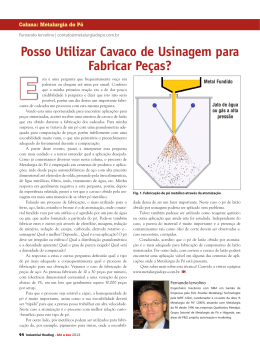
Publius Vergilius/Folha Imagem EDITORIAL Eu que tanto estudei, acumulei, expandi, ampliei o meu currículo, jamais imaginei que para ver no rosto do filho um sorriso tão bonito, me bastava ser humano, vestindo um nariz de pano, pulando feito um cabrito, eternizaria momentos, dos filhos seria o mito. O Mundo da Usinagem 3 ÍNDICE 40 O MUNDO DA EDIÇÃO 10 / 2007 40 USINAGEM Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG BN 217-147 CAVACOS Por que é tão difícil domá-los? USINAGEM MATÉRIAS-PRIMAS Setores industriais ditam novos padrões Publicação da Divisão Coromant da Sandvik do Brasil ISSN 1518-6091 RG. BN 217-147 ABM Capa Foto: Operação de torneamento de peça endurecida Arquivo AB Sandvik Coromant Adriana Elias O MUNDO DA Difusão de conhecimento há mais de 6 décadas 03 EDITORIAL 04 ÍNDICE / EXPEDIENTE 06 GESTÃO: DOMAR CAVACOS! TAREFA DIFÍCIL 18 OTS: NA DIANTEIRA DA PROGRAMAÇÃO 23 GESTÃO: INVENTIVIDADE A SERVIÇO DA PRECISÃO 28 SUPRIMENTOS: MATÉRIAS PRIMAS EM MUDANÇA 35 INTERFACE: PROMOVENDO E DIFUNDINDO O CONHECIMENTO 39 PONTO DE VISTA: QUEM SERÁ O BRAVO? 43/48 INTERESSANTE SABER: BRINCADEIRA DE GENTE GRANDE E OUTRAS NOTÍCIAS 54 NOSSA PARCELA DE RESPONSABILIDADE 56 MOVIMENTO 58 DICAS ÚTEIS e-mail: [email protected] ou ligue: 0800 770 5700 EXPEDIENTE O MUNDO DA USINAGEM é uma publicação mensal da Divisão Coromant da Sandvik do Brasil S.A. com circulação de doze edições ao ano, tiragem de 16.500 exemplares, com distribuição gratuita. Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SP. Conselho Editorial: Nivaldo Coppini, Francisco Marcondes, Heloisa Giraldes, Marlene Suano, Aryoldo Machado, Anselmo Diniz, Sidney Harb, Fernando de Oliveira e Vera Natale. Editora: Vera Natale Editor Chefe: Francisco Marcondes Assistente de Edição: Michel Sorci Editor do Encarte Científico: Nivaldo Coppini Jornalista Responsável: Vera Natale - MTB 33847 Propaganda: Gerente de Contas - Thaís Viceconti / Tel: (11) 6335-7558 Cel: (11) 9909-8808 Projeto Gráfico: AA Design Capa e Arte Final: 2 Estúdio Gráfico Revisão de Textos: Fernando Sacco Gráfica: Fabracor 4 O Mundo da Usinagem GESTÃO EMPRESARIAL Domar cavacos! Tarefa difícil Domar cavacos, que possuem formatos e espessuras irregulares, boa resistência mecânica, flexibilidade, curvatura incontrolável, além de outras características é sempre um desafio. Daiane Miranda ontra os pedaços de metais não há comando eficiente, nem técnica confiável, não há certeza no domínio da situação. Os cavacos são classificados de duas maneiras: quanto à classe e quanto à forma. Quanto à classe eles podem ser contínuos, parcialmente contínuos, descontínuos e segmentados. Quanto à forma os cavacos são classificados como em fita, helicoidal, espiral e lascas (ou pedaços). Algumas normas mais detalhistas podem ainda classificá-los como curto, longo ou emaranhado. Apenas a classe descontínua não apresenta maiores problemas. As demais podem promover o cavaco longo, na forma de fita, que é a mais problemática do ponto de vista de segurança e economia. Os cavacos longos podem causar os seguintes problemas: C • Eles têm baixas densidades efetivas, isto é, ocupam muito espaço, o que causa problemas econômicos no manuseio e no processo de descarte, ou reaproveitamento. • Eles podem se enrolar em torno da peça, da ferramenta ou de componentes da máquina e estes cavacos, a temperaturas elevadas e com arestas laterais afiadas, representam um verdadeiro risco à integridade física do operador. • Quando eles se enrolam na peça, apesar de afetar pouco o acabamento superficial, produzem uma superfície não atrativa, e podem causar danos à ferramenta. • Podem impedir o acesso regular do fluido de corte (efeito guarda-chuva). • Na usinagem com fluidos de corte, os cavacos levam consigo grande quantidade O Mundo da Usinagem 7 de fluido, necessitando constante controle nos níveis dos tanques. • Uma vez enrolados em algum componente, precisam ser removidos para a continuidade da produção e isto pode ser uma tarefa árdua. Aliás, certa vez vi este último problema ocorrer em uma linha de produção de uma grande indústria automotiva. No torneamento de um eixo de aço-liga, os cavacos contínuos, em forma de fita longa se enrolavam na peça e, à medida que o corte de perfilamento do eixo ocorria, o emaranhado de cavacos crescia e era levado pelo suporte da ferramenta na direção do avanço. No final da operação este ninho de cavacos se ajuntava, envolto nas castanhas e na placa do torno. Para substituir a peça e dar seqüência na linha de produção, o operador precisava antes desenvolver uma verdadeira batalha contra este inimigo resistente, com armas afiadas e com temperaturas elevadas. Para tanto ele cav aco 0.1mm/rev usava um gancho de aço e às vezes uma tesoura para cortar o acéfalo. Só após a retirada completa deste ninho de cavacos a nova peça podia ser alimentada na máquina para depois a operação se repetir. O detalhe é que muitas vezes o trabalho de retirar o ninho de cavacos levava mais tempo que aquele da operação propriamente dita. Na operação citada era utilizada uma ferramenta rombóide, com ângulo de ponta de 35o e um suporte ISO SVQBR, que no perfilamento fazia com que o ângulo de posição variasse à medida que a direção do avanço mudava do sentido axial para o radial, o que dificultava muito o controle do cavaco. Mesmo possuindo um quebra-cavaco do tipo anteparo o mesmo não mantinha eficiência, uma vez que a direção de saída do cavaco se alterava constantemente com a variação do ângulo de posição provocada pela constante mudança na direção do avanço. O máximo que se consegue nesta situação é minimizar o problema, buscando conjugar uma geometria de ferramenta com condições de corte otimizadas. Alguns métodos especiais já foram utilizados para atacar o problema. Um deles é o método da redução periódica do avanço, ilustrado na Figura 1. Neste método a desaceleração intermitente do avanço promove a quebra periódica do cavaco pela redução da espessura do cavaco até valores muito pequenos (próximos a zero), conforme mostra a figura. Isto pode ser conseguido por um programa particular de computador em um sistema CNC. Neste método, o avanço diminuto promove uma espessura de cavaco também ínfimo, a ponto de não suportar o peso do corpo do cavaco, quebrando-se facilmente. A vantagem é que a periodicidade de desaceleração do avanço vai determinar o comprimento do cavaco, assim o programa 0.1mm/rev Fer 1 2 0.1mm 0.1mm Peça 3 Figura 1. Método da desaceleração do avanço [TAKATSUTO, M., Bull. Japan Soc. of Prec. Eng., vol. 22, nº 2, june 1988, pp. 109-114]. 