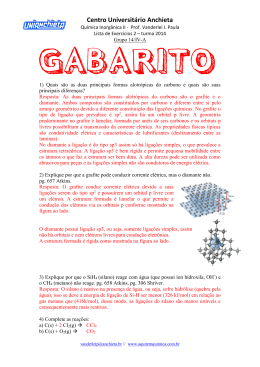
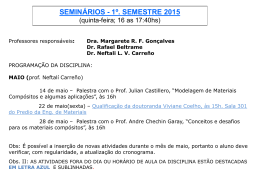
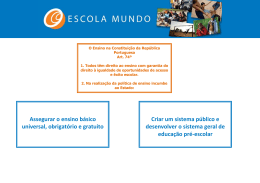
MATERIAL TERMO-ESTÁVEL PARA FERRAMENTAS DE PERFURAÇÃO E DRESSAGEM Guerold Bobrovnitchii, Ana Lúcia Dieguez Skury, Marcello Filgueira, e Rômulo Crespo Tardim Universidade Estadual do Norte Fluminense – UENF / Laboratório de Materiais Avançados – LAMAV Av. Alberto Lamego, 2000 CEP 28015-620 – Campos dos Goytacazes, Brasil. [email protected] Os compósitos a base de “Diamante-SiC” começam a ser utilizados como cortadores de brocas para perfuração de poços, além de outros ramos industriais. A obtenção destes materiais superduros, que têm como característica a termo-resistência elevada, é realizada via sinterização sob altas pressões (até 8,0 GPa) e altas temperaturas (até 2000° C), pelo método de infiltração da matriz (Si) no compacto de pó de diamante. A última tecnologia desenvolvida por pesquisadores ucranianos consiste na utilização de nanodiamantes, obtidos por onda de choque, como ativadores da formação da matriz de SiC. Esta inovação possibilitou melhorar as propriedades dos compósitos em 20 a 30%. No presente trabalho, o processo de mistura e homogeneização das matérias-primas foi realizado em quatro etapas: trituração do diamante em moinho de alta energia para obtenção de nanopartículas com cerca de 20 nm; trituração do pó de Si até obtenção de nanopartículas com 50 nm; trituração da mistura de nanodiamantes e nanopartículas de Si até obtenção de aglomerados com tamanhos entre 30 e 300 nm; mistura das partículas aglomeradas com grafite em escamas na proporção de 1:1 durante 30 min. A sinterização do compósito foi realizada 15 minutos depois de encerrado o processo de mistura e homogeneização. Os parâmetros utilizados foram pressões de 6,0 a 8,0 GPa, temperaturas de 1600 a 2000° C, e tempo de 60 s, utilizando o dispositivo de alta pressão tipo bigorna toroidal com concavidade central de 13,5 mm de diâmetro. Em comparação com o método comum de obtenção, a resistência dos compósitos obtidos pelo novo método aumentou 1,25 vezes, alcançando 2,6 GPa, além de não ter sido identificado Si livre na composição. Em seguida, durante os testes de estabilidade térmica em atmosfera de argônio sob a temperatura de 1600° C, a resistência diminuiu para 2,1 GPa, o que atesta a alta estabilidade térmica deste material. Palavras-chaves: Alta pressão, sinterização, compósito, diamante, termo-estabilidade. 1. INTRODUÇÃO Na atualidade, ferramentas que trabalham sob regimes severos, tais como perfuração de poços e sondagem de rochas com composição variada como o granito, fazem uso de materiais compósitos policristalinos a base de diamante e carbeto de silício (SiC), comercialmente conhecidos por Altex, Syndax-3, entre outras marcas.[1-3] O aperfeiçoamento de processos tecnológicos permite a obtenção deste tipo de policristal através da infiltração de silício no corpo compacto de cristais de diamante, sob condições de alta pressão (8,0 GPa) e alta temperatura (2000° C).[4] A microestrutura de tais compósitos apresenta como regra, um esqueleto de partículas de diamante (representando de 80 a 90% do volume) entre os quais fica o carbeto de silício e o silício cristalino livre. Como foi constatado por Brookes [3], o limite de escoamento do policristal Syndax-3 é um pouco mais elevado que seus componentes iniciais, diamante e carbeto de silício. Este caráter frágil bem pronunciado é comum a todos os compósitos deste tipo. A presença de cristais maiores de SiC e silício livre entre os grãos de diamante provoca o aparecimento de altas tensões residuais internas. Outro aspecto negativo é a baixa eficiência do processo no que diz respeito à produção dos policristais obtidos sem defeitos. Estas observações indicam que durante as pesquisas e desenvolvimento das tecnologias citadas não foi dada atenção ao mecanismo de infiltração. Em seu trabalho, Osipov [5] levantou a questão da influência das condições de compactação a frio e a quente sobre a formação do esqueleto das partículas de diamante. Entretanto, isto é apenas uma parte de todo o processo de formação da estrutura deste compósito. Além disto, o mecanismo de formação do carbeto de silício durante a passagem