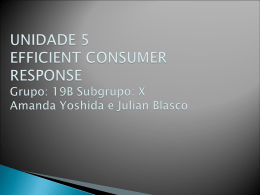
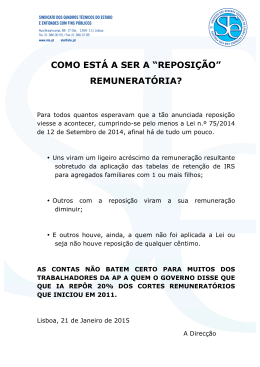
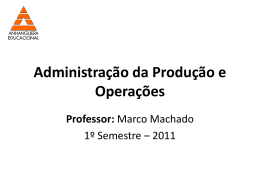
EMPREGANDO O MRPII E SISTEMA DE PONTO DE REPOSIÇÃO PARA REALIZAR O PLANEJAMENTO E CONTROLE DE FERRAMENTAS Antonio Sérgio Fortulan Electrolux do Brasil S/A - Planta São Carlos. Av. José Pereira Lopes, 250 - Botafogo FAX: (016) 272-6122, Tel: (016) 271-9000, CEP 13574-900, São Carlos - SP. Eduardo Vila Gonçalves Filho Universidade de São Paulo - Escola de Engenharia de São Carlos - EESC. Av. Dr. Carlos Botelho, 1465 Centro, FAX: (016) 271-9241, Tel: (016) 274-3444, CEP 13560-250, São Carlos - SP. Marcos Roberto Fortulan Tecumseh do Brasil Ltda - Rua Cel. Júlio Augusto de Oliveira Salles, 478 - Vila Santa Isabel Tel (016) 271-1212, CEP 13570-900 - São Carlos - SP This paper proposes a MRPII and Reorder Point System in order to make easy the tolls planning and control. The tolls importance within actual manufacturing context and a tools management model are described. Keywords: Toll Requirements Plannning, Production Planning and Control, Manufacturing Resource Planning, Material Requirement Planning, Reorder Point System 1. INTRODUÇÃO É fácil de perceber nos sistemas produtivos de hoje, dotados cada vez mais de elevados graus de automação, que a falta de uma ferramenta simples pode vir a deixar parada uma máquina que custe milhares de vezes o seu custo, e toda a infra-estrutura que existe por detrás da mesma. Além disso, a falta de tal ferramenta irá acarretar em atraso na entrega do produto, comprometendo a imagem da empresa com o cliente, e aumento dos estoques, pois para que o operador não fique parado, será designado ao mesmo que processe uma ordem futura, cujo produto ficará parado até a data acordada com o cliente. Individualmente, cada ferramenta pode não ter grande importância no custo total, no entanto, quando se fala no conjunto, o impacto é muito diferente. Os tipos de ferramentas mantidas em estoque dentro de uma empresa de manufatura podem atingir números de 5.000 à 10.000, e MELNYK e LYMAN (1993) explicam que certas ferramentas especiais chegam a representar entre 20% a 30% do custo total da máquina. CHUNG (1991) afirma que a falta de um planejamento apropriado de ferramentas impedirá um fluxo suave da produção, e poderá resultar em aumento de filas, além de aumentar a confusão na programação da produção. Dar maior atenção ao gerenciamento de ferramentas é justificável quando se verifica que os custos das mesmas podem chegar a representar 25% do custo da operação. Portanto, manter os custos de ferramentas num mínimo está relacionado à melhoria da produtividade. Em um FMS (Flexible Manufacturing System), KHATOR e LEUNG (1994) explicam que o seu grande fator de sucesso está na habilidade deste em rotear as peças entre as estações de trabalho, e conforme CHUNG (1991) alerta, nestes sistemas o planejamento para se obter disponibilidade de ferramentas deve ser cuidadosamente observado para que se possam obter os benefícios da flexibilidade propiciados pela troca rápida de ferramentas. Assim sendo, ao planejamento das necessidades de ferramentas deve ser dada a mesma importância que é dada ao planejamento de materiais. Os atuais sistemas informais e reativos, devem dar lugar a sistemas integrados à hierarquia de produção. MELNYK e LYMAN (1993) alertam que o atual conhecimento sobre ferramentas é pobre e cercado de conceitos errados, e se elas forem controladas eficientemente, dentro dos objetivos da empresa, contando com uma integração entre este controle e a produção, um grande número de benefícios pode ser obtido. 