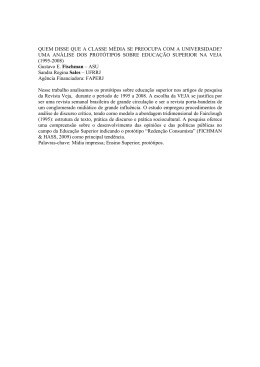
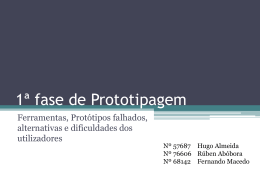
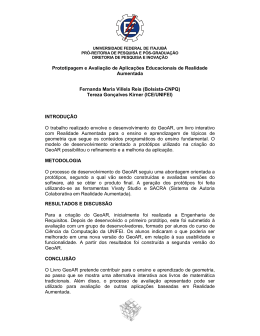
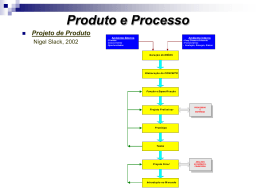
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Sistematizando o processo de confecção de protótipos de projetos de novos produtos da área espacial Sanderson César Macedo Barbalho (EESC-USP) [email protected] João Humberto Ribeiro Roriz (EESC-USP) [email protected] Tiago Sanches Kernbichler (DEP-UFSCar) [email protected] Resumo Apresenta um estudo acerca das atividades logísticas e de gestão de projetos necessárias à fabricação de protótipos de produtos. Trata-se de pesquisa-ação realizada em empresa que desenvolve produtos para a área espacial brasileira. Os protótipos desenvolvidos têm funções definidas em contrato e seus prazos de entrega são rigidamente controlados. O histórico do processo de confecção de protótipos na empresa demonstrava uma série de entraves determinados pela ausência de formalização nas etapas de transferência e controle de especificações de projeto. Foi estabelecida uma unidade organizacional de gestão de documentos de projeto. O processo foi mapeado de maneira a criar formas de controlar seu andamento. O artigo relata esses procedimentos e apresenta os resultados conseguidos. Palavras chave: Processo de Desenvolvimento de Produtos, Fabricação de protótipos, Gestão de projetos de novos produtos. 1. Introdução O processo de desenvolvimento de produtos (PDP) é descrito como um conjunto de atividades organizadas em fases que processam informações de mercado de maneira a produzir um produto de valor para o cliente (CLARK & FUJIMOTO, 1991; PUGH, 1990; WHELLWRIGHT & CLARK, 1993; COOPER et al., 1998; EPPINGER & ULRICH, 2003). O presente trabalho explora as atividades necessárias à confecção de protótipos no desenvolvimento de produtos complexos. Trata-se de uma pesquisa-ação na qual foram aplicados procedimentos de modelagem de processos, gestão de projetos e gestão de documentos para racionalizar e tornar mais eficiente o processo de produção de protótipos de projetos da área espacial desenvolvidos pela empresa (THIOLLENT, 1997). No item seguinte é apresentada uma revisão bibliográfica sobre o PDP enfocando o aspecto da confecção de protótipos e os desafios impostos pelos projetos da área espacial. A situação que motivou a empresa à realização do trabalho é discutida, seguida do relato da aplicação das práticas de gerenciamento de projetos e de documentos, e, posteriormente são apresentados os resultados do trabalho. Conclui-se, enfim, com as contribuições teóricas da pesquisa. 2. Protótipos no processo de desenvolvimento de produtos Wheelwright & Clark (1993) apresentam uma análise sistemática do processo de prototipagem em projetos de desenvolvimento de novos produtos. Os autores mostram que protótipos têm sido utilizados como ferramentas de acompanhamento do progresso técnico ENEGEP 2006 ABEPRO 1 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 dos projetos embora sua prática tenha um grande potencial para que se constitua em ferramenta de gestão de projetos. Ulrich & Eppinger (2003) definem protótipo como “uma aproximação do produto ao longo de uma ou mais dimensões de interesse”. Segundo os autores, os protótipos podem ser: (1) mais físicos ou mais analíticos; e (2) mais compreensivos ou mais focados. Para Wheelwright & Clark (op. cit.), ao longo de um determinado projeto de novo produto há diferentes níveis de detalhamento dos protótipos desenvolvidos. Ulrich & Eppinger (2003) identificam os seguintes tipos de protótipos comumente confeccionados pelas empresas: (1) protótipos experimentais – utilizados para o teste de soluções parciais do produto em estágio de desenvolvimento de conceitos; (2) protótipo alfa – utilizado como teste inicial das soluções de projeto; (3) protótipo beta – protótipo