de silício fundido pelo esqueleto das partículas de diamante não foi esclarecido. Desta forma, existe uma alternativa para as desvantagens citadas: a formação do carbeto de silício fora do esqueleto de diamante [4], com criação de condições favoráveis para a sua penetração. Ainda assim, esta solução não resolve o problema da formação dos indesejáveis cristais de SiC com tamanho avantajado. No presente trabalho foram realizadas pesquisas focadas na busca por um método de formação de SiC na camada de Si externa ao esqueleto. Devido à alta atividade energética da superfície das partículas de nanodiamantes, a mistura reativa formadora de carbeto de silício é constituída de grafite, nanodiamantes e silício, na proporção de 50%Si+40%grafite+10% nanodiamante, em peso. 2. PARTE EXPERIMENTAL Para formação do esqueleto de diamantes foram utilizadas partículas de produção própria . O sistema da síntese foi o Ni-Mn-Zn-C, originando cristais com granulometria 40/28 m que foram quimicamente purificados. Em seguida, as partículas relativamente frágeis foram transformadas em nanopó através da moagem de alta energia. Para a obtenção partículas com 20 nm, o procedimento foi repetido quatro vezes. O mesmo foi feito para o silício até que o pó deste alcançasse a granulometria de 50 nm. Posteriormente, a mistura dos nanopós de ambos os materiais foi feita no mesmo moinho para obtenção de aglomerados com tamanho de 300 nm. Estes aglomerados foram misturados com grafite fino na proporção de 1:1, em volume, por 30 minutos em um misturador universal. A mistura então foi imediatamente compactada sob a pressão de 800 MPa em um molde cilíndrico, obtendo discos com 5,0 mm de diâmetro e 1,5 mm de altura. Este disco foi instalado dentro de um forno de grafite, em conformidade com o esquema apresentado na Figura 1. As partículas de diamante que formam o compósito não foram compactadas, já que este procedimento é impossível. A configuração apresentada para a célula reativa se trata de uma inovação devido à diferença entre o aquecimento das extremidades. A sinterização acompanhada pela infiltração do conjunto SiC+Si foi realizada em uma prensa de 630 toneladas de força, equipada com um dispositivo de alta pressão tipo toroidal com concavidade de 13,5 mm de diâmetro.[6] 2 1 3 7 9 mm 4 6 5 7 mm Figura 1. Célula reativa para realização da sinterização por infiltração: 1 – Tampa superior termo-isolante de calcita; 2 – Condutor de grafite; 3 – Disco de grafite; 4 – Forno tubular de grafite; 5 – Tampa inferior termo-isolante; 6 – Volume para pó de diamante; 7 – Disco com material fonte de impregnação. Os parâmetros da sinterização foram: pressões de 6,0 e 8,0 GPa, temperaturas de 1600 e 1800° C, respectivamente, por um tempo de 45 segundos. O teor dos componentes do disco para infiltração é mostrado na Tabela 1: Tabela 1: Composição dos discos de impregnação segundo as diferentes tecnologias de obtenção dos compósitos: Correlação de componentes do disco de impregnação, p.% Tipo Si grafite nanodiamante Observação a 50 50 Tradicional b 70 30 Otimização c 50 40 10 Novo d 50 30 20 Novo Para análise da influência da diferença de parâmetros e composição dos discos de impregnação, foi utilizada a microscopia eletrônica de varredura (MEV) com réplicas, no equipamento Jeol, modelo JSM-6460 LV. As amostras estudadas foram propositalmente fraturadas nas direções radial e axial. A avaliação da resistência à compressão foi feita na máquina universal de testes Instron, modelo 5582, utilizando bigornas de metal duro (WC+6%Co). Os testes de desgaste foram feitos no Abrasímetro da marca Contenco, onde foi instalado um anel de granito com diâmetro interno de 480 mm e externo de 800 mm. As amostras foram carregadas verticalmente com 10 kgf e, conforme o anel girava, proporcionava uma velocidade linear relativa da pastilha de 0,02 m/s. Como a distância percorrida para todas as amostras foi a mesma, ao fim de cada operação as pastilhas foram pesadas n a b a l a n ç a analítica com precisão ±0,0001 g, marca Gehaka, modelo BG 200. Não foi detectada presença de Si livre nas amostras com nanodiamantes. Por outro lado, em compósitos obtidos pela tecnologia tradicional notase a presença de grãos de Si relativamente