8 O Mundo da Usinagem CNC pode ser projetado para atender o freguês. A desvantagem é que esta desaceleração do avanço faz aumentar o tempo de corte, que para uma peça pode ser insignificante, mas num período longo de produção pode significar um custo adicional considerável. Um outro método especial é o hidráulico [3]. Neste método o fluido de corte é injetado a alta pressão na superfície de saída da ferramenta, contra a saída do cavaco. A força do jato promove a fragmentação do cavaco conforme a seqüência mostrada na Figura 2. A aplicação deste método na usinagem de ligas de titânio e de níquel mostrou muita eficiência no controle do cavaco. O fator de empacotamento (relação entre o volume do cavaco e o volume de um sólido equivalente ao seu peso) passou de 47 para 4,7 quando a usinagem sem quebracavacos foi substituída pela utilização do método. A desvantagem do método é a névoa de fluido criada no ambiente de trabalho, exigindo um bom sistema de exaustão para remoção das partículas de fluido suspensas (Figura 3). O fator mais importante na determinação da capacidade de quebra de um cavaco é o material da peça. Se frágil e heterogêneo o cavaco tende a ser mais controlável, podendo inclusive sair descontínuo e, portanto, na forma de lascas ou pedaços, como no caso dos fer12 O Mundo da Usinagem h Jato n Ferramenta peça h Jato n Ferramenta peça h Jato n L Ferramenta peça Figura 2. Diagrama esquemático da fragmentação do cavaco promovido pelo jato de fluido de corte a alta pressão [MACHADO, A.R., PhD Thesis, University of Warwick, England, 1990, 288 pág.]. ros fundidos cinzentos. Se dútil e homogêneo o problema se apresenta mais seriamente quanto maior estas características. Nestas situações os cavacos tendem a sair contínuos e muitas vezes na forma de fita longa ou helicoidal longo. O único remédio é: quebra-cavaco neles!!! É importante, entretanto, que o leitor entenda como os fabricantes de ferramentas projetam os quebra-cavacos. Não é apenas imaginação do projetista. Tem Rodrigo Gamarra Figura 3 – Ilustrações de um sistema de fluido aplicado a alta pressão, ilustrando o jato de fluido, a névoa criada e a eficiência do método em controlar o cavaco [Da Silva, R.B., Tese de doutorado, Programa de pós-graduação em Engenharia Mecânica – UFU, 2006]. Método convencional Método do fluido aplicado à alta pressão que haver raciocínio baseado em fatores teóricos. Resumidamente, o problema é o seguinte: Além da fragilidade/ductilidade do material da peça, a capacidade de um cavaco se quebrar naturalmente, isto é, sem quebra- cavacos, depende também da sua espessura e de seu raio de curvatura. Quanto menor a espessura do cavaco mais flexíveis eles são, portanto, mais difíceis de quebrarem. O cavaco, que já sofreu deformações intensas nos planos de cisalhamentos primário e secundário durante a sua formação, necessita de uma determinada deformação crítica j f, para se fraturar, após deixar a superfície de saída da ferramenta. A deformação que o cavaco vai O Mundo da Usinagem 13 sofrer neste estágio é diretamente proporcional a h’/rc , onde h’ é a espessura do cavaco e rc é o seu raio de curvatura (Figura 4). Se a deformação do cavaco não for suficientemente grande para causar a fratura, é necessário tomar medidas, ou para aumentar h’ ou diminuir rc, e assim promover deformação suficiente para obter a fratura periódica do cavaco. Como h’ depende principalmente do avanço (ou da espessura de corte, h), e este afeta o acabamento superficial e a produtividade, que normalmente já estão otimizados, procura-se então tentar reduzir rc. Entretanto, o leitor deve considerar que, se puder, o aumento do avanço vai ajudar a vencer o problema. O método mais usual para aumentar a curvatura do cavaco (diminuir rc ) é a utilização de quebra-cavacos integrais (superfícies de saídas das ferramentas com formatos especiais). No passado os chamados quebra-cavacos h’ rc 14 O Mundo da Usinagem Quanto maior h’/ rc maior a capacidade de quebra dos cavacos. A deformação sofrida pelo cavaco, j, é proporcional a h’/ rc. Quando j atinge jf (def. crítica), promovem a quebra do cavaco. A redução de rc é mais usada, pois h’ depende do avanço, que normalmente já está otimizado. postiços já foram, também, utilizados. Eles têm a vantagem de poderem ser posicionados adequadamente na superfície de saída da ferramenta para cada apli- Figura 4. Espessura, h’, e raio de curvatura, rc, do cavaco cação. Mas por serem mais um item de estoque a controlar, além de depender muito da habilidade do operador para garantir sua eficiência, caiu em desuso. Os quebra-cavacos integrais tornaram assim, um fator de pesquisa e de alto investimento por parte dos fabricantes de ferramentas de corte. Todos os fabricantes possuem em sua linha de produtos o projeto ideal para cada aplicação. Normalmente eles aparecem nos catálogos em função do material e das condições de corte, particularmente o avanço e a profundidade de corte. A Figura 5 mostra diferentes locais de quebra do cavaco promovidos pela maior curvatura. É importante o leitor observar que o cavaco não vai quebrar imediatamente ao se chocar contra o quebra-cavaco (tipo anteparo), ou ao passar pelo quebra-cavaco (tipo cratera). Ao promover a redução de rc permite que a deformação crítica necessária para a ruptura do cavaco seja atingida causando sua auto-quebra, ou que a deformação fique próxima da crítica, atingindo esse valor quando o cavaco se chocar contra algum obstáculo, que pode ser a ferramenta ou a própria peça. Como o material da peça entra no jogo? É exatamente no valor da deformação crítica necessária para promover a quebra do cavaco. Se o material é frágil e heterogêneo, o valor da deformação j f é pequeno, se dúctil e homogêneo o valor de j f é Auto-quebra Quebra na ferramenta Quebra na peça Figura 5. Ilustração de pontos de quebra dos cavacos após ação do quebra-cavaco [fonte: Sandvik Coromant]. O Mundo da Usinagem 15 Arquivo AB Sandvik Coromant Figura 6. Diversos tipos de quebra-cavacos grande, indicando que grandes curvaturas são exigidas (pequenos valores de rc ) para promover