.
Instituto Politécnico de Coimbra
Instituto Superior de Engenharia de Coimbra
Departamento de Engenharia Informática e de Sistemas
Supervisão e Controlo de Produção de
Pré-Misturas Nutricionais para Animais
Gonçalo Bruno Simões de Almeida
Mestrado em Informática e Sistemas – Especialização em Desenvolvimento de Software
Coimbra, Maio, 2011
Instituto Politécnico de Coimbra
Instituto Superior de Engenharia de Coimbra
Departamento de Engenharia Informática e de Sistemas
Mestrado em Informática e Sistemas
Estágio/Projecto Industrial
Relatório Final
Supervisão e Controlo de Produção de
Pré-Misturas Nutricionais para Animais
Gonçalo Bruno Simões de Almeida
Orientador:
Doutor Jorge Barbosa
ISEC
Coimbra, Maio, 2011
Resumo
O presente relatório de estágio enquadra-se na disciplina de “Estágio ou Projecto Industrial”, pertencente ao
quarto semestre do Mestrado em Engenharia Informática e Sistemas - Ramo de Desenvolvimento de
Software, leccionado no Instituto Superior de Engenharia de Coimbra, pertencente ao Instituto Politécnico
de Coimbra.
O estágio com o tema “Supervisão e Controlo de Produção de Pré-Misturas Nutricionais para Animais”
decorreu primeiramente nas instalações da empresa EXSEPI, Estudos e Projectos Industriais Lda. e
posteriormente nas instalações da Eurocereal que é o cliente final.
O estágio consiste em desenvolver um sistema de supervisão e controlo do processo de produção da
empresa Eurocereal, possibilitando o planeamento da produção, monitorização em tempo real de todo o
processo e registo de dados para posterior consulta. Possibilita ainda efectuar toda a rastreabilidade da
produção.
Neste relatório encontra-se uma breve descrição das empresas envolvidas, da organização do estágio, e
uma descrição detalhada da aplicação desenvolvida para criar um sistema de supervisão e controlo para
todo o processo de produção da empresa Eurocereal, S.A..
No capítulo final é feita uma análise do projecto com conclusões e perspectivas futuras.
Abstract
This internship report is embraced in the course of ”Internship or Industrial Project” in the fourth semester of
the Masters in Computer Science and Systems – Software Development, lectured at Coimbra Institute of
Engineering, belonging to the Polytechnic Institute of Coimbra.
The internship with the theme "Supervision and Control of Nutritional Pre-Mixtures Production for Animals”
took place primarily at the company EXSEPI, Estudos e Projectos Industriais Lda., and then at the
Eurocereal facilities, that is the final customer.
The internship consists in the developing of a supervision and control system of the production process of
Eurocereal, allowing the production planning, real-time monitoring of the whole production process and the
data recording for later retrieval. It also enables to perform the whole production traceability.
This report is a brief description of the companies involved, the internship organization and a detailed
explanation of all features developed to create a supervision and control system of all the production process
of Eurocereal, S.A. company.
In the final chapter, an analysis of the project with conclusions and future prospects is presented.
Índice
1
Definições e Acrónimos
1
2
Introdução
3
2.1
Contextualização................................................................................................................................................. 3
2.2
Objectivos do Estagio .......................................................................................................................................... 3
2.3
Entidades Envolvidas........................................................................................................................................... 4
2.3.1
2.3.2
2.3.3
2.3.4
3
4
Organização do Estágio
7
3.1
Coordenação ....................................................................................................................................................... 7
3.2
Planeamento das actividades ............................................................................................................................. 7
3.3
Calendarização das tarefas ................................................................................................................................. 8
Implementação da solução
4.1
10
Definição do problema ...................................................................................................................................... 10
4.1.1
4.1.2
4.1.3
Como era a Eurocereal… ........................................................................................................................... 10
Motivos para mudar… ............................................................................................................................... 10
Benefícios da mudança… .......................................................................................................................... 11
4.2
Descrição do processo ....................................................................................................................................... 11
4.3
Tecnologias e ferramentas utilizadas ............................................................................................................... 15
4.3.1
4.3.2
5
ISEC - Instituto Superior de Engenharia de Coimbra................................................................................... 4
EXSEPI- Estudos e Projectos Industriais, Lda ............................................................................................... 5
Eurocereal ................................................................................................................................................... 6
OMRON ....................................................................................................................................................... 6
Tecnologias ............................................................................................................................................... 16
Ferramentas utilizadas .............................................................................................................................. 20
Desenvolvimento da solução
5.1
Módulo de gestão ............................................................................................................................................. 24
5.1.1
5.1.2
5.1.3
5.1.4
5.1.5
5.1.6
5.1.7
5.1.8
5.1.9
5.2
23
Programas “Unidades/Tipo”, “Fornecedores/Fabricantes” e “Tipos” ...................................................... 25
Programa “Matérias-Primas” .................................................................................................................... 26
Programa “Silos” ....................................................................................................................................... 27
Aplicação “Produtos Manuais” ................................................................................................................. 27
Programa “Fórmulas” ............................................................................................................................... 29
Programa “Ordens de Fabrico” ................................................................................................................. 30
Programa “Entrada de Matérias-Primas” e “Impressão de etiquetas” .................................................... 30
Programa “Entrada Silos 1 e 2” ................................................................................................................. 31
Aplicação “Passwords” .............................................................................................................................. 32
Programa Principal ........................................................................................................................................... 33
5.2.1
5.2.2
5.2.3
5.2.4
Conceitos gerais ........................................................................................................................................ 33
Barra de Atalhos/Estados.......................................................................................................................... 34
Sinóptico ................................................................................................................................................... 35
Receita em Produção ................................................................................................................................ 37
5.2.5
5.2.6
5.2.7
5.2.8
5.2.9
5.2.10
5.2.11
5.3
Programa “Preparação de Produtos Manuais” ................................................................................................ 48
5.4
Programa “Balança Manual” ............................................................................................................................ 52
5.5
Relatórios .......................................................................................................................................................... 55
5.5.1
5.6
5.7
8
Programa Gestor de Alarmes .................................................................................................................... 61
Listagem de alarmes ................................................................................................................................. 63
Base de dados ................................................................................................................................................... 64
5.7.1
5.7.2
5.7.3
5.7.4
7
Estrutura dos relatórios elaborados pelo autómato ................................................................................. 60
Alarmes ............................................................................................................................................................. 61
5.6.1
5.6.2
6
Produtos nos silos ..................................................................................................................................... 39
Ordens de produção ................................................................................................................................. 41
Preparação prévia de aditivos manuais .................................................................................................... 43
Prioridades descarga de silos .................................................................................................................... 44
Misturadores Pequenos e Misturador Grande ......................................................................................... 45
Eliminar Carro da BD ................................................................................................................................. 46
Ruptura de stock nos silos ........................................................................................................................ 47
Tabelas fórmulas ....................................................................................................................................... 64
Tabelas Relatórios ..................................................................................................................................... 65
Tabelas configurações............................................................................................................................... 66
Outras tabelas ........................................................................................................................................... 68
Especificações Técnicas
69
6.1
Especificações funcionais .................................................................................................................................. 69
6.2
Especificações de tolerância a falhas ................................................................................................................ 70
6.3
Problemas técnicos encontrados ...................................................................................................................... 71
Conclusões e perspectivas futuras
73
7.1
Conclusões ........................................................................................................................................................ 73
7.2
Perspectivas futuras .......................................................................................................................................... 74
Bibliografia e referências
76
8.1
Bibliografia ........................................................................................................................................................ 76
8.2
Referências........................................................................................................................................................ 76
Índice de Figuras
Figura 1 - Layout geral do processo de produção ........................................................................................... 12
Figura 2 - Esquema de funcionamento ........................................................................................................... 13
Figura 3 - PLC CJ1M ....................................................................................................................................... 16
Figura 4 - Leitor de código de barras .............................................................................................................. 17
Figura 5 – Balança de pesagem ...................................................................................................................... 17
Figura 6 - Exemplos de TAG's iButton ............................................................................................................ 17
Figura 7 - Exemplo de leitor de TAG's ............................................................................................................ 18
Figura 8 – Esquema de Ligações. ................................................................................................................... 19
Figura 9 - Software Omron .............................................................................................................................. 21
Figura 10 – Módulo de gestão ......................................................................................................................... 24
Figura 11 - Aplicação Unidades/Tipos ............................................................................................................. 25
Figura 12 - Aplicação Fornecedores/Fabricantes ........................................................................................... 25
Figura 13 - Aplicação Clientes ......................................................................................................................... 25
Figura 14 - Aplicação "Matérias-Primas" ......................................................................................................... 26
Figura 15 - Adição de Matérias-Primas ........................................................................................................... 26
Figura 16 - Aplicação Silos .............................................................................................................................. 27
Figura 17 - Aplicação Produtos manuais......................................................................................................... 28
Figura 18 - Adição de fórmulas manuais ......................................................................................................... 28
Figura 19 - Aplicação Fórmulas ....................................................................................................................... 29
Figura 20 - Criação de nova fórmula ............................................................................................................... 29
Figura 21 - Aplicação Ordens de Fabrico ........................................................................................................ 30
Figura 22 - Adição de nova ordem de fabrico ................................................................................................. 30
Figura 23 - Aplicação entrada de matérias-primas ......................................................................................... 30
Figura 24 - Entrada de nova matéria-prima..................................................................................................... 31
Figura 25 - Entrada silos 1 e 2 ........................................................................................................................ 31
Figura 26 - configuração de utilizadores ......................................................................................................... 32
Figura 27 - Programas autorizados ................................................................................................................. 32
Figura 28 - Aspecto geral do programa de supervisão ................................................................................... 33
Figura 29 - Barra de Atalhos/Estados ............................................................................................................. 34
Figura 30 - Sinótpico da instalação ................................................................................................................. 36
Figura 31 - Receita actual em produção ......................................................................................................... 37
Figura 32 Peso balança não evolui ................................................................................................................. 38
Figura 33 - Fórmula manual actualmente em produção ................................................................................. 38
Figura 34 - Tolerância da Balança excedida ................................................................................................... 39
Figura 35 - Produtos nos Silos ........................................................................................................................ 40
Figura 36 - Ordens de Produção ..................................................................................................................... 41
Figura 37 - Preparação de manuais ................................................................................................................ 41
Figura 38 - Envio de receita para o autómato ................................................................................................. 42
Figura 39 - Aviso matérias-primas insuficientes nos silos ............................................................................... 43
Figura 40 - Comandos de Produção ............................................................................................................... 43
Figura 41 - Preparação prévia de aditivos manuais ........................................................................................ 44
Figura 42 – Ordem de preparação de manuais .............................................................................................. 44
Figura 43 - Prioridades de descarga dos silos ................................................................................................ 45
Figura 44 - Outros misturadores ...................................................................................................................... 46
Figura 45 - Eliminar Carro BD ......................................................................................................................... 47
Figura 46 - Ruptura de stock nos silos ............................................................................................................ 48
Figura 47 - ~Programa "Preparação de produtos manuais" ........................................................................... 49
Figura 48 - Escolha de fórmula para pesagem manual .................................................................................. 49
Figura 49 - Pesagem manual .......................................................................................................................... 50
Figura 50 - Pesagem sacos ............................................................................................................................. 51
Figura 51 - Número sacos pesagem manual .................................................................................................. 52
Figura 52 - Conclusão de Fórmula .................................................................................................................. 52
Figura 53 - Programa "Balança Manual" ......................................................................................................... 53
Figura 54 – Introdução de preparação manual na pesagem .......................................................................... 54
Figura 55 - Leitura de carro descarregado ...................................................................................................... 54
Figura 56 - Introdução de produtos nos silos em modo manual ..................................................................... 55
Figura 57 - Cubo .............................................................................................................................................. 56
Figura 58 - Escolha de datas para apresentação de relatórios....................................................................... 56
Figura 59 – Exemplo do Relatório de Produção ............................................................................................. 56
Figura 60 - Barra Relatórios ............................................................................................................................ 57
Figura 61 - Exemplo cubo Park Carros ........................................................................................................... 58
Figura 62 - Exemplo Cubo Park Carros visualizando receita e número de carro ........................................... 58
Figura 63 - Exemplo de relatório de produção ................................................................................................ 59
Figura 64 - Exemplo de relatório de detalhe de produção .............................................................................. 59
Figura 65 - Aplicação Gestor de Alarmes........................................................................................................ 61
Figura 66 - Base de Dados Fórmulas .............................................................................................................. 64
Figura 67 - Tabelas relatórios .......................................................................................................................... 65
Figura 68 - Tabelas configurações .................................................................................................................. 66
Figura 69 - Outras Tabelas .............................................................................................................................. 68
1 Definições e Acrónimos
Definição / Acrónimo
Descrição
ERP
“Enterprise Resource Planning” – um sistema de informação que integra todo o
processo de planeamento, de produção e aplicações relacionadas para toda a
empresa. Através do ERP é possível controlar toda a empresa nas suas mais
importantes vertentes, como o planeamento de produção, inventários, interacção
com os fornecedores, etc. Pode também incluir os módulos de aplicação para as
finanças, qualidade e os aspectos de recursos humanos de um negócio.
Tipicamente um sistema ERP usa ou está integrado com um sistema de base de
dados relacional
HACCP
“Hazard Analysis and Critical Control Points”, que pode ser traduzido como Sistema
de Análise de Perigos e Controlo de Pontos Críticos, é uma metodologia reconhecida
internacionalmente e utilizada pelas entidades do sector alimentar. Este sistema foi
inicialmente concebido nos EUA pela NASA. Com a publicação, em 1991, de
“orientações” ”sobre a aplicação do HACCP como uma forma de redução da
contaminação microbiológica, pela Comissão do Codex Alimentarius, criada pela
Organização Mundial de Saúde e pelo Fundo da ONU para a Alimentação para
desenvolver padrões de segurança alimentar e directivas, o HACCP tornou-se aceite
internacionalmente.
O sistema HACCP é uma importante ferramenta na protecção alimentar, consistindo
num método preventivo. A sua implementação previne/minimiza os riscos
alimentares, através da eliminação ou redução da probabilidade de ocorrência de
uma eventual toxinfecção alimentar. A análise de potenciais perigos para a saúde
dos consumidores nas actividades do sector alimentar, a identificação das fases/
locais onde esses mesmos perigos podem ocorrer e a decisão de quais são críticos
para a saúde do consumidor são os principais objectivos do HACCP. Esta
metodologia permite que as entidades se focalizam nas fases e condições de
produção críticos para a segurança alimentar, assegurando através do seu controlo
que os seus produtos são seguros em termos de saúde dos consumidores.
HMI
ODBC
OPC
“Human Machine Interface” – também conhecido como MMI (Man Machine
Interface), permite ao utilizador interagir com o sistema de uma maneira mais
simplificada. Pode conter alarmes, gráficos, imagens, animações, etc. Fornece
todas as características fundamentais do sistema, permitindo a alteração/ajuste
dos parâmetros essenciais.
“Open Database Connectivity” – software padrão para conectar aos sistemas de
gestão de base de dados (DBMS). Este API é independente de qualquer
linguagem de programação, sistema de base de dados, ou sistema operativo.
Usando aplicações ODBC num programa, pode-se aceder aos dados de
inúmeras bases de dados tal como SQL Server, Access, dBase, DB2, Excel,
texto, MySQL, Oracle, etc. Além do software ODBC é necessário um módulo ou
um driver para aceder a cada base de dados.
“OLE for Process Control”, onde OLE significa “Object Linking and Embedding”.
Este é o nome dado a uma interface padrão de comunicação que foi criada na
tentativa de minimizar os problemas relacionados à inconsistência dos “drivers”
de equipamentos industriais de diferentes fabricantes. A “OPC Foundation” é a
organização responsável pelas normas que estabelecem as características
disponíveis aos clientes dos equipamentos que possuem o padrão OPC
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
1
Definição / Acrónimo
PLC
RS 232 / RS 485
SCADA
Sinóptico
Descrição
“Programmable Logic Controller” – Sistema industrial baseado num
microprocessador. Comunica com os outros componentes do processo de
controlo através de ligações de dados. É usado no controlo de processos para
tarefas de comutação simples, controlo PID, manipulação de dados complexos,
operações aritméticas, sincronismo e processos e controlo do equipamento.
Protocolo de comunicações usado por computadores para comunicarem com
dispositivos como ratos, impressoras, teclados, autómatos, balanças, leitores de
códigos de barras, etc. Também usado para transmitir e receber
comandos/dados em distâncias curtas (RS 232 até 20 metros, RS485 até 100
metros). As comunicações RS 485 devem ser convertidas para RS 232 através
de conversores especializados para o efeito, antes de poderem comunicar com o
computador.
“Supervisory control and data acquisition” – categoria de software para controlo
de processos e recolhimento de dados em tempo real de plataformas remotas,
de forma a controlar equipamentos e os seus estados. Os sistemas SCADA
incluem componentes de software e de hardware. O hardware recolhe e envia
dados para o computador onde se encontra instalada a aplicação SCADA. Este
processa esses dados e apresenta-os de uma forma simples em tempo real. A
aplicação SCADA também grava e regista todos os eventos em ficheiros e/ou
base de dados para posterior consulta. A aplicação adverte o utilizador quando
as condições se tornam perigosas, através do uso de alarmes.
Representação gráfica da instalação fabril e das principais funcionalidades dos
equipamentos a serem controlados. Poderá conter desenhos, animações,
gráficos, alarmes e estados dos equipamentos, assim como uma variada
informação relativa ao equipamento que se encontre representado.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
2
2 Introdução
2.1 Contextualização
O estágio “Supervisão e controlo de produção de pré-misturas nutricionais para animais” foi realizado sob a
orientação do Doutor Jorge Barbosa e do Eng. Nuno Duarte no âmbito da disciplina de “Projecto/Estágio” do
Mestrado em Informática e Sistemas – Ramo de Desenvolvimento de Software do Instituto Superior de
Engenharia de Coimbra.
Foi desenvolvido entre Abril e Outubro de 2009, primeiramente nas instalações da empresa EXSEPI,
Estudos e Projectos Industriais, Lda. e posteriormente nas instalações da Eurocereal, S.A., sendo que este
período de tempo não foi passado em exclusivo no desenvolvimento deste projecto devido, por um lado, a
atrasos por parte da Eurocereal e, por outro, a outros pequenos trabalhos que foram atribuídos à EXSEPI e,
consequentemente ao estagiário.
