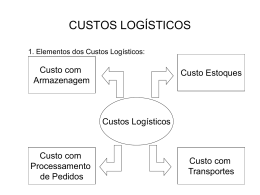
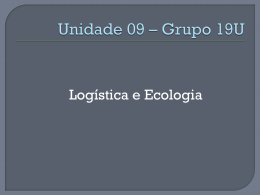
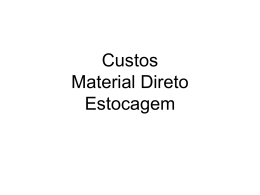
XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 DIMENSIONAMENTO DE ESTOQUE PARA A ÁREA DE EXPEDIÇÃO EM UMA EMPRESA DO RAMO AUTOMOTIVO Paula de Moraes Rodrigues (UFSCar) [email protected] Mauricio Bissi Pires (UFSCar) [email protected] O presente trabalho busca ilustrar os fundamentos relevantes sobre as atividades de armazenagem e estocagem, bem como desenvolver um procedimento de dimensionamento de espaço da área de armazenagem na expedição, a partir de uma minuciosa annálise de Movimentação de Materiais. Por fim, traz a como análise prática um projeto desenvolvido em uma empresa do setor automotivo. Palavras-chaves: Armazenagem, dimensionamento, análise XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 1. Introdução O conceito de armazenagem data como primeira referência em 1953; o termo mais comum utilizado anteriormente era almoxarifado, ou storekeeping, em inglês. No final dos anos de 1960, organizações norte-americanas de grande porte, como a General Eletric, focalizaram a importância do controle de materiais como um conceito geral. Em 1970, tornaram-se pública a existência de armazéns automatizados de alta verticalização, conhecidos como Sistemas de Estocagem/Recuperação Automática (“sistemas AS/RS”), partes fundamentais da fábrica automatizada. A revolução no conceito de estocagem veio à tona durante a década de 80, com a filosofia de estoque tendendo a zero do Sistema Toyota de Produção. Segundo esse conceito, todos os motivos relacionados à necessidade de inventário, como assegurar o contorno de desvios provocados por falhas no processo produtivos, falta de peças, quebra de máquinas e oscilações na demanda, poderiam ser eliminados. Assim, a filosofia de estoque zero trazia intrinsecamente o objetivo de eliminar as causas de possíveis diferenças que o inventário deveria absorver; conceito este utilizado amplamente nos dias atuais. Durante a Segunda Guerra Mundial, com o surgimento de empilhadeiras e paletes de madeira, houve a substituição de instalações de múltiplos andares por edifícios com um único andar. Isso porque a existência desses equipamentos permitia uma melhor e mais rápida movimentação de mercadorias, possibilitando a ampliação do conceito de utilização do espaço. 2. Fundamentos de armazenagem e estocagem O objetivo básico da armazenagem diz respeito à estocagem de maneira mais eficiente e eficaz, maximizando o espaço em três dimensões (largura, altura e comprimento). Nesse momento, faz-se necessária a distinção entre dois conceitos que fazem parte da atividade logística de qualquer empresa, armazenagem e estocagem: o primeiro refere-se genericamente a todas as atividades destinadas à guarda temporária e à distribuição de bens; o segundo faz parte do primeiro, e destina-se às atividades de guarda segura e ordenada dos materiais no armazém. Ambos oferecem também a agregação de valor à manufatura nos âmbitos de tempo e lugar, em maior ou menor escala, disponibilizando um produto em um lugar certo e no tempo certo. Para que o objetivo básico do processo de armazenagem seja alcançado, é necessário que outros menores sejam obedecidos. Assim, a utilização efetiva de mão-de-obra e equipamentos deve ser racionalizada, uma vez que são utilizados em uma função que não se caracteriza por ser produtiva. Também, deve garantir uma movimentação eficiente dos itens, bem como um acesso fácil até eles, já que isso implica no conceito de valor de tempo. Caso as atividades de armazenagem e estocagem sejam realizadas de forma incoerente com os objetivos descritos anteriormente, a manutenção de armazéns ou estoques torna-se inviável, já vez que a mercadoria estocada envolve custos e depreciações (passíveis de juros) e os espaços ocupados em instalações, bem como as estruturas administrativas também acarretam custos para a organização (MOURA,1997). 