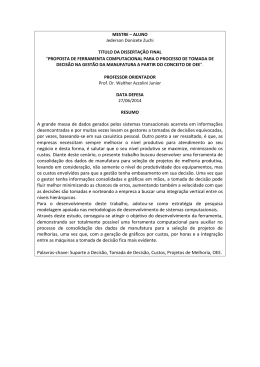
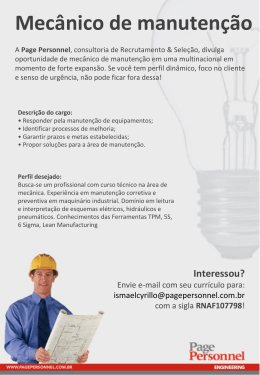
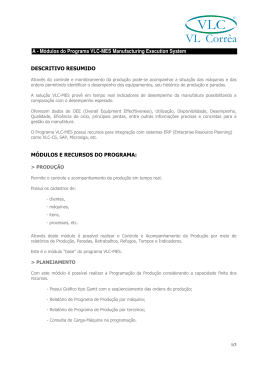
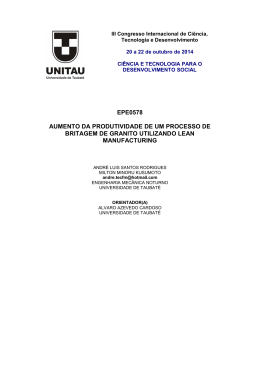
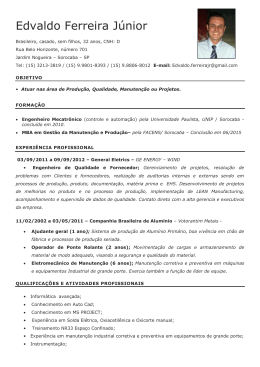
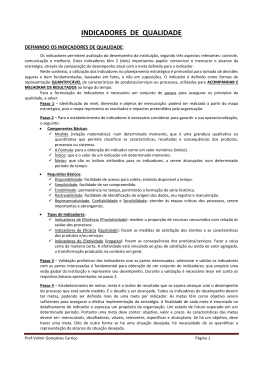
COMO MELHORAR O DESEMPENHO DAS LINHAS DE PRODUÇÃO Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software E-mails: [email protected], [email protected] RESUMO Objetivo: Apresentar conceitos e ferramentas atuais para melhorar eficiência da produção. Os conceitos evoluíram ao longo do tempo desde a visão de produção em larga escala (baseados nos conceitos de Frederick Taylor e Henry Ford) até os conceitos de Produção enxuta (Lean Manufacturing ou Sistema Toyota de Produção) e o conjunto de práticas para melhoria contínua, o Seis-Sigma. Com os conceitos como ferramentas de padronização e orientações de trabalho muitas novas informações agora podiam ser medidas e quantificadas, a busca pela melhoria continua agora dispunha de um melhor suporte para sustentá-la. Com a aplicação de conceitos modernos de produção e ferramentas baseadas em sistemas de gerenciamento de produção podemos produzir mais e melhor reduzindo as paradas de produção e melhorando sua previsibilidade, além de economizar em consumo de matéria prima, com a redução do desperdício, retrabalho com uma qualidade melhorada e mais constante. As ferramentas então desenhadas e planejadas para gerenciamento da produção desempenham um importante papel na aplicação destes conceitos à prática produtiva. Com a eficiência sob o foco podemos melhor utilizar seus ativos como recursos produtivos sem grandes investimentos contínuos. Afinal o chão de fábrica é “a próxima fronteira” para transformar a empresa, vencendo os desafios de entregar mais rapidamente, manufatura enxuta, mais flexível e execução das ordens de produção com redução de erros, melhorando os prazos, preços e qualidade e assim sendo mais competitivo. INTRODUÇÃO Melhora constante no processo produtivo. Aumento da qualidade do produto que é entregue ao cliente final. Redução nos custos de produção. Máquinas trabalhando com mais eficiência. Informação confiável que possibilite análise e planejamento estratégico. Que produtor, dado o cenário extremamente competitivo do mercado atual, não deseja ter todos esses diferenciais como marca de sua empresa? Cada vez mais, indústrias do mundo todo – de grande, médio, ou mesmo pequeno porte – têm voltado sua atenção a essa necessidade. Controlar o processo, por si só, já não é mais o bastante. É, deveras, necessário estreitar cada vez mais o caminho que separa a área corporativa do chão-de-fábrica, a fim de ampliar a capacidade produtiva da indústria assim como a qualidade do que se produz. Esse artigo discutirá como conceitos de camadas de integração como o MES (Manufacturing Execution System), atrelados a conceitos já bem difundidos no ambiente industrial, como Lean Manufacturing e Seis Sigma, podem ajudar nessa tarefa crucial para o sucesso. 1. IMPORTÂNCIA DE AUMENTAR A EFICIÊNCIA No cenário atual, ser competitivo é premissa, se diferenciar é premissa. E não se trata apenas de empresas querendo lucros, o cliente clama por melhorias. A demanda vem dele. Isso dito, não há quem questione a importância de se produzir mais e melhor, gastando menos. A questão é: como fazê-lo? Há uma importante métrica usada por muitas empresas chamada ROTC (Return on Total Capital). Essa métrica demonstra quão bem uma companhia faz uso de seus ativos. Mostra o verdadeiro lucro obtido. Seu cálculo é simples: a medição do retorno total se dará, não apenas com base no lucro, mas levando-se em conta também o que foi investido. A idéia é pesar “quanto se gasta para produzir determinado” X “por quanto o produto é vendido” e também o capital investido direta ou indiretamente, para a obtenção dos resultados. É razoável: para se aumentar o lucro, é necessário aumentar o que se obtém com a revenda ou então diminuir o custo de produção. Para aumentar o que se obtém com a revenda é necessário passar a vender a novos consumidores ou mais para antigos ou ainda, aumentar, diretamente, o preço do