Inicialmente o estágio foi proposto sob o tema “Supervisão e controlo de produção de alimentos compostos
para animais” e mais tarde alterado para “Supervisão e controlo de produção de pré-misturas nutricionais
para animais” quando o envolvimento com a empresa para a qual o projecto estava a ser desenvolvido
aumentou e se verificou que a mesma não produzia rações como produto final, mas sim pré-misturas que
serão posteriormente adicionadas a rações. Esta alteração em nada afecta o projecto, mas seria incorrecto
deixar o tema original quando não é essa a actividade da empresa para a qual foi desenvolvido o software.
2.2 Objectivos do Estagio
O principal objectivo deste estágio consiste em desenvolver um sistema de supervisão e controlo de toda a
unidade fabril da empresa Eurocereal. O software desenvolvido deverá possibilitar a monitorização, em
tempo real, de todo o processo de produção e dos seus principais equipamentos, alertar o utilizador da
existência de condições erróneas e/ou menos apropriadas dos equipamentos recorrendo ao uso de alarmes
e deverá permitir programar e controlar toda a unidade de produção. Deverá possibilitar a elaboração e
gestão de todas as fórmulas que darão origem às ordens de produção, e elaborar relatórios sobre as tarefas
mais importantes que foram executadas (pesagens, misturas, entrada e saída de matérias primas, etc.) de
forma a poderem ser analisados possibilitando a identificação de todos os percursos que a preparação
efectuou, desde a sua origem até ao final da sua produção.
É fundamental que a aplicação possibilite o “rastreio” da produção que, através da introdução de um lote de
fabrico, indicará todas as matérias-primas que foram utilizados para a sua fabricação ou, através da
introdução de um lote de matéria-prima, indicará todos os produtos e respectivos lotes finais a que esta deu
origem. Assim, em caso de contaminação da pré-mistura, será possível, através de uma simples operação,
ter meios para identificar a sua origem e/ou destino, conforme o caso e, através de uma análise
pormenorizada tomar conhecimento das reais dimensões do problema.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
3
2.3 Entidades Envolvidas
O estágio foi efectuado na EXSEPI, empresa onde o estagiário se encontra a trabalhar e incidiu sobre o
desenvolvimento de software para remodelar a automação de produção da empresa Eurocereal. Esse
projecto foi ganho pela OMRON Portugal que forneceu todo o equipamento electrónico e subcontratou a
EXSEPI para desenvolver a automação e supervisão da instalação. A montagem e ligação dos
componentes ficaram ao encargo da Eurocereal.
De seguida é apresentado um breve resumo sobre cada uma das entidades envolvidas.
2.3.1 ISEC - Instituto Superior de Engenharia de Coimbra
“Missão: “O ISEC é um centro de criação, transmissão e difusão de cultura, ciência e tecnologia, cabendolhe ministrar a preparação para o exercício de actividades profissionais no domínio da engenharia e
promover o desenvolvimento da região em que se insere.”
Visão: O ISEC pretende ser reconhecido como referência de excelência no ensino, reconhecido nacional e
internacionalmente por serviços de qualidade e relevância social, com práticas flexíveis, criativas e
inovadoras. Pretende ainda ser um parceiro privilegiado das organizações empresariais e das famílias da
região onde se insere pela orientação eminentemente prática, fundada num rigoroso conhecimento teórico,
que imprime a todas as suas actividades.
Valores: Os valores fundamentais pelos quais se rege o ISEC são a qualidade, a busca constante da
valorização, motivação e actualização pedagógica, científica e tecnológica dos seus recursos, o bom
relacionamento e a disponibilidade para com os alunos e as organizações suas parceiras e a preocupação
com o desenvolvimento social e económico da região onde está inserido.
Os objectivos principais são o ensino e a investigação, a produção cultural e o desenvolvimento do espírito
empresarial e científico e do pensamento reflexivo. Pretendemos formar diplomados de forma a serem
integrados nos diferentes sectores profissionais e a participar no desenvolvimento da sociedade; promover
actividades de investigação com o objectivo de desenvolver a ciência e tecnologia contribuindo para a
criação e difusão cultural.”
1
1
in http://www.isec.pt/isec/
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
4
2.3.2 EXSEPI- Estudos e Projectos Industriais, Lda
A EXSEPI, sediada em Anadia, desde 1991, é uma empresa ligada à área de Automação Industrial e
Sistemas de Controlo.
“Devido ao elevado grau de rigor que impõe em cada projecto, aos vastos conhecimentos técnicos e
capacidade de inovação dos seus quadros, a EXSEPI desde sempre impôs um notável desempenho em
todas as fases de projecto, respondendo aos problemas do presente com soluções de futuro.
Não produzindo equipamentos específicos, mas quase sempre por medida, a EXSEPI conhecedora
profunda de componentes/equipamentos e tecnologias multi-fabricantes oferecidas pelo mercado,
desenvolve soluções integradas, optimizando-as, formando um sistema global de modo a dar total resposta
às necessidades e exigências dos seus clientes, quer para sistemas novos ou reestruturados.
A partir de layouts fornecidos pelos clientes ou propostos pela EXSEPI, é elaborado um projecto para as
diferentes componentes; Quadros e restantes instalações eléctricas, construção mecânica e construção civil
(caso existam), desenvolvendo-se o software de autómatos e computadores que são interligados com redes
industriais, de supervisão e gestão.
A EXSEPI como responsável pela montagem dos seus projectos, arranque e optimização dos
equipamentos, efectua garantia pós venda das soluções implementadas, dispondo de uma equipa técnica
preparada para efectuar manutenção aos seus equipamentos.
Sendo a redução dos consumos e custos energéticos uma preocupação constante de todas as unidades
industriais, a EXSEPI dispondo de equipamentos de medição e análise de grande fiabilidade, encontra-se
preparada para realizar auditorias energéticas e sugerir soluções optimizadas, alternativas às existentes.
Áreas de Acção:
2
Projectos e Instalações Eléctricas
Licenciamento Industrial
Auditorias Energéticas
Quadros Eléctricos de Comando, Força Motriz e Distribuição
Sistemas de Automação e Controlo Industrial
Sistemas de Pesagem electrónica
Software Industrial
Software de supervisão e controlo
Manutenção Preventiva e Correctiva
Ambiente
Robótica “
2
in www.exsepi.com
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
5
2.3.3 Eurocereal
A Eurocereal, S.A. fundada em 1988, por iniciativa de um grupo de produtores pecuários, é hoje uma
sociedade anónima com cerca de 50 accionistas.
Os escritórios e unidade fabril situam-se na Malveira (Mafra), tendo sido inaugurados em Janeiro de 2001.
Estando ligada à Produção Animal, é actualmente uma das principais empresas portuguesas do sector da
produção de pré-misturas nutricionais, com forte implementação na área da suinicultura.
A prestação de serviços e a qualidade dos seus produtos têm sido dois vectores fundamentais na evolução
da empresa. Neste sentido, assume importância a recente participação num projecto de investigação
científica e desenvolvimento tecnológico de âmbito comunitário, o “NEAR – Nutrition Experimentation
Advisers Research”.
Áreas de Acção:
Pré-Misturas Minero-Vitamínicas (CERMIXES)
Núcleos para Leitões
Lacto-Iniciadores
Suplementos Nutricionais
Pré-Misturas Medicamentosas
Produtos para Inseminação Artificial
Produtos de Higiene Pecuária
Assistência Técnica
Análises de Matérias-primas e Rações
2.3.4 OMRON
“A Omron Corporation, com matriz em Kyoto, Japão, é líder mundial no campo da automação.
Fundada em 1933 e presidida por Hisao Sakuta, a Omron tem mais de 32.000 empregados em 34 países
trabalhando para fornecer produtos e serviços a clientes em diversos campos, incluindo automação
industrial, componentes electrónicos e saúde.
A empresa tem sede no Japão (Kyoto), Ásia Pacifico
(Singapura), China (Hong Kong), Europa (Amesterdão) e EUA (Chicago). A organização europeia tem as
suas próprias instalações de fabricação e desenvolvimento, e fornece suporte a clientes locais em todos os
países europeus.“
3
3
in http://industrial.omron.pt/pt/company_info/about_omron/default.html
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
6
3 Organização do Estágio
3.1 Coordenação
No início do estágio já o estagiário se encontrava familiarizado e contextualizado com o projecto, com o que
era pretendido e com as actividades fulcrais a desempenhar ao longo do mesmo.
Na EXSEPI, durante o desenvolvimento do projecto, foram realizadas várias reuniões entre o estagiário, o
orientador de estágio na empresa e a restante equipa do projecto.
Com a empresa Eurocereal foi realizada uma primeira reunião em inícios de Abril nas instalações da
empresa, com o objectivo de tomar conhecimento da realidade existente, algum conhecimento mais
profundo das mudanças pretendidas e das expectativas em relação ao trabalho. Nessa mesma reunião
foram combinadas reuniões formais nas instalações da EXSEPI (que vieram a ser realizadas em Junho e
Julho) para que a Eurocereal tomasse conhecimento do avanço do projecto e validasse o trabalho que
estava a ser desenvolvido e para que a EXSEPI tivesse uma noção de que o que se encontrava a ser
implementado correspondia com as expectativas do cliente. Ficou também combinado que a fase final do
projecto, para concluir a implementação, instalação, testes e formação, teria lugar nas instalações da
Eurocereal, com duração de 3 a 4 semanas e com previsão para ser iniciada em inícios/meados de
Setembro. Esta fase, devido a atrasos de ambas as partes foi iniciada apenas em meados de Outubro e
prolongou-se até inícios de Dezembro de 2009.
3.2 Planeamento das actividades
O planeamento inicial foi elaborado pelo estagiário, englobando apenas as tarefas de alto nível e as
necessidades específicas relativas ao estágio e ao projecto e submetido para aprovação à Comissão
Coordenadora do Mestrado em Informática e Sistemas.
Assim, foi pensado na instalação fabril como um todo, separando as unidades de “Balança de pesagens
manuais” e “Balança de introduções manuais” da “Aplicação Principal”. A “Aplicação Principal” foi ainda
dividida em módulos mais específicos como os de alarmes, receitas, relatórios, etc…
As tarefas identificadas são as apresentadas seguidamente:
T1 – Visão da Solução – Investigação sobre os equipamentos instalados, o modo de produção
actual e expectativas do cliente, de forma a fazer um esboço sobre a aplicação a desenvolver.
T2 – Investigação sobre comunicação com equipamento de pesagem e com equipamento de leitura
de códigos de barras.
T3 – Desenvolvimento e testes dos protocolos rs232.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
7
T4 – Supervisão Balança de pesagens manuais - Algumas das matérias-primas, devido às suas
características não podem ser armazenados em silos. Outros ainda, devido à sua baixa
percentagem na composição final e aos equipamentos instalados são impossíveis de pesar
automaticamente com a precisão desejada. Para ultrapassar este problema deverá existir um
módulo de pesagens manuais, instalado à parte da supervisão central, que deverá permitir a
pesagem de todos os componentes manuais de uma determinada fórmula, criando um novo produto
para depois ser inserido na produção.
T5 – Supervisão Balança de introduções manuais – Os produtos pesados manualmente deverão ser
introduzidos na produção automática. Sendo este um modo manual, deverá ser criado um módulo
separado da supervisão central, que minimize os riscos de erro por parte do operador.
T6 – Sinóptico da instalação.
T7 – Módulo de receitas de pesagem.
T8 – Módulo de gestão de ordens de produção e ruptura de stock.
T9 – Módulo de Alarmes.
T10 – Módulo de relatórios.
T11 – Instalação da aplicação e formação.
T12 – Versão de demonstração.
T13 – Relatório final de projecto.
3.3 Calendarização das tarefas
As Tarefas acima descritas foram planeadas para serem executadas de acordo com a seguinte
calendarização:
Meses
Tarefas
N
N+1
N+2
N+3
N+4
N+5
T1
T2
T3
T4
T5
T6
T7
T8
T9
T10
T11
T12
T13
Metas
INI
M1 M2 M3
M4
M5 M6 M7 M8 M9
M10
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
M11 M12
M13
8
INI
Início dos trabalhos
M1
(INI + 2 Semanas)
Tarefa T1 terminada
M2
(INI + 3 Semanas)
Tarefa T2 terminada
M3
(INI + 4 Semanas)
Tarefa T3 terminada
M4
(INI + 7 Semanas)
Tarefa T4 terminada
M5
(INI + 9 Semanas)
Tarefa T5 terminada
M6
(INI + 10 Semanas)
Tarefa T6 terminada
M7
(INI + 11 Semanas)
Tarefa T7 terminada
M8
(INI + 12 Semanas)
Tarefa T8 terminada
M9
(INI + 13 Semanas)
Tarefa T9 terminada
M10
(INI + 15 Semanas)
Tarefa T10 terminada
M11
(INI + 19 Semanas)
Tarefa T11 terminada
M12
(INI + 20 Semanas)
Tarefa T12 terminada
M13
(INI + 23 Semanas)
Tarefa T13 terminada
Durante o decorrer do projecto, os prazos e a ordenação da implementação das tarefas tiveram que ser
revistos e modificados. Algumas tarefas requereram mais tempo de desenvolvimento, enquanto outras não
necessitaram de tanto como o planeado. As tarefas não puderam também ser desenvolvidas pela ordem
planeada, pois o software de supervisão depende em muito do programa do autómato (que se encontrava a
ser desenvolvido ao mesmo tempo) e do entendimento com o programador sobre as áreas a serem
lidas/escritas pela supervisão. Como o programador de autómatos não teve disponibilidade imediata para
este projecto foram primeiro desenvolvidas as opções não dependentes do autómato (como interface
gráfico, desenho de sinópticos, opções de utilizadores, etc.), sendo a interligação destes com o PLC feita à
medida que fosse possível.
O ideal em qualquer projecto é que primeiro seja implementado a parte mecânica, seguido da eléctrica,
depois a componente de automação e apenas no final a supervisão. Obviamente que algumas destas
tarefas se podem sobrepor mas nunca deveriam alterar muito a sua ordem natural. Na prática, numa
pequena média empresa, é improvável que uma equipa se dedique única e exclusivamente a um projecto,
principalmente um como este de longa duração. Poderão aparecer pelo meio obras, sempre mais simples
mas cuja urgência não permite que se espere pela finalização do projecto, avarias, manutenções, etc. que
apenas ocupam um dos elementos da equipa e fazem com que a planificação de tarefas fique desfasada.
Não sendo este o primeiro “grande” trabalho efectuado pela EXSEPI, mais concretamente por esta equipa
de trabalho e tendo consciência do “tamanho” do projecto, foi efectuado um estudo inicial mais aprofundado
do que o normal para que todas as partes tivessem conhecimento global bastante detalhado do que iria ser
desenvolvido para que em caso de atrasos de algum dos elementos da equipa, todos os outros tivessem
conhecimento de todo o projecto e pudessem sempre adiantar trabalho, evitando assim estar à espera dos
outros colegas.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
9
4 Implementação da solução
4.1 Definição do problema
Para melhor enquadramento dos objectivos planeados e ter noção do trabalho a desenvolver é importante
ter a noção de como a Eurocereal era anteriormente, quais as motivações que levaram a empresa a apostar
nessa mudança e quais os benefícios que pretendiam adquirir.
4.1.1 Como era a Eurocereal…
Tendo sido fundada em 1988, a Eurocereal não é propriamente uma empresa nova na indústria de
produção de pré-misturas nutricionais para animais, já possuindo uma carteira de clientes considerável.
Com a sua actual unidade fabril inaugurada em Janeiro de 2001, pode dizer-se que a Eurocereal possui
instalações recentes e capazes de corresponder com eficiência às exigências do mercado.
Nas suas instalações, a Eurocereal possui uma secção de recepção e armazenamento de matérias-primas,
uma secção de pré-produções manuais para matérias-primas “mais sensíveis” e que têm que passar por um
processo de pesagem e composição mais rigoroso (algumas das matérias constituintes da pré-produção
manual representam apenas 0,0005% do produto final, outras possuem características que apenas
permitem ser armazenadas em silos próprios não existentes na instalação, etc.), secção de mistura e
parque de armazenamento das pré-produções manuais, secção de pesagem, composição e mistura do
produto final e secção de embalamento.
No entanto, o mercado industrial e o mercado alimentar estão em constante evolução e todas as empresas
têm que acompanhar essa mesma evolução sob pena de estagnarem e ficarem ultrapassadas. No mercado
específico da empresa, com a constante evolução e rigidez dos requisitos de qualidade e segurança
alimentares, é imperativo que essa mudança aconteça.
4.1.2 Motivos para mudar…
A Eurocereal possui várias razões para optimizar as suas instalações e processo de produção. Algumas
dessas impostas pela rigidez da indústria alimentar, outras por razões estratégicas para aumento da
produção e crescimento da empresa (razões essas que podem ter sido precipitadas com a necessidade das
alterações impostas pela autoridade de segurança alimentar).
Com a necessidade de implementar o sistema HACCP a Eurocereal vê-se forçada a optimizar o seu
processo de produção de forma a conseguir garantir e comprovar a qualidade do seu produto. Como se
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
10
encontrava o processo de produção, onde apenas existiam relatórios manuais, não era possível comprovar
que determinado produto era produzido com as quantidades exigidas e não permitia saber que matériasprimas foram utilizadas na sua produção. Para a empresa continuar a sua actividade normal durante os
próximos anos, era imperativo que isto mudasse e que conseguisse garantir a qualidade do seu produto
comprovando as quantidades e origens dos produtos que as compunham.
Mas a obrigatoriedade de implementar o sistema HACCP não era a única razão para a Eurocereal apostar
na melhoria das suas instalações. A procura tornou-se maior que a oferta e a empresa não possuía
condições para dar uma resposta ao mercado que aumentava de ano para ano. Sendo obrigada a mudar a
sua forma de funcionamento, era a altura ideal para aumentar as suas instalações e consequentemente a
sua produção.
4.1.3 Benefícios da mudança…
Com a implementação de um sistema que permite a rastreabilidade dos seus produtos, a Eurocereal passa
a ter conhecimento da constituição de todos os itens por si produzidos e passa a possuir mecanismos que
lhe permite rastrear as suas produções, isto é, passa a ser simples determinar com precisão que matériasprimas originaram um determinado produto final e, por outro lado, determinar que produtos finais foram
originados por que matérias-primas. Este processo é fundamental para a empresa na medida que pode
garantir a qualidade dos seus produtos aos seus clientes com maior precisão. Detectando um problema
num produto final é possível verificar se a sua composição foi efectuada conforme os procedimentos
estabelecidos, obter todas as matérias-primas que o originaram e consequentemente, em caso de alguma
anomalia, detectar todos os produtos finais que a mesma deu origem, retirando-os logo de venda/produção
e evitando que o nome da empresa seja comprometido.
