Un iver sid a d e F ed er al d e G oiás E scola d e E n gen h a r ia C ivil C oor d en a d or ia d e E st á gios e P r oj et o F in al (C E P R O ) Co n cret os e Arg amassas com Micro ssíli ca AUTORES: Cláudia Helena Nery Alves Frank Guimarães Vaz de Campos Pedro Arantes Netto C OMPONENTES DA B ANCA : Márcia Mara de Oliveira Valéria Maria Vaz Troncha Wilson Luís da Costa ( Professor Orientador ) Goiânia, 1994
1 A GRA DECIMENTOS Gostaríamos de expressar nossa profunda gratidão às várias pessoas que nos de ram sua ajuda e seu apoio durante o tempo que trabalhamos nesta pesquisa. Seria im possível mencionar a todas. Temos um especial agradecimento a:
® W I L SO N L UI Z DA C O ST A , mais do que nosso orientador e patrocinador, foi a pessoa que nos deu apoio integral e que acreditou no êxito de nossa pesquisa.
® FUR NAS C E NT R AI S E L É T R I C AS , e a todos os engenheiros que atenciosa mente cederão material de suas pesquisas e o tempo reduzido que tinham no intuito de nos ajudar o máximo possível.
® U NI VE R SI DADE F E DE R AL DE G O I ÁS (U.F.G .) e a todas as pessoas que tra balham no Laboratório de Concreto, por ter cedido gentilmente seus equipa mentos, espaço e tempo.
® N O SSO S P AI S , F AM I L I AR E S E AM I G O S , que muito nos ajudaram nesta pes quisa. Muito Obrigado!
2 “Ao término de um período de deca dência sobzevém o ponto da mutação. A luz poderosa que fora banida ressurge. Há mo vimento, mas este não é gerado pela força... O movimento é natural, surge espontanea mente. Por essa razão, a transformação do antigo tornase fácil. O velho é descartado, e o novo é introduzido. Ambas as medidas se harmonizam com o tempo, não resultando daí, portanto, nenhum dano.” I Ching
3 S UMÁ RIO Agradecimentos _____________________________________________ 2 Apresentação _______________________________________________ 6 Introdução _________________________________________________ 7 1. O Produto Milena r_________________________________________ 8 2. Processo de Produção ______________________________________ 9 2.1. R epr esentação E sq uemática da For mação de Micr ossílica em For no E létr ico à Ar co _____________________________________________ 10 3. Ca ra cterísticas F ísicas e Químicas___________________________ 11 3.1. O que é a Micr ossílica ____________________________________ 11 4. Efeitos da Microssílica ____________________________________ 18 4.1. Mistur a ________________________________________________ 18 4.2. T r ab alhab ilid ade ________________________________________ 19 4.3. L ançamento ____________________________________________ 20 4.4. Menor E xsudação _______________________________________ 21 4.5. Fissur as por R etr ação Plástica _____________________________ 22 4.6. C ur a __________________________________________________ 23 4.7. O Pr ocesso de H idr atação ________________________________ 24 4.8. Per meabilid ad e _________________________________________ 29 4.9. R esistência a Ataques Químicos e R eações Pr ejudiciais ________ 38 4.10. R esistência ao Intemp er ismo _____________________________ 42 4.11. Piso I ndustr ial com Micr ossílica __________________________ 43 4.12. Pr oteção C ontr a a C or r osão das Ar mad ur as ________________ 48 4.13. A Micr ossílica Pr eenche os Vazios d o C imento ______________ 63 4.14. M aior Ader ência ao Substr ato ____________________________ 64 4.15. M aior Ader ência aos Agr egados e à Ar mad ur a ______________ 65 4.16. M icr ossílica Sinônimo de Alta Resistência __________________ 66 4.17. C alor d e Hidr atação ____________________________________ 67 4.18. R etr ação p or Secagem___________________________________ 70 4.19. M icr ossílica p ar a um C oncr eto Pr ojetado Super ior __________ 71 4.20. R emoção d e For mas ____________________________________ 72 4.21. Algumas Aplicações em E special __________________________ 73 5. Estudos de F URNAS ______________________________________ 74 5.1. E stud os R ealizados na O br a _______________________________ 75 5.2. E stud os r ealizados em G oiânia_____________________________ 84
5.3. E ST UDO S PAR A O T ÚNE L DE PR E SSÃO _________________ 91 5.4. C O NC R E T O S DE AL T A RE SI ST Ê NC I A ___________________ 92 6. O Encontro dos Concretos _________________________________ 96 6.1. C oncr etos d e Alta R esistência x C oncr etos d e Baixa Resistência. M ater iais Difer entes? ________________________________________ 96 6.2. O C oncr eto d e Alta R esistência (C AR ) ______________________ 97 6.3. A T ecnologia d os C oncr etos _______________________________ 98 6.4. E ncontr os entr e os Dois C oncr etos _________________________ 99 6.5. O C oncr eto Ar mad o ____________________________________ 107 6.6. C omentár ios ___________________________________________ 108 7. A Influência dos Agregados _______________________________ 109 7.1. I nfluência dos Agr egad os na Q ualid ad e d os C oncr etos de Alto De sempenho _________________________________________________ 109 7.2. A Fase " Agr egados" ____________________________________ 110 7.3. E xper iências R ealizadas e R esultados Ob tidos _______________ 112 7.4. C omentár ios ___________________________________________ 118 8. E stu dos E sperimenta is com Micr ossílica em Ar gama ssa s e Concr eto __ 119 9. Dosa gens ______________________________________________ 160 9.1. Maneir a C or r eta de Dosagem com Micr ossílica ______________ 162 9.2. O bser vações Pr eliminar es q uanto à Dosagem________________ 163 9.3. Modo de Pr epar o de um C oncr eto com Micr ossílica __________ 164 9.4. G r anulometr ia _________________________________________ 165 9.5. Massa E specífica, Massa Unitár ia e I nchamento _____________ 167 9.6. Slump , Diâ met r o M áximo dos Agr ega dos e Água de Ama ssament o __ 168 9.7. Fator Água C imento e a R esistência _______________________ 169 9.8. C álculos d e T r aços _____________________________________ 171 9.9. Pr ocedimentos Finais ___________________________________ 175 10. Conclusão _____________________________________________ 176 10.1. C ustos _______________________________________________ 177 10.2. Vantagens d a Micr ossílica ______________________________ 178 10.3. Usos da Micr ossílica ___________________________________ 179 10.4. C omentár ios Finais ____________________________________ 181 11. Bibliografia ___________________________________________ 183
5 A PRESENTA ÇÃ O A microssílica é um subproduto da indústria de ligas ferrosas que consiste de partículas extremamente pequenas de sílica amorfa, de forma esférica e diâmetro médio da ordem de 0,1 mm a 0,2 mm , do que resulta uma enorme superfície específica (2.000 m²/kg). A microssílica exerce influência tanto nas propriedades do concreto fresco quanto do concreto endurecido, devido aos seus efeitos físicos e químicos. No aspecto físico, como as partículas de microssílica são cerca de 100 vezes menores que os grãos de cimento, elas se introduzem facilmente entre estes últimos, reduzindo o espaço disponível para água e atuando como pontos de nucleação de pro dutos de hidratação, densificando, portanto, a pasta resultante. No aspecto químico, como a microssílica constituise de minúsculas partículas de sílica amorfa, ela apresenta excepcionais propriedades pozolânicas, reagindo com os íons da solução alcalina da pasta e formando compostos semelhantes aos produtos de hidratação do cimento. O concreto fresco apresenta uma maior coesão entre os seus componentes, bem como uma menor tendência à segregação, quando contém a microssílica em sua compo sição. No entanto devido à sua elevada superfície específica, o emprego da microssíli ca no concreto está normalmente condicionado à utilização de aditivos plastificantes. Além das referidas melhorias nas características do concreto fresco, a utilização da microssílica pode trazer as seguintes vantagens ao concreto, entre outras: Aumento das resistências mecânica e química; Redução da elevação adiabática de temperatura; Redução da permeabilidade. Atualmente, FURNAS tem desenvolvido estudos de dosagens e de caracteriza ção de concretos contendo microssílica, para utilização na UHE Serra da Mesa. Os principais resultados obtidos até o momento, tanto no Laboratório de Goiânia quanto no Laboratório de Serra da Mesa, estão apresentados neste trabalho. Apresentamse, também, os resultados obtidos com algumas dosagens experimentais de concretos de alta resistência com microssílica, em estudos realizados no Laboratório de Goiânia. Fizemos nossos estudos sobre a microssílica, baseados nos ensaios de FUR NAS, nas informações da SILMIX ( microssílica produzida pela Camargo Corrêa Me tais S.A.), e nas informações da Microssílica Elken ( microssílica da Empresa Norue guesa Elken ). Compramos para este estudo a microssílica vendida pela Microssílica Tecnolo gia Indústria e Comércio Ltda, em Diadema (SP). Tomamos como meta de nosso trabalho, além de um conhecimento das caracte rísticas, vantagens e desvantagens da microssílica, a tentativa de se obter um método de determinação de traço que pudesse competir, entre outros, no campo das edificações da construção civil. Foi o que fizer mos!
6 I NTRODUÇÃ O O tradicional Sistema de Garantia de Qualidade é eficiente para obras cujo o conhecimento tecnológico está plenamente adquirido e os possíveis problemas que pos sam surgir já possuem soluções disponíveis e consagradas no meio técnico. Nestes ca sos a integração entre o projeto, obra, laboratório e departamento de manutenção são saudáveis para se obter otimizações do processo, mas com especificações “definidas” a interação destes é estanque e bem definida. Quando a complexidade da obra chega aos limites da experiência dos seus em preendedores ou temos uma alteração do estágio tecnológico dos materiais ou serviços, criase a necessidade da averiguação da eficiência dos parâmetros característicos de qualidade tradicionalmente empregados. Estes problemas exigem uma flexibilidade administrativa para que se possa atu alizar o conteúdo das especificações. A interação do projeto com : a obra, o laboratório, e o departamento de manu tenção é fundamental nestes casos, para a obtenção de subsídios que viabilizem o depar tamento de projeto na atualização adequada ou na criação de novas especificações obje tivas e precisas. A falta de integração e/ou má qualidade das informações repassadas ao projeto prejudicam a fixação da tecnologia e produzem parâmetros deficientes, que são utiliza dos como diretrizes de contratação dos serviços com pesados ônus de custo de obras e de qualidade. Quando os parâmetros não são claramente ou adequadamente definidos temos um obra procedendo a um controle ineficiente e as vezes inócuo. Cabe lembrar que os parâmetros característicos de qualidade assim como os seus limites constante nas especificações são determinações arbitrárias fruto da obser vação durante a fase laboratorial, de execução das obras, de seu uso, e do perfeito en tendimento das metodologias de ensaio. Cabe à manutenção o retorno do desempemho da obra quando em utilização, pa ra que o projeto possa proceder a uma retroanálise das soluções implementadas, ali mentando as adequadas modificações nas futuras especificações nas futuras especifica ções e nos projetos básicos, além de, subsidiar as correções dos problemas existentes. Assim sendo, somente o Sistema de Garantia de Qualidade é insuficiênte e ne cessário a integração da informação. A procura científica do “parâmetro tecnológico significativo” é um dos papéis do engenheiro responsável pela implementação e fixação de uma tecnologia. A boa tecnologia nasce da pesquisa científica, tecnológica e economicosocial responsável. ESTE FOI O BERÇO DA MICROSSÍLICA.
7 1. O P RODUTO M IL ENA R A microssílica é um aditivo que melhora as propriedades do concreto tan to no estado fresco como endurecido A microssílica é uma pozolana. As pozolanas têm sido utilizadas a sécu los. Até os gregos clássicos e os romanos usavam cimentos feitos com cinzas vul cânicas que tinham propriedades pozolâ nicas. O Coliseu é apenas um dos exem plos de durabilidade dessas antigas cons truções de concreto.
8 2. P ROCESSO DE P RODUÇÃ O A microssílica é manufaturada em fábricas de Silício e Ferro Silício. A sílica ativa produzida pela Camargo Correia Metais S.A. (CCM) é conhecida pelo nome SILMIX, há ainda a microssílica produzida pela ELKEM com o nome de microssílica ELKEM, sendo um subproduto da fabricação do silício metálico. O silício metálico é produzido em fornos elétricos de redução. Em seu modelo termoquimico de fabricação , é gerado um gás (SiO) que, ao sair do forno eletrico oxidase formando a síli ca amorfa ( SiO 2 ), contendo uma pe quena quantidade de outros óxidos e elementos é captado em filtros de manga. As partículas de microssílica são esféricas, vítreas e possuem um diâmetro mé dio menor do que 1(mm), apresentando altíssima superfície específica e uma massa es pecífica aparente de 150 300 Kg/m 3 . O material pode ser aplicado neste estado, embo ra existam algumas vantagens na mistura dele com água, antes do seu contato com o restante do material. Num processo de densificação a massa específica aparente do material poderá ser majorada em mais de duas vezes. A microssílica é normalmente comercializado na forma : DE NSI F I CADO (D) densidade a granel > 0,5 g/cm3 NÃO DE NSI F I CADO (ND) densidade a granel < 0,5 g/cm3 A outra forma de processamento é a suspensão aquosa (lama). Um metro cúbico de suspensão terá aproximadamente 700 Kg de microssílica, a uma concentração usual de 50 % de sólidos.
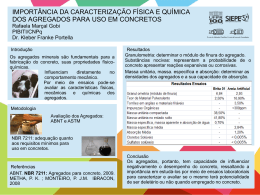
9 2.1. R EPRESENTA ÇÃ O E SQUEMÁ TICA DA F ORMA ÇÃ O DE M ICROSSÍL ICA EM F ORNO E L ÉTRICO À A RCO Quartzo Carvão Lascas de Madeira Ferro Eletrodo Microssílica 2 × SiO + O 2 ® 2 . SiO 2
CO SiO 2000 °C Ferr o Silício Fundido Até recentemente, a microssílica era considerada um material de refugo, tendo sido descartadas grandes quantidades desse material. Nos últimos anos, temse consta tado que a microssílica apresenta propriedades favoráveis no emprego em diferentes aplicações, inclusive do concreto.
10 3. C A RA CTERÍSTICA S F ÍSICA S E Q UÍMICA S 3.1. O QUE É A M ICROSSÍL ICA 3.1.1.Mater ial Nome Microssílica F ór mula Sílica Amor fa (SiO 2 ) Sinônimo Fumos de Sílica , Sílica Vola tilizada 3.1.2.Dados Físicos Apa rência Pó impa lpável de dimensões micr ométr icas Cor Cinza cla ro a cinza escuro, dependendo do teor de sílica Odor Sem odor Ponto de F usão 1730 °C Diâmetr o Médio 0,2 micr ometr os (*) Índice Pozzolânico com Cimen 77,8 (**) to (%) Índice Pozzolâ nico com Ca l 8,5 ( **) (MPa ) Água Requ er ida (%) 138,2 ( **) Super fície E specífica (m2/Kg) 15.040,00 (*) PPC Per da por Calcinação 3,57 (%) Ma ssa E specífica 2,2 g/cm 3 Solubilida de Insolúvel em água Rea tivida de com Água Nã o há Outr os Sílica a mor fa (esta do nã o cr istalino) (*) Da dos de pesqu isa confir ma dos pela Univer sidade F eder a l de Sã o Ca r los, S.P. (**) Dados de pesquisa confir mados pelo IP T Univer sida de F eder al de Sã o
11 Pau lo, S.P.
12 3.1.3.Composição Pr incipa is nentes Compo Mínimo Máximo Média SiO 2 87 96 93 F e 2 O 3 0,04 0,26 0,09 Al 2 O 3 0,04 0,72 0,35 TiO 2 0,001 0,025 0,007 MgO 0,1 0,9 0,65 Na 2 O 0,1 1,8 0,94 K2 O 0,3 3,9 2,26 MnO 0,01 0,07 0,03 CaO 0,1 0,5 0,3 3.1.4.Lim ites de Tolerância TLV (mg/m 3 ) (ACGI H) Amer ica n Confer ence of Gover na mental Indu stria l Hygiesnists recommenda tion Poeir a Tota l Respir á vel OSH A 15 5 ACGIH 6 3 3.1.5.Incêndio e Explosão Combu stibili da de Este pr oduto nã o é com bustível Meio de extin Não aplicável
çã o 13 3.1.6.Saúde Inala ção Remover a pessoa da á r ea empoir a da pa ra um loca l ventilado Contato com a pele Não há perigo a ssociado a o contato com a pele. La va r com á gua Contato com os La va r com água olhos Ingestão O pr oduto é pouco tóxico. Evitar a ingestão sempr e que possível 3.1.7.Dados de Reatividade E stabilida de A micr ossílica é um mater ia lm está vel a ) Conta to com á cido fluor ídr ico, no qual uma substância tóxica (tetr a fluor eto de silício ) é for mada. Condições evita r a b ) Aquecimento pr olongado a ma is nde 500 °C pode converter sílica a mor fa em cr ista lina . c ) A mistura com outr os aditivos pode a lter ar a sua toxidade. Ma ter ia is a evi Ácido fluor ídr ico (HF), fluoretos. tar 3.1.8.Contr ole de Resíduos Vaza men A micr ossílica deve ser a spir ada. O uso de a r compr imido to deve ser evita do Deposi çã o Nã o há pr eocações especiais par a reemba lagem 3.1.9.Equipam entos de Pr oteção Individual (EPI) Pr oteção r espira Em local empoeir a do recomendase o uso de másca tór ia r a s Pr oteção ocula r Em loca l empoeir ado r ecomenda se o uso de óculos de pr oteção Ventila çã o Recomendase a ventilação de á r ea s sujeir as a poeir a
14 3.1.10.Aditivos m ais Recom endados (Quando Necessár ios) F abrica nte E mbecon F osr oc Telefone Tipo Nome (011) 3588 246 Superplastifica nte Reobeton 500 (011) 3890 246 Superplastifica nte Reobeton 700 Superplastifica nte Reobeton 1000 268 Superplastifica nte Conpla st 430 (011) 8322 Pla stifica nte e Redutor de Conpla st Águ a P509 Otto Ba um (011) ga rt 5522 298 Superplastifica nte Superplastifica nte Adiment M Ma iti Pla stifica nte e Redutor de CEMIX Águ a Pla stifica nte e Retar dador RETARD Rea x (011)581 0896 Superplastifica nte RX 3000 Superplastifica nte RX 625 Pla stifica nte e Redutor de RX 325 Águ a Sika (011)706 5144 Superplastifica nte Sika ment 300 Superplastifica nte Sika ment 320 Pla stifica nte e Redutor de Pla stiment
Águ a 15 3.1.11.Análise Quím ica do Cim ento e Micr ossílica Car acter ísticas Cimento Micr ossílic a CCM Massa Esp ecífic a (g/c m3) Finu ra Pen eir a 200 (%) Blai ne (cm2/g ) Água de Co nsistênci a (%) Tempos de Início Pega (h:min) Fim Resistênc ia 3 dias à 7 dias Compr essão 28 dias (MPa) Análise Química 90 dias 2,12 3,10 3.529,00 25.367,00 25.153,00 2,51 3,41 25,23 0,85 0,17 25,10 32,70 41,40 44,30 Per da ao fogo 2,55 Resíduo inso lú vel 0,37 SO3 2,44 MgO 3,88 0,66 2,39 SiO2 18,23 93,65 89,04 Fe2O3 3,99 0,52 0,24 Al2O3 4,23 1,05 0,17 63,00 0,55 0,52 Na2O 0,13 0,50 0,07 K2O 0,55 0,54 3,49 Equ iv.Alc.Na2O 0,49 0,86 2,37 Cal livr e 1,94 CaSO4 4,15 CaO (%) 3,08 ELKEM Compostos C3S 66,12 de C2S 3,45 Bogue C3A 4,56 C4AF 12,14
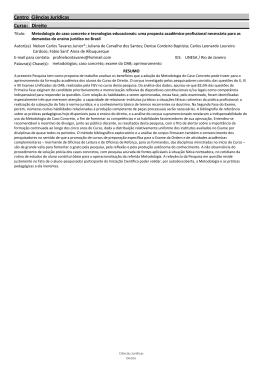
16 0,84 0,20 3.1.12.Inform ações Adicionais a) Não há requisitos especiais de etiquetas para estocagem. b) O local de estocagem deve ser bem ventilado e livre da ação de intempéreis. c) A microssílica não deve ser exposta a umidade direta, nem estocado em locais com umidade relativa do ar muito alta. d) O empilhamento máximo é de 20 sacos para a microssílica densificada e de 30 sacos para a não densificada. e) A estocagem deverá ser feita sobre estrados de madeira com um mínimo de 10 cm livres do solo e sem contato com as paredes do recinto de armazenazem. f) O tempo de estocagem da microssílica é indefinido desde que obedecidas as recomendações supramencionadas. g) A estocagem incorreta pode acarretar a formação de aglomerações de partícu las, que em alguns casos é irreversível e que podem prejudicar o desempenho. Esta micr og rafia eletr ônic a demonstr a que as par tícu las esfér ic as da micr ossílic a têm gr anu lometri a média apr oxi mad amente 100 v ezes in fer ior à d o cimento. Essas par tículas co nsistem de sílica pr aticamen te pur a, sendo altamente amor fas. 1 Micr on
17 4. E FEITOS DA M ICROSSÍL ICA 4.1. M ISTURA A microssílica disponível na forma de pó pode ser prémisturada com a água de amassamento. Utilizando uma proporção de 1:2 entre a microssílica e a água, teremos então uma suspensão coloidal de fácil dispersão no concreto. . Quando utilizada a suspensão coloidal o tempo de mistura é aproximadamente o mesmo do concreto convencional. Para a forma de pó, o tempo de mistura deverá ser majorado.
O uso da microssílica aumenta a coesividade do concreto tornandoo mais ade rente aos equipamentos. Isso pode trazer alguma dificuldade para remoção durante a limpeza das betoneiras e outras ferramentas. Uma boa manutenção do equipamento, trará um desgaste menor e uma maior e ficiência de mistura.
18 4.2. T RA B A L HA B IL IDA DE A trabalhabilidade de um concreto geralmente melhora quando se aumenta o a batimento no cone (slump). Para um concreto com microssílica se comportar como um concreto convencio nal deverá ter um slump ligeiramente mais alto. Caso se queira manter o abatimento, será necessária uma energia de vibração superior. A vibração deverá ser mais intensa para se eliminar as bolhas de ar aprisionadas. Isso se deve à forte coesão interna originada pela alta área superficial das partí culas da microssílica, além de um empacotamento mais eficiente. Com o uso da microssílica ocorre a otimização da capacidade plastificante dos aditivos, que em conjunto com a maior coesão torna possível o aumento do abatimento sem riscos de segregação. Pesquisas têm demonstrado que a mistura da microssílica com água a 3° C me lhora bastante a trabalhabilidade
19 4.3. L A NÇA MENTO Concretos com muita água ou com vibração excessiva podem segregar. Os agre gados vão para o fundo e o concreto eficaz com distribuição irregular, não homogênea. Com o uso de microssílica o abatimento no cone do concreto pode ser aumenta do sem o risco de segregação ou separação. Essa característica significa um melhor adensamento do concreto fresco tendo como conseqüência a diminuição da probabilidade de formação de ninhos de concreta gem. Também se torna possível o lançamento do concreto de alturas maiores que as convencionais. Para concretagem submersa a coesão interna de um concreto com microssílica significa que a tendência de perda de cimento por lavagem fica muito reduzida. Com a trabalhabilidade e o abatimento podendo ser aumentadas, o tubo “tremie” pode ficar mais fundo do que num concreto convencional, diminuindo o risco de infiltração de á gua. O concreto com microssílica pode ser lançado diretamente por calha, tubo, bom ba, etc.
20 4.4. M ENOR E XSUDA ÇÃ O Normalmente uma camada de água sede for mará nas superfícies horizontais de um concreto con vencional. Esta é uma conseqüência da acomodação dos compostos do concreto no estado fresco pressio nando a água para a superfície. Este fenômeno é co nhecido como exsudação. A água de exsudação carreia partículas finas como cimento e filers. A exsudação forma uma pelí cula na superfície do concreto que, após sua secagem será fraca e quebradiça. Essa película deverá ser removida antes do lançamento da próxima camada de concreto. Concr eto A microssílica reduz a exsudação e portanto, a Convenciona l formação desta película fraca minimizando então a mão deobra em juntas de concretagem. 21 Concr eto com Micr ossílica
4.5. F ISSURA S POR R ETRA ÇÃ O P L Á STICA Durante o fenômeno da exsudação o deslocamento da água provoca forças capilares que agem no sentido de aproximar as partículas. Se a resistência à tração do concreto é insuficiente para resistir a esta solicitação (como é o caso do concreto no estado fresco), fissuras aparecerão da superfície até o interior do concre to. Como a retração e as fissuras acontecem enquanto o con creto está no estado plástico, o fenômeno é chamado de retração plástica. Esse tipo de retração deve ser evitado através de uma cui dadosa.
22 4.6. C URA A cura deve ser cuidadosa, evitando a perda de água da superfície do concreto lançado. O ganho de resistência é grande nos primeiros dias. Como regra, um concreto a tinge 80% da sua resistência total em 28 dias, se curado em condições de saturação à 20°C. A cura deverá ser iniciada imediatamente após o acabamento. A cura deverá ser de forma a prevenir a perda de umidade nas superfícies expostas do concreto, poderá ser feita com a colocação de sacos de aniagem úmidos sobre a superfície , com a asper são de água sob pressão fazendo uma nebulizacao, ou outro método de eficácia compro vada. Deste modo poderemos evitar tanto o aparecimento de fissuras por retração plás tica, como uma perda parcial de resistência. O período recomendado de cura é de 28 dias, sendo no mínimo de 7 dias .O pe ríodo de cura é de vital importância para o desempenho adequado do material. A razão de ganho de resistência depende, dentre outros fatores, da temperatura de cura. O concreto com microssílica reage melhor à cura em temperaturas elevadas do que um concreto convencional. A exsudação no concreto com microssílica é mínima, desta forma ele não neces sita e nem deve ser tratado à vácuo.
