FUNDAÇÃO OSVALDO ARANHA
CENTRO UNIVERSITÁRIO DE VOLTA REDONDA
UniFOA
CURSO DE ENGENHARIA DE MANUTENÇÃO INDUSTRIAL
TPM
Por
Alexandre F. C. França
Leandro M. M. Zerbone
Tiago Correa Fidélis
Profº Luiz Kelly
Volta Redonda
2011
vi
RESUMO
Com o aumento da competição no mercado de trabalho, a busca das empresas
na melhoria em todos os aspectos vem sendo um desafio constante. A TPM vem
sendo uma importante ferramenta de apoio aos modernos sistemas de produção
industrial. Em 1971 essa técnica foi implantada na empresa Nippondenso, do grupo
Toyota conquistando o prêmio de Excelência Industrial em Manutenção pelo total
sucesso de implantação.
vii
I SUMÁRIO
1.INTRODUÇÃO ............................................................................................................ 7
1.1.GENERALIDADES........................................................................................7
1.2.FASES DA TPM...............................................................................................7
1.2.1 1ª FASE MATRIZ DE DECISÃO, ESCOLHA DO CANTEIRO. ............8
1.2.2. 2ª FASE ....................................................................................................... 9
1.2.3 3ª FASE..........................................................................................................9
1.2.4. 4ª FASE ......................................................................................................10
1.2.5. 5ª FASE...................................................................................................... 11
1.2.6. 6ª FASE ......................................................................................................12
1.2.7. 7ª FASE ANALISE E ELIMINAÇÃO DAS CAUSAS E PERDAS ......13
1.2.8. 8ª FASE ......................................................................................................15
1.2.9 9ª FASE DESENVOLVIMENTO DA MANUTEÇÃO
PROGRAMADA
...............................................................................................................................16
1.2.10. 10ª FASE FORMAÇÃO E TREINAMENTO EM
MANUTENÇÃO
...............................................................................................................................23
1.2.11 11ª FASE MANUTENÇÃO NO PROJETO E NO START UP .............18
1.2.12 12ª FASE SEGURANÇA E MEIO AMBIENTE ...................................19
1.3. MOTIVADOR PARA IMPLANTAR A TPM ............................................21
2 CONCLUSÃO...................................................................................................22.
3 REFERENCIAS BIBLIOGRAFICAS ............................................................23
viii
LISTA DE FIGURAS
FIGURA 1 - CANTEIRO DA FABRICAÇÃO DE LUVAS .............. Erro! Indicador não
definido.
FIGURA 2 - ORGANOGRAMA DA UNIDADE DE PRODUÇÃO DE LUVAS ....... Erro!
Indicador não definido.
FIGURA 3 - CANTEIRO DA FABRICAÇÃO DE LUVAS .............. Erro! Indicador não
definido.
FIGURA 4 - DIAGNOSTICOS DOS ESTADOS LOCAIS .......................................... 27
FIGURA 5 - CONSTITUIÇÃO DO PROGRAMA TPM ............................................... 28
FIGURA 6 – ANALISE E ELIMINAÇÃO DAS CAUSAS DE PERDAS. Erro! Indicador
não definido.
FIGURA 7 – DESENVOLVIMENTO DA AUTOMANUTENÇÃO ... Erro! Indicador não
definido.
FIGURA 8 – DESENVOLVIMENTO DA MANUTENÇÃO PROGRAMADA .......... Erro!
Indicador não definido.
FIGURA 9 - FORMAÇÃO E TREINAMENTO EM MANUTENÇÃO ..... Erro! Indicador
não definido.
FIGURA 10 - MANUTENÇÃO NO PROJETO E NO START-UP . Erro! Indicador não
definido.
FIGURA 11 - SEGURANÇA E MEIO AMBIENTE ........ Erro! Indicador não definido.
xi
LISTA DE TABELAS
TABELA 1- INDICADORES.......................................... Erro! Indicador não definido.