o controle do cavaco. A resistência do material é também um fator de influência. Quanto mais resistente for o material, maior é a deformação necessária para promover sua ruptura. Interessante, também, o fato de muitas vezes as ferramentas apresentarem formas extravagantes na superfície de saída. O objetivo não é estético. Cada detalhe é planejado e possui uma função. O objetivo, além de promover a maior curvatura, é também deformar e produzir um encruamento maior no cavaco, diminuindo assim a deformação crítica, j f, necessária para promover sua quebra. A Figura 6 mostra vários projetos com estes detalhes extravagantes. Os quebra-cavacos, até bem recente, eram exclusividades das ferramentas de metal duro, pela 16 O Mundo da Usinagem facilidade de fabricação e por se tratar de material com tenacidade suficiente para suportar o emprego dos mesmos. As cerâmicas ainda não são portadoras de quebra-cavacos integrais. Sua dureza é muito elevada para o emprego de processos convencionais e a falta de condutividade elétrica não permite os processos de usinagem alternativos não tradicionais. Entretanto, hoje o mercado já oferece ferramentas de PCD com quebra cavacos do tipo cratera, confeccionados por eletroerosão, para atuarem no torneamento de materiais dúcteis como o alumínio. Como se vê, não é tarefa fácil, mas é possível domar os cavacos!!! Álisson Rocha Machado Fac. Engenharia Mecânica (FEM) – Universidade Federal de Uberlândia, LEPU – Laboratório de Ensino e Pesquisa em Usinagem. OTS Cedida pela uvW Na dianteira da programação Torno tipo Suíço simulado no Esprit O software CAM Esprit possui recursos além da capacidade das máquinasferramentas mais modernas 18 O Mundo da Usinagem o contrário do que geralmente se imagina, os avanços tecnológicos de máquinas-ferramentas não estão necessariamente à frente da atualização dos sistemas CAM (computer aided manufacturing ou manufatura auxiliada por computador). Também pode ocorrer de as máquinas estarem aquém da evolução de alguns softwares CAM. As versões mais recentes de alguns programas desse tipo, voltados para a programação de CNCs (comandos numéricos com- A putadorizados), têm apresentado recursos que chegam a transcender as capacidades de operação de centros de usinagem mais modernos. “Algumas tecnologias avançam mais rápido nos softwares e esperam serem alcançados pelas máquinas, como por exemplo, o sistema CAM Esprit, de programação de CNCs, que pode controlar máquinas com até 5 placas apesar delas ainda não Imagens cedidas pela uvW Torno multitarefa simulado no Esprit existirem”, explica José Eduardo Escobar, proprietário da UVW Computação Gráfica, empresa especializada em programação e venda de sistemas CAM para máquinas CNC multieixos. Por outro lado, os desenvolvedores de programas CAM precisam, obviamente, estarem em dia com a evolução das máquinas. “A melhoria das tecnologias de acionamento e posicionamento mecânico, combinadas com a grande evolução da informática, permite a criação de máquinas cada vez mais complexas. Mais eixos e movimentos vão sendo disponibilizados a cada nova geração. Os softwares CAM tendem a acompanhar estas mudanças”, afirma Escobar. A DP Techology, desenvolvedora do programa CAM Esprit, mantém parceria com fabricantes de máquinas, como Mazak, Mori Seiki, Okuma, Hass e Marubeni Citizen–Cincom, para acompanhar as melhorias implementadas nos equipamentos. Dessa forma, o software mantém sintonia total com a evolução de máquinas-ferramentas de ponta, ganhando a cada ano recursos mais sofisticados. Um dos principais recursos da versão 2007 do Esprit é o controle de máquinas com até 5 placas e 5 torres de ferramentas, comandando 22 eixos no total. “O Esprit é o único que, por meio de um módulo, mantém 100% de controle dessas operações”, afirma Escobar. O software foi desenvolvido também para ser aplicado em máquinas multitarefas e controlar usinagem de pequenas peças (small parts machining). O Esprit tem ainda como ca- Torno com eixo B simulado no Esprit O Mundo da Usinagem 19 Cedida pela uvW José Eduardo Escobar, da Esprit UVW, destaca que o programa CNC já sai do Esprit com todos os comandos de sincronismo necessários para a sua perfeita execução. racterística a possibilidade de cadastrar e configurar toda a cinemática da máquina-ferramenta, simulando em sua área gráfica todos seus movimentos reais. “Com isso, o programador pode fazer um try out virtual, prevendo colisões, movimentos indesejáveis, área útil da máquina, entre outros”, afirma Escobar. Entre as principais vantagens do Esprit, o proprietário da UVW destaca a facilidade e a redução do tempo necessário para a criação de programas aplicáveis em tornos, fresas, centros de usinagem e centros de torneamento: “O programa CNC já sai do Esprit com todos os comandos de sincronismo necessários para a sua perfeita execução”, explica. O recurso de inteligência artificial, que permite ao software aprender com o usuário, agiliza as operações das fábricas. Há seis anos no mercado, a UVW também presta serviços na área de informática aplicada à usinagem. “Existem casos em que o cliente não tem necessidade de com20 O Mundo da Usinagem prar um CAM e, por isso, pode adquirir serviços para tarefas específicas”. A empresa fornece desde a definição do processo até a escolha das ferramentas, geração de programas CNC e try out.Também realiza modelagem 3D em software CAD, escaneamento de peças a laser e prototipagem rápida. A UVW representa no Brasil não só o Esprit como outras marcas de softwares CAM (PowerMill para usinagem de moldes e matrizes), CAD (SolidWorks e Power SHAPE), CAE (ProGear e COSMOS Works), DNC (Cimnet de envio e recepção de programas CNC para até 64 máquinas simultâneas) e do Eloplus, sistema de gerenciamento que permite o controle de capacidade das máquinas, de períodos de trabalho dos operadores, programação de entrega, orçamento, entre outros. Henrique Ostronoff Jornalista GESTÃO EMPRESARIAL Neospin: inventividade a serviço da precisão Adriana Elias Micro-rebarbação na indústria metal-mecânica e polimento de machos laminadores de roscas, punções e matrizes na indústria farmacêutica têm interessante solução experiência acumulada e a natural capacidade inventiva e o empreendedorismo do engenheiro Ezir Yoshimura levaram-no a criar uma máquina para limpeza, microrebarbação e o polimento em peças de