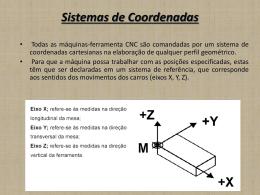
Exercício 5 Desenhe o perfil (coordenadas em incremental). UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Ponto X Y R I J Ponto X Y A -15 15 15 h 0 15 J 5 0 B 0 10 K 5 C -10 10 L D -15 0 E -15 0 F -5 0 G -10 -10 H 0 -30 I 5 -5 7.5 h -7.5 0 5 ah 5 R I J -5 5h 0 -5 5 -5 5 ah 5 0 M 10 0 N 15 O 10 0 P 15 10 Inicio 0 25 -15 15 h 0 -15 0 Prof. José Hamilton Chaves Gorgulho Júnior Exercício 5 Exercício 6 A B C D E F G H I J K L M A Sist. A A I I I I I A I I A A A A X Y R I J -35 -25 35 -25 -10 20 -15 0 -10 10 10 (h) 0 10 0 5 5,0679 8,6991 10 (h) 10 0 25 30 0 5 -20 0 -14,3498 21,7492 -20 20 10 (h) -5,6502 8,2508 -35 20 -35 -25 Exercício 6 Programação CNC Básica (Linguagem ISO) Informações de geometria X – Movimento longitudinal (508 mm) Y – Movimento transversal (406.4 mm) Z – Movimento vertical (406.4 mm) R0 – Raio de circunferência Funções auxiliares N – Numeração das linhas O – Número do programa (até 4 dígitos) S – Rotação do eixo-árvore E – Zero-peça (de 1 até 48) H – Comprimento da ferramenta (1 até 99) I – Centro de circunferência em X D – Diâmetro da ferramenta (1 até 99) J – Centro de circunferência em Y F – Velocidade de avanço (mm/min) K – Centro de circunferência em Z Q – Passo em ciclos fixos ( – Comentários Códigos M básicos M0 – Parada de programa M1 – Parada de programa condicional M2 – Fim de programa Códigos G básicos – Movimentos Lineares Avanço rápido (G0): movimenta os eixos na maior velocidade possível. Primeiro move Z e depois X e Y. M3 – Liga eixo-árvore (horário) G0 X__ Y__ Z__ M4 – Liga eixo-árvore (anti-horário) M5 – Desliga eixo-árvore M6 T__ – Troca ferramenta (1 até 21) M8 – Aciona o fluido refrigerante Avanço linear (G1): movimenta os três eixos simultaneamente, na velocidade de avanço programada. G1 X__ Y__ Z__ F__ M9 – Desliga fluido refrigerante Definição do sentido da interpolação circular (G2 e G3) É necessário definir o plano de trabalho para os cálculos (XY, XZ ou YZ); Deve-se observar o plano de trabalho (interpolação) do sentido positivo do eixo de rotação; Estando sobre o ponto inicial deve-se observar se o movimento é horário ou anti-horário para atingir o ponto meta. 5 Z F C E 4 6 Y 3 D A 2 Plano XY: G17 Plano XZ: G18 1 B X Plano YZ: G19 Códigos G básicos – Interpolação Circular Códigos G básicos – Interpolação Circular Horária com definição do raio (G2): faz um arco de circunferência do ponto atual até as coordenadas programadas. Se R0 for positivo usa-se o percurso menor, e se negativo, o maior. Não faz circunferências completas. Horária com definição do centro (G2): faz um arco de circunferência do ponto atual até as coordenadas programadas. Faz circunferências completas. G2 X__ Y__ R0± ±__ F__ (plano XY) G2 X__ Z__ R0± ±__ F__ (plano XZ) G2 X__ Y__ I__ J__ F__ (plano XY) G2 X__ Z__ I__ K__ F__ (plano XZ) G2 Y__ Z__ J__ K__ F__ (plano YZ) G2 Y__ Z__ R0± ±__ F__ (plano YZ) Códigos G básicos – Interpolação Circular Exemplo de Interpolação Circular Horária – Menor Percurso Anti-horária (G3): igual ao G2. C2 G3 X__ Y__ R0± ±__ F__ (plano XY) G3 X__ Z__ R0± ±__ F__ (plano XZ) G3 Y__ Z__ R0± ±__ F__ (plano YZ) G3 X__ Y__ I__ J__ F__ (plano XY) G3 X__ Z__ I__ K__ F__ (plano XZ) G3 Y__ Z__ J__ K__ F__ (plano YZ) Final Início C1 Exemplo de Interpolação Circular Horária – Maior Percurso Modal Quando em absoluto a coordenada que se repete NÃO precisa ser digitada. C2 Em incremental uma coordenada NÃO digitada significa que o eixo não será movimentado. Final Início Modal Um comando ou parâmetro modal é aquele que fica ativo até que outro o substitua (não precisa ser digitado na linha seguinte se for o mesmo). São eles: Modal .... G0 X10. Y20. F100 .... G0 X10. Y20. F100 G0 X10. Y-15. Y15. G1 X-100. Y-15. F125 G1 X-100. Y-35. F125 G1 X-100. F125 Y-35. G1 X-150. Y-35. F125 X-150. X, Y, Z G1 X-150. Y-45. F200 G1 X-100. Y40. F200 Y45. F200 X100. Y40. I, J, K .... .... G0, G1, G2, G3, ... F Corretores de ferramentas Corretores de ferramentas Estrutura de um programa N10 O1070(EXEMPLO PAG38 Identificação do programa N20 G0 G17 G40 G80 G90 M5 M9 H0 Z0 linha de segurança ou rotina de inicialização N30 N40 N50 N60 T2 M6 (FRESA DIAM 4 X18. Y-5. E10 S1500 M3 D2H2M8 Z2. N70 N80 N90 N100 N110 N120 N130 N140 N150 N160 N170 N180 N190 N200 N210 N220 N230 N240 G1 Z-2. G41 G1 X18. Y0 F40. X13. X0 Y22. X7. G3 X15.Y30. I0 J8. Y43.7 X56. Y16. X49.6 G3 X37.6 Y4. I0 J-12. Y0 X13. Y-3. Z2. G40 X10. Y-5. N250 N260 N270 N280 N290 (ENDING PROGRAM M5 M9 G0 G90 H0 Z0 E0 X0 Y0 Z0 M30 rotina para troca de ferramenta corpo do programa fim de programa Um programa é constituído por blocos (linhas). Cada bloco tem um número de identificação e é constituído por comandos, funções e parâmetros (modais ou não). Identificação do Programa Identificação do Programa N1 O____ (_______________ N1 O____ (_______________ N2 (PROGRAMADOR: ________________ N2 (PROGRAMADOR: ________________ N3 (CLIENTE: _______________________ N3 (CLIENTE: _______________________ N4 (DATA: ___ / ___ / ___ N4 (DATA: ___ / ___ / ___ N5 (PECA: __________________________ N5 (PECA: __________________________ N6 (OPERACOES: ___________________ N6 (OPERACOES: ___________________ N7 (MATERIAL: _____________________ N7 (MATERIAL: _____________________ N8 ( N8 ( Linha de segurança ou inicialização Linha de segurança ou inicialização N__ G0 G17 G40 G71 G80 G90 H0 Z0 N__ G0 G17 G40 G71 G80 G90 H0 Z0 Deslocamento rápido Plano de interpolação circular (normalmente é o plano XY) Usar G18 para XZ Usar G19 para YZ Cancela compensação