2. DEFINIÇÃO E BENEFÍCIOS Ferramenta, conforme definido por MELNYK e LYMAN (1993), é todo dispositivo especial de fixação ou equipamento, que o sistema possa projetar e usar durante os ajustes e operação de uma máquina ou processo de produção. Dentro deste conceito se encaixam serras, fixadores, brocas, ferramentas de corte em geral, rebolos, pincéis, escovas, matrizes, moldes, magazines de ferramentas, gabaritos, etc. Estas ferramentas podem ser classificadas em três categorias, baseadas nas suas atividades, e que enfatizam sua complexidade: a. ferramentas de transporte, b. ferramentas de ajuste (“setup”), e c. ferramentas de produção. Para MELNYK e LYMAN (1993) as ferramentas têm diversas particularidades que devem ser entendidas para se obter melhor aproveitamento das mesmas; no entanto, três peculiaridades ajudam a transformar as ferramentas num recurso que é único e difícil de gerenciar: 1. As ferramentas permitem adequar a capacidade de uma dada máquina, centro de trabalho ou processo de montagem às necessidades específicas de uma ordem de produção, no que diz respeito ao material a ser processado e dimensões; 2. Ferramenta é um dos quatro recursos que precisam estar disponíveis para o processamento de uma ordem de produção, juntamente com material, força de trabalho e capacidade de máquinas; 3. Ferramentas, assim como materiais, não podem ser utilizados em mais de um lugar ao mesmo tempo. Dos estudos que ligam o gerenciamento de ferramentas à performance da manufatura, CHUNG (1991) e MELNYK e LYMAN (1993) destacam que: • 30% a 60% do estoque de ferramentas destinadas à produção estão em algum lugar do chão-de-fábrica, muitas vezes perdidas, deteriorando-se, ou indisponíveis dentro de caixas de ferramentas pessoais; • em torno de 16% do programa de produção não pode ser executado devido à falta de ferramentas; • 40% a 80% do tempo do “encarregado” é perdido procurando e expedindo materiais e ferramentas; • em algumas empresas, operadores perdem mais de 20% de seu tempo procurando por ferramentas; • normalmente, numa empresa metalúrgica, o orçamento anual para ferramentas, gabaritos e acessórios é 7 a 12 vezes maior que o orçamento do equipamento total. Estas observações confirmam ainda mais o significante potencial de ganho que existe sobre o pobre gerenciamento de ferramentas existente atualmente dentro de algumas empresas. MELNYK e LYMAN (1993) complementam que, além dos custos, outros problemas freqüentemente associados à falta de um gerenciamento eficiente de ferramentas incluem: • possibilidade de se estar gerenciando ferramentas obsoletas; • investimento excessivo em ferramentas; • movimentação excessiva de ferramentas; • compras imprecisas de ferramentas; • aumento das filas de produtos em processo por falta de ferramenta; • duplicação desnecessária de ferramentas; • perdas de produção devido à falta de ferramentas. 3. MODELOS PARA O GERENCIAMENTO DE FERRAMENTAS O foco do gerenciamento automático de ferramentas nos estudos apresentados vem sendo voltado à sua armazenagem, sensoreamento de falhas, bancos de dados, alocação, distribuição e suporte computacional. No entanto, enquanto estes estudos tratam da natureza e importância das ferramentas, está sendo negligenciada dos problemas de gerenciamento de ferramentas a necessidade de um bom Planejamento das Necessidades de Ferramentas. Num sistema MRP, as quantidades de componentes de um produto podem ser determinadas a partir da sua lista de materiais, examinando-se a quantidade de subcomponentes que vão dentro do componente do próximo nível hierárquico, e assim por diante até chegar ao item ou material comprado. Dentro desta linha de conduta, é importante e necessário realizar um planejamento de compras e reafiação de ferramentas com relação à demanda de produtos, e