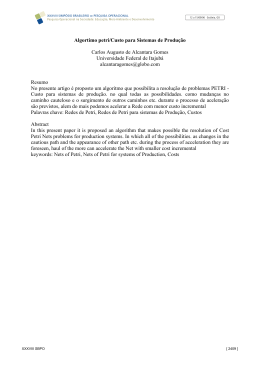
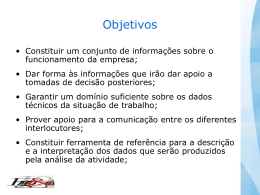
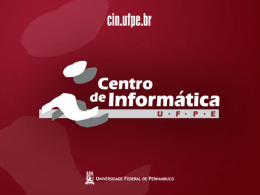
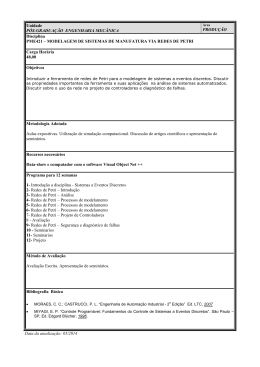
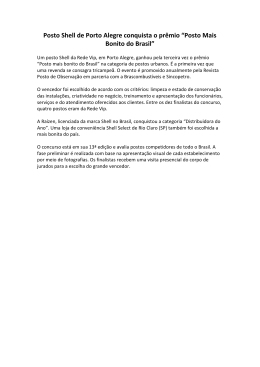
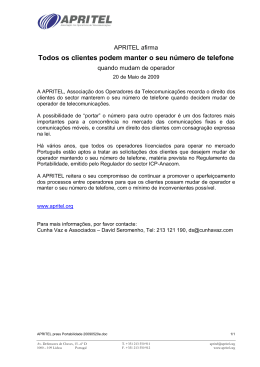
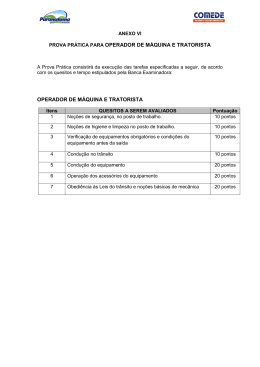
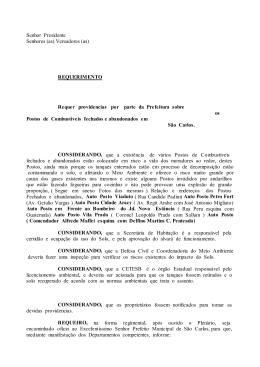
Pesquisa Operacional e o Desenvolvimento Sustentável 27 a 30/09/05, Gramado, RS ANÁLISE DE DESEMPENHO DO TRABALHO MULTIFUNCIONAL EM LINHAS DE PRODUÇÃO EM FORMA DE U PELA MODELAGEM E SIMULAÇÃO USANDO REDES DE PETRI TEMPORIZADAS Hilano José Rocha de Carvalho [email protected] Andrea Ribari Yoshizawa [email protected] Heráclito Lopes Jaguaribe Pontes [email protected] Arthur José Vieira Porto Escola de Engenharia de São Carlos – USP Engenharia Mecânica / LAB – Simulação Av. Trabalhador São-Carlense, 400, CEP. 13566-590, São Carlos - SP [email protected] Resumo A importância da mão-de-obra multifuncional é claramente observada em empresas onde a automação ainda é reduzida e a competitividade exige uma política de desempenho diferenciada. O formato das linhas de produção, por sua vez, possui um papel fundamental quanto ao melhor aproveitamento do trabalho multifuncional. Em decorrência desse fato, estudos recentes questionam os efeitos da aplicação de linhas de produção em forma de U como alternativa às linhas de produção em linha reta. No entanto, sabe-se que a modelagem do comportamento polivalente por ferramentas de modelagem e simulação convencionais é bastante complexa, exigindo novas abordagens. A eficácia das redes de Petri na modelagem de linhas de produção é comprovada pela bibliografia recente, tanto pela capacidade de visualização gráfica quanto pela análise matemática facilitadas. O objetivo deste trabalho é aplicar o formalismo de redes de Petri temporizadas na modelagem e simulação de linhas de produção em forma de U com trabalho multifuncional. Aplicativos de programa disponíveis para estudos acadêmicos foram utilizados para a construção dos modelos, análise de propriedades, simulação e avaliação de parâmetros de desempenho. A análise da dinâmica de linhas de produção leva em consideração os efeitos da diferença entre taxas de produção de postos de trabalho, gerando, portanto, os chamados estoques intermediários. Estes, por sua vez, devem ser minimizados. Observouse que as redes de Petri constituem uma ferramenta bastante eficiente no controle de parâmetros produtivos, o que pode resultar no aumento da produtividade dos operadores polivalentes pelo dimensiomanento adequado de estoques intermediários. Palavras-chave: Trabalho multifuncional, Modelagem, Simulação, Redes de Petri, Análise de desempenho. Abstract The importance of multifunctional workforce is clearly perceived in those industries where automation is applied in reduced scale and world competition demands a differenced performance policy. The layout of the production lines has an important role related to the better usage of the multifunctional workforce. Due to that fact, recent studies question about the effects of the application of U-shaped production lines as an alternative to straight production lines. It turns out, however, that the modeling of the multifunctional behavior by conventional modeling and simulation tools is quite complex, Pesquisa Operacional e o Desenvolvimento Sustentável 27 a 30/09/05, Gramado, RS revealing the necessity for new approaches. The efficacy of Petri nets in modeling production lines, in turn, is present in recent bibliography due to its easier capacity of graphical view and mathematical analysis. The aim of this paper is to apply the formalism of Timed Petri Nets (TPNs) to model and simulate a U-shaped production line with