De modo a responder ao aumento de procura dos seus produtos, a Eurocereal pretendia aumentar o
automatismo da sua produção e instalar mais silos de doseamento automático. Produtos que poderiam
facilmente ser armazenados em silos e automaticamente pesados nas fórmulas encontrava-se a ser
pesados de forma manual por não existirem silos suficientes para a variedade de matérias-primas usadas,
prolongando assim o processo de fabrico. A Eurocereal pretendia passar dos seus actuais vinte e dois silos
para quarenta e quatro silos de pesagem automática, esperando com isso um aumento de produção de
uma média de 35 Toneladas por dia para uma média de 60 a 70 Toneladas por dia.
4.2 Descrição do processo
Toda a infra-estrutura de redes de comunicações foi implementada pela Eurocereal. Todos os
computadores que foram utilizados já se encontravam na Eurocereal a funcionar com o anterior processo de
produção, à excepção do PC principal que foi fornecido pela EXSEPI. Todos os restantes componentes
eléctricos acrescentados na instalação (Autómatos, Variadores, terminais HMI, etc) foram directamente
fornecidos pela OMRON Portugal.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
11
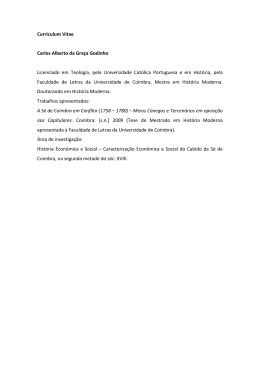
O processo de produção de pré-misturas nutricionais para animais consiste em combinar matérias-primas
em quantidades previamente determinadas que depois de misturadas e embaladas originam um produto
final para venda.
A Eurocereal, nas suas instalações fabris, possui quarenta e quatro silos com capacidade de
armazenamento de matérias-primas para pesagem automática. Não sendo silos equipados com uma tela
pesante possibilitando a pesagem contínua do produto, a matéria-prima introduzida em produção é
contabilizada consoante o valor que dá entrada numa balança de pesagem, implicando que apenas possa
ser doseado um produto de cada vez para ser possível determinar com exactidão o seu peso de descarga.
Para poder acelerar um pouco mais este processo, os silos encontram-se divididos em três grupos (silos 1 a
15, 16 a 24 e 25 a 44), cada um associado a uma balança, possibilitando que possam ser pesados, em
modo automático, três produtos ao mesmo tempo (um por cada balança/grupo de silos).
Alguns produtos que não podem ser armazenados em silos (ou porque as características da matéria-prima
não o permitem ou porque o sistema de pesagem não tem precisão suficiente) são pesados manualmente e
introduzidos na balança manual.
Quando todas as balanças tiverem todas as matérias-primas, devidamente pesadas, são descarregadas
para a misturadora principal que os irá misturar durante um tempo previamente definido.
Figura 1 - Layout geral do processo de produção
No final do processo o produto final é descarregado para a embaladora ou para big-bags e é concluído o
processo de produção.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
12
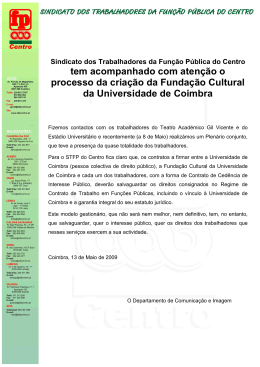
Para melhor perceber o funcionamento da aplicação e o fluxo da produção elaborou-se o esquema
mostrado na figura 2.
Etiquetagem
Armazém de matérias primas
Paletes
Impressora
PC Catalogação
Matérias Primas
Etiqueta
Preparação produtos manuais
Balança 1
Misturadores
manuais
Parque Produções Manuais
Balança 2
Carro Manuais
PC
Industrial
Cód. Barras 1
Cód. Barras 2
Ensilagem
Balança manual
PC Adição
Manual
Leitor Código de
Barras
Embalamento
B1
B2
B3
Misturadora
Armazém de produto final
Paletes
Figura 2 - Esquema de funcionamento
No esquema é apresentado como início do processo a chegada de matéria-prima às instalações. De notar
que antes deste passo existe todo um processo de planeamento e encomenda que não é relevante para o
desenvolvimento da aplicação.
Para ser possível o rastreamento de todos os produtos é necessário identificá-los e catalogá-los desde o
momento que entram nas instalações até à sua saída. No caso, uma vez que não existe controlo sobre o
embalamento (parte final do processo de fabrico), é necessário saber o estado do produto desde que entra
no armazém até ao momento em que é misturado, encontrando-se assim como produto final e pronto para
embalamento e posterior venda.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
13
Passando a explicar o esquema anterior, a matéria-prima chega às instalações fabris onde é necessário ser
catalogada e dar a sua entrada no sistema da sua designação e respectivo peso. Para dar a sua entrada, a
matéria-prima já deverá estar introduzida na tabela de existências, com um código único (atribuído pela
Eurocereal). De forma a ser possível efectuar o seu rastreamento é-lhe atribuído um número de lote,
também este único (constituído por dois dígitos que formam o ano actual mais três dígitos auto
incrementáveis). Assim que a matéria-prima é introduzida no sistema são impressas etiquetas identificativas
do produto com o seu nome, data de entrada, lote, etc. e com um código de barras formado pelo código da
matéria-prima e respectivo lote. Neste processo é impresso tantas etiquetas quanto o número de sacos
recebidos, para que posteriormente cada etiqueta seja colada no seu respectivo saco, que depois é
armazenado em paletes no armazém de matéria-prima. De notar que bastaria imprimir uma etiqueta por lote
de produto ou por palete, mas em alguns casos em que apenas é necessário um saco, teria que se
transportar toda a palete para a zona de fabrico para poder ser feita a leitura do código de barras e no final
armazená-la novamente. Outra solução passaria por encontrar um mecanismo em que as etiquetas não
fossem coladas nas paletes e fossem possíveis de transportar para a zona de produção sem se estragarem,
o que poderia originar muitas falhas (trocas de etiquetas, trocas de produtos, danificação ou perda de
etiquetas e possível troca da informação correcta do produto, etc.). Como o objectivo era implementar uma
solução confiável e imune do maior risco de erros humanos possível, a Eurocereal optou por imprimir e colar
uma etiqueta por saco, mesmo que isso implique um maior custo.
Antes de iniciar o processo de fabrico, os produtos de pesagem automática são introduzidos nos respectivos
silos de armazenamento, e a cada silo fica atribuída a matéria-prima, respectivo código e lote.
São então elaboradas “fórmulas de produção”, que contém a identificação dos produtos e respectivas
quantidades que são necessárias para dar origem ao produto final pretendido. Ao mesmo tempo que as
fórmulas são elaboradas, são também organizadas pela forma que irão ser produzidas. Passando a
explicar, a misturadora principal irá misturar os produtos na fórmula que é constituída pelos produtos que
entrarão na Balança B1, B2, B3 e Balança manual. A balança manual corresponde aos produtos que são
preparados na “preparação de produtos manuais”. As Balanças B1, B2 e B3 correspondem à pesagem
automática, que está dividida em três baterias de silos (B1, B2, B3) que receberão o produto do conjunto de
silos que está fisicamente ligado a cada uma. Assim, as fórmulas de produção são elaboradas em
consonância com cada uma das balanças que pesarão o produto e descarregarão para a misturadora
principal. Para elaboração das fórmulas de produto final são elaboradas quatro sub-receitas da fórmula
principal, que correspondem à fórmula a ser elaborada manualmente, à fórmula a ser efectuada na Balança
B1, à da Balança B2 e à da Balança B3, respeitando as matérias-primas que estão introduzidas em cada
bateria de silos.
Depois de terem sido elaboradas as fórmulas de Produção é necessário elaborar as Ordens de Produção,
em que é indicado que, para uma determinada data é necessário elaborar uma certa quantidade de uma
fórmula pretendida.
Depois de se saber quais as necessidades de produção é necessário criar as condições para que a mesma
seja efectuada, nomeadamente que os produtos de ensilagem automática se encontram nos silos
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
14
pretendidos com as quantidades necessárias e que existem todos os produtos a serem introduzidos na
balança manual. Para acelerar o processo de inserção de produtos na balança manual, a fórmula manual é
previamente elaborada na secção de preparação de produtos manuais e armazenada no respectivo parque.
Na realidade não existe nenhuma balança na secção da “balança manual”, uma vez que os produtos são
pesados anteriormente, sendo que nesta secção apenas são descarregados os produtos previamente
pesados e preparados.
Na secção de preparação de produtos manuais são elaborados as fórmulas manuais que serão necessárias
para a produção final. O utilizador prepara um “Carro Manual” constituído por todas as matérias-primas e
respectivos pesos que fazem parte da fórmula manual, e o mesmo é armazenado no “Parque de Produções
Manuais”, ficando disponível para utilização na produção do produto final.
Existe ainda a opção de o “Carro Manual” não ter como destino a produção final, mas sim corresponder a
uma nova matéria-prima interna. A Eurocereal chama a estas matérias-primas de núcleos, que são
matérias-primas produzidas dentro da própria fábrica para auxílio à produção final. Assim, o carro que foi
produzido na balança manual, em vez de ir para o parque de produções manuais é enviado para as
misturadoras manuais e posteriormente armazenado no armazém de matérias-primas. Sempre que isto
acontece, a nova matéria-prima tem que ser introduzida no sistema com a respectiva quantidade que foi
produzida, catalogada e etiquetada.
Depois de estarem as fórmulas de produção manual preparadas e os silos com os produtos necessários é
iniciado o processo de produção em que as balanças automáticas são carregadas com os respectivos
produtos e descarregadas na misturadora e os produtos manuais carregados na balança manual que é
directamente descarregada na misturadora. Depois de todos os produtos misturados são enviados para a
zona de embalamento e é-lhe atribuído um lote de produto final.
Depois desta operação a EXSEPI não tem mais controlo sobre o sistema, em que os produtos são
embalados e armazenados no armazém de produto final, mas de qualquer forma não é perdida a
rastreabilidade pois sabe-se que o produto depois de ser misturado na misturadora principal não sofre mais
nenhuma alteração.
4.3 Tecnologias e ferramentas utilizadas
Nesta secção serão apresentadas e sucintamente descritas as tecnologias e ferramentas utilizadas na
implementação da solução.
Os principais critérios para a escolha das tecnologias utilizadas foram a estrutura e equipamentos já
existente na Euroceral e o grau de conhecimento que as pessoas envolvidas no projecto possuem.
A utilização de tecnologia e ferramentas OMRON (autómatos, consolas HMI, variadores, software, etc.) não
foi propriamente uma escolha pois quem vendeu a solução foi a OMRON Portugal e como tal forneceu os
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
15
seus equipamentos, no entanto a EXSEPI, sempre que possível opta por soluções OMRON devido à
confiabilidade e elevada relação qualidade/preço que os seus produtos oferecem.
Foram utilizadas ainda outras tecnologias que não se encontram explicadas por o estagiário não ter
interagido directamente com elas.
4.3.1 Tecnologias
Controlador lógico programável (PLC) - é um aparelho electrónico digital que utiliza uma memória
programável para armazenar internamente instruções e para implementar funções específicas, tais como
lógica, sequenciamento, temporização, contagem e aritmética, controlando, por meio de módulos de
entradas e saídas, vários tipos de máquinas ou processos.
Na Eurocereal foi instalado um PLC CJ1M pertencente à série de PLC’s modulares, com memória de
programa até vinte mil passos, memória de dados de 32 kWords, tamanho compacto e ethernet
incorporada.
Figura 3 - PLC CJ1M
Código de barras - Código de barras é uma representação gráfica de dados numéricos ou alfanuméricos. A
decodificação (leitura) dos dados é realizada por um tipo de scanner - o leitor de código de barras -, que
emite um raio vermelho que percorre todas as barras. Onde a barra for escura, a luz é absorvida; onde a
barra for clara (espaços), a luz é reflectida novamente para o leitor. Os dados capturados nessa leitura
óptica são compreendidos pelo computador, que por sua vez converte-os em letras ou números humanolegíveis.
As matérias-primas quando chegam às instalações são primeiramente armazenadas, catalogadas e
posteriormente utilizadas na produção. Para se poderem identificar com toda a certeza posteriormente são
impressas etiquetas e coladas no produto no momento do seu armazenamento. Essa etiqueta para além de
conter a informação sobre o produto possui um código de barras que identifica o produto e o lote. Ao
entrarem em produção, para garantir que não existem trocas de matérias-primas e para automatizar o
processo de identificação são utilizados leitores de códigos de barras que indicam ao processo com
exactidão o produto e lote que está a ser utilizado, evitando erros de inserção manual.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
16
Foram utilizados quatro leitores de código de barras “Motorola, Symbol P470” nos pontos onde é necessário
identificação manual de matérias-primas:
2 na preparação de manuais
1 na introdução de produtos em silos para pesagem automática
1 na balança manual (utilizado quando um silo de pesagem automática apresenta problemas e o
produto necessita de ser inserido manualmente na produção)
Figura 4 - Leitor de código de barras
Balança de pesagem – instrumento utilizado para medir a massa de um corpo.
Foram utilizadas duas balanças para pesar as matérias-primas integradas nas preparações manuais. Foram
também utilizados dois equipamentos Rinstrum R320 que são indicadores de precisão digital e usam a
tecnologia de conversão de sinal analógico para digital Sigma-Delta para garantir rápidas e precisas leituras
de pesagens.
Figura 5 – Balança de pesagem
Tag’s iButton – são uma estrutura (em forma de botão) de aço inoxidável com aproximadamente 16mm
que contém um chip capaz de armazenar informação.
Figura 6 - Exemplos de TAG's iButton
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
17
O iButton utiliza a sua estrutura de aço inoxidável como uma interface de comunicação. Cada um tem um
contacto de dados, chamado de “tampa” e um contacto com a terra, chamado de “base”. Cada um desses
contactos é ligado ao chip de silício contido no interior. Os dois contactos são separados por uma anilha de
polipropileno. Com um simples toque do iButton nos dois contactos descritos é possível obter e escreve
informação através do protocolo 1-Wire através de interfaces série.
Figura 7 - Exemplo de leitor de TAG's
Cada iButton tem um endereço único e inalterável gravado no seu chip que pode ser utilizado como
identificador de cada TAG.
As vantagens da utilização de TAG’s em relação a identificadores de código de barras ou cartões
magnéticos é que a maioria das TAG’s podem ser lidas e escritas e é construído num material muito mais
resistente que o papel ou o plástico utilizado para imprimir códigos de barras.
Na solução implementada na Eurocereal foi utilizada esta tecnologia em duas situações diferentes:
Identificação de Utilizador – cada utilizador possui uma TAG apenas de leitura (o próprio hardware
impossibilita que seja escrito qualquer tipo de dados nas mesmas). O sistema de gestão de logins
permite guardar o código da TAG que está associado ao utilizador. Ao efectuar uma operação que
necessite de permissões, em vez de digitar o login e password num dos PC’s ou terminais HMI, o
utilizador insere a sua TAG no identificador, o autómato lê os seus dados e regista as operações
que foram efectuadas com a responsabilidade atribuída ao operador identificado.
Identificação de carros – são TAGs, de leitura e escrita, fisicamente anexadas a cada um dos
Carros existentes para preparações manuais. Cada Tag de Carro está programada com um código
que identifica o seu número e o código da fórmula que contém (se estiver vazio tem zero como
número de fórmula). Antes de fazer uma preparação manual é sempre pedido ao utilizador para
identificar o Carro, através da sua Tag, Depois de terminar a preparação é gravada nessa Tag o
código da fórmula e anexado na base de dados à preparação manual efectuada o número do carro.
Durante a produção automática é mostrado ao utilizador o conjunto de Carros que possuem a
fórmula manual pretendida e no momento da descarga é pedido que identifique o Carro e validada
a fórmula que contém. No final da descarga é apagado o código da fórmula do Carro e este fica
pronto para ser reutilizado. Este procedimento tem como objectivo principal validar que as
preparações manuais não são trocadas entre o seu processo de pesagem, armazenamento e
entrada em produção.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
18
No que respeita a comunicações, sempre que possível foi optado por ethernet/IP em detrimento de
comunicações série. Nos casos dos leitores de código de barras e leitores de TAG's a comunicação é feita
por RS 232 pois é a única comunicação que os equipamentos disponibilizam. Utilizaram-se comunicações
RS 485 (instalando um conversor à saída do equipamento e outro à entrada do autómato) nos casos em
que os equipamentos se encontram a mais de 15m de distância (o protocolo RS 232 permite comunicações
até 20m de distância, mas, devido às muitas interferências causadas pelos variadores de frequência
existentes, optou-se por não levar essa distância até ao limite).
Foram ainda utilizadas comunicações FTP para aceder ao cartão instalado no autómato e retirar os dados
referentes a relatórios de produção. De forma a não perder dados de produção caso o PC se encontrasse
desligado ou com falha de comunicações, comprometendo todo o processo de rastreabilidade, optou-se por
o autómato efectuar todo o processo e guardar a informação em ficheiros de texto num cartão de memória.
Periodicamente o PC acede a esse cartão via FTP, lê os dados e coloca-os em base de dados para
consulta.
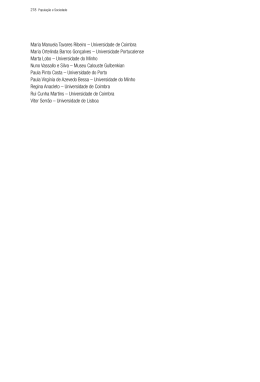
ZONA ESCRITÓRIO
ZONA PREPARAÇÃO MANUAL
Identificador
Balança 1
Balança 2
PC
Industrial
Leitor Cód. Barras 1
SWITCH Escritórios
Leitor Cód. Barras 2
Cam1 Cam2
ZONA PRODUÇÃO
PC Adição
Manual
Identificador
Leitor Código de
Barras
Leitor Código de
Barras Carga Silos
PC Catalogação
Matérias Primas
Impressora
PLC
PC Principal
HMI
Principal
HMI carga
Silos
HMI
Misturad.
Pequena
HMI
Misturad.
Grande
Identificador
Identificador Identificador Identificador
Figura 8 – Esquema de Ligações.