no qual os problemas detectados no protótipo alfa tenham sido solucionados e cuja função é o teste de todas as soluções de projeto; e (4) protótipo de pré-produção – utilizado para testar o processo de manufatura do produto em condições de operação normal das linhas de produção. Os autores estabelecem alguns passos a serem seguidos para a confecção de protótipos: - definir objetivos do protótipo: aprendizado, comunicação, integração ou revisão de projeto; - estabelecer o nível de aproximação do protótipo com relação ao produto, especialmente se ele será físico ou analítico e os materiais e processos a serem utilizados para fabricá-lo; - desenvolver um plano experimental com as variáveis a serem testadas, o protocolo de teste, uma indicação das medidas a serem tomadas e um plano de análise dos resultados; e - elaborar um cronograma de aquisição, fabricação, montagem e teste. Rozenfeld et. al. (2006) discute a construção e teste de protótipos em paralelo com o desenvolvimento de especificações para os sistemas, subsistemas e componentes (SSC) de um determinado produto na fase de projeto detalhado. Os protótipos físicos deveriam, segundo os autores, serem utilizados com base em um planejamento detalhado das “... questões de logística para adquirir os SSCs...”, assim como das questões técnicas relativas à “... escolha dos testes que serão realizados”. Pode-se verificar que não há discussão mais aprofundada acerca das denominadas “atividades logísticas” necessárias à confecção de protótipos, ao passo que nessas atividades residem grandes parcelas dos custos incorridos nos protótipos: de compra de materiais, de fabricação e de montagem. 3. Desenvolvimento de Produtos da Área Espacial A Cooperação Européia para Padronização na Área Espacial (ECSS) é um esforço da Agência Espacial Européia (ESA), Agências Européias Nacionais e indústria européia no sentido de desenvolver e manter padrões comuns a serem aplicados em projetos de satélites, estações orbitais e aplicações espaciais em geral. Esses padrões são compatíveis com as normas ISO e estabelecem requisitos relacionados com o que deve ser realizado para reduzir a probabilidade de erros em projetos espaciais (EUROPEAN COMMISSION FOR SPACE STANDARDIZATION, 2003, p. 3). O Programa Espacial Brasileiro (PEB) utiliza essas normas como referência para a contratação e gerenciamento das empresas que desenvolvem produtos na área espacial. A Figura 1 apresenta a estrutura do conjunto de padrões ECSS. O conjunto é suportado por um glossário de termos cujo objetivo é garantir coerência entre os diferentes comitês técnicos responsáveis pela confecção de padrões específicos de suas áreas. Há três blocos de padrões ENEGEP 2006 ABEPRO 2 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 designados como "Gerenciamento", "Engenharia" e "Garantia do Produto". Cada um desses blocos é introduzido por um documento de "nível 1", respectivamente numerado com ECSSM-00, ECSS-E-00 e ECSS-Q-00. Cada documento de nível 1 introduz o domínio, o conteúdo e a arquitetura dos padrões definidos em seu escopo. Sistema ECSS ECSS-M-00 Gestão de projeto espacial Glossário de termos ECSS-Q-00 Garantia do produto espacial ECSS-E-00 Engenharia espacial ECSS–M–10 ECSS–Q–20 ECSS–E–10 ECSS–M–20 ECSS–Q–30 ECSS–E–20 ECSS–M–30 ECSS–M–40 ECSS–M–50 ECSS–Q–40 ECSS–Q–60 ECSS–Q–70 ECSS–E–30 ECSS–E–40 ECSS–E–50 ECSS–M–60 ECSS–Q–80 ECSS–E–60 ECSS–M–70 ECSS–E–70 Figura 1 - Sistema de padronização ECSS. (Fonte: EUROPEAN COMMISSION FOR SPACE STANDARDIZATION, 2003, p.12) Em linhas gerais, cada bloco do sistema ECSS tem a seguinte função: - padrões ECSS de gerenciamento definem os requisitos de processo a serem aplicados a todas as atividades de projeto ao longo de seu ciclo de vida, tais como árvores de produto e estrutura da divisão do trabalho (WBS), formas de organização a serem adotadas, estrutura