23 4.7. O P ROCESSO DE H IDRATA ÇÃ O O termo hidratação do cimento Portland significa a reação entre o cimento e a água, que produz o silicato de cálcio hidratado (CSH), que é um “gel”ou material aglo merante que confere resistência ao cimento. Como sub produto da hidratação se forma o hidróxido de cácio (15 a 25 % de massa do cimento), que é um cristal de baixa resistência, solúvel em água e que não contribui para a resistência ou durabilidade do concreto. A microssílica reage com o fraco e solúvel hidróxido de cálcio formado na hi dratação do cimento. Esta reação forma uma maior quantidade de CSH, o que propor ciona grande aumento de resistência, impermeabilidade e durabilidade. 4.7.1.Componentes e Reações de Hidratação no Cim ento Concr eto com Mi cr ossílica
Concr eto Convencional 24 4.7.1.1.Nomenclaturas Preliminares CaO = C SiO 2 = S F e2 O 3 = F Al 2 O 3 = A MgO = M Na 2 O = N K2 O = K 4.7.1.2.Silicatos de Cálcio C n S Durante o processo de reação do silicato tri ou dicálcico com a água formase o hidróxido de cálcio e um gel de silicato de cálcio hidratado. É necessária a determina ção do coeficiente C/S do gel para se estimar a quantidade de cal hidratada presente. A composição do gel de silicato hidratado se produz o gel CSH (I ). Consiste em alguns cristais ou plaquetas com estrutura semelhante à tobermorita e à relação C/S molar entre 0,8 e 1,5 e CSH (I I ) com estrutura fibrosa e uma relação de 1,5 a 2,0. O gel CSH obtido de C 3 S ou C 2 S tem poucos cristais formados e é chamado de gel tobermorita. O CSH gel não tem uma estrutura que possa ser vista com emprego do nmicros cópio, mas somente pelo processo do índice de refração 1,5 a 1,55. Apenas alguns cris tais se desenvolvem com o tempo, conservando, portanto, um aspecto de gel. 4.7.1.3.Silicato Tricálcio C 3S O C 3 S hidrata rapidamente e a solução inicial tem o coeficiente C/S = 3/1. 2(3Ca O.SiO 2 )+ 6H 2 O ® 3Ca O.2SiO2 .3H 2 O + 3Ca(OH ) 2 A equação acima não traz a complexidade da reação. Apasta formada tem rela ção C/S próxima de 3. Na superfície do C 3 S formase uma capa de proteção que retarda a reação. Depois de poucas horas, dissolvese o produto inicial acelerando a hidratação e formação do segundo produto CSH gel com C/S = 1,5 ou menos. A seguir formase um produto pouco cristalizado CSH (I ) e um terceiro CSH (I I). A hidratação se com pleta com a relação C/S de 1,4 a 1,6. Esse coeficiente só aumenta se a relação á gua/sólido da mistura decrescer. A reação de hidratação de C3S é: C 3 S + nH ® CSH +2CH (C/S = 0,8 a 2,0) Onde o CH representa Ca(OH) 2 O CSH (I ) é o silicato de cácio hidratado (I) com relação C/H de 0,8 a 1,5 O CSH (II ) é o silicato de cácio hidratado (I) com relação C/H de 1,5 a 2,0. É obtido em suspensão aquosa de C 3 S ou C 2 S por ação de vapor a 100°C ou utilizando o C 2 S com tratamentos hidrotérmicos de misturas de sílica, ou CSH (I ) e Ca(OH ) 2 à tem peratura entre 100 e 200°C e precipitação da solução de sódio. 4.7.1.4. Silicato Dicálcio C2 S O C 2 S , nas formas polimórficas g, a’ e a e ocasionalmente b , só começa a hi dratarse depois de algumas semanas comforma original dos cristais, conforme se ob
25 serva no microscópio, formando uma capa amorfa de silicato hitratado cuja espessura aumenta com o tempo. A reação é consideravelmente lenta em relação ao C 3 S, e a pro dução de Ca (OH ) 2 é substancialmente menor. Na pasta de C 2 S a relação C/S é próxima de 2,0. Depois de 12 horas desprende um pouco de cal e forma o CSH (I ) relação de 1,1 a 1,2. Uma estabilidade final do produto CSH (I I ) é formada com a relação C/S a 25 °C de 1,65 a 1,8 depois de um ano. O último valor de C/S é abaixo de 1,55. O C 2 S com excesso de água completa a hidratação num período de 46 dias. A reação é: 2(2Ca O.SiO 2 )+ 4H 2 O ® 3Ca O.2SiO2 .3H 2 O + Ca (OH) 2 Essa equação pode ser modificada variando a hidratação e outros fatores a 25°C com a relação Água/Cimento=0,7 e C/S acima de 1,65, a equação será: 2(2Ca O.SiO 2 )+ 4H 2 O ® Ca 3,3 .Si2O..3,3H 2 O + 0,7Ca (OH) 2 ou C 2 S + nH ® CSH + CH (C/S = 0,8 a 2,0) 4.7.1.5.Aluminato Tricálc ico C3A O C 3 A reage rapidamente com a água, embora seja solução menos saturada que a da cal. Na presença de excesso de água, observase a formação de cristais em forma de placas hexagonais com uma birrfrigência nos bordos e com frequente formação de um conjunto radiante no centro. Os criistais são misturas de 4CaO.Al 2 O 3 .19H 2 O e 2Ca OAl 2 O 3 .8H 2 O . A hidratação do C 3 A a 50°C provavelmente resulta na formação de C 3 AH 6 , podendo formarse rapidamente a partir de uma massa plástica e temperatura normal com evolução da temperatura do material, favorecendo a formação do C 2 AH 6 . Na solução saturada a hidratação é da forma C 4 AH 19 . Não há a produção de hidróxido de cálcio, mas aluminato de cálcio hidratado. O calor de hidratação é tanto que quase seca a massa. 4.7.1.6. Ferro Aluminato Tetracálc ico C 4AF Embora a fase ferrítica do cimento Portland não seja necessariamente C 4 AF , mas uma solução sólida entre C 6 AF 2 e C 6 A2 F , a hidratação se comporta tipicamente como o C 4 AF . Na hidratação, provavelmente se precipita o óxido de ferro a.F e2 O 3 (hematita) depositado no meio da massa. Somente em condições extremas é que o óxido de ferro em pequena quantidade numa solução hipersaturada na qual se pode esperar uma precipitação de C 2 AH 8 . No meio aquoso, o C 4 AF hidrata formando cristais em forma de placas hexagonais quando a temperatura estiver entre 1° a 15°C. Em presença de Ca O a nreação do C 4 AF é mais lenta. No caso de o C 4 AF estar em presença de cal e gipsita, como acontece com o C 3 A, ocorre aí a formação da sulfoferrita hidratada. 4.7.1.7.Efeito da Gipsita CaSO4 Na presença da gipsita, a hidratação do C 3 S e C 2 S é sensivelmente modificada, ocorrendo o mesmo com a hidratação do C 3 A que passa a formar C 3 A.3CaSO4 .31H 2 O , que é caracterizado por aumento de volume. A finalidade da adição da gipsita ao cimen to é para retardar seu tempo de pega.
26 4.7.1.8.Efeitos de Outros Sais Quando o C 3 A é tratado com Ca Cl 2 , formase o cloroaluminatp de cálcio hidra tado C 3 A.CaCl 2 .10H 2 O , produzindo uma reação inibidora na camada externa, reduzin do o tempo de hidratação médio. De outra forma, a hidratação do C 3 S e C 2 S é reduzida nas pastas contendo 2% de CaCl 2 . O efeito semelhante com MgCl 2 , NaCl e LiCl 4.7.2.Componetes e Reação de Hidratação com Microssílica SiO 2 4.7.2.1.Silica Amorfa SiO 2 A microssílica adicionada ao cimento Portland, se transforma em produto resis tênte, a partir de dois processo anteriores: 1. A microssílica ( SiO 2 ) se transforma em H 4 SiO 4 e íons dos ácidos silícicos, quando em presença de água, até que a concentração atinja o valor necessário para o seu equilíbrio. 2. O hidróxido dse cálcio ( Ca (OH ) 2 ), também se sofre hidrólise e converte em Ca ++ e OH Estas substâncias em presença de água reagem da seguinte maneira:
H 2 O H O x × 3 × Ca ( OH ) 2 + 2 × SiO 2 ¾ ¾
¾® n × Ca ++ + m × OH - + k × H 4 SiO 4 ¾ ¾2 ¾ ® x × 3 CaO × 2 SiO 2 × 3 H 2 O
(
)
(
27 ) 4.7.3.Esquema da Hidratação do Cim ento com Microssílica 2Ca O.SiO2 (b forma ) I 3a O.SiO2 lento I a 2CaO.SiO2 a q moder ado 3Ca O.SiO2 a q I I Ca (OH ) 2 + gel de silica to de cálcio (C/S em torno de 1,5) incor pora ndo u m pouco de Ca(OH ) 2 I I I a SiO2 gel de silica to decá lcio (C/S 1,5 _ 1,8) conten do Al2O3 I I I b Mais pr odu tos cr ista lin os 3Ca O.Al 2 O 3 + CaSO 4 .2H 2 O 4Ca O.Al 2 O 3 .F e 2 O 3 + Ca SO 4 2H 2 O + Ca (OH ) 2 IV imediato I V Agulh a s de 3Ca O.Al 2 O 3 .3CaSO 4 .aq rá pido Agu lha s de solu ção sólida 3Ca O(Al2O3F e 2 O 3 ).3Ca SO 4 .a q V Va P la ca s h exa gona is de soluções sólida s 3Ca O.(Al 2 O 3 .F e 2 O 3 ).Ca SO 4 .a q. e/ou 3CaO.(Al 2 O 3 ,F e 2 O 3 ).Ca (SO 4 .(OH ) 2 ).a q Pla ca s hexa gon a is de solu çã o sólida 3Ca O.Al 2 O 3 .Ca (SO 4 ,(OH ) 2 ).a q. VI
P la cas hexa gon ais de soluçã o sólida de 3CaO.(Al2O3.F e2O3).Ca (SO4.(OH )2SiO3).aq e possível for m a çã o de H Ca .O.(Al2O3.F e2O3).aq fase con tendo a lu m in a, óxido de fer r o e sílica 28 4.8. P ERMEA B IL IDA DE Quando do estudo de durabilidade do concreto devem ser analisados o meio am biente no qual a estrutura estará inserida, a sua permeabilidade e a qualidade da cama da de superfície. Diversas investigações experimentais têm indicado que, a permeabilidade do concreto ao ar e à água é uma excelente medida de resistência do concreto contra o in gresso de agentes agressivos, no estado líquido ou gasoso, e assim é uma medida de durabilidade potencial para um dado concreto. A permeabilidade do concreto é a palavra chave para a durabilidade. Tem sido reconhecido pela literatura técnica especializada no assunto, que os concretos mais duráveis são os de mais baixa permeabilidade. Neste presente item de nosso trabalho apresentaremos e discutiremos os parâme tros que afetam a permeabilidade do concreto, assim como, o efeito que a microssílica causa à permeabilidade do concreto. Observando diversas construções e suas peças estruturais, verificamse, muitas vezes, manchas brancas, que geram um péssimo aspecto ao concreto, além de despassi var o aço das armaduras. Isto pode ser facilmente visto em lajes, caixa d’água e juntas de construção malfeitas, não estanques. A causa dessas manchas é a alta permeabilida de dos concretos produzidos, onde a lixiviação da cal é facilitada, isto é, a cal, formada durante a hidratação do cimento é dissolvida pela água, que passa através do concreto. Ao chegar à superfície essa cal reage com o CO do ar formando carbonato de cálcio, o qual é muito pouco solúvel e se precipita. Esse precipitado é branco e parece com as manchas acima referidas. Em um concreto com microssílica isto não acontece pois o hidróxido de cálcio reagem inteiramente com o SiO 2 Permeabilidade é entendia como sendo a propriedade que governa a velocidade do fluxo de um fluido dentro do material sólido. Para um fluxo em regime permanente, o coeficiente de permeabilidade K é determinado pela lei de Darcy:
¶ q DH × A
= K ×
, onde: ¶ t m × L ¶ q = velocidade do fluxo fluido; ¶t
m = viscosidade do fluido; D H = gradiente de pressão; A = area superficial do sólido; L = espessura do sólido. Os coeficientes de permeabilidade do concreto para gases e vapor d’água são muito menores que para a água. Normalmente, a medida desse coeficiente para concreto é feita com água. A permeabilidade do concreto depende do tamanho, distribuição e continuidade dos poros da pasta, da permeabilidade dos agregados, da zona de transição pas ta/agregado, do lançamento, adensamento e cura. No caso do concreto com microssílica, depende também de sua porcentagem.
29 4.8.1.Per meabilidade da Pasta Os tipos de poros que podem existir no concreto são:
· po ro s de gel;
· po ro s de capilares, e
· po ro s de ar. Quant o ao t amanho, os poros podem ser subdivididos em:
· po ro s grandes ou macropo ros: dimensão maior que 5 X 10 4 A°;
· po ro s capilares: dimensão maio r do que 500 A°;
· mesoporos: dimensão compreendida ent re 26 e 500 A°;
· micropo ro s: dimensão menor que 26 A°. Os poros grandes e capilares devemse a defeitos de execução do concreto e do sagem (relação água/cimento maior que a necessária para hidratação completa do ci mento). Os mesoporos e os microporos estão relacionados com o CSH. Os poros menores que 500A° não são interconectados. O tamanho da maioria dos íons e moléculas de gás, danosos ao concreto, são menores que os poros de gel. " Bol has de A r Incorporados" Poros Capi lares " Poros de Gel " Ion Tamanho (Å) S 2 3,68 Cl 3,62 2,70 O 2 10 0 Å 10 1 Å Os vazios de ar aprisionados são maiores que 10 7 Å 10 2 Å Mi croporos e Mesoporos 10 4 Å 10 6 Å 10 7 Å Poros Capil ares e Macroporos Segundo Schiessl, os poros capilares e os macroporos são os mais importantes para a durabilidade. A mesma opinião é compartilhada por Cabrera e Pai, o qual afirma que a permeabilidade é mais afetada pelo número e dimensão dos poros grandes, que pelos poros pequenos. Em concretos com Microssílica os poros capilares e macroporos são bem redu zidos. Na pasta de cimento hidratado, o tamanho dos poros e sua continuidade em qualquer instante durante a hidratação controla o coeficiente de permeabilidade. A água de amassamento é indiretamente responsável pela permeabilidade da pasta de cimento hidratado, porque sua quantidade determina, primeiramente, o espaço total e subseqüen
30 temente o espaço não ocupado após ela ser consumida, quer seja na hidratação do ci mento, quer seja por evaporação para atmosfera. O coeficiente de permeabilidade, K, depende também do grau de hidratação da pasta. Geralmente quando a relação água/cimento é alta e o grau de hidratação é baixo, a pasta terá alta porosidade capilar; ela conterá um número relativamente alto de gran des e bem conectados poros e, portanto, sua permeabilidade será alta. Conforme a hidratação progride, a maioria dos poros são reduzidos a tamanhos menores e também fecharão suas interconexões; portanto, a permeabilidade diminui. O coeficiente de permeabilidade da pasta, quando a maioria dos vazios capilares são pe quenos e não interconectados é da ordem de 10 12 cm/s. Observase que, em pastas nor mais a descontinuidade da rede capilar é, em geral, alcançada quando a porosidade ca pilar está por volta de 30%. A interrupção dos capilares varia com a relação a/c. R elação A/C I d ad e em dias I dade em dias (concr eto com micr ossílica) (concr eto comum) 0,40 3 1 0,45 7 3 0,50 14 7 0,60 180 14 0,70 365 28 >0,70 impossível 90 Existem vários métodos para medir a porosidade de pastas e argamassas, tais como o porosimetro de mercúrio, absorção de nitrogênio, pcnômetro de Hélio, etc. 4.8.2.Per meabilidade dos Agregados Comparado aos 30 a 40% de porosidade capilar de pastas típicas de cimento no concreto endurecido, o volume de poros na maioria dos agregados naturais é, normal mente, inferior a 3%, e raramente excede os 10%. Logo, é de se esperar que, a permea bilidade do agregado seja muito menor que da pasta endurecida. Isto pode não ser ne cessariamente o caso. O coeficiente de permeabilidade dos agregados é tão variável, quanto aquele de pastas de cimento de relação a/c entre 0,38 e 0,71.
31 Coeficiente de Permeabilidade de Rochas e Pasta > 1000 % 1000 900 Permeabilidade 800 700 600 500 400 300 200 100 % 100 0 Com pactação Bom Ruim Embora a porosidade do gel de cimento seja de 28%, em volume, a sua permea bilidade é de apenas cerca de 7 X 10 14 cm/s. Isto é devido à textura extremamente fina da pasta de cimento endurecida, os poros e as partículas sólidas são muito pequenos e numerosos, ao passo que nos agregados os poros, embora em pequena quantidade são muito maiores e resultam em permeabilidade elevada. É importante lembrar que os mi cro e mesoporos (poros de gel) não são intercomunicantes, daí o fato da baixa permea bilidade do gel. A água pode fluir mais facilmente através dos poros capilares, que elos de gel, pois os primeiros são maiores que os segundos. A razão de que certos agregados, com porosidade tão baixa quanto 10%, possam ter permeabilidade maior que uma pasta de cimento é devida ao tamanho dos poros ca pilares que nos agregados são, normalmente maiores. 4.8.3.Per meabilidade do Concreto Teoricamente, a inclusão de agregados de baixa permeabilidade numa pasta de cimento tenderia a diminuir a permeabilidade do sistema, principalmente pasta de alta relação a/c, em baixa idade, quando a porosidade capilar é alta porque as partículas de agregados deveriam interceptar os canais de fluxo dentro da matriz da pasta. Compara da à pasta de cimento pura, argamassa ou concreto com a mesma relação a/c e mesmo grau de maturidade, deveriam apresentar, portanto, um coeficiente de permeabilidade mais baixo. Resultados de ensaios indicam que, na prática, isto nem sempre acontece. O coeficiente de permeabilidade depende, além da relação a/c, da dimensão máxima carac terística do agregado.
32 Infl uência da rel ação A /C sobre o coeficiente de perm eabi li dade de uma pasta de ci mento e concreto feitos com agregados de diferentes tam anhos Coeficiente de Permeabilidade (K) 10 15 Kg/Pa.m.s 100000 10000 Pasta de Cimento 4,8 mm 1000 38 mm 75 mm 100 113 mm 10 1 0,4 0,5 0,6 0,7 0,8 0,9 1 Fator A/C Em experimento realizado foram preparados quatro traços com dimensão máxi ma característica do agregado variável e relação água/cimento constante. De cada traço foram moldados quatro corpos de prova que foram submetidos a ensaios de penetração de água sob pressão (NBR 10787/MB2948) e resistência à compressão (NBR 5739). Os resultados obtidos, apresentados na tabela, indicam a mesma tendência verificada na figura anterior. T r aço C imento Ar eia Br ita 0 Br ita 1 A/C Penetr ação (mm) fc28 (M Pa) 001 1 1,600 2,991 0,52 45 34,3 002 1 1,418 2,782 0,52 35 38,5 003 1 2,774 0,52 22 42,4 004 1 0,52 0 31,7
33 A explicação para a diferença entre a suposição teórica e a prática está nas mi crofissuras que estão presentes na zona de transição entre o agregado e a pasta de ci mento. A zona de transição é uma película delgada com 10 a 50 mm (= 1 a 5x10 5 Å) de espessura, ao redor do agregado graúdo e, geralmente, apresenta propriedades inferio res às dos agregados e pasta. A zona de transição é, aproximadamente, 50% mais poro sa que a pasta de cimento. O tamanho e a granulometria dos agregados afetam as características de exsuda ção da mistura do concreto, a qual, por sua vez, influi na resistência da zona de transi ção, elevando a relação a/c na referida zona. Durante o período inicial da hidratação, a zona de transição é fraca e vulnerável à fissuração, devido às deformações diferenciais entre a pasta de cimento e o agregado induzidas, geralmente, por retração por secagem, retração térmica e cargas externas aplicadas prematuramente. As fissuras na zona de transição são pequenas demais para serem vistas a olho nu, mas são mais largas, em abertura, que a maioria dos poros capi lares presentes na matriz da pasta e assim colaboram ao estabelecer as interconexões, que aumentam a permeabilidade do sistema. Isto não acontece em um concreto com microssílica, pois a zona de transição se torna uma zona de alta aderência. A compactação pobre gera “bicheiras” (ninhos de concretagem), as quais tendem a aumentar a permeabilidade do concreto. A secagem da pasta de cimento aumenta a permeabilidade pela subsequente re tração, função da relação a/c, e pode produzir fissuras na zona de transição e nas pare des do gel, as quais separam os capilares. A profundidade da camada influenciada de pende do grau de secagem. Em geral, é igual ou superior ao encobrimento das armadu ras. Logo, verificase a importância da cura na permeabilidade.
34 4.8.4.Comentários a Respeito da Per m eabilidade Devido ao significado que tem a permeabilidade para os processos físicos e quí micos de deterioração do concreto, podese concluir que: a) A redução no volume de grandes vazio s capilares na past a reduz sua permeabilidade. Quando a relação a/c maio r que 0,60 a per meabilidade aument a consideravelment e, devido ao aument o da po ro sidade capilar. Logo, para reduzirse a permeabilidade da pasta bast a reduzir a relação a/c, usando uma quant idade adequa da de ciment o, compact ação e cura. Influência da Cur a na Per meabilidade 500 / 1000 % 1000 900 Permeabilidade 800 700 600 500 400 300 200 100 % 100 0 Cura Bom Ruim
35 Permeabilidade à Água (Cm/S).10 11 Influência da Porosidade Capilar sobre a Permeabilidade 14 12 10 8 6 4 2 0 0 10 20 30 40 Grau de Hidratação % Poros Capilares (Volume 100 90 80 70 60 50 40 0,70 0,60
WC = 0,40 0,50 0,30 0,20 0 5 10 15 20 25 30 35 40 b) Devese ter at enção adequada à graduação e tamanho de agrega do s, defo rmações por retração t érmica e de secagem. Em igual dades de condições (mesma relação a/c e mesmo grau de hidrat a ção), as argamassas são menos permeáveis que os concret os. c) Devese evit ar carregament o prematuro ou sobrecarregament o do concret o, o que cont ribuiria para a incidência de microfissura ção na zona de t ransição, que parece ser a causa fundament al da alt a permeabilidade de concret o na prát ica. d) A to rt uo sidade de caminho de fluxo det ermina a permeabilidade, sendo t ambém influenciada pela espessura de elemento do co ncre t o. Um concreto com baixa permeabilidade é mais durável do que um concreto per meável. O uso de microssílica em um concreto forma uma estrutura de poros densa (fe chada), o que o torna mais impermeável que um concreto convencional. 4.8.5.Mecanism o da B aixa Perm eabilidade com Microssílica O mecanismo de obtenção da baixa permeabilidade é simples, pois a medida que a microssílica vai reagindo com o hidróxido de cálcio, o produto da reação ( CSH ) vai tampando os vazios dos capilares e microvisículas do concreto, deixandoo com uma permeabilidade baixíssima.
36 4.8.6.Per meabilidade Convencional x Microssílica A adição de 5% de microssílica em relação ao peso do cimento é suficiente para aumentar a impermeabilidade em , pelo menos , 100 vezes. Enquanto a permeabilidade de um concreto convencional varia de 10 7 a 10 9 cm/s o concreto com 10 % de microssílica tem esta variação de 10 13 podendo atingir 10 20 cm/s dependendo do fator A/C, ou seja o concreto com microssílica pode ter uma permeabilidade 100.000.000.000,00 ou 10 11 de vezes menor que a do concreto conven cional.