Na figura 2 – Esquemas de Ligações encontra-se representado de uma forma geral os equipamentos
existentes e a ligação entre si. De notar que se encontram representados seis identificadores cuja ligação
física não foi representada para não sobrecarregar o esquema. Estes identificadores são leitores de TAGs
que possibilitam a leitura da informação de um chip e encontram-se ligados por comunicações RS 485 ao
quadro eléctrico, onde é feita a sua conversão para RS 232 e ligados ao PLC.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
19
A instalação contém também duas câmaras de vídeo com ligação TCP/IP. Essas câmaras encontram-se
ligadas à rede e servem apenas para monitorizar o topo superior dos silos, e o seu carregamento. Nenhuma
programação foi feita para as câmaras para além de mostrar a sua imagem.
4.3.2 Ferramentas utilizadas
CX-Supervisor - a ferramenta utilizada como principal ambiente de desenvolvimento foi o CX-Supervisor.
Desenvolvido pela OMRON, o CX-Supervisor é uma ferramenta de desenvolvimento destinada à
programação de aplicações SCADA e optimizada para comunicação com PLC’s OMRON e aceder às suas
áreas de memória. Para comunicar com outro tipo de autómatos que não OMRON é necessário utilizar
comunicações OPC. A sua programação é feita por Scripts em linguagem própria “CX-Supervisor Script” ou
através de VBScript. A versão 3.0 do CX-Supervisor já suporta programação .NET, mas toda a aplicação foi
desenvolvida na versão 2.11 que é a versão que a empresa, actualmente, tem licença de desenvolvimento.
SQL-Server Express 2005 - O SQL Server 2005 é uma plataforma de base de dados abrangente que
oferece ferramentas de gestão de dados de classe empresarial com integração de Business Intelligence
(BI). O motor de base de dados SQL Server 2005 proporciona um armazenamento mais seguro e fiável
tanto para dados relacionais como estruturados, permitindo-lhe criar e gerir aplicações de dados de elevada
disponibilidade e desempenho.
Para gerir, aceder, configurar, gerir e administrar a base de dados foi utilizado o ambiente de
desenvolvimento integrado “Microsoft SQL Server 2005 Management Studio Express”.
Foi utilizada a versão Express do SQL Server porque a Eurocereal não ter nenhum servidor de base de
dados com licença de SQL Server e porque as limitações desta versão, cuja principal é o tamanho máximo
da base de dados corresponder a 4GB, não serem impeditivas do correcto funcionamento da aplicação.
CX-One (utilizado pelo estagiário apenas para consulta de dados) – pacote de software desenvolvido pela
OMRON que permite criar, configurar e programar um conjunto de dispositivos, como, por exemplo, PLCs,
HMIs, bem como redes e sistemas de controlo de movimento. Deste modo, a complexidade da configuração
é significativamente reduzida permitindo a programação ou configuração de sistemas de automação de uma
forma integrada.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
20
Figura 9 - Software Omron
Do pacote CX-One foram utilizadas no desenvolvimento da solução os seguintes softwares:
Programação:
o
CX-programer - plataforma de programação de autómatos comum para todos os tipos de
controladores PLC da Omron.
o
CX-Simulator – possibilita a simulação de um PLC e todos os seus comandos, tornando
possível a avaliação das operações do programa, a verificação do tempo de ciclo e a
redução do tempo de testes aquando da montagem do equipamento.
o
CX-Designer – utilizado para programar consolas HMI da série NS
Redes:
o
CX-Integrator – principal software de configuração para CX-One. Permite a fácil realização
de operações como monitorização de ligação de várias redes, parâmetros de ajuste e
redes de diagnóstico.
o
CX-Protocol – Cria processos de comunicação de dados (macros de protocolo) para trocar
dados entre dispositivos seriais padrão e o PLC, utilizando uma unidade ou painel de
comunicação série.
o
Network Configurator – permite a configuração de redes EtherNet/IP e ligações de dados
de controlador para controlador.
Movimento & Controladores:
o
CX-Drive – Permite a configuração de todos os parâmetros de variadores da série OMRON
Yaskawa.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
21
Delphi (não utilizado pelo estagiário) – ambiente de desenvolvimento de software orientado a objectos.
Foi utilizado para desenvolver os módulos que servem de suporte à supervisão e controlo da produção, tais
como entrada de matérias-primas, impressão de etiquetas, elaboração de fórmulas de produção, etc. e que
necessitam de estar instalados em diversos computadores.
O principal motivo para a escolha deste IDE (Integrated development environment) em detrimento de outros
foi grau de conhecimento dentro da empresa sobre o mesmo.
É intensão da EXSEPI passar a desenvolver este tipo de aplicações de suporte em tecnologia .NET mas
essa mudança está planeada para ser feita de forma gradual e inicialmente apenas em projectos de
pequena escala, o que não era o caso.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
22
5 Desenvolvimento da solução
Neste capítulo será feita uma descrição de todos os programas e módulos desenvolvidos. São eles:
Programas de gestão – aplicações que servem de suporte ao sistema de produção, como
introdução de matérias-primas, elaboração de fórmulas, etc.
Programa Principal – É o programa onde se encontra o centro das operações da produção. Para
além de se encontrar representado o sinóptico da instalação, onde se pode visualizar o
funcionamento dos equipamentos e suas principais características (pesos, consumos, etc), será
nesta aplicação que o utilizador selecciona e dá inicio da produção, indica que produções têm que
ser efectuadas na “preparação e produtos manuais”, indica que silos têm que ser carregados, com
que matéria-prima e com que quantidades, etc.
Programa “Preparação de Produtos Manuais” – Programa instalado no PC industrial da secção
de produtos manuais. Apresenta ao utilizador as necessidades de produção de fórmulas manuais
(“Carros Manuais”), a constituição de matérias necessárias, sua identificação e pesagem.
Programa “Balança Manual” – A aplicação implementada na secção “Balança Manual” tem como
principal função validar as cargas manuais que são introduzidas na produção, isto é, quando o
sistema se encontra em produção é transmitido o sinal que é necessário ser introduzido na “balança
manual” uma carga manual. Consoante a produção em curso, é apresentado uma lista de “Carros
Manuais” que contêm a fórmula manual referente, que o utilizador deverá identificar e descarregar.
Relatórios – aplicações para consultas de dados criados durante a produção.
Alarmes – aplicações e formas de consultar alarmes na produção.
Base de dados – Breve apresentação e descrição de algumas tabelas fundamentais para o
correcto funcionamento das aplicações.
Nesta secção serão apresentadas também as aplicações que, apesar de não terem sido implementadas
inteiramente pelo estagiário forem pensadas e planeadas por toda a equipa de trabalho e são
fundamentais para o correcto funcionamento de todo o processo.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
23
5.1 Módulo de gestão
Como foi referido anteriormente existem alguns programas desenvolvidos em delphi que servem de suporte
à aplicação. Apesar de não terem sido desenvolvidos pelo estagiário, foram pensados por toda a equipa de
projecto, e são fundamentais para o correcto funcionamento de toda a aplicação.
Figura 10 – Módulo de gestão
O módulo de gestão apenas possui links para as aplicações desenvolvidas. São elas:
Unidades/Tipo – Permite ao utilizador introduzir o universo de tipos/unidades de matériasprimas existentes para posterior utilização na introdução de matérias-primas em armazém.
Fornecedores/Fabricantes – Introdução e edição de fornecedores de matérias-primas.
Cliente – Introdução e edição de clientes da Eurocereal, para posterior utilização na
elaboração de ordens de fabrico.
Matérias-Primas – Configuração do universo de matérias-primas existente.
Silos – Configuração dos silos através da associação das matérias-primas e respectivo lote
que lhes está atribuído.
Produtos Manuais – Edição das fórmulas de produtos manuais.
Fórmulas – Edição das fórmulas de produtos finais.
Ordem de Fabrico – Configuração do planeamento de produção.
Entrada de matérias-primas – Introdução de produtos que deram entrada em armazém.
Impressão de etiquetas – Impressão de etiquetas com código de barras identificativo da
matéria-prima e respectivo lote.
Entrada Silos 1 e 2 – Registo de entrada de matérias-primas para os silos um e dois.
Passwords – Configuração de utilizadores, bem como dos programas a que tem acesso
Cada uma destas aplicações será resumidamente explicada nos subcapítulos seguintes.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
24
5.1.1 Programas “Unidades/Tipo”, “Fornecedores/Fabricantes” e “Tipos”
Programas para pré-introdução de unidades, fornecedores e clientes, que serão utilizados em outros
programas.
A utilização, em outros programas, dos campos que são aqui introduzidos é facultativa e serve de apoio ao
utilizador/produção.
Em qualquer dos programas o utilizador pode criar, editar ou eliminar o campo de forma prática e intuitiva.
Figura 11 - Aplicação Unidades/Tipos
Figura 12 - Aplicação Fornecedores/Fabricantes
Figura 13 - Aplicação Clientes
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
25
5.1.2 Programa “Matérias-Primas”
À semelhança dos programas explicados no subcapítulo anterior, esta aplicação tem como objectivo a
configuração do universo de matérias-primas com que a Eurocereal trabalha ou poderá vir a trabalhar. A
sua correcta configuração é fundamental para o bom funcionamento de todo o sistema, e a utilização dos
campos introduzidos nas aplicações que deles necessitam não é facultativo mas sim obrigatório.
Figura 14 - Aplicação "Matérias-Primas"
As matérias-primas, antes de serem utilizadas em programas como atribuição de silos, produtos manuais,
fórmulas, entrada de matérias-primas, etc. (programas que serão explicados de seguida), deverão ser
introduzidas nesta aplicação, preenchendo o seu nome e código obrigatoriamente. O preenchimento da
densidade e observações, bem como a escolha do tipo de matéria-prima (previamente inserida na aplicação
Unidades/Tipos) é facultativo.
Figura 15 - Adição de Matérias-Primas
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
26
5.1.3 Programa “Silos”
Neste programa é atribuído aos quarenta e quatro silos existentes na instalação o nome da matéria-prima e
o seu respectivo código.
Para cada silo também são configurados os seus campos de Mínimo, Máximo e a Repor. Estes campos são
indicativos e servem para auxiliar o operador nas operações de carga. O significado destes campos é:
Mínimo – Capacidade mínima do silo para a matéria-prima nele existente, a partir da qual o produto
deverá ser reposto.
Máximo - Capacidade máxima do silo para a matéria-prima nele existente.
A Repor – Quantidade aconselhável de produto a repor quando o mesmo atinge o seu mínimo.
Figura 16 - Aplicação Silos
5.1.4 Aplicação “Produtos Manuais”
Neste programa são elaboradas as fórmulas de pré-preparação manual, ou seja, as fórmulas que são
preparadas através do programa de preparação de produtos manuais e que na sua maioria são adicionadas
às pesagens automáticas para preparação de produtos finais.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
27
Figura 17 - Aplicação Produtos manuais
Todas as fórmulas manuais deverão ser criadas antes de proceder à criação de fórmulas de pesagens.
Figura 18 - Adição de fórmulas manuais
Para adicionar uma nova fórmula manual, o utilizador tem fornecer a sua identificação (código e nome de
fórmula), observações e indicar se a mesma é um núcleo ou não. Tem também que escolher quais os
produtos que a constituem da lista de matérias-primas previamente introduzida, e para cada produto qual a
quantidade desejada e tolerância de erro permitida na pesagem.
Ao gravar a fórmula é guardada a identificação do utilizador que a guardou. Para a mesma poder ser
colocada como activa para produção terá que ser aberta por um utilizador diferente, confirmados todos os
valores e validada.
Na edição de fórmulas é permitido ao utilizador alterar os valores, ou guardar a fórmula como nova revisão,
ou seja, os valores antigos ficam guardados num histórico (podendo ser consultadas as alterações que
foram feitas), ficando as últimas alterações gravadas numa nova revisão que passam a ser os valores a
utilizar em futuras utilizações da fórmula.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
28
5.1.5 Programa “Fórmulas”
Este programa permite criar e definir fórmulas de produção. Os mecanismos de validação, activação e
histórico de fórmulas são em tudo semelhantes ao das fórmulas manuais, já explicados no capítulo anterior.
Figura 19 - Aplicação Fórmulas
Ao criar uma nova fórmula têm que ser designados os campos que a identificam, como o código e nome de
fórmula, tempos de mistura e descarga da misturadora, ordem pela qual as quatro balanças devem ser
descarregadas na misturadora (mesma ordem de descarga significa que as balanças são descarregadas ao
mesmo tempo) e tempo, em segundos, entre descargas.
Posteriormente, para as balanças um, dois e três são indicados os produtos e respectivo peso constituintes
que devem ser descarregados em automático dos silos. Deverá também ser indicada, caso seja necessário,
a fórmula manual a misturar na fórmula principal.
Figura 20 - Criação de nova fórmula
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
29
5.1.6 Programa “Ordens de Fabrico”
As ordens de fabrico representam a produção que a Eurocereal pretende efectuar num determinado período
de tempo.
Figura 21 - Aplicação Ordens de Fabrico
Ao criar uma ordem de fabrico o utilizador deverá indicar qual a fórmula (previamente criada) que pretende
produzir, indicar código ERP e cliente à qual se destina, inserir a quantidade a produzir mediante as
quantidades para as quais a fórmula está elaborada e indicar a data de entrega.
Pode ainda alterar a percentagem de produção da fórmula, isto é, se a fórmula se encontrar preparada para
produzir 1000Kg por ciclo e o utilizador indicar que pretende produzir 50% da fórmula, todas as matériasprimas serão multiplicadas por essa percentagem e passa a ser produzido 500Kg por ciclo de mistura.
Figura 22 - Adição de nova ordem de fabrico
5.1.7 Programa “Entrada de Matérias-Primas” e “Impressão de etiquetas”
Sempre que uma matéria-prima entra em armazém, essa informação tem que ser introduzida no sistema
com a respectiva quantidade para que posteriormente esteja disponível para produção.
Figura 23 - Aplicação entrada de matérias-primas
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
30
Ao dar entrada de uma nova matéria-prima nas instalações, o utilizador deverá indicar qual é, o seu
fornecedor e fabricante, a identificação do documento que a acompanha, a quantidade e o lote do
fabricante.
Automaticamente o sistema guarda a data de entrada e gera o seu lote (constituído pelo ano e um número
sequencial) e o respectivo código de barras (constituído pelo código de produto e número de lote) que a
identifica.
Figura 24 - Entrada de nova matéria-prima
Seguidamente, através da introdução efectuada deverá ser impresso o número de etiquetas necessárias
para identificar o produto em armazém e colá-las nos respectivos sacos/paletes.
5.1.8 Programa “Entrada Silos 1 e 2”
Os silos 1 e 2 são silos diferentes dos restantes existentes na instalação. Enquanto os silos 3 a 44 são
carregados no interior da Eurocereal (através de produtos que dão entrada em armazém e depois passa
para os silos), os silos 1 e 2 são carregados directamente a partir dos camiões que transportam a matériaprima.
Figura 25 - Entrada silos 1 e 2
Ao efectuar uma carga para os silos 1 ou 2, o utilizador deverá indicar o silo pretendido, fornecer as
indicações do fornecedor, fabricante e motorista e introduzir o peso do camião à entrada e à saída das
instalações (o peso com que o silo foi carregado é a diferença entre o peso à entrada e o peso à saída). É
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
31
também gerado um lote para a nova matéria-prima que deu entrada, mas não existe necessidade de
imprimir etiquetas pois o produto apenas sairá do silo para ser gasto em produção.
5.1.9 Aplicação “Passwords”
Para ter acesso a todas estas aplicações o utilizador tem que se encontrar registado no sistema. Para isso
deverá utilizar o programa “Passwords”, onde introduz os seus dados identificativos, bem como a Tag que
lhe está atribuída.
Figura 26 - configuração de utilizadores
Deverá também indicar que programas o utilizador pode ou não aceder.
Figura 27 - Programas autorizados
De notar que o acesso a esta aplicação também se encontra protegido por password, logo apenas terá
acesso à configuração de utilizadores quem tiver permissões para tal.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
32
5.2 Programa Principal
Nesta secção encontra-se apresentada uma descrição pormenorizada da aplicação principal, assim como
de todas as suas funcionalidades.
5.2.1 Conceitos gerais
É chamado de Programa Principal a aplicação que está directamente responsável pela supervisão e
controlo da produção. Será nesta aplicação que o utilizador indica o que é necessário produzir na
preparação de produtos manuais, que dá ordem de carga dos silos, que confere as ordens de fabrico e dá
início à produção, controla o funcionamento dos equipamentos, etc..
O PC onde a aplicação se encontra a funcionar tem instalado uma placa gráfica com dupla saída, ligada a
dois monitores, para que num deles esteja sempre visível o sinóptico da instalação e na outra as
funcionalidades necessárias ao correcto funcionamento da produção. Esta foi uma exigência feita pela
Eurocereal, que pretendia que a visualização do sinóptico e de todo o equipamento em produção estivesse
sempre visível e não fosse ocultada pelos programas de gestão. A ideia da Eurocereal era que fossem
instalados dois computadores distintos em que um serviria para visualização e outro para gestão. Não
sendo qualquer um dos módulos uma aplicação “pesada” e que como tal necessitasse de um servidor
dedicado, a EXSEPI propôs a solução de um único computador ligado a dois monitores. Como a solução ia
de encontro às condições pretendidas pela Eurocereal, foi aceite e implementada.
O programa principal é constituído por duas partes fundamentais, a “Barra de Atalhos/Estados” que contém
os atalhos para aceder às funções mais importantes da aplicação e as informações imprescindíveis ao
correcto funcionamento da mesma, e o “Corpo do Programa” onde são apresentadas todas as
funcionalidades da supervisão.
Neste capítulo são apresentadas imagens exemplificativas da aplicação ligeiramente diferentes da aplicação
instalada e, por vezes, com um “aspecto” menos profissional, sobretudo no que diz respeito a
apresentações de texto. Isto acontece porque as imagens foram capturadas numa resolução diferente da
resolução para a qual a aplicação foi desenvolvida. O CX-Supervisor faz um bom trabalho no na aplicação
em geral, mas ainda tem que ser melhorado no que toca a redimensionamento de textos.
Figura 28 - Aspecto geral do programa de supervisão
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
33
5.2.2 Barra de Atalhos/Estados
Situado na parte superior da aplicação, possui ligações a praticamente todas as funcionalidades existentes
na aplicação, informações sobre o estado das comunicações com o autómato (“OK” para comunicações
estabelecidas e funcionais e “ERRO” para falha de comunicações com o autómato), data/hora do sistema,
informações sobre o operador identificado no sistema, mecanismos para a sua identificação e número de
alarmes activos na instalação.
