☰
Explorar
Assinar em
Inscrever-se
Envio
×
Baixar
Sem categoria
FERRAMENTAS PARA O CONTROLE E A
Controle da Qualidade
DIAGRAMA DE FASES
Slide 1
Diagrama de Objetos
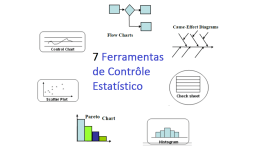
7 ferramentas de Contrôle estatístico
Administração da Produção
FERRAMENTAS GERENCIAIS DA QUALIDADE
AS 7 FERRAMENTAS DA QUALIDADE
Treinamentos e Workshops MASP - Metodologia
Slide 1