37 4.9. R ESISTÊNCIA A A TA QUES Q UÍMICOS E R EA ÇÕES P REJ UDICIA IS 4.9.1.Ataques Quím icos A maioria dos ataques químicos é causados por solubilização do hidróxido de cálcio em penetração de agentes deletérios ao concreto com sulfatos e nitratos. Essa penetração é retardada com a menor perminabilidade ocasionada pela microssílica. Como a microssílica reduz a quantidade de hidróxido de cálcio solúvel o risco de lixiviação é reduzido. O concreto com microssílica é, portanto, particulamente indicado para ambientes agressivos tais como, estações de tratamento de água e esgoto, canais de saneamento, ambientes industriais, agroindústrias, expostos a água do mar ou ação de cloretos. A microssílica é capaz ainda de resistir a ataques de ácidos como o sulfúrico, acético, clorídrico, lático, etc. Como veremos aos estudarmos pisos industriais com microssílica. A microssílica no seu estado natural ( SiO 2 ) não resiste ao ácido fluorídrico, li berando um gàs tóxico. 4.9.2.Reação A lcaliA gr egado x Reação Alcali Microssílica Certos agregados reagem com os alcalis do cimento (provenientes da argila), provocando aumento de volume que fatalmente irá fissurar o concreto. Agregados contendo opala, calcedônia, tridimita, cristobalita e outros minerais, normalmente da família da sílica (principalmente sílica amorfa hidratada SiO2 .nH 2 O ) são quimicamente ativos em presença das alcalis do cimento ( Na 2 O e K 2 O ). A reação alcaliagragado é associada à expansão, fissuração e deterioração do concreto. O sódio e o potássio são ambos componentes ditos indispensáveis ao cimento. O teor de alcalinos é indicado pelo teor de Na 2 O , sendo 0,658 o número que expressa a correlação de atividade entre eles. Esta relação permite expressar o teor em álcalis, em porcentagem, equivalente, somando o teor de Na 2 O o valor de 0,658 vezes a porcenta gem de K 2 O. O teor máximo de alcalis é de Na 2 O + 0,658. K 2 O < 0,6 % São considerados agregados reativos todos os agregados cujo teor de minerais reativos seja superior aos seguintes valores: 1. Opala 2,5% 2. Calcedônia 5,0%
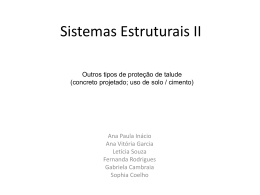
38 3. Riolitos vítreos e andesitos 3,0% Como vimos os agregados com natureza silicosa reagem com os alcalis, a mi crossílica é a própria sílica amorfa, e é altamente reativa com os alcalis, é tão reativa que se utilizarmos mais de 5,0 % de microssílica em peso de cimento, ela elimina todos os alcalis antes mesmo da pega do concreto, ou seja, elimina totalmente a possibilidade de uma reação alcaliagregado no futuro, simplesmente porque não existe mais alcalis. O controle de agregados reativos se torna, então, menos rigoroso. Essas barr as de ar gamassa p adr onizadas pr ep ar adas co m agr egado silic oso altamen te r eativo compr ovam que o ac r ésc imo d e 10 % de Mic r ossílica r eduzi u par a apen as 0,02% a expansão após um an o. Sem a pr esenç a dessa sílic a d e gr an ulometr ia ul trafina, expansão ating iu a 0,32%. Expansão em Barra Preparada com Argamassa do Concreto 0,35 0,3 0,25 0,2 Exposição por 1 ano Exposição por 3 meses
0,15 0,1 0,05 0 0 2 4 6 8 % de ELKEN MIcrossílica por Peso de Ci m ento 39 10 4.9.3.Alta Resistência a Sulfatos Os sulfatos expressos na forma de SO 3 reagem com aluminatos de cálcio hidra tado ( C 3 A) formando o sulfoaluminato de cálcio hidratado (Etringita Expansiva) da seguinte forma: 3CaO.2SiO 2 .3H 2 O (volu me molar = 100) + SO 2 ® 3Ca O.Al 2 O 3 .3Ca SO 4 .32H 2 O (vo lu me molar = 464) Devido aos teores elevados de sulfato em cimentos essencialmente aluminosos, pode ocorrer esta reação, se a reação ocorrer após a pega, a partir do início do ganho de resistência do concreto, têmse: 1. Aumento do nível de tensões internas (produtos expansivos) 2. Fissuração e degradação do concreto. Alguns testes foram realizados com microssílica e temos os seguintes resultados: Resistência a Sulfato Val or es d e Refer ência Tempo de exp osiç ão (di as), 95% OPC 90% OPC em so lução de Na2SO4 4% OPC + 5% M.S. +10% M.S. SRC 0 1 1 1 1 30 0,6 1,3 1 1,4 40 0,44 1,07 0,97 1,07 65 0 1,12 0,92 1,08 97 0 0,98 0,92 1,04 140 0 0,92 0,9 1,06 Ob ser vações: Os valor es d e r efer ência estão ligados à medida de du as po legad as de STANDARD MORTAR CUBES OPC Cimen to Por tlan d Comu m SRC Cimento de Al ta Resi stênc ia a Sulfatos
40 Resist ência ao Sulfato 1,4 1,2 Valores de Referência 1 0,8 0,6 0,4 0,2 0 0 20 40 60 80 100 120 140 Tem po de ex posi ção (di as), em sol ução de Na2SO4 4% OPC 90% OPC + 10% M.S. 41 95% OPC + 5% M.S. SRC
4.10.R ESISTÊNCIA A O I NTEMPERISMO A microssílica resiste muito bem ao intemperismo, foram feitos testes com con creto convencional e com microssílica em corpo de prova, durante seis meses, com a acereleração do intemperismos em mais ou menos 50 (cinquenta) anos, o concreto con vencional apresentou fissuras que variavam de 10 a 15 cm, o concreto com microssílica teve suas fissuras da ordem de 0,3 a 1,0 cm. C o n cr et o co m M ic r o s sí lic a C o n c r e to C o n ven ci o n a l Nesta s amostr a s su bmetida s a testes de r esistência a o congela mento e degelo, mediante o pr ocedimento ASTM C66677 (Pr ocedimento A), a inclusão de Micr ossí lica à r a zão de 20% melhora va o fator de dur a bilida de de 10 pa r a 100. O conteúdo de cimento nas a mostr as er a de 300 kg /m3. As a mostr as nã o tinham a r incor por ado. 100 Fator de Durabilidade (FD)
90 80 70 60 50 40 30 20 10 0 0 5 10 15 % de ELKEN MIcrossíl ica por Peso de Cim ento 42 20 4.11.P ISO I NDUSTRIA L COM M ICROSSÍL ICA 4.11.1.Pr odutos de Mercado Os pisos industriais mais consagrados são EMSAC e CIU4M, recomendamos a utilização do PISO INDUSTRIAL TIPO CIU4M, da Microssílica Ltda, cujo endereço e telefones são:
· R. dos Botoculos, 100 Diadema SP 09980170,
· Telefone (011) 4567900, FAX (011) 4577413 4.11.2.Descrição Argamassa de alta resistência à abrasão a base de microssilica e agregados na turais com alta durabilidade a ataques químicos, destinados a execução de pisos indus trias. 4.11.3.Dosagem Quatro sacos do Pisos industriais CIU4M para cada saco de cimento Portland CP 32, com 20,0 l de água, no máximo. OBS: Para um melhor desempenho no que se refere à durabilidade aos ataques químicos é recomendado o uso de cimentos com baixo teor de C 3 A (ALUMINATO TRICALCICO), tipo CPIII ou ainda o uso de cimento tipo CP IV. 4.11.4.Modo de Prepar o A mistura deverá ser mecânica por meio de argamassadeira. Na necessidade de se proceder a uma mistura manual, esta deverá ser executada com muito cuidado para se obter uma perfeita homogeneidade. A sequência de mistura, em ambos os casos, deverá ser fazendose uma mistura dos componentes secos, ou seja, cimento e CIU4M, até uma homogeneidade em seguida colocase água e misturase até atingir a consistência adequada .
43 4.11.5.Aplicação Devido às dimensões dos agregados empregados na fabricação do piso industri ais., a espessura mínima devera ser de 20 mm. O material bem homogeneizado deverá ser bem consolidado por meio de régua vibratória, ou outro método de comprovada efi cácia. No caso de lancamento sobre contrapisos moldado simultaneamente com o reves timento de alta resistência ,o tempo entre o lancamento das duas camadas não deve ul trapassar o inicio de pega do contrapeso, Se paro motivo de conveniência do andamento da obra for necessário que se águarde um tempo superior ao do inicio de pega do con creto do contrapiso este deverá sofrer uma remoção da nata superficial por corte verde ou jato de areia. No caso de lancamento sobre piso já existente ou de recuperação, o contrapiso deverá estar devidamente limpo, isento de poeira , 4.11.6.Resistências Mecânicas Da Compressão Sim u nida tas ples de Datas Tra ção na F le u nida xão de fc1 32,9 MPa fc1 5,1 MPa fc3 52,6 MPa fc3 6,57 MPa fc7 68,2 MPa fc7 10,04 MPa fc28 72 MPa fc28 11,7 MPa fc56 76 MPa fc56 12,35 MPa Desg aste por Abr asão em 500 m 0,97 mm e em1000 m 1,73 mm Resultados ob tidos n o Labor atór io L.A. Falç ão Bau er Da Compressão Sim u nida tas ples de Datas Tra ção na F le u nida xão de fc1 21,5 MPa fc1 3,3 MPa fc3 49,1 MPa fc3 6,1 MPa fc7 75,2 MPa fc7 11,1 MPa fc28 82,5 MPa fc28 13,4 MPa fc56 89,6 MPa fc56 14,5 MPa En saio r ealizado na UERJ
44 4.11.7.Resistência Quím ica Excelente resistência ao ataque de sulfatos e alcalis. Melhoria substancial da durabilidade aos ataques de ácidos fracos. Óleos, graxas e outras impurezas que pos sam prejudicar a aderência. Recomendase que a superfície seja freada até que o con creto seja atingido. A superfície do contrapiso deverá estar saturada sem excessos de água. Não há necessidade de uma camada de argamassa de regularização. Testes de abrasãoerosão feitos na Barragem de Kinzua, de acordo com o corpo de engenheiros do exército dos Estados Unidos, mostram que o concreto de microssílica possui maior resistência à abrasãoerosão do que outros concretos de agregados especi ais.
45 Abr asão Er osão Perda : % per dida após 72 horas 10 9,5 9 8 7 6,3 6 5 4 4 3 1,75 2 1 0 Concreto reforção com fibra de aço Concreto comum com agregado calcário Concreto comum com agregado "Chert" Concreto de microssílica com agregado Na Universidade da Califórnia, Berkeley, foram realizados testes de resistência a ataques químicos com três tipos de concreto: um de microssílica, um com látex modi ficado e outro de baixo slump. Como resultado, o concreto de microssílica apresentou a maior resistência a ata ques por ácidos, incluindo ácidos clorídrico, sulfúrico, acético e lático. Dados sobre o Ataque Quimico 100 90 80 70 Concreto de Microssílica 60 Concreto de Látex Modificado 50 40 Concreto de Baixo Teor Água/Cimento 30 20 10 0 Ácido Clorídrico Ácido Acético Ácido Lático Ácido Sulfúrico Perform ace Relati va de Concretos Ex postos Ácidos 4.11.8.Cura A cura deverá ser iniciada imediatamente após o acabamento com a colocação de sacos de aniagem úmidos sobre a superfície. O período recomendado de cura é de 28
46 dias, sendo no mínimo de 7 dias. O período de cura é de vital importância para o de sempenho adequado do material. 4.11.9.Rendim ento Para cada 10 mm de espessura o consumo de CIU4M será de 15.62 kg/m2. 4.11.10.Em balagem Sacos de papel multifolheados com 35.2 kg de peso líquido.
47 4.12.P ROTEÇÃ O C ONTRA A C ORROSÃ O DA S A RMA DURA S 4.12.1.Assim Caminha a Corr osão A carbonatação e o ingresso dos íons cloreto no concreto são os principais agen tes iniciadores da corrosão das armaduras. De natureza alcalina, o concreto pode per der sua característica passivante quando entra em contato com o meio ambiente. Fissu ras, condições de cura, relação água/cimento, agressividade do meio ambiente e umida de são fatores que determinam a velocidade e profundidade da frente de carbonatação e o alcance dos íons cloreto. A armadura normalmente se encontra protegida da corrosão devido à alta alcali nidade do concreto. A teoria de maior aceitação atualmente é a que diz que essa alcali nidade (pH entre 12,7 e 13,8 segundo Longuet, 1973) favorece a formação de uma ca mada de óxidos submicroscóptica passivante, compacta e aderente de gFe2 O3 sobre a superfície de armadura de qualquer sinal de corrosão enquanto o concreto preservar sua boa qualidade, não fissurar e não ter modificadas suas características físicas ou mecâ nicas devido à ação de agentes agressivos externos (Andrade, 1984). No caso das armaduras do concreto, a carbonatação e os íons cloreto são os principais agentes iniciadores da corrosão. A presença de suficiente quantidade de íons cloreto no concreto pode estimular a corrosão da armadura, mesmo quando permanece a condição de elevada alcalinidade. A carbonatação do concreto, por outro lado, leva a uma diminuição do PH, levando a armadura da região de passivação do diagrama de Pourbaix (1976) para outra de corrosão . Diagrama Simplificado de Pour baix par a o Sistema Águafer ro a 25°C 1,8 1,6 1,4 1,2 1 0,8 Carbonatação 0,6 E(V) 0,4 0,2 0 Passivação Ação de Cloretos 0,2 Corrosão 0,4 Limite Inferior da Passivação 0,6 0,8 Corrosão
1 1,2 Imunidade 1,4 1,6 2 Limite Superior da Passivação 0 2 4 6 8 pH 48 10 12 14 16 O processo de corrosão da armadura do concreto está fundamentado nos princí pios da corrosão eletroquímica, onde a armadura funciona como um eletrodo misto, na qual ocorrem reações anódicas e catódicas, e a solução contida nos poros do concreto é o eletrólito. A Figura a seguir, CEB/BI 152 (1984), mostra um esquema simplificado da célula de corrosão formada. Difusão do oxigênio através do cobrimento do concreto O 2 Água contida nos poros = eletrólito Processo anódico Processo catódico
Dissolução do Ferro 1 2 e - + H 2 O + O 2 ® 2 OH 2 (
F e®F e ++ +2e 4.12.2.Início pela Carbonatação A carbonatação é o processo de neutralização da fase líquida intersticial satura da de hidróxido de cálcio e de outros compostos alcalinos hidratados contidos no con creto. Esse processo recebe o nome de carbonação devido à maior incidência do CO 2 nas reações. Como resultado desta obtémse uma diminuição do pH a valores inferiores a 9 (Rilem, 1988). H 2 O CO 2 + Ca(OH) 2 ® CaCO 3 + H 2 O CO 2 + Na, KOH ® Na 2 , K2CO 3 + H 2 O A velocidade e a profundidade de carbonatação de dependem de fatores relacio nados com o meio ambiente e com as características finais do concreto endurecido. A velocidade do processo aumenta quando o meio ambiente possui maio concentração de CO 2 , principalmente para concretos de elevadas relações água/cimento. Segundo Nevil le (1982), a concentração de CO pode variar de meio para meio da seguinte forma:
· Meio rural: 0,3% em volume;
· Laboratório: 0,10% em volume;
· Grandes cidades: 0,30% em volume, podendo chegar a 1 por cento. Em ambientes específicos como em túneis, garagens e indústrias a concentração de CO 2 pode ser superior aos valores anteriormente apresentados. Nos ensaios de laboratórios, efetuados em curto espaço de tempo se realiza um enriquecimento em CO 2 da que vai entrar em contato com os corposdeprova. A corre lação entre os resultados de ensaios realizados em curtos períodos de tempo com ensai os naturais ou de longos intervalos de tempo está sendo pesquisada. Ho e Lewis (1987) encontraram uma aproximação entre os resultados obtidos com cinco anos de estocagem em laboratório e os coletados após uma semana em uma atmosfera enriquecida com 4% de bióxido de carbono. 49 ) 4.12.3.Unidade do A m biente A umidade relativa do ambiente exerce influência sobre a quantidade de água contida nos poros do concreto e esta, por sua vez, condiciona a velocidade de difusão do CO 2 . A difusão de um gás é bastante diferente na presença de água e ar. Quando os poros do concreto estão secos, o CO 2 se difunde até as regiões mais internas sem difi culdades. Porém, a reação de carbonatação não ocorre devido à falta de água. Quando os poros estão cheios de água, a frente de carbonatação é freada devido à baixa veloci dade da difusão do CO 2 na água, a frente de carbonatação avança devido à coexistência dos dois fatores: água e possibilidade de difusão de CO 2 (Vénuat e Alexandre, 1969). Segundo CEB/BI 148 (1982), as maiores taxas de carbonatação ocorrem quando a umidade relativa se situa entre 50% e 60%. O BRE Digest 263 (1982) indica o inter valo de 50% à 75% de umidade relativa como responsável pelas maiores velocidades de carbonatação. Carbonatação x Umidade do Ar Carbonatação ( os valores, dependem do tipo de concreto ) 120 100 80 60 40 20 0 0 20 40 60 80 100 Um idade do Ar (%) Na prática a relação da umidade relativa com a profundidade de carbonatação em função do tempo é bastante complexa devido ao randônicos ciclos de umedecimento e secagem a que as estruturas de concreto armado podem estar expostas. 4.12.4.Tipo e Quantidade de Cim ento A quantidade disponível de compostos alcalinos para reagir com o CO 2 depende do tipo de cimento empregado na produção do concreto. A bibliografia é praticamente unânime em concluir que os cimentos com adições apresentam um desempenho inferior aos cimentos Portland puros, em igualdade de condições de ensaio, no que se refere a resistência à carbonatação (Neville, 1982; Paillére, 1986; Ho; Lewis, 1987; Andres, 1989). Para o CEB/BI 152 (1984), no entanto, essa diferença tem origem nos cuidados com a cura que cada tipo de cimento exige. As adições pozolânicas, por exemplo, le vam um certo tempo para reagir.
50 A bibliografia mostra que a profundidade de carbonatação diminui com o au mento da quantidade de cimento por m 3 de concreto. no entanto, em alguns ensaios, a consistência do concreto é mantida enquanto a quantidade de cimento é aumentada. Como resultado, temse que o corpodeprova com maior quantidade de cimento também é o de menor relação água/cimento. Dessa forma, a avaliação da influência da quanti dade de cimento sobre a carbonatação fica prejudicada. Isso, ocorreu, por exemplo, nos ensaios realizados por Vénuat e Alexandre (1969). Ho e Lewis (1987) não especificam o processo de dosagem para aumentar a quantidade de cimento. A figura 3 mostra que a adição de cinza volante ao concreto de cimento Portland fez com que aumentasse a carbonatação de cimento, ou cimento mais cinza, por m³, foi aumentada. No entanto em pesquisas r ecentes, verificouse que quando se adiciona micr ossílica ao concr eto de cimento Por tland, a car bona taçã o r eduz consider avelmente, pa ra um mesmo con su mo de cimento, o mesmo ocor r endo com o au mento do consumo de cimento por m 3 . Influência do Tipo de Cimento e sua Quantidade por m3 sobre a Profundidade de Car bonatacão após 5 meses 12 Concreto ( 60% Cimento Portland + 40 % de Cinza Volante ) Carbonatação (mm) 10 Concreto ( Cimento Portland ) Concreto ( Cimento Portland + 8 % de Microssílica ) 8 6 4 2 0 250 270 290 310 330 350 370 390 410 430 450 Conteúdo de Aglom erante (Kgf/m 3) 4.12.5.Relação Á gua/Cim ento A relação água/cimento está intimamente ligada à quantidade e ao tamanho dos poros do concreto endurecido e às propriedades mecânicas finais do material (Powers, 1974). Quanto maior a relação água/cimento, maiores serão a porosidade e a permeabi lidade de um concreto. Quanto maior a porosidade, mais facilmente o CO 2 pode se difundir através do concreto. A figura a seguir mostra a variação da profundidade de carbonatação em função da variação da relação água/cimento para um concreto de 350 kg/m³ de cimento e igual composição (Vénuat, 1977).
51 Influência da Relação A/C sobre a Profundidade de Carbonatação após 3 Anos de Ensaio Carbonatação (cm) 2,5 2 Concreto (Cimento Portland) 1,5 Concreto (com 8% de Microssílica) 1 0,5 0 0,5 0,55 0,6 0,65 0,7 0,75 0,8 Relação A/C Devido à reconhecida relação inversa entre A/C e a resistência à compressão do concreto difundida nos ábacos de Abrams, é lógico supor que a carbonatação diminui com o aumento da resistência do concreto de acordo com a figura abaixo.. Relação entre a Resistência a Compr essão a 28 dias e a Car bonatação Concreto ( 60% Cimento Portland + 40 % de Cinza Volante ) Concreto ( Cimento Portland ) Carbonatação (mm) 12 10 Concreto ( Cimento Portland + 8 % de Microssílica ) 8 6 4 2 0 20 25 30 35 40 45 50 55 60 Fc28 (m Pa) 4.12.6.Condições de Cura Auskern e Horn, estudando o efeito de várias condições de cura (imersão, vapor etc.) sobre a porosidade capilar das pastas de cimento endurecidas, encontraram dife renças superiores a duas ordens de magnitude entre as médias dos diâmetros dos poros capilares de pastas curadas de distintas formas. Os estudos relacionado diretamente às condições de cura com a resistência à carbonatação são realizados através da utilização de períodos distintos de cura (Ho; Lewis, 1987), ou através da utilização de distintas formas de cura, como, por exemplo, fazendo uso ou não de membrana de cura (Andres, 1989). Quanto maior o tempo de cura, maior será o grau de hidratação do cimento, menores serão a porosidade e a per meabilidade e, por conseqüência, menor será a carbonatação.
52 4.12.7.Fissuras As fissuras, por sua vez, facilitam a penetração rápida de CO 2 no interior do concreto. Os comentários anteriores relativos a concretos nãofissurados também são válidos para a região fissurada. A Figura 6 apresenta esquematicamente o processo de penetração, difusão e reação de carbonatação do CO 2 através de uma fissura. Depen dendo da dimensão da abertura e da quantidade de íons OH e água no interior da fissu ra, o processo de carbonatação pode ser responsável pelo fenômeno de autocicatrização da fissura. 1 Difusão de CO2 na fissura 2 Difusão de CO2 na concreto 3 Reação química 4 Difusão de OH 1 2 3 4 Repr esentação esquemática da Car bonatação no Inter ior de uma Fissura 4.12.8. Velocidade de Penetração do CO 2 Devido ao elevado número de fatores que influenciam a carbonatação, seria difí cil e complexo utilizar uma fórmula que levasse em consideração todos os elementos envolvidos. A equação mais comumente utilizada para caracterizar a velocidade do processo de carbonatação é: e CO2 = K CO2 ´ t onde: e CO2 é a profundidade de penetração do CO 2 em milímetros; K CO2 é uma constante que depende das características do concreto; t é o tempo em anos. Segundo Smolczyk (1986), essa equação apresenta pouca divergência entre os dados experimentais e as estimativas teóricas no intervalo de cinco a 30 anos. No en
53 tanto, essa relação pode não trazer bons resultados em situações em que fatores mutá veis com o tempo assumem maior importância como, por exemplo, a variação da poro sidade em relação ao grau de hidratação e ao conteúdo de umidade do concreto. Apesar das inúmeras variações propostas, essa relação continua sendo a mais utilizada para prever a profundidade de penetração da carbonatação (Tuutti, 1982). A comprovação ou não de áreas carbonatadas pode ser feita através de difração de raios X, análise térmica diferencial (ensaios qualitativos) e termogravimetria (análise quantitativa), em que se pode mostrar a presença de calcita ou argonita ou sua decom posição pelo calor. É possível ainda realizar a observação microscópica ou não de cris tais da CaCO 2 e suas variedades. A comprovação mais corrente utilizada pelos enge nheiros são os indicadores de ph à base de fenolftaleína ou timolftaleína (Bucher, 1989). O CPC18/Rilem (1988) recomenda a utilização de uma solução de 1% de fe nolftaleína em álcool etílico de 70 por cento. Essa solução tornase vermelha quando o concreto não está carbonatado. O mesmo documento recomenda que os valores míni mos e máximos de carbonatação sejam levados em consideração, embora o valor máxi mo seja o que mais se relacione com a corrosão da armadura. 4.12.9.Iniciação da Cor rosão pelos Íons CI A literatura sobre durabilidade das estruturas de concreto freqüentemente aponta a corrosão da armadura devido à ação dos íons cloreto como um dos mais sérios pro blemas. Os íons cloreto chegam até o concreto através de distintas formas:
· uso de aceleradores de pega que contêm CaCI 2 ;
· impureza indesejada dos agregados (areia e brita) e da água de amassamento;
· atmosfera marinha (maresia);
· água do mar (estruturas "offshore");
· uso de sais de degelo;
· processos industriais (etapa de branqueamento de indústrias de celulose e papel, por exemplo). Os íons cloreto podem ser encontrados no interior do concreto em uma das se guintes formas: quimicamente combinados (cloroaluminatos); fisicamente absorvidos na superfície dos poros de hidratação; livres na solução dos poros de concreto. Uma certa quantidade de íons cloreto pode ser tolerada sem risco de corrosão, uma vez que, após reagir com os aluminatos, provenientes da hidratação do cimento, não estará livre para atacar o filme passivante (Hansson, 1985). No entanto existe um valor limite de concentração no qual os íons cloreto podem romper a camada passivante de óxidos e estimular a corrosão da armadura. Esse limite não está associado a um valor fixo, embora algumas normas ou recomendações de alguns países apresentem va lores orientativos. O BRE (1982) considera que um baixo risco de corrosão está asso ciado a uma quantidade de cloretos por peso de cimento inferior a 0,4%, um risco in termediário a quantidades de cloreto entre 0,4% a 1,0% e um alto risco a quantidades superiores a 1 por cento. O ACICommittee 222 (1985) permite um conteúdo máximo de cloretos, em relação ao peso do cimento, de 0,15% e a BSIBS 8110 (1985) estabele ce 0,4% como o limite máximo para as estruturas correntes de concreto armado.
54 Alguns pesquisadores estão trabalhando no sentido de encontrar uma relação limite de [CI ]/[OH ] onde o processo de corrosão se inicia. Housmann (1967), pesqui sando em solução alcalina, sugeriu o valor de 0,6 para essa relação. Andrade e Goñi (1990), também trabalhando em solução alcalina, obtiveram valores críticos de [CI ]/[OH ] similares de 0,3 a 0,8, em função do método de cálculo empregado para deter minar os íons OH. Lambert e outros (1991), trabalhando com corposdeprova de con creto e uma fonte externa de cloretos, constataram que a partir de uma relação entre [CI ]/[OH ] igual a três ocorria a despassivação da armadura. Mangat e Molloy (1992), trabalhando também em corposdeprova de concreto, encontraram velocidades de corrosão insignificantes com relação a [CI ]/[OH ] igual a 11. Para que uma certa quantidade de íons cloreto chegue até a armadura na forma de cloretos livres e consiga desencadear o processo de corrosão, uma série de fatores deve ser considerada. Por exemplo, o tipo de cátion associado aos cloretos, tipo de acesso ao concreto (antes ou depois de endurecido), presença de outro ânion como o sulfato, tipo de cimento empregado na produção do concreto, relação água/cimento, estado de carbonatação do concreto, condições de produção e cura do concreto, umidade ambiental (condições de saturação dos poros). O CEB/BI 152 (1984) mostra a influência de alguns parâmetros como a umidade relativa, qualidade do concreto (cura e relação água/cimento), saturação dos poros e carbonatação, no estabelecimento de um conteúdo crítico de íons cloreto capaz de des passivar as armaduras do concreto. Os parâmetros que influenciam a penetração dos íons cloreto são os mesmos en volvidos na penetração do CO2. Entretanto, esses parâmetros nem sempre influenciam da mesma forma.