precisão (peças já usinadas), por meio da tecnologia de campos magnéticos. A curiosidade inicial veio de um aparelho que limpava jóias e bijouterias pelo sistema de campos magnéticos, que o engenheiro Yoshimura viu em funcionamento. Pensando nas vantagens da aplicação da metodologia para peças usinadas de precisão na indústria metal-mecânica, lançouse ao estudo de um projeto para um campo magnético, suficientemente potente para trabalhar com materiais dessa indústria, como aço inox, alumínio, ligas de estanho e cobre e também recentemente com titânio, muito utilizado no segmento de implantes bucofaciais por exemplo. Assim, aliando a sensibilida- A de a seus amplos conhecimentos advindos de mais de 25 anos de carreira de trabalho com ferramentas de corte, o primeiro protótipo da máquina ficou pronto em doze meses, primeiro fruto da empresa criada com o nome de Neospin. Corria o ano de 2000 e o primeiro teste real foi o resultado obtido na limpeza de cilindros de fechaduras de automóveis injetadas em zamak. A cobaia foi a fábrica de um amigo, já que o mercado ainda não compreendera a máquina e a solução que oferecia. Incentivado por esse resultado, Yoshimura continuou o desenvolvimento da máquina, potencializando continuamente o campo magnético resultante e aumentando a potência do motor. A MÁQUINA Um recipiente de plástico com líquido detergente e pinos de aço inox está localizado sobre a máquina que, ao funcionar, produz uma série variável de O Mundo da Usinagem 23 inox, alumínio, cobre e latão – o ciclo de trabalho da máquina varia de 2 a 30 minutos. Quanto maior o tempo, mais polida fica a peça. Ecologicamente correta, a máquina Neospin usa detergente biodegradável, que é descartado segundo as normas internas de cada empresa, assim como os resíduos. RESULTADOS A máquina oferece excelentes resultados em peças com furos ou canais internos transversais ou longitudinais, mesmo quando os fundos de furos cegos estiverem oxidados ou sujos com resíduos de usinagem. Dessa maneira, cilindros de freios, peças de bico injetor, cilindros de fechaduras, autopeças de maneira em geral, peças e partes para implantodontia, jóias e ferramentas de precisão podem ser submetidos, com sucesso, a esse processo. Adriana Elias campos magnéticos que agitam os pinos, levando-os a colidir, milhares de vezes por minuto, contra as peças colocadas no recipiente. O tamanho dos pinos é proporcional às peças a serem polidas, variando de 0,2 x 5mm a 2,2 x 7mm, já que eles penetram nas ranhuras e nos orifícios, assim realizando sua micro-rebarbação, limpeza e polimento. Justamente por isso há casos de pinos de dimensões especiais, diversos das medidas básicas apresentadas. A Neospin oferece três modelos de máquina, em função do diâmetro do disco do campo magnético. O modelo 400 é capaz de tratar de 1,5 a 2,5 kg de materiais magnéticos ou de 3 a 5,5 kg de materiais não magnéticos. O modelo 500 é 30% maior e o modelo 315 é 30% menor. Em função da geometria da peça e do tipo de material – zamac, prata, ouro, platina, aço Máquina de microrebarbação, limpeza e polimento modelo 250. 24 O Mundo da Usinagem 26 O Mundo da Usinagem Adriana Elias Passados 7 anos do primeiro protótipo, com mais de 80 máquinas vendidas, a garantia total da máquina foi estendida dos iniciais 6 meses para os atuais 2 anos. Entre seus clientes figuram empresas como Casa da Moeda do Brasil, Magneti Marelli, Tormep, Proturbo, Borghetti Turbos, Neodent, Feeder, Polimold, Emfils e muitas outras. E a Neospin investe agora no campo farmacêutico, com a Neospin NVTS30, já que a compressão de sólidos – ou seja, a fabricação de comprimidos – apresenta problemas em seus equipamentos básicos, as matrizes e os elementos compressores, os “punções”. Se as superfícies dessas ferramentas não forem perfeitamente polidas, aparecerão problemas de desvios de peso e de altura, comprimidos colando-se aos punções ou abrindo-se durante o processo de compressão, etc. A Neospin NVTS30 trabalha com granulado triturado envolto em mistura especial para polimento, homogeneizando a superfície do aço a uma rugosidade inicial de 0,3Ra para até 0,03 Ra. Desta derivação de processo também partiu para o polimento em machos máquina laminadores de roscas, com sucesso absoluto pelo aumento de 40% na vida útil do macho, bem como utilizá-lo em situações não conseguidas anteriormente em caracóis de alumínio dos turbocompressores automotivos. Tanto no campo farmacêutico quanto nos demais, uma das grandes vantagens da Neospin é Ezir Yoshimura espera que a máquina se torne um equipamento de solução comum para o mercado metal-mecânico. não alterar a tolerância dimensional das peças. Ela também dispensa acompanhamento permanente, tem baixo consumo de energia e baixo nível de ruído. O engenheiro Yoshimura espera que a máquina se torne em breve um equipamento de solução comum nas indústrias metalmecânicas, dada sua utilidade e um custo-benefício efetivamente convincente, em função da qualidade final das peças. No momento trabalha no desenvolvimento de um aparelho para ser utilizado no segmento de estética feminina. A OMU deseja uma trajetória de grande sucesso à Neospin, resultado original da capacidade criadora nacional. Equipe OMU Pesquisas estimulam a substituição de materiais tradicionais na produção de componentes que são submetidos a processos de usinagem 28 O Mundo da Usinagem lgumas matérias-primas usadas na indústria, especificamente as utilizadas em setores que têm a usinagem como processo de produção, começam a ser substituídas. São materiais consagrados, mas que por motivos de produtividade e de adequação aos produtos dão espaço para outros mais modernos. Claudemiro Bolfarini, engenheiro de materiais, é diretor técnico do Centro de Caracterização e Desenvolvimento de Materiais (CCDM), órgão dedicado ao desenvolvimento científico e tecnológico, com pesquisas na área de materiais metálicos, poliméricos, cerâmicos e compósitos. Bolfarini, também professor do departamento de Engenharia de Materiais da UFSCar, destaca entre os materiais mais largamente usados pelo setor de usinagem no Brasil, o ferro fundido, o aço e o alumínio. No entanto, com o desenvolvimento de novos materiais, a indústria vem, aos poucos, desenvolvendo essas matérias-primas tradicionais, ou substituindo-as por outras, para que se tornem mais adequadas aos objetivos