multifunctional work. Software for academic research was used for modeling, properties analysis, simulation and evaluation of performance parameters. The analysis of the dynamics of production lines takes into account the effects of the difference between the production rates among the workstations that causes the existence of the so-called buffers. The size of each buffer, in turn, has to be minimized. The conclusions point that Petri nets constitute an efficient tool for the control of production parameters, which can lead to the improvement of multifunctional workers´ productivity, once buffers are adequately calculated. Keywords: Multifunctional Work, Modeling, Simulation, Petri Nets, Performance Analysis. 1. Introdução As linhas de produção estudadas neste artigo apresentam duas características básicas: a forma em U e operadores polivalentes. Os operadores polivalentes ou multifuncionais são capazes de realizarem várias tarefas em um mesmo ciclo produtivo e de se deslocarem entre postos de trabalho para tal. A modelagem de um posto de trabalho, por sua vez, deve ser capaz de representar facilmente os diversos elementos que o compõem, como por exemplo, máquinas, operadores, robôs dentre outros. Considera-se um posto de trabalho ou estação de trabalho como sendo a união entre um operador e uma operação ou tarefa em um determinado instante. A problemática a ser abordada neste trabalho trata da relação de dependência no ritmo em que as tarefas são realizadas pelos operadores nos postos de trabalho. Tal relação de dependência tem a ver com o tempo necessário para que a tarefa seja concluída, ou seja, o tempo de cada operação que a compõe, o chamado tempo-padrão. De cada tempo-padrão, pode-se extrair uma taxa de produção de cada posto de trabalho. Deseja-se, portanto, saber se a diferença entre tais taxas de produção pode afetar o fluxo produtivo ao gerar estoques intermediários ou promover a ociosidade da mão-de-obra. Este artigo está divido em cinco seções. Na seção II, apresentam-se trabalhos publicados sobre linhas de produção em forma de U com operadores polivalentes e, na seção III, sobre as redes de Petri aplicadas na modelagem de sistemas de manufatura. Na seção IV, apresenta-se a modelagem de postos de trabalho e de linhas de produção em forma de U por redes de Petri. Na seção V, tem-se a análise do modelo obtido a fim de estudar os efeitos dos estoques intermediários sobre o desempenho de operadores polivalentes. O editor e simulador de redes de Petri utilizado neste trabalho é o Visual Object Net ++ Evaluation Version 1.44.2. (DRATH, 2004). 2. As linhas de produção em forma de U e os operadores polivalentes A pesquisa em organização do trabalho nos sistemas de produção tem evidenciado a mutabilidade nas técnicas e abordagens de arranjos físicos em decorrência da flexibilização do trabalho e da competitividade mundial. A ênfase está na aplicação das políticas bem-sucedidas do Just-In-Time (JIT), o que tem resultado nos estudos de linhas de produção em forma de U, como alternativa às linhas de produção em linha reta. Miltenburg (2001) apresenta uma importante e sólida revisão da teoria e da prática das linhas de produção em forma de U em ambientes de produção que adotam as políticas do JIT. Destaca-se a discussão sobre os operadores polivalentes ou multifuncionais. Para Miltenburg (2001), a presença do trabalho multifuncional leva à melhoria das taxas de produtividade e à satisfação no trabalho. Uma das principais questões tratadas na bibliografia corrente diz respeito das técnicas de balanceamento de linhas. Tais técnicas agrupam as tarefas aos postos de trabalho, de sorte que o número de postos de trabalho e o tempo de ciclo na linha de produção