de raio Programação em milímetros Usar G70 para polegadas Cancela ciclos fixos Linha de segurança ou inicialização N__ G0 G17 G40 G71 G80 G90 H0 Z0 Troca de ferramenta N__ ... N__ M5 M9 N__ G0 H0 Z0 Sistema de coordenadas em absoluto Associa o valor zero ao corretor de comprimento da ferramenta N__ M6 T___ (___________________ N__ S___ M3 E___ X___ Y___ Deslocamento em movimento rápido (G0) para o ponto de troca de ferramenta (H0). N__ H___ D___ M8 Z___ N__ ... M5 - Desliga a rotação do eixo árvore M9 - Desliga o fluido refrigerante G0 H0 Z0 - Sobe rápido o eixo Z Troca de ferramenta Troca de ferramenta N__ ... N__ M5 M9 N__ ... N__ M5 M9 N__ G0 H0 Z0 N__ G0 H0 Z0 N__ M6 Txx (___________________ N__ S___ M3 E___ X___ Y___ N__ M6 T___ (___________________ N__ S___ M3 E___ X___ Y___ N__ H___ D___ M8 Z___ N__ H___ D___ M8 Z___ N__ ... N__ ... M6 T__ – Troca a ferramenta atual pela xx S – Define a rotação do eixo-árvore em rpm E__ – Seleciona o corretor de fixação X__ Y__ – Move rápido para coordenadas M3 – Liga eixo-árvore no sentido horário H__ – Usa o corretor de comprimento Troca de ferramenta Corpo do programa N__ ... N__ M5 M9 N70 N80 N90 N100 N110 N120 N130 N140 N150 N160 N170 N180 N190 N200 N210 N220 N230 N240 N__ G0 H0 Z0 N__ M6 T___ (___________________ N__ S___ M3 E___ X___ Y___ N__ H___ D___ M8 Z___ N__ ... D__ – Usa o corretor de diâmetro xx M8 – Liga o fluido refrigerante Z__ – Aproxima-se da peça em Z G1 Z-2. G41 G1 X18. Y0 F40. X13. X0 Y22. X7. G3 X15.Y30. I0 J8. Y43.7 X56. Y16. X49.6 G3 X37.6 Y4. I0 J-12. Y0 X13. Y-3. Z2. G40 X10. Y-5. Fim de programa Exercício 7 N__ ... N__ M5 M9 Desenhar o perfil da peça e escrever o programa correspondente. N__ ( N__ G0 H0 Z0 N__ E0 X0 Y200 N__ M0 N__ M2 E0 X0 Y200 – traz a peça para perto da porta M0 - Parada condicional M2 - Fim de programa Si X Y A A -5 35 B I 15 0 C I 15 -15 D I 0 -10 E I 10 -10 F A 40 G A H I J R I J Si X Y R I J K I -5 -5 5 (h) -5 0 15 (ah) -15 0 -20 (ah) 20 0 L I -10 0 M I -15 15 N I -10 0 O I -10 5 -5 P I 0 15 40 -20 Q A -35 10 A 35 -25 R A -25 10 A 20 -25 S A -5 30 A 10 -35 A I 0 5 15 (h) 10 (ah) 10 (ah) 0 10 0 -15 0 -10 Y Exercício 7 40 35 30 25 20 15 10 5 -40 -35 -30 -25 -20 -15 -10 -5 0 -5 -10 -15 -20 -25 -30 -35 -40 5 10 15 20 25 30 35 40 X Evolução da tabela ao programa Tabela inicial R 1 - Substituiu A e I por G90 (absoluto) e G91 (incremental) Si X Y Si X Y A A -5 35 A G90 -5 35 B I 15 0 B G91 15 0 C I 15 -15 C G91 15 -15 D I 0 -10 D G91 0 -10 E I 10 -10 E G91 10 -10 F A 40 -5 F G90 40 -5 G A 40 -20 G G90 40 -20 H A 35 -25 H G90 35 -25 I A 20 -25 I G90 20 -25 J A 10 -35 J G90 10 -35 15 (h) 10 (ah) 10 (ah) I Evolução da tabela ao programa 0 10 0 J -15 0 -10 R I J 15 (h) 0 -15 10 (ah) 10 0 10 (ah) 0 -10 Evolução da tabela ao