4.12.10.Composição e Tipo de Cimento A quantidade de C 3 A do cimento determina a capacidade de combinação com os íons cloreto (Bakker, 1988). Cimentos com baixas quantidades de aluminato tricálcico possuem pouca capacidade de imobilizar os íons cloreto. O C 3 A, ao reagir com os clo retos, forma um sal complexo insolúvel cloroaluminato de cálcio hidratado (sal de Friedel), que reduz a concentração de íons cloreto livres na solução na solução aquosa dos poros do concreto (Page, 1986). E xper imentos rea lizados com micr ossílica em pastas de cimento reduzir am a difu sibilidade dos íons clor eto. Os autor es dos exper imentos associa ra m esse de sempenho à diminuição da por osidade tota l e à distr ibu içã o dos por os da ar ga massa com micr ossílica . Page (1986) constatou que a adição de escória e cinza volante leva va a uma diminuição da difusibilidade dos cloretos em relação ao cimento Portland puro e que um cimento resistente a sulfatos (com baixo conteúdo de C 3 A) apresentava um significante aumento de difusão. Esses ensaios revelam que os cimentos com adições, quando submetidos aos clo retos, apresentam comportamento contrário àquele apresentado quando submetidos à carbonatação. Enquanto na carbonatação as adições parecem influir de forma negativa na capacidade de retardar o ingresso de CO 2 , na iniciação da corrosão pelos cloretos as adições agem de forma a frear a penetração dos íons cloreto. Mangat e Molloy (1992), estudando os fatores que influenciaram a corrosão da armadura devida à ação dos clore
55 tos, concluíram que a quantidade de cimento possui uma insignificante influência sobre a despassivação. 4.12.11.Relação A /C, Adensamento e Cura Esses parâmetros, quando bem utilizados, contribuem de uma forma ou de outra para a obtenção de um concreto mais denso. Suas influências sobre a penetração dos íons cloreto são similares às anteriormente comentadas para o caso do avanço da frente de carbonização. Gjorv e Vennesland (1979), estudando a difusão dos íons cloreto em concretos de diferentes fatores água/cimento e diferentes tipos de cimento, verificaram que para curtos períodos de exposição o efeito da relação água/cimento foi limitado à camada superficial do concreto. Em longos períodos de exposição, o tipo de cimento apresentou maior influência sobre a profundidade de penetração dos cloretos que a relação á gua/cimento. Segundo Page (1981), as condições de cura possuem um marcado efeito sobre as propriedades de transporte de transporte de íons cloreto em pastas endurecidas e por, conseguinte, sobre a difusibilidade efetiva dos íons cloreto. Segundo esses pesquisado res, as condições de cura modificam a estrutura dos poros da pasta e alteram a porosi dade final. 4.12.12.Saturação dos Por os e [CI ] As condições ambientais influenciam a penetração dos íons cloreto de forma di ferente do CO2, que encontra nos poros parcialmente preenchidos pela água a melhor condição para difundir e carbonatar as partes internas do concreto (Bakker, 1988). O transporte dos íons cloreto somente ocorre em presença de água. Nas situa ções em que a água que contém os cloretos se encontrada estagnada, a penetração no interior do concreto ocorre por mecanismo de difusão. Os íons cloreto também podem penetrar por sucção capilar da água que os contém. Essa última situação ocorre quando a estrutura de concreto está submetida a ciclos de umedecimento, com água que contém os íons cloreto, e posterior secagem. As estruturas submetidas à maré são exemplos desse tipo de situação. Nesses casos a profundidade que os íons cloreto podem atingir dependerá da duração dos períodos de secagem e umedecimento e da permeabilidade da superfície do concreto (Bakker, 1988). Nas regiões da estrutura de concreto expostas à maré, a concentração de cloretos atinge níveis elevados devido à ascensão capilar da água do mar e sua posterior evaporação. Com o aumento da quantidade de cloreto nos poros do concreto, a possibilidade de secagem do concreto é diminuída devido ao efeito higroscópico característico dos sais. Lopez e González (1993), associando a saturação dos poros de corposdeprova de argamassa com a resistividade e velocidade de corrosão, chegaram a um valor de saturação crítico, correspondente a uma resistividade de 105 m, no qual a velocidade de corrosão começou a tornarse inaceitável e causar problemas relevantes de durabilidade. Andrade e Page (1986) estudaram o efeito de uma mesma quantidade de cloretos provenientes do NaCI e CaCI2 sobre a corrosão da armadura, chegando à conclusão de que os corposdeprova que continham CaCI2 foram mais afetados pela corrosão, ape
56 sar de conterem menor quantidade de cloretos livres e menor relação [CI ]/[OH ] é o fator mais relevante da armadura do concreto. 4.12.13.Fissuras Quando uma estrutura de concreto está exposta a água, vapor ou solo que con tém íons cloreto, quantidade necessário de cloretos para que se inicie o processo de cor rosão será primeiramente atingida nas regiões fissuradas. Essa situação causaria a formação de pequenas regiões anódicas no interior das fissuras e regiões catódicas mai ores fora delas (Schiessi; Raupach, 1991). A velocidade com que a corrosão se desen volve depende da abertura da fissura, da qualidade do concreto e da relação área cató dica/área anódica. A sobreposição dos efeitos de carbonatação de íons cloreto, segundo Bakker (1988) é normalmente a causa dos problemas mais severos de corrosão. Um concreto carbonatado não possui a mesma capacidade de combinar cloretos como um concreto nãocarbonatado. Imaginemos um concreto que possua uma certa quantidade de clore tos combinados e outra livre, embora inferior à necessária para despassivar a armadu ra., Quando começa a carbonatar, parte dos cloretos combinados passa à condição de livres. Desta forma a quantidade de íons livres pode atingir o limite crítico de rompi mento da camada passiva (Tuutti, 1982). Os dados obtidos por Roper e Baweja (1989) sugerem que, para estruturas cor rentes de concreto armado, os efeitos da interação entre a carbonatação e os íons cloreto levam a uma aceleração da velocidade de corrosão, quando comparada com a ocorrência dos dois ataques de forma independente. 4.12.14. Coeficiente de Difusão dos Íons CI Os métodos atualmente empregados para medir o coeficiente de difusão dos íons cloreto no concreto aplicandose um campo elétrico podem ser classificados em en saios em estado estacionário, transitório e acelerado. Os estacionários são algumas vezes criticados por ser lentos ou, quando utilizam corposdeprova de reduzidas espessuras, por ensaios de amostras cuja estrutura porosa foi danificada no momento do corte e polimento (Luping; Nilsson, 1992). Além disso, nesses ensaios existe uma dependência importante dos resultados com os fatores geomé tricos do corpodeprova, como por exemplo a espessura (Jackson; Brookbanks, 1989). Para a obtenção do coeficiente de difusão em regime estacionário, a primeira lei de Fick é aplicada. Page em 1981, obtém o coeficiente de difusão em condições quase estacionárias em corposdeprova de espessuras reduzidas, utilizando a célula de difusão mostrada abaixo:
57 A utilização das fórmulas a seguir apresentadas supõe que o fluxo de íons atra vessa toda seção estudada de forma constante e que a atividade dos cloretos é efetiva mente igual em todos os pontos da amostra. O fluxo "J" em moles/cm².s de íons cloreto que entra no compartimento dois é dado por
J =
V dC 2 D ´
= ´ ( C 1 - C2 ) A dt 1 onde : V é o volume da solução no compartimento dois em cm³; A é a área da seção ensaiada do disco em cm²; 1 é a espessura do disco ensaiado em cm; C 1 e C 2 são as concentrações das soluções dos compartimentos um e dois em moles/cm³; D é o coeficiente de difusão em cm²/s. Para t, temos que
C 2 =
D ´ A. C 1 ´ (t - t o ) V . 1
onde (t to) é o tempo de ensaio em segundos. Dessa forma, o coeficiente de difusão "D" pode ser calculado em função da in clinação da parte linear da curva formada por C2 versus t. Os métodos acelerados mediante a aplicação de um campo elétrico são também empregados (Aastho/Whiting, 1981; Luping; Nilsson, 1992; Andrade; Sanjuan, 1993). O coeficiente de difusão D é obtido a partir do registro da intensidade "i" durante o ensaio, uma vez que existe uma proporcionalidade entre o fluxo "J" do íon que migra com a intensidade aplicada ou registrada (Andrade; Sanjuan, 1993). Dessa forma, te mos que:
j ( O 2 ) =
i ´ t n ´ F onde i é intensidade aplicada ou registrada; n é número de elétrons envolvidos; F é constante de Faraday;
58 t é o número de transferência do íon. Substituindo a equação acima na equação de NemstPlank e aplicandoa para uma única espécie iônica, obtémse a seguinte equação: D =
R × T R × T i × t 1 1 L=
×
× ×
n × F n × F 2 D E S C × Z
onde D é o coeficiente de difusão ou do íon em cm²/s; R é constante = 1,987 2 em Cal/mol/Kelvin; F é igual a 23.063 Cal/volt/eq;
D E é a diferença de potencial aplicada em V; T é a temperatura em Kelvin; C é a atividade inicial dos íons em mol/cm³; 1 é a espessura do disco em cm; Z é a carga elétrica; i é a intensidade total em ampères;
L é a mobilidade iônica em cm²/ohm; S é a área da amostra em cm². Em analogia à expressão "frente de carbonatação", o termo "frente de alcance dos íons cloreto" pode ser utilizado para expressar a profundidade que o conteúdo críti co de cloretos atinge, a partir da superfície do concreto. A medida é feita em amostras de concreto retiradas de diferentes profundidades da estrutura, na forma de pó (com perfuradores) ou sólidas. Um corpodeprova teste munho pode ser extraído, seccionado e moído. A análise quantitativa do íon cloreto nas amostras pode ser feita por via química (ASTM C 1152, 1992; Vaidergorin; Dantas, 1984) ou por fluorescência de raios X, entre outros. Outro método factível, recomendado pelo UNI 7928 (1978), determina a pene tração do íon cloreto, em que uma solução de AgNO 3 é vaporizada sobre a superfície fraturada do concreto. Após a aplicação, observase a formação de precipitados bran cos de cloreto de prata nas áreas atingidas pelos íons cloreto. AgNO 3 reage com as hidroxilas, formando óxido de prata e aparecendo na superfície do concreto de forma de um precipitado marrom (Otsuki, et al., 1992). 4.12.15.Pr opagação da Cor rosão A velocidade de corrosão pode ser controlada por quatro processos, o controle catódico, o controle anódico, o controle misto e o controle por resistência. Existe uma série de fatores que por si só não representa risco de corrosão da armadura, mas que após desencadeado o fenômeno é responsável pela propagação da corrosão. O conteúdo de umidade no interior do concreto exerce importante papel sobre a corrosão, quer seja porque a água é necessária para que ocorra a reação catódica de redução do oxigênio, ou porque influi na resistividade do concreto e na permeabilidade ao oxigênio. O concreto seco possui uma alta resistividade, podendo atingir valores da
59 ordem de 10 11 ohm.cm quando é submetido a temperaturas de 105ºC. Nessas condi ções, o concreto não permite a mobilidade dos íons. Por outro lado, à medida que a umidade interna do concreto aumenta, a resistência ohmica vai diminuindo e o processo de corrosão pode se desenvolver. Quando os poros do concreto estão saturados de água, a resistividade é a menor possível, porém o oxigênio encontra maior dificuldade para chegar até a armadura. Nessa situação, o processo de corrosão está controlado pelo acesso de oxigênio, ou seja, catodicamente. A velocidade de corrosão resultante é baixa ou moderada, igual à que ocorre em estruturas de concreto armado situadas a certa profundidade do mar. Cavali er e Vassie (1981), realizando uma série de medidas de resistividade (método dos quatro eletrodos) em estruturas de pontes na Inglaterra sujeitas aos sais de degelo, perceberam que em concretos com resistividade superior a 12 mil W/cm a corrosão era dificilmente identificada. Com resistividade entre 5 mil e 12 mil W/cm era provável a identificação da corrosão e com resistividade inferior a 5 mil W/cm a corrosão era sempre evidencia da. Os concretos com um controle tecnológico adequado, normalmente apresentam um resistividade de aproximadamente 25 mil W/cm. Em um concreto com 8% de microssí lica temos uma resistividade que pode ser superior a 200.000 W/cm com umidade de 60% e temperatura ambiente. Resistividade Comparativa, em um Ambiente com 60 % de Umidade e 25°C 200000 180000 Abaixo de 5 mil
W.cm, é inevitá vel a corrosão
160000 Resistividade em ohm.cm 140000 120000 100000 Acima de 12 mil
W.cm, é muito difícil a corrosão. Entre 5 e 12 mil
W.cm, é provável a corrosão 80000 60000 40000 20000 0 Concreto Convencional Concreto com M.S 60 O acr éscimo de 20% de Micr ossílic a melh or a a r esisti vi dade elétr ic a por um fator de 20, aj udand o a r ed uzir acor r o são do aço n o con cr eto. O co nteúd o de c imento nas amostr as er a de 300 Kg/m3, havend o assentamento à r azão de 10 a 13 cm. Taxa de Aumento da Resistividade Específica 25 20 15 10 5 0 0 5 10 15 20 25 % de ELKEN MIcrossíl ica por Peso de Ci m ento Devido ao caráter higroscópico dos sais, como por exemplo o NaCI ou CaCI2, os concretos que os contêm em seus poros possuem maior capacidade de reter a umida de no seu interior (Rasheeduzzafar, 1985). Devese levar em consideração que o con creto absorve com maior facilidade a umidade do ambiente e tem dificuldade em perder água. As velocidades máximas de corrosão ocorrem em concretos com elevados conte údos de umidade, porém nãosaturados. Dessa forma, o oxigênio pode chegar livremen te até a armadura e a resistividade é suficientemente baixa para permitir grandes velo cidades de reação. O aumento da temperatura estimula a mobilidade das moléculas, favorecendo seu transporte por meio da microestrutura do concreto (Goñi, 1989). Por outro lado, quando a temperatura diminui, pode ocorrer condensação do concreto, ocasionando um aumento da umidade do material (Helene, 1983). As macrocélulas de corrosão são as pilhas formadas entre duas áreas de caráter distinto, onde uma é corroída e atua como anodo e a outra mantémse passiva e atua com catodo. Quando essa situação ocorre, o efeito da ação das micropilhas se soma à ação da macropilha, aumentando a velocidade de corrosão. A aceleração vai depender dos potenciais de corrosão do anodo e do cato do e da resistência ôhmica entre ambos. Entre os fatores responsáveis pela formação de macrocélulas de corrosão, pode mos citar as heterogeneidades da fase metálica (anisotropia dos grãos cristalinos, impu rezas na matriz metálica, regiões submetidas à tensão e à deformação elástica, bordes de grãos etc.) e heterogeneidades do meio (aeração diferencial, concentrações salinas diferenciadas, pH etc.). No caso das estruturas de concreto armado, podem ser identifi cados cinco tipos de células de corrosão. Um deles são as pilhas oriundas da concentração diferencial de sais, em meios marítimos. A Figura abaixo mostra um exemplo típico em que os íons cloreto penetram
61 pela parte superior de uma estrutura de concreto armado, atingido inicialmente as ar maduras superiores que, por sua vez, estão conectadas através dos estribos às armadu ras inferiores. Nesse caso, as armaduras superiores sofrerão processo corrosivo, en quanto as inferiores permanecerão passivas até que os íons cloreto não atinjam a pro fundidade onde estão localizadas. Outro, são os fatores responsáveis pela velocidade e profundidade de carbonata ção. Concretos com características distintas permitem que algumas áreas sejam carbo natadas, enquanto outras permanecem com pH elevado. As fissuras contribuem para a entrada de agentes agressivos com os íons cloreto ou o CO2 podem penetrar e romper a passividade da armadura do concreto. No caso de ser transversal à armadura, a região próxima à fissura atuará como anodo, enquanto as regiões laterais atuarão como catodo. No caso de fissura longitudinal, a região adja cente à armadura atuará como anodo e a região inferior da armadura como catodo. Qualquer fator que leve à diminuição localizada de concentração de oxigênio, em relação às demais regiões da superfície da armadura, contribui para a formação de pilhas de aeração diferencial. Nesse caso a reação catódica tende a produzirse nas áreas de maior acesso de oxigênio, enquanto a anódica se instala nas regiões de menor concentração de oxigênio. Estruturas com concretos de diferentes qualidades, enterra das em solos com diferentes permeabilidades ou mesmo acúmulo de produtos de corro são, representam situações favoráveis ao aparecimento desse tipo de macrocélula. No caso de estruturas reparadas, o uso de revestimento para proteção da armadura ou de argamassas de reparo mais impermeáveis do que o concreto antigo também poderia fa vorecer a formação de pilhas de aeração diferencial. Esse tipo de macrocélula de corro são, em geral, é menos importante que a ação de outros mecanismos. As pilhas galvânicas são formadas quando as armaduras estão conectadas a ou tras estruturas metálicas, ou quando foram galvanizadas. Nesses, casos o metal mais ativo atuará como anodo em relação ao outro mais nobre. O uso de revestimentos do tipo epoxídico em zinco pode levar à formação dessas macrocélulas.
62 4.13.A M ICROSSÍL ICA P REENCHE OS VA ZIOS DO C IMENTO Um dos princípios básicos da tecnologia do concreto é a necessidade de um empacotamento apropriado de seus componentes. O objetivo é o de se obter um mínimo volume de vazios ou de espa ços preenchidos com água. A microssílica contribui para uma melhor distribuição das partículas e um melhor empacotamento. Uma boa trabalhabilidade do concreto ge ralmente implica numa maior quantidade de água do que a requerida para a hidratação do cimento. Este excesso de água cria vazios no concreto. Interações muito fortes agem entre as partículas de microssílica. Estas forças podem atrapalhar uma distribuição apropriada das partículas. Aditivos redutores de água adequados reduzem as tensões superficiais e portanto melhoram a dispersão dos componentes.
63 4.14.M A IOR A DERÊNCIA A O S UB STRATO Num concreto convencional os cristais de hi dróxido de cálcio que são planos e hexagonais, ten dem a se posicionar paralelamente ao plano da super fície do substrato ( concreto antigo, rocha, armadura ). Formase então um ponto fraco exatamente nas interfaces da pasta. Em um concreto contendo microssílica bem homogeneizada, haverá grãos de microssílica nesta região, que reagirão com os cristais de hidróxido de cálcio formando uma transição mais homogênea entre o concreto novo e o substrato. Esta grande melhoria da interface é responsá vel pela grande aderência (praticamente 100 %) do concreto com microssílica a outro concreto. Concr eto Convencional Na maioria dos casos, essa característica permite a execução de reparos sem a utilização de resinas adesivas na interface. Uma maior resistência á abrasão também é atingida. 64 Concr eto com Micr ossílica
4.15.M A IOR A DERÊNCIA A OS A GREGA DOS E À A RMA DURA É comum a exsudação e acomodação sob as ar maduras e os agregados graúdos de maior dimensão. Esse fato prejudica a aderência da pasta aos a gregados e à armadura, bem como a durabilidade e a resistência do concreto. Fissuras também podem aparecer sobre as arma duras, favorecendo o início da corrosão. A microssílica reduz a acomodação e a exsuda ção, além de melhorar o empacotamento e a distribuição de partículas. A interface entre a pasta de cimento e os materiais envolvidos, como os agregados e as armaduras se torna mais aderente. Concr eto Convencional Com a aderência, o empacotamento e distribuição Concr eto com melhorados, a quantidade de argamassa pode ser reduzi Micr ossílica
da, aumentandose a quantidade de agregados graúdos. Desta forma o concreto se torna mais impermeável, du rável e resistente. 65 4.16.M ICROSSÍL ICA S INÔNIMO DE A LTA R ESISTÊNCIA Se o consumo de cimento e água de um concreto são mantidos a simples adição de microssílica significa um substancial aumento na resistência à compressão. Para uma mesma resistência à compressão a microssílica pode substituir parte do cimento. Essa substituição pode ser de duas a quatro partes do cimento (em massa) por uma parte de microssílica. O fator de reposição real depende de vários fatores como o tipo e consumo de cimento, equipamento de mistura, etc. Algumas normas de alguma países especificam um teor mínimo de aglomerante no concreto. É possível se dosar um concreto com microssílica com a finalidade de obtenção de altas resistências iniciais. Com a microssílica os pontos fracos como bolsas de água sob os agregados e armadura serão reduzidos ou eliminados, dessa forma teremos uma resistência à tração maior.
66 4.17.C A L OR DE H IDRATA ÇÃ O 4.17.1.O Que é e Com o Dim inuir o Calor de Hidr atação As reações de pega e endurecimento dos concretos são exotérmicas. Este desenvolvimento de calor eleva a temperatura da pasta, argamassa ou con creto, sobretudo se forem rápidas as reações. O aumento de temperatura é mais sensível em concretomassa, visto a dissipação do calor fazerse pela superfície a ser ele gerado proporcionalmente ao volume. A quantidade de calor liberado é função da composição do clínquer e é expressa em calorias por grama. O calor de hidratação é a quantidade de calor, em calorias por grama de cimento anidro, desenvolviad depois da completa hidratação, a uma dada temperatura. A redução do calor específico do cimento se consegue por: 1. Redução da quantidade de C 3 S 2. Redução da quantidade de C 3 A
· reduçãodo módulo de aluminaferro ( MAF )
· aumento do módulo de sílica ( MS ) 3. Adição de escórias, pozolanas e cinzas, as quais aumentam o tempo de pe ga do cimento e fixam a cal livre existente; 4. Adição de um retardator de endurecimento. 4.17.2.Os Métodos de Deter minação O método mais usado para a determinação do calor de hidratação é o da Medida da Diferença entre os Dois Valores do Calor de Dissolução de duas amostras de cimen to, uma anidra e outra hidratada, numa mistura de ácidos fluorídrico e nítrico. No método da Garrafo Térmica colocase no recipiente térmico uma argamassa logo depois de amassada e observase a elevação de temperatura com o tempo. A partir da curva de elevação de temperatura se constrói a curva de quantidades de calor des prendido em função do tempo. O método do Calorímetro Adiabático permite medir o calor desprendido no inte rior das argamassas sem necessidade de levar em conta as perdas externas. Para garan tir essa condição, colocase a argamassa dentro de uma caixa de cobre e o conjunto dentro de recipiente impermeável. Um regulador permite a cada instante, por meio de
67 resistências, manter a mesma temperatura entre os dois recipientes. Um termopar intro duzido na argamassa entre os dois recipientes que dá a elevação da temperatura em fun ção do tempo. Este método fornece leituras diretas, precisas e contínuas; proporciona resultados rápidos; corresponde a condições práticas de utilização para obras de impor tância, podendose empregar a mesma argamassa da obra; no entanto exige aparelhagem complicada e de difícil operação. 4.17.3.Como a Microssílica Atua no Calor de Hidr atação A reação pozolânica entre microssílica, hidróxido de cálcio e água, também libe ra calor. A simples adição de microssílica poderá significar um pequeno aumento no calor de hidratação. Entretanto para uma mesma resistência o concreto com microssílica desenvolve rá uma quantidade menor de calor que o concreto convencional. Podese então reduzir os efeitos térmicos em concreto massa. Isto se dá, porque o concreto com microssílica obedece os fatores de redução de calar de hidratação, pois aumenta o módulo de sílica, é uma pozolana e desloca o início da elevação da temperatura. Uma comparação da ordem de grandeza do calor de hidratação, em função da idade, para as mesmas resistências pode ser verificada pela tabela a seguir: Idade dia s em Cimento Por tland Cimento de Alto F or Cimento com Micr ossí no lica 3 41,00 90,00 34,46 50,31 28,33 36,40 7 46,00 97,00 38,01 54,51 31,13 39,53 28 61,00 109,00 47,24 62,76 38,05 45,95 60 72,00 114,00 53,38 66,97 42,49 49,41 180 74,00 116,00 54,68 68,26 43,48 50,40 OBS: O Calor de H idr a tação está em cal/gr ama Comparação entre os Calores de Hidrat ação Calor Médio de Hidratação em cal/g 100 90 80 70 60 Cimento Portland 50 Cimento de Alto Forno 40 Cimento com Microssílica
30 20 10 0 1 10 100 1000 Tem po em di as (escala m onol og) 68 Concluise, pois, que 90 % do calor é liberado aos 28 dias, atingindose cerca de 50 % aos 3 dias de idade. Cocluise ainda que a microssílica tem uma performace ótima quanto ao calor de hidratação.
69 4.18.R ETRA ÇÃ O POR S ECA GEM O concreto é um material poroso que se ajusta a umidade dos ambientes. Mu danças da umidade causam tensões internas no concreto. Portanto, mesmo o concreto curado irá sofrer variações volumétricas com a variação da umidade do meio, retração ou expansão. Retração por secagem é a redução de volume em consequência da secagem do concreto endurecido. É usualmente diferenciada da retração química, que é irrevessível. Os valores da retração por secagem são diretamente proporcionais à quantidade de água do concreto, sendo pouco influenciados pela presença de microssílica.
70 4.19.M ICROSSÍL ICA PA RA UM C ONCRETO P ROJ ETA DO S UPERIOR Na Noruega a microssílica tem sido usada em concreto há anos. A razão é que a microssílica melho ra algumas importantes características do concreto projetado. O aumento da coesão torna o concreto mais aderente, tanto à base quanto ao substrato. Em con sequência temos:
· reflexão reduzida de 30 a 40 % para cerca de 5 %;
· camadas de 200 mm ou mais;
· facilita o uso de fibras;
· redução da quantidade de acelerador, devi da a maior espessura das camadas;
· o consumo de cimento não precisa ser au mentado para compensar o efeito do acelerador;
· maiores resistências à compressão;
· facilidade de bombeamento para concreto projetado via úmida. O melhor desempenho do concreto projetado com mm se verifica, tanto no pro cesso via seca como no via úmida.
71 4.20.R EMOÇÃ O DE F ORMA S Se a microssílica é usada como uma adição a uma traço existente, então a resis tência nacessária para a desforma será atingida antes do que o concreto original sem microssílica. Se a microssílica é utilizada como reposição de parte do cimento, então cuidados devem ser tomados, pois este concreto terá uma resistência inferior nas primeiras horas após o final da pega. Um cuidado especial deve ser tomado quando em temperaturas muito baixas, no sentido de assegurar uma resistência adequada à desforma. O desenvolvimento da resistência pode ser acelerado com o uso de cimento de al ta resistência inicial, tratamento térmico nas formas. Resistência Compar ação do Comportamento da Resistência nas Pr imeir as Hor as de Cura Pega do Cimento
0 2 4 6 8 Tem po em horas Concreto Normal Concreto com Microssílica Concreto com M.S. e consumo igual ao Normal 72 10 12 4.21.A L GUMA S A PL ICA ÇÕES EM E SPECIA L E M R E PAR O S DE CO NC R E T O Nesta modalidade de uso, o concreto contendo microssílica e fluidificantes subs titui, com vantagem, resinas epóxi. microssílica pode ser aplicado na recuperação de fissuras passivas, a baixo custo, pela utilização de uma calda de injecão composta com cimento e aditivo fluidificante. A aderência do concreto fresco é muito melhorada, sen do este efeito progressivamente aumentado com endurecimento do concreto. E M PRÉ MO L DADO S PR OT E NDI DO S Nestes casos podese ter fck de 70 MPa a 250 MPa. Isto proporciona economia e permite melhor uso do aço. E M E DI FÍ C I OS C O M L AJ E S PL ANAS PR OT E NT I DAS Neste caso, as vantagens do uso de microssílica são várias. Para exemplificálas numericamente, suponhase um fck em torno de 80 MPa. terseia então:
Þ um ciclo total de um andar em 3 dias ao invés dos 7 a 9 dias usuais;
Þ a protensao poderia ser feita em uma só fase, pois o efeito da deformação len ta é grandemente inibido;
Þ o uso rápido das formas voadoras e o uso de escoramento temporário, como e a praxe habitual. E M PRO DUT O S R E FR AT ÁR I OS A principal aplicação do microssílica em refratários é na obtenção de produtos de alta resistência. APL I C AÇÕ E S DIVE R SAS Microssílica é utilizada como: matéria prima na fabricação de produtos refratá rios, pisos cerâmicos de alta resistência, pisos industriais de concreto, blocos e estrutu ras em concreto de alta resistência, pré moldadas ou moldadas in loco, tijolos isolantes para fornos industriais, na produção de concreto de baixo consumo de cimento e em concretos de alto desempenho (CAD). Projetase sua utilização futura na fabricação de produtos plásticos e de borra cha.