sejam minimizados para a obtenção de um produto final. Miltenburg & Wijngaard (1994) analisam o problema de balanceamento de linhas em forma de U utilizando duas abordagens distintas. Uma das abordagens utilizada para analisar um grupo de problemas trata de técnicas de heurística, enquanto a outra trata de técnicas de 2197 27 a 30/09/05, Gramado, RS Pesquisa Operacional e o Desenvolvimento Sustentável programação dinâmica. O trabalho de Miltenburg & Wijngaard (1994) demonstra a dificuldade em se balancear linhas em forma de U em comparação com as linhas tradicionais devido à possibilidade de se alocar tarefas em quaisquer direções de acordo com a rede de precedência determinada. Já Nakade & Ohno (1997a) analisam matematicamente os tempos de espera e tempos de ciclo para obtenção de produtos finais em uma linha de produção em forma de U com um único trabalhador multifuncional. A partir dos limites mínimos e máximos do tempo de ciclo esperado, obtêm-se expressões matemáticas aproximadas para o cálculo dos mesmos. Em outro trabalho, Nakade & Ohno (1999) fazem uso de uma abordagem algorítmica a fim de obter a alocação ótima de operadores multifuncionais ao longo de uma linha em forma de U com a redução do tempo de ciclo e do número total de operadores. A abordagem utilizada pelos autores citados considera a distribuição otimizada de tarefas e de operadores polivalentes nas estações de trabalho negligenciando os efeitos da dinâmica do sistema. Esta característica de interdependência produtiva em linhas de produção é perfeitamente observável pela modelagem e simulação de sistemas (BANKS, CARSON & NELSON, 1996). 3. Redes de Petri De acordo com Dicesare et al. (1993), uma rede de petri transição-temporizada (deterministicamente) é uma dupla < N, Z > tal que N = < P, T, Pre, Post > e Z é uma função que associa um número real não negativo, zj, a cada transição da rede: Z : T → R+. zj = Z (tj) é chamado de tempo de disparo da transição tj. N é uma rede de Petri qualquer não-temporizada definida por uma quádrupla, < P, T, Pre, Post >, onde P é um conjunto finito de lugares pi com dimensão igual à k, T é um conjunto de transições tj com dimensão igual à m, Pre é a aplicação de entrada (lugares precedentes ou incidência anterior), P X T → N, com N sendo o conjunto dos números naturais e Post é a aplicação de saída (lugares seguintes ou incidência posterior), P X T → N (CARDOSO & VALETTE, 1997). Nos últimos anos, as redes de Petri têm se evidenciado como uma eficiente ferramenta gráfica e matemática na modelagem e análise de sistemas dinâmicos a eventos discretos (MURATA, 1989). Em Dicesare et al. (1993) e Desrochers & Al-Jaar (1995) encontram-se as diversas extensões às redes de Petri na modelagem de sistemas de manufatura flexível, técnicas de controle de processos automatizados e análise de desempenho. Especificamente, Nakade e Ohno (1997b) tratam da modelagem e a análise de linhas de produção em forma de U com trabalhadores multifuncionais utilizando propriedades das redes de Petri estocásticas a fim de demonstrar a compatibilidade de ciclos produtivos em dois sistemas diferentes. Apesar de ser um trabalho importante, ao tratar do assunto cerne deste artigo, Nakade e Ohno (1997b) não analisam os efeitos do trabalho multifuncional. 