orientador na Empresa: Engº Fernando Braga Ano Lectivo: 2009/2010 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Objectivos e Metodologia Objectivos propostos: Produção Pull em toda a área. Análise da Situação Inicial Redução de WIP na área. Gestão Visual na área. Soluções e Implementação Resultados Obtidos Metodologia aplicada: Estabelecimento de um VSM da área. Identificação das técnicas Lean a aplicar. Conclusões Aplicação das técnicas identificadas. Trabalhos Futuros 05-11-2015 Eduardo Emanuel da Silva Baptista 2 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Apresentação da Empresa Unidade fabril do ramo do material eléctrico. Produção de ELCB (disjuntores) 80% do volume de vendas,WA (Wiring Acessories) e WD (Wiring Devices) 20% do volume de vendas. Análise da Situação Inicial Soluções e Implementação ELCB (Disjuntor) Resultados Obtidos Wiring Device Plásticos ELCB Conclusões Soldadura Metais Trabalhos Futuros 05-11-2015 WA/WD Eduardo Emanuel da Silva Baptista 3 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Análise da Situação Inicial Transferência de toda a área produtiva da empresa para um só Apresentação da Empresa edificio. Oportunidade para concorrer a um prémio Lean. Elaboração do VSM no início do projecto: Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 VSM Inical Plásticos VSM Inical Metais Identificação das técnicas Lean a aplicar. Eduardo Emanuel da Silva Baptista 4 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Principal foco de problema: Tendência produção Push. Análise da Situação Inicial Ausência de estabilidade dos processos. Redefinição do espaço de armazenamento. Soluções e Implementação Resultados Obtidos Necessidade de cumprir objectivos traçados para o final de 2009 em termos de Work In Progress (WIP). Conclusões Trabalhos Futuros 05-11-2015 Eduardo Emanuel da Silva Baptista 5 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Análise da Situação Inicial Diferença para Objectivo Data 02-Set WIP Plásticos K€ 91.65 Target 2009 Plásticos K€ 72.00 WIP Metais K€ 48.33 Target 2009 Metais K€ 41.00 Resultados Obtidos WIP ELCB K€ 307.47 Target 2009 ELCB K€ 86.00 Conclusões WIP Total K€ 556.15 Target 2009 Total K€ 271.00 +27.29% +17.89% +257.52% +105.22% Trabalhos Futuros 05-11-2015 Eduardo Emanuel da Silva Baptista 6 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Análise da Situação Inicial Análise ABC Apresentação da Empresa Necessidade de determinar o grau de importância dos itens. Permitir diferentes níveis de controlo. Análise da Situação Inicial Plásticos Metais Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Classe A: (Azul) Elementos com maior valor económico. 20% Componentes – 80% do valor em stock. Classe B: (Amarelo) Elementos ainda considerados economicamente preciosos. 30% Componentes – 15% do valor em stock. Classe C: (Verde) Menor valor económico. 50% Componentes – 5% do valor em stock. Eduardo Emanuel da Silva Baptista 7 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Soluções e Implementação Implementação de sistema Pull Sistema de Pull Misto – Implementar o sistema de controlo de produção por Kanban para os componentes pertencentes à Classe A e Classe B. Produzir componentes pertencentes à Classe C após ordem de encomenda. (Make to Order). Definição de Kanbans na área dos plásticos (ELCB) Componentes para (ELCB) são os mais inportantes em termos de investimento em inventário. Método de Revisão Contínua – Gestão mais eficaz individualmente de cada componente, menor risco de ruptura, menor inventário. Dimensionamento de Kanbans, garantindo 3 dias de consumo médio. Criação de um Stock de Segurança, garantindo 1 dia de consumo médio. Determinação do momento para se dar ordem de produção através do cálculo do Reorder Point (ROP). Escolha do tipo de Kanban: Signal Kanban triangular. Eduardo Emanuel da Silva Baptista 8 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Soluções e Implementação Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Signal Kanban accionado Kanban Constituído Kanban Post e Instrução Trabalho Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Disposição Kanbans Eduardo Emanuel da Silva Baptista Kanbans Especiais 9 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Soluções e Implementação Definição de Kanbans na área dos metais (ELCB) Procedimento idêntico ao realizado nos plásticos. Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Signal Kanban triangular (metais) Kanban Constituído Conclusões Trabalhos Futuros 05-11-2015 Kanban Post e Instrução de Trabalho Eduardo Emanuel da Silva Baptista 10 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Soluções e Implementação Definição de Kanbans na área dos plásticos e metais (WA/WD) Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Número de componentes extremamente vasto. Sistema do tipo Two-Bin System. P l á s t i c o s M e t a i s Eduardo Emanuel da Silva Baptista 11 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Soluções e Implementação Os Make to Order (MTO) plásticos e metais Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Armazenados apenas durante um curto período de tempo. Criação de um sistema de etiquetagem dinâmica dos contentores. P l á s t i c o s M e t a i s Eduardo Emanuel da Silva Baptista 12 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Soluções e Implementação Gestão Visual da Área Identificar sectores onde se encontram os componentes. Identificar em cada sector o espaço onde alocar os componentes. Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Sector plásticos Sector Metais Eduardo Emanuel da Silva Baptista Alocação componentes 13 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Soluções e Implementação Gestão Visual da Área Tornar visível dados de desempenho e objectivos da empresa. Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Quadro Informativo (plásticos e metais) Quadro Objectivo Plásticos Gestão Visual ferramenta de longo prazo de apoio ao Lean. Nunca deve ser vista só como um meio de exibição da própria empresa. Eduardo Emanuel da Silva Baptista 14 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Implementação 5S; Kaizen Incentivar a participação de todos os colaboradores na resolução dos problemas. Criação de uma folha de registo de problemas identificados com indicação da medida 5S a realizar. Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Eduardo Emanuel da Silva Baptista 15 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Redução de WIP na área Implementação Pull em toda a área não é suficiente. A redução da quantidade de cada Kanban, equivalará à redução de inventário na área. Situações indesejáveis: Signal Kanban accionado cedo demais. Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Problema de prioridades para a produção. Mau abastecimento das linhas de montagem; - Criação de doseadores Descontrolo criado pelo envio de componentes para fornecedores subcontratados; - Aumentar controlo sobre stocks mantidos em fornecedores subcontratados. Excesso de MTO´S; - Criação de uma lista de possíveis produtos finais, com o objectivo de escoar os componentes MTO. Eduardo Emanuel da Silva Baptista 16 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia RResultados Obtidos Elaboração do VSM actual: Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação P l á s t i c o s M e t a i s Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Diminuição do Cycle Time (CT Total); 15% plásticos, 5% metais. Diminuição do Lead Time (LT Total); 8% plásticos, 3% metais. Redução do WIP; 30% plásticos, 40% metais. Redução de 5 dias para 3 dias de WIP em ambas as áreas. Identificadas técnicas Lean a aplicar no futuro. Eduardo Emanuel da Silva Baptista 17 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões RResultados Obtidos Diferença para Objectivo Data 04-Jan WIP Plásticos K€ 64.20 Target 2009 Plásticos K€ 72.00 WIP Metais K€ 28.67 Target 2009 Metais K€ 41.00 WIP ELCB K€ 50.28 Target 2009 ELCB K€ 86.00 WIP Total K€ 229.80 Target 2009 Total K€ 271.00 -10.83% -30.07% -41.53% -15.20% Trabalhos Futuros 05-11-2015 Eduardo Emanuel da Silva Baptista 18 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia RResultados Obtidos WIP C omponentes Apresentação da Empresa 160 140 W IP P lás tic os Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros 05-11-2015 Target P lás tic os W IP Metais 100 Valor €K Análise da Situação Inicial 120 Target Metais 80 W IP P las + Metais 60 Target P las + Metais 40 20 0 15-A go 04-S et 24-S et 14-O ut 03-Nov 23-Nov 13-Dez 02-J an 22-J an 11-F ev 03-Mar Da ta Os objectivos traçados para o final de 2009 em termos de WIP foram cumpridos. Redução do WIP na área dos plásticos ofereceu maior resistência, grande parte devido ao elevado número de componentes plásticos a controlar. Estabilização dos valores de WIP. Eduardo Emanuel da Silva Baptista 19 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial RConclusões Importância de pôr em prática todos os princípios do Lean Manufacturing. Necessidade de instituir uma cultura de melhoria contínua (Kaizen). Os objectivos essenciais deste projecto foram cumpridos: Soluções e Implementação Implementação de um sistema Pull em toda a área de produção de componentes, fortemente apoiado por acções de Gestão Visual. Resultados Obtidos Diminuição do Lead Time, o que permite a diminuição dos prazos de entrega. Conclusões Em 4 meses foi possível reduzir o WIP cerca de 30% nos plásticos e 40% nos metais, sendo que os objectivos traçados para o final de 2009 foram cumpridos. Trabalhos Futuros 05-11-2015 A empresa conquistou o prémio Lean relativo ao terceiro trimestre. Eduardo Emanuel da Silva Baptista 20 Aplicação de Técnicas de Lean Manufacturing na área de Produção de Componentes Objectivos e Metodologia Apresentação da Empresa Análise da Situação Inicial Soluções e Implementação Resultados Obtidos Conclusões Trabalhos Futuros Necessidade de reduzir o WIP em ambas as áreas para 1,5 dias. A completa aplicação de SMED e a aplicação de Total Produtive Maintenance (TPM) permitirá reduzir os tempos de substituição de ferramenta (Changeover) e um aumento da flexibilidade dos equipamentos. Essa flexibilidade facilitará a redução do tamanho dos Kanbans. Necessidade de aperfeiçoar o sistema de Kanban para componentes enviados para fornecedores subcontratados. Necessidade de reduzir quantidade de MTO´S. Trabalhos Futuros 05-11-2015 Eduardo Emanuel da Silva Baptista 21
Download