3. Vantagens referentes ao armazém vertical 2 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Apesar da substituição de estoques verticais por estoques em um único andar, a verticalização ainda de torna mais praticável, uma vez que possibilita uma economia de 200% em termos de espaço, sendo o pé direito do edifício o limite físico. Essas características tornam-se benéficas quando confrontadas com a falta de praticidade de estoques horizontais, em termos de distâncias muito longas a ser percorrida, maior utilização de mão-de-obra e equipamentos de movimentação de materiais, além de ter seu limite apenas as dimensões de área do armazém (MOURA, 1997). Atualmente, esse conceito, aliado ao pensamento de tendência ao estoque zero, possibilita às empresas uma nova perspectiva de armazenagem e estocagem. Se bem estruturado, um projeto com esses objetivos pode possibilitar à empresa vantagens, a médio e longo prazo, em termos de redução em investimentos de equipamentos, mão-de-obra e utilização do espaço. Algumas empresas já fazem uso de uma estrutura semelhante, como é visto em uma empresa brasileira de cosméticos, com planta em Cajamar, no interior do estado de São Paulo. A bem sucedida empresa conta com o maior Armazém Vertical (AV) do país, com 30,5 m de largura e 31 m de altura, o qual é capaz de armazenar mais de 24 mil paletes de produtos e embalagens. O AV também possui a mais avançada tecnologia de gestão de estoque com processos totalmente automatizados; nele, toda a movimentação de produtos e embalagens é controlada por softwares, que utilizam leitura ótica para identificar os locais exatos dos paletes. Os transelevadores são responsáveis pela identificação, guarda e retirada dos produtos, e também pela ligação do AV com o Centro de Distribuição (ABEVD, 2008). 4. O dimensionamento de espaços O problema de dimensionamento de espaços ocorre em todas as instalações da empresa; no entanto, no que diz respeito aos objetivos do artigo de demonstrar os conceitos básicos de armazenagem e estocagem bem como a apresentação de uma aplicação prática, só serão tratados os problemas relacionados ao armazém de produtos acabados. Este envolve todo o fluxo de estocagem nas estruturas: recebimento de produtos acabados das linhas de produção, armazenagem de produtos com segurança e devidamente identificados, seleção de produtos a serem enviados à expedição e embalamento. 4.1 Determinações de espaços necessários É necessário que exista um controle rígido do estoque, já que a tendência deste é sempre aumentar para preencher o espaço do armazém. Assim, é de extrema importância que, durante o planejamento de espaço, seja determinado um nível máximo para o estoque, o qual poderá ser convertido em espaço ocupado. 4.2 A importância do espaço Um dos fatores fundamentais da armazenagem é a utilização de forma correta do espaço disponível. Isso inclui definir a carga a ser armazenada, os níveis e as estruturas de armazenagem, e os meios mecânicos utilizados. Com relação à carga mecânica, é importante que se obtenha a unitização de forma padronizada das mesmas, de modo que se consiga uma boa utilização do espaço. Também, o melhor fluxo de materiais vai depender da prévia determinação do número de entradas e saídas do armazém, tendo em vista que essa função é temporária. O nível de um armazém vai depender, portanto, das dimensões da carga e da quantificação do fluxo de materiais. 4.3 Planejamento de espaço 3 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Esse tópico de preocupa com a quantificação das necessidades do armazém, a partir da seguinte metodologia: - Determinar o que será feito; - Determinar como fazer; - Documentar as necessidades de espaço de cada elemento necessário para realizar a atividade; - Determinar as necessidades totais de espaço. 4.4 Planejamento do espaço para a expedição Apesar da atividade de expedição ser uma das responsáveis pela eficiência e eficácia de um armazém, ela se caracteriza por uma área freqüentemente negligenciada dentro do próprio armazém, manifestando-se na falta de definição de um espaço adequado para essa atividade. Assim sendo, o procedimento a seguir ajuda na definição apropriada desse espaço destinado à expedição: - Definir os materiais a serem expedido; - Determinar as necessidades de docas de expedição; - Determinar a necessidade de espaços para a movimentação de veículos; - Determinar espaços para a manobra dentro do armazém; - Determinar as necessidades de atividades destinadas às docas. 