4. Modelagem por redes de Petri temporizadas a) Modelagem de um posto de trabalho com trabalho multifuncional P2 T1 Οperador μ T2 P1 0,5 T4 P5 P3 T3 100 P4 100 100 100 Figura 1 – Modelo de posto de trabalho. O modelo de posto de trabalho da Figura 1 é o primeiro estágio na modelagem de uma linha de produção. A presença de uma marca no lugar p2, M (p2) = 1, corresponde à disponibilidade de um 2198 Pesquisa Operacional e o Desenvolvimento Sustentável 27 a 30/09/05, Gramado, RS operador μ para realizar trabalho, M (p5) = 100 modela a quantidade de fichas correspondentes aos disparos da transição t1. As transições t1 , t3 e t4 são transições imediatas, com tempo de disparo igual à zero e a transição t2 é não-imediata, com o seu tempo de disparo igual à 0,5 u.t. A transição t2 determina não só o ritmo das alterações nas marcações de todos os lugares pi (i = 1 à 5), bem como o instante em que o operador μ fica indisponível, isto é, M (p2) = 0. A Figura 2 apresenta resumidamente a árvore de cobertura do modelo de rede de Petri do posto de trabalho da Figura 1 (MURATA, 1989). As marcações acessíveis M0, M1 ou Mn e Mk+3, por exemplo, representam o número de fichas nos lugares pi modelando os estados da rede, isto é, se o operador μ apresenta-se disponível ou não e a quantidade de peças restante que serão processadas. As setas representam os disparos das transições habilitadas, ou seja, modelam os eventos que levam às mudanças de estado da rede. O método de análise pela árvore de cobertura, permite, dentre outras coisas, a identificação de pontos de conflito, ou melhor, situações em que uma ou mais transições ficam habilitadas ao disparo simultaneamente quando determinadas marcações são alcançadas. Como mostra a Figura 2, Mk+1 = (0 1 100 100 0) e Mk+4 = (0 1 100 0 100) estabelecem tais estados de conflito da rede de Petri da Figura 1. Portanto, para que a marcação necessária Mk+3 seja atingida, isto é, o estado tal que possibilita o início do trabalho multifuncional do operador μ, a seqüência de disparos das transições da rede deve ser igual à δ1 = t1 t2 t1 t2 t1 t2 ... t3 t4 ou δ2 = t1 t2 t1 t2 t1 t2 ... t4 t3. Quando a marcação M0 = (0 1 0 0 100) é alcançada novamente, isto é, o operador μ retorna ao seu posto de trabalho inicial, um novo ciclo de trabalho multifuncional começa. 2199 27 a 30/09/05, Gramado, RS Pesquisa Operacional e o Desenvolvimento Sustentável M0 (0 1 0 0 100) t1 M1 (1 0 0 0 99) t2 M2 (0 1 1 1 99) t1 M3 (1 0 1 1 98) t2 M4 (0 1 2 2 98) tn t1 Mk (1 0 99 99 0) t2 Mk+1 (0 1 100 100 0) t3 t4 Mk+4 (0 1 100 0 100) t3 t1 Mn Mk+2 (0 0 0 100 0) t4 Mk+3 (0 0 0 0 100) Figura 2 – Árvore de Cobertura resumida da rede de Petri da Figura 1 (marcações acessíveis). b) Análise do modelo de um posto de trabalho com trabalho multifuncional pelo formalismo das redes de Petri Segundo Cardoso e Valette (1997), as alterações de estados da rede, a evolução das marcações, M (pi), são definidas pela Equação 1, denominada genericamente de equação de estado das redes de Petri. M ( pi ) = M 0 ( pi ) + C ( pi , t j ) S (t j ) (1) A Equação 1 é uma equação matricial e ao se variar i de 1 a 5, número de lugares pi, j de 1 a 4, número de transições tj, obtém-se a equação de estado da rede de Petri da Figura 1, de forma que: 0 0 ⎞ ⎛ 1 −1 ⎟ ⎜ 1 1 1 0 ⎟ − − ⎜ C ( pi , t j ) = Post ( pi , t j ) − Pr e( pi , t j ) = ⎜ 0 1 − 100 0 ⎟ ⎟ ⎜ 0 − 100 ⎟ ⎜0 1 ⎜ −1 0 0 100 ⎟⎠ ⎝ (2) A Equação 2 define a matriz de incidência cujas linhas correspondem aos lugares pi e as colunas às transições tj. Os elementos cij dessa matriz Ck x m são definidos pelos pesos dos arcos (W) de entrada e 2200 Pesquisa Operacional e o Desenvolvimento Sustentável 27 a 30/09/05, Gramado, RS de saída de cada lugar pi com relação a cada transição tj. A deposição de marcas em um lugar pi corresponde a W > 0, enquanto a retirada de marcas corresponde a W < 0 como se verifica na Equação 2. ⎛ S1 ⎞ ⎜ ⎟ ⎜S ⎟ S (t j ) = ⎜ 2 ⎟ S ⎜ 3⎟ ⎜S ⎟ ⎝ 4⎠ (3) A Equação 3 define o vetor cujos elementos correspondem ao número de disparos de cada transição tj decorrente da passagem do estado inicial, M 0 ( pi ) = (0 1 0 0 100) , para o estado final desejável, M ( pi ) = (0 