TABELA 2 – RESULTADOS DOS INDICADORES DE DESEMPENHO DA TPM .... 28
12
1 – INTRODUÇÃO
1.1 – Generalidades:
Com o aumento da competição no mercado de trabalho, a busca das empresas
na melhoria em todos os aspectos vem sendo um desafio constante. A TPM vem
sendo uma importante ferramenta de apoio aos modernos sistemas de produção
industrial. Em 1971 essa técnica foi implantada na empresa Nippondenso, do grupo
Toyota conquistando o prêmio de Excelência Industrial em Manutenção pelo total
sucesso de implantação.
No Brasil a metodologia do TPM foi introduzida em 1981 por Nakajima ("pai do
TPM"), onde desde lá algumas empresas já puderam concorrer ao prêmio "TPM" do
JIPM, órgão máximo de disseminação do TPM no mundo.
1.2. – Fases da TPM:
A TPM é uma ferramenta que identifica e elimina as perdas existentes no
processo produtivo, aumentando a produtividade industrial, assim aumentando a
qualidade dos produtos a preços competitivos.
A metodologia da TPM se desenvolve por 8 pilares, que possuem seus
objetivos abaixo:
•
Manutenção Planejada – Quebra zero, aumentar eficiência e eficácia dos
equipamentos/ instalações;
•
Manutenção Autônoma – Capacitação da mão-de-obra;
•
Melhoria Específica – Reduzir o número de quebras e aumentar a eficiência
global do equipamento;
•
Educação e Treinamento – Elevar o nível de capacitação da mão-de-obra;
•
Controle Inicial – Reduzir o tempo de introdução de produto e processo;
•
Manutenção da qualidade – Zero defeito;
•
MPT nas Áreas Administrativas – Reduzir as perdas administrativas,
assegurar escritório de alta eficiência;
•
Segurança, Higiene e Meio Ambiente – Zero Acidente;
13
Segundo relata Tavares a estimativa de implantação do sistema TPM fica entre 3
a 6 meses para a fase preparatória e d 2 a 3 anos para início do estágio de
consolidação, considerando as 12 etapas apresentadas a seguir.
1.2.1 – 1° FASE - Matriz de Decisão – Escolha do Canteiro - Lay out -
Lengruber
Manifestação da alta direção sobre a decisão de introduzir o TPM.
Nesta etapa a decisão da alta direção para a implantação do processo TPM
deverá ser divulgadas a todos os funcionários. É importante a colaboração de todos
os funcionários para o bom andamento do processo de implementação para assim
alcançar as metas a serem especificadas.
Figura 1 - CANTEIRO DA FABRICAÇÃO DE LUVAS
14
1.2.1.1 - Apresentar a organização – Fluxograma.
A fábrica Lengruber apresenta 5 maquinas para a produção de luvas
esterilizadas. Abaixo observamos a etapa de produção de uma máquina e seu
processo de produção.
Figura 2 - FLUXOGRAMA DA UNIDADE DE PRODUÇÃO DE LUVAS
1.2.2– 2° Fase
Campanha de Divulgação e Treinamento para a introdução do MPT.
Nesta etapa à medida que é feito o treinamento para a implementação do
processo TPM, e necessário conscientizar todos na fabrica sobre o que está sendo
implementado. Um bom jeito de se fazer isso é através da mídia, através de pôster e
slogans.
1.2.3– 3° Fase
15
Estrutura para a implantação do TPM.
Nesta etapa é necessária a criação de uma estrutura matricial para o
desenvolvimento do processo TPM.É importante também a criação de uma
comissão de TPM em cada divisão ou filial.Sugere-se criar uma secretaria
administrativa de promoção do MPT e
designar uma pessoa dedicada, que será responsável pelo programa.
É importante a criação de grupos voltados para o TPM, que terão como
líderes os responsáveis de primeira linha da empresa.