produto. Como volta-se sempre à questão da competitividade, é totalmente inviável aumentar o preço ou mesmo lograr novos consumidores, sem oferecer novos recursos, o que faz da diminuição dos custos de produção, uma alternativa mais fácil de se implementar, na maioria dos casos. Falando um pouco de investimentos, sabe-se que para reduzir o capital fixo investido na produção de um produto, é preciso gastar menos com máquinas e ferramentas novas ao passo que para reduzir os gastos com produção, deve-se diminuir o inventário, assim como outras formas de desperdício. O exemplo a seguir mostrará como esse realmente pode ser considerado o melhor caminho para o aumento do lucro num processo produtivo, de qualquer sorte: Vendas Mão-de-Obra Materiais Contribuições Custo Fixo Despesas Gerais Lucro $100 $25 $45 $35 $10 $10 $10 $100 $22 $43 $35 $10 $10 $15 Notemos que a diminuição de 11% no custo de produção aumentou o lucro em 50%. Para obter os mesmos 50% de lucro, sem diminuir os custos de produção, seria necessário vender 16% mais. Realmente, não é de admirar que, cada vez mais, as empresas têm se dado conta que o caminho para ganhar o mercado pode estar em sua própria linha de produção. 2. O QUE SE PRETENDE ALCANÇAR E COMO FAZÊ-LO Processo Perfeito Afinal de contas, para que medir, calcular, atuar, analisar? Aonde queremos chegar? O que faz com que uma indústria esteja produzindo bem ou não? Passemos, então, a analisar o que se espera de um processo para que este seja rotulado “perfeito”. Basicamente, o processo perfeito é: Valioso: não há desperdícios; Capaz: sempre apresenta bons resultados, do principio ao fim do processo; Disponível: sempre trabalha quando deve trabalhar; Adequado: não há gargalos, produz com a frequência requerida; Flexível: está apto a rapidamente mudar de um produto para o outro. Mas, qual abordagem deve-se utilizar para fazer com que um processo alcance esse grau de excelência? Num cenário, muitas vezes grande e complexo, por onde começar? O primeiro passo, a base para melhoria, é a coleta de dados. A importância de coletar dados Tentar realizar mudanças ou ajustes em um processo produtivo sem entender bem seu comportamento é arriscado. Sem possuir uma base sólida de conhecimento, composta por dados coletados de maneira eficaz é realmente difícil buscar melhorias. Isso porque é impossível, obviamente, corrigir um problema antes mesmo de identificá-lo, impossível agir sobre o que se desconhece. Coletar de maneira eficiente e confiável uma massa de dados de processo e desenvolver técnicas de análise sobre ela garante que as decisões serão tomadas com base no verdadeiro comportamento do processo e não em suposições, aproximações ou ‘achismos’. A coleta dos dados pode ser realizada, basicamente, de duas maneiras: automática ou manualmente. No caso da coleta manual, é sempre ideal que toda a equipe responsável seja treinada e esteja qualificada, de maneira a garantir a integridade dos dados. Isso, sobretudo, para os casos em que o dado depende intimamente de variação na aplicação ou de análise/interpretação do operador. Há uma série de desafios na utilização desse tipo de coleta, como definição e utilização de critérios para o que é considerado ideal e o que é considerado defeituoso, por exemplo, definição da frequência com que os dados devem ser coletados, falhas nos procedimentos, ausência de uma maneira ágil de distribuir os dados pela corporação, apenas para citar alguns. A outra forma de coleta – automática - é, sem dúvida, a mais recomendada para a maioria dos casos. Mediante a criação de modelos numa ferramenta de software adequada, é possível fazer com que os próprios sistemas coletem o que foi definido como necessário, no intervalo definido como necessário, da maneira definida como necessária. Além da coleta, é possível até fazer com que eventos ocorridos na produção, como uma parada na planta, descarte de um lote de produtos devido ao não atendimento de uma determinada especificação, conclusão de determinada ordem de produção, e etc, sejam identificados automaticamente, já sendo encaminhados por meio de relatórios e modelos a quem de