4.5 Definição dos materiais a serem expedidos Para a definição dos materiais, é preciso que todas as informações sobre eles sejam definidas de forma clara. Para um armazém existente, a melhor fonte de informações são os relatórios de remessas anteriores, os quais permitirão a geração de um histórico sobre o que realmente foi expedido. Essas informações dizem respeito às características físicas dos itens, à quantidade a ser expedida, o período em que há expedição de remessas e a natureza do veiculo a ser usado para transportar mercadorias. Esta última informação é necessária para assegurar que sejam oferecidas as instalações apropriadas de doca para acomodar o veículo. 4.6 Espaço para manobras dentro da área de expedição O espaço para manobras dentro de uma doca consiste em dois componentes: o espaço para a plataforma niveladora, permitindo o acesso dentro e fora do veículo, e um corredor para manobras, para garantir o acesso à área. A plataforma niveladora nada mais é do que um equipamento usado para ajustar a altura da doca à altura da carroceria do caminhão, e o espaço utilizado por esse equipamento vai depender da diferença de altura entre doca e caminhão. 4.7 Necessidade de área de estocagem de expedição A área de estocagem em um departamento de expedição funciona como um local onde os materiais são armazenados durante a transferência entre o armazém e a empresa transportadora. Assim, a área intermediária permite o acúmulo das mercadorias de saída, assegurando que o material apropriado será expedido no veículo certo e ao usuário certo. 4 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 O espaço intermediário suficiente será crítico para a realização eficaz da atividade de expedição, dependendo das características das cargas a serem expedidas. Um maior grau de administração sobre as atividades realizadas dentro desse espaço físico dependerá de um amplo controle de chegadas e saídas de veículos na expedição. Nesse caso, a quantidade de espaço intermediário será tipicamente mínima. 4.8 Planejamento do espaço para estocagem Em um armazém, a maior parte de seu espaço será destinada à estocagem. Um elemento crítico para o planejamento do armazém é a determinação das necessidades de espaço para a estocagem de vários materiais. Existem passos a serem seguidos para definir de maneira correta esses espaços: - Definir os materiais a serem estocados; - Determinar a filosofia apropriada de estocagem; - Determinar as necessidades de espaço para os métodos alternativos de estocagem. 4.9 Definir os materiais a serem estocados É necessário que se defina os estoques extremos (máximo e mínimo) esperados para cada categoria de materiais. Dentro desse âmbito existem três filosofias básicas de estocagem: estocagem com localização aleatória, estocagem com localização definida e estocagem com localização combinada. Em uma estocagem com localização aleatória, qualquer unidade de estoque pode ser armazenada em qualquer espaço, desde que este esteja disponível. Quando a localização é definida, a unidade de estoque deve ser impreterivelmente armazenada em um local previamente especificado. Para uma estocagem com localização combinada, há o envolvimento de ambas as filosofias, sendo que a estocagem excessiva deve ser armazenada em qualquer espaço disponível, e uma estocagem menor do produto deve ser armazenada em um local definido. A Tabela 1 descreve de forma sucinta uma comparação qualitativa das três opções. ATRIBUTO LOCALIZAÇÃO DEFINIDA ESTOCAGEM LOCALIZAÇÃO ALEATÓRIA LOCALIZAÇÃO COMBINADA Utilização do espaço Péssima Excelente Boa Acessibilidade Excelente Boa apenas com sistema de localização de estoque Boa Eficiência na movimentação de materiais Boa Boa Péssima Tabela 1 – Comparação entre os três tipos de localização 4.10 Determinar as necessidades de espaço para métodos alternativos de estocagem A necessidade de espaço para estocagem em um armazém depende de dois fatores básicos, representados pela natureza do produto estocado e pelos métodos usados de estocagem e 5 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 movimentação. O segundo conceito toma bastante importância já que se refere ao uso de espaço para estocagem, sendo que pode ser dividido em três frentes: espaço para corredores, espaço vazio de estocagem (porcentagem de espaço perdido por conta do uso ineficiente da capacidade da área) e espaço para entrada/saída. 