ORGANOGRAMA
LEMGRUBER
DIRETOR
(DIRECTOR)
GERENTE
GERAL
GST
GERENCIA
SEGURANÇA TRABALHO
E MEIO AMBIENTE
GERENTE
OPERAÇÃO
GERENTE
MANUTENÇÃO
COORDENADOR
MANUTENÇÃO
SUPERVISOR
TURNO A
SUPERVISOR
TURNO B
SUPERVISOR
TURNO C
EQUIPE DE
OPERAÇÃO
EQUIPE DE
OPERAÇÃO
EQUIPE DE
OPERAÇÃO
ENGENHARIA
MANUTENÇÃO
SUPERVISOR
MANUTENÇÃO
MECÂNICA
SUPERVISOR
MANUTENÇÃO
ELÉTRICA
EQUIPE DE
MANUTENÇÃO
MECÂNICA
EQUIPE DE
MANUTENÇÃO
ELÉTRICA
Figura 3 – ORGANOGRAMA FUNCIONAL
1.2.4 – 4° FASE - Diagnóstico de estado do local
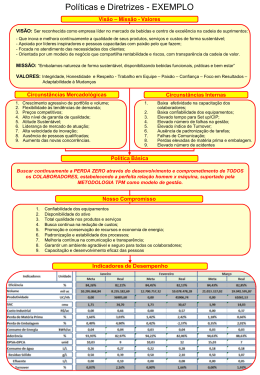
Estabelecimento de Diretrizes Básicas e Metas para o MPT
16
Nesta etapa o TPM deve fazer parta da parte administrativa da empresa, Alem
disso, as metas do processo TPM deve fazer parte das metas anuais da empresa.
É importante que as metas sejam ambiciosas, como aumentar a produtividade
em 50%. É importante a criação de um slogan que eleve a moral dos funcionários é de
motivação para o acompanhamento do processo TPM. Etapa onde são feitas as
entrevistas com os protagonistas, estabelecidas metas e desenvolvimento dos itens
de medição para acompanhamento e diagnóstico de anomalias.
Tabela 1 – Relatório de anomalias ocorridas
Tabela 2 - Indicadores de metas de segurança e 5s
17
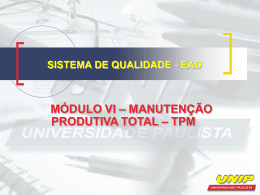
1.2.5– 5° Fase
Elaboração do Plano Diretor para a implantação do MPT
Nesta etapa é importante a criação de um plano diretor, que deve conter um
plano de metas que englobe os preparativos para a implantação do processo TPM
até a etapa de avaliação do prêmio.
Nesta etapa deve-se criar uma planilha contendo as 12 etapas de
implantação da TPM, em cada etapa deve-se indicar quando irá começar e quando
irá acabar.
Anualmente deve-se se fazer uma comparação entra o conseguido e o obtido
no processo TPM, assim fazendo as modificações necessárias.
Nesta etapa também são determinadas as agendas de reuniões para
acompanhamento do programa.
• Coordenação/Supervisão/Manutenção – Semanal
• Gerencia/Coordenação/Engenharia – Quinzenal
• Diretoria/Gerencia - Mensal
Tabela 3 – Cronograma de implantação do programa
18
1.2.6– 6° Fase
Início do Programa de MPT.
Nesta etapa e aonde se da início ao processo TPM, nesta etapa deve
enfrentar o objetivo de zerar
os defeitos de zerar as grandes 6 perdas dos
equipamentos.
É importante q cada funcionário entenda as diretrizes impostas pela diretória
para assim conseguir alcançar as metas.
Para o lançamento do processo TPM é necessário uma cerimônia que deve
conter:
•
É reafirmada a decisão da Diretoria de implantar o MPT;
•
O procedimento de promoção do MPT é explicado, bem como as
diretrizes básicas do programa, suas metas, o Plano Diretor e outros
aspectos;
•
É feita, por um representante dos funcionários, uma declaração solene
de aceitação do desafio de conquistar o prêmio PM;
•
são recebidas manifestações de incentivo por parte de visitantes
presentes ao evento;
Para esse encontro deverão ser convidados os clientes, empresas
fornecedoras e empresas coligadas.
Roteiro do lançamento de um canteiro MPT
•
Introdução do Diretor/Gerente Projeto: compromisso e importância da
implantação MPT.
•
Apresentação do Piloto MPT: Metodologia MPT.
•
Apresentação do Gerente de Produção: Plano de desenvolvimento e eixos
de progresso.