Todos os erros de execução (erro ao escrever/ler uma área de memória do autómato, anomalias no acesso
à base de dados) são gerenciados directamente pelo CX-Supervisor, registados num ficheiro de texto e
apresentados ao utilizador sempre que ocorrem. Nesse mesmo ficheiro são também guardadas as
informações de execução da supervisão, tais como arranque e paragem do CX-Supervisor, entradas de
utilizador no sistema, etc.
Figura 29 - Barra de Atalhos/Estados
A cada botão existente nesta página corresponde a uma funcionalidade ou conjunto de funcionalidades às
quais será apresentada uma breve descrição:
- Abre a página de sinóptico da instalação.
- Reconhece todos os alarmes activos no sistema.
- Possibilita a eliminação manual dos dados de carros existente no Parque de Carros.
- Chama a aplicação “Passwords” para configuração de níveis de acesso.
- Permite gerir os alarmes que ocorreram na instalação.
- Mostra todos os alarmes activos.
- Mostra o histórico dos últimos alarmes que ocorreram na instalação.
- Mostra os dados da fórmula em produção e das pesagens em tempo real.
- Mostra a configuração actual dos silos assim como o seu peso e permite a
gestão das ordens de carga dos mesmos.
- Apresenta as necessidades de produção actuais e permite coloca-las em
produção, bem como ordenar a preparação de produtos manuais que lhe estão atribuídos.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
34
- Apresenta a lista de fórmulas manuais existentes no sistema e permite a
ordem de preparação das mesmas. Também mostra a lista de manuais que se encontram para
preparação e permite a sua gestão.
- Apresenta a ordem pela qual os silos estão configurados para descarga numa
pesagem automática e permite a sua gestão.
- Configuração para mistura de uma fórmula manual no misturador pequeno.
- Configuração para mistura de uma fórmula manual no misturador grande.
- Calcula, tendo em conta as ordens de produção, a ordem pela qual se
encontram configuradas para serem efectuadas e a quantidade de produto nos silos, quais os silos
que necessitarão de ser carregados e por que ordem essa necessidade ocorrerá.
- Mostra o módulo de gestão para execução dos programas de gestão.
- Mostra o módulo “Relatórios” para visualização de relatórios
- Mostra um programa para gestão de notas.
- Mostra um programa para efectuar cálculos
- Apresenta a visualização das imagens transmitidas pelas câmaras posicionadas no
topo dos silos
- Sair para a página de descanso.
- Sair da aplicação.
5.2.3 Sinóptico
A página “Sinóptico” permite ter uma vista geral da instalação fabril com a representação dos equipamentos
mais importantes para a produção.
São indicados os estados de funcionamento dos principais equipamentos existentes (motores, sem-fins,
electroválvulas, sinalizadores, etc.) e apresentados os valores dos equipamentos com alguma relevância na
produção e funcionamento da instalação (quantidade de material nos silos, pesagens das balanças, tempos
da misturadora, etc.).
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
35
Figura 30 - Sinótpico da instalação
Mais pormenorizadamente, na parte superior do sinóptico encontram-se representados os silos, com
indicação do seu nível mínimo, estado da electroválvula de descarga, estado da tampa de carga do silo e
indicação da quantidade de material que possuem. Encontra-se ainda representada as ligações que têm
fisicamente com as balanças, que alteram o estado quando o silo se encontra a descarregar.
De seguida encontram-se representadas as Balanças. Na parte esquerda do sinóptico encontra-se para as
Balanças de pesagem BP1, BP2 e BP3 o peso parcial e total (tanto o peso pretendido na fórmula como o
actual), bem como o silo que se encontra em descarga para cada uma dessas balanças. É possível ainda
visualizar se a balança se encontra a tarear, em pesagem Grosso ou pesagem Fino. Para os silos manuais
(silos que deveriam ser pesados em automático mas que a sua pesagem foi cancelada e têm que ser
introduzidos manualmente) é possível visualizar se se encontram em carga e quando estão carregados. Os
mesmos dados podem ser visualizados para a balança de manuais, sendo ainda possível ver qual a receita
manual que terá que ser introduzida na produção actual. Finalmente é possível ver o estado de cada uma
das balanças na produção (se se encontram vazias, em carga, carga completa, ou em descarga).
No seguimento do sinóptico é possível visualizar a misturadora, seu funcionamento e quais os tempos que
tem configurada (tempo de mistura e de descarga pretendido e actual). É possível ver qual o seu estado
("Parada", "Em Arranque", "Carga", "Mistura", "Espera", "Descarga", "Manutenção" e "Limpeza") e qual a
fórmula bem como o número de lote que se encontra configurado para produção.
Posteriormente é visível a descarga da misturadora assim como o transporte do produto para os silos finais
1 e 2 que servem respectivamente de descarga para os big-bags e ensacadora.
Na parte inferior do sinóptico encontram-se os “Comandos de Produção”. Informam o total de cargas
carregadas para produção, a carga actual e se comando da fórmula se encontra a ser feito pelo PC ou pela
Consola (Em caso de avaria do PC o comando de produção pode ser transferido para a consola, onde são
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
36
indicados manualmente os parâmetros de descarga dos silos, possibilitando a continuação da produção). É
nesta zona que se dá o arranque da produção e que pode ser efectuada a sua pausa e sua paragem em
caso de necessidade de interrupção.
5.2.4 Receita em Produção
Esta página apresenta a fórmula que se encontra em produção bem como os seus parâmetros.
Figura 31 - Receita actual em produção
Na parte superior é indicado o nome, código e última data de alteração da fórmula, quantidade de produção
por ciclo e percentagem da fórmula pretendida para produção e ordem de descarga e tempos entre
descargas das quatro balanças.
Para cada uma das balanças de pesagem automática são indicados os produtos pretendidos para
descarga, o silo onde se encontram, o peso pretendido e o peso descarregado (o peso descarregado é
actualizado online, ou seja, sempre que um silo se encontra em descarga, visualiza-se o seu peso a evoluir
de zero até um peso aproximado do pretendido consoante a informação que a balança transmite). É
possível ainda visualizar a exclusão do silo, ou seja, se o silo se encontra desabilitado da pesagem
automática. Um silo pode ser excluído manualmente pelo operador antes de iniciar a produção, ou sempre
que a pesagem de um silo não evolui, é indicado esse acontecimento ao operador que terá que optar por
tentar a descarga novamente ou passar a descarga para balança manual e excluir silo. Por norma o peso
da balança não evolui por o material se encontrar “encravado”. O operador deverá resolver essa situação e
tentar efectuar a descarga novamente. Se não conseguir resolver o problema, de forma a não parar a
produção, passa a descarga para a balança manual e exclui o silo, a produção continua para a próxima
pesagem passando o valor que faltava pesar para pesagem manual. O problema com o silo pode ser
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
37
resolvido durante a produção ou posteriormente, sabendo-se que o silo fica desabilitado em todas as
produções seguintes até manualmente ser colocado como operacional.
Figura 32 Peso balança não evolui
Na parte direita das fórmulas em produção é indicada a informação das fórmulas em manual e dos produtos
no silo em manual.
Nas fórmulas em manual, inicialmente é apresentado o código e nome da fórmula pretendido para a
produção actual. Assim que o utilizador se autentica no sistema para efectuar a introdução de um produto
manual é apresentado o seu nome para controlo da operação. Quando ele identifica o carro é apresentado
o número e fórmula do mesmo e para cada produto que o carro contém é apresentado o seu código, nome
de produto, peso pretendido na fórmula manual e peso que realmente foi pesado. À medida que o operador
da balança manual for identificando cada produto na aplicação “Balança Manual” e indicar que o
descarregou, o seu estado nesta aplicação alternará para verde indicando que já foi introduzido na
produção.
O mesmo se passa nos produtos do silo de introdução manual. Quando um silo integrante na produção é
excluído, a informação sobre o produto e quantidade de descarga é apresentado na secção de introdução
manual. Quando o operador o identificar e introduzir na balança manual, o seu estado é apresentado como
concluído.
Figura 33 - Fórmula manual actualmente em produção
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
38
A produção apenas é descarregada para a misturadora depois de todas as balanças conterem todos os
produtos previstos para descarga em automático, depois de todos os produtos previstos para introdução
manual terem sido introduzidos na balança manual e a misturadora se encontrar vazia e pronta para receber
nova carga.
Outra situação que pode acontecer durante uma produção é, na descarga de um silo, a tolerância da
pesagem para o produto ser excedida. Isto pode acontecer devido às características dos materiais contidos
nos silos, em que por vezes podem criar “torrões”, que quando são descarregados fazem com o que o peso
da balança oscile muito rapidamente. Nesses casos é apresentado ao operador a mensagem que a
tolerância da balança foi excedida. O utilizador pode optar por descarregar mais material pelo método fino
ou grosso (doseamento de material mais lento ou mais rápido) caso a tolerância tenha sido excedida por
carência, ou aceitar o peso e utilizar ou não os novos valores para correcção do peso de voo do silo
(indicação de quando o doseamento rápido, com menor precisão, deve passar para doseamento lento, com
maior precisão).
Figura 34 - Tolerância da Balança excedida
5.2.5 Produtos nos silos
Nesta página são apresentadas as características actuais de cada um dos silos.
Para cada silo é apresentada a descrição da matéria-prima que contém (nome e código), o seu peso actual
e algumas informações introduzidas manualmente pelo utilizador referente ao silo e ao tipo de matéria-prima
que lhe está atribuída. São eles o “Peso Máximo” que o silo pode suportar, o “Peso Mínimo” para a
produção funcionar correctamente e “A Repor” (quantidade meramente indicativa que deve ser introduzida
no silo quando o mesmo atinge o seu nível mínimo). É também visível a informação se o silo se encontra
excluído ou não. Um silo é colocado em modo “Excluído” manualmente pelo utilizador sempre que este não
se encontre operacional para a descarga automática, seja por falta de material ou por algum tipo de avaria.
Nestes casos, se uma produção utilizar um produto de algum destes materiais, o mesmo não será pesado
automaticamente e passará o seu valor para a balança de manuais para o produto ser introduzido
manualmente.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
39
Figura 35 - Produtos nos Silos
É de salientar que os pesos actuais dos silos não são precisos e correspondem a uma aproximação da
realidade. Cada silo apenas contém indicações de nível mínimo e máximo e não outro tipo de mecanismos
que possam indicar com alguma precisão a quantidade de material (silos equipados com balanças
pesantes, sensores ultra-sónicos, etc.). Assim o seu peso é calculado consoante o que o utilizador indica e
a balança de descarga pesa, isto é, cada vez que o silo é carregado, o utilizador indica a quantidade que
carregou, somando esse valor ao peso actual do silo. Cada vez que o produto é utilizado numa produção, o
valor que é pesado na respectiva balança de produto descarregado é retirado ao seu peso actual. Desde
matéria-prima que possa não ser pesada neste processo até erro humano (o utilizador indicar que vai
carregar um big-bag de 1000Kg que na realidade só possui 995Kg, produto que por algum motivo fica no
chão e não entra no silo, produto que fica agarrado às paredes do silo ou dos sem-fins, etc..) pode
influenciar no correcto valor do peso do silo. Para corrigir este tipo de erros, o peso actual dos silos pode ser
corrigido manualmente na consola que se encontra junto da carga de silos, ou ao ser esvaziado e actuado o
seu nível mínimo, o seu peso será automaticamente corrigido.
Para ser indicado que silos devem ser carregados, selecciona-se o silo e pede-se o cálculo da quantidade
indicada a carregar (também se pode efectuar este cálculo para todos os silos ao mesmo tempo). Essa
quantidade é calculada de duas maneiras, ou é indicada pelo utilizador manualmente, ou o sistema sugere
a quantidade necessária para o silo atingir o seu máximo. Depois de o peso a carregar estar configurado
envia-se para a lista de cargas e ordena-se a mesma segundo a sua prioridade.
No local da carga de silos existe uma consola em que essa lista é apresentada para que o operador saiba
que cargas devem ser feitas e a ordem com que devem ser efectuadas (esta ordem é meramente indicativa
e baseada nas necessidades de produção). O operador prepara o produto a carregar, nessa mesma
consola identifica-o com o leitor de código de barras e depois de descarregado confirma a operação
indicando o peso real que carregou.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
40
5.2.6 Ordens de produção
Nas ordens de produção/fabrico é apresentado todo o planeamento de produção pretendido, previamente
elaborado através da aplicação “Ordens de Fabrico”. (ver capítulo 5.1.6 – Programa “Ordens de Fabrico”)
Figura 36 - Ordens de Produção
Nesta página são apresentados quais os produtos com necessidades de produção, para que cliente (caso
os dados tenham sido introduzidos) a quantidade necessária, e a data prevista para entrega do produto. O
sistema indica-lhe, para a respectiva ordem de fabrico, que quantidade já foi produzida, o peso por ciclo da
respectiva receita, os ciclos que necessitam de ser efectuados para a quantidade total ser produzida e a
quantidade de “Carros” manuais que se encontram em armazém com a respectiva receita.
Antes de dar ordem de início de produção, as fórmulas manuais necessitam de ser previamente elaboradas
para evitar que a produção pare e fique em espera que as mesmas estejam disponíveis. No programa
“Preparação de Produtos Manuais”, apenas podem ser produzidas fórmulas que tenham sido indicadas para
produção. Uma das maneiras de indicar a produção de fórmulas manuais é nesta página seleccionar a
ordem de produção pretendida e pressionar o botão preparação de manuais (a outra será explicada no
próximo capitulo, “Preparação prévia de manuais”).
Figura 37 - Preparação de manuais
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
41
Seguidamente é identificada e apresentada qual a fórmula de produto manual pretendida para preparação
(fórmula esta que está anexada ao respectivo produto final) e perguntado a quantidade de dosagens
pretendida (o operador tem a liberdade de mandar produzir as dosagens necessárias para a ordem de
produção, assim como uma quantidade maior ou menor). Assim que der a ordem de produção, a mesma
aparecerá listada no programa “Preparação de Produtos Manuais” para ser iniciada.
Garantido que as fórmulas manuais se encontram preparadas e que o sistema não se encontra em
produção, pode ser iniciada a produção do produto final. O primeiro passo consiste em enviar a fórmula
para o autómato, escolhendo a ordem de produção pretendida e seleccionando a opção “Colocar em
produção”. É então apresentada a seguinte página:
Figura 38 - Envio de receita para o autómato
Aqui é apresentado a informação sobre a fórmula que vais ser enviada para o autómato em 3 secções:
Informações gerais, cabeçalho da fórmula e corpo da fórmula.
Nas Informações Gerais é apresentado o número de ciclos a produzir (possíveis de alteração), o estado da
fórmula (caso a mesma tenha sido colocada em inválida, deixa de ser possível a sua produção) e a
informação se as matérias-primas existentes nos silos são suficientes para produzir os ciclos pretendidos.
São também disponibilizadas as opções “Enviar Fórmula Autómato” e “Cancelar” a operação. Caso as
matérias-primas existentes nos silos sejam insuficientes para efectuar a produção, ainda assim pode ser
enviada para o autómato, depois de ser confirmada a operação pelo utilizador.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
42
Figura 39 - Aviso matérias-primas insuficientes nos silos
Esta opção é possível pois, como foi explicado anteriormente, a informação relativa à quantidade de
material existente nos silos não é precisa, logo o sistema pode estar a indicar que não existe material
suficiente mas o operador saber que esta informação não está correcta ou que será solucionada entretanto
e desejar prosseguir com a operação (um exemplo será pretender produzir dez ciclos de uma fórmula e o
programa apresentar o aviso de matérias-primas insuficientes pois um dos silos só contém quantidade
suficiente para produzir nove ciclos. O operador apercebe-se desse facto e para não atrasar a produção,
inicia o sistema de produção. Na mesma altura indica a ordem de carregamento do silo que quando chegar
à altura do décimo ciclo já terá produto suficiente para concluir a produção).
No Cabeçalho da Fórmula são apresentadas as informações gerais da fórmula, tais como a sua
identificação, o seu peso total, tempos de mistura e descarga e ordem de descarga das balanças.
No Corpo da Fórmula é apresentado, para cada uma das balanças, os produtos pretendidos e respectivo
peso para descarga. Para cada produto é indicado qual é a sua ordem de descarga (a configuração da
ordem de descarga dos silos é efectuado na página “Prioridade descarga silos” apresentada no capitulo
5.2.8), o silo onde se encontra, o peso total pretendido (calculado consoante o peso indicado na fórmula e o
número de ciclos pretendidos) e a quantidade de produto existente no silo. É ainda apresentado o estado do
produto para a fórmula indicada, que varia entre “OK” e “ERRO”, consoante a quantidade de produto
existente no silo seja suficiente ou não para a elaboração da fórmula.
Depois de a fórmula ter sido transferida para o autómato, pode ser iniciada a sua produção através dos
comandos existentes na página de sinóptico.
Figura 40 - Comandos de Produção
5.2.7 Preparação prévia de aditivos manuais
Nesta página é possível visualizar a lista de preparações manuais que se encontram para produção. É
ainda possível acrescentar e remover ordens de trabalho, assim como alterar a prioridade pelas quais
devem ser produzidas.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
43
Figura 41 - Preparação prévia de aditivos manuais
É visível uma lista de produção, ordenada, contendo a identificação da fórmula a preparar assim como o seu
peso por fórmula, o número de dosagens a preparar e o número de “Carros” a produzir e já produzidos.
É apresentada também uma listagem de todas as fórmulas manuais existentes no sistema, das quais o
utilizador pode colocar em produção.
Figura 42 – Ordem de preparação de manuais
Desde que uma fórmula de manuais se encontre validada no sistema, esta pode ser colocada em produção,
mesmo que não esteja prevista nas ordens de produção. Na secção anterior o operador apenas poderia dar
ordem de produção de “Carros” de fórmulas que estivessem implicitamente indicadas para produção. Nesta
opção existe uma maior autonomia nesse aspecto, podendo o utilizador indicar para serem produzidas as
fórmulas que achar indicadas.
5.2.8 Prioridades descarga de silos
Não estando inicialmente previsto, surgiu a necessidade de o operador indicar a ordem pela qual os silos
são descarregados para as balanças.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
44
Figura 43 - Prioridades de descarga dos silos
Sendo que os produtos no final vão ser todos misturados de uma forma homogénea, foi tomado como
principio que a ordem pela qual eram descarregados não faria diferença, tendo apenas que ser um de cada
vez (por balança) de forma a serem pesados. Acontece que, devido às propriedades próprias de cada
material, esse princípio é errado.