assim desenvolver um amplo modelo de TRP (Toll Requirements Planning - Planejamento das Necessidades de Ferramentas) que relacione o consumo de ferramentas e seu estoque, com a demanda dos produtos a serem fabricados por tais ferramentas. Um sistema completo de gerenciamento de ferramentas, segundo MELNYK e LYMAN (1993), consiste das atividades de Planejamento, Programação, Obtenção, Identificação, Distribuição, Manutenção, Rastreabilidade, Controle e Medida de “Performance” das ferramentas, e deve, assim, dedicar ao ferramental a mesma atenção, estrutura e disciplina do sistema dedicado à manufatura. Nesta busca, podemos destacar a estrutura proposta por CHUNG (1991) e KHATOR e LEUNG (1994) representada na figura 1, onde é mostrada a interação total do Planejamento e Controle de Ferramentas com o tradicional sistema de Planejamento e Controle da Produção, mostrando uma forma de relacionamento entre o MRP e o TRP dentro de um modelo único de Planejamento e Controle da Manufatura. A figura 1 situa-se dentro de um ambiente CIM, incorporando várias decisões necessárias ao FMS, como agrupamento de peças em famílias, carga e roteamento. A metade direita consiste basicamente de um sistema tradicional de PCP, e a metade esquerda trata do gerenciamento de ferramentas, incluindo as decisões relacionadas ao FMS. Figura 3.1 - Planejamento e Controle em um ambiente de Manufatura Integrada por Computador Fonte: CHUNG (1991: 478) No entanto, nem sempre é simples estabelecer o relacionamento proporcional entre a utilização de ferramentas e a demanda dos produtos necessários para que se possa fazer o planejamento das necessidades de ferramentas. Além das dificuldades e particularidades já citadas anteriormente, KHATOR e LEUNG (1994) salientam alguns outros fatores que podem vir a dificultar este relacionamento, e os descrevem como: a. Uso de ferramentas de tipos alternativos Geralmente, uma operação pode ser processada por diferentes tipos de ferramentas, a qual pode ser executada em diferentes tipos de máquinas e pode ser processada debaixo de diferentes parâmetros, dependendo do tipo de material a ser processado. b. Falhas de ferramentas Ferramentas possuem uma característica que as difere de todos os itens controlados pelo MRP, a sua vida útil, e sua disponibilidade pode em alguns casos ser medida em tempo de vida. Ferramentas, da mesma forma que outros itens de estoque, acarretam em custos, como de compra e manutenção do estoque, porém, para elas, existem ainda, os custos de falha (da ferramenta) e de desvio da qualidade devido às condições da mesma, e sua quebra, nestes sistemas automatizados, acarreta em elevadas perdas. Este fato tem levado as empresas a trocar suas ferramentas prematuramente na tentativa de prevenir sua falha. c. Recuperação ou reafiação de ferramentas Em muitos casos a vida de uma ferramenta pode ser prolongada através de uma recuperação da mesma. Esta reciclagem inclui reafiar, armazenar e reutilizar. Deve-se observar que uma ferramenta pode ser reafiada apenas um número específico de vezes recomendado pelo fabricante. d. Compras e vida de ferramentas reafiadas O planejamento de compra da ferramenta deve ser reajustado de forma a incorporar a possibilidade de recuperação de uma ferramenta como um recurso. Um controle que combine e identifique ferramentas novas e reafiadas é necessário para garantir a qualidade de certas operações que só podem ser realizadas com ferramentas novas, a fim de atender tolerâncias apertadas, maior precisão, ou, ainda, um melhor acabamento superficial. Isto significa que o controle dos níveis de vida das ferramentas deve ser balanceado com ferramentas novas e recuperadas. e. Estratégias de