de gerenciamento de custos e tempo, gestão da configuração e de documentos; - padrões de garantia do produto definem requisitos para o gerenciamento e desempenho das atividades de garantia da qualidade, tais como controle de materiais, partes mecânicas e processos de fabricação (PMP), confiabilidade e garantia de qualidade em software; - padrões de engenharia relacionados aos produtos a serem desenvolvidos, abrangendo processos de engenharia aplicados a sistemas espaciais e aspectos técnicos de partes, montagens, equipamentos, subsistemas e sistemas utilizados em missões espaciais. Os padrões relacionados com a engenharia são fortemente baseados nos conceitos de engenharia de sistemas (EUROPEAN COMMISSION FOR SPACE STANDARDIZATION, 1996a, p.15). Padrões relacionados com a qualidade do produto estão fortemente vinculados ao controle e rastreabilidade da fabricação de peças e componentes aeroespaciais, assim como ao projeto vinculado com requisitos de confiabilidade esperados do sistema (EUROPEAN COMMISSION FOR SPACE STANDARDIZATION, 1996b, p.13) A atividade de fabricação de protótipos tem fortes requisitos desdobrados das normas ECSS. Primeiramente, os padrões tipo “M” (gerenciamento) determinam que as revisões de fase devem ocorrer mediante o teste de determinadas funcionalidades dos protótipos desenvolvidos. Como a revisão de fase é pré-requisito para o pagamento das etapas de projeto por parte do PEB, os protótipos se tornam prioridade para as empresas envolvidas no programa. Segundo, os padrões tipo “Q” (qualidade) impõem um rigoroso controle de PMP na fabricação dos protótipos. Teoricamente, cada peça deve ter seu material identificado, ENEGEP 2006 ABEPRO 3 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 assim como seu processo de fabricação documentado. Finalmente, os padrões tipo “E” (engenharia) estabelecem uma série de restrições tecnológicas para a aquisição de componentes e materiais a serem utilizados em órbita que tornam os processos de compra, fabricação e montagem bastante complexos. Esse conjunto de restrições determinou a necessidade de melhorar o desempenho da empresa quanto à fabricação e montagem dos protótipos da área espacial. O processo de melhoria é apresentado a seguir 3. Situação anterior da confecção de protótipos na empresa pesquisada A empresa na qual o trabalho ora apresentado foi desenvolvido passou por um processo de diagnóstico de seu PDP, conforme discutido em Barbalho & Rozenfeld (2004). Uma das principais características do processo na empresa é seu caráter funcional e a falta de níveis hierárquicos intermediários entre o diretor de engenharia e os funcionários do setor. A Figura 2 apresenta a situação inicial do processo de confecção de protótipos na empresa pesquisada. Ela ilustra as situações mais comumente encontradas no fluxo de informações realizado entre os setores de engenharia e de manufatura da empresa quando do início do processo de melhoria. Por se tratar de uma empresa que desenvolve produtos mecatrônicos, a engenharia foi subdividida em áreas funcionais: mecânica, eletrônica e óptica. (1) Compras Eng. Mecânico 1 (1) (2) Produção Mecânica Eng. Mecânico 2 (2) (3) Óptico Produção Óptica (3) (3) (4) Eng. Eletrônico 1 Almoxarifado (4) Produção Eletrônica Eng. Eletrônico 2 Engenharia Manufatura Figura 2 – Situação inicial da confecção de protótipos na empresa pesquisada O fluxo denominado de (1) demonstra uma situação na qual há partes mecânicas terceirizadas do produto para as quais há necessidade que a engenharia passe as especificações da parte a ser adquirida para o setor de compras. A parte é fabricada e entregue à engenharia. Qualquer dos membros da equipe de mecânica pode receber a parte e acondicioná-la para uso. O fluxo (2) ocorre também para peças mecânicas e representa a situação na qual a parte é fabricada na própria