Nesta opção são listados os produtos que se encontram nos silos e dada a possibilidade ao operador de
definir a ordem pela qual são descarregados quando uma receita está em produção.
5.2.9 Misturadores Pequenos e Misturador Grande
Nem toda a produção efectuada pela Eurocereal passa pela dosagem automática dos silos e
consequentemente pela misturadora principal.
Em alguns casos é feita uma preparação de fórmula manual que sozinha (sem produtos dos silos) dá
origem a um produto final, que na maioria dos casos é utilizado para consumo interno, mas que também
pode ser utilizada para venda final.
Nas instalações existem duas misturadoras manuais, que têm esse nome por apenas misturaram
preparações manuais.
Ao efectuar uma mistura manual o operador tem que indicar o produto que vai produzir e o número de lote
final que lhe irá ficar atribuído (o lote final é calculado automaticamente sendo sequencial à produção
automática actual).
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
45
Figura 44 - Outros misturadores
Depois de o carro ser lido e misturado o produto pode ser armazenado. Caso seja um produto para
consumo interno terá que ser dada a sua entrada em armazém de matérias-primas através da aplicação
“Entrada de Matérias-primas”.
5.2.10 Eliminar Carro da BD
A opção de eliminar carro da base de dados surge depois de toda a aplicação ter sido feita e instalada.
Depois do arranque da produção com o novo sistema, foi detectado que existiam alguns problemas na rede
de comunicações (estes problemas serão explicados mais detalhadamente no capitulo 6.3 - Problemas
técnicos encontrados) que faziam com que a informação que chegava à aplicação principal proveniente da
leitura de uma TAG, não fosse a correcta. Na maioria dos casos era detectada que a informação lida era
inválida e indicava ao utilizador que a leitura tinha sido mal efectuada, no entanto existia um caso em
particular que comprometia o bom funcionamento do sistema.
Quando uma preparação manual é mal efectuada, o operador tem a possibilidade de eliminar a informação
desse carro em qualquer uma das consolas. Ao seleccionar essa opção o que acontece é que o autómato
transmite ao PC o número do carro a eliminar, este remove as suas informações da base de dados e dá a
indicação para limpar a TAG para os valores originais. Com o problema na rede de comunicações existiam
muitos casos em que o número do carro a limpar transmitido ao PC não correspondia à realidade, o que
fazia com que a TAG do carro fosse limpa mas a informação do carro continuasse em base de dados. Para
além de se continuar a mostrar ao utilizador que, erradamente, existia um carro com esse produto em
armazém, da próxima vez que o mesmo fosse utilizado para produção, o PC transmitiria a mensagem que
esse carro não podia ser utilizado por já ter uma carga. Como o utilizador apenas tinha a possibilidade de
consultar os carros e não os poder manipular, ele ficaria inutilizado para sempre.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
46
Figura 45 - Eliminar Carro BD
Provisoriamente até ser corrigido o problema de comunicações, foi criada esta opção para ser possível
eliminar um carro manualmente da base de dados e ser contornado este problema.
Depois da resolução do problema, foi pedido que esta opção continuasse acessível, apenas para o caso de
existirem outros problemas de comunicação no futuro.
5.2.11 Ruptura de stock nos silos
A opção “Ruptura de stock nos silos”, como se encontra implementada, foi posteriormente pedida pelo
cliente e orçamentada à parte. O que inicialmente foi pedido como cálculo de ruptura de stock era que
sempre que uma produção fosse iniciada, o programa calculava se os produtos existentes eram suficientes
e só deixaria prosseguir em caso afirmativo.
Posteriormente, depois de a obra ter sido entregue, foi solicitada uma solução que calculasse quais seriam
os silos que, mediante as necessidades de produção, iriam ter que ser carregados com mais urgência,
ajudando assim a organizar as prioridades de carga dos silos.
A ideia consiste em prevenir a ruptura de stocks consoante as ordens de produção existentes no sistema e
consequentemente prevenir que a produção esteja parada por uma má gestão de prioridade de cargas nos
silos, isto é, se o utilizador apenas se apercebesse que o material existente no silo não era suficiente para
concluir a produção quando a ia iniciar, a produção teria que ficar em espera até o silo ser carregado e estar
pronto para iniciar.
Nesta página o utilizador pode consultar, por ordem de necessidade, os silos que não possuem a
quantidade de material necessário para produzir todas as ordens de trabalho planeadas. É identificado o
silo, o nome da fórmula a produzir em que o material faltará e o ciclo de pesagem em que isso acontecerá.
É também indicado o peso que deve ser carregado no silo para poder produzir todas as ordens de produção
previstas no sistema.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
47
Figura 46 - Ruptura de stock nos silos
Este cálculo veio a verificar-se ser um pouco mais moroso que o pretendido. Mesmo depois de vários
ajustes no algoritmo para diminuir o tempo de processamento, este ainda continua a ter tempos de
execução de aproximadamente dez segundos até terminar todos os cálculos. Para o cliente isto não
constitui um transtorno pois esta opção é efectuada poucas vezes por dia.
O motivo de tal lentidão deve-se ao facto de o programa ter que carregar todas as ordens de produção
existentes na base de dados, para cada ordem de produção ter que carregar todos os produtos nos silos
que ela irá necessitar e ao mesmo tempo carregar toda a informação referente aos silos. Começando na
primeira ordem de produção a efectuar, para cada um dos produtos procurar em que silo este se encontra e
descontar a quantidade prevista para produção para cada ciclo, de forma a identificar com precisão em que
ordem de produção/receita/ciclo o stock irá entrar em ruptura.
5.3 Programa “Preparação de Produtos Manuais”
O programa “Preparação de produtos manuais” encontra-se instalado num computador táctil situado na sala
de micros que é onde se preparam as fórmulas manuais (também designadas como “Carros”).
A este PC encontram-se ligadas, por comunicações RS232, duas balanças de pesagem e dois leitores de
códigos de barras. Também se encontra um leitor de TAGs junto ao PC que estão fisicamente ligados ao
autómato por comunicações RS485.
A aplicação encontra-se dividida em duas partes (esquerda e direita), sendo que ambas têm o mesmo
aspecto e funcionamento, estando cada parte ligada ao respectivo leitor de código de barras e balança. A
aplicação foi desenvolvida desta forma para possibilitar que no mesmo posto de trabalho possam ser
efectuadas duas preparações em simultâneo sem que uma interfira com a outra.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
48
Figura 47 - ~Programa "Preparação de produtos manuais"
Para iniciar uma preparação manual o utilizador tem que se identificar no sistema. Depois de introduzir a
sua TAG no respectivo leitor, o autómato envia a informação lida ao PC que valida os dados do utilizador.
No caso de validação correcta, é apresentado uma lista de todas as preparações manuais que necessitam
de ser feitas previamente elaborada na aplicação principal. Essa lista contém a informação sobre a fórmula
a produzir, o número de “Carros” a serem preparados, o número de “Carros” com essa fórmula que já se
encontram em armazém e o respectivo peso de cada carga.
Figura 48 - Escolha de fórmula para pesagem manual
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
49
Da lista é seleccionada a preparação que se pretende efectuar e dada a ordem de início de produção. De
seguida é apresentada a informação da fórmula escolhida e todos os produtos e respectivo peso que terão
que ser pesados.
Figura 49 - Pesagem manual
O primeiro passo a efectuar é identificar o “Carro” que se vai carregar. Cada “Carro” possui uma TAG
identificadora que deve ser lida no respectivo leitor para validar que o mesmo se encontra vazio e preparado
para ser carregado.
Depois de identificado o “Carro”, todos os produtos devem ser pesados um a um e colocados dentro do
mesmo. Para cada produto, a forma de processar é sempre a mesma. O operador lê o código de barras
anexado no produto com o respectivo leitor e a aplicação procura-o na lista de produtos não pesados. Ao
encontra-lo identifica-o a amarelo e coloca o produto como “em pesagem”. O operador deverá então colocar
o produto sobre a balança e quando esta atingir o peso pretendido deverá fazer novamente a leitura do
código de barras para o marcar como “Pesado”. O produto é então retirado da balança e colocado no
“Carro”, podendo de seguida ser efectuada a pesagem de novo produto.
De notar que todos os produtos, para cada uma das receitas, têm uma percentagem de tolerância (definida
na elaboração da fórmula) de aceitação de peso. O produto, na sua identificação final, só é aceite como
pesado se o seu peso estiver dentro dessa margem de tolerância. Ex.: Se o peso pretendido de um produto
de uma fórmula for 10Kg e tiver uma margem de tolerância de 5% a pesagem só é aceite se o peso lido
estiver entre os 9,5Kg e os 10,5Kg.
Existe um caso especial em que a pesagem parcial ou total de um produto já se encontra feita pelo
fornecedor e não é necessário estar a ser feita novamente. Por exemplo um produto que é comprado em
sacos de 20Kg e na fórmula tem como peso pretendido 52Kg. Seria uma perda de tempo ter que estar a
abrir cada um dos sacos, colocar o produto sobre a balança e novamente dentro do saco, quando se sabe
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
50
de início qual o seu peso. Por outro lado, neste caso, 52Kg correspondem a 2 sacos de 20Kg mais 12Kg.
Para esses 12Kg não basta dizer que é mais ou menos meio saco mais qualquer coisa, tendo o produto que
ser pesado para encontrar o peso correcto. Neste caso o utilizador tem a possibilidade de indicar que
introduziu 2 sacos de 20Kg numa pesagem parcial e pesar o restante produto. O peso correcto é
encontrado através da soma do peso parcial com o peso indicado na balança.
Para fazer a pesagem parcial do produto, depois de o mesmo ser identificado o operador faz a leitura de um
código de barras especial que mostra a seguinte janela:
Figura 50 - Pesagem sacos
O operador deve então somar os sacos que pretende para a pesagem parcial. No caso do exemplo anterior
deverá pressionar duas vezes sobre os 20Kg, no final confirmar o peso e de seguida continuar com a
pesagem normal dos 12Kg restantes através da balança de pesagem cujo valor se encontrará adicionado
com a pesagem dos sacos. Ao alcançar o peso pretendido identifica o final de pesagem do produto e
prossegue com a operação.
No final de todos os produtos pesados é automaticamente apresentada uma janela para o operador indicar
o número de sacos que se encontram no carro. Este número é meramente indicativo e serve para
confirmação, no momento em que o produto for descarregado na produção automática, de que todos os
sacos se encontram no carro (como um produto pode ser pesado com vários sacos e no momento da
descarga os produtos não são pesados para confirmar o seu peso, não existe uma forma de confirmação de
que o peso que está a ser descarregado é o correcto. Por outro lado os produtos nos carros são sempre
armazenados em sacos, se no momento da descarga for validado que o número de sacos a descarregar é o
mesmo que foi carregado, invalida o maior perigo de falha que é um saco cair do carro enquanto este se
encontra em armazém)
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
51
Figura 51 - Número sacos pesagem manual
Assim que o número de sacos é introduzido, é pedido ao utilizador para identificar novamente o carro, de
forma a gravar as informações do mesmo e concluir a pesagem.
Figura 52 - Conclusão de Fórmula
No final o carro e transportado para o armazém de carros e fica identificado na base de dados com a
respectiva carga.
5.4 Programa “Balança Manual”
O programa “Balança Manual” encontra-se instalado num computador táctil situado na zona de pesagem. É
através dele que são introduzidos na pesagem automática as preparações manuais previamente
elaboradas.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
52
Figura 53 - Programa "Balança Manual"
Sempre que uma produção que se encontre em pesagem necessitar de introdução de produtos em modo
manual, que são praticamente todas, é utilizado este programa. Assim que a ordem de início de produção é
efectuada, a aplicação detecta se é necessário introdução produtos manuais ou silos manuais. No PC o
fundo da aplicação começa a piscar alternadamente entre azul e vermelho para chamar a atenção do
operador que é necessário a sua intervenção.
No ecrã da aplicação é então apresentada qual a receita que se encontra em produção, qual a fórmula
manual que faz parte da produção e uma lista de “Carros” (nome, número de carro e número de sacos que
contém) existentes em armazém com a fórmula manual a introduzir. São também visíveis os produtos nos
silos que fazem parte da receita e necessitam de ser introduzidos manualmente.
Para iniciar a introdução manual o operador deverá verificar quais as necessidades pretendidas e
providenciá-las. No caso dos produtos nos silos que necessitam de introdução manual é necessário verificar
quais os produtos e respectivas quantidades necessárias, pesá-los e levá-los para perto da balança manual.
No caso das fórmulas manuais é apenas necessário trazer um dos carros da lista para junto da balança
manual.
Depois de todos os produtos necessários estarem preparados, pode então dar início à descarga manual
identificando-se com a sua TAG de operador no respectivo leitor e escolher a introdução que pretende
efectuar.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
53
Figura 54 – Introdução de preparação manual na pesagem
Para descarregar um “Carro” deverá ser feita a leitura da sua TAG. A aplicação verifica que a fórmula que
contém é a correcta para a produção e em caso afirmativo informa o operador do número total de sacos que
o carro possui e que pode iniciar a sua descarga. Para cada saco o utilizador tem que indicar na aplicação
que efectuou a sua descarga pressionando no botão de sacos descarregados. Solicitado pelo cliente foi
introduzida uma protecção neste botão para que só possa ser pressionado com um intervalo mínimo de dez
segundos, ou seja o operador descarrega um saco e pressiona no botão a indicar que efectuou a descarga,
apenas passados dez segundos este botão fica novamente habilitado para ser pressionado. Esta protecção
foi introduzida para evitar que o operador primeiramente pressionasse continuamente no botão e dar
indicação ao programa que já descarregou todos os sacos e apenas depois efectuasse a descarga, ou por
outro lado primeiro descarregasse todos os sacos e somente depois carregasse no botão o número de
vezes suficientes para passar ao próximo passo.
Assim que a indicação de que todos os sacos da preparação manual se encontram descarregados, é
solicitado ao operador que introduza a TAG do carro novamente no leitor para proceder à sua limpeza. O
“Carro” é automaticamente associado à produção actual, eliminado da base de dados de carros em
armazém e a sua TAG limpa para possibilitar nova produção de manuais.
Figura 55 - Leitura de carro descarregado
No caso dos “Silos em Manual”, se existirem produtos a introduzir na balança, terão que ser pesados à
parte, seguidamente identificados com o leitor de código de barras, descarregados na balança e novamente
identificados pelo código de barras para concluir a sua descarga.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
54
Figura 56 - Introdução de produtos nos silos em modo manual
A descarga para a misturadora nunca é efectuada se existirem produtos por introduzir.
De notar que os produtos para introdução manual poderão aparecer durante a pesagem, uma vez que pode
acontecer algum problema com um silo e este não efectuar a dosagem total ou parcial do seu produto.
5.5 Relatórios
Nesta secção são apresentados os relatórios elaborados para a aplicação.
Os relatórios encontram-se divididos em dois grupos: “Cubo” e “Relatórios”.
A aplicação cubo foi desenvolvida pela EXSEPI, encontrando-se em constantes melhoramentos. Alguns
clientes apresentaram a necessidade (em aplicações mais complexas como a Eurocereal), de ver os dados
de um relatório de diversas maneiras, agrupados por distintos campos, com mais ou menos informações,
etc. A solução que a EXSEPI dispunha era de elaborar cada um dos relatórios pretendidos pela forma que o
cliente pretendia (a maioria deles acedendo às mesmas tabelas com os mesmos dados, com a diferença de
ter um campo a menos ou a mais, agrupados os dados de forma diferente, com listagens ou apenas
apresentando os totais, etc.), tornando o processo moroso e complicado.
O Cubo surge no seguimento dessa necessidade, sendo não mais que um visualizador de relatórios. É
configurada uma base de dados com o parâmetro para chamar o cubo, a o comando SQL para carregar os
dados pretendidos e a origem ODBC para aceder à tabela.
Ao chamar o “cubo“ pretendido, todos os dados são carregados para o visualizador de relatórios
possibilitando de seguida manusear os dados de uma forma prática e dinâmica, construindo o relatório
pretendido, suprimindo campos da visualização, acrescentando outros, ordenando e agrupando pelos
campos pretendidos e visualizando apenas os forem escolhidos, etc.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
55
Figura 57 - Cubo
Depois de configurar a visualização dos dados pretendida pode ser guardado o esquema de visualização
para mais tarde consultar com os dados actuais. Podem ainda ser visualizados gráficos dos dados
carregados no visualizador sempre que os mesmos o permitam.
O grupo “Relatórios” apresenta relatórios estáticos com uma listagem dos dados pretendidos entre duas
datas escolhidas pelo utilizador.
Figura 58 - Escolha de datas para apresentação de relatórios
Figura 59 – Exemplo do Relatório de Produção
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
56
A aplicação para visualização dos relatórios tem a seguinte apresentação:
Figura 60 - Barra Relatórios
De seguida serão explicados os relatórios que se podem consultar:
Park Carros – Apresenta de forma dinâmica todos os carros e respectivo conteúdo que se
encontram no parque de Carros.
Carga de Silos – Apresenta os dados de todas as cargas feitas para os silos de pesagem
automática.
Manuais Produzidos – Apresenta o relatório com os dados relativos a todos os “Carros”
produzidos na “produção de produtos manuais” e que foram utilizados na produção de lotes finais
(pesagem automática ou misturadores manuais).
Matérias-Primas – Apresenta o relatório com a listagem de matérias-primas existentes em
armazém.
Pesagens – Apresenta os dados relativos a todas as pesagens automáticas efectuadas.
Relatórios de Produção – apresenta o relatório de produções finais e todos os produtos
que foram utilizados na preparação da mesma, ou seja, para cada produto final apresenta todos os
dados relativos à pesagem automática, pesagem manual (“Carros”) e produtos nos silos
introduzidos em modo manual.
Carga de Silos Manual – Relatórios dos produtos que deveriam ser descarregados dos
silos em automático, mas por algum motivo tiveram que ser introduzidos manualmente na balança
manual.
Misturadora 1 e 2 – Relatório de misturas das misturadoras manuais 1 e 2
Stocks – Relatório de existências de matérias-primas em armazém.
Rastreabilidade – Rastreabilidade de produção. Permite visualizar todas as matérias-primas
que foram utilizadas na produção de um lote final introduzido pelo utilizador, ou da forma inversa,
permite ver todos os produtos finais que um lote de matéria-prima introduzida pelo utilizador
originou.
