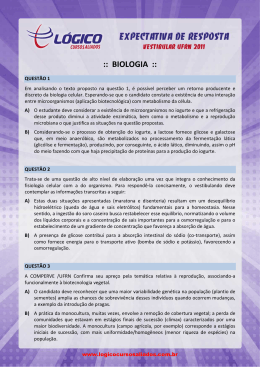
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 ISSN 1517-859 75 EFEITO DA ADIÇÃO DE DIFERENTES TIPOS E CONCENTRAÇÕES DE SÓLIDOS NAS CARACTERÍSTICAS SENSORIAIS DE IOGURTE TIPO FIRME Suely Cristina Gomes de Lima1; Mirna Lúcia Gigante2; Tereza Cristina Avancini de Almeida3 RESUMO O aumento do teor de sólidos do leite utilizado na fabricação de iogurte é uma prática comum e visa melhorar a firmeza e reduzir a sinérese do produto. Este trabalho avaliou as características sensoriais dos iogurtes firmes fabricados com adição de leite em pó desnatado (LPD) ou concentrado protéico de soro (CPS) em diferentes concentrações. Os tratamentos aplicados foram: sem adição de sólido e com adição de LPD ou CPS de forma a aumentar o teor de sólidos para 13 e 15%. Os atributos avaliados foram firmeza e acidez, aceitação global e preferência. A análise sensorial mostrou que os iogurtes obtidos com adição de LPD foram mais bem aceitos pelos consumidores e tiveram aproximadamente 60% de preferência de escolha em relação aos demais iogurtes com adição de CPS e sem adição de sólidos. Palavras-chave: iogurte firme, adição de sólidos, avaliação sensorial EFFECT OF THE ADDITION OF DIFFERENT SOLIDS TYPES AND CONCENTRATION IN THE SENSORY CHARACTERISTICS OF SET YOGURT. ABSTRATCT The increase in the level of milk solids used in the manufacturing of yogurt is a common practice and it seeks to improve the firmness and to reduce product syneresis. This work evaluated the sensory characteristics of the set yogurts manufactured with the addition of skim milk powder (SMP) or whey protein concentrate (WPC) in different concentrations. The treatments were the following: without addition of solids and with addition of SMP or WPC in form order to increase the level of solids to 13 and 15%. The evaluated attribute were firmness and acidity, global accept and preference. The sensory analyses showed that the yogurts obtained with addition of SMP were better accepted by the consumers and it had 60% of choice preference approximately in relation to the other yogurts with addition of WPC and without addition of solids. Keywords: set yogurt, addition of solids, sensory analyses Protocolo 888 de 28/05/2005 1 Professora Msc., Escola Agrotécnica Federal de Castanhal, Rod. BR 316 Km 63 s/nº , Saudade, Castanhal /PA, CEP: 68740-970, Tel: 91 34121626. [email protected] 2 Professora Pós Doutorado, Faculdade de Engenharia de Alimentos.UNICAMP-SP, Cidade Universitária Zeferino Vaz, Barão Geraldo, Campinas/SP, CEP: 13083-970, Tel: 19 37883993. [email protected] 3 Engenheira de Alimentos, Prefeitura Municipal de Campinas, Secretaria Municipal de Saúde, Rodovia D.Pedro, km 140, CEP:13012970 Campinas, SP. 76 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. avançaram rapidamente. Atualmente, a escolha desse produto, se impõe por seu sabor e suas qualidades refrescantes (Rasic & Kurmann, 1978; Veisseyre, 1980; Brandão, 1987). INTRODUÇÃO Aspectos gerais A origem exata dos leites fermentados não é conhecida, mas provavelmente data de milhares de anos atrás quando o homem mudou seus hábitos passando de “recolhedor de alimentos” para “produtor de alimentos”, quando também foram domesticados os primeiros animais. A fermentação do leite é um dos mais antigos métodos praticados pelo homem para preserválo da deterioração. A maioria dos leites fermentados teve sua origem no Oriente Médio e, desta forma, não é surpreendente que os microrganismos associados às suas produções sejam adaptados para crescimento em temperaturas elevadas (Tamime & Robinson, 1988) Diferentes leites fermentados e produtos contendo leite fermentado são atualmente produzidos em diferentes países, porém, o iogurte é provavelmente o leite fermentado mais popular. Embora não se disponha de documentos sobre sua origem, provavelmente é originário dos Balcãs e do Oriente Médio e durante muito tempo diversas civilizações acreditaram em suas qualidades