73 5. E STUDOS DE FURNAS O projeto das vigas de suporte das pontes rolantes da Casa de Força de Serra de Mesa definiu, inicialmente, o emprego de concreto com fck = 28,5 MPa, aos 28 dias, que corresponde a fcj = 35,1 MPa. Esta resistência exigiu um consumo de cimento, para a viga de montante, já executada, de 475 kg/m³, o qual foi reduzido, posteriormen te para 430 kg/m³, em função dos resultados obtidos nos ensaios de controle. Para a viga de jusante, ainda não executada, decidiuse estudar a substituição parcial do cimento por microssílica, visando reduzir a possibilidade de ocorrência de fissuras de origem térmica. Desta forma, desenvolveramse estudos paralelos nos labo ratórios da obra e de Goiânia, visando a definição e a caracterização de uma dosagem que atendesse à referida resistência especificada pelo projeto. No decorrer do projeto da viga de jusante, a resistência característica do con creto foi reduzida para 22,0 MPa (fcj = 29 MPa), aumentandose a idade de controle para 90 dias, sendo necessário atender, ainda, a um fck = 17,5 MPa (fcj = 24,1 MPa) aos 21 dias, para possibilitar a realização do atirantamento da estrutura nesta idade. A modificação da resistência característica e da idade de controle, quando os estudos do concreto especificado anteriormente já encontravamse em estágio bastante adiantado, tornou necessário um reestudo do concreto a ser empregado, o qual encontrase em andamento no Laboratório de Goiânia.
74 5.1. E STUDOS R EA L IZA DOS NA O B RA 5.1.1.Gener alidades Foram .1.1. estudados, na obra, concretos com diferentes consumos de aglome rantes, microssílica e aditivos superplastificantes, visando o atendimento à resistência especificada inicialmente (fcj = 35,1 MPa) Os estudos de dosagens foram conduzidos tomandose, como referência, as do sagens empregadas na viga de montante, com 62% de argamassa e abatimento de 18,0 ± 1,0 cm. 5.1.2.Mater iais utilizados Foram empregados os seguintes materiais: cimento Portland comum CPS32, marca Tocantins; microssílicas marcas CMM e ELKEM; aditivo superplastificante retardador de pega REOBETON 500, da EMBE CON; areia artificial e brita 19 mm, resultantes da britagem do granito proveniente das escavações obrigatórias; Os anexos 1 e 2 apresentam as características dos aglomerantes e agregados uti lizados nos estudos. 5.1.3.Dosagens Estudadas Os estudos foram desenvolvidos em diferentes etapas, a saber: definição da seqüência de introdução dos materiais na benfeitoria; definição do teor de aditivo superplastificante; definição do teor de microssílica (marca CCM); definição do consumo de aglomerantes (cimento + microssílica); reestudo dos teores de aditivo e de microssílica; dosagens com microssílica marca ELKEM. 5.1.3.1.Seqüênc ia de Mi stura Inicialmente, estudouse uma mesma dosagem de concreto, com consumos de cimento e de microssílica de 308 kg/m³ e 42 kg/m³, na betoneira, conforme mostrado na tabela seguinte. Com base nas trabalhabilidades e resistências obtidas, selecionouse, para o restante do estudo, a alternativa A.
75 Sequên cias de In tro dução dos Mater iais na Betoneir a (Ob ra) Sequên c ia de Alter nativ a A Alter nativa B Alter nativ a C Mater i Temp o da Mater i Tempo da Materi Tempo da ais ais ais Intr od u ç ão Mi stur a (mi n) Mistur a (min) Mis tur a (min ) 1 brita + areia 0 água + micros sílica 1 água + cimento 1 2 metade da água 1 brita + areia 1 cimento 1 3 cimento + mi crossíli ca 1 cimento 1 brita + areia 1 4 metade da água + aditi vo 2(*)+2 aditivo 2(*)+2 aditivo 2(*)+2 (*) Intervalo de 3 minutos 5.1.3.2.Variação dos Teores de Aditivo Superplastificante Nesta etapa, utilizouse um teor fixo de microssílica de 12% em relação ao peso total de aglomerantes, que variou de 307 kg/m³ a 350 kg/m³. A tabela e gráfico figura seguintes apresentam as evoluções das resistências e eficiências das dosagens estuda das. Resistên cia à Comp ressão e Eficiên cia x Teo r d e Aditiv o Con sumo de Ag lomer ante d e 307 a 350 Kg/m3 Resistência à Compr essão (MPa) Teor d e Adi tivo Res.3d Res .7d Res.28d Res .90d 0 12,72 19,08 31,8 37,1 0,5 16,96 23,32 38,16 42,4 1 19,08 28,62 39,22 46,64
76 1,5 19,61 25,44 41,34 42,4 2 24,38 31,27 47,7 49,82 Eficiên cia (MPa/Kg/m3) Teor d e Adi tivo Efic .3d Efic .7d Efic .28d Efic .90d 0 0,051 0,076 0,127 0,148 0,5 0,064 0,087 0,143 0,159 1 0,074 0,111 0,153 0,181 1,5 0,067 0,087 0,141 0,144 2 0,095 0,122 0,187 0,195 Resistência à Compr essão e Eficiência x Teor de Aditivo com Consumo de Aglomer ant e de 307 a 350 Kg/m3 50 0,2 0,18 0,16 0,14 30 0,12 0,1 20 0,08 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) 40 Res.3d Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d 0,06 10 0,04 0,02 0 0 0 0,5 1 1,5 2 Teor de Aditivo Obs.: (1) A eficiência foi definida como a relação entre a resistência do concre to e o consumo de aglomerantes (cimento + microssílica). (2) Os teores de aditivo foram fixados em relação ao peso total de aglomeran tes.
77 (3) O teor máximo de aditivo recomendado pelo fabricante é de 1,4%. 5.1.3.3.Variação dos Teores de Microssílic a Nesta etapa, fixouse o teor de aditivo em 1% (definido a partir dos resultados da etapa anterior) e o consumo total de aglomerantes em 350 kg/m3. A tabela e gráfi co seguintes apresentam as evoluções das resistências e das eficiências das dosagens estudadas. Resistênc ia à Comp ressão e Efi ciênc ia x Teo r d e Micr ossílica Consu mo d e Aglomer ante de 350 Kg /m3 e 1,0 % de Aditiv o Resistência à Compr essão (MPa) Teo r d e Mic r os síli c a Res.3d Res .7d Res.28d Res .90d 0 27 29 37 39 4 26 32 46 49 8 23 30 44 47 12 21 29 42 47 16 20 31 47 49 20 20 32 46 48 Efi ciênc ia (MPa/Kg/m3) Teo r d e Mic r os síli c a Efic .3d Efic .7d Efic .28d Efic .90d 0 0,077 0,083 0,106 0,111 4 0,074 0,091 0,131 0,140 8 0,066 0,086 0,126 0,134 12 0,060 0,083 0,120 0,134 16 0,057 0,089 0,134 0,140 20 0,057 0,091 0,131 0,137
78 Resistência à Compr essão e Eficiência x Teor de Microssílica e Consumo de Aglomerante de 350 Kg/m3 e 1,0 % de Aditivo 50 0,15 40 0,13 Res.3d 35 30 0,11 25 20 0,09 15 10 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) 45 Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d 0,07 5 0 0 5 10 0,05 20 15 Teor de Microssíli ca 5.1.3.4.Variação dos Consumos de Aglomerantes Definidos preliminarmente, os teores de aditivo superplastificante (1,0%) e de microssílica (8%), a partir das etapas anteriores, variouse o consumo total de aglome rantes dos concretos. A tabela e gráfico seguintes apresenta as evoluções das resistên cias e das eficiências das dosagens estudadas. Resistência à Compr essão e Efici ência x Con sumo de Aglomer an te 1,0 % de Ad itivo e 8,0 % de Mi cr ossílica Resistênci a à Compr essão (MPa) Cons umo Res.3d Res.7d Res .28d Res.90d 250 10 15 25 25 300 15 23 35 42 350 21 28 43 45 400 27 34 44 47 450 29 35 45 48 500 30 36 46 49
79 Eficiên cia (MPa/Kg /m3) Cons umo Efi c .3d Efic .7d Efic .28d Efi c .90d 250 0,040 0,060 0,100 0,100 300 0,050 0,077 0,117 0,140 350 0,060 0,080 0,123 0,129 400 0,068 0,085 0,110 0,118 450 0,064 0,078 0,100 0,107 500 0,060 0,072 0,092 0,098 Resistência à Compressão e Eficiência x Consumo de Aglomer ante e 1,0 % de Aditivo e 8,0 % de Micr ossílica 50 0,150 45 Res.3d 35 0,100 30 0,075 25 20 0,050 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) 0,125 40 Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d 15 0,025 10 5 250 0,000 300 350 400 450 500 Consum no de Ci m ento em Kgf/m 3 Pelo gráfico anterior, verificouse quem para atender o fcj = 35,1 MPa aos 28 dias, o consumo de aglomerantes deveria situarse entre 300 kg/m3 e 350 kg/m3. Estu douse uma dosagem com consumo de 320 kg/m3 (294 kg/m3 + 26 kg/m3 de microssí lica), tendose obtido uma resistência de 34,6 MPa, aos 28 dias.
80 5.1.3.5.Reestudo dos Teores de Aditivo e Mic ros sílica Os teores de aditivo foram reestudados em dosagens com consumo total de a glomerante de 320 kg/m3, sendo 8% de microssílica. Anteriormente, os estudos tinham contemplado dosagens com consumos variáveis de 30% kg/m3 a 350 kg/m3 (item 2.1.3.2), com teor de microssílica de 12%. Os primeiros resultados do reestudo mos traram pequenas diferenças em relação aos obtidos anteriormente mostrando que o teor de aditivo de 1% correspondia à dosagem de maior eficiência, embora teores menores (0,75 ou 0,50%) possam vir a ser empregados, com pequenos aumentos nos consumos de aglomerantes. O reestudo dos teores de microssílica ( de 4 a 30%) foi realizado fixandose o consumo total de aglomerantes em 320 kg/m3 e o teor de aditivo em 1%. Os resultados obtidos mostraram evoluções das resistências e das eficiências (aos 28 dias) crescentes até o teor de 20% de microssílica (tabela e gráfico seguintes). Para a idade de 90 dias, o teor de 12% de microssílica mostrou melhores resultado Resistência à Compr essão e Eficiência x Teor de Micr ossíli ca Consumo de Agl omerante de 320 Kg/m3 e 1,0 % de Ad itivo Resistênc ia à Compr essão (MPa) Teor de Mi c r os s ílic a Res .3d Res.7d Res.28d Res .90d 4 20 25 33 34 8 17 26 36 36 12 17 24 36 44 16 18 27 36 43 20 17 24 40 44 25 17 27 38 42 30 15 26 37 43 Eficiência (MPa/Kg/m3) Teor de Mi c r os s ílic a Efic .3d Efi c .7d Efic .28d Efic .90d 4 0,063 0,078 0,103 0,106 8 0,053 0,081 0,113 0,113 12 0,053 0,075 0,113 0,138 16 0,056 0,084 0,113 0,134 20 0,053 0,075 0,125 0,138 25 0,053 0,084 0,119 0,131 30 0,047 0,081 0,116 0,134
81 Resistência à Compressão e Eficiência x Teor de Micr ossílica com Consumo de Aglomerante de 320 Kg/m3 e 1,0 % de Aditivo 55 0,150 50 0,120 40 35 0,090 30 25 0,060 20 15 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) 45 Res.3d Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d 0,030 10 5 4 6 8 10 12 14 16 18 20 22 24 26 28 0,000 30 Teor de Microssíli ca (%) Foram estudadas, ainda, 2 dosagens com elevados teores de aditivo (2% e 2,5%), com teor de microssílica de 20% o qual havia sido utilizado com 1% de aditivo Verificouse resistências e eficiências crescentes com teor de aditivo, em função da redução da água unitária. 5.1.3.6.Estudos co m a mic ross ílica ELKEM Foram estudadas 3 dosagens com a microssílica marca ELKEM, mantendose fixo o consumo total de aglomerantes (320 kg/m3) e o teor de aditivo (1,0%). A tabela e gráfico a seguir mostram as resistências e eficiências obtidas, , comparativamente aos resultados obtidos com a microssílica CCM. Resistência à Compr essão e Eficiência x Teor de Micr ossíli ca Consumo de Ag lomerante d e 320 Kg/m3 e 1,0 % de Aditivo Resistência à Compr essão (MPa) EL KEM Teor de Mic r os Elk em 3d Elk em 7d Elk em 28d Elk em 90d s ílic a 8 18 24 28 34 20 15 26 33 37 30 11 24 35 38
82 Resistência à Compr essão (MPa) CCM Teor de Mic r os s ílic a CCM 3d CCM 7d CCM 28d CCM 90d 8 17 25 34 34 20 15 23 41 44 30 14 25 36 40 Resist ência à Compressão e Eficiência x Teor de Micr ossílica com Consumo de Aglomerante de 320 Kg/m3 e 1,0 % de Aditivo 45 Resistência à Compressão (MPa) 40 35 Elkem 3d Elkem 7d 30 Elkem 28d Elkem 90d 25 CCM 3d CCM 7d 20 CCM 28d CCM 90d
15 10 5 8 10 12 14 16 18 20 22 Teor de Microssíli ca (%) 83 24 26 28 30 5.2. E STUDOS REA L IZA DOS EM G OIÂ NIA 5.2.1.Gener alidades Nos estudos realizados no Laboratório de Concreto em Goiânia, investigouse uma série de dosagens para concreto bombeado, com diferentes teores de microssílica, aditivos e cimentos visando atender às necessidades técnicoeconômicas para constru ção da viga suporte de jusante da ponte rolante da casa de força da Usina Serra da Me sa. Inicialmente foram estudados concretos que atendessem ao fcj=35,1 MPa aos 28 dias. Posteriormente, após a alteração da resistência de projeto, foram estudados con cretos com fcj=29 MPa aos 90 dias (fcj=24,1 MPa aos 21 dias). 5.2.2.Mater iais utilizados Foram empregados os mesmos materiais utilizados nos estudos realizados na obra, com exceção do cimento. Em Goiânia, foram utilizados os cimentos Goiás CPE 32 e CP32, cujas características estão apresentadas no Anexo I. Adicionalmente, fo ram estudadas 2 dosagens com emprego do aditivo SIKACRETE, que contém microssí lica em sua composição. 5.2.3.Dosagens estudadas 5.2.3.1.Seqüênc ia de Mi stura Também em Goiânia, estudouse, inicialmente, a seqüência de introdução dos materiais na betoneira, utilizandose uma dosagem com consumo de cimento e de mi crossílica de 292 kg/m³ e 25 kg/m³, respectivamente. As seqüências estudadas estão apresentadas na tabela seguinte. A seqüência que apresentou melhores resultados quanto à trabalhabilidade e resistências foi a alternativa C, da mesma forma que o veri ficado nos estudos realizados na obra. Esta é a seqüência usualmente empregada para os concretos convencionais sem microssílica.
84 Seq uênc ias d e Intr od ução dos Mater iais na Beto neir a (Goiânia) Se quênc ia de Alter nativa A Alter nativ a B Altern ativa C Mater iais Temp o da Mater iais Tempo d a Materi ais Tempo da Intr odu ç ão Mi stur a (mi n) 1 brita + a reia 2 (*) pasta Mistu ra (min) brita + a reia 5 pasta Mistur a (min) brita + a reia 5 metade da água 1 3 cimento +M.S. 1 4 metade da água + aditivo 2(**)+2 (*) a pasta d as alter nativ as A e B for am pr odu zidas separ ad amente em mistu r ado r mec ânic o a hélic e, da seg uinte for ma: alter nativ a A: águ a +micr ossílic a (1,0 min .) + ad itivo ( 1,0 min.) + cimento (1,5 min.) alter nativa B: água +mic r ossílica (1,0 min.) + cimento (1,5 min.) + aditivo ( 1,0 min.) (**) Inter valo de 3 minutos 5.2.3.2.Variação dos Teores de Aditivo Superplastificante Dando continuidade ao estudo, foram pesquisadas diferentes percentagens de aditivo, para se definir o teor a ser adotado na seqüência do estudo. Nesta etapa, foi empregado o cimento CPE32, variandose o teor de aditivo de 0,5% a 3,0% em relação ao peso de cimento. Com exceção do teor de aditivo, a composição dos concretos foi mantida fixa, com consumos de cimento e de microssílica de 292 kg/m³ e 24 kg/m³, respectivamente. Como o fator A/C das dosagens foi sempre o mesmo, as resistências obtidas foram similares, obtendose abatimentos crescentes com o teor de aditivo utili zado ( tabela e gráfico a seguir)
85 Resistên cia à Comp ressão e Eficiên cia x Teo r d e Aditiv o Consumo de Cimento de 292 Kg/m3 e 12,0 % de M.S. Resistência à Compr essão (MPa) Teor de Adi tivo Res.7d Res.28d Res .90d Slu mp (c m) 0,5 14 32 44 7,5 1 13,5 32 40 15,0 1,5 13 33 40 18,0 2 13,5 34 42 18,0 3 13 33,5 40 22,0 Resistência à Compressão e Eficiência x Teor de Aditivo e Consumo de Cimento de 292 Kg/m3 e 12,0 % de M.S. 50 25,0 40 20,0 35 30 15,0 25 20 10,0 Abatimento (cm) Resistência à Compressão (MPa) 45 Res.7d Res.28d Res.90d Slump (cm) 15 10 5,0 5 0 0,5 0,0 1 1,5 2 2,5 3 Teor de Adi tivo (%) 5.2.3.3.Variação dos Teores de Microssílic a Nesta etapa, fixouse o teor de aditivo em 1% e o consumo de cimento em torno de 300 kg/m³, variandose o teor de microssílica de 0 a 20%, em relação do peso total de aglomerantes. As Figuras 7 e 8 apresentam as evoluções das resistências e das efi ciências dos concretos estudados, para os cimentos CPE32 e CP32, respectivamente.
86 Resistênc ia à Co mpr essão e Efic iênc ia x Teor de Micr ossílic a Consumo de Aglo mer an te de 300 Kg/m3 e 1,0 % de Aditivo Resistênc ia à Comp ressão (MPa) CPE32 Teor de Mic r ossí Res.7d lic a Res.28d Res .90d 0 13 22 28 8 14 31 39 12 15 37 45 16 13 33 44 20 15 32 42 Efici ência (MPa/Kg/m3) CPE32 Teor de Mi c r oss í Efi c .7d lic a Efic .28d Efic .90d 0 0,043 0,073 0,093 8 0,047 0,103 0,130 12 0,050 0,123 0,150 16 0,043 0,110 0,147 20 0,050 0,107 0,140
87 Resistência à Compr essão e Eficiência x Teor de Microssílica com Consumo de Aglomer ant e de 300 Kg/m3 e 1,0 % de Aditivo CPE32 50 0,150 45 35 30 0,090 25 20 0,060 15 10 Eficiência (MPa/Kg/m3) 0,120 Resistência à Compressão (MPa) Y 40 0,030 5 0 0 5 10 15 0,000 20 Teor de Microssílica (%) Resistên cia à Comp ressão e Eficiên cia x Teo r de Micr ossílica Consu mo d e Aglomer an te de 300 Kg /m3 e 1,0 % de Aditiv o Resistênci a à Co mpr essão (MPa) CPI32 Teor de Mic r os sílic a Res.7d Res.28d Res.90d 0 14 26 32 8 18 37 45 12 19 38 50 16 20 42 53 Eficiên cia (MPa/Kg /m3) CPI32 Teor de Mic r os sílic a Efic .7d Efic .28d Efic .90d 0 0,040 0,074 0,091 8 0,051 0,106 0,129 12 0,054 0,109 0,143 16 0,057 0,120 0,151
88 Res.7d Res.28d Res.90d Efic.7d Efic.28d Efic.90d Resistência à Compr essão e Eficiência x Teor de Micr ossílica com Consumo de Aglomer ant e de 300 Kg/m3 e 1,0 % de Aditivo CPI32 60 0,200 0,180 0,160 0,140 40 0,120 30 0,100 0,080 20 0,060 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) 50 0,040 10 0,020 0 0 2 4 6 8 10 12 14 0,000 16 Teor de Mi crossíl ica (%) 5.2.3.4.Concretos com SIKACRETE O SIKACRETE é um aditivo em forma de pasta que contém microssílica em sua composição. Foram estudadas duas dosagens com adição deste aditivo, em teores de 10% do peso do cimento (Goiás CP IIF32) (teor recomendado pelo fabricante). Em pregouse, também, nestas dosagens, o aditivo superplastificante SIKAMENT 300, num teor de 1,0% em relação ao peso de cimento. As evoluções das resistências e das eficiências destes concretos estão apresentadas na tabela e gráficos a seguir:. Resistência à Compr essão e Eficiência x Consumo de Agl omerante 1,0 % de Aditivo e 10,0 % de Si kac rete Resistênc ia à Compr essão (MPa) Cons umo Res .3d Res.7d Res.28d Res.90d 320 15 22 32 38 530 27 32 56 57 Eficiência (MPa/Kg/m3) Cons umo Efic .3d Efic .7d Efic .28d Efic .90d 320 0,047 0,069 0,100 0,119 530 0,051 0,060 0,106 0,108
89 Res.7d Res.28d Res.90d Efic.7d Efic.28d Efic.90d 60 0,120 50 0,100 40 0,080 30 0,060 20 0,040 10 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) Resistência à Compr essão e Eficiência x Consumo de Aglomerante com 1,0 % de Aditivo e 10,0 % de Sikacr ete 0,020 0 300 350 400 450 500 0,000 550 Consum o de Ci m ento Kgf/m 3 5.2.3.5.Caracterização de Dosagens com Mic ros sílica Previamente aos estudos relatados nos itens 2.2.1. a 2.2.3.4., foram estabeleci das duas dosagens de concreto com microssílica, com consumo total de cerca de 350 kg/m³, uma com emprego de cimento AF32 e outra com o cimento CP I32, as quais foram dosadas para atender ao fcj = 35,1 MPa aos 28 dias. Estas dosagens (E4697 e E4731), juntamente com a E5171, dosada posteriormente para um fcj = 29,1 MPa aos 28 dias, foram submetidas a ensaios de caracterização no Laboratório de Goiânia. As composições e as características destas dosagens estão apresentadas nas tabelas a se guir, respectivamente. Para efeito de comparação, estas tabelas apresentam também as características da dosagem E4460, dosada sem microssílica, para um fcj = 35,1 MPa. omposição das Dos agens Compo sição (kg /m3) Cimen to E4460 E4697 E4731 E5171 475 315 320 260 28 28 23 Mic ro ssíl ica Água 222 185 197 201 Areia 685 760 760 812 Brita 19 mm 915 1002 1007 988 2,520 2,580 4,240 Aditivo incor po rador 0,029 Aditivo Super pl asti fican te Aditivo Retar dad or 1,425 Ar i ncor por ado (%) 1,2 3,0 2,6 1,4 19,0 17,5 15,0 19,0
Abatimento (c m) 90 Res.3d Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d 5.3. E STUDOS PA RA O TÚNEL DE P RESSÃ O Foram estabelecidas duas dosagens de concreto com microssílica para utilização no revestimento dos túneis de pressão de Serra da Mesa, com fcj = 29 MPa aos 28 di as, as quais foram submetidas a ensaios de caracterização. As composições destas dosagens e sua características estão apresentadas nas tabelas abaixo, respectivamente. Composiç ão (k g/m3) Cimento E4902 E5181 352 263 Micr ossílica 23 Água 194 188 Ar eia 690 807 Br ita 19 mm 1104 1030 Aditiv o inc or por ador 0,048 Aditiv o Sup er plasti ficante 1,430 Aditiv o Retar dador Ar inco rp or ado (%) 3,5 2,1 Abati men to (cm) 6,0 5,5
91 5.4. C ONCRETOS DE A LTA R ESISTÊNCIA 5.4.1.Gener alidades A definição do limite de resistência a partir do qual o concreto passa a ser con siderado de alta resistência tem mudado ao longo dos anos. Na década de 1950, por exemplo, concretos com resistência de 34 MPa eram considerados de alta resistência, ao passo que hoje, resistências em torno de 110 MPa têm sido consideradas para apli cação em edifícios e estruturas protendidas. Concretos de resistência mais elevada podem ser obtidos pelo emprego de aditivos superplastificantes, de modo a reduzir o fato A/C das dosagens. Associado a este método, tem sido utilizada, nos últimos anos, a adição de microssílica ao concreto, e, dependendo do nível de resistência desejada, de agregados especiais. A adição de microssílica ao concreto de alta resistência apresenta a vantagem adicional de melhorar a sua resistência química. Os concretos de alta resistência têm sido utilizados nos seguintes tipos de obras, entre outras: pilares de grandes edifícios; obras marítimas; estruturas prémoldadas; reparos de estruturas; pisos de alta resistência. 5.4.2.Estudos Realizados por FURNAS Quando dos estudos de concretos com microssílica para a viga de jusante da Casa de Força de Serra da Mesa, o Laboratório de Goiânia estendeu as pesquisas, vi sando a obtenção de dosagens de alta resistência com adição de microssílica. Foram estudados concretos com agregados de dimensão máxima característica de 19 mm e de 9,5 mm (agregado granito), com teor de microssílica de 12%. Nos concretos de 19 mm empregouse o cimento Goiás CPE32, com taxas de aditivo superplastificante (Reobeton 500) de 1,0% e 1,5%. Nos concretos de 9,5 mm empregouse o cimento Goiás CP IIF32, com adição de 1,0% do aditivo superplastifi cante Reobeton 500. Para ambas as dimensões máximas, fixouse o abatimento em 7,0 ± 1,0 cm. As evoluções das resistências e das eficiências estão apresentadas nas duas figuras a seguir, para concretos de 19 mm e nas outras duas, para concretos de 9,5 mm.