4.11 Corredores Corredores são definidos como caminhos de passagem dentro e entre as áreas de estocagem e expedição. Eles devem ser localizados de forma a garantir o melhor acesso à estrutura de estocagem e aos equipamentos de carga e descarga. Os fatores a seguir afetam diretamente o dimensionamento e a distribuição de corredores: tipo de estrutura de estocagem, equipamentos de movimentação, tamanho dos itens estocados, capacidade de carga de piso, entre outros (MOURA, 1997). 5. Passos fundamentais para a análise da movimentação e armazenagem de materiais Os passos que serão descritos a seguir são necessários para assegurar que a resposta final e os objetivos de análise sejam cumpridos de forma ótima, podendo assegurar que nenhum fator significante será omitido. 5.1 Identificar o(s) problema(s) O primeiro passo é de extrema importância, pois caso o problema não seja identificado de forma correta, poderá comprometer as soluções encontradas. Um método interessante para identificar o problema, é passear pela fábrica, e observar tudo o que acontece sob o ponto de vista da Movimentação de Materiais. Isso requer um esforço concentrado em separar tudo aquilo que mereça ser aperfeiçoado. Em geral, uma minuciosa análise vai permitir a identificação de áreas de aperfeiçoamento, assim como os problemas encontrados, e identificar possíveis soluções e amplitudes dos problemas. 5.2 Determinar a extensão do problema Uma vez o problema foi identificado, não se devem aplicar soluções “rápidas” e “fáceis” a apenas uma parte do problema. Isso porque é necessário que todo o conjunto seja analisado e resolvido dentro de sua completa estrutura. A análise da extensão de um problema na área de expedição deve incluir, entre outras coisas, a armazenagem e embalagem de produtos acabados, carga e despacho, e transporte aos clientes. 5.3 Estabelecer objetivos Os objetivos são mais facilmente definidos após o estabelecimento do problema; eles devem ser claramente e quantificáveis, de modo que tornem possíveis verificar em que grau são atendidos pelas soluções propostas. 5.4 Definir o problema Essa etapa só poderá ser concluída após o dimensionamento completo do problema. Uma vantagem deste ponto é rever os pensamentos anteriores e estabelecer parâmetros ou limites dentro dos quais possa proceder uma investigação. 6 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Para um aperfeiçoamento da definição do problema, novas oportunidades de melhorias podem ser descobertas, devem-se priorizar os projetos mais viáveis, além de avaliar os benefícios potenciais. 5.5 Determinar os dados os quais devem ser coletados Portanto, após a determinação completa do problema, podem-se definir os dados que serão coletados. Os dados “básicos” devem ser coerentes com o fluxo de Movimentação de Materiais, devendo conter os principais fatores e suas subdivisões. Eles necessitam ser revisados de acordo com as observações conseqüentes do estabelecimento do problema. Informações gerais são também de grande valia; elas podem solicitar um exame das políticas da empresa, um estudo do organograma de responsabilidade, e uma discussão dos planos a longo prazo para auxiliar a tomada de decisão. 5.6 Estabelecer um plano de trabalho O próximo passo é planejar o procedimento e o programa de trabalho pelo qual o problema deverá ser resolvido. O estabelecimento do método de trabalho pode incluir: - Realização de contato com as pessoas adequadas; - Divisão dos problemas gerais em processos, departamentos, áreas ou funções individuais; - Preparação dos planos para estudar o problema: o que e como será feito, quais os dados adicionais necessários e como obtê-los; - Estabelecimento de um cronograma de trabalho detalhado com previsões de tempo para cada atividade principal; - Definição de responsabilidades para cada fase do projeto. 