Relatório de consumo – apresenta o consumo de matérias-primas efectuado entre as datas
introduzidas.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
57
Relatório de produção – apresenta a listagem, entre duas datas indicadas pelo utilizador,
de toda a produção efectuada (Nome da fórmula, total de quantidade pretendida e total de
quantidade pesada)
Relatório de detalhe de produção – Igual ao relatório de produção mas apresentando todos
os dados relativos a cada pesagem, ou seja, para cada pesagem automática, apresenta também as
matérias-primas que foram utilizadas (tanto na descarga automática como manual) e para cada
produto a quantidade pretendida e descarregada na fórmula.
Figura 61 - Exemplo cubo Park Carros
Figura 62 - Exemplo Cubo Park Carros visualizando receita e número de carro
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
58
Figura 63 - Exemplo de relatório de produção
Figura 64 - Exemplo de relatório de detalhe de produção
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
59
5.5.1 Estrutura dos relatórios elaborados pelo autómato
Maioritariamente, os relatórios, de forma a prevenir falhas, são elaborados no autómato e guardados em
ficheiros de texto que posteriormente são lidos e armazenados em base de dados.
Ao serem lidos os ficheiros são inseridos numa tabela por defeito na base de dados e automaticamente
distribuídos pelas respectivas tabelas consoante os dados que apresentam. A estrutura da memória dos
relatórios elaborados pelo autómato é a que se apresenta de seguida:
Pesagens
Carga Silos
Misturador 1 e 2
m1
dhi
m1
dhi
m1
dhi
m2
dhi
m2
dhi
m2
dhi
m3
dhi
m3
dhi
m3
dhi
m4
dhf
m4
dhf
m4
dhf
m5
dhf
m5
dhf
m5
dhf
m6
dhf
m6
dhf
m6
dhf
m7
Cod_relatorio (2)
m7
Cod_relatorio (1)
m7
Cod_relatorio (3/4)
m8
n_rel (sequencial)
m8
n_rel (sequencial)
m8
n_rel (sequencial)
m9
utilizador
m9
silo
m9
utilizador
m10
utilizador
m10
peso
m10
utilizador
m11
cod_receita
m11
utilizador
m11
cod_receita
m12
cod_receita
m12
utilizador
m12
cod_receita
m13
cod_aditivos
m13
lote
m13
NumCarro
m14
cod_aditivos
m14
lote
m14
NovoLote
m15
OT
m15
NumLote
m16
OT
m16
AnoLote
m17
NovoLote
m18
NumLote
m19
AnoLote
m21
desejado_S1
m22
desejado_S2
m…
desejado_S…
m63
desejado_S43
m64
desejado_S44
m71
Descarregado_S1
m72
Descarregado_S2
m…
Descarregado_S..
m113 Descarregado_S43
m114 Descarregado_S44
Nesta estrutura é possível identificar que os três primeiros valores correspondem sempre à data de início do
relatório (a primeira memória contem os valores de dia e mês, a segunda ano e hora e a terceira minuto e
segundo), os três valores seguintes correspondem à data final do relatório e o sétimo valor é sempre o tipo
de relatório. É através do valor deste campo que se identifica o tipo de relatório para distribuir pelas tabelas
correctas (1 – carga de silos, 2 – pesagem, 3 – misturador 1 e 4 – misturador 2). Os restantes valores são
variáveis e contém os dados relativos a cada relatório (utilizador responsável, códigos de receitas, pesos
pretendidos e descarregados, números de lote, número de carro utilizado, etc.).
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
60
5.6 Alarmes
Sendo os alarmes uma parte imprescindível de qualquer aplicação SCADA, existem na aplicação principal
várias formas de serem visualizadas:
- Apresenta uma aplicação desenvolvida pela EXSEPI onde poderão ser visualizados
os alarmes e eventos ocorridos entre datas escolhidas pelo utilizador. Esta aplicação tem a
particularidade de poder agrupar os alarmes por ocorrência, dando a indicação do número de vezes
que este foi activado durante determinado período de tempo (Ver capítulo 5.6.1 - Programa gestor
de alarmes).
Mostra uma janela onde se pode visualizar e imprimir os alarmes activos.
Mostra uma janela onde se pode visualizar e imprimir os últimos duzentos alarmes
ocorridos no sistema.
5.6.1 Programa Gestor de Alarmes
A aplicação gestor de alarmes é desenvolvida pela EXSEPI e tira partido dos ficheiros de registo de alarmes
e eventos criados pelo CX-Supervisor. Assim que ocorre um alarme, ou um evento (falha na introdução do
login, falha na comunicação do autómato, etc.), o próprio CX-Supervisor efectua o seu registo num ficheiro
de texto, indicando a hora de ocorrência, descrição e tipo.
Uma aplicação que se encontra a corre em background é responsável pela leitura periódica desses
ficheiros, pelo tratamento da informação e sua escrita em base de dados.
Recorrendo á aplicação de gestão de alarmes, é possível a visualização de todos os alarmes e eventos
ocorridos, assim como possibilita o seu manuseamento para mais fácil consulta.
Figura 65 - Aplicação Gestor de Alarmes
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
61
São várias as funcionalidades desta aplicação, pelo que, de seguida, se apresenta uma breve descrição das
mesmas:
- Actualização da visualização de alarmes. Os alarmes são escritos em base de dados
periodicamente. Depois de o utilizador efectuar uma pesquisa, se novos alarmes são gravados na base de
dados é necessário fazer o refrescamento da visualização, para estes serem apresentados ao utilizador.
- Escolha do intervalo de tempo para visualização de alarmes. Ao pressionar a seta situada
na parte lateral direita do botão de actualização de alarmes é apresentado ao utilizador uma
variada gama de intervalos de tempo, que permitem escolher o período para o qual se
pretende visualizar os alarmes ocorridos no sistema. Os intervalos disponíveis são: 1Hora,
2Horas, 3Horas, 8Horas, 12Horas, 1Dia, 2Dias, 3Dias, 1Semana, 2Semanas, 3Semanas,
1Mês, 2Meses, 3Meses, 6Meses, 9Meses, 1Ano ou entre 2 datas, em que é requerido ao
utilizador que introduza uma data inicial e outra final para visualização de alarmes.
- Top +. Esta funcionalidade permite ver o “Top +” dos alarmes ocorridos no espaço de
tempo previamente seleccionado. Ou seja, o utilizador depois de escolher o intervalo de tempo para o qual
pretende visualizar os alarmes ocorridos, se pressionar neste botão, ao invés de ver uma descrição
completa e exaustiva dos alarmes, verá apenas o nome de cada alarme distinto que ocorreu no sistema e o
número de vezes que ele ocorreu no espaço de tempo seleccionado. É uma funcionalidade interessante
pois pode fazer com que sejam detectadas anomalias no sistema que de outra forma podem passar
despercebidas.
- Exportação para EXCEL. Esta Funcionalidade permite ao utilizador exportar os dados que
está a visualizar no ecrã para uma folha de cálculo do Microsoft EXCEL. Com os alarmes em formato
“EXCEL”, o utilizador poderá então manipulá-los à sua própria maneira.
- Impressão de Relatórios. Esta Funcionalidade permite ao utilizador imprimir os resultados
numa impressora.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
62
5.6.2 Listagem de alarmes
Os alarmes identificados como essenciais para o funcionamento da produção e implementados no sistema
foram:
Alarme no variador dos sem-fins da balança 1
Alarme no variador dos sem-fins da balança 2
Alarme no variador dos sem-fins da balança 3
Alarme do variador dos carbonatos
Alarme nos contactores dos sem-fins da balança 1
Alarme nos contactores dos sem-fins da balança 2
Alarme nos contactores dos sem-fins da balança 3
Alarme nos contactores dos sem-fins dos carbonatos
Alarme no contactor do sem-fim do silo 17
Disparo térmico do transporte da balança 2
Disparo térmico do filtro de carbonatos
Disparo térmico do filtro de aditivos manuais
Disparo térmico do vibro activador
Falha do variador da eclusa do transporte pneumático
Disparo térmico da eclusa do transporte pneumático
Disparo térmico da eclusa do ensaque
Disparo térmico do peneiro do ensaque
Disparo térmico do filtro do ensaque
Disparo térmico do transporte da balança 3
Disparo térmico do blower
Falha de funcionamento do misturador
Sobrecarga no misturador
Botoneira de emergência premida
Falha de posicionamento da comporta 1 da balança 1
Falha de posicionamento da comporta 2 da balança 1
Falha de posicionamento da comporta 1 da balança 2
Falha de posicionamento da comporta 2 da balança 2
Falha de posicionamento da comporta 1 da balança 3
Falha de posicionamento da comporta 2 da balança 3
Falha de posicionamento da comporta da balança manual
Falha de posicionamento da comporta 1 da misturadora
Falha de posicionamento da comporta 2 da misturadora
Falha de posicionamento da comporta 3 da misturadora
Falha de posicionamento do desviador dos carbonatos
Falha de posicionamento do desviador 1 do ensaque
Falha de posicionamento do desviador 2 do ensaque
Falha da electroválvula de descarga do silo 8
Falha da electroválvula de descarga do silo 11
Falha da electroválvula de descarga do silo 20
Botoneira de emergência da misturadora premida
Bloqueio da misturadora activado
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
63
5.7 Base de dados
Não pretendendo fazer uma descrição minuciosa das bases de dados implementadas, foi considerado
importante para a explicação do projecto fazer uma breve apresentação e descrição de algumas tabelas
consideradas fundamentais para o correcto funcionamento das aplicações.
5.7.1 Tabelas fórmulas
A constituição das fórmulas é uma das partes mais importantes para que a automação do sistema funcione
e é formada pelas seguintes tabelas:
Figura 66 - Base de Dados Fórmulas
cabFormula – Contém a informação global identificativa da fórmula como o seu nome e código, data
em que foi elaborada a última revisão, quantidade a produzir, tempo de descarga e mistura, ordem
de descarga de cada uma das balanças constituintes e respectivo tempo de espera pela descarga,
código e nome da fórmula manual, identificação de núcleo (indica se é uma fórmula que origina um
produto para consumo interno da Eurocereal) e identificação de quem criou e validou a fórmula.
corpB1, corpB2 e corpB1 – corpo da fórmula respeitante a cada balança de pesagem em
automático. Contém a identificação da fórmula a que diz respeito e a identificação das matériasprimas pretendidas, assim como o respectivo peso a descarregar.
Cab_manual – armazena a informação principal sobre a fórmula manual que terá que ser preparada
na “Preparação Manual de Aditivos” e adicionada à fórmula principal. Contém a sua identificação,
destino (campo opcional onde poderá ser descrito o destino da fórmula para conhecimento do
operador) e a quantidade total a produzir.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
64
Corp_manual – contém a identificação e respectiva quantidade dos produtos constituintes da
fórmula manual.
Silos – Contém a informação do produto que se encontra em cada um dos silos existentes
MatPrimas – contém informação de todas as matérias-primas existentes e que podem ser utilizadas
na produção. Existindo ou não em stock têm que estar criadas nesta tabela para poderem ser
elaboradas as receitas.
5.7.2 Tabelas Relatórios
De seguida são apresentadas as tabelas que servem de suporte aos relatórios. A maioria das tabelas
poderão dar origem a um relatório por tabela, ou poderão ser combinadas através do campo nrel (número
de relatório) para originar outro tipo de relatórios.
Figura 67 - Tabelas relatórios
Prod_carro_cab_rel – Informação relativa aos carros manuais produzidos e que são utilizados na
produção automática ou nos misturadores.
Prod_carro_corp_rel – informação relativa aos produtos existentes nos carros manuais produzidos.
Rel_Pesagens_cab – informação relativa às pesagens automáticas produzidas na elaboração de
produtos finais.
Rel_pesagens_corp – informação relativa às matérias-primas que fazem parte das pesagens
automáticas e silo onde se encontravam.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
65
Rel_misturadores – informação relativa aos misturadores manuais.
Rel_consumos – informação relativa a todos os consumos de matérias-primas da produção.
Rel_cargas_silos – informação relativa à matéria-prima carregada dos silos para pesagens
automáticas.
Rel_silos_em_manual – informação relativa às matérias-primas que se encontravam nos silos, e
que por algum motivo não foram descarregadas em automático (material insuficiente no silo,
problemas mecânicos ou eléctricos, etc.) e a sua adição teve que ser feita através da balança
manual.
5.7.3 Tabelas configurações
Tabelas que armazenam configurações, previamente introduzidas, para o correcto funcionamento da
aplicação e todos os seus módulos.
Figura 68 - Tabelas configurações
config – o autómato elabora a guarda os relatórios num cartão de memória acessível por FTP (no
capítulo relatórios e especificações técnicas será fornecida uma explicação mais detalhada de como
são elaborados e o porquê de se optar por esta solução). Esta tabela contém as informações sobre
o caminho no cartão de memória onde o autómato guarda os relatórios e os parâmetros para lhe
poder aceder, como o IP, login e password, a directoria onde se encontram e a directoria onde
devem ser guardados no PC.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
66
dados – a tabela dados recebe os dados de todos os relatórios e através de um trigger SQL
distribui-os pelas tabelas correctas. Cada campo da tabela corresponde a um dado do relatório que
varia consoante o mesmo. Os campos m1, m2 e m3 contêm sempre a data/hora de início do
relatório, os campos m4, m5 e m6 contêm sempre a data/hora final do relatório e o campo m7
contém sempre um identificador do relatório. Todos os restantes campos são variáveis consoante o
tipo de relatório e contém dados como código do produto, pesos, identificação do utilizador, tempos,
etc..
cubos – os cubos são uma forma dinâmica de visualizar relatórios que foi desenvolvida pela
EXSEPI. Nesta tabela são armazenadas todas as informações para elaborar esses relatórios para
que a aplicação de visualização seja sempre a mesma, apenas mudando o conteúdo. Cada “cubo”
tem uma descrição, uma sentença SQL que indica como ler os dados que se pretende das tabelas,
o ODBC previamente criado que indica a base de dados a aceder, opções de impressão e a
directoria onde se encontram os esquemas de visualização dos relatórios criados pelo utilizador.
cubos_confg – a tabela cubos_config serve de apoio à tabela cubos e indica para cada cubo os
campos que deverão ser apresentados inicialmente, o nome que deve ser apresentado para cada
campo e o tipo de campo que representa, isto é, se é um campo de listagem, de somatório, etc..
password – contém a informação para autenticação dos utilizadores nas aplicações, ou seja, o
nome, login, password, o nível de acesso, e o código identificativo da sua tag.
programas – indica para cada utilizador a que programas (receitas, relatórios, misturas, etc…) pode
ter acesso.
path – informação onde o CX-Supervisor se encontra a guardar os ficheiros de alarmes e eventos
para poderem ser lidos e armazenados em base de dados.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
67
5.7.4 Outras tabelas
Figura 69 - Outras Tabelas
movent – contém todas as entradas de produto em armazém e respectiva identificação como o seu
número de lote, nome e código da matéria prima, código de barras para impressão e leitura nos
respectivos leitores, quantidade que entrou em armazém, data de entrada em armazém e
identificação do fornecedor.
OT – contém a identificação de todas as produções que são necessárias elaborar. Para cada
produção possui os dados relativos ao nome e código do produto final, nome do cliente para quem é
fabricado, data de entrega, quantidade necessária a produzir e a identificação da fórmula manual
que lhe está anexada e que será necessário preparar antes de iniciar a sua produção.
Prod_carro_cab – Contém a informação sobre os carros existentes em armazém com produções
manuais. Identifica para cada carro o seu número, fórmula, utilizador que a preparou, balança em
que foi preparada, peso e número de sacos.
Prod_carro_corp – contém informação dos produtos existentes em cada carro que se encontre no
parque manual de carros. Essa informação é a identificação, lote e peso da matéria-prima.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
68
6 Especificações Técnicas
6.1 Especificações funcionais
Não existe nas aplicações quaisquer tipo de limitações de número de utilizadores. Os softwares “Programas
de Gestão” e de visualização de “Relatórios” podem ser instalados nos computadores que se revelar
necessário, sem qualquer tipo de limitações e tendo todas as funcionalidades operacionais. As aplicações
“Preparação de produtos manuais”, “Balança Manual” e “Aplicação Principal” também podem ser instaladas
nos PC’s que forem necessários, necessitando, no entanto, da instalação da chave de comunicações para
comunicações com o autómato. Não se recomenda no entanto que, cada uma delas esteja a funcionar em
mais do que um computador ao mesmo tempo.
Estando todos os dados e alarmes guardados em base de dados, estes podem ser consultados sem
qualquer limitação de tempo.
Novos utilizadores podem ser criados por qualquer utilizador que possua uma identificação válida no
sistema e possuam acesso ao programa “Passwords”.
A identificação dos operadores em todas as consolas e PC’s é feita utilizando TAG’s (com excepção da
aplicação principal em que o identificação é feita introduzindo login e password). Este método é utilizado
para acelerar e facilitar o processo de identificação do utilizador no sistema, uma vez que tanto as consolas
como os computadores tácteis não se encontram ligados a um teclado físico.
A Eurocereal pediu que o sinóptico da instalação, onde se encontram todos os equipamentos, suas
características e funcionamento, se encontrasse sempre visível aos operadores. Tendo em conta que a
fábrica possui dimensões consideráveis em que teriam que ser representados 44 silos com os seus
respectivos pesos, balanças de pesagem, misturadora, etc. a solução encontrada foi, com o acordo com o
cliente, fornecer dois monitores e uma placa gráfica com duas saídas, em que num monitor apareceria
sempre o sinóptico da instalação e no outro todos os mecanismos para funcionamento da produção. Poderse-ia ter optado por uma solução em que fossem desenvolvidas duas aplicações, cada uma para o seu
respectivo monitor, mas experiências passadas demonstram que ter mais que uma aplicação de CXSupervisor a correr no mesmo computador não é uma boa opção, originando falhas no CX-Server que
controla as comunicações, que por sua vez provoca muitas falhas de comunicação com os autómatos.