administração e disponibilidade de ferramentas Algumas estratégias de administração de ferramentas podem ainda afetar o estoque necessário das mesmas. Pode-se praticamente optar por: • manter uma cópia de cada ferramenta para cada operação que a utilize; • manter um volume de ferramentas no ciclo de manufatura, considerando-se o compartilhamento de ferramentas entre diferentes tipos de peças, e assim, carregar ou remover ferramentas durante um ciclo de manufatura de uma operação para outra; • manter certas ferramentas fixas em locais de alta utilização. Além destas estratégias, o controle da ferramenta pode ser afetado pela necessidade de sua disponibilidade imediata em sistemas automáticos. O grau de automação de ferramentas, tipos de suporte dos locais de armazenagem, dispositivos de transporte, monitoração, duplicação (reserva) para o caso de falhas, ferramentas em circulação, ferramentas sendo afiadas e outras novas em preparação são os principais elementos que poderão influenciar este controle nos sistemas automáticos. 4. OS SISTEMAS MRPII E PONTO DE REPOSIÇÃO ASSOCIADOS PARA O PLANEJAMENTO DE FERRAMENTAS Uma ferramenta já disponível como o MRPII pode ser perfeitamente aplicada ao planejamento de ferramentas desde a utilização dos conceitos de “rough cut”, onde os recursos críticos poderiam ser avaliados, até a explosão de necessidades de ferramentas. A estrutura lógica do MRPII atende plenamente o requisito de planejamento de ferramentas. O ponto de reposição pode ser associado ao MRP de forma que complemente e facilite a gestão de inventários de ferramentas, sendo que um sistema de saldo mínimo poderia ser aplicado para algumas ferramentas sem grandes problemas. Para tanto faz-se necessária uma classificação prévia das ferramentas a partir da qual um modelo de planejamento possa ser adotado, ou seja, se é seguido o modelo MRP ou de ponto de reposição. Uma classificação ABC, com algumas diferenciações que considere outros aspectos além do financeiro, poderia dar alguma noção inicial de volume de cada ferramenta. Um aspecto importante deste modelo de gestão é a possibilidade de um planejamento em duas importantes categorias com relação a ferramenta, a saber: • capacidade: neste caso avalia-se a necessidade de capacidade de ferramenta • material: neste caso avalia-se a necessidade de aquisição, fabricação e manutenção da ferramenta Uma ilustração destas categorias pode ser vista através das figuras 4.1 e 4.2. estoque (vida útil) vida útil da ferramenta produção / planejamento acumulados Figura 4.1 - Perfil de Estoque das Ferramentas 5. LISTA DE FERRAMENTAS E ‘CONSUMO’ / PLANEJAMENTO DE FERRAMENTAS Um prévio conhecimento da vida útil da ferramenta permite estabelecer ‘ligações’ de consumo à determinados produtos, de tal sorte que a criação de lista de ferramentas seja possível. Uma vez estabelecida a lista de ferramentas e o conceito de ‘dependência’ decorrente desta, pode-se levantar as necessidades de ferramentas e o perfil de disponibilidade de capacidade deste itens. O consumo de ferramentas pode ser feito atráves do conceito de “backflush” onde a postagem do produto acabado propicia uma dedução da “quantidade” de recurso disponível, ou seja, de sua vida útil. Um armazém especifíco, e isolado do de materiais produtivos, deve ser utilizado para aplicar o “backflush”. Neste armazém encontram-se efetivamente as “ferramentas em processo”, ou seja aquelas que foram disponibilizadas para a produção. horas necessárias disponibilidade de capacidade (horas/dia) produção diária Figura 4.2 - Perfil de Capacidade da Ferramenta Para ferramentas anteriormente classificadas como “C”, o sistema de ponto de reposição através de um lote