5.7 Coletar dados A coleta efetiva dos dados necessários pode ser realizada segundo os passos descritos abaixo: - Revisão das fontes de dados; - Estabelecimento de relações com outros setores da empresa, afim de estabelecer um grau de cooperação de toda a empresa; - Registro de todos os dados de forma confiável, sem omitir variações cíclicas e sazonais da demanda; - Colheita de dados necessários sobre layouts, fluxos básicos, detalhes da construção do prédio e dos equipamentos, e das pessoas envolvidas na atividade. 5.8 Desenvolver e analisar os dados Depois que os dados foram coletados corretamente, é necessário que os esquemas e as informações adquiridas sejam estudados, analisados e avaliados. O esquema abaixo pode ser utilizado para que esse procedimento ocorra de forma completa: - Verificação de todos os dados para garantir que todos os itens sejam precisos; - Desenvolvimento de tabelas e gráficos para uma melhor análise visual dos dados; - Determinação de intervalos de variação para todos os dados; - Verificação de possíveis inconsistências, erros e dados irrelevantes. 7 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 5.9 Desenvolver aperfeiçoamentos A etapa agora envolve a comparação de dados com todas as soluções possíveis. Como esse procedimento detalhado pode não ser pratico, um guia geral pode facilitar o desenvolvimento do método melhorado. - Investigação para avaliar o efeito de mudanças em setores de Vendas (introdução de novos produtos, absorção dos novos produtos pela área de estocagem), Projeto do produto (modificações na natureza dos produtos, alteração em métodos de estocagem, novos métodos de embalagem) e Processo (alterações estruturais e nos métodos de carga e descarga); - Seleção das soluções possíveis entre todas as sugeridas; - Realização de planos detalhados para os métodos propostos; - Escolha de equipamentos; - Determinação de mudanças estruturais necessárias; - Revisão dos planos propostos. 5.10 Preparar justificativas Um plano de justificativa deve ser proposto após a elaboração minuciosa de todas as etapas de identificação de um problema, e posterior elaboração de planos de correção. Durante essa etapa é preciso que os custos das operações atuais e propostas sejam comparados, o investimento de capital necessário seja calculado, a taxa de retorno sobre investimento seja definida, avaliar benefícios e desvantagens, e identificar outros planos alternativos. É de grande importância que as definições desenvolvidas nessa etapa sejam claras e objetivas, uma vez que irão representar todos os estudos realizados frente uma desejável aprovação da administração. 5.11 Obter aprovação Sendo assim, após a elaboração das justificativas, o objetivo seguinte é obter a aprovação da administração. 5.12 Fazer revisões necessárias Caso a aprovação imediata da solução proposta não ocorra, é preciso que pontos discordantes ou itens que requeiram maior investigação sejam alterados. 5.13 Elaborar os procedimentos para implementação Um plano de implementação da proposta deve ser criado, depois de obtida a aprovação necessária. Isso requer a cotação de prazos de entrega, a escolha cuidadosa de fornecedores e a definição de mão-de-obra, tempo e capital necessários para as instalações do projeto. 5.14 Supervisionar a implementação O pessoal de Movimentação de Materiais fica responsável por supervisionar todo o projeto e assegurar que a implementação seja feita de acordo com os planos; além disso, é esse pessoal que deve cuidar de possíveis mudanças necessárias. 5.15 Acompanhar e controlar a operação O sucesso de todo o método proposto pode ser posto em risco caso os elementos envolvidos não ajam da maneira planejada (MOURA, 1997). 8 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 6. Implantação prática dos conceitos apresentados Para a realização prática acerca do estudo sobre movimentação e armazenagem, utilizou-se de uma empresa do setor automobilístico, fornecedora de assentos e acessórios para ônibus, caminhões e máquinas agrícolas. Também, possui planta sede na cidade de Atibaia, no interior do estado de São Paulo, e se caracteriza por ser filial de uma multinacional alemã. Tomando como base para tal análise os quinze passos referentes à movimentação e à armazenagem de materiais, pode ser possível iniciar o desenvolvimento de uma solução para o problema encontrado na empresa. Seguindo o primeiro passo da