direito, possuindo-se, naturalmente, uma rede integrada a esse ponto. Falaremos mais sobre essa forma de coleta logo mais. É essencial possuir um sistema de medição preciso e robusto para que não hajam incoerências, do contrário, ao invés de ajudar na tomada de decisão, os dados coletados só conduziriam a uma decisão errônea. Não obstante, a coleta de dados ainda é um grande obstáculo rumo ao alcance do processo perfeito. Isso devido a alguns fatores: Dificuldade no mapeamento do que realmente é importante coletar: Dependendo do tamanho da planta e da complexidade do processo (quantidade de variáveis e/ou etapas envolvidas na produção, entre outros fatores) pode ser realmente complicado identificar o que é realmente necessário coletar. É preciso uma análise detalhada do processo, para identificação dos chamados KPIs (Key Performance Indicators), das variáveis de processo que neles impactam ou que a eles conduzem, dentre outros dados que podem ser considerados pertinentes à tomada de decisão; Ineficiência ou imprecisão dos equipamentos usados na medição: Um sistema de medição e instrumentação coeso é premissa para o sucesso na obtenção dos dados, por questões óbvias. Para que os modelos que se espera obter realmente auxiliem na tomada de decisão e na otimização do processo é preciso ter certeza de que os dados nos quais eles se baseiam são fidedignos. Fatores como configuração incorreta das escalas para as variáveis, instrumentos descalibrados, dentre outras, podem ser obstáculos. Acesso aos dados: Muitas vezes as aplicações possuem um bom sistema de medição e instrumentação, contudo esses equipamentos não são acessíveis – não têm-se um controlador, ou outro equipamento digital, não há conexão em rede,dentre outras restrições. Isso é, deveras, um obstáculo, já que primeiro será necessário rever esses aspectos da própria automação do processo, antes de se preocupar em analisar e otimizar. Armazenamento dos dados: Após definir o que será necessário coletar, garantir a precisão dos equipamentos de campo e o acesso a eles via rede, ainda é preciso se preocupar em como salvar esses dados de maneira que fiquem disponíveis às ferramentas que futuramente serão usadas para gerar os modelos de análise, que possibilitarão atuar sobre o processo afim de otimizá-lo. Normalmente, para tal função, utiliza-se softwares chamados Repositórios de Dados – bancos de dados, acessíveis também pela rede corporativa da empresa que, de maneira excelente (usando estrutura de armazenamento própria para o ambiente industrial e algoritmos de compressão para diminuir o espaço ocupado em disco), armazenam grandes massas de dados. Conflito com alguns conceitos e filosofias: Apesar de, logicamente, ser razoável buscar respaldo em tecnologias e na TI em busca do aumento da eficiência e da qualidade de um processo produtivo, há alguns conceitos e filosofias que criam barreiras e geram conflitos. Por exemplo, de acordo com Hynes e Taylor quaisquer atividades que, aos olhos do cliente final, não tornem o produto ou serviço mais valioso, são atividades que não agregam valor. Tarefas de controle e apontamento que não tornem o produto mais valioso aos olhos do cliente devem ser evitadas. De encontro com as práticas do Lean os sistemas e procedimentos no chão-defábrica devem ser simples. Assim nesta busca deve-se evitar a movimentação excessiva de pessoas, ou seja, o deslocamento dos operadores a postos de apontamento de dados. Segundo Taiichi Ohno, considerado o maior responsável pela criação do sistema Toyota de Produção, as dificuldades devem ser resolvidas com visita à fábrica com o objetivo de investigar o problema e eliminá-lo de imediato. Essas posturas questionam os investimentos em sistemas destinados a identificar problemas na operação, especialmente quando esses requerem alimentação manual dos dados pelos operadores, já que isso significaria acarretar-lhe mais funções. 