de setores da indústria. O que vem a ser adequação, no entanto, segundo Bolfarini, varia para cada área industrial. A intensa concorrência estimula a indústria automobilística a buscar A Luís Veiga/GettyImages SUPRIMENTOS Matérias-primas em mudança a melhor relação entre qualidade e custos. Em outras áreas, como a aeronáutica e de ortopedia, em que a questão de segurança é mais sensível, o fator desempenho vem em primeiro lugar. Um dos movimentos mais importantes é a adoção do ferro vermicular ou ferro CGI (Compacted Graphite Iron) em substituição ao ferro fundido cinzento pela indústria automobilística, afirma o professor da UFSCar. Esse material tem sido cada vez mais utilizado na fabricação de blocos de motores, principalmente os movidos a diesel, na medida em que apresenta maior resistência, permitindo que se produzam motores menores e mais leves com a mesma potência. Para esse tipo de motor, diz Claudemiro Bolfarini, o ferro vermicular “apresenta melhor desempenho”. O alumínio, outra matéria-prima muito presente em componentes fabricados por meio de usinagem, de acordo com diretor técnico do CCDM, tem sofrido pouca modificação. As ligas de alumínio são tradicionalmente usadas na indústria aeronáutica em peças usinadas. No entanto, a avançada indústria de aeronaves exige constantes melhorias, o que vem sendo feito por fabricantes nacionais. “As ligas existentes vêm sendo aperfeiçoadas pela Embraer O Mundo da Usinagem 29 Lalo de Almeida/Folha Imagem Bobinas de aço. 30 O Mundo da Usinagem dos, já que é pequena a produção brasileira desse metal. Se custo e desempenho são fatores que têm peso expressivo na hora do fabricante decidir por uma determinada matéria-prima, a sustentabilidade, apesar de sempre ser levada em consideração, não é tida como um “pro- Rodrigo Gamarra [Empresa Brasileira de Aeronáutica]”, afirma Bolfarini. Já na indústria automobilística, o material acompanha duas tendências opostas. Por um lado, sofre a concorrência do ferro vermicular, que pode vir a tomar o lugar do alumínio, material adotado ultimamente para reduzir o peso de motores. E com uma vantagem atraente: o custo. No sentido contrário, avanços tecnológicos adequaram o alumínio, que era usado apenas na fabricação de cabeçotes de motores a gasolina, também para motores a diesel. De acordo com Claudemiro Bolfarini, outra matéria-prima importante que também passa pelo processo de usinagem e também estudada no CCDM, são as ligas de titânio. Apesar de ainda pouco consumidas, sua elevada razão resistência/peso, resistência mecânica e resistência à corrosão fazem com que sejam utilizadas em setores industriais, como o aeronáutico, naval, automobilístico, de bens de consumo e de próteses e implantes ortopédicos. O titânio é importado principalmente dos Estados Uni- Bloco de motor blema sério” segundo Claudemiro Bolfarini, na medida em que “muitos materiais utilizados já são resultados de reciclagem”. E dá um exemplo: a Embraer vende cavacos aos fabricantes de peças para montadoras de veículos. “O metal não é problema, pelo contrário, existe até falta de material para reciclar”, diz. No caso do aço, “as fundições compram sucata e preparam as ligas”. A maior parte das matériasprimas utilizadas no processo de usinagem vem de metalúrgicas instaladas no País. O diretor técnico do CCDM destaca a Villares Metals como a principal fornecedora de aço-ferramenta e para forjamento, a Alcan e a Alcoa são as grandes que abastecem o mercado com ligas de alumínio. No entanto, boa parte do material usado na indústria aeronáutica, como as ligas de alumínio, e as ligas de titânio aplicados à fabricação de próteses ortopédicas são importadas. Henrique Ostronoff Jornalista Um parceiro do empresário O Centro de Caracterização e Desenvolvimento de Materiais (CCDM) é uma entidade sem fins lucrativos dedicada ao desenvolvimento científico e tecnológico. Foi criado em 1995 com a participação da UFSCar e da Universidade Estadual Paulista (UNESP). O CCDM atua nas áreas de gestão ambiental e de recursos e em inovação tecnológica. Um dos principais objetivos vem sendo o de dar apoio ao aperfeiçoamento de produtos das empresas. De acordo com o site do Centro, o órgão atua ativamente junto aos clientes no desenvolvimento e melhoria de produtos e processos, auxiliando na melhor seleção de materiais, processos, a diminuir a distância entre a idéia e a comer- 32 O Mundo da Usinagem cialização do produto, adequação de equipamentos, adequação da planta industrial, e outros. O CCDM mantém laboratórios com equipamentos para caracterização de materiais nos aspectos físicos, químicos e mecânicos, onde são feitas análises de falhas e desenvolvidas correções dos problemas. Entre os testes estão simulações de esforços mecânicos e de processos de fundição e forjamento. Na área de implantes ortopédicos, o centro é tido como referência no País. O centro oferece também consultoria para o aperfeiçoamento de gestão de empresas. A equipe do CCDM é altamente especializada, contando com mais de dez profissionais com doutorado em instituições acadêmicas. A ABM oferece oportunidades para a atualização dos profissionais e para o intercâmbio do conhecimento técnico-científico e de gestão na área mínero-metalúrgica. organização das economias em escala planetária e a extrema velocidade com que as tecnologias evoluem têm provocado mudanças profundas nas empresas e no universo do trabalhador. O conhecimento passou a ser um insumo valioso e um grande diferencial competitivo. Para o profissional que pretende manter-se no mercado, obter conhecimento significa ter uma postura de aprendizado constante, de acompanhamento das tendências tecnológicas e de entendimento da diversidade cultural. Fornecer os meios para o intercâmbio do conhecimento técnico-científico e contribuir para a A atualização dos profissionais vem sendo, há 63 anos, a missão da ABM – Associação Brasileira de Metalurgia e Materiais. Instituição pioneira, surgida no início do desenvolvimento industrial brasileiro, congrega cerca de 4.000 associados, entre profissionais das indústrias, acadêmicos e pesquisadores, e 130 empresas e centros de pesquisa ligados aos setores metalmecânico e de materiais. “A concorrência, agora, é em nível global, tanto para a empresa como para o empregado. Por isso, A ABM promove todos os anos diversos eventos oferecendo