Devido ao pouco consumo de recursos do sistema, não se revelou vantajoso a utilização de 2
computadores (um para monitorização e outro para gestão)
A aplicação foi então desenvolvida para uma resolução de 3360*1050 pixéis, a qual corresponde a dois
monitores, cada qual com uma resolução de 1680*1050.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
69
Apesar de o CX-Supervisor possibilitar o uso de ActiveX, os mesmos foram evitados no desenvolvimento da
aplicação por não existir nenhum componente que fosse estritamente necessário ao seu funcionamento. É
notório que mesmo um simples botão com uma imagem (apenas possível no CX-Supervisor através do
recurso a ActiveX) “embeleza” a aplicação, no entanto experiências passadas demonstraram que o CXSupervisor não se encontra completamente compatível com este tipo de componentes, existindo mesmo
muitas aplicações que bloqueavam sempre que se recorria aos mesmos. Apesar de a OMRON ter
efectuado bastantes desenvolvimentos desde que esse tipo de componentes deixaram de ser usados pela
EXSEPI, como ainda não foi testada a sua fiabilidade, não foram implementados nesta aplicação.
6.2 Especificações de tolerância a falhas
Existe, por parte do CX-Supervisor, a função de efectuar as comunicações com o autómato assim que este
inicia. Não existe no entanto essa funcionalidade no caso de existir quebra de comunicações. Foi
implementado a correr em background um script que, periodicamente testa se as comunicações estão
correctamente estabelecidas e informa o utilizador do estado das mesmas para que possa corrigir o
problema. Todas as funcionalidades que interagem com o autómato ficam automaticamente desabilitadas
até a situação ser reposta na sua normalidade.
A mesma funcionalidade encontra-se implementada para as comunicações com a base de dados. Nos
computadores tácteis, são testadas constantemente as comunicações com o servidor de base de dados e
em caso de falha toda a aplicação fica bloqueada indicando ao operador a necessidade de resolver o
problema.
Um dos métodos mais utilizados para elaborar relatórios de supervisões é o método “online”, ou seja, em
todas as indústrias onde existe um SCADA, é necessário que este se encontre em funcionamento e tendo
isso como principio, a própria supervisão elabora os relatórios à medida que a produção ocorre. Estando
constantemente em comunicação sabe-se o início e final do processo podendo registar-se todos os valores
referentes ao mesmo. Este processo pode ter bastantes falhas e exige um compromisso de que o
computador e respectiva aplicação estejam sempre ligados e que a comunicação PC-Autómato esteja
sempre estabelecida. Isto significa que se a rede de comunicações falhar, o PC avariar ou bloquear e tiver
que ser iniciado, a aplicação parar de funcionar, etc. alguns relatórios podem não ser efectuados ou não
registarem todos os dados necessários. Para uma aplicação deste género, em que os dados de produção
têm uma importância elevada, pode ser grave e comprometer todo o processo de rastreabilidade.
Desde há algum tempo que a EXSEPI tem abandonado este método (principalmente em aplicações em que
os relatórios são fundamentais) e opta por dar a responsabilidade de fazer os relatórios ao autómato. Em
caso de falha de comunicações os relatórios vão sendo armazenados numa pilha e lidos e guardados em
base de dados assim que as comunicações são restabelecidas.
Outro método desenvolvido recentemente (muito devido à possibilidade de os novos autómatos poderem
suportar cartões de memória e de o método das pilhas ocupar muita memória no autómato, limitando o
número de relatórios que este pode gravar) passa por o autómato elaborar os relatórios e guardá-los em
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
70
ficheiros de texto num cartão de memória.. Uma aplicação correndo em background periodicamente acede
ao cartão por FTP, copia todos os relatórios para o PC, apaga-os do autómato e insere os dados na base
de dados previamente definida, que depois tem a responsabilidade de os colocar nas devidas tabelas.
Desta forma se existirem problemas de comunicação PC-PLC, os relatórios continuam a ser guardados no
cartão de memória do autómato. Se existir problemas no servidor de base de dados, os relatórios continuam
a ser guardados no PC em ficheiros de texto até ser possível a sua correcta inserção na base de dados.
Este método liberta ainda a carga das comunicações com o autómato pela aplicação CX-Supervisor.
Sendo o autómato a elaborar os relatórios, necessita que a data/hora esteja sempre actualizada. Todos os
PLC’s actuais já possuem relógio por defeito, mas não garante que esteja sempre actualizado,
nomeadamente na actualização de horário inverno/verão. Na aplicação principal foi elaborado um script que
periodicamente actualiza esse relógio uma vez que a hora deste se encontra preparada para ser
automaticamente actualizada no horário de inverno e de verão.
6.3 Problemas técnicos encontrados
Um dos problemas técnicos encontrados durante a instalação do sistema teve a ver com os leitores de
TAGs, nomeadamente nos que se encontram junto aos PC’s de preparação manual e balança manual.
Seria lógico que a validação das TAGs fosse efectuada por essas aplicações uma vez que os
identificadores se encontram situados junto aos computadores e interagem directamente com a aplicação
neles contida. No entanto o PC das preparações manuais não possui portas de comunicação suficientes
para o efeito. A placa mãe deste computador tem três portas COM e um slot PCI onde foi instalada uma
placa com outras duas portas de comunicação. Para a aplicação seriam necessárias seis, ou seja, duas
para os dois leitores de códigos de barras, duas para as duas balanças de pesagem e mais duas para os
leitores de TAG, ficando a faltar uma porta de comunicação. Foi pensado instalar uma porta virtual ligada a
uma entrada USB no PC para colmatar essa falha, mas a experiência com portas virtuais nem sempre se
revelou segura, uma vez que já foi comprovado que os drivers de algumas marcas de fabricantes deste tipo
de equipamento quando sujeitos a grande carga de comunicações (com o autómato ou outros
equipamentos como consolas, etc.) tendem a entrar em conflito com o CX-Server, originando falhas de
comunicação e por vezes bloqueando o PC. A resolução do problema passou por ligar os leitores
directamente ao autómato e este fornecia os dados lidos à aplicação. Não sendo a solução ideal, a
comunicação destes equipamentos com o autómato já se encontrava implementada e completamente
testada pelo que foi considerada como a decisão mais acertada a tomar, precavendo futuros problemas.
O maior problema técnico encontrado foi relacionado com uma falha nas comunicações TCP/IP entre os
PCs tácteis e a aplicação principal e também o servidor de base de dados. Apesar de não originar graves
problemas para o funcionamento do sistema (atrasando apenas o funcionamento da produção indicando ao
operador que existiu uma falha e que a operação teria que ser repetida), foi uma situação que foi alertada à
Eurocereal e pedido para ser resolvida (a infra-estrutura de redes foi instalada pela Eurocereal e é da sua
responsabilidade o seu correcto funcionamento).
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
71
Mais tarde detectou-se que a leitura de TAGs (principalmente dos leitores que se encontravam mais
afastados do quadro eléctrico) por vezes falhava e era necessário repetir a operação uma série de vezes
até ser dada como válida. Inicialmente pensou-se que a distância poderia ser longa demais (apesar de estar
dentro dos parâmetros normais da norma RS232 que é menor de 20m) e que algum ruído pudesse estar a
afectar a leitura correcta. Foi alterada a comunicação para RS485 (convertida para RS232 junto aos
equipamentos que se interligavam) e detectou-se que apesar de as comunicações terem melhorado
consideravelmente ainda continuavam a existir bastantes falhas, algumas delas bastante críticas. Se
algumas das vezes os dados lidos eram logo identificados como inválidos, por vezes isso não era possível.
Muitas vezes acontecia que ao ler a TAG identificativa de um “Carro” não era lida identificação nenhuma,
outras acontecia que apareciam letras ou números superiores a cem (como o parque de carros só contém
cem veículos foi criada a protecção para que um número superior a esse fosse considerado como inválido)
e como tal, era facilmente identificável que a leitura tinha sido mal efectuada. A situação mais grave e que
comprometia todo o processo acontecia quando ao ler a identificação de um carro, o número que era lido
era válido mas não correspondia ao carro correcto. Na preparação de manuais se o operador não estivesse
atento ao número que foi lido para validar se era o correcto, depois de toda a preparação feita quando fosse
ler novamente a TAG teria que abortar toda a operação e refazer toda a pesagem porque a leitura final do
carro não iria coincidir com a inicial, ou se a leitura fosse novamente mal feita e coincidisse com a leitura
inicial, toda a preparação ficaria em armazém (e na base de dados) identificada a um carro que não era o
correcto, originando que quando essa produção fosse descarregada o carro iria ser identificado como vazio
ou com outra fórmula e não poderia ser descarregado. Muitos outros exemplos para este tipo de problema
poderiam ocorrer e como tal era crítico que fosse resolvido com a máxima urgência.
Relativamente às comunicações TCP/IP todas as fichas foram substituídas e os cabos verificados sem que
isso trouxesse também a resolução do problema.
Depois de identificado o problema (dos leitores de TAG e da rede TCP/IP) não foi fácil encontrar a origem
do mesmo por dois motivos diferentes: primeiro o mesmo não era constante, ocorrendo apenas de tempo a
tempo, não se revelando em nenhuma acção concreta nem com nenhuma periodicidade; segundo, no caso
da rede TCP/IP quando a falha ocorria não era sinal de quebra constante das comunicações mas apenas
de perda de pacotes que em alguns casos era bastante significativa, mas que noutros permitiam o
funcionamento da aplicação apenas atrasando o seu desempenho.
Depois de vários testes foi identificado que o problema só ocorria quando os variadores que controlavam os
motores dos sem-fins de descarga dos silos se encontravam em funcionamento e que estes provocavam
um ruído significativo em todas as comunicações cujos equipamentos se encontravam afastados
significativamente.
Depois de identificado o problema a solução passou por instalar filtros nos variadores. Depois de vários
testes foi concluído que o problema se encontra solucionado.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
72
7 Conclusões e perspectivas futuras
7.1 Conclusões
Após a realização deste projecto, pode-se concluir que o estudo inicial poderia ter sido mais aprofundado
uma vez que algumas necessidades do sistema apenas foram detectadas quando a equipa de trabalho já
se encontrava na Eurocereal. No entanto há que salientar o esforço que tanto a EXSEPI como a Eurocereal
fizeram em realizar reuniões periódicas para constatar o andamento dos trabalhos, o que permitiu que a
orientação do mesmo fosse muito mais proveitosa e que muitas das necessidades fossem detectadas
previamente.
De forma geral durante todo o projecto realizado na EXSEPI, conseguiu-se concluir grande parte das
actividades dentro dos prazos previstos, mas o facto de a supervisão depender do programa de autómato
para realizar algumas tarefas (relatórios, endereçamento de variáveis, etc.) e fazer testes, fez com que por
vezes algumas tarefas tivessem que ser adiadas ou o seu prazo prolongado. Devido à complexidade do
projecto, quando não era possível prosseguir numa determinada tarefa existiam sempre outras que
poderiam ser adiantadas.
Assim que os trabalhos começaram a decorrer na Eurocereal notou-se que algumas funcionalidades não
previstas teriam que ser obrigatoriamente desenvolvidas para possibilitar o correcto funcionamento do
sistema. No entanto nada excepcional foi necessário uma vez que o funcionamento pensado e planeado ia
de encontro à realidade encontrada e as alterações poderiam ser implementadas sem modificar a filosofia
de funcionamento. A funcionalidade não prevista que mais complicada foi de implementar e integrar foi a
possibilidade de um produto que se encontra num silo, preparado para pesagem automática poder ser
introduzido por via manual a meio de uma produção (em caso de avaria no processo de pesagem de um
silo, ruptura de stock no mesmo, etc.).
Essas alterações não previstas fizeram com que o tempo previsto para desenvolvimento final, instalação,
teste e formação nas instalações da Eurocereal fosse consideravelmente aumentado. Para isso também
contribuiu que a altura de mudança entre o sistema antigo e o novo calhasse numa altura em que a
Eurocereal tinha muitas encomendas, pouco stock de produto final e consequentemente muito pouca
disponibilidade para parar a sua produção para serem feitos os testes necessários.
Para tentar menorizar esse problema foram feitos testes mais intensivos em ambiente simulado e planeado
o processo de transição do sistema antigo para o novo para ser efectuado em dois dias (Sábado e
Domingo). Todas as ligações eléctricas que poderiam ser alteradas durante a produção já tinham sido
efectuadas anteriormente e preparadas as restantes para demorarem o menor intervalo de tempo possível a
ligar. Durante o fim-de-semana foi efectuada a transição garantindo que a produção poderia ser retomada,
inicialmente apenas em modo manual e planeada a mudança para o sistema automático de forma gradual.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
73
Em relação à elaboração do relatório existiram algumas dificuldades devido a falta de tempo. No início do
projecto o estagiário ainda possuía outras disciplinas para terminar, frequentando aulas à noite e tendo
outros trabalhos para fazer para as respectivas cadeiras. Na parte final do mesmo, encontrando-se nas
instalações do cliente, pouco tempo restava para despender no mesmo. Posteriormente, para além de
alguns contratempos pessoais, notou-se que houve um aumento significativo de trabalho na empresa (muito
devido ao esforço feito por parte da EXSEPI de concentração apenas no trabalho a elaborar na Eurocereal
pelos três programadores).
A Eurocereal esperava alcançar com a instalação do novo sistema 3 objectivos: rastreamento de todas as
suas produções, maior fiabilidade e redução de erros humanos na produção e um considerável aumento de
produtividade (de 35Tn para 60 a 70tn). Pode-se considerar que todos os objectivos foram alcançados se
bem que o aumento de produtividade ficou aquém do esperado. Inicialmente por os operadores não se
encontrarem adaptados ao novo sistema, o sistema encontrava-se a produzir uma média de 40Tn de
produto por dia. Passado alguns meses e depois da fase de ambientação estar concluída, a média de
produção da Eurocereal encontrava-se a produzir entre as 50 a 55Tn por dia (o máximo atingido num único
dia foi 59Tn), ainda bem longe das 60 a 70Tn esperadas. Este objectivo poderia ser atingido se a produção
diária fosse dedicada a poucas fórmulas de grandes ciclos contínuos, isto é, se num dia for planeado
produzir 70Tn de um único produto continuamente, eliminando as paragens para troca e preparação de
novas de fórmulas, muito provavelmente o objectivo seria possível, mas tanto a capacidade de
armazenamento de produto final como a necessidade imposta pelos clientes não lhe permite optar por esta
solução.
7.2 Perspectivas futuras
O projecto encontra-se concluído e entregue, decorrendo actualmente o período de garantia para correcção
de possíveis anomalias que sejam detectadas.
A Eurocereal pretende durante o ano de 2011 transitar para um ERP diferente do que utiliza actualmente e
será feita a integração do sistema de produção num trabalho a combinar com os técnicos que o forem
instalar.
Já existiram contactos muito informais por parte da Eurocereal para com a EXSEPI de forma a instalar
novas alterações no sistema de forma a melhorar o processo de produção, ideias essas que não estavam
previstas e que apenas foram idealizadas depois do novo sistema se encontrar instalado. De notar que,
futuramente, todos os novos equipamentos adquiridos ou funcionalidades implementadas no processo de
produção poderão ser facilmente integrados nos programas desenvolvidos, o que não acontecia
anteriormente por o sistema instalado não ter sido desenvolvido pela EXSEPI.
Na opinião do estagiário, a produção poderia ter um aumento substancial se todo o sistema fosse
automático, isto é, se todos os produtos fossem automaticamente doseados para a misturadora final,
eliminando o processo de pesagem manual e consequente descarga manual na misturadora, isso faria com
que o tempo de produção diminuísse, a probabilidade de erros humanos diminuísse e todo o processo de
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
74
rastreabilidade seria simplificado. No entanto implementar este sistema não seria fácil e sobretudo seria
bastante dispendioso para a Eurocereal pois teria que adquirir silos que possibilitassem o armazenamento
de algumas matérias-primas em condições especiais e ao mesmo tempo teria que instalar um sistema de
dosagem (pelo menos para estes produtos) de alta precisão que possibilitasse pesagens de alta precisão.
O sistema de produção também poderia ser melhorado se em cada silo fosse instalado um sistema de
pesagem individual, possibilitando que todos os produtos fossem doseados em simultâneo para a
misturadora.
Actualmente o sistema de doseamento automático também não se encontra aperfeiçoado para os produtos
que os silos contêm. Frequentemente o processo de produção é interrompido por o sistema detectar que
não existe material num silo quando na realidade o que se passa é que o produto encontra-se “preso” e por
isso não descarrega. A solução neste problema poderia passar por tentar descongestionar a boca do silo
com um sistema de martelos pneumáticos (pelo menos nos silos que armazenam matérias-primas mais
problemáticas) que fosse actuado em cada descarga provocando uma vibração no silo e consequentemente
uma maior fluidez no corrimento do material. Todo este processo cria atrasos na produção. Entre o tempo
que a balança demora a detectar a falta de material por não existirem alterações no valor da pesagem, o
operador reconhecer o alarme e resolver o problema e tentar novamente a pesagem (que muitas vezes não
fica logo resolvido à primeira tentativa) podem decorrer vários minutos. Isso em bastantes ciclos de
produção pode significar menos algumas toneladas de produção ao fim de um dia.
Para a Eurocereal, apesar de não conseguirem atingir os objectivos de aumento de produção previstos, o
sistema instalado trouxe bastantes benefícios como o aumento de produção, maior fiabilidade nos métodos
de produção e futuro cumprimento das normas HAACCP para a indústria de produção de rações para
animais, que os permite continuar a sua produção e garantir as normas de qualidade exigidas pela indústria
e pelos clientes.
Para o estagiário e para a própria EXSEPI, os conhecimentos adquiridos foram considerados muito úteis
podendo, futuramente, abrir novas portas nesta indústria.
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
75
8 Bibliografia e referências
8.1 Bibliografia
Notas sobre a realização de Relatórios para a Disciplina de Projecto/Estágio, Jorge Barbosa,
DEIS/ISEC – Setembro, 2001
OMRON Corporation, CX-Supervisor Getting Started Software, Release 2.0, 2007
OMRON Corporation, CX-Supervisor Script Language Software, Revision 2.0, 2007
OMRON Corporation, CX-Supervisor User Manual Software, Release 2.0, 2007
OMRON Corporation, CX-Server Runtime User Manual, Revision 2.4, 2005
P470/P370 RF Scanner - Product Reference Guide, Revision C, 2003
R300 - Reference Manual, Revision 2.0
8.2 Referências
http://www.google.pt – “Google definitions”
http://www.whatis.com
http://www.isec.pt
http://www.omron.pt
http://www.exsepi.com
http://msdn.microsoft.com/developercenters/
http://www.dqa.pt
http://www.maxim-ic.com/products/ibutton/
Instituto Superior de Engenharia de Coimbra.
Mestrado em Informática e Sistemas - Especialização em Desenvolvimento de Software
76
Baixar