nutritivas e terapêuticas (Tamime & Robinson, 1991) No início do século XX, a teoria de Metchnikoff, denominada “Teoria da Longevidade”, atribuiu ao iogurte vários efeitos benéficos à saúde humana. Para Metchnikoff , a longevidade dos povos dos Balcãs era resultado de uma dieta rica em leite fermentado, contendo um lactobacilo que por muito tempo foi considerado como L. bulgaricus. Posteriormente, verificou-se que o L. acidophilus deveria ser o microrganismo contido em tais produtos pela afinidade deste com o trato intestinal humano. Embora esta teoria tenha exagerado no valor do iogurte, influenciou de forma significativa na difusão do produto em muitos países da Europa (Rasic e Kurmann, 1978; Tamime & Robinson, 1991; Ferreira, 1997). Ainda que o iogurte tenha ocupado durante muito tempo um papel importante na dieta dos habitantes do Oriente Médio e da Europa Central, no ocidente era somente consumido ocasionalmente. Nos Estados Unidos a produção comercial do iogurte foi introduzida em 1942 e após a segunda guerra mundial, particularmente a partir de 1950, a tecnologia de fabricação do iogurte e a compreensão dos fatores que afetam suas propriedades sensoriais Definições e características do iogurte No Brasil, segundo a Resolução GMC 47/97 do Regulamento aprovado no subgrupo 3 do Mercosul, entende-se por “Leites Fermentados os produtos adicionados ou não de outras substâncias alimentícias, obtidos por coagulação e diminuição do pH do leite, ou leite reconstituído, adicionado ou não de outros produtos lácteos, por fermentação láctica mediante ação de cultivos de microrganismos específicos”, estes microrganismos devem ser viáveis e abundantes no produto final durante seu prazo de validade. Dentro dessa classificação geral de leites fermentados incluise o iogurte, leite fermentado ou cultivado, coalhada, kefir e kumys (Nova Legislação..., 1998). O mesmo Regulamento define o iogurte como “o produto incluído na definição acima cuja fermentação se realiza com cultivos protosimbióticos de Streptococcus thermophilus e Lactobacillus delbrueckii ssp bulgaricus, aos quais pode-se acompanhar, de forma complementar, outras bactérias ácido-lácticas que, por sua atividade, contribuem para a determinação das características do produto final”. Quanto a matéria-prima, o iogurte deve conter como ingrediente obrigatório leite e/ou leite reconstituído padronizado em seu conteúdo de gordura e cultivo de bactérias lácticas específicas. Com relação aos ingredientes opcionais, pode conter leite concentrado, creme, manteiga, gordura anidra de leite ou butteroil, leite em pó, caseinatos alimentícios, proteínas lácteas, outros sólidos de origem láctea, soros lácteos, concentrados de soros lácteos, frutas, polpa, suco e outros preparados à base de frutas. Os ingredientes opcionais não lácteos, sós ou combinados, devem estar presentes em uma proporção máxima de 30% do produto final. Durante seu período de validade a contagem de bactérias lácticas totais deve ser de no mínimo 107 UFC/g e quanto aos critérios microbiológicos o produto deverá cumprir os seguintes requisitos: coliformes totais (máximo de 100 NMP/g), coliformes fecais (máximo de 10 NMP/g) e bolores e leveduras (máximo de 200 UFC/g) (Nova Legislação..., 1998). Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. Em termos de composição química, o iogurte é universalmente classificado em três tipos com base no seu conteúdo de gordura, isto é, integral, parcialmente desnatado e desnatado. Porém, a classificação mais utilizada refere-se à estrutura física do coágulo, podendo este ser firme, batido ou liquido (Tamime & Robinson, 1988;) O iogurte firme (set yoghurt) é embalado após a inoculação da cultura láctica e a fermentação/coagulação é realizada na própria embalagem de comercialização. O iogurte batido (stirred yoghurt) é fermentado/coagulado em um tanque, sendo posteriormente a estrutura do gel quebrada antes do resfriamento e embalagem. O iogurte liquido (drinking