•
Apresentação do Coordenador de Produção: Síntese dos estados locais.
•
Apresentação do rendimento sintético: Técnico do Canteiro.
•
Apresentação
confiabilidade.
do
Coordenador
de
Manutenção:
Problemas
de
19
•
Apresentação do RUEP: Programa MPT – temas levados em consideração
na elaboração do programa e número de ações por tema, objetivos de ganho.
•
Apresentação dos operacionais que participaram na elaboração do
programa ou responsáveis pela pilotagem de uma ou mais áreas.
•
Síntese do Piloto MPT: Anúncio das ferramentas das fases 7 e 8.
•
Conclusão do Diretor / Gerente de Produção.
1.2.7 – 7° Fase - Análise e eliminação das causas e perdas.
Melhoria
individualizada
nos
equipamentos
para
maior
rendimento
operacional.
Nesta etapa deve-se escolher um equipamento piloto para se fazer a
manutenção. A escolha do equipamento deve ser aquele q apresenta as maiores
perdas crônicas nos últimos 3 meses, pois assim, será possível ver os resultados
obtidos.
Dentre os temas para melhoria, deve-se escolher qual das 6 grandes perdas
(quebras, setup e ajustes, perdas devidas ao ferramental, operação em vazio e
paradas momentâneas, redução da velocidade, defeitos no processo e início de
produção, e queda no rendimento) deve ser priorizada tendo em vista sua redução.
Cada equipe deve escolher um equipamento piloto, não sendo o mesmo para
assim conseguir o resultado esperado.
Nesta etapa é a primeira fase da implantação dos pilares do TPM, e aonde se
inicia a implementação das ferramentas e da animação visual do canteiro onde será
implantado o TPM.
É necessária a participação de todas as funções de suporte envolvidas na
implantação da metodologia, pois se trata efetivamente do início da mudança nos
métodos de trabalho que permitirá prover informações aos próximos pilares.
20
1° Pilar – Analise e eliminação das causas e perdas
Figura 4 – Analise e eliminação das causas de perdas
Figura 7 - Etiqueta de relato de anomalia
21
1.2.8 – 8° Fase – Analise e eliminação das causas e perdas.
Estruturação para a manutenção espontânea.
Nesta etapa é possibilitar que cada operador possa fazer a manutenção em
sua máquina.
É importante que cada operador receba o treinamento para efetuar as
manutenções com segurança e qualidade.
Na primeira parte juntamente com a limpeza é importante conscientizar que
fazendo-se a limpeza consegue se identificar os defeitos e assim fazer seu reparo.
Na segunda parte deve-se, inicialmente, providenciar ações contra fontes
geradoras de problemas e proceder à melhoria do acesso a pontos normalmente
difíceis. Com isso, será possível reduzir o tempo gasto para efetuar a limpeza e a
lubrificação.
Na terceira etapa (elaboração de normas para limpeza e lubrificação), as
normas a serem seguidas devem ser elaboradas pelo próprio usuário.
Na quarta etapa (inspeção geral), faz-se o treinamento nas técnicas
específicas de inspeção (por exemplo, o ajuste de parafusos e porcas). Executando
se a inspeção geral, pequenos defeitos nos equipamentos são detectados,
procedendo-se, em seguida, ao efetivo reparo, até que os equipamentos atinjam o
estado que deveriam ter.
Na quinta etapa, efetua-se a inspeção espontânea com a finalidade de manter
as condições de desempenho originalmente concebidas para o equipamento.
Na sexta etapa (arrumação e limpeza), definem-se as ações necessárias ao
controle das estações de trabalho e sua manutenção.
Na sétima etapa (efetivação do autocontrole), as habilidades adquiridas nas
etapas 1 a 6 serão utilizadas para dar continuidade à manutenção espontânea e às
atividades de melhoria dos equipamentos.
As etapas 1 a 4 referem-se à parte fundamental do aprimoramento das
pessoas e dos equipamentos. Ao realizá-las com paciência e perseverança
certamente serão alcançados os resultados esperados.
22
Figura 8 – Desenvolvimento da auto manutenção
1.2.9 – 9° Fase – Desenvolvimento da manutenção programada
Estruturação da manutenção programada pelo Departamento de Manutenção.