grandes. Isto gera microtensões internas que causam a diminuição da resistência da pastilha durante o corte. Os microfractogramas também revelam que a fratura dos compósitos sob temperatura ambiente é intergranular. Isto atesta a alta resistência da interface diamante-ligante (Figura 2d). a) b) 3. RESULTADOS E DISCUSSÃO De modo geral, a análise microestrutural dos compósitos obtidos mostrou que para as amostras em estudo são características a distribuição homogênea das partículas de diamante e a formação de SiC-fase (Figura 2a e 2b). Entre as partículas de diamante de diferentes tamanhos são observadas as camadas de SiC-fase ligante, sendo que entre as maiores, freqüentemente ocorre o contato diamantediamante (Figura 2c). A particularidade de maior importância na distribuição da SiC-fase é que ela se encontra na forma de veios transcristalinos em relação aos grãos de diamante (Figura 2d). Os microfractogramas das amostras estudadas revelam as diferentes características estruturais das amostras estudadas. Para compósitos obtidos através da tecnologia tradicional [1], a faixa do tamanho dos grãos de SiC vai de 0,06 a 0,8 m. Já para amostras obtidas com a adição de nanodiamantes, o intervalo está entre 0,02 e 0,5 m. c) d) Figura 2. Microfractogramas: a) homogeneidade das fases; b) formação da SiC-fase; c) contato diamantediamante entre partículas maiores; d) veios transcristalinos. Constatações como as citadas acima são as responsáveis pela grande diferença dos valores de resistência à compressão dos compósitos estudados. Na Tabela 2 são apresentados dados sobre a grandeza do limite de resistência obtido pelos diferentes métodos. Como pode ser visto, o aumento do teor de nanodiamantes no compósito implica no aumento da resistência à compressão. Este incremento pode ser de 1,3 vezes para compósitos obtidos com parâmetros de pressão de 6,0 GPa e temperatura de 1800° C, e de 1,65 vezes para a pressão de 8,0 GPa e temperatura de 1800° C. Isto significa que a adição de nanodiamantes aproxima a resistência do compósito aos valores de alguns metais duros. É necessário notar que a melhor amostra obtida com adição de nanodiamantes praticamente não difere dos tradicionais com relação à densidade (3,41±0,03 e 3,46±0,04 g/cm3, respectivamente) e dureza (51±8 e 56±7 GPa, respectivamente). Além do crescimento da resistência à compressão, a produção dos compósitos sem defeitos externos aumenta em 1,7 vezes (ver Figura 3). 100 % de produção sem defeitos 90 80 70 60 50 40 30 20 10 C (menor que a temperatura de fusão do Si) eleva a deformação plástica pelo aumento do cisalhamento e ocorrência de maclação, o que permite formar o esqueleto [5].É necessário notar que isto ocorre em um sistema poroso monofásico (diamante). Mas as condições de deformação do conjunto de cristais de diamante não são uniformes, já que predomina a deformação axial [7]. Isto significa que já nesta etapa aparecem tensões internas na região mediana da altura da amostra. Tabela 2. Limite de resistência sob compressão axial estática das amostras do compósito diamante-SiC e de metal duro (WC+10%Co). Tipo n° a 1 2 3 4 Parâmetros de Tensão de com- Desgaste sinterização pressão, GPa durante corte P, GPa T, °C média máxima de granito, g 6,0 8,0 6,0 8,0 1600 1600 1800 1800 1,60 1,70 1,72 1,79 1,82 2,20 2,08 2,28 0,39 Fraturou 0,34 0,32 5 6,0 1600 6 8,0 1600 7 6,0 1800 8 8,0 1800 8 6,0 1600 10 8,0 1600 c 11 6,0 1800 12 8,0 1800 13 6,0 1600 14 8,0 1600 d 15 6,0 1800 16 8,0 1800 Comer 17 (WC+10%Co) cial 18 (WC+25%Co) 1,53 1,60 1,66 1,72 1,92 2,20 2,10 2,50 2,08 2,60 2,28 2,92 4,12 3,03 1,76 1,88 1,95 2,01 2,30 2,00 2,50 2,98 2,89 3,46 3,09 3,55 4,20 3,10 0,41 Fraturou 0,37 0,35 Fraturou 0,28 0,30 0,22 0,26 0,10 0,13 Fraturou 0,28 0,34 b 0 1 3 4 5 7 8 10 11 12 13 14 15 N° das amostras Figura 3. A influência da composição do disco infiltrante sobre a produção, em %, dos compósitos sem defeitos externos. Um aspecto verificado durante os testes de corte de granito foi que a integridade da totalidade das amostras não é garantida, já que alguns compósitos fraturam durante o teste (Tabela 2). Não foi observada nenhuma regularidade ou padrão com respeito a isto. Uma única semelhança une todas as fraturas: elas ocorrem