92 Resist ênc ia à Com pr essão e Ef ic iên c ia x Con sum o de Ag lom er ant e Dm áx = 19 m m , Adi t iv o (Reobet on 500) = 1,0 %, CPE32 Resistência à Compr essão (MPa) Cons umo Res .3d Res .7d Res.28d Res .90d 350 21 24 45 50 475 27 35 59 62 590 34 45 68 74 Efic iênc ia (MPa/Kg/m3) Cons umo Efic .3d Efic .7d Efic .28d Efic .90d 350 0,060 0,069 0,129 0,143 475 0,057 0,074 0,124 0,131 590 0,058 0,076 0,115 0,125 80 0,160 70 0,140 60 0,120 50 0,100 40 0,080 30 0,060 20 0,040 10 0,020 0 350 400 450 500 Consum o de Ci m ento (Kgf/m 3) 93 550 0,000 600 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) Resistência à Compr essão e Eficiência x Consumo de Aglomerante com Dmáx = 19 mm, Aditivo (Reobeton 500) = 1,0 %, CPE32 Res.3d Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d
Resist ênc ia à Com pr essão e Ef ic iên c ia x Con sum o de Ag lom er ant e Dm áx = 19 m m , Adi t iv o (Reobet on 500) = 1,5 %, CPE32 Resistência à Compr essão (MPa) Cons umo Res .3d Res .7d Res.28d Res.90d 350 19 27 47 54 475 37 48 72 80 590 48 56 70 93 Efic iênc ia (MPa/Kg/m3) Cons umo Efic .3d Efic .7d Efi c .28d Efic .90d 350 0,054 0,077 0,134 0,154 475 0,078 0,101 0,152 0,168 590 0,081 0,095 0,119 0,158 Resistência à Compr essão e Eficiência x Consumo de Aglomerante com Dmáx = 19 mm, Aditivo (Reobeton 500) = 1,5 %, CPE32 100 0,180 0,150 80 70 0,120 60 50 0,090 40 0,060 30 20 0,030 10 0 350 400 450 500 550 Consum o de Cim ento (Kgf/cm 2) 94 0,000 600 Eficiência (MPa/Kg/m3) Resistência à Compressão (MPa) 90 Res.3d Res.7d Res.28d Res.90d Efic.3d Efic.7d Efic.28d Efic.90d
5.4.3.Capeamento dos Cor pos de Pr ova Foi observado que o tipo de capeamento dos corpos de prova de concretos de al ta resistência exerce grande influência nos resultados dos ensaios de resistência à com pressão. Assim sendo, FURNAS realizou estudos comparativos entre diferentes tipos de capeamento, a saber: com enxofre, com gesso e torneandose os topos dos corpos de prova. Os primeiros resultados mostraram que em corpos de prova capeados com en xofre, as resistências obtidas chegam a ser até 40% inferiores àquelas obtidas em cor pos de prova com os topos torneados. A perda de resistência observada em corpos de prova capeados com gesso, em relação aos torneados, atingiu até 30%. Providência devem ser tomadas, ainda, no capeamento, a fim de que seja garan tido que as faces ds mesmo sejam rigorosamento planas. A falta desta uniformidade influência de modo expressivo na resistência abtida pelo corpo de prova. Estas exigên cias são maiores para um concreto de alta resistência tendo em vista o valor elevado do módulo da elasticidade. A dosagem utilizada nestes estudos é baseada na E4869 estudada para a viga de jusante da ponte rolante da casa de força da UHE Serra da Mesa. Em vista destes resultados, recomendase que os topos dos corpos de prova se jam sempre torneados quando do estudo de concretos de alta resistência. 5.4.4.Recuper ação das Lajes Cogum elo Pesquisa Fur nas/UFG. Foi feito um estudo de lajes cogumelo em um convênio entre FURNAS e UFG, no qual lajes cogumelo eram rompidas, e posteriormente reforçadas com concreto com microssílica, após um determinado periodo eram novamente rompidas e satisfatóriamen te atingiam tensões de ruptura consideravelmente superiores às rupturas anteriores. Estes reforços se davam na região de puncionamento das lajes. Os resultados mostraram que é possível recuperar e até mesmo melhorar as con dições de resistência de tais lajes, sem ser necessário a demolição de todo o conjunto, após um puncionamento da laje. O uso de um concreto como este é sobretudo necessário, se houver buracos na região de puncionamento.
95 6. O E NCONTRO DOS C ONCRETOS 6.1. C ONCRETOS DE A LTA R ESISTÊNCIA X C ONCRETOS DE B A IXA R ESISTÊNCIA . M ATERIA IS D IFERENTES ? O s concr etos d e alto d esempenho exigem conhecimento técnico difer enciado par a sua ob tenção, mas é p ossível compr eendêlo com uma evolução natur al do desenvolvimento tecnológico do concr eto tr ad icional. O advento dos concretos de alta resistência (CAR) e, mais apropriadamente, de alto desempenho (CAD), traz à engenharia civil recursos de enorme utilidade para oti mização de diversos problemas, principalmente aqueles ligados às estruturas de concre to. As potencialidades do concreto estrutural foram enriquecidas pelos trabalhos de pesquisa, mostrando o concreto como capaz de desempenhos muito superiores àqueles com os quais edificamos nossa cultura, possibilitando que muitos problemas sejam re solvidos de maneira muito mais econômica e racional. Para tal, é importante o conhecimento da técnica de obtenção destes concretos, presentemente identificados como um material diferente dos concretos ditos de baixa resistência (CBR). Uma releitura das condições de contorno consagradas para os con cretos ditos de baixo desempenho, permite, sem qualquer ranço conservador, aproximar os dois materiais, e mais, perceber uma continuidade na transição de um para o outro, o que gerou esta comparação entre os conceitos básicos de uma e outra tecnologia.
96 6.2. O C ONCRETO DE A LTA R ESISTÊNCIA (CA R) A expressão deste material, usando a resistência como indicador, é decorrência da relação entre este atributo e as demais propriedades do concreto. A definição do que seja um CAR parece oportuna ao estabelecer limites relati vos, guardando lugar a peculiaridades geográficas e temporais, reconhecendo que quaisquer que sejam os eventuais limites, estes poderão a qualquer momento, ser supe rados e colocados dentro do que se convencionou chamar de resistências usuais ou bai xas. Segundo a ACI, de uma forma geral, será considerada de alta resistência aquela mistura que atingir resistências mais elevadas do que, em uma região e sob determina das condições de fabricação, uso ou aplicação, sejam correntemente disponíveis aos usuários de concreto. A obtenção do CAR é um problema subordinado a algumas condições de con torno, já consagradas como condicionantes de grande importância, que não devem ser desprezadas no projeto destes traços. Por outro lado, este material possui propriedades de resistência, permeabilidade, porosidade, durabilidade, elasticidade e traço, que, mais do que diferenciálo dos concretos, constituem o conjunto de atributos necessários para sua consideração como tal. A chave para obtenção deste conjunto de características é o enriquecimento de misturas de granulometria otimizada, de maneira a atingir teores de vazios extrema mente baixos, potencializando a ação dos aglomerantes, com menor necessidade de á gua para trabalhabilidade. Neste ponto, o uso de filers minerais atinge a máxima sofis ticação ao ocupar espaços até entre os grão de cimento. Além disto, o uso de aditivos de forte atuação na redução da água, combinados eventualmente com retardadores de pega para diminuição dos efeitos indesejáveis dos altos teores de cimento, é quase indispensável e constitui condição essencial no desen volvimento destes concretos. Sem dúvida, as altas resistências são devidas principal mente ao fator água/cimento, que passa a ocupar faixas da ordem de 0,3, muito aquém dos números usuais e praticamente impossível de obter sem adtivação do concreto. Por outro lado, a compreensão do mecanismo de ruptura a partir da hipótese de Griffth, aceita universalmente na Ciência dos Materiais, pôs a nu a fragilidade da inter face pasta/agregados. Este seria o conjunto de planos que conteria, preferencialmente, os elos frágeis que desencadeariam a formação de fissuras que conduziram ao colapso local que exprime a ruptura de uma peça. Isto exigiu pensar mais profundamente no funcionamento ponto a ponto da estruturação heterogênea do concreto, conduzindo a um maior rigor na seleção e tratamento das superfícies dos agregados. Finalmente, é importante relatar que as altas resistências exigiram uma relativa limitação do tamanho máximo dos agregados, de maneira a gerar área suficiente para absorção das tensões na interface pasta/agregados.
97 6.3. A T ECNOL OGIA DOS C ONCRETOS As atenções sobre este tema são antigas e remontam ao final do século passado, a partir do surgimento do cimento Portland. Desde então estudouse o material de construção de cimento Portland. Desta forma, guardando especificidades regionais, notadamente relacionadas às condições climáticas, o universo da engenharia mantém poderosos vaso comunicantes na difusão universal das técnicas e procedimentos de projeto e aplicação do concreto. Assim, é possível abordar com tranqüilidade o campo tecnológico aplicável ao concreto de cimento Portland, sem receio de grandes diferenças entre os conceitos e definições vigentes em todo o mundo, ressalvados aqueles decorrentes da diversidade geológica e climática. De maneira geral, o concreto de cimento Portland é uma mistura heterogênea, resultado do reagrupamento de materiais pétreos, através do uso de um aglomerante hidráulico capaz de formar corpos monolíticos com formas atraentes para uso na cons trução. É válido separálo em três partes. Uma formada pelo agregados, miúdo e graú do, outra, formada pela pasta de cimento, e uma terceira, constituída dos vazios da massa. Cada uma destas partes influi no resultado final, dependendo de sua natureza, quantidade ou qualidade. Os tecnologistas do concreto procuram projetar misturas que contenham a má xima quantidade possível de agregados, a menor quantidade de pasta de cimento, e o menor teor de vazios alcançáveis, desde que atendam às necessidades de lançamento nas formas, às especificações estruturais e às condições de uso das peças que irão con sumir. Para tanto, ao projetar os traços, devese atender as necessidades de resistência, trabalhabilidade, permeabilidade, durabilidade, tempo de desforma e idade de carrega mento. Devese limitar a porosidade e o teor de vazios, o consumo de água, o calor de hidratação, a retratação, cuidando de adequar os potenciais de deformação lenta às previsões de cargas permanentes, e informar os característicos estatísticos esperáveis de qualidade, o módulo de elasticidade, e outras atenções que cada pode exigir projeto em particular. Tudo isto, utilizando materiais racionalmente alocados, minimizando os trans portes ao dar preferência às matérias primas da região na produção e uso do concreto. Para atingir estes objetivos, há vários métodos e procedimento consagrados, como por exemplo, o método do American Institute. Em verdade, é muito comum cada instituição adequar algum método conhecido às condições particulares de sua região de influência direta, adaptandoos aos materiais disponíveis ou, até mesmo, promover seu próprio rito de projeto. Em todos os casos, existe um conjunto de definições, resultados de pesquisas, memórias de campo, que são absolutamente válidos e rigorosamente obedecidos, sem pre que se procura obter um concreto dito de resistências normais ou baixas. Este con junto está exaustivamente publicado, sendo encontrado em todos os manuais de concre to de cimento Portland.
98 6.4. E NCONTROS ENTRE OS D OIS C ONCRETOS A obtenção de um CAR, conforme já foi dito, passa por algumas premissas bá sicas, cujo atendimento é essencial para o sucesso dos trabalhos. Sem a intenção de esgotálas, vamos relacionálas e buscar o conjunto de regras clássicas para obtenção dos concretos ditos normais, aquelas correspondências a que propusemos no início des te trabalho. 6.4.1.O fator água/cimento Os atributos de um CAR estão todos ligados a baixo fator água/cimento. É de capital importância uma redução substancial deste índice, de maneira que as resistên cias se elevem e se reduzam a porosidade, a permeabilidade e a retração, enfim, melho rem as características físicas do concreto endurecido. Neville, ao abordar o aspecto resistência do concreto, faz óbvia referência à Abrams, porém retorna ainda mais no tempo e busca demonstrar que a expressão da curva de Abrams é uma particularização da expressão de Feret, 2 c ö
æ
fc = k × ç
÷ è c + a + v ø
Proposta em 1896, que relaciona a resistência dos concretos (f c ) comos consu mos de cimento (c) e água (a), além do teor de vazios (v), sendo que k uma constante. É absoluta a validade da relação inversa entre o fator água/cimento e a resistên cia do concreto, como elemento de igual importância no projeto de qualquer concreto. Mesmo naqueles que, por qualquer razão requeiram grandes quantidades de água, é elementar que esta grande quantidade será implacavelmente limitada pelos projetistas e usuários ao mínimo possível. Para ilustrar um pouco mais a importância dada ao fator água/cimento, nos tra balhos orientados para obtenção de CBR, podemos citar Alfred Hummel, que ao anali sar encolhimento, retração e inchamento dos concretos afirma: "... A medida ou quantia da retração do concreto depende da classe do cimento, do consumo de cimento, da dose de água de amassamento, do volume de poros..." Além deste, também Neville é exaustivo ao relacionar a retração e a porosidade à quantia de água de amassamento, conduzindo o projetista a buscar sempre o menor fator água/cimento possível, no sentido de melhorar não só a resistência, porosidade e retração, como todas as demais características do concreto. Neville ainda referência como a melhor afirmativa neste sentido, a feita por Gilkey: "Para um dado cimento e agregados aceitáveis, a resistência que pode ser atin gida por uma mistura de cimento, agregado e água, trabalhável e devidamente aplicada (em iguais condições de mistura, cura e ensaio) é influenciada por: relação entre o ci mento e a água de amassamento; relação entre o cimento e o agregado; glanulometria, textura superficial, forma, resistência e rigidez das partículas de agregado; tamanho máximo do agregado".
99 6.4.2.Teor de vazios A radical otimização granulométrica exigida pelos traços dos CAR's, implica a perseguição de baixíssimos teores de vazios, de maneira a obter o máximo rendimento da ligação pasta/agregado e, tão importante quanto este detalhe, economizar o volume de pasta, para que haja a menor porosidade possível. O teor de vazios está intimamen te associado à hipótese de Griffth, pois cada poro é um ponto frágil que pode desenca dear o processo de ruína. Basta retroceder ao item anterior para verificarmos que é antiga a constatação do caráter danoso do teor de vazios. Feret colocou o teor de vazios em proporcionali dade inversa com a resistência dos concretos. Mesmo que Neville não manifeste prefe rência por esta referência, em relação a Abrams, aquela expressão baliza claramente à antigüidade da preocupação com o teor dos vazios. Por outro lado, Alfred Hummel volta a ser categórico ao escrever: "O grau de compacidade ou o volume de poros do concreto se refletem de certo modo nas resistên cias à compreensão e à flexotração, na absorção de água e na estabilidade contra o congelamento, em sua durabilidade, assim como nos processos de retração e dilatação". 6.4.3.Natur eza, for m a e superfície dos agregados As recomendações e constatações no entorno dos CAR's, no que diz respeito aos agregados, voltamse sempre para parâmetros que possibilitem uma boa aderência pas ta/agregado. As idéias sobre a natureza dos mesmos são economizadas, provavelmente, pela obviedade que constitui a necessidade de agregados de natureza tal que ofereçam boas resistências mecânicas intrínsecas e propiciem, por sua minerologia, boa adesividade com a pasta, ou, pelo menos, não a prejudiquem. Ao abordar a forma dos agregados, as recomendações e constatações convergem para agregados britados, por sua angulosidade, favorável à aderência, e de certa esferi cidade, recomendando a fuga de partículas lamelares, favorecendo a trabalhabilidade. Devese, então, buscar dentre as disponibilidades, aquela que ofereça o melhor resulta do. Quanto à superfície das partículas, sem referência à área unitária, tudo leva a buscar superfícies rugosas que permitam máximo atrito e ancoragem da pasta, de ma neira a auxiliar a maximização da ligação pasta/agregado. Isto posto, devemos olhar o que escreveu Adolf Hummel. No item 3, do capítu lo III, podese ler: "... os grãos arredondados rodam facilmente até colocarse na posi ção de empacotamento estável. Os grãos com arestas vivas... somente chegam a este empacotamento depois de vencer o atrito superficial e, portanto, em igualdade de con dições, exigem maior energia de adensamento. Além disto, o grão anguloso requer maior quantidade de água para obter consistências aproximadamente iguais no concreto fresco... A diferença entre as quantidades de água requeridas por concretos de agrega dos arredondados e pelos concretos de agregados britados de igual composição granu lométrica, depende da consistência que se dê ao concreto... No concreto de forte consis tência, o suplemento de água de amassamento não é tão importante a ponto de anular a vantagem de melhor desempenho mecânico interno do concreto confeccionado com a gregado britado: portanto, este segue tendo resistências mais elevadas, em igualdade
100 das demais condições. No entanto, quanto mais trabalháveis se requeiram os concretos, mais se notará a diferença de água requerida e, portanto, de resistência". É desnecessário ir além na ilustração da preocupação de Alfred Hummel com estes detalhes. Aliás, é exemplar o texto, pois, inclusive, estabelece com perfeição a relação de compromisso da forma e da origem dos agregados com suas conseqüências na mistura, ao alterar o resultado final devido às diferenças de água requerida. 6.4.4.Granulom etria A respeito dos CAR's, os indicadores de procedimentos e as constatações de la boratório recomendam granulometrias que propiciem as melhores trabalhabilidades, de maneira a exigir as menores quantidades de água, possibilitando, então, os mais baixos fatores água/cimento. Há relatos de módulos de finura obtida em redor de 3,0 tendo como base a melhor trabalhabilidade obtida. Sobre os agregados dos graúdos, as aten ções concentramse no tamanho máximo do agregado, buscando alcançar uma área su perficial capaz de atender às tensões na interface pasta/agregado. De qualquer maneira, é certo que as limitações de tamanho máximo e módulo de finura não significam que não se deva buscar a melhor distribuição granulométrica possível e permanecem válidas as recomendações quanto à obtenção do menor teor de vazios com a melhor trabalhabilidade de forma a exigir a menor quantidade de água de amassamento possível. É neste ponto que encontramos o primeiro divórcio entre o que era classicamen te aceito como verdade universal e o que presentemente se verifica nos laboratórios e aplicações de concretos. Alfred Hummel é claro ao recomendar a permanência do agregado total dentro das faixas granulométricas mais ou menos rígidas, assim como a DIN 1045, vigente à época de seus trabalhos. Durante muito tempo conviveuse com o dogma bem apresentado por Hummel, que afirmava: "... O ponto chave de uma granulometria é o tamanho máximo do agre gado, uma vez que ao aumentar as dimensões dos grãos, diminui o número de grãos que precisam ser aglomerados por metro cúbico de concreto e, com isto, diminui também a quantidade de cimento necessário para a aglomeração por unidade de volume de concre to... É, sempre, pouco recomendável dedicarse a triturar excessivamente a rocha para voltar logo a uníla com cimento". É importante considerar que sempre se considerou este pensamento de maneira literal e sempre se buscou maximizar o tamanho dos agregados, sendo esta a razão de se dizer que é o primeiro divórcio encontrado. Porém, é conveniente refletir sobre estas palavras, que não geram propriedade da idéia para Hummel, porém são exemplares pela clareza de expressão. Ao tempo da formação deste conceito, as solicitações que se admitia impor ao concreto eram peque nas, frente ao que presentemente se faz. O nível de tensões na interface pasta/agregado não possuía a importância capital que hoje conhecemos e que, inclusive, é o fator limi tante superior das resistências dos concretos, quando as demais condições de contorno estão satisfatoriamente atendidas. Assim, dentro do espectro de carregamentos impostos aos concretos àquela épo ca, era perfeitamente lógico aquele procedimento. Se, eventualmente, as necessidades de resistências mecânicas de um concreto forem da ordem dos valores admitidos quando da formação daqueles conceitos, os car
101 regamentos na interface pasta/agregado ainda serão pequenos o suficiente para se ter como resultado do estudo de otimização granulométrica os tamanhos máximos nos ter mos recomendados pela tecnologia dos concretos de baixa resistência. Podemos insistir e afirmar que, determinados os limites superiores impostos ao tamanho máximo dos agregados graúdos, deveremos, sempre, buscar o máximo admissível e, a partir dele, otimizar a granulometria nos escalões dimensionais inferiores. Assim, podemos reescrever aquela idéia, apenas adequandoa aos novos parâ metros exigidos dos concretos, formalizando um texto como segue: O ponto chave de uma granulometria é o tamanho máximo do agregado, pois atendidas as necessidades de absorção das tensões na interface pasta/agregado, a diminuição das dimensões dos grãos aumentaria o número de grãos que precisam ser aglomerados por metro cúbico de concreto e, com isto, aumentaria a quantidade de cimento necessária para a aglomera ção por unidade de volume de concreto... É, sempre, pouco recomendável dedicarse a triturar excessivamente a rocha para voltar logo a uníla com cimento. Admitindo este texto, podemos inclusive reunir os CBR's e os CAR's sob a égi de de uma única abordagem, do ponto de vista granulométrico, ensejando uma única coleção de condições de contorno para o projeto de concretos que venha a contemplar todas as faixas de resistência, ou desempenho. A Figura abaixo mostra o gráfico apresentado por Neville onde fica clara a in tervenção da composição granulométrica no caso, do agregado miúdo na demanda de água de assentamento.
102 Água de Amassamento x Vazios da Areia 190 185 Água de Amassamento (Kg/m3) 180 175 170 165 160 155 150 145 140 36 38 40 42 44 46 48 50 Teor de Vazi os (%) 6.4.5.As pozolanas Existe uma espécie de unanimidade entre os estudiosos e usuários dos CAR's, ao interligar a obtenção de altas resistências ao uso de microssílica. Como exemplo devemos citar o engenheiro Epaminondas Filho, que ao enumerar os materiais compo nentes do CAR, adjetiva a microssílica como sendo "necessariamente" um deles. Sem dúvida, a microssílica constitui a melhor pozolana dentre as de disponibili dade relativamente abundante. Sua composição química, finura e superfície específica, a habilitam quase à perfeição no que se pode esperar de um material de sua classe. Ora, o uso de pozolanas é anterior ao cimento portland e são inúmeros os que a recomendavam para melhorar várias características dos concretos. A microssílica é um material de extraordinária atividade pozolânica, pela feliz combinação de sua composi ção química com sua altíssima superfície específica. Scandiuzzi e Andriolo, analisando algumas pozolanas, concluíram que "... É de se observar a nítida influência da finura sobre os índices de atividade pozolânica dos materiais. Observouse que há uma tendência para um ponto de valores ótimos, a par tir do qual não se teria maiores benefícios". A Figura abaixo reproduz parcialmente os resultados relativos à cinza volante. Se considerarmos que a microssílica, segundo Epaminondas Filho, possui finura da ordem de 20 m²/g, 30 (trinta) vezes superior a cinza volante ensaiada, é natural que seu uso conduzisse a resultados muito melhores.
103 Ativ. Poz. c/cimento (%) Influência das Pozolanas/Cinza Volante 120 120 110 110 100 100 90 90 Ativ. Poz. c/ cimento 80 80 Água Requerida 70 70 60 60 50 3678 4436,5 5195 5953,5 50 6712 Finura Blaine (cm 2/s) No entanto, isto não invalida o uso de outras pozolanas, sendo possível que uma outra, com finura e característicos químicos particulares, conduza a resultados igual mente satisfatórios. 6.4.6.O módulo de elasticidade Este é o atributo geminado à resistência para o projeto das estruturas, uma vez ser virtualmente impossível não considerar o comportamento elástico na avaliação do desempenho das peças de concreto. Sem desenvolver os procedimentos para determina ção deste valor, vamos direto às recomendações para projeto. Montoya, Meseguer e Cabra, recomendam para determinação do módulo de e lasticidade em climas úmidos, não havendo ensaio específico, o uso da expressão Ecj = 4427 × fcj 0, 5 O relatório do ACI, fazendo ressalvas de que valores mais altos já foram relata dos por outros pesquisadores, apresenta a expressão Ec = 3320 × fc 0, 5 + 6900 obtida por Martinez e outros (Cornell University). A Figura abaixo mostra ambas as expressões plotadas para visualizar as curvas, estendendo seus intervalos de uso reco mendado.
104 Módulo de Elasticidade x fck (conc. nor mais e alt a res.) 40000 35000 Módulo de Elasticidade (MPa) 30000 25000 20000 Menores Valores entre CAR e CBR 15000 10000 5000 0 0 10 20 30 40 50 60 70 80 90 100 Fck (MPa) É tentador imaginar que, nos limites dos intervalos recomendados, cada uma das expressões pode carregar as margens de erro naturais aos ajustes de curvas. Por esta razão, parece interessante aproveitar a fronteira do f ck = 40 MPa, para interromper a plotagem da expressão referente aos CBR's e começar a dos CAR's. Mesmo porque, no gráfico da Figura anterior, este é aproximadamente o ponto de intersecção das curvas (analiticamente, a intersecção ocorre para fck~39 MPa). A figura seguinte mostra o aspecto do gráfico resultante desta plotagem.
105 Módulo de Elasticidade x fck (cur va unificada) 45000 40000 Módulo de Elasticidade (MPa) 35000 30000 25000 CBR 20000 CAR 15000 10000 5000 0 0 10 20 30 40 50 60 70 80 90 100 fck (MPa) Não é possível fazer quaisquer afirmações, porém é interessante o resultado desta plotagem particularmente truncada. Ela sugere a possibilidade de uma continui dade, ou seja, de uma única expressão para o módulo de elasticidade, o que é um tema fascinante de estudos comprobatórios.
106 6.5. O C ONCRETO A RMA DO Cordovil e Chang chegaram a resultados que estimulam estudos com aços de re sistência característica acima dos disponíveis atualmente, de forma a tornar as peças realizadas em concreto armado economicamente viáveis, quando do uso de CAR's. Da mesma forma, Dal Molin e Wolf, ao experimentar e relatar vantagens no dimensionamento de peças de concreto armado usando CAR, considerandose o uso dos aços disponíveis no mercado e as teorias estáticas de uso corrente, expõem necessida des de cuidados adicionais nos processos de fabricação, lançamento e cura e concen tram os benefícios econômicos em peças comprimidas, salientando facilidades decor rentes da variação da resistência do concreto ao longo dos pilares, de maneira a uni formizar a forma. No mesmo trabalho, relatam o escasso ganho de rendimento, nas peças fletidas, dadas as condições de contorno obedecidas, confirmando as conclusões de Cordovil e Chang. Ora, o concreto armado constitui aplicação que exige a harmonia dos potenciais de um e outro material concreto e aço. A disponibilidade de concretos com desempe nho elevado poderá exigir que sejam adequados os característicos do aço, de maneira que as secções de concreto armado, quando equilibradas, satisfaçam os requisitos de fissuração e deformação fixados para as aplicações correntes. Da mesma forma que, para précomprimir as peças em concreto protendido, usase aços com característicos capazes de solicitar convenientemente o concreto onde eles apresenta o melhor desem penho mecânico, ou seja, na compressão, ao realizar peças em armadura frouxa e CAR, deverseia usar aços também capazes de otimizar o aproveitamento das secções de concreto.