Nesta etapa a produção e a manutenção buscam se completar-se, com a
adoção da manutenção autônoma, e a área da manutenção fica com a condução do
planejamento da manutenção.
3° Pilar – Desenvolvimento da manutenção programada
23
Figura 9 – Desenvolvimento da manutenção programada
Tabela 4 - Planilha de Manutenção Preventiva Programada
1.2.10 – 10° Fase – Formação e treinamento em manutenção
Treinamento para melhoria do nível de capacitação da operação e da
manutenção.
Esta etapa visa o treinamento aprimorado de seus funcionários, visando como
um retorno garantindo.
Pilar 4 – Formação e treinamento em manutenção
24
É a quarta fase ativa da implementação dos pilares.
Figura 10 - FORMAÇÃO E TREINAMENTO EM MANUTENÇÃO
1.2.11 – 11° Fase – Manutenção no projeto e no start-up
Estruturação do controle da fase inicial de operação dos equipamentos.
É nesta etapa que é levantado as inconveniências, imperfeições e a
incorporação de melhorias são efetivados, mesmo em maquinas novas. Assim
desenvolvendo projetos destinados a quebra zero.
É a quinta fase ativa da
implementação dos pilares, e é voltada para 3 objetivos:
Identificar e padronizar as boas práticas e bons métodos;
Replicar até a concepção de todas as experiências adquiridas;
Homogeneizar e generalizar as boas práticas e modos de funcionamento.
Pilar 5: Manutenção na concepção e na partida
25
Figura 11 – Manutenção no projeto e no start up
1.2.12 – 12° Fase
Execução total do MPT e elevação do nível geral.
Esta é a etapa da consolidação do MPT, quando se dá o incremento do nível
geral do seu desempenho. Com a conquista desse marco, a empresa estaria
habilitada a inscrever-se ao Prêmio PM de Excelência em Manutenção, concedido
pelo JIPM.
Pilar 6: Segurança e meio - ambiente
26
Figura 12 – Segurança e meio ambiente
Tabela 5 - Planilha de metas de segurança
27
1.3 - Motivador para implantar a TPM
A grande motivação para a implantação do processo TPM é a busca pela
melhoria do rendimento da fábrica em todos os setores, essa melhoria só é
alcançada com o apoio de todos os funcionários e a compreensão de todos.
Uma vez constatada que a melhoria foi feita será muito mais fácil ganhar a
confiança de todos para a implementação total do programa, assim chegando no
seu objetivo de quebra zero.
Figura 13 - DIAGNOSTICOS DOS ESTADOS LOCAIS
O coordenador da produção e o piloto da reunião de comitê de linha para
análise, avaliação e a validação do programa TPM.
O programa só passa a ser valido depois da aprovação dos respectivos supervisores
de todos os turnos de produção e do aceito do Gerente de produção e do Diretor
durante o comitê do sistema de fabricação.
28
Figura 14 – Constituição do programa TPM
INDICADORES
SIGLAS MARÇO DE 2011
ABRIL DE 2011
COMPORTAMENTO
RENDIMENTO SINTETICO
RENDIMENTO
OPERACIONAL
DISPONIBILIDADE
PRÓPRIA
BOM DIRETO
TEMPO MÉDIO DE
REPARO ENTRE FALHAS
TEMPO MÉDIO ENTRE
FALHAS
RS
37,17
45,3 MELHOROU
RO
68
79 MELHOROU
DP
BD
55,6
80
63,5 MELHOROU
91 MELHOROU
MTTR
13,6
16,9 MELHOROU
MTBF
150,6
200,1 MELHOROU
TABELA 6 – Resultados dos indicadores do TPM
Conclusão
Como foram observados na tabela (2), todos os indicadores aplicados para
análise demonstraram melhorias significantes.
29
Referências bibliográficas
Dissertação de Mestrado do Professor Luiz Henrique de Farias Kelly sobre
implantação da TPM.
Informações extraídas do processo de produção da empresa Lengruber localizada
na cidade de Paraíba do Sul.
Baixar