oportunidades de atualização a todos os interessados. Cedida pela ABM INTERFACE Promovendo e difundindo o conhecimento O Mundo da Usinagem 35 Cedida pela ABM A entidade realiza anualmente mais de 100 cursos abertos e in company. a qualificação dos recursos humanos é fator preponderante para que as organizações possam acompanhar os novos padrões tecnológicos e assegurar sua competitividade internacional”, diz o engenheiro Horacídio Leal Barbosa Filho, diretor-executivo da ABM. Com esse objetivo, a entidade realiza anualmente mais de 100 cursos abertos e in company. Somente em 2006 foram 104 cursos, além de pós-graduações em convênio com as principais universidades do País, como a de ‘Metalurgia com ênfase em Siderurgia’, em parceria com a FEI-SP, e o curso de ‘Pós-graduação em Siderurgia’, em convênio com a UFOP-MG. “No início de 2008 pretendemos inaugurar mais dois cursos: ‘Pós-graduação em Processos Metalúrgicos de Fabricação’ em parceria com a PUC-Minas e ‘Pósgraduação em Tecnologia de Materiais para a indústria de Petróleo e Gás’, com a PUC-Rio”, afirma o gerente de Educação Continuada e Marketing da ABM, Bruno Luís Sígolo. Contribuindo para a discussão das melhores práticas de gestão e de tecnologias na indústria e para a interação com o meio acadêmico, a ABM promove todos os anos uma média de 12 seminários, além de simpósios e workshops, e o Congresso Anual, principal fórum de debates do setor metal-mecânico e de materiais e o mais antigo evento técnico de realização contínua no Brasil.“No ano passado, esses eventos reuniram 2.808 participantes, que apresentaram 876 trabalhos técnicos, contribuindo para a difusão e transferência do conhecimento no setor”, ressalta o gerente de Eventos e Desenvolvimento, Gilberto Luz Pereira. A produção editorial também faz parte das estratégias corporativas da ABM, que edita as revistas Metalurgia & Materiais, de negócios; Tecnologia em Metalurgia e Materiais, de tecnologia, e Materials Research, científica. Para atender sua missão de promover e difundir o conhecimento técnico-científico e de gestão nas atividades das áreas de metalurgia e materiais, a entidade também produz obras técnicas, como a ‘Coleção de Livros Metalurgia e Materiais’, criada para suprir a carência de bibliografia nacional sobre o setor e valorizar a produção acadêmica; e a ‘Série Capacitação Técnica em Processos Siderúrgicos’, lançada com o objetivo de atender às necessidades de capacitação de profissionais para os exames do PNCO – Programa Nacional de Certificação de Operadores. O programa, desenvolvido pela ABM, já certificou mais de 1500 operadores. Todas as atividades dão origem a contribuições técnicas que enriquecem o acervo do Centro de Informações Metalúrgicas – CIM, formando uma Base de Dados Bibliográficos que pode ser consultada pela internet no portal da ABM (www.abmbrasil.com.br). O site permite também acessar a livraria, o banco de dados de laboratórios e fazer inscrições nos cursos e seminários. A ABM oferece, de fato, grandes oportunidades a todos aqueles que pretendem se manter sempre atualizados na carreira ou mesmo aos iniciantes. Seu objetivo educacional vem sendo cumprido há mais de 6 décadas, para o bem dos profissionais e das indústrias no Brasil. Fatma M. Thorlay Gomes. Jornalista da Associação Brasileira de Metalurgia e Materiais O Mundo da Usinagem 37 PONTODEVISTA Quem será o bravo? hegou o momento: estamos naquele período, sofrível para muitos, de planejar o ano que vem. De fazer o budget, o plano de negócios, estabelecer metas e volumes para 2008. E para quem lida diretamente com a indústria automotiva, a primeira pergunta, sempre essencial para começar a forjar os números do exercício seguinte, é aquela que vale um milhão: de quanto será o mercado ano que vem? E, neste ano, a pergunta emenda em outra: manteremos este forte crescimento de C 2007, que em alguns segmentos chegou até a bater em 30%? 5% A 10% Tive o privilégio de fazer esta pergunta para muitos executivos da indústria automotiva. E a resposta que mais ouvi foi que não, que não repetiremos os excelentes índices de 2007. Que sim, cresceremos, mas em ritmo muito menor, coisa de 5% a 10%. Muitos argumentaram que um crescimento muito forte por dois anos seguidos é insustentável, que não há como con- seguí-lo até por falta de capacidade produtiva. Mas todos também concordaram que nada há no horizonte que indique, a princípio, mudança de rota no ambiente macroeconômico e da própria velocidade da roda que gira o setor automotivo. Que o crédito farto, a estabilidade da inflação, os juros e o PIB continuarão nos mesmos patamares, bem como o descolamento da economia das questões políticas e a confiança do consumidor em alta – sem contar a ainda lenta, porém constante, que- Marcio Nel Cimatti/Folha Imagem Carro conceito em destaque no Salão do Automóvel de Frankfurt em setembro de 2007. O Mundo da Usinagem 39 to. Ganharia mais, visto que seria das poucas o oferecer o que todos precisam. O risco é maior, mas também o lucro. ANFAVEA Ainda nos falta descobrir esse bravo executivo, o que terá a coragem de assumir uma alta representativa – e bancá-la. É um reflexo de um país que cresce: ainda não estamos acostumados com isso. Ainda tememos as crises, os percalços, como tantas vezes aconteceu antes. Mas é preciso ver que o mundo mudou, o Brasil mudou, a economia mudou. O que exige nova visão – inclusive do governo. Por enquanto fico com Jackson Schneider, presidente da Anfavea, que diz que não podemos ter medo de crescer, de sermos grandes – ser grande é bom, garante ele. Concordo. E conclamo: qual de vocês, senhores, será o bravo? Marcos Rozen Editor-executivo da revista AutoData Samuel Iavelberg da no desemprego. E estes fatores, curiosamente, são apontados como as causas da explosão nas vendas de veículos em 2007. Mas oras, se então muita gente projeta cenário econômico igual ao desse ano, a lógica não seria projetar crescimento igual ao desse ano também, já que 2007 serve de exemplo prático e eficaz? Não é tão simples. Vale lembrar que no fim de 2006 ninguém, nem de longe, projetou alta tão forte nas vendas, na casa de 25%. A melhor das previsões era metade disso. Quase todo mundo errou. E porque projetam 5% a 10% para 2008, então? Querem errar de novo? A verdade é que para o executivo responsável pelo planejamento em qualquer empresa, projetar