yoghurt) pode ser considerado como um leite fermentado batido de baixa viscosidade (Rasic & Kurmann, 1978; Kosikowski, 1978; Tamime e Deeth, 1980). Apesar desta classificação geral, outras mais detalhadas, englobando um número maior de características do produto também podem ser usadas, como por exemplo a apresentada por Moreno (1985), que classifica o produto quanto à gordura, viscosidade, tipos de adições ao produto e tipo de processo. O iogurte, tradicionalmente obtido pela fermentação termofílica de Streptococcus thermophilus e Lactobacillus delbrueckii ssp. bulgaricus é caracterizado por um gel suave, viscoso e com delicado sabor característico (Kosikowiski, 1978). Os microrganismos da cultura láctica são os principais responsáveis pela produção dos compostos que caracterizam o sabor e o aroma do produto, que são basicamente o ácido láctico e o acetaldeído (Tamime & Robinson, 1991). Características de qualidade do iogurte Devido a existência de poucas especificações do padrão de qualidade do iogurte, torna-se difícil padronizar sua qualidade até mesmo devido às diversas formas, variedades, métodos de fabricação, ingredientes e preferências do consumidor (Penna , 1994). Entretanto, essa avaliação pode ser orientada tanto por determinações físico-químicas (pH e acidez) como por avaliações instrumentais, como firmeza por exemplo, ou avaliação sensorial de sabor, aparência e textura (Kroger, 1976) Géis de iogurte firme devem apresentar consistência semi sólida e suave sem soro na superfície, sem fendas, orifícios ou outros defeitos (Lucey e Singh, 1998). Schmidt et al. 77 (1980) relataram que iogurtes feitos de leites aquecidos a 90ºC/30 min apresentavam-se com aparência “granulosa”, enquanto iogurtes preparados de leites aquecidos a 80 ou 85ºC/30 min foram descritos como “ suaves e de corpo firme”. Géis ácidos preparados de leite aquecidos severamente com glucona-d-lactona (GDL) apresentam uma superfície “áspera” com visíveis fendas e alguma separação de soro (Lucey et al., 1997). Segundo os autores, a recomposição da rede após a formação do gel pode ser responsável por esses defeitos. A mais importante propriedade estrutural do iogurte firme é a força de seu coágulo e sua conseqüente habilidade para imobilizar água (Dannenberg e Kessler, 1988). A sinérese, é um defeito comum nos produtos fermentados de leite e é conseqüência da contração do gel com concomitante expulsão do soro (Lucey e Singh, 1998). Na prática, uma rápida acidificação do leite e uma temperatura de incubação alta podem ser as principais causas da separação do soro em géis ácidos como o iogurte. Outras possíveis causas para esse fenômeno são: tratamento térmico excessivo da mistura, baixo teor de sólidos totais ( proteína e/ou gordura) da mistura, movimento ou agitação durante ou logo após a formação do coágulo e baixa produção de ácido (pH 4,8) (Lucey e Singh, 1998). Para se evitar este tipo de defeito pode-se recorrer a algumas práticas como: homogeneização da gordura ou aumento do conteúdo de proteínas para cerca de 3,5%; diminuição do conteúdo de minerais; tratamento térmico adequado; abaixamento da temperatura de incubação; resfriamento lento do coágulo; uso de culturas produtoras de substâncias viscosas; uso de estabilizantes e cuidados na manipulação e no transporte (Kroger, 1976). A consistência do iogurte é um atributo tão importante quanto o sabor e o aroma. A firmeza adequada, sem separação de soro, é essencial para a máxima qualidade do produto (Penna, 1994). Uma textura excessivamente firme pode ser causada por fatores como um alto teor de sólidos totais na mistura, adição de estabilizantes ou uma temperatura de incubação muito baixa. Um coágulo “fraco” pode ser causado por fatores como baixo teor de sólidos na mistura, tratamento térmico do leite insuficiente, baixa acidez e altas temperaturas de incubação (Lucey e Singh, 1998). Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 78 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. Defeitos como “grumoso”, “granular” ou presença de “nódulos” são desagradáveis uma vez que os consumidores esperam produtos “suaves” e de “corpo fino” (Bodyfelt et al., 1988). “Grumoso” geralmente refere-se a presença de grandes agregados de proteína em iogurtes que podem muitas vezes atingirem tamanhos de 1-5 mm. Produção excessiva de ácido a altas temperaturas de incubação, uso excessivo de cultura para inoculação foram associados com esse tipo de defeito (Humphreys e Plunkett, 1969). Tratamento térmico excessivo do leite e adição de altos teores de proteínas do soro tem sido também associados com outros defeitos na textura. Em amostras de iogurtes, onde mais de 20% de sólidos desengordurados do leite foram substituídos por CPS, uma textura “granulosa” foi observada (Greig e Van Kan, 1984). MATERIAL E MÉTODOS Matérias-primas •Leite integral homogeneizado e esterilizado; •Leite em pó desnatado instantâneo Molico da marca NESTLÉ; •Concentrado protéico de soro 35% da MILKAUT; •Cultura láctica mista de Streptococcus thermophilus e LactobacilIus delbrueckii ssp bulgaricus da EZAL. Aumento do teor de sólidos O leite homogeneizado esterilizado utilizado na fabricação do iogurte foi adicionado de leite em pó desnatado (LPD) ou concentrado protéico de soro (CPS) de modo a obter-se misturas padronizadas para 13 e 15% de sólidos totais. Streptococcus thermophilus e Lactobacillus delbrueckii ssp bulgaricus, liofilizada e congelada, da marca Ezal (Rhodia). Verificouse a aplicação indicada pelo fabricante. Efetuou-se uma diluição da cultura de modo a utilizar uma alíquota de 1 ml para cada litro de leite, que serviu como inóculo. O procedimento foi repetido a cada novo processamento. Processo de fabricação do iogurte. O fluxograma de processamento do iogurte firme utilizado nos experimentos é apresentado na Figura1. Em cada processamento foram fabricados 5 produtos diferentes. Um iogurte sem adição de LPD ou CPS utilizando-se leite com 11% de sólidos (Leite11%), 2 produtos adicionados de LPD para correção do teor de sólidos para 13 e 15%, denominados LPD13% e LPD15% respectivamente e 2 adicionados de CPS para correção do teor de sólidos para 13 e 15%, denominados CPS13% e CPS15%, respectivamente. O leite e as misturas preparadas a partir do leite homogeneizado esterilizado com diferentes teores de sólidos, obtidos por adição de LPD ou CPS, foram submetidos ao tratamento térmico (95°C/5 minutos), resfriados a 45°C e inoculados com 2,5% de cultura láctica à base de Streptococcus thermophilus e Lactobacillus delbrueckii ssp bulgaricus. Após a inoculação, as misturas foram agitadas com o objetivo de se promover a perfeita distribuição da cultura láctica. Em seguida, foram acondicionadas em copos plásticos que foram fechados com tampas de alumínio termossoldável e incubados em estufa a 45ºC. O tempo de fermentação do iogurte foi calculado a partir do início da inoculação até obter-se pH igual a 4,6. Após o final da fermentação o produto foi resfriado a 4°C em banho de gelo e armazenado em câmara fria, na mesma temperatura, para posterior análise. Preparo do inóculo Foi utilizada uma cultura láctica mista de Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. Leite 11% (sem adição de sólidos) 79 LEITE INTEGRAL HOMOGENEIZADO E ESTERILIZADO Adição de LPD ou CPS para padronização do teor de sólidos (13 e 15%) TRATAMENTO TÉRMICO (95ºC/5 Min) RESFRIAMENTO (45ºC) 2,5% de cultura láctica MISTURA INOCULADA AGITAÇÃO ACONDICIONAMENTO EM COPOS PLÁSTICOS INCUBAÇÃO (45ºC até pH 4,6) RESFRIAMENTO (4ºC) IOGURTE FIRME ARMAZENAMENTO (4ºC) Figura 1 – Fluxograma de processamento do iogurte Análise sensorial Realizou-se um teste sensorial com 50 consumidores não treinados de iogurte natural, para avaliar a aceitação dos produtos. Foram avaliados atributos considerados importantes para a aceitação do iogurte: “firmeza ao pegar o produto com a colher”, “firmeza na boca” e “acidez” usando-se a escala do ideal de 