107 6.6. C OMENTÁ RIOS Do exposto, podemos levantar a hipótese de que estamos frente a um único ma terial, que não possui duas faixas de comportamento distinto. Em verdade, se recuarmos no tempo até antes de qualquer procedimento que en sejasse a compreensão do concreto, podemos afirmar que ele, o concreto, já existia, apenas ainda não tinha sido descoberto ou desenvolvido. Sua existência a partir de uma certa data, implica que o universo natural já o comportava, uma vez que seu ad vento dependeu exclusivamente do alcance de um certo estágio tecnológico. Negálo seria quase como afirmar que a gravitação não existia antes que Newton a explicasse. Por isso, é possível que estejamos apenas ampliando a base tecnológica que ex plicará o concreto, havendo, isto sim, dois estágios tecnológicos, cuja união parece natural e, inclusive, poderá fornecer os verdadeiros potenciais deste material, colocan do as diferenças ora em discussão, como questões temporais a serem superadas.
108 7. A I NFL UÊNCIA DOS A GREGA DOS 7.1. I NFL UÊNCIA DOS A GREGA DOS NA Q UA L IDA DE DOS C ONCRETOS DE A LTO D ESEMPENHO O material "concreto de alto desempenho" (C.A.D.) é bastante semelhante ao "concreto convencional", embora apresente determinadas diferenças que, em geral, ad vêm da sua constituição interna, ou seja, da natureza do concreto enquanto material composto, heterogêneo e que apresenta duas fases: a matriz, (pasta de cimento) e a carga (agregados). É a qualidade intrínseca das fases pasta e agregados, bem como da sua interação, a chamada ligação ou interface agregadospasta, que governam o com portamento dos concretos. No tocante aos agregados, pesquisadores noruegueses, trabalhando com concre tos de várias classes de resistência, fabricados com um agregado usual naquele país, o seixo britado de boa resistência, verificaram que, em concretos de alta resistência até 80 MPa, as fissuras se desenvolviam na pasta e na interface agregadopasta, compor tamento típico de um material composto. Entre 80 e 100 MPa as fissuras começavam a penetrar nos agregados e o concreto comportavase como um material homogêneo, com capacidades de carga dos agregados e da pasta aproximadamente iguais. A partir de 100 MPa os agregados eram os componentes mais fracos, e o concreto se comportava novamente como um material composto. A modelação em computador do processo de fissuração do concreto, realizada por outros pesquisadores é reproduzida na Figura seguinte, parece complementar estas conclusões. C.A.D. : algu mas fissuras atravessam os
Concreto convencional: as fissuras contornam os agrega dos 109 Concreto leve : as fissuras atraves sam os agregados 7.2. A FA SE " A GREGA DOS " Segundo vários autores, as características dos agregados que mais influenciam a resistência à compressão dos concretos são a sua própria resistência à compressão, o módulo de elasticidade, o diâmetro máximo/módulo de finura, a forma e textura super ficial e a natureza mineralógica. Pode parecer óbvio que um C.A.D. necessite, para a sua fabricação, de agrega dos de alta resistência, e isto de certa forma é verdade. Ocorre, entretanto, que, em alguns casos, mesmo com agregados de grande resistência à compressão, atingese um limite acima do qual são infrutíferas as tentativas de elevar a resistência dos concretos com o fortalecimento da pasta: o concreto rompe na ligação agregadopasta. A alta resistência dos agregados é, portanto, uma condição necessária mas não suficiente. Essa referência também deverá ser bastante mais elevada do que a classe de re sistência do concreto que se pretende obter, porque a tensão real nos pontos de contato das partículas individuais do agregado na massa do concreto pode exceder em muito a tensão nominal de compressão aplicada no concreto. Essa concentração de tensões em volta das partículas faz com que para a fabricação dos C.A.D. sejam necessários agre gados com tensões de rotura superiores a cerca de 150,0 MPa. Já a influência do módulo de elasticidade dos agregados na resistência dos con cretos é controversa. Enquanto alguns autores consideram que para a obtenção de C.A.D. são necessários agregados com módulo de elasticidade elevado, outros que a concentração de tensões em torno de agregados é provocada exatamente pela diferença de módulos de elasticidade, sendo então mais interessante, do ponto de vista das altas resistências à comprensão, a utilização de agregados com módulo de elasticidade seme lhante ao da pasta ou argamassa do concreto. A questão do tamanho dos agregados indicados para a fabricação dos C.A.D. é importante, complexa e também dá margem a algumas controvérsias. É ponto pacífico que as dimensões dos agregados influenciam sobremaneira o fator A/C dos concretos. Em geral os materiais mais grossos (e mais limpos), com menor superfície específica, necessitam de menos água de molhagem, e possibilitam a obtenção de uma dada trabalhabilidade com um fator A/C menor. Nos agregados miú dos esta questão é aceita sem problemas, porque os C.A.D. (em geral) já possuem ele vado teor de finos (aglomerantes), devendo o agregado miúdo apresentar preferencial mente um módulo de finura elevado, superior a 2,8 ou 3,0. A condição de limpeza dos agregados também é importante, já que pode influ enciar bastante esta questão. Nos agregados graúdos, entretanto, a questão é mais complexa. Há estudos dando conta de que para agregados com diâmetro máximo (Dmax) acima de 38,1 mm o aumento de resistência provocado pela menor demanda de água é superado pelo efeito prejudicial da menor área de contato entre fases. Haveria uma descontinuidade estrutu ral introduzida principalmente nas misturas muito ricas pela presença de partículas grandes, já que o concreto se tornaria um material mais heterogêneo. Assim, o Dmax mais indicado para um dado concreto em termos de resistência, parece estar associado à dosagem de cimento de mistura. Nos concretos pobres é em geral vantajoso o emprego de agregadores maiores, com Dmax da ordem de 150,0 mm. Nos concretos estruturais correntes, parece não haver vantagem na utilização de agre gadores com Dmax superior a 25,0 ou 40,0 mm.
110 Na prática, além das limitações impostas pelas normas (relativas às dimensões das peças a serem concretadas) devem prevalecer a disponibilidade e a análise do custo envolvido na utilização de várias dimensões de agregados. Nos concretos com alta dosagem de cimento e baixo fator A/C, com os C.A.D., existem vários estudos apontando a obtenção de máximas resistências com agregados de Dmax variável entre 9,52 e 28,0 mm. Existem vários autores que defendem a adoção de Dmax menores, pela maior superfície específica dos agregados, que reduziria a concentração de tensões em cada partícula individual. A maior superfície específica dos agregados também seria res ponsável pelo crescimento do número de juntas de movimentação entre componentes, pelo aumento da homogeneidade da mistura, pela melhor transferência de carga entre a pasta e os agregados, e pela possível redução do volume de pasta e do espaçamento entre agregados, que tem como consequência o aumento do percurso médio das fissuras internas do concreto (como as fissuras geralmente propagamse mais na região entre agregados, com a redução do seu espaçamento as fissuras encontramse com os agrega dos mais freqüentemente, e, ao contornálos, aumentam o seu percurso). A soma de todas estas "vantagens" da adoção de agregados de menores dimen sões seria suficiente para sobrepujar a alteração do fator A/C que elas provocam, embora persista quem pense o contrário. Em termos de forma de textura superficial, é sabido que a forma angular e a su perfície áspera, como a da maioria das partículas britadas, geralmente resulta em maior aderência do que a obtida em superfícies lisas e formas arredondadas, como, p.ex., as dos seixos rolados. A angulosidade acentuada entretanto deve ser evitada, pois provo ca a elevação da quantidade de água necessária à obtenção de uma dada trabalhabilida de. A forma ideal dos agregados graúdos parece então ser a cúbica. Do ponto de vista mineralógico, a natureza dos agregados pode ser tal que pro mova a aderência cristalina com a pasta. Já foram feitas tentativas de elevação da re sistência dos concretos com o emprego de agregados especiais como o clínquer de ci mento portland ou aluminoso, as escórias de alto forno, etc. Rochas britadas, como p.ex. o calcário, o granito, o basalto, o dolerito, a diaba se, etc., têm sido empregadas com sucesso na fabricação de C.A.D. bem como os sei xos rolados. No caso específico dos agregados miúdos, tanto as areias naturais quanto as ar tificiais provenientes de rochas britadas podem ser empregadas com o mesmo objetivo. Há quem recomende ainda a compatibilidade entre os agregados graúdos e miúdos, ten do sido boas resistências obtidas à compressão em concretos onde a natureza mineroló gica dos dois tipos de agregado era igual, sendo ambos britados. Este fato foi atribuí do à maior homogeneidade do concreto, provocada pelas iguais características mecâni cas dos agregados. Assim, as principais conclusões obtidas na literatura técnica em termos de sele ção de agregados para a confecção de C.A.D. são que estes componentes devem possuir alta resistência à compressão, módulo de elasticidade maior ou igual ao da pasta de cimento, granulometria que minimize o consumo de água e/ou a concentração de ten sões, características máximas de limpeza e isenção de materiais pulverulentos e forma e textura superficial que favoreçam a aderência com a pasta. Quando há boa aderência agregadopasta, um corpo de prova rompido de con creto mostra algumas partículas partidas de agregados, em conjunto com muitas outras arrancadas de seus alojamentos. Um excesso de partículas partidas pode ser indicativo de que o agregado é pouco resistente para o concreto em causa.
111 7.3. E XPERIÊNCIA S R EA L IZA DA S E R ESULTA DOS O B TIDOS Resolveuse testar algumas variações de parâmetros dos agregados, de modo a identificar suas influências na resistência à compressão dos C.A.D.. Antes de iniciar o relato entretanto é importante chamar a atenção para alguns fatos. As resistências à compressão foram medidas em corpos de prova cúbicos com 15 cm de aresta (pelo me nos 3 por resultado apresentado), conservados em água até a idade de ensaio que, salvo indicação em contrário, foi de 28 dias. As composições básicas dos concretos ensaiados foram as apresentadas nas Ta belas a seguir, com Dmax=25,4 mm. A brita era granítica, a areia natural siliciosa com Mf=3,40, o cimento portland comum classe 30, o aditivo químico um superplasti ficante à base de naftaleno, e a microssílica um produto norueguês comercializado na forma de pasta aquosa, com 50% de partículas sólidas em massa. COMPONENTES Var iaç ões da Co mpo siç ão de B 1 k g/m3 Dmáx (mm) 25,4 19,1 12,7 9,52 4,76 Brita 15/25 660 428 Brita 5/15 428 492 948 Areia 645 784 731 1035 1375 Cimento 500 500 500 500 500 Água 182 185 190 208 224 593 200 Superplatificante (l/m3) Microssílica (l/m3) Outras Características Fator A/(C+a) Abatimento (cm) 0,36 0,37 0,38 0,42 0,45 3,0 3,0 3,0 3,0 3,0 Resistência à Compressão 67,8 68,3 65,3 58,7 51,5
(MPa) 112 COMPONENTES Var iaç ões da Co mpo siç ão de B 2 k g/m3 Dmáx (mm) 25,4 19,1 12,7 9,52 4,76 Brita 15/25 696 455 Brita 5/15 451 524 1003 634 Areia 681 834 772 1107 1468 Cimento 500 500 500 500 500 Água 122 129 139 151 168 Superplatificante (l/m3) 15 15 15 15 15 0,3 0,34 4,5 4 214 Microssílica (l/m3) Outras Características Fator A/(C+a) Abatimento (cm) 0,24 0,26 0,28 3,5 3 3,5 Resistência à Compressão 86,9 85,3 (MPa) 77 66,1 56,4 COMPONENTES Var iaç ões da Co mpo siç ão de B 3 k g/m3 Dmáx (mm) 25,4 19,1 12,7 9,52 4,76 Brita 15/25 698 459 Brita 5/15 453 529 1012 638 Areia 685 841 779 1115 1482 Cimento 450 450 450 450 450 Água 35 56 66 78 95 Superplatificante (l/m3) 15 15 15 15 15 Microssílica (l/m3) 105 83 83 83 83 0,3 0,34 3 3 216 Outras Características Fator A/(C+a) Abatimento (cm) 0,26 0,26 0,28 3 3 3 Resistência à Compressão 104,6 103,5 99,7 90,5 78,6
(MPa) 113 Procurouse, ao selecionar os concretos de referência, que eles fossem represen tativos de três níveis de resistência à compressão. Assim sendo, o concreto denomina do B1 possuía dosagem de cimento de 500 kg/m³, fator A/C de 0,36 e, com resistência à compressão de cerca de 65 MPa, enquadravase no primeiro nível de resistência. O concreto B2 era uma avaliação de B1, com igual dosagem de cimento, porém com um aditivo superplastificante que, mantido o abatimento original, proporcionou a redução de 34% da água de amassamento. O fator A/C caiu para 0,24, com uma con seqüente elevação da resistência à compressão para o segundo nível, de cerca de 85 MPa. O concreto B3 era uma variação do B2, com 10% da massa inicial de cimento (50 kg/m³) substituída por microssílica, com elevação adicional da resistência à com pressão para o terceiro nível, de 105 MPa. 7.3.1.Alteração da condição de limpeza dos agregados Os agregados selecionados não se enquadravam nas condições ideais de limpeza para a confecção dos C.A.D., principalmente no tocante aos teores de materiais finos, apesar de estarem dentro dos limites permitidos por várias normas internacionais. Resolveuse então alterálos através da lavagem só das britas e da lavagem con comitante das britas e da areia. A limpeza dos agregados não provocou alterações sig nificativas das composições originais. Tal não ocorreu porém com a resistência à compressão dos concretos (Veja a figura abaixo). A limpeza dos agregados proporcionou elevações da resistência à com pressão dos 3 concretos. A lavagem conjunta da brita e da areia provocou elevações médias de resistência da ordem de 10% e isto foi atribuído à melhoria da aderência agregadopasta de cimento.
114 Influência da Lavagem dos Agr egados na Resistência à Compr essão dos Concr etos 120 80 B1 20 Brita Lavada 40 B2 Brita e Areia Lavadas 60 Materiais ao Natural Resistência à Compressão (MPa) 100 B3 0 Condição de Lim peza dos Agregados 7.3.2.Var iação do diâm etro m áximo dos agregados Os agregados foram sucessivamente peneirados nas peneiras de aberturas 25,4, 19,1, 12,7 e 9,52 mm, obtendose assim granulometrias com Dmax de respectivamente 19,1, 12,7, 9,52 e 4,76 mm. As composições derivadas, calculadas pelo método de Faury, também estão nas Tabelas anteriores. Os resultados obtidos estão na Figura seguinte, onde verifica que a redução do Dmax dos agregados refletiuse genericamente em quedas da resistência à compressão dos concretos com Dmax = 25,4 e Dmax = 19,1 mm foi relativamente pouco significa tiva. Para Dmax inferiores a esses, entretanto, as quedas sucessivas de resistência fo ram substanciais.
115 Influência do Diâmetro Máximo do Agregado na Resistência à Compressão dos Concr etos 120 Resistência à Coimpressão (MPa) 100 80 B3 B2 60 B1 40 20 0 25,4 19,1 12,7 9,52 4,76 Dm áx (m m ) Para tanto não é alheio o fato de que o método de dosagem empregado induz a sucessivos aumentos do volume de pasta dos concretos à medida que decresce o Dmax dos agregados. A elevação do volume de pasta dos concretos provoca elevações da dosagem da água e, conseqüentemente, do fator água (cimento + aditivo mineral) para que seja mantido fixo o abatimento, e isso colabora para o decréscimo das resistências. Verificase então que, ao contrário de parte da literatura técnica consultada, as altas resistências foram mais facilmente obtidas com agregados de maiores dimensões. 7.3.3.Var iação da natur eza do agregado gr aúdo Nesta etapa as composições de B1, B2 e B3 tiveram alterada a natureza minera lógica do agregado graúdo: o granito dos concretos de referência foi substituído por calcário e por balsato. As resistências à compressão das três rochas, medidas em cu bos com 5 cm de aresta, rompidos após secagem em estufa, foram de 127 MPa para o calcário, 199 MPa para o granito e 342 MPa para o balsato. As granulometrias do calcário e do balsato foram manipuladas por peneiramen to de modo a igualaremse à do granito. Isto não provocou alterações significativas das composições originais dos concretos. Os resultados obtidos estão na Figura a seguir, conforme aí se verifica, a subs tituição do agregado graúdo revelou, em termos genéricos, variações insignificantes da resistência à compressão dos concretos nas primeiras idades e nos níveis mais baixos de resistência.
116 Influência da Natureza do Agregado Graúdo na Resistência à Compressão dos Concr etos 120 Resistência à Compressão (MPa) 100 B1calcário 80 B1basalto B1granito B2calcário B2basalto 60 B2granito B3calcário B3basalto 40 B3granito 20 0 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 Idade em Di as Apesar do pequeno número de ensaios realizados, verificase porém que a influ ência da resistência à compressão do concreto tornase mais importante nos níveis de resistência mais elevados, nas maiores idades ensaiadas (28 dias). Essa tendência concorda com as observações da literatura técnica, principal mente quando se verifica que a influência da resistência do agregado começa a se tor nar realmente efetiva nos concretos com resistências à compressão superiores a cerca de 80 MPa. Deve ser ressaltado porém o fato de que elevações da resistência dos agregados entre 50 e 200 MPa refletemse, aos 28 dias de idade, em variações da resistência à compressão dos concretos da ordem de apenas 10 ou 15 MPa, ou seja, pelo menos uma ordem de grandeza menores.
117 7.4. C OMENTÁ RIOS Em linhas gerais, os resultados obtidos nestes ensaios permitem afirmar que é possível o aprimoramento das composições básicas dos C.A.D., tendo em vista a eleva ção das suas resistências à compressão. Para tanto, podem ser promovidas a limpeza dos agregados por lavagem e subs tituição do agregado graúdo granítico por outro mais resistente, como por exemplo o basalto. Dadas as características das variações estudadas e a grandeza das elevações de resistência obtidas, considerase porém que cada alteração deva ser precedida de um estudo de viabilidade econômica. Das tentativas efetuadas para elevação da resistência à compressão dos concre tos, a única frustrada foi a de redução do diâmetro máximo dos agregados.
118 8. E STUDOS E SPERIMENTA IS COM M ICROSSÍL ICA EM A RGA MA SSA S E C ONCRETO Tomamos como meta principal de nossos estudos, a viabilidade econômica da microssilica nos diversos campos da engenharia civil, assim, muito além de estudos de reconhecimento de traços e resistências a nível prático, procuramos um método e um traço ideal, bem como modelos matemáticos, que nos possibilitassem a utilização da microssilica sem aditivos superplastificantes, que são aditivos nobres e caríssimos. A seguir apresentaremos:
· Os tipos de agregados que utilizamos em nossa pesquisa,
· As curvas de referência granulométricas, e o grau de aproximação que obti vemos,
· Maneira correta de dosagem com microssílica,
· As resistências obtidas,
· As trabalhabilidades obtidas,
· Gráficos comparativos das resistências convencionais esperadas e das resis tências com a microssilica,
· Gráficos da eficiência da microssilica e aditivos,
· Estudo comparativo de diversos aditivos com ação plastificante,
· A microssilica com e sem aditivo e seus custos em comparação com o concre to convencional.,
· Comportamento do concreto em relação à coesão e adesão.
119 120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
9. D OSA GENS Até uns dez anos atrás ,um concreto de 30 MPa era considerado de resistência elevada. Hoje nos EUA e na Europa já se usa com sucesso concretos de 80 a 90 MPa (800 a 900 Kgf/cm 2 ) em construções prediais . Para dosagens inicial, é importante a fixação dos parâmetros resistência ,consumo de microssílica e de água. O fator água cimento (x) e muito majorado quando se adiciona a microssilica (x'). Partindo de um gráfico experimental (de Sellevold), o engenheiro LUIS RO BERTO FORTES FURTADO, da Fortes Serviços Especiais de Engenharia , elaborou um gráfico aplicado para fixação de dosagens iniciais. Gráfico de Fortes para Concretos CAR (Com Microssílica) 60 Fator A/C : x 50 x = Fc56 (MPa) 40 A C
30 Fator A/(C+M.S.) : x' 20 x ' =
10 0 0,4 0,5 0,6 0,7 0,8 0,9 A C + M . S .
1 Fator A/C Concreto normal (de referência) sem microssílica Concreto com 8% de microssílica por peso de cimento Concreto com 10% de microssílica por peso de cimento Concreto com 12% de microssílica por peso de cimento Concreto com 14% de microssílica por peso de cimento Concreto com 16% de microssílica por peso de cimento Até 60 MPa os concretos são considerados de alta resistência(CAR) e calcula dos rotineiramente. Acima de 60 MPa os concretos são denominados de ultra alta (CUAR)/cujo calculo deve obedecer às especificações do fabricante, principalmente porque em altas resistências a ruptura é instantânea.
160 Pelo gráfico Fortes de dosagem , o dado de consumo de água obtido é muito ele vado e deve ser corrigido pela incorporação de aditivos conjuga dois (redutores de á gua/plastificantes).Empregar então aditivos sinergéticos, ou seja, compatíveis, onde suas qualidades se somem e não se prejudiquem. Usar um plastificador normal conju gados com superplastificantes retardador, ou então um plastificante normal retardador com um superplastificante normal. Segundo Fortes, esta e uma regra "dealgibeira" muito importante. A microssilica é aplicada em volumes equivalentes de 8% a 16 % do peso do cimento. O plastificante vai de 0,2% a 0,3% e o superplastificante , de 0,8% a 1,2%. Ajustar em laboratório. Fazer corpos de provas de 100 x 200 mm(senão pode provocar a ruptura da prensa e não C.P.) e romper com 56 dias . Cura normal de 7 dias , logo após o inicio do endurecimento. Se desejar utilizar cura térmica, lembrarse que concreto de altaresistência exige espera de 2 a 3 horas em cura umida saturada e aquecimento de patamar ate 45o. C. Nesses termos obtémse resistência em ciclos de 24 horas. Como a aproximação inicial, podem ser adotar custos na majorados em 50% a 80%. Os volumes são reduzidos de 35% a 45% , o que promove uma redução majora ção do custo para níveis médios de 30% a 50 %(e não de 50% a80%).O consumo de formas ,pela redução do volume, baixa de 5 a 10% em vigas, e nos pilares vai ate 40%. Pode se considerar o custo final como o mesmo ate mais econômico( com o uso da mi crossilica). Considerese um concreto com 10% e 60 MPa. Pelo gráfico obtémse um fator (x') água cimento e microssilica de aproximadamente 0,73 para um traço normal. O valor elevado é devido à altíssima superfície especifica da microssilica(20 mil m^2/Kg em confronto com cimento que de 260 m^2/Kg) que aumenta o consumo de água ; a solução é o uso de redutores de água(plastificastes). A adição de um plastificante já baixa o teor de 0,73 para 0.65 e , em seguida , ao se adicionar um superplastificante ele baixa novamente 0,50 ou mesmo 0.45 (valores somente referencias).
161 9.1. M A NEIRA C ORRETA DE D OSA GEM COM M ICROSSÍL ICA Inicialmente apresentaremos como fazer uma dosagem pelo método da ACI, de pois explicaremos as modificações a serem feitas. No método ACI, os fatores mais importantes para um dosagem são:
· Granulometria,
· Massas específica e unitária dos agregados e curva de Inchamento de agrega dos miúdos,
· Slump e diâmetro máximo dos agregados e água de Amassamento,
· Fator A/C e resistência.
· Cálculos de Traços
162 9.2. O B SERVA ÇÕES P REL IMINA RES QUA NTO À D OSA GEM A Microssilica devera ser dosada experimentalmente de acordo com as proprie dades desejadas do concreto ou argamassa , devendo ser proporcionada entre 7 e 15% do peso do cimento. 1 Para um melhor desempenho , normalmente , é necessário que se adicione um aditivo redutor de água nas proporções indicadas pelos fabricantes , ou determinadas nos ensaios aditivos podem ser plastificantes à base de lignosulfonatos de sódio ou, superplastificantes à base de melamina ou naftaleno. 2A Microssilica bem como o aditivo devem ser dosados em massa. O controle deverá ser rigoroso sobre todos os materiais. 3 Excepcionalmente, podem ser indicadas dosagens inferiores a 7% ou superio res a 15%, mas em ambos os casos deverá haver um estudo que as justifique.
163 9.3. M ODO DE P REPA RO DE UM C ONCRETO COM M ICROSSÍL ICA Mistura mecânica intensa a fim de obterse um material homogeneo. Recomen dase fazer uma solução coloidal de microssilica , água e aditivo redutor de água em separado. Esta solução será colocada no misturador apôs a colocação dos demais com ponentes do concreto, previamente misturados. Para efeito de cálculo da relação á gua/cimento devese levar em conta a água contida nesta solução. Mistura em central de concreto. O concreto com microssilica pode ser dosado em centrais misturadoras ou dosadoras de concreto. Também nas centrais é recomenda do fazer a solucao coloidal de microssilica que pode ser misturada na própria central ou na obra, dependendo do tempo de transporte, tipo de lancamento ,etc. A microssílica pode, com alternativa, ser colocada em pó nas centrais de concre to. Nas centrais misturadoras , a microssílica entra na mesma ordem de entrada do cimento. Nas centrais dosadoras , também é possível dosar a microssilica em pó. Nestas centrais ,é recomendado que a microssilica seja colocada de modo a facilitar sua dis persão e homogeneização no caminhão betoneira, como por exemplo sua colocação nas esteiras de brita. Para compensar a perda de trabalhabilidade do concreto pelos efeitos de tempe ratura ou de um transporte mais demorado até o local de lamacento, pode ser usado um aditivo plastificante ou até um retardador em conjunto com o aditivo superplastifi cante. A seguir explicaremos cada um e como estes influem na dosagem
164 9.4. G RA NUL OMETRIA Denominase composição granulométrica de um agregado, a proporção relativa, expressa em %, dos diferentes tamanhos de grãos que se encontram constituindo o todo. Pode ser expressa pelo material que passa ou pelo material retido, por peneira ou acu mulado. Esta composição granulométrica tem uma grande influência nas propriedades fu turas das argamassas e concretos confeccionados com esse agregado. Para a composição dos agregados podemos citar os seguintes métodos:
· Método das Misturas Sucessivas.