repositório, limitado por um máximo e mínimo, auxilia o planejamento destes itens. O modelo do sistema de reposição, conforme ilustrado pela figura 5.1, é bem simples e utilizado diariamente permite até diminuições nos limites de estoques através de sistemática avaliação do consumo. estoque Limite superior (máximo) Limite inferior (mínimo) tempo Figura 5.1 - Sistema de Reposição para Ferramentas As ferramentas A e B por sua vez, passam a ser controladas pelo MRP, e através de parâmetros apropriados, pode-se adotar políticas de ressuprimento adequada a cada ferramenta. As formas de ressuprimento podem variar de software para software, mas de uma maneira geral, diversas regras para repor os estoques estão disponíveis nos mesmos. Exemplos destas regras podem ser saldos mínimos ‘dinâmicos’ e fixos, percentual mínimo de atingimento do lote de reposição entre outros. 6. PONTENCIAL DA APLICAÇÃO Através dos mecanismos de planejamento e controle do MRPII pode-se estabelecer uma visão estratégica bem como operacional no acompanhamento, físico e financeiro, das ferramentas. Ao se estabelecer uma política de reposição através do conceito de ponto de reposição o principal resultado é a facilidade no planejamento e o controle dos itens classificados como ‘C’. A pontencialidade da aplicação está na utilização de sistemas comumente disponíveis nas empresas e na simplicidade da aplicação, exigindo para sua operosidade apenas que as exceções sejam relatadas para o sistema, como caso de sistema alternativos de fabricação com outras ferramentas. O importante é que os sistemas MRP associados com sistema de Chão-de-Fábrica ( SFC - Shop Floor Control), proporcionam esta possibilidade. Entre outros aspectos relacionado ao emprego do MRPII e todo seu sistema de custeio é a possibilidade de tornar custos fixos em variáveis, através de consumos de ferramentas, proporcionais a cada produto, fazendo com que valores provenientes de depreciações e custo de ferramentas não sejam realizados através de rateios. Este ponto pouco abordado neste trabalho é merecedor de um estudo mais profundo, de forma que o resultado caminhe no sentido de um sistema de custeio próximo ao sistema ABC (Activity Based Costing). 7. CONCLUSÃO Pôde-se verificar os prejuízos que a falta de um planejamento eficiente de ferramentas pode trazer às empresas, ou ainda, o quanto esta pode deixar de perder se contar com um planejamento eficiente, ainda mais considerando-se a enorme quantidade de novos produtos que são introduzidos diariamente no mercado, pois as ferramentas são a chave do negócio para conduzir o projeto do produto à produção do mesmo, e portanto, é mais do que justificável fazer com que as ferramentas façam parte do Processo de Planejamento da empresa como um todo. 8. BIBLIOGRAFIA 1. CHUNG, C.-H. Planning Tool Requirements for flexible manufacturing systems. Journal of Manufacturing Systems, v. 10, n. 6, p. 476-483, 1991. 2. KHATOR, S. K.; LEUNG, L. C. Intermediate tool requirement planning for FMS. Journal of Manufacturing Systems, v. 13, n. 1, p. 9-19, 1994. 3. MELNYK, S. A.; LYMAN, S. B. Tool management and control: developing an integrated top-down control process. IN: INTERNATIONAL CONFERENCE OF AMERICAN PRODUCTION AND INVENTORY CONTROL SOCIETY, 36. San Antonio, TX, USA, 1993 Proceedings. Fall Church, VA, USA, APICS, 1993, p. 510-513. 4. FORTULAN, A. S. Modelo de gestão JIT/MRP II para empresas de produção seriada. São Carlos, 1996, 176 p. (Mestrado - Escola de Engenharia de São Carlos / USP) 5. FORTULAN, M. R. O chão-de-fábrica e o gerenciamento da produção - com ênfase no gerenciamento de ferramentas. São Carlos, 1996, 159 p. (Mestrado - Escola de Engenharia de São Carlos / USP)
Baixar