3. OEE – OVERALL EQUIPMENT EFFECTIVENESS Já analisamos quão importante é empenhar-se em prol de buscar um aumento na eficiência do processo produtivo, já vimos o que pretende-se alcançar e alguns dos primeiros passos para fazê-lo. Agora começaremos a discutir meios de, uma vez possuindo os tão almejados dados, efetivamente medir a eficiência com a qual uma determinada planta industrial produz. A métrica mais conhecida e amplamente utilizada por inúmeras empresas em todo o mundo é o OEE (Overall Equipment Effectiveness), que mede a eficiência da planta baseado no produto de três fatores: Disponibilidade Performance Qualidade Muitas vezes usado em conjunto com outras filosofias como o Lean Manufacturing, o cálculo de OEE funciona como um KPI, indicando quais setores (conceituais, lógicos e físicos) podem estar limitando o desempenho da produção. Segundo Jonsson e Lesshmmar (1999), o OEE permite indicar áreas onde devem ser desenvolvidas melhorias bem como pode ser utilizado como benchmark, permitindo quantificar as melhorias desenvolvidas nos equipamentos, células ou linhas de produção ao longo do tempo. A análise do OEE de um grupo de máquinas de uma linha de produção, ou de uma célula de manufatura permite identificar o recurso com menor eficiência, possibilitando assim focalizar esforços em melhorias. Como já citado, o cálculo do OEE leva em consideração três fatores: disponibilidade, performance e qualidade. Cada um deles pode ser avaliado de acordo com as informações abaixo: OEE Disponibilidade Quebras ou Falhas Setup e ajustes de máquina Perdas Alterações de Engenharia na Estação Performance Pequenas paradas (micro-paradas) Alterações na velocidade da máquina Qualidade Refugos / Produto fora de especificação. Retrabalhos / Reaproveitamento Abaixo, temos um diagrama representando as considerações para o cálculo: Figura 1 – Considerações para o cálculo do OEE 3.1. Calculo do OEE O cálculo é realizado da seguinte maneira: OEE (%) = Índice Disponibilidade x Indice Performance x Índice Qualidade Onde: 3.1.1. Disponibilidade Este índice responde a seguinte questão: “A máquina está funcionando?” Para isso, são consideradas as seguintes perdas: • Perdas de gestão (aguardando programação, falta de operador, falta de ferramental, aguardando produto da operação anterior, etc.); • Perdas por paradas não programadas (manutenção, setup, aguardando laudo, falta de energia elétrica, etc.). Tempo de Carga (TC) = Tempo teórico disponível – paradas programadas (horas) Tempo real disponível (TRD) = Tempo de carga – paradas não programadas (horas) Disponibilidade (%) = (TRD / TC) x 100 3.1.2. Desempenho e Performance O segundo índice responde a seguinte questão: “A máquina está rodando na velocidade máxima?” Vejamos a equação: Performance(%) = {Peças Produzidas / [(tempo padrão) x (tempo disponível)] } x 100 3.1.3. Qualidade da produção O terceiro índice que compõe o OEE responde a seguinte questão: “A máquina está produzindo com as especificações certas?” Qualidade(%) = (Peças Produzidas – Refugos – Retrabalhadas) / Peças Produzidas A aplicação do OEE permite à empresa identificar suas perdas e a causa delas, para que ações corretivas sejam tomadas e o processo otimizado. 4. COMO ABORDAR O PROBLEMA Os Conceitos Os conceitos evoluíram ao longo do tempo. Os primeiros modelos trabalhavam com o conceito de produção em larga escala incentivando a especialização e a divisão dos trabalhos (modelo da Produção em massa, baseados nos conceitos de Frederick Taylor e Henry Ford). Para sustentar estas características, este sistema tinha que operar com estoques e lotes de produção elevados, além de não primar pela qualidade individual do produto final. A alternativa então se desenvolveu mais notadamente pela necessidade das indústrias japonesas após a segunda grande guerra mundial. Nesta época a indústria japonesa tinha uma produtividade muito baixa e uma enorme falta de recursos, o que não se adaptava aos moldes do modelo de produção em massa e pela falta de recursos tinha que se otimizar e primar pela qualidade. O Lean Manufacturing ou Sistema Toyota de Produção nasceu desta necessidade de um conceito de Produção enxuta. Com os conceitos como ferramentas de padronização e orientações de trabalho muitas novas informações agora podiam ser medidas e quantificadas, a busca pela melhoria continua agora dispunha de um melhor suporte para sustentá-la. Outro Seis Sigma veio então como um conjunto de práticas para melhoria contínua sua estratégia é eliminar erros, defeitos ou falhas em produtos e serviços reduzindo de forma contínua a variação nos processos. 