programa Evolução da tabela ao programa 2 – Colocou as letras de coordenadas com os valores 3 – Substituiu (h) por G2 e (ah) por G3. Onde não tinha é G1 Si X Y A G90 X-5 Y35 B G91 X15 Y0 C G91 X15 Y-15 D G91 X0 Y-10 E G91 X10 Y-10 R R0+15 (h) R0+10 (ah) I I0 I10 J J-15 J0 Si X Y R A G90 X-5 Y35 G1 B G91 X15 Y0 G1 C G91 X15 Y-15 R0+15 G2 D G91 X0 Y-10 G1 E G91 X10 Y-10 R0+10 G3 F G90 X40 Y-5 F G90 X40 Y-5 G1 G G90 X40 Y-20 G G90 X40 Y-20 G1 H G90 X35 Y-25 H G90 X35 Y-25 G1 I G90 X20 Y-25 I G90 X20 Y-25 G1 J G90 X10 Y-35 J G90 X10 Y-35 R0+10 G3 R0+10 (ah) I0 J-10 I J I0 J-15 I10 J0 I0 J-10 Evolução da tabela ao programa Evolução da tabela ao programa 4 – Mesclou as colunas 5 – Colocou os comentários Si X Y R I J Si X Y R A G90 X-5 Y35 G1 A G90 X-5 Y35 G1 (PONTO A B G91 X15 Y0 G1 B G91 X15 Y0 G1 (PONTO B C G91 X15 Y-15 R0+15 G2 I0 J-15 C G91 X15 Y-15 R0+15 G2 I0 J-15 (PONTO C D G91 X0 Y-10 G1 D G91 X0 Y-10 G1 (PONTO D E G91 X10 Y-10 R0+10 G3 I10 J0 E G91 X10 Y-10 R0+10 G3 I10 J0 (PONTO E F G90 X40 Y-5 G1 F G90 X40 Y-5 G1 (PONTO F G G90 X40 Y-20 G1 G G90 X40 Y-20 G1 (PONTO G H G90 X35 Y-25 G1 H G90 X35 Y-25 G1 (PONTO H I G90 X20 Y-25 G1 I G90 X20 Y-25 G1 (PONTO I J G90 X10 Y-35 R0+10 G3 I0 J-10 J G90 X10 Y-35 R0+10 G3 I0 J-10 (PONTO J I J Evolução da tabela ao programa Evolução da tabela ao programa 6 – Tirou da tabela 7 – Escolheu R e apagou I e J G90 X-5 Y35 G1 (PONTO A G91 X15 Y0 G1 (PONTO B G91 X15 Y-15 R0+15 G2 I0 J-15 (PONTO C G91 X0 Y-10 G1 (PONTO D G91 X10 Y-10 R0+10 G3 I10 J0 (PONTO E G90 X40 Y-5 G1 (PONTO F G90 X40 Y-20 G1 (PONTO G G90 X35 Y-25 G1 (PONTO H G90 X20 Y-25 G1 (PONTO I G90 X10 Y-35 R0+10 G3 I0 J-10 (PONTO J G90 X-5 Y35 G1 (PONTO A G91 X15 Y0 G1 (PONTO B G91 X15 Y-15 R0+15 G2 (PONTO C G91 X0 Y-10 G1 (PONTO D G91 X10 Y-10 R0+10 G3 (PONTO E G90 X40 Y-5 G1 (PONTO F G90 X40 Y-20 G1 (PONTO G G90 X35 Y-25 G1 (PONTO H G90 X20 Y-25 G1 (PONTO I G90 X10 Y-35 R0+10 G3 (PONTO J Evolução da tabela ao programa Evolução da tabela ao programa 8 – Colocou G1, G2 e G3 no início 9 – Modal: apagou o que não era necessário G90 G1 X-5 Y35 (PONTO A G91 G1 X15 Y0 (PONTO B G91 G2 X15 Y-15 R0+15 (PONTO C G91 G1 X0 Y-10 (PONTO D G91 G3 X10 Y-10 R0+10 (PONTO E G90 G1 X40 Y-5 (PONTO F G90 G1 X40 Y-20 (PONTO G G90 G1 X35 Y-25 (PONTO H G90 G1 X20 Y-25 (PONTO I G90 G3 X10 Y-35 R0+10 (PONTO J G90 G1 X-5 Y35 (PONTO A G91 X15 (PONTO B G2 X15 Y-15 R0+15 (PONTO C G1 Y-10 (PONTO D G3 X10 Y-10 R0+10 (PONTO E G90 G1 X40 Y-5 (PONTO F Y-20 (PONTO G X35 Y-25 (PONTO H X20 (PONTO I G3 X10 Y-35 R0+10 (PONTO J Evolução da tabela ao programa Observação: o ponto A fica na inicialização G90 G1 X-5 Y35 (PONTO A O1 (EXERCICIO 7 G0 G17 G40 G71 G80 G90 H0 Z0 M6T1 (FRESA PANTOGRAFICA S2500 M3 E1 X-5. Y35. (PONTO A H1 D1 M8 Z1. G1 Z-0.2 F50. UNIFEI
Baixar