0 0 0 100 ) . Tal estado final define as condições em que o operador μ fica indisponível, tal que M (p2) = 0. Como ΔM ( pi ) = M ( pi ) − M 0 ( pi ) = (0 − 1 0 0 0 ) e ΔM ( pi ) = C ( pi , t j ) + S (t j ) , conclui-se que: 0 0 ⎞ ⎛ 1 −1 ⎟ ⎛ S1 ⎞ ⎜ 0 ⎟ ⎜ ⎟ −1 ⎜−1 1 S (0 − 1 0 0 0) = ⎜⎜ 0 1 − 100 0 ⎟⎟ × ⎜⎜ 2 ⎟⎟ S3 1 0 − 100 ⎟ ⎜⎜ ⎟⎟ ⎜ 0 ⎝ S4 ⎠ ⎜−1 0 0 100 ⎟⎠ ⎝ (4) Resultando em um sistema linear em que: S1 − S 2 = 0 ⎧ ⎛100 ⎞ ⎪− S + S − S = −1 ⎟ ⎜ 2 3 ⎪⎪ 1 ⎜100 ⎟ ⎨ S 2 − 100 S 3 = 0 ⇒ S (t j ) = ⎜ 1 ⎟ ⎪ S − 100 S = 0 ⎟ ⎜ 2 4 ⎜ 1 ⎟ ⎪ ⎠ ⎝ ⎩⎪ − S1 + 100S 4 = 0 (5) Pelo resultado da Equação 5, S (t2) = 100, o número de disparos da transição t2 é igual a 100. S(tj), por sua vez, representa o número máximo de disparos de uma transição não-imediata tj até que o operador μ do posto de trabalho fique indisponível. Conclui-se, portanto, que S(tj) = M0(pi)(τ0), para τ0 que representa o instante inicial, onde i é o índice que define o lugar com o número de marcas correspondente ao número máximo de disparos da transição não-imediata tj. Definindo λj ∈ R+, como sendo a taxa constante com que marcas são retiradas dos lugares de entrada pi, pi ∈• tj, e depositadas nos lugares de saída pi ∈ t •j , λj = zj-1. Para um determinado intervalo de tempo, definido como Δτ = τ − τ0, o produto entre λj e Δτ tem seu valor máximo em S(tj) = λj Δτ. Finalmente, pode-se enunciar que: M ( pi )(τ ) = M 0 ( pi )(τ 0 ) + C ( pi , t j ) S (t j ) ⇒ M ( pi )(τ ) = M 0 ( pi )(τ 0 ) + C ( pi , t j ) × λ j × Δτ (6) Exemplificando no modelo da Figura 1, para Δτ = 50 u.t. e λ2 = 2 u.t.-1: M ( p3 )(τ ) = M 0 ( p3 )(τ 0 ) + C ( p3 , t 2 ) × λ2 × Δτ ⇒ M ( p3 )(τ ) = 1× λ2 × Δτ = λ2 × Δτ = 2 × 50 = 100 2201 27 a 30/09/05, Gramado, RS Pesquisa Operacional e o Desenvolvimento Sustentável Quando M ( p3 )(τ ) = 100 , a transição t3 fica habilitada e o operador μ fica indisponível. c) Modelagem de uma linha de produção em forma de U (a partir do modelo de um posto de trabalho) A Tabela 1 apresenta os dados iniciais em função dos quais a linha de produção da Figura 5 (Anexo) é modelada. Considera-se um tempo de trabalho disponível de 60 min. por cada operador para a produção de 67 peças. O dimensionamento da mão-de-obra é determinado pelo quociente entre o produto do número de peças que se deseja produzir, 67 peças, e o tempo total de operações, 2,7 min., pelo tempo de trabalho, 60 min. Entretanto, como está evidenciado na Tabela 1, o número de operadores necessários é maior que três. Considera-se, portanto, o número menor inteiro de operadores, ou seja, N. Op. = 3, para uma produção final de 63 peças aproximadamente. A Tabela 2 apresenta a distribuição das cargas produtivas entre os operadores. A Tabela 3 apresenta os postos de trabalho e as operações realizadas com as quantidades de um produto qualquer a ser produzido. Tempo Disp./Op. (min.) N. Peças 60 67 Operação Tempo Padrão (min.) Operação 1 0,4 Operação 2 0,2 Operação 3 0,5 Operação 4 0,3 Operação 5 0,6 Operação 6 0,7 2,7 Tempo Total Disp. Tabela 1 – Dimensionamento da carga produtiva. N. Op. >3 Carga 0,446667 0,223333 0,558333 0,335 0,67 0,781667 Operador Operação 1 Operação 2 Operação 3 Operação 4 Operação 5 Operação 6 A 1 0 0 1 0 0,27 B 0 1 0 0 1 0,13 C 0 0 1 0 0 0,56 Tabela 2 – Matriz de distribuição das cargas produtivas entre os operadores. O valor de cada lacuna pode variar dos extremos 0 (operador não realiza respectiva operação) à 1 (operador realiza respectiva operação completamente). Posto de Trabalho Operador Operação Meta (Produção) 01 A 01 67 02 B 02 67 03 C 03 67 04 A 04 67 05 B 05 67 06 A 06 18 07 B 06 8 08 C 06 37 Tabela 3 – Operadores, seus postos de trabalho, respectivas operações e quantidade de peças a produzir a partir dos dados da Tabela 2. 