empresa. A situação é invertida com relação aos membros “mec1” e “mec2” (ver Figura) quanto à entrega dos desenhos e recebimento das peças fabricadas. O fluxo (3) ocorre no que tange à fabricação óptica. Para cada projeto era designado um responsável pela interface com a oficina óptica da empresa. O fluxo (4) ocorre entre o pessoal da eletrônica e os responsáveis pelo almoxarifado da empresa, enquanto o fluxo (5) representa situações nas quais há aquisição de componentes não existentes no almoxarifado. ENEGEP 2006 ABEPRO 4 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Os fluxos apresentados resultavam em um sério problema para a confecção dos protótipos: - PROB.1) havia diversos repositórios de informações sobre o estado dos protótipos: várias pessoas detinham informações sobre a disponibilidade das partes mecânicas e eletrônicas necessárias aos protótipos, o que dificultava a coordenação dos trabalhos e a programação dos testes; Adicionalmente, observou-se que na situação exemplificada pelo fluxo (2) era comum haver mudança de desenho de fabricação sem mudar a revisão do desenho, e, além disso, o novo desenho era entregue à manufatura sem a retirada da revisão anterior. Embora exemplificado com casos relacionados à mecânica, esse problema também ocorria em especificações de esquemas elétricos. Decorre daí dois graves problemas também interferentes na confecção dos protótipos: - PROB.2) peças usinadas na revisão anterior do desenho, e, portanto, não condizentes com a especificação do projeto; - PROB.3) dificuldades de busca de desenhos e esquemas atuais, uma vez que as mudanças não se refletiam no número da revisão. A identificação desses problemas permitiu elaborar o processo discutido no tópico seguinte. A grande quantidade de retrabalho necessária e o decorrente atraso na realização dos testes com os protótipos, aliado aos prazos impostos pelo programa espacial no qual os novos projetos estavam inseridos motivou a confecção do processo de logística de protótipos descrito no item seguinte. 4. Processo de confecção de protótipos desenvolvido A Figura 3 apresenta o processo desenvolvido para a logística de confecção de protótipos em formato similar à anteriormente apresentada para a situação inicial da empresa (Figura 2). Observa-se que foi inserida uma unidade organizacional dentro do setor de projeto (engenharia) cuja função seria prover a interface entre produção e engenharia. Essa função foi denominada unidade de gerenciamento e documentação (UGD). A entrega da documentação de projeto e o recebimento das peças, partes e componentes a serem integrados aos produtos passou a ser responsabilidade da UGD. Eng. Mecânico 1 Compras Eng. Mecânico 2 Produção Mecânica Óptico UGD Produção Óptica Produção Eletrônica Eng. Eletrônico 1 Eng. Eletrônico 2 Almoxarifado Manufatura Engenharia Figura 3 – Forma de organização desenvolvida para a confecção de protótipos (situação final) ENEGEP 2006 ABEPRO 5 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 A Figura 4 apresenta o detalhe das principais atividades envolvidas no processo da logística necessária à confecção dos protótipos. Nela as linhas descontínuas ( ) representam fluxos de informações e as linhas contínuas ( ) fluxos de materiais. A unidade de engenharia (UENG) elabora as especificações mecânicas, eletrônicas e ópticas e as repassa à UGD que registra os documentos e os transfere para os setores de fabricação (FABRIC.), compras para o caso de peças terceirizadas ou componentes não utilizados previamente pela empresa, e para o almoxarifado no caso de peças e componentes de estoque. Uma vez disponibilizadas as peças para a integração dos protótipos, há um processo de controle de qualidade no que tange ao cumprimento das especificações constantes nos desenhos e nas listas de componentes disponibilizadas para a manufatura. A