4.1. Lean Manufacturing O Lean Manufacturing, surgiu no Japão, na fábrica de automóveis Toyota, logo após a Segunda Guerra Mundial. Nesta época a indústria japonesa tinha uma produtividade muito baixa e uma enorme falta de recursos, o que naturalmente a impedia adotar o modelo da Produção em massa. É uma filosofia de produção muitíssimo difundida e conceituada no mercado, que tem por objetivo diminuir os desperdícios e os custos de produção, aumentando a qualidade do produto final e o tempo no qual ele chega ao cliente. A aplicação destes conceitos visa eliminar os sete desperdícios básicos, a saber: super-produção, tempo de espera, transporte, excesso de processamento, inventário, movimento e defeitos. De acordo com essa abordagem é possível fazer cada vez mais com menos (menos equipamento, menos esforço humano, menos tempo, etc.), fornecendo ao cliente sempre exatamente o que eles procuram. Seus pontos-chave são: 4.1.1. Qualidade total imediata Ir em busca do "zero defeito", e detecção e solução dos problemas em sua origem; 4.1.2. Minimização do desperdício Eliminação de todas as atividades que não têm valor agregado e redes de segurança, otimização do uso dos recursos escassos (capital, pessoas e espaço); 4.1.3. Melhoria contínua Redução de custos, melhoria da qualidade, aumento da produtividade e compartilhamento da informação; 4.1.4. Processos "pull" Os produtos são retirados pelo cliente final, e não empurrados para o fim da cadeia de produção; 4.1.5. Flexibilidade Produzir rapidamente diferentes lotes de grande variedade de produtos, sem comprometer a eficiência devido a volumes menores de produção; 4.1.6. Relacionamento com os fornecedores Construção e manutenção de uma relação a longo prazo com os fornecedores tomando acordos para compartilhar o risco, os custos e a informação. Definido por alguns autores como “um Paradigma Estratégico de Gestão da Manufatura”, devido às suas características, baseado em uma série de princípios e capacitadores (ferramentas, tecnologias, metodologias), como: Produção Just in Time; Estoques em processo mantidos em níveis mínimos; Concentração geográfica da montagem e da produção de componentes; Demanda puxada manualmente com uso de cartões kanban; Produção nivelada; Setups rápidos; Racionalização das máquinas e da linha de produção; Padronização do trabalho; Equipamentos automáticos à prova de falhas; Trabalhadores com múltiplas habilidades; Alto nível de terceirização; Uso seletivo da automação; Melhorias contínuas e incrementais no processo. 4.2. Seis Sigma Conjunto de práticas que visam melhorar a qualidade de um processo, eliminando defeitos e, conseqüentemente, gerando mais satisfação no cliente, por lhe entregar um produto próximo da perfeição. Estatisticamente, sigma representa o desvio padrão de uma amostra. Ou seja,o sigma é uma medida da quantidade de variabilidade que existe quando se mede alguma coisa. Seis Sigma representa a variação mínima desejada no decorrer dos processos que tem impacto sobre o cliente. Entende-se assim que, ao reduzir a probabilidade de falhas e defeitos, a relação com o cliente é otimizada e conseqüentemente a performance da empresa em termos operacionais e financeiros. A qualidade não é vista pelo Seis Sigma na sua forma tradicional, isto é, a simples conformidade com normas e requisitos da organização. Ele a define como o valor agregado por um amplo esforço de produção com a finalidade de atingir objetivos definidos na estratégia organizacional. O Seis Sigma, atualmente, é visto como uma prática de gestão voltada para melhorar a lucratividade de qualquer empresas, independentemente do seu porte. A GE (General Eletric), com seu líder Jack Welch, foi a principal impulsionadora na utilização da metodologia Seis Sigma, assumindo que durante os primeiros cinco anos da sua implementação teve economia de cerca de $10 bilhões de dólares. O modelo estatístico foi criado pelo gestor de qualidade japonês Joseph Juran em meados dos anos 80, tendo vindo a ser reconhecido por grandes multinacionais como a Motorola, 3M, Apple Computers, HP, Vodafone ou Dupont, bem como organizações governamentais como o Exército Norte Americano e a própria NASA. A aplicação da metodologia passa pelas seguintes fases: 4.2.1. Define (Definir) Deve-se selecionar o projeto, identificar qual é o problema, definir os requisitos (necessidades) críticos dos clientes (tanto internos e externos) e estabelecer uma meta de melhoria. 