2202 27 a 30/09/05, Gramado, RS Pesquisa Operacional e o Desenvolvimento Sustentável 5. Simulação e análise do trabalho multifuncional em linhas de produção em forma de U Após demonstrar que as redes de Petri modelam facilmente linhas de produção que apresentam o trabalho multifuncional como peculiaridade, pode-se, então, investigar o desempenho do conjunto de operadores polivalentes pelos recursos da simulação em redes de Petri. Na Figura 5 (Anexo), os lugares p33, p23, p24, p44 e p45 modelam o estado dos estoques intermediários, ou seja, o acúmulo ou não de produtos semi-acabados dentro da linha de produção. O resultado da simulação do modelo da Figura 5 (Anexo) está presente na Tabela 4. Operador Operação Meta Esperada Meta Atingida Percentual (%/100) A 01 67 67 1 B 02 67 67 1 C 03 67 67 1 A 04 67 67 1 B 05 67 13 0,19 A 06 18 18 1 B 06 8 0 0 C 06 37 36 1 Tabela 4 – Operadores e os seus respectivos desempenhos sobre a meta esperada. Pela Tabela 4, observa-se que o operador A e o operador C atingiram suas metas esperadas em todas as operações que deveriam realizar. Enquanto isso, o desempenho inferior do operador B na realização das operações 5 e 6 afeta, por conseguinte, o desempenho final de toda a linha de produção, ou seja, a meta esperada de 63 peças se contrai para 54 peças da meta atingida. O desempenho total final é de aproximadamente 80 %, como pode ser observado na Figura 3. m46 50 40 30 20 10 t 0 10 20 30 40 50 60 Figura 3 – Gráfico do número de peças finais pelo modelo de linha de produção da Figura 5 (Anexo). A despeito de problemas com quebra de máquinas, retrabalho ou abstinência no trabalho, busca-se investigar o efeito das diferenças entre as taxas produtivas dos postos de trabalho. Tais diferenças podem levar a duas situações distintas: a) Formação de estoques intermediários pelo acúmulo de produtos semi-acabados entre os postos de trabalho; b) Ociosidade da mão-de-obra multifuncional; Considerando que PE modela o posto de trabalho de entrada e PS o posto de trabalho de saída ao estoque intermediário (Bκ), λE representa a taxa de produção de PE e λS a taxa de produção de PS. λE = zj-1 e λS = zj-1, onde zj é chamado de tempo de disparo da transição tj temporizada de PE e PS, respectivamente, conforme λE ≠ λS. Para que a situação a) ocorra, λE >λS. Por outro lado, para que a situação b) seja satisfeita, λE < λS. Quando λE < λS, o ritmo produtivo do posto de trabalho PE é menor do que o do posto de trabalho PS. Consequentemente, em determinados instantes, o operador presente no posto de trabalho PS poderá 2203 27 a 30/09/05, Gramado, RS Pesquisa Operacional e o Desenvolvimento Sustentável passar por estados de ociosidade, o que resulta na redução do desempenho do trabalho multifuncional como um todo. Observou-se que, pelo dimensionamento inicial de estoques intermediários entre os postos de trabalho sujeitos à situação b), pode-se aumentar o desempenho do trabalho multifuncional pela redução da interdependência produtiva. Aplicando-se a análise do fluxo de produção pelo formalismo de redes de Petri, pôde-se estabelecer uma equação capaz de determinar o tamanho mínimo para o estoque intermediário (Bκ). O desenvolvimento matemático e obtenção desta equação para Bκ foge do escopo deste artigo e é enunciada resumidamente pela Equação 7. ⎡ κ = ⎢(nλ S − mλ E ) ⎢ S i (t J ) ⎤ λ S ⎥⎥ (7) n – número de postos de trabalho PS; λE – taxa de produção do(s) posto(s) de trabalho PE; λS – taxa de produção do(s) posto(s) de trabalho PS; m – número de postos de trabalho PE; S i (t J ) - número máximo de disparos de tj (transição temporizada) para cada posto de trabalho PS, onde i é o posto de trabalho PS em que poderá haver ociosidade; ⎡ ⎤ - menor