7 pontos, “aceitação global” usando-se escala hedônica de 9 pontos e preferência pela indicação do produto escolhido entre 5 amostras (Meilgaard et al., 1991). As amostras de aproximadamente 80g, foram servidas a aproximadamente 7ºC em copos plásticos de 100 ml, codificados com números aleatórios de 3 dígitos. A ordem de apresentação das amostras foi sorteada entre os provadores seguindo delineamento de Macfie et Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 80 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. al. (1989) para 5 amostras. O teste foi realizado em cabines individuais Os resultados das avaliações dos atributos foram analisados por histogramas de porcentagem de notas na escala do ideal. Os dados de aceitação global foram analisados estatisticamente por análise de variância (Anova) de 2 fatores (amostra, provador) e teste de média Tukey usando-se o programa SAS. Para os resultados de preferência, obtidos em %, foram computados o número de vezes em que cada produto foi escolhido. RESULTADOS E DISCUSSÃO Dos 50 provadores que realizaram o teste 30% eram do sexo masculino e 70% do sexo feminino, dos quais 2% tinham idade entre 1520 anos, 28% entre 21-25 anos, 42% entre 26- 30 anos, 18% entre 31-40 anos e 10% entre 4150 anos. A freqüência de consumo do produto entre os provadores era: 14% consomem todos os dias, 24% uma vez por semana, 22% a cada 15 dias e 40% uma vez por mês. Os resultados da avaliação dos atributos sensoriais “firmeza ao pegar o produto com a colher”, “firmeza na boca” e “acidez” dos iogurtes obtidos nos processamentos estão apresentados nas Figuras 2, 3 e 4. Pelo histograma apresentado na Figura 2 observamos que os iogurtes adicionados de LPD ou CPS para aumentar o teor de sólidos para 13% (LPD13% e CPS13%) obtiveram uma maior porcentagem de notas 4 (está do jeito que eu gosto) na escala do ideal utilizada com relação ao atributo “firmeza ao pegar o produto com a colher”, indicando uma preferência do consumidor pela firmeza apresentada por esses produtos. Figura 2 - Freqüência de notas na avaliação sensorial para o atributo “firmeza ao pegar o produto com a colher”. (4- Está do jeito que eu gosto; 1- Muito menos firme do que eu gosto; 7- Muito mais firme do que eu gosto) O produto LPD15% apresentou maior freqüência de nota maior que 4, indicando um produto mais firme do que o consumidor gosta. O iogurte obtido sem adição de sólidos (Leite11%) apresentou uma maior porcentagem de notas tendendo para menos firme do que o consumidor gosta, enquanto o produto CPS13% obteve maior porcentagem de notas 3 e 4 dentro da escala do ideal, sendo também um produto bem aceito pelo consumidor no atributo “firmeza ao pegar com a colher”. Podemos observar uma estreita relação entre a análise instrumental da firmeza e a avaliação Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. sensorial do produto quanto a “firmeza ao pegar com a colher”. O produto que apresentou uma maior porcentagem de notas que indicam uma firmeza menor do que o consumidor gosta (Leite11%) também apresentou a menor firmeza instrumental (128,6 g), o produto que foi 81 indicado como mais firme do que o consumidor gosta (LPD15%) apresentou também a maior firmeza instrumental (273,27 g). Os produtos preferidos pelo consumidor quanto a firmeza ao pegar com a colher (LPD13%, CPS13% e CPS15%) apresentam firmeza instrumental variando de 131,01 a 199,10 g. % d e n o tas n a e sc a la 30 25 20 L e ite 1 1 LP D 13 C P S 13 15 LP D 15 C P S 15 10 5 0 1 2 3 4 5 6 7 E s c a la d o id e a l % de n otas n a escala Figura 3 - Freqüência de notas da avaliação sensorial para o atributo “firmeza na boca”. (4- Está do jeito que eu gosto; 1- Muito menos firme do que eu gosto; 7- Muito mais firme do que eu gosto) 30 25 Leite 11 LP D 13 C P S 13 20 15 LP D 15 C P S 15 10 5 0 1 2 3 4 5 6 7 E scala d o id eal Figura 4 - Freqüência de notas na avaliação sensorial para o atributo “acidez”. (4- Está do jeito que eu gosto; 1- Muito menos firme do que eu gosto; 7- Muito mais firme do que eu gosto) Observa-se na Figura 3, que descreve a preferência do consumidor quanto a firmeza do produto na boca, que os produtos LPD13%, LPD15%, CPS13% e CPS15% estão dentro dos padrões de firmeza na boca que agradam o consumidor. Observa-se uma maior freqüência das notas em torno de 4 na escala para todos os produtos, tendo o produto LPD13% apresentado uma melhor aceitação. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 82 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. Semelhante ao que ocorreu no atributo tendência do consumidor a achá-los mais ácidos “firmeza ao pegar o produto com a colher” o do que gostam, entretanto a % de ácido láctico produto Leite11% mostrou-se menos firme do desses produtos não é superior à porcentagem que o consumidor gosta e o LPD15% também dos produtos preferidos pelo consumidor. Essa mostrou-se com uma porcentagem de notas que observação pode ser atribuída ao fato do CPS tende para um produto mais firme do que o ter interferido na percepção sensorial dos consumidor gosta. consumidores, realçando a acidez. Com relação a acidez dos produtos A Tabela 1 apresenta as médias obtidas para observamos que LPD13% e LPD15% aceitação global dos produtos, onde observa-se receberam maior porcentagem de notas 4 pelos que os produtos com maior aceitação foram o consumidores, indicando uma preferência do LPD13% e LPD15%. O LPD13% diferiu consumidor pela acidez desses produtos. O significativamente (p 0,05) dos produtos Leite11% mostrou-se bem aceito pelo Leite11%, CPS13% e CPS15%, porém não consumidor quando comparado com os diferiu do produto LPD15%, que por sua vez produtos CPS13% e CPS15%. não diferiu significativamente dos demais Com relação aos produtos adicionados de produtos (CPS13%, Leite11% e CPS15%). CPS, observou-se dentro da escala uma . Tabela 1 - Resultados obtidos na avaliação de aceitação global dos produtos Erro! Vínculo não válido.Os valores com a mesma letra, não diferem significativamente entre si (Teste de Tukey a 5% de significância) Este resultado confirma os resultados anteriormente apresentados onde observa-se que o produto LPD13% obteve o melhor desempenho em todos os atributos avaliados (firmeza ao pegar com a colher, firmeza na boca e acidez). A Figura 5 apresenta a distribuição das notas da avaliação sensorial para aceitação global dos iogurtes utilizando-se escala hedônica de 9 pontos. % de notas na escala 14 12 10 Leite11 8 LPD 13 CPS 13 6 LPD 15 4 CPS 15 2 0 1 2 3 4 5 6 7 8 9 ESCALA HEDÔNICA Figura 5 - Freqüência de notas da avaliação sensorial para aceitação global do produto.(1-desgostei extremamente; 5-nem gostei/nemdesgostei; 9-gostei extremamente) Na última questão da ficha de avaliação sensorial, perguntou-se “que amostra você preferiu? Indique uma” Os resultados mostraram que os produtos adicionados de LPD para aumento do EST da mistura utilizada para fabricação de iogurte tiveram maior % de escolha, ou seja, maior % de preferência pelos consumidores. Como mostra a Tabela 2. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. Tabela 2- % de preferência dos produtos pelo consumidor. Produto % preferência LPD15% 35,41% LPD13% 29,17% CPS15% 12,5% Leite11% 12,5% CPS13% 10,42% De uma forma geral os comentários relativos aos produtos com adição de LPD foram do tipo “a textura das amostras, com exceção de Leite11%, em geral está muito parecida”, “todas as amostras estão muito boas”, “consistência e acidez das amostras estão boas” levando a crer que foram bem aceitos pelo consumidor. Para os produtos adicionados de CPS houveram comentários do tipo “ sabor residual estranho”, “sabor estranho” e “sabor forte de gordura”. Como pode ser observado pelos resultados acima conclui-se que os produtos adicionados de LPD tiveram melhor desempenho que os adicionados de CPS e Leite11%, tanto em relação aos atributos sensoriais de acidez e firmeza quanto a aceitação global e preferência dos