análise, identificou-se o problema principal a ser resolvido, que se relacionava diretamente com os custos para a movimentação de produtos acabados do final das linhas de produção para o local de estocagem. O problema incidia sobre a existência de diferentes galpões nos quais eram realizadas as atividade de estocagem, e onde se localizam as linhas de produção. Sobre os custos relacionados a esta movimentação, a participação mais representativa era o referente aos gastos com combustível e aluguel de empilhadeiras, responsáveis pelo transporte entre os galpões. Outro problema identificado, mas conseqüente do problema principal, era a existência de um pátio onde era realizada a carga de assentos e acessórios, e também a descarga de embalagens vazias (racks). Para essa função, era necessária a existência de empilhadeiras, o que gerava mais gastos. A figura 1 representa de modo simplificado parte da planta da empresa e a movimentação dos produtos acabados para o seu estoque, ilustrado o problema principal identificado. Figura 1 – Movimentação de produtos acabados A partir desse momento, determinou-se o objetivo do projeto como sendo o de eliminar o uso do caminhão para o transporte dos produtos bem como a eliminação de uma das empilhadeiras, utilizada na carga e descarga desse caminhão. Para que esse objetivo pudesse 9 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 ser alcançado, a única solução apontada seria a mudança na estrutura da fábrica, com a alocação da área de estocagem logo após as linhas de montagem dos produtos finais. Devido ao espaço reduzido no final das linhas, um estudo a parte sobre essa foi realizado a fim de reduzi-las, para que dessa forma o espaço útil para a alocação dos produtos finais fosse maior. 6.1. Coleta e manipulação dos dados Para a determinação dos estoques finais das linhas, os dados utilizados foram referentes ao faturamento diário do ano de 2007, os quais representavam as quantidades faturadas de cada item, separados por linha. Assim, para que os dados fossem os mais confiáveis possíveis, foi necessária a separação de todos os tipos dos itens faturados no ano de 2007 por linha de produção, bem como a sua divisão em tipos de bancos: 1/3 (bancos de motoristas e acompanhantes), 2/3 (bancos de passageiros) e M (bancos específicos de uma linha de produção). Essa informação foi importante para a posterior projeção de dimensionamento correto do espaço. Para o cálculo das demandas diárias, os dados de faturamento dos diferentes produtos foram agrupados por dia para cada uma das linhas. Devido à perspectiva de crescimento de produção da fábrica para itens de três diferentes linhas para o ano de 2008, todos esses dados tiveram um reajuste sobre perspectiva, formando assim uma previsão para o faturamento de produtos para o ano de 2008. Outros dados incorporados a esta análise são referentes à introdução de uma nova linha de montagem. Neste caso, os dados foram tratados de maneira análoga às demais linhas, porém, sendo realizada a partir de previsões de demanda frente aos dados reais de faturamento para as demais linhas. Em seguida, os dados foram tratados a partir de conceitos estatísticos, a fim de avaliar tanto a média de produtos produzidos diariamente como seu desvio. Dessa maneira, pode-se dimensionar a quantidade de bancos a ser armazenado a fim de cobrir a demanda diária. Tendo como meta o atendimento de 95% dos pedidos sobre cobertura do estoque, e considerando que os pedidos seguem uma distribuição normal em suas quantidades, pode-se utilizar da seguinte relação: Estoque de bancos = Demanda diária + [1,65*(Desvio padrão)]/2. O resultado dessa análise mostrou a necessidade de estocagem de aproximadamente um dia e meio de produção, equivalente a aproximadamente a 1600 bancos. O processo seguinte foi a conversão das unidades de bancos necessárias em espaço ocupado para conseqüente determinação da área de armazenagem total. Devido às variações de tamanho dentre os diversos modelos dos bancos, considerou-se a área ocupada pelo maior destes para que toda a estrutura de armazenagem pudesse comportar qualquer banco manufaturado pela empresa. Além desse ponto, a estrutura de suporte para os bancos é de essencial importância nesse momento, uma vez que esta fornecerá a área real ocupada pelo banco na estrutura vertical de armazenagem. O número de bancos sobre essa estrutura suporte também deve ser considerada, uma vez que existem dois tipos básicos de bancos, 1/3 e 2/3. Para os bancos 1/3, a capacidade dessa estrutura seria de dois bancos enquanto que para bancos 2/3 a capacidade seria de apenas um banco. Tendo a demanda fatura por linha, e a correta discriminação de seus produtos entre os dois tipos básicos de bancos, pode-se calcular a área necessária como sendo: Área = [(Estoque bancos)/(Quantidade de bancos por bandeja)]*(Área da bandeja). 