UGD, então, registra as peças que deram entrada e as libera para a montagem. UENG UGD UMONT Elaborar Especificações COMPRAS ALMOX. FABRIC. QUALID. Cotar fornecimento FORNEC. Fabricar partes Registrar documentos Fabricar peças Verificar adeQuação às especificações Repassar documentos Entregar partes e componentes Receber e Acondicionar partes e componentes Liberar para a montagem Liberar para a montagem Figura 4 – Processo desenvolvido para a logística de confecção de protótipos Há um processo de gerenciamento dos prazos e do fluxo de informações e materiais dessas peças, partes e componentes antes que elas sejam disponibilizadas para a montagem. Aliado ao mapeamento do fluxo de informações e materiais entre os setores envolvidos na fabricação de protótipos, esse processo permitiu manter os prazos de entrega do projeto aeroespacial sob controle. O processo de gerenciamento dos prazos se baseou na constituição de um comitê de acompanhamento da manufatura das partes, peças e componentes a serem integrados nos protótipos. Esse comitê tem a estrutura organizativa ilustrada na figura 6. UGD UENG QUALIDADE COMITÊ ALMOXARIFADO COMPRAS ENEGEP 2006 ABEPRO 6 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Figura 5 – Estrutura organizacional do comitê de manufatura estabelecido Passaram a ocorrer reuniões semanais de maneira a integrar os diferentes atores envolvidos no processo ilustrado na Figura 4. As reuniões eram baseadas no acompanhamento dos subconjuntos que compunham a árvore do produto que estava sendo prototipado em função do planejamento dos experimentos a serem realizados com o protótipo. Foram estabelecidos mecanismos de mapeamento da situação de cada subconjunto. O mapa de estado atual das partes do produto era apresentado nas reuniões e os possíveis obstáculos ao cumprimento dos prazos do projeto eram discutidos de forma a buscar soluções que normalmente dependiam de uma maior interação entre os setores. Um exemplo do mapa de estado atual dos subconjuntos é apresentado na Figura 6. Na Figura 6 é identificada a situação atual de fabricação e inspeção de todas as peças necessárias para a montagem dos protótipos. Para melhor ilustrá-la, tome-se como exemplo as peças referentes ao conjunto FOA. A tabela indica que 44 peças referentes a este conjunto foram repassadas à produção tomando como referência a data base que aparece no canto esquerdo superior da figura (27/05/2006). Destas 44 peças apenas uma ainda se encontra em produção, logo as outras 43 já foram produzidas. Pela tabela vemos ainda que as 43 que já foram produzidas já concluíram também os outros processos que precedem à montagem, inspeção e tratamento superficial estando assim disponíveis para montagem. Figura 6 – Mapa de estado atual de peças e componentes Vale ressaltar que existem planilhas eletrônicas para controle de cada conjunto em separado, onde é possível controlar os números de revisões e a as datas em que cada peça do conjunto passou por cada departamento e processo. Com estas duas ferramentas tem-se um controle detalhado de cada peça dos conjuntos e também uma visão macro do andamento do projeto. Estes mapas são apresentados semanalmente ao comitê que gere a fabricação do projeto MUX servindo de base para a tomada de decisões sobre em quais aspectos a gerência do projeto deve se concentrar para garantir os prazos de realização de testes e entrega dos protótipos. ENEGEP 2006 ABEPRO 7 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 5. Resultados alcançados e Conclusões Utilizando-se a sistemática apresentada foi possível atender os prazos estabelecidos pelo contratante. Dentre as principais contribuições desta sistemática pode-se destacar os seguintes itens: - identificação dos problemas mencionados no item 3 do artigo. - mapeamento do processo de prototipagem do produto. - introdução do comitê de manufatura