produtos. Os resultados sugerem que sensorialmente o emprego de LPD a 13% seja o mais indicado para o aumento de EST da mistura para fabricação de iogurte, uma vez que a 15% o aumento da firmeza foi maior que o consumidor consideraria como firmeza ideal (nota 4 na escala sensorial). CONCLUSÕES Os produtos adicionados de LPD para aumento do teor de sólidos foram os mais aceitos pelos consumidores, tendo em torno de 60% da preferência de escolha entre os iogutes, sendo que o produto adicionado de LPD para aumento do teor de sólidos para 13% teve o melhor desempenho na avaliação dos atributos “firmeza ao pegar com a colher”, “firmeza na boca” e “acidez”. REFERÊNCIAS BIBLIOGRÁFICAS Bodyfelt, F.W.; Tobias, J.; Trout, G.M. – The sensory evaluation of dairy products. Van 83 Nostrand Reinhold, New York, p.227-299, 1988. Brandão, S.C.C. -Tecnologia da fabricação de iogurte. Revista do Instituto de Laticínios “Cândido Tostes”, Juiz de Fora, v. 3, n. 250, p. 3-8, 1987. Dannenberg, F.; Kessler, H.G. Effect of denaturation of b-lactoglobulin on texture properties of set-style nonfat yoghurt. 1.Syneresis. Milchwissenschaft, v.10, n.43, p. 632-635, 1988. Ferreira, C.L.L.F. Valor nutricional e bioterapêutico de leites fermentados. Revista Leite & Derivados. São Paulo, Ano 6, n. 36, p. 46-52, 1997. Greig, R. I.; Van Kan, J. Effect of whey protein concentrate on fermentation of yoghurt. Dairy Industries International. London, v. 49, n. 10, p. 28 - 29, 1984. Humphreys, C.L.; Plunkett,M. – Yoghurt: a review of its manufacture. Dairy Science Abstracts. v.31,p.607-622, 1969. Kosikowski, F.V. Cheese and fermented milk foods. Kosikowski and Associates, 2ed. New York, USA, 711 p., 1978. Kroger, M. – Quality of yogurt. J.Dairy Sci., Urbana, v.59, n.2, p. 344-350, 1976. Lucey, J.A.; Singh, H. – Formation and physical properties of acid milk gels: a review. Food Research International. v. 30, n.7, p. 529-542, 1998. Lucey, J.A.; Van Vliet, T.; Grolle,K.; Geurts, T.; Walstra,P. Properties of acid casein gels made by acidification with glucono-dlactone. I. Rheological properties. International Dairy Journal. V.7, p. 381388, 1997. Macfie, H.J.; Bratchell, N.; Greenhoff, K.; Vallis, L. Designs to balance the effect of order of presentation and first-order-carryover effects in hall tests. Journal of Sensory Studies, n.4, p.129-148, 1989. Meilgaard, M.; Civille, G.V.; Carr, B.T. Sensory Evaluation Techniques. 2.ed. Florida-USA: CRC Press, 1991. Moreno, I. O Iogurte. Revista Leite & Derivados. São Paulo, v. 4, n. 22, p. 56-59, maio/jun. 1985. Nova legislação de produtos lácteos e de alimentos para fins especiais, diet, light e enriquecidos. Fonte Comunicação e Editora: São Paulo, 1998, 212p. Penna, A.L.B.; Uso de soro demineralizado em pó na fabricação de iogurte. São Paulo, 1994 Tese (Mestrado). Universidade de São Paulo. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006 84 Efeito da adição de diferentes tipos e concentrações de sólidos nas características sensoriais ..... Lima et al. Rasic, J.L.; Kurmann, J.A. Yoghurt: scientific grounds, technology, manufacture and preparation. Copenhagen: Tech. Dairy Publishing House, 1978, 427 p. Schmidt, R.H.; Sistrunk, C.P.; Richter, R.L.; Cornell, J.A. Heat treatment and storage effects on texture characteristics of milk and yogurt systems fortified with oil-seed proteins. Journal of Food Science.v.45, p.471-475, 1980. Tamime, A.Y.; Deeth, H.C. - Yoghurt technology and biochemestry. Journal of Food Protection. Ames, v. 43, n.12, p. 939977, 1980. Tamime, A.Y.; Robinson, R.K. Technology of manufacture of termophilic fermentes milk. Bulletin of the Institute of Dairy Federation, no 227, 1988 Tamime, A.Y.; Robinson, R.K. Yogur: ciencia y tecnologia, Zaragoza. Acribia, 1991. 368 p. Veysseire, R. Lactologia tecnica: composición, recogida, tratamiento y transformacion de la leche. Barcelona: Ed. Acribia, 1980. 629 p. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.8, n.1, p.75-84, 2006
Download