próximas à metade da altura das amostras. Para esclarecer esta situação é necessário realizar uma análise de todo processo de sinterização nas condições apresentadas. Como é conhecido, o processo de sinterização sob alta pressão começa com a aplicação de pressão quase isostática sobre o conjunto de partículas de diamante. Isto provoca a acomodação natural das partículas uma em relação à outra, com posterior fragmentação e deformação plástica de alguns cristais. O aumento da temperatura até 1000° Com a elevação da temperatura aplicada, a deformação plástica das partículas de diamante continua apesar do aparecimento do sistema multifásico (diamante-SiC-Si). Nesta segunda etapa ocorre também a transformação da estrutura de grãos de fase ligante SiC. Pode ser proposto que isto acontece do seguinte modo: Si e C interagem quimicamente; a fusão do Si promove o surgimento de uma solução de SiC; o SiC recristaliza pela ação do Si líquido; SiC recristaliza espontaneamente em um sistema de grãos dispersos. Apontar exatamente quando ocorre a recristalização final do SiC é muito difícil. Mesmo durante a realização de experimentos com interrupção do aquecimento em diferentes tempos não foi encontrada uma resposta. A opinião dos autores é que durante a reação química, ao redor de cada partícula de grafite ou nanopó, forma-se uma camada de clusters de SiC que se dissolve parcialmente em Si líquido e penetra no esqueleto diamantado. As partículas de nanodiamantes servem como catalisadores da transformação de SiC em microcristais de SiC. A última etapa da sinterização está ligada com a interrupção do aquecimento e redução da pressão até o nível atmosférico. Na literatura científica não são encontradas informações sobre a influência das velocidades de resfriamento e alívio pressão sobre a qualidade dos produtos de sinterização. É bastante provável que isto influencie as tensões residuais no corpo da amostra obtida. Com isto, a obtenção do compósito diamante-SiC com a adição de nanopó de diamante por disco infiltrante é mais tecnológica, pois aumenta a resistência do material compósito durante os testes de compressão e aumenta a eficiência da sinterização. 4. CONCLUSÕES - A adição do nanopó de diamante em disco penetrante para a obtenção do compósito diamanteSiC possibilita a formação da fase de SiC ligante de modo homogêneo dentro do esqueleto de diamantes, disperso e determina o teor mínimo de Si livre no compósito; - A tecnologia desenvolvida junto à nova configuração da célula reativa possibilitou obter compósitos com resistência mecânica próxima à resistência de metais duros, e por isso pode ser recomendada para a obtenção de compósitos destinados aos elementos cortantes de brocas para perfuração de rochas; - Apesar da queda na obtenção de compósitos defeituosos, é necessário criar condições otimizadas para compactação e sinterização dos compósitos, eliminando os gradientes de pressão na câmara de compressão do dispositivo de alta pressão. AGRADECIMENTOS Os autores agradecem à FAPERJ pelo apoio dado. 5. REFERÊNCIAS [1] Voronin, G.A., Osipov, S.A., Shulzhenko, A.A. Diamond-silicon carbide based composite intended for rock drilling instruments. Mineral. J., 1995, v. 17, p. 90. [2] Phaal, C., Pirkin, N.J., Burnard, R.P. Patente da Europa n° 0116403, ICL B24 D3/4, C09 K3/14. An abrasive article. Pub. 22.08.84. [3] Brookes, E.J., Harris, T.K., Burnard, R.P. The determination of the static flow stress of polycrystalline diamond – Syndax-3. IDR, 1997, n. 2, p. 51-55. [4] Osipov, O.S., Skury, A.L.D., Bobrovnitchii, G.S., Influence of high sintering pressure on the microhardness and wear resistance of diamond powder and silicon carbide-based composites. Journal of Materials Research, 2004, v. 7, n. 2, p. 335-337. [5] Osipov O, Bobrovnitchii G, Filgueira M. Uma Contribuição ao Estudo da Sinterização Sólida do Diamante. Cerâmica. 2003; 49(311), p. 151-157. [6] Lysanov, V.S., Veprintsev, V.I., et. al. Patente da Alemanha, n. 3030362, ICL C01 B21/064. Verfaren zur herstellung von kubischen bornitrid. Pub: 21.11.86. [7] Levitas, V.I. Stressed State of a Reaction Container of a Recessed Anvil-Type High Pressure Chamber. Superhard Materials, 1981, n. 3, p. 9-13 (In Russian).
Baixar