10 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 A Tabela 2 a seguir mostra as necessidades de estocagem de bancos para cada uma das linhas, tanto em quantidades de bancos quanto em área. LINHA Linha 1 Linha 1 Linha 2 Linha 3 Linha 4 Linha 5 Linha 6 TOTAL ESTOQUE DE BANCOS 1/3 2/3 M TOTAL 28 12 0 40 0 0 185 185 354 0 0 354 123 0 0 123 178 0 0 178 82 136 0 218 338 154 0 492 1.104 301 185 1.590 TOTAL EM ÁREA 27 97 186 65 93 185 339 993 2,7% 9,8% 18,7% 6,5% 9,4% 18,7% 34,1% 100,0% Tabela 2 – Necessidades de estocagem A partir desses dados montou-se um esquema simplificado da organização das áreas de estocagem ao termino das linhas. Esse esquema pode ser visualizado na Figura 2. Figura 2 – Distribuição de áreas para estocagem Como última análise da área de estocagem, cabia saber se a área útil disponível seria suficiente para a estocagem de área total de 993m2. Chegou-se à conclusão de que seria viável, uma vez que para um estoque vertical de quatro andares, a área necessária em um plano seria de aproximadamente 248,25m2(993m2/4), sendo que, com a redução do tamanho das linhas, a área disponível no plano seria de 502,4m2. O projeto limitou-se a calcular o espaço necessário para a estrutura do armazém vertical. O próximo passo para o projeto seria a verificação da viabilidade econômica dessa modificação, sendo que este pertencia a um projeto que se seguia concomitantemente. Tanto o projeto exposto, quanto o projeto de viabilidade econômica e rearranjo de linhas, eram responsabilidades de uma equipe exclusiva, liderada pelo Gestor de projetos da empresa. 7. Conclusão A partir das análises discutidas ao longo do artigo, pôde-se identificar os riscos envolvidos com a negligência das necessidades que a área de estocagem e armazenagem demandam. Assim sendo, o fato de lidar de forma irrelevante com o assunto impossibilita que uma provável redução de gastos não aconteça. 11 XXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A integração de cadeias produtivas com a abordagem da manufatura sustentável. Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008 Com um olhar crítico sobre a empresa, e aplicando-se os passos e métodos de análise, foi possível desenvolver um projeto que visava à melhoria do sistema de estocagem na expedição. Apesar da análise da viabilidade econômica ser crucial para a aprovação ou não do projeto, o simples fato que se demonstrar uma redução em aproximadamente 50% de espaço (para uma estrutura de quatro andares), mesmo com aumentos na produção, demonstra o quão é importante e interessante o conceito de armazém vertical. Vale lembrar que algumas características, como a utilização do espaço e a acessibilidade dos produtos, foram beneficiadas pelo fato da estocagem na empresa ser caracterizada como de localização combinada: definida para as linhas, e aleatória para os produtos. No entanto, para que o projeto venha a ter sucesso, é necessário que um bom planejamento da estrutura, bem como do sistema de localização de produto, sejam realizados. Essas medidas têm como objetivo uma melhora na eficiência de movimentação de materiais, facilitando a retirada dos produtos. 8. Referências ABEVD, “Armazém Vertical”, acedido em 09 de Maio de 2008, em www.abevd.org.br. GRAMMER, “Unternehmen”, 09 de Maio de 2008, em www.grammer.com. MOURA, R. A. Armazenagem: Do Recebimento à Expedição em Almoxarifados ou Centros de Distribuição. São Paulo: Manual de Logística - IMAM. Vol. 2, 1997. MOURA, R. A. Sistemas e Técnicas de Movimentação e Armazenagem de Materiais. São Paulo: Manual de Logística - IMAM. Vol. 1, 1997. 12
Baixar