inteiro maior do que o resultado do cálculo realizado. De volta ao modelo de linha de produção da Figura 5 (Anexo), os estados iniciais dos operadores A, B e C correspondem à presença dos mesmos nos postos de trabalho 01, 02 e 03, respectivamente. Desta forma, a situação b), ociosidade do trabalho multifuncional, apresenta-se satisfeita entre os postos de trabalho 01 e 02. A dependência de ritmo produtivo entre os postos de trabalho 01 e 02 influencia diretamente no desempenho do operador B e, por conseguinte, no desempenho final do trabalho multifuncional presente na linha de produção modelada. O instante em que operador B alocado no posto de trabalho 02 inicialmente pode ficar indisponível e se deslocar para outro posto de S (t ) 67 trabalho posterior é definido como sendo τ = τ 0 + Δτ = 2 7 = ⇒ τ = τ 0 + 13,4 u.t. λS 5 Como τ 0 = 0 , τ = 13,4 u.t. Define-se o valor mínimo de κ pela Equação 7, tal que: ⎡ S (t ) ⎤ κ = ⎢(nλ S − mλ E ) 2 7 ⎥ = ⎡(1 × 5 − 1 × 2,5)13,4⎤ = ⎡33,5⎤ = 34 λS ⎥ ⎢ Com κ = 34, tem-se o estado inicial de Bκ entre os postos de trabalho 01 e 02, ou seja, o número de marcas iniciais no lugar P23. Feita uma nova simulação, agora com o acréscimo de marcas ao lugar P23, observou-se, no entanto, que o número de marcas finais no lugar P46 e o gráfico da Figura 3 não se alteraram. A explicação para isso está no momento em que os operadores completam suas tarefas em seus postos de trabalho iniciais e, desta feita, tornam-se disponíveis para ocuparem postos de trabalho subseqüentes, isto é, realizarem o trabalho multifuncional. O operador B do posto de trabalho 02, em decorrência das marcas iniciais no lugar P23, se deslocará antes do operador A e este, por sua vez, antes do operador C. Com efeito, a Tabela 2 torna-se obsoleta e uma redistribuição de cargas produtivas, que observe tal situação nova, está apresentada na Tabela 5. A Figura 6 (Anexo) apresenta o resultado final do modelo de linha de produção em forma de U desejado. Operador A B C Operação 1 1 0 0 Operação 2 0 1 0 Operação 3 0 0 1 Operação 4 0 1 0 Operação 5 0,8 0 0,2 Operação 6 0,01 0,56 0,39 2204 27 a 30/09/05, Gramado, RS Pesquisa Operacional e o Desenvolvimento Sustentável Tabela 5 – Matriz de redistribuição das cargas produtivas entre os operadores. Posto de Trabalho Operador Operação Meta (Produção) 01 A 01 67 02 B 02 67 03 C 03 67 04 B 04 67 05 C 05 14 06 A 05 53 07 B 06 37 08 C 06 25 09 A 06 01 Tabela 6 – Operadores, seus postos de trabalho, respectivas operações e quantidade de peças a produzir a partir dos dados da Tabela 5. Como resultado da simulação do modelo da Figura 6 (Anexo), a Figura 4 apresenta o melhoramento no nível de produtividade em comparação aos resultados anteriores ilustrados na Figura 3. m46 60 40 20 t 0 20 40 60 Figura 4 – Gráfico do número de peças finais do modelo de linha de produção da Figura 6 (Anexo) quando κ = 34 após simulação. 6. Conclusão A análise da dinâmica do sistema composto pelas linhas de produção leva em consideração os efeitos da diferença entre taxas de produção de postos de trabalho, gerando, portanto, os chamados estoques intermediários. Estes, por sua vez, devem ser minimizados. Entretanto, para o caso do trabalho multifuncional, o dimensionamento do estoque intermediário tem efeito fundamental para permitir um melhor aproveitamento da mão-de-obra e, por conseguinte, ganhos em produtividade. Este dimensionamento do estoque intermediário mínimo (κ ) é feito pela Equação 7. Pela teoria da dinâmica dos sistemas industriais (CORBETT, 2003), o estoque é classicamente calculado pela Equação 8. Estoque (t) = ∫ t 0 [taxa de entrada (s) – taxa de saída (s)]ds + Estoque (t0) (8) A Equação 7, pode ser obtida a partir da Equação 8, bastando