4.2.2. Measure (Medir) Medir o processo para verificar o desempenho. A medição é utilizada para validar o problema, aprimorar os objetivos, e estabelecer parâmetros para monitorar os resultados. 4.2.3. Analyze (Analisar) Analisar o processo e determinar a(s) causa(s) raiz dos problemas e oportunidades de melhoria. 4.2.4. Improve (Melhorar) Melhore o processo desenvolvendo um plano de ação para eliminar e prevenir os defeitos / problemas, com base nas causas raiz identificadas na etapa anterior. 4.2.5. Control (Controlar) Monitorar e controlar o desempenho das melhorias elaboradas na etapa anterior para mantê-las de acordo com o plano de ação. Por obrigatoriamente envolver toda a empresa (ou todos os envolvidos nos processos que possam exercer influência na expectativa que o público tem sobre a organização) e não apenas uma única equipe, é necessário, que os profissionais tenham formação adequada para que, no longo prazo, adequem o seu desempenho com os padrões desejados. 5. AS FERRAMENTAS Com o desenvolvimento da microinformática e a capacidade de processar, ordenar e priorizar informações em grandes volumes – característica notável nos processos discretos - a direção para o desenvolvimento das ferramentas certas baseadas em sistemas era uma questão de tempo. Os sistemas se especializaram para entregar visões da empresa a seus colaboradores Como exemplo os sistemas de gestão corporativa, onde temos o ERP - Entreprise Resources Planning e os diversos sistemas de produção, por exemplo: APS, PIMS, LIMS, RDB, SFC etc. Existem hoje no mercado ferramentas que permitem a análise em tempo real das informações do ambiente de manufatura, baseadas nas metas de aumentar a eficiência e reduzir a variabilidade. O foco é permitirem um gerenciamento integrado das capacidades de produção permitindo atuar nos problemas que prejudicam o desempenho e buscar a melhoria continua. Figura 2 – Sistemas de Gerenciamento da Produção. 5.1. Sistemas de Gerenciamento da produção O gerenciamento integrado da produção pode se beneficiar de uma representação das unidades produtivas e suas características incluindo situações conhecidas ou desconhecidas na operação, os fluxos de materiais, pessoas, características e especificações de produtos, fluxo de informações trocadas outros sistemas e entidades e outras interações que fazem parte da cadeia produtiva. Figura 3 – Gerenciamento Integrado da Produção Dentre os sistemas de gerenciamento da produção destaca-se notadamente o sistema MES, onde estas relações são encontradas já nas definições que compõem sua configuração de funcionamento, a modelagem de sua arquitetura funcional. Além de interligar o ERP com a produção, o MES permite a visualização de relatórios de produção que permitem, por exemplo, detalhamentos (DrillDown) por equipamento, produtos parados na linha de produção, tempo que ficou parado, eficiência, erros, controle de operador, entre outros e podem ainda enviar alarmes imediatamente para, por exemplo, eficiência abaixo do estabelecido ou parada de equipamento. Outras funcionalidades incluem a possibilidade de identificar gargalos na produção, a analise de dados estatísticos que determinem um possível defeito em um equipamento além de possibilitar a rastreabilidade de um produto. Estas ferramentas podem ser compreendidas como várias camadas funcionais que se interagem e compartilham informações. Figura 4 – Abrangência de um sistema de produção A partir das diversas informações consolidadas pela ferramenta é comum sumarizarmos e mapearmos em gráficos, grids e tabelas verdadeiros “cockpits digitais” de gerenciamento. Figura 5 – Exemplo de DashBoard de visualização 6. PADRONIZAÇÕES E NORMAS O desenvolvimento de ferramentas hoje é orientado por normas existente que foram detalhadas por órgãos que determinaram padrões, visando a definir integrações entre os sistemas de gerenciamento de produção e os sistemas de negócio. 