· Método das Curvas de Referências (Várias) Utilizamos, dentro do Método das Curvas de Referência, a curva de Talbot Richart. Equação da Curva: Y =
D n - d n Dmax n - d n
Onde :
· Y = porcentagem acumulada que passa na peneira de malha D;
· D = Abertura da malha em mm;
· d = Abertura da malha da menor peneira da série, em mm;
· Dmáx = Diâmetro máximo da mistura, em mm;
· n expoente com os seguintes valores: a) n = 0,5 para seixo rolado (cascalho). b) n = 0,8 para agregados britados. A equação nos dá as porcentagens que passam; para se obter as porcentagens re tidas acumuladas basta subtrair de 100.
165 A seguir temos as curvas de referência para vários diâmetros: Gráfico das Porcentagens Acumuladas da Curva de Referência Granulométrica 1,2 2,4 Di âm etro Máx i m o de Agregados 166 127 102 76 50 127 38 102 0 25 76 10 19 50 20 12,7 38 30 9,5 25 40 4,8 19 50 2,4 12,7 60 1,2 9,5 70 0,6 4,8 80 0,3 90 0,15 Porcentagens Acumuladas 100 152
9.5. M A SSA E SPECÍFICA , M A SSA U NITÁ RIA E I NCHA MENTO Massa específica é a massa da unidade de volume, excluindo deste os vazios permeáveis e os vazios dos grãos. Massa unitária é a massa da unidade de volume, incluindo deste os vazios per meáveis e os vazios dos grãos. A massa específica e a unitária, são utilizadas para a determinação da quantida de de agregados em um concreto ou argamassa, visto que no cálculo partimos do volu me real (compacto) para chegarmos a valores como peso ou volume aparente. A areia, quando usada em obra, apresentase mais ou menos úmida, o que se re flete, de forma considerável, sobre seu peso unitário. Com efeito, a experiência mostra que a água livre aderente aos grãos provoca afastamento entre eles, do que resulta o Inchamento do conjunto. Esse Inchamento depende da composição granulométrica e do grau de umidade, sendo maior para as areias finas que apresentam maior superfície específica. Normalmente, o Inchamento máximo ocorre para teores de umidade de 3% a 6%; depois desses teores, o inchamento decresce para praticamente anularse com a areia saturada. A curva abaixo é a representação gráfica do fenômeno do inchamento para uma areia de granulação média. Inchamento x Umidade 30 Inchamento (%) 25 20 15 10 5 0 0 5 10 15 Um idade (%) O inchamento que determina o volume de agregado que deverá ser utilizado para o traço.
167 9.6. S L UMP, D IÂ METRO M Á XIMO DOS A GREGA DOS E Á GUA DE A MA SSA MENTO A trabalhabilidade é função da água de amassamento e do diâmetro máximo dos agregados, e a água unitária, em Kgf/cm 2 , pode ser retirada da tabela a seguir: Abatimento Ág ua (em li tr os ) por m3 de c onc r eto (Slump ) par a os Dmáx Indic ados c m 9,5 12,7 19 25 38 50 76 150 2,0 4,0 216 206 190 185 170 159 149 129 5,0 7,0 227 216 201 193 178 167 157 137 8,0 10,0 237 227 211 201 185 175 164 145 11,0 13,0 244 232 216 206 190 180 170 150 14,0 16,0 252 237 222 211 196 185 175 155 Cur va de Trabalhabilidade Água de Amassamento em litros/m3 300 250 200 150 100 50 9,5 0 19 3 38 6 9 Slum p em cm 76 12 15 050 50100 100150 150200 200250 250300
168 Diâm etro Máx i m o em m m 9.7. FATOR Á GUA C IMENTO E A R ESISTÊNCIA O fator A/C é o ponto chave da resistência de um concreto, sendo este o respon sável pelas quantidades de um concreto ou argamassas, qualidades tais como resistência e durabilidade. A resistência de um concreto aos 28 dias, pode ser dada em MPa pela tabela abaixo onde temos o Fator A/C e o tipo de cimento: Fator A/C C P25 CP 32 C P40 0,40 33.0 41.5 51.0 0,44 29.5 37.5 46.5 0,47 27.0 34.5 43.0 0,50 25.0 32.0 40.0 0,53 23.0 29.5 37.0 0,57 21.5 28.0 34.5 0,60 19.0 24.5 30.5 0,70 14.5 19.0 23.5 0,80 11.0 14.5 18.0 Alguns gráficos podem representar esta resistência, tanto do concreto conven cional quanto da microssílica: Gr áfico de Resistência para Cimento CP25 70,00 Resistência em MPa 60,00 50,00 Convencional 40,00 Com microssílica e granulometria razoável Com microssílica e granulometria boa
30,00 20,00 10,00 0,00 0 0,2 0,4 0,6 Fator A/C 169 0,8 1 Gr áfico de Resistência para Ciment o CP 32 90,00 80,00 Resistência em MPa 70,00 Convencional 60,00 50,00 Com microssílica e granulometria razoável Com microssílica e granulometria boa 40,00 30,00 20,00 10,00 0,00 0 0,2 0,4 0,6 0,8 1 Fator A/C Gr áfico de Resistência para Ciment o CP 40 100,00 90,00 Resistência em MPa 80,00 70,00 Convencional 60,00 Com microssílica e granulometria razoável Com microssílica e granulometria boa
50,00 40,00 30,00 20,00 10,00 0,00 0 0,2 0,4 0,6 Fator A/C 170 0,8 1 9.8. C Á L CUL OS DE T RA ÇOS O cálculo do traço com microssílica é feito de uma maneira parecida com a con vencional, com algumas diferenças fundamentais, a seguir apresentaremos todo o cálcu lo, pelo método da ACI. 9.8.1.Determ inação da Água Unitár ia (A .U.) Com o slump ( trabalhabilidade que se deseja; para concreto com microssílica sem aditivo damos um acréscimo considerável ao slump), e o diâmetro máximo ( retira do da análise granulométrica ), entramos na tabela de água unitária sendo que o slump está com aproximação de mais ou menos 1, assim interpolamos valores e chegamos à água unitária.a seguir temos o exemplo de um slump 7 e diâmetro máximo de 25 mm. Abatimento A média é 6 Água (em li tro s) por m3 de c on c r eto (Slump) para os Dmáx Indic ados c m 9,5 12,7 19 25 38 50 76 150 2,0 4,0 216 206 190 185 170 159 149 129 5,0 7,0 227 216 201 193 178 167 157 137 8,0 10,0 237 227 211 201 185 175 164 145 11,0 13,0 244 232 216 206 190 180 170 150 14,0 16,0 252 237 222 211 196 185 175 155 1 ´ ( 201 - 193 ) + 193
3 À média é 9
9.8.2.Determ inação do Fator A /C O fator A/C é obtido, através da tabela de resistência aos 28 dias e fator A/C, com a interpolação dos valores, e a entrada do dados na fórmula: Fck = Fc 28 - 1, 65 ´ Sd
Onde : Fck é a resistência característica do concreto, Fc28 é a resistência do concreto aos 28 dias (retirado da tabela) Sd é o deviopadrão, ( 4,0 para controle A; 5,5 para controle B; 7,0 para con trole C ) A resistência para um concreto com microssílica em níveis aceitáveis de econo mia varia de 1,38 a 1,65 vezes a resistência de um concreto convencional, dependendo 171 da porcentagem de microssílica, dos agregados, do uso ou não de aditivos. Um bom multiplicador para se utilizar quando se tem 8,0 % de microssílica, agregados de mica xisto da região e quando não se utilizar aditivo, é de 1,45. Por exemplo, se quisermos um Fck de 21 Mpa, utilizando cimento CP32, sem microssílica, com controle B. Nos dirigimos à tabela, onde temos de encontrar o Fc28 de 30 Mpa. Para a microssílica a resistência não chegaria de 30 Mpa , caso sua porcen tagem fosse de 8,0%, sem aditivo, teriamos 43,0 Mpa. Fator A/C CP 32 0,40 41.5 0,44 37.5 0,47 34.5 0,50 32.0 0,53 29.5 0, 53 - 0, 50 FatorA / C - 0,50 =
29, 5 - 32 0 , 30 - 32 No caso o fator A/C ideal é de 0,524; podemos adotálo como
9.8.3.Determ inação do Consum o de Cimento © Temos as seguintes fórmulas, para o cálculo do consumo: C = A U . . , pa ra concreto conven cional
A F a to r C
æ
ö
ç A U . . ÷
C = ç
÷ ´ (1 - % M . S . , ) para concreto com microssilíca çç Fator A ÷÷
C ø
è
Onde : A.U. é a água unitária, Fator A/C é o fator água cimento, % M.S. é a porcentagem de microssilíca, C é o consumo de cimento. Em um concreto sem microssílica e com água unitária de 196 litros/m3 e fator A/C de 0,52, teriamos um consumo de 376,9 Kgf/m3. No caso de um concreto com mi crossílica com 8,0 % de microssílica teriamos um consumo de 346,8 Kgf/m3. 9.8.4.Determ inação do Consum o de Micr ossílica (M.S.) A determinação da porcentagem em peso de Microssilica se dá em equivalente cimento e o consumo de microssílica da seguinte forma : 172 % M . S . p =
D e n s id a d e d a M icr o s s ilica ´ P o r ce n ta g em d e M ic ro s s ilica D e n s id a d e d o C im e n to M .S . = C ´ % M .S . p Onde : % M.S.p é a porcentagem em peso de cimento, de microssílica., C é o consumo de cimento, M.S. é o consumo de microssílica. Por exemplo, se quisermos 8,0 % de microssílica, sabemos que sua densidade é de 2,2 Kgf/litro e que a densidade do cimento é de 3,15 Kgf/litro, deveremos utilizar: % M . S . p =
2 ,2 ´ 8 = 5 , 5 8 7 % 3 ,1 5 Ou seja; 8,0 % de microssílica correponde a 5,587% em peso de cimento, então tomando o consumo convencional, e não o consumo de cimento para microssílica, de 376,9 Kgf/m3, utilizaríamos 21,86 quilos de microssílica. 9.8.5.Determ inação da Volum e de Pasta O volume de pasta nada mais é, do que os volumes do cimento, ar, água e de mais aglomerantes que possam vir a ocorrer, portanto : Pasta =
C Densidade do Cimento +
M . S . + Ar + A U . . + Vaditivos
Densidade da M icrossílica A quantidade de ar em um concreto estrutural, gira em torno de 1,5 % do volu me do concreto, ou seja 15 litros por metro cúbico. O volume de aditivos, depende da densidade e da porcentagem em peso do aditi vo em relação ao cimento. No caso do exemplo que estamos apresentando, com microssílica temos que o volume de pasta é de : Pasta =
346,8 21, 86 litros +
+ 15 + 196 = 331 3, 15 2 2 ,
m 3 173 9.8.6.Determ inação da Volum e de A gr egados (V.agr.) O volume de agregado é dado pela fórmula:: V . agr . = 1000 - Pasta V . agr . = 1000 - 331 litros V . agr = 669 m3 174 9.9. P ROCEDIMENTOS F INA IS Após ter determinado o volume de agregados determinamos as porcentagens de cada agregado (areia, brita1 brita2, etc ) e multiplicamos pelas massas específicas, se o traço for em peso, ou pelas massas unitárias, correspondentes a cada umidade na cur va de inchamento, se o traço for em volume. Cada componente do traço, até então, está relacionado a um metro cúbico, dividimos todos os componentes pelo consumo e obte mos o traço unitário (para uma unidade de cimento). Para mandarmos para uma obra com controle B, por exemplo, multiplicamos o traço por 50, ou seja um saco de cimen to, e determinamos padiolas para os agregados miúdos e graúdos. Assim determinamos nosso traço. Após a determinação do traço, são feitos ajustes, em laboratório, na trabalhabi lidade e moldados corposdeprova com um traço mais rico, normal e mais pobre, para que estes sejam rompidos depois.
175 10. C ONCL USÃ O A sílica ativa é agora conhecida pelo nome microssílica, sendo um subproduto da fabricação do silício metálico. O silício metálico é produzido em fornos elétricos de redução. Em seu modelo termoquimico de fabricação, é gerado um gás ( SiO) que, ao sair do forno eletrico oxida se formando o microssílica ( SiO 2 ). microssílica, contendo uma pequena quantidade de outros óxidos e elementos é captado em filtros de manga. As partículas de microssílica são esféricas, vítreas e possuem um diâmetro médio menor do que 1(micrometro),apresentando altíssima superfície específica. Microssílica é normalmente comercializado na forma :
· densificado (D) densidade a granel > 0,5 g/cm 3
· Nãodensificado (ND) densidade a granel <0,5 g/cm 3
176 10.1.C USTOS C usto d a Micr ossílica ® Cerca de 7,0 vezes o custo do cimento, em Serra da Mesa foi de 3,5 vezes. Dosagem ® Para cada Kg de microssílica, ocorre a redução de cerca de 3,5 Kg de cimento (concreto com consumo total de 350 Kg/m 3 e 8% de microssílica) C ustos d os Aditivos ® Plastificantes e Superplastificantes Quando
177 10.2.VA NTA GENS DA M ICROSSÍL ICA A utilização da microssílica como aditivo, em combinação com fluidificantes, me lhora significativamente os parâmetros técnicos dos produtos resultantes. No caso do concreto, por exemplo, a microssílica contribui para obter uma estru tura de : elevada resistência, alta densidade, baixa permeabilidade, alta resistência elé trica e alta resistência à abrasão. Microssílica proporciona ao concreto fresco uma di minuição significativa da exsudação. A permeabilidade atinge 10 13 cm/s podendo chegar 10 20 cm/s e a resistência elé trica pode atingir valores superiores 200.000 Ohm por centímetr o . A reduzida permeabilidade e a resistividade elétrica, associadas, proporcionam excelente comportamento do concreto em termos de durabilidade em face à abrasão. O microssílica atua como agente neutralizador da reação alcalisagregado, cum prindo, neste caso, uma nítida função pozolânica.. A resistência do concerto é muito aumentada, podendo atingir até 80 MPa em can teiro de obras e ate 300 MPa em concretos especiais. Concretos contendo microssílica dosado com fluidificantes, geralmente apresentam otima coesão e conseguem, a um só tempo equacionar dois problemas fundamentais :
· A boa trabalhabilidade da massa e
· O aumento da resistência do concreto. A moderna engenharia civil brasileira já empregada, rotineiramente, concreto de alta resistência contendo sílica ativa, com fck >55 MPa, o que proporciona grandes vantagens, principalmente em obras propendidas. A revisão da norma vigente NBR 6118 contemplará essas novas classes de con creto. Nos concretos de alta resistência que contém microssílica, o diagrama tensão deformação tende a ser uma reta, evidenciando o comportamento elástico do material. A capacidade de deformação deste tipo de concreto e grandemente melhorada (2,4%), o que permite uma grande variação de temperatura sem risco de ocorrer fissuras no mate rial. À medida em que microssílica diminui a permeabilidade, aumenta substancialmente a vida útil da estrutura. Nos concretos que contém microssílica, a fluência do material ("creep") e bem mais baixa, pois há menos água e menos poros comunicantes.
178 10.3.U SOS DA M ICROSSÍL ICA Microssílica é utilizada como: matéria prima na fabricação de produtos refratá rios, pisos cerâmicos de alta resistência, pisos industriais de concreto, blocos e estrutu ras em concreto de alta resistência, pré moldadas ou moldadas in loco, tijolos isolantes para fornos industriais, na produção de concreto de baixo consumo de cimento e em concretos de alto desempenho (C AD).
· E M PR O DUT O S R E FRAT ÁR I O S: a principal aplicação do microssílica em refratários é na obtenção de produtos de alta resistência.
· E M C O NC R E T O PRO J E T ADO: a utilização de microssílica pode ser dar tanto pela via seca quanto pela via umida. A reflexão (rocoche) media e baixa da ordem de 5 a 10%, ao contrario da convencional, que é da ordem de 35 a 40%.
· E M RE PAR OS DE C ONC R E T O : nesta modalidade de uso, o concreto con tendo microssílica e fluidificantes substitui, com vantagem, resinas epóxi. microssílica pode ser aplicado na recuperação de fissuras passivas, a baixo custo, pela utilização de uma calda de injecão composta com cimento e aditi vo fluidificante. A aderência do concreto fresco é muito melhorada, sendo es te efeito progressivamente aumentado com endurecimento do concreto.
· E M PR É M OL DADO S PR O T E NDI DO S: nestes casos podese ter fck de 70 MPa a 250 MPa. Isto proporciona economia e permite melhor uso do aço.
· E M SUPE R FÍ C IE S H I DR ÁUL IC AS: a adição de 5% de microssílica em relação ao peso do cimento é suficiente para aumentar a impermeabilidade em, pelo menos, 100 vezes. Com 10%, são obtidos acréscimos de 50 a 100% nas resistências à compressão e tracao, com valores de fck passando de 20 a 45 para 55 a 80 MPa.
· E M C ONC R E T O S E M AM BI E NT E S AG RE SSI VO S: a adição de micros sílica melhora a resistência aos ataques do ambiente por (SO 4 ) 2 ou CO 2 . Neste casos, o ideal é adicionarse microssílica ao cimento com pozolana ("flyash' ou argila calcinada moída), especialmente quando o material for uti lizado em plataformas "offshore".
· E M E DI FÍ C I O S C O M L AJ E S PL ANAS PR O T E NT I DAS: neste caso, as vantagens do uso de microssílica são várias. Para exemplificálas numerica mente, suponhase um fck em torno de 80 MPa. terseia então:
Þ um ciclo total de um andar em 3 dias ao invés dos 7 a 9 dias usuais;
Þ a protensao poderia ser feita em uma só fase, pois o efeito da deforma ção lenta é grandemente inibido;
Þ o uso rápido das formas voadoras e o uso de escoramento temporário, como e a praxe habitual.
· E M PIL AR E S DE E DIFÍC I O S: Utilizandose concreto com fck = 25 MPa, o uso de microssílica permite um dimensionamento de estruturas (pilares) mais esbeltas, o que proporciona maior área útil e exigir menor volume de concreto. Por fim, o uso de microssílica proporciona redução da armadura nos pilares.
179 · E M C I ME NT O S POZ OL ÂNI C OS: adição de microssílica acelera a resistên cia inicial, sem tirar os meritos intrínsecos do cimento pozolânico.
· Projetase sua utilização futura na fabricação de produtos plásticos e de borra cha
180
10.4.C OMENTÁ RIOS F INA IS A independência tecnológica é muito importante para um país que deseja ser for te e capaz de atingir, em plenitude, seus objetivos nacionais. Um país dependente, em termos de ciência e tecnologia, tornase mais vulnerável aos interesses e pressões vindas de fora. A dependência tecnológica revertese em dependência econômica, política e social. A independência tecnológica, de certa maneira, complementa a independência política. Por isto, os países subdesenvolvidos, ou em via de desenvolvimento têmse tornado, cada dia, mais conscientes da necessidade de alcançar sua independência tec nológica. Embora a ciência seja universal, no seu conteúdo e, como tal, tornase patrimô nio da humanidade, a tecnologia, contudo, tem de ser gerada ou adaptada em função das realidades de cada região na qual ela deve ser utilizada. Daí decorre a necessidade de adequação de tecnologia às necessidades de cada país. Este esforço terá que ser realiza do pelas instituições de pesquisa. Podemos afirmar, sem sombras de dúvida, que a independência tecnológica do país, não se fará sem concurso da universidade brasileira. Todavia, para que isto aconteça, é preciso que haja um despertar de consciência em torno do problema. A nação precisa se conscientizar, para melhor aproveitar o gran de potencial existente na universidade pública, ao lado dos institutos tecnológicos e empresas de pesquisa. Embora não se deixe de lado a pesquisa pura, que, é a base da tecnologia, a grande ênfase que deve se dar às investigações universitárias, sobretudo em instituições mais jovens, que ainda não contam com uma experiência já acumulada, é para a pesqui sa aplicada e para o desenvolvimento experimental. Mas, para cumprir esta missão histórica, a universidade deve descer do seu pe destal e procurar, junto às empresas nacionais, quais são suas reais necessidades, para que se possa acreditar junto a elas e produzir algo que seja eficaz para ajudar a inde pendência tecnológica nacional. Aqui, já no campo da engenharia surgirá a integração entre o CIE NTISTA, o TE CNOLÓGI CO e o E NGE NH E I RO . O produto da atividade do CI E NTI STA é de um modo geral um trabalho escrito ou uma comunicação oral. Ali são relatados os modelos físicoquímicomatemáticos, determinísticos e/ou probabilísticos criados ou desenvolvidos pelo cientista. O produto da atividade de um TE CNOLÓGI CO (PE SQUI SADOR ) ;é geralmen te um relatório sobre comportamentos físicoquímicos e mecânicos de processos e/ou produtos e/ou sistemas desenvolvidos pôr ele próprio, respectivamente em escala de laboratório ou através de protótipos. Esses relatórios são acompanhados de ábacos, diagramas, nomogramas, fluxogramas, curvas, tabelas, etc. E tudo mais que caracteriza os aspectos qualitativos e quantitativos de um processo semiindustrial e/ou de um pro tótipo de produto e/ou de um sistema. O tecnológico visa muito mais a ligação entre o desenvolvimento de aplicações práticas e as teorias científicas. O produto da atividade do E NGE NHE IRO é mais evidente. O sentido do eco nômico, a familiaridade com o custo, o toque da qualidade e da segurança constituem todos eles o perfil do comportamento do engenheiro. Ele está mais próximo, da sensação
181 de ter sido artífice mais diretamente responsável pelo bem comum. Afinal foi ele que construiu, que fabricou e que opera. Nós em nosso trabalho, procuramos ter o rigor teórico do cientista, a procura e aplica çã o desta teoria, como um tecnólogo o faz , e finalmente, a audácia, a consciência, o sentido de custo, e a procura da segurança qu e o engen heiro detém.
182 11. B IB L IOGRA FIA
Þ Eládio G.R. Petruci M ATERIAIS DE C ONSTRUÇÃO ;
Þ Eládio G.R. Petruci C ONCRETO DE C IMENTO P ORTLAND ;
Þ José Dafico Alves M ANUAL DE T ECNOLOGIA DO C ONCRETO ;
Þ Manuel Fernandez Canovas P ATOLOGIA E T ERAPIA DO C ONCRETO ARMA DO ;
Þ Marcos de Ávila Pimenta e Jõao Bosco Moreira do Carmo E STUDOS DE C ONCRETO COM M ICROSSÍLICA;
Þ Enio Pazini Figueiredo e Paulo R. do Lago Helene T ÉCHNE R EVISTA DE T ECNOLOGIA DA C ONSTRUÇÃO (N°10) ARTIGO “ASSIM C AMINHA A C OR ROSÃO ”;
Þ Estudos cedidos pela Microssílica Tecnologia e Comércio Ltda.;
Þ Estudos cedidos pela CCM (Camargo Corrêa Metais);
Þ João Alberto Kerber e Humberto Ramos Roman R EVISTA I BRACON ANO IV N°09 AGOSTO / SETEMBRO DE 1994 ( O E NCONTRO DOS C ONCRETOS );
Þ ACI 36384 S TATE OF THE ART R EPORT ON HIGH S TRENGTH C ONCRETE ;
Þ Adam M. Neville P ROPRIEDADES DO C ONCRETO (E D .PINI, 1981);
Þ Alfred Hummel P RONTUÁRIO DEL H ORMIGON (E DITORES T ÉCNICOS ASSOCI ADOS , S.A., SEGUNDA EDIÇÃO ESPANHOLA , 1966);
Þ Referência de Adam M. Neville a D.L. Bloem and R.D. Gaynor (E FFECTS OF AGGREGATE PROPERTIES ON STRENGTH OF CONCRETE , J.AMER C ONCRETE I NST ., 60, PP 142955 (O CT .1963);
Þ Epaminondas Melo do Amaral Filho (C ONCRETO DE ALTA R ESISTÊNCIA ART .T ÉC . PUBLICADO NOS NÚMEROS 4 E 5 DA R EVISTA IBRACON);
Þ Luércio Scandiuzzi e Francisco Rodrigues Andiolo C ONCRETO E SEUS M A TERIAIS P ROPRIEDADES E E NSAIOS (E D .PINI, EDIÇÃO DE 1986);
Þ Montoya Meseguer, Cabre H ORMIGÓN ARMADO 9 A . E DITORIAL G USTAVO G ILI, S.A.
Þ Fábio A.M. Cordovil e Tuing Ching Chang (E STUDOS E XPERIMENTAIS DE CAR ANAIS DA XXV J ORNADA S UL AMERICAN DE E NGENHARIA E STRUTU RAL);
Þ Denise Coitinho Dal Molin e Jairo Wolf (VIABILIDADE T ÉCNICO ECONÔMICA DA UTILIZAÇÃO DE CAR EM E DIFÍCIOS ALTOS );
Þ Ivan Ramalho de Almeida R EVISTA I BRACON ANO IV N°09 AGOS TO / SETEMBRO DE 1994 ( A I NFLUÊNCIA DOS AGREGADOS );
183 Þ Almeida, I.R. B ETÕES DE ALTA R ESISTÊNCIA E DURABILIDADE . C OMPOSI ÇÃO E C ARACTERÍSTICAS . T ESE DE D OUTORADO . I NSTITUTO S UPERIOR T ÉC NICO DA UNIVERSIDADE T ÉCNICA DE L ISBOA, 1990,740 PP .
Þ Almeira, I.R. C ONCRETOS DE ALTO D ESEMPENHO . A E VOLUÇÃO T ECNO LÓGICA DOS C ONCRETOS T RADICIONAIS , ANAIS DO P RIMEIRO S EMINÁRIO F LUMINENSE DE E NGENHARIA, PAG .113 A 116, UNIVERSIDADE F EDERAL F LUMINESE , N ITERÓI, 1992.
Þ Helland, S. Et al H IGH S TRENGTH C ONCRETE . N ORSK B ETONGDAG 199, T HE N ORWEGIAN C ONCRETE S OCIETY , OSLO , 38 PP .
Þ Mindess, S. M ECHANICAL P ERFORMANCE OF C EMENTITIOUS S USTEMS . S TRUCTURE AND P ERFORMANCE OF C EMENTES , P. B ARNES E D ., APPLIED S CI ENCE P UB ., E SSEX , 1983, C HAPTER 7, P .319363.
Þ Sob a coordenação de Ayrton Ribeiro da Silveira P ROGRAMA N ACIONAL DE E STUDOS SOBRE CIÊNCIA E TECNOLOGIA
Þ ANÁLI SES DA RUP TURA DE 245 CORP OS DE PROVA NO LABORATÓRI O DE CONCRETO DA UF G E NO LABORATÓRI O DE CONCRE TO DA GE OSE RV.
184
185
Download