como prática de gestão na empresa. - design/projeto do processo de realização do protótipo. - introdução da unidade (UGD) organizacional responsável pelo planejamento e monitoramento do projeto. Os resultados alcançados por cada uma destas contribuições no processo de fabricação do protótipo podem ser traduzidos na melhor integração entre as diferentes partes da empresa que participam deste processo. Essa melhor integração permitiu a solução dos problemas de interface dos diferentes atores participantes do projeto. O projeto para o qual a sistemática acima foi utilizada está na sua segunda etapa formal de revisão. A empresa tem utilizado a quantidade média de horas-extra trabalhadas por participante do projeto como indicador de desempenho da gestão dos projetos de novos produtos. As atividades discutidas nesse artigo serão mensuradas mediante sua capacidade de redução das horas de montagem de protótipos. A hipótese é de que as peças e componentes chegarão ao processo de montagem com mais qualidade de conformidade que a demonstrada na situação inicial do processo (item 3). Quando concluída a etapa atual do projeto, as horasextra de montagem serão calculadas e comparadas com outros projetos da empresa. O trabalho permite acrescentar à bibliografia que discute o desenvolvimento de protótipos, algumas condições habilitadoras às denominadas “atividades logísticas”: - o controle de revisões das especificações de projeto; - o controle da distribuição dos documentos de engenharia para os setores de manufatura; - o estabelecimento de um comitê de acompanhamento da fabricação de protótipos em projetos mais complexos; e - o monitoramento do estado de fabricação das partes do produto que seja integrado com o plano de testes do protótipo. Um trabalho futuro pode vir no sentido de analisar o impacto desses habilitadores nos indicadores de desempenho dos processos de montagem de protótipos e de gestão de projetos de desenvolvimento de produtos. Isso permitirá validá-los cientificamente, assim como verificar as situações que determinam seu efetivo impacto em um projeto. 6.Referências Bibliográficas BARBALHO, S.C.M. e ROZENFELD, H(a). Análise do processo de desenvolvimento de produtos de uma pequena empresa de alta tecnologia. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. Anais do XXIV Encontro Nacional de Engenharia de Produção, São Paulo, ASSOCIAÇÃO BRASILEIRA DE ENGENHARIA DE PRODUÇÃO , Nov./2004,1 CD-ROM. COOPER, R. et al. Portfolio Management for New Products. Perseus Books, Massachussets, United States, 1998. CLARK, K. B.; FUJIMOTO, T. Product development performance: strategy, organization and management ENEGEP 2006 ABEPRO 8 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 in the world auto industry. Harvard Business School Press, Boston, Massachussets, United States, 1991. EUROPEAN COMMISSION FOR SPACE STANDARDIZATION. ECSS-E-00A. Space engineering – policy and principles. Noordwijk, The Netherlands, 1996a. EUROPEAN COMMISSION FOR SPACE STANDARDIZATION. ECSS-Q-00A. Space product assurance – policy and principles. Noordwijk, The Netherlands, 1996b. EUROPEAN COMMISSION FOR SPACE STANDARDIZATION. ECSS-M-00B. Space project management – policy and principles. Noordwijk, The Netherlands, 2003. PUGH, S. Total design: integrated methods for successful product engineering. Addison Wesley, London, United Kingdom, 1990. ROZENFELD, H. et al.. Gestão de Desenvolvimento de Produtos. São Paulo/SP: Editora Saraiva, 2006. THIOLLENT, M. Pesquisa-ação nas organizações. São Paulo/SP: Editora Atlas, 1997. ULRICH, K.T. & EPPINGER, S.D. Product design and development. McGraw-Hill Inc. United States, 2003. WHEELWRIGHT, S. C. e CLARK, K. B. Revolutionizing product development process: quantum leaps in speed, efficiency, and quality. New York, United States, The Free Press, 1992. ENEGEP 2006 ABEPRO 9
Baixar