elevação de 25% de um ano para outro, ainda mais em cenário em que isso já aconteceu no exercício anterior, é preciso muita, muita coragem. É preciso ser bravo, do ponto de vista da bravura. Pois a empresa toda se preparará para esse volume. E se ele não vier? Sua cabeça, naturalmente, estará a prêmio. Assim, é mais fácil prever 5% a 10% e, quando o mercado crescer mais, assumir erro muito menor. Pois é melhor faltar produção do que sobrar produto, por óbvio. Mas e se este executivo tivesse a bravura de bancar os 25% de alta meses antes? Sua empresa estaria melhor preparada. Aumentaria sua participação de mercado, evitaria importações para compensar a falta de produ- O Mundo da Usinagem 41 Vivian Bock INTERESSANTESABER Brincadeira de gente grande (e ousada!) Roberto Böell Vaz impressiona ao transformar uma velha brincadeira de criança em curiosidade e aprendizado para muita gente grande s tradicionais barquinhos de papel, tão comuns no universo lúdico das crianças, ganharam tamanho e forma inusitados nas mãos de um catarinense de 42 anos. Formado em engenharia civil, Roberto Böell Vaz recria as clássicas dobraduras em grande escala, tornando-as capazes de navegar pequenas distâncias e, o mais impressionante, transportar pessoas a bordo. E se engana quem pensa que são necessários materiais especiais. No lugar do tradicional mastro, quilha e timão, o capitão utiliza papelão, jornal e cola para dar forma aos grandes barquinhos. O único problema é o tempo de permanência durante a navegação. Já que os materiais naturalmente não isolam a água do barco, o tempo deve ser curto, em média 20 minutos. Após esse período, passageiros e capitão são obrigados a abandonar o navio. Vaz criou sua primeira réplica em 2004, após um desafio entre alunos do curso de Engenharia de Produção e Sistemas da Universidade Federal de Santa Catarina (UFSC). A idéia do grupo era realizar a travessia entre o continente e a ilha na O O Mundo da Usinagem 43 Marcelo Gusmão Este barco, construído em março deste ano, na Rio Boat Show 2007, navegou na Marina da Glória, no Rio de Janeiro. Tinha 8,8m de comprimento, 115kg e ficou na água por 17 min. cidade de Florianópolis a bordo de um imenso barco de papel. As idéias deram certo e, de lá para cá, já foram construídas mais três embarcações, a maior delas com aproximadamente 10 metros de comprimento e quase 140 quilos. É importante ressaltar que os barcos são montados da maneira tradicional, ou seja, a partir de uma imensa folha de papel, cuidadosamente dobrada e unida com cola, o barco ganha forma. Toda essa criatividade, porém, tem uma causa: a sobrevivência harmônica do ser humano Trocando os mares pelas trilhas Roberto Böell Vaz é realmente um adepto das aventuras. Em 1996 cruzou as Américas em um Fusca 75, percorrendo 44 mil quilômetros até a cidade de Atlanta (EUA) rumo às Olimpíadas. O engenheiro também rodou por mais de 15 países do continente europeu a bordo de uma Kombi. Todas estas histórias foram reunidas nos livros Na trilha das Américas e Conhecendo o Velho Mundo. 44 O Mundo da Usinagem em seu planeta. Pensando nisso, o próximo desafio de Vaz é navegar em um lugar bastante incomum: o Rio Pinheiros, em São Paulo. O engenheiro pretende dessa forma chamar a atenção para as questões ambientais e ao mesmo tempo promover o desenvolvimento sustentável. Tais aventuras atraem sempre muitos curiosos, que devem esfregar os olhos tentando entender se o que vêem é realidade ou miragem. Ainda assim, é impossível olhar para as criações do engenheiro e não se imaginar criança novamente – livre. Nas palavras de Fernando Pessoa: “Deus ao mar o perigo e o abismo deu / Mas nele é que espelhou o céu”. Rompendo desafios o capitão prova que é possível ir sempre além, aventurandose mar adentro, contornando os perigos e sensibilizando as pessoas. Que os bons ventos o levem para mares cada vez mais próximos e “nunca dantes navegados” da consciência ecológica.. Saiba mais acessando o site: www.barcodepapel.com.br Fernando Sacco Jornalista Vivian Bock Que tal exercitar sua criatividade? A ilustração abaixo mostra todos os passos para construir seu barco de papel. O tamanho dele depende apenas da sua imaginação. 3 2 1 4 6 5 8 7 10 46 O Mundo da Usinagem 9 INTERESSANTESABER notícias FINEP anuncia um novo pacote de R$ 450 milhões para inovação Finep (Financiadora de Estudos e Projetos) lançou recentemente (31/8) o segundo edital para subvenção econômica destinada a empresas, relativos a projetos de pesquisa e desenvolvimento de produtos, serviços e processos inovadores em áreas prioritárias da Política Industrial, Tecnológica e de Comércio Exterior (Pitce), do Governo Federal. Os financiamentos são não-reembolsáveis, ou seja, as empresas que se qualificarem não terão que devolver os recursos. “O governo está dividindo com as empresas o risco de desenvolver um produto ou serviço inovador em áreas de interesse da sociedade”, explica o Presidente da Finep, Luis Fernandes. São contempladas cinco grandes áreas: tecnologias da informação, comunicação e nanotecnologia; biodiversidade, biotecnologia e saúde; inovações em pro- A 48 O Mundo da Usinagem gramas estratégicos; biocombustíveis e energia; e desenvolvimento social. Lançado em setembro de 2006, o Programa de Subvenção Econômica concede recursos públicos de natureza não-reembolsável para empresas públicas ou privadas que desenvolvam projetos de inovação estratégicos para o País. Essa modalidade só foi possível no Brasil a partir da aprovação e regulamentação da Lei da Inovação (10.903/04). O formulário para apresentação das propostas está disponível desde o dia 7 de setembro no site www. finep.gov.br. Para garantir a abrangência nacional do projeto, 30% dos recursos serão destinados às regiões Norte, Nordeste e CentroOeste. Além disso, no mínimo 40% dos recursos irão para micro e pequenas empresas. Fonte: www.anpei.org.br INTERESSANTESABER notícias IBICT - Instituto Brasileiro de Informação em Ciência e Tecnologia Instituto Brasileiro de Informação em Ciência e Tecnologia (IBICT), criado na década de 50, tem como missão promover o desenvolvimento do setor de informação, mediante proposição de políticas, execução de pesquisas e difusão de inovações capazes de contribuir para o avanço da ciência e competitividade da tecnologia brasileira. Hoje, a grande evolução das tecnologias da