eliminar o infinitesimal “ds” pela discretização da relação definida pelo lado direito da Equação 8, ou seja, [taxa de entrada (t) – taxa de saída (t)]Δt. Assim, “Estoque (t0)” define o próprio κ desejado. A obtenção de κ é importante para definir parâmetros para um melhor aproveitamento dos recursos disponíveis e atingir maiores níveis de produtividade. Portanto, uma melhor distribuição da carga de trabalho, ao longo dos postos de trabalho, faz-se possível pela modelagem e simulação usando redes de Petri através da análise de desempenho e de técnicas de controle mais eficientes. 2205 Pesquisa Operacional e o Desenvolvimento Sustentável 27 a 30/09/05, Gramado, RS 7. Referências BANKS, J.; CARSON, J & NELSON (1996) - Discrete-Event System Simulation. New Jersey: Prentice-Hall. CARDOSO J. & VALETTE, R. (1997) - Redes de Petri. Editora da UFSC. Florianópolis. CORBETT, T. (2003). Introdução à Dinâmica de Sistemas. <http://www.corbett.pro.br/mainport.htm> . Acesso em: 10 de Setembro de 2004. Disponível em: DESROCHERS, A. & AJ-JAAR, R. (1995) - Applications of Petri Nets in Manufacturing Systems. IEEE Press. New York. DICESARE, F. et al. (1993) - Practice of Petri Nets in Manufacturing. Chapman & Hall. London. DRATH, R. (2004). Disponível em: http://www.systemtechnik.tu-ilmenau.de/~drath/visual_E.htm MILTENBURG, G. J. & WIJNGAARD, J. (1994) - The U-line Line Balancing Problem. Management Science Problem. v. 40, n. 10, p. 1378-1388. MILTENBURG, G. J. (2001) - U-shaped production lines: A review of theory and practice. Int. J. Production Economics. v. 70, n. 3, p. 201-204. MURATA, T. (1989) - Petri Nets: Properties, Analysis and Applications. Proceedings of The IEEE. v. 77, n. 4, p. 543-580. NAKADE, K. & OHNO, K. (1997a) - Stochastic Analysis of a U-shaped Production Line with Multiple Workers. Computers & Industrial Engineering. v. 33, n. 3-4, p. 809-812. NAKADE, K. & OHNO, K. (1997b) - Bounds and Approximations for Cycle Times of a U-shaped Production System. Operations Research Letters. v. 21, n. 4, p. 191-200. NAKADE, K. & OHNO, K. (1999) - Optimal worker allocation problem for a U-shaped production line. Int. J. Production Economics. v. 60-61, p. 353-358. 8. Agradecimentos À CAPES pelo apoio no desenvolvimento da pesquisa concernente. 2206 9. Anexo P2 POSTO DE TRABALHO 1 T1 T2 P1 P20 T4 P3 T15 T3 P25 T22 37 P4 67 T21 P30 67 T16 P19 67 0,4 P5 POSTO DE TRABALHO 8 67 0,7 P31 37 37 POSTO DE TRABALHO 2 P9 37 P37 POSTO D E TRABALHO 7 T8 P33 T7 P10 T5 P8 P36 T25 P46 8 67 T26 P35 67 T27 P38 0,2 P7 T6 P6 T28 P45 67 67 0,7 P34 8 8 P40 8 POSTO DE TR ABALH O 6 P12 POSTO DE TRABALHO 3 T29 T9 P23 T10 P11 P13 T12 T11 P15 T31 P42 0,5 P14 67 T32 18 P17 0,7 P43 18 18 67 67 P41 POSTO DE TRABALHO 5 POSTO DE TRABALHO 4 P21 67 T30 P39 P24 T18 T17 P22 T24 P32 T14 T13 P18 67 T19 P26 0,3 P27 67 P44 P16 18 T23 67 T20 P29 0,6 P28 67 67 67 67 67 Figura 5 – Modelo inicial de linha de produção em forma de U com trabalho multifuncional. 2207 P2 Posto de Trab alho 1 P20 Posto de Trab alho 9 T1 T2 P1 T4 P3 T15 T3 P5 T22 P25 1 P4 67 T21 P30 67 T16 P19 67 0,4 0,7 P31 67 1 P9 Posto de Trab alho 2 1 P37 Posto de Trab alho 8 T8 P33 T7 P10 T5 P8 P36 T25 P46 25 67 67 T27 P38 0,2 P7 T6 P6 T28 P45 67 T26 P35 67 25 25 P40 Posto de Trab alho 3 P12 0,7 P34 25 Posto de Trab alho 7 P17 Posto de Trab alho 6 T29 P23 T9 T10 P11 P13 T12 Posto de Trab alho 4 T11 P15 T14 P21 67 0,5 P14 67 P16 T20 P29 P24 T18 T17 P22 T24 P32 T19 0,3 P27 T32 T31 P42 0,6 P28 0,7 P43 37 37 37 53 53 67 P26 P41 37 T23 53 67 67 T13 P18 T30 P39 53 P50 Posto de Trab alho 5 P44 67 67 67 T35 T36 P49 P51 T33 14 T34 P47 0,6 P48 14 14 14 Figura 6 – Modelo final de linha de produção em forma de U com trabalho multifuncional. 2208
Baixar