6.1. Normas ISA 6.1.1. ISA S95 Define as fronteiras conceituais de modelos hierárquicos e funcionais e os fluxos de informação entre estes sistemas. Também encontramos a descrição de visões destes modelos aplicados a produção, a manutenção, qualidade e fluxo de materiais. Figura 6 – Representação gráfica da Norma ISA S95 6.1.2. ISA S88 Para processos que trabalham produzindo em lotes ou que possuam segmentos ou etapas de tempo passíveis de repetição e que possam ser identificados de forma hierárquica como lotes, lotes de unidades ou sub-lote, e que necessitam de uma produção eficiente e previsível com uniformidade entre os lotes produzidos, mas que possa ser flexível, ou ainda que possam se beneficiar de composições baseada em “receitas”, existe a norma ISA S88. Ela define as integrações e as fronteiras de sistemas que permitem o gerenciamento da produção em lotes, executar receitas previamente preparadas para unidades produtivas definidas com flexibilidade, acompanhar e comparar e identificar tempos e lotes de produção além de permitir que se analisem detalhes da produção para um produto em um lote, em uma linha, em uma unidade produtiva além de detalhes das variáveis que compuseram sua produção. Se você puder reduzir os tempos de ciclos e aumentar a consistência dos produtos, o processo é melhorado e a produção aumenta. Com a análise dos padrões de processos baseados em um lote ideal, a produção é aumentada com operações de lote mais eficientes e consistentes. Figura 7 – Gerenciamento das unidades de produção Figura 8 – Gerenciamento das etapas produtivas 6.2. MESA Em 1997 a MESA[3] - Manufacturing Enterprise Solutions Association publicou um modelo inicial que se propunha a explicar e categorizar as soluções de informação do ambiente de manufatura. Já em 2004 este modelo foi redesenhado buscando soluções de um modelo para Manufatura Colaborativa que visa descrever como vários sistemas operando em conjunto, incluindo sistemas empresariais que normalmente não eram parte de soluções MES. Figura 9 – Representação Gráfica do modelo MESA Colaborativo. Outras normas e recomendações auxiliares podem encontradas em publicações de organizações e comitês como a OMAC[5] – Open Modular Architecture Control, a MIMOSA[6] – Machinery Information Management Open System Alliance, a WBF[7] – World Batch Fórum, a OPC Foundation[8]. 7. CONCLUSÃO A melhoria de um processo produtivo, e sua otimização permitem as empresas serem mais competitivas, produzindo mais e utilizando melhor o potencial de seus ativos. Utilizando os conceitos de eficiência e as ferramentas corretas, os ganhos obtidos facilmente podem habilitar : Aumento e melhoria da produção, Diminuição das paradas, em áreas específicas Conhecimento dos gargalos de produção e áreas de baixa performance Identificação das causas raízes motivos de paradas ou falhas Identificação de micro-paradas não perceptíveis que ocasionam geralmente os maiores tempos quando somadas, e que não eram detectadas antes. Permitir ações corretivas Auxilia a definir a abordagens de ataque a baixa performance Aumento da disponibilidade Alavancar a infra-estrutura existente 8. REFERÊNCIAS [1] Goldratt , Eliyahu M. - Necessária, sim, mas não suficiente. Editora Nobel, Ano: 2000 - Edição: 1 [2] Proficy Plant Application, manuais de detalhamento v4.4 – GE Fanuc (Jan 09 ) [3] Manufacturing Enterprise Solutions Association - http://www.mesa.org/ (Jun. 09) [4] ARC Advisory Group Automation - http://www.arcweb.com/ (Jun. 09) [5] OMAC – Open Modular Architecture Control - http://www.omac.org/ ( Jun 09) [6] MIMOSA - Machinery Information Management Open System Alliance http://www.mimosa.org/ (Jun09) [7] WBF – World Batch Fórum - http://www.wbf.org/ (Jun 09) [8] OPC Foundation - http://www.opcfoundation.org/ (Jun 09)
Baixar