informação e comunicação O provoca mudanças políticas e sociais, e os governos buscam se adequar às crescentes demandas da nova sociedade. Agora, o IBICT enfrenta os desafios de encontrar respostas inovadoras e tem como perspectiva facilitar o acesso de todos os cidadãos brasileiros a informações produzidas no país e exterior. O Instituto, atualmente, acompanha e internaliza as novas tecnologias de informação e comunicação, estimulando o empreendedorismo e a inovação. www.ibict.br Fonte: Agência Fapesp 50 O Mundo da Usinagem INTERESSANTESABER PROCURANDO notícias VISIBILIDADE Sua empresa conhece financiamentos PARA SEUS para inovação? PRODUTOS? A MELHOR VITRINE 0800 55 96 98 omundo.dausinagem@ sandvik.com penas 14% das empresas paulistas conhecem os instrumentos existentes para o financiamento da inovação tecnológica. O indicador foi divulgado em maio passado pela sondagem Necessidade de Inovação na Indústria Paulista 2007, feita junto a 230 empresas no Estado de São Paulo. A pesquisa, do Departamento de Competitividade e Tecnologia (Decomtec) da Federação das Indústrias do Estado de São Paulo (Fiesp), destaca que 9% das microempresas conhecem tais instrumentos, seguidas pelas pequenas empresas (13%), médias (20%) e grandes (23%). O objetivo do trabalho foi apresentar as tendências da dinâmica de inovação industrial paulista, tanto em termos do processo como do ambiente e dos condicionantes que as empresas encontram ao realizar atividades inovativas. A instituição de apoio à inovação mais conhecida pelas empresas paulistas – 97% delas – é o Banco Nacional de Desenvolvimento Eco- A 52 O Mundo da Usinagem nômico e Social (BNDES). Em segundo lugar ficou o Serviço Brasileiro de Apoio às Micro e Pequenas Empresas (Sebrae), com 93%. Outras 47% apontaram a Financiadora de Estudos e Projetos (Finep), e 45%, a Fundação de Amparo à Pesquisa do Estado de São Paulo (FAPESP). A linha de fomento Inovação-Produção, do BNDES, aparece como o instrumento mais conhecido, apontado por 49% das empresas. Já as linhas de subvenção econômica desenvolvidas pela Finep foram citadas por 12% delas. A falta de estrutura interna para pesquisa e desenvolvimento foi apontada por 8% das empresas paulistas como um obstáculo à inovação. Por outro lado, a aquisição de máquinas e equipamentos foi considerada o principal fator de incentivo, mas 50% das empresas entrevistadas apontaram no alto custo dos equipamentos um grande obstáculo para inovar. Fonte: Agência FAPESP Leveza de espírito egundo as sagradas escrituras, Deus criou o homem à Sua imagem e semelhança e, sendo assim, nos criara para o êxito. Contudo, ao lograrmo-nos livres do ventre materno, trazemos conosco o que nos restou da digestão do fruto da árvore do conhecimento, fruto este ingerido primeiramente por Eva e depois por Adão, nossos simbólicos ancestrais, à revelia do pensamento Darwinista, aqui não levado em conta. Deste modo, nosso destino é fruto das escolhas que nós mesmos fazemos ou daquelas que outros, aos quais nos submetemos, ou delegamos poder, fazem por nós; ou seja, cremos ter ciência do bem e do mal e, com base neste conhecimento, sentimo-nos aptos a decidir o melhor caminho a ser seguido, para chegarmos a um futuro melhor, ainda que este melhor, muitas vezes, não contemple a coletividade e nem a biodiversidade. Sendo imagem e semelhança a Deus, herdamos o impulso criativo e, por consequência, assim como somos imagem e semelhança de quem nos criou, tudo o quanto criamos também é imagem e semelhança nossa. Tudo aquilo que somos transparece em nossas criações. Ao concordarmos com isto, podemos então afirmar que empresas, departamentos, produtos, serviços e o êxito esperado por tantos é reflexo do que somos. Tudo o quanto obtemos por nossos esforços é a expressão viva dos valores que nos norteiam. Portanto, para alguém obter resultados, perenemente melhores, é preciso que este alguém melhore a si mesmo enquanto ser humano. Quanto mais se evolui em direção S 54 O Mundo da Usinagem ao verdadeiro conhecimento, maiores serão nossas possibilidades de êxito e assim será continuamente, até que um dia regurgitemos e botemos para fora, quem sabe, o fruto indigesto comido na gênese de nossa concepção. Nascemos para o deleite, porém o tempo, o lugar, as circunstâncias, enfim os contextos aos quais nos submetemos, acabam influenciando aquilo a que nos acostumamos chamar de destino. O bom destino não exige, necessariamente, que alguém seja graduado, lato ou strictu sensu; exige sim, pensar e agir com desapego, sem preconceito, com ética, coragem, justiça, ânimo e acima de tudo com zêlo, zêlo pelas crianças, pela fauna, pela flora, pelo planeta, pelo universo, pelo que possa ser considerado honesto, pela verdade e por tudo o quanto puder ser convertido em leveza de espírito. Francisco Marcondes Gerente de Marketing e Treinamento Sandvik Coromant do Brasil Adriana Elias NOSSAPARCELADE RESPONSABILIDADE MOVIMENTO SANDVIK COROMANT - PROGRAMA DE TREINAMENTO 2007 Mês TBU TBU Noturno Diurno TFR UMM EAFT EAFF Nov Dez OUT 26, 27, 28 e 29 03 e 04 TBU - D- Técnicas Básicas de Usinagem (Diurno - 14 horas em 2 dias) TBU - N- Técnicas Básicas de Usinagem (Noturno - 14 horas em 4 dias - das 19h00 às 22h30) TFR - Técnicas de Furação e Rosqueamento com fresa de metal duro (14 horas em 2 dias) EAFT - Escolha e Aplicação de Ferramentas para Torneamento (21 horas em 3 dias) UMM - Usinagem de Moldes e Matrizes (28 horas em 4 dias) EAFF - Escolha e Aplicação de Ferramentas para Fresamento (21 horas em 3 dias) OUT - Otimização da Usinagem em Torneamento (28 horas em 4 dias) OUF - Otimização da Usinagem em Fresamento (28 horas em 4 dias) TUCAS - Tecnologia para Usinagem de Componentes Aeroespaciais e Superligas (14 horas em 2 dias) TGU - Técnicas Gerenciais para Usinagem (21 horas em 3 dias) Para mais informações, acesse www.cimm.com.br (Treinamento Sandvik) OUF TUCAS TGU 05, 06 e 07 O MUNDO DA HGF Comunicação DICASÚTEIS USINAGEM O leitor de O Mundo da Usinagem pode entrar em contato com os editores pelo e-mail: [email protected] ou ligue: 0800 770 5700 FALE COM ELES ABM: 5534 4333 Álisson Rocha Machado: (34) 3239 4150 CCDM: (16) 3351 8812 Esprit: representante no Brasil UVW: (19) 3236 1701 Neospin/Ezir Yoshimura: (11) 8244 7860 Marcos Rozen: (11) 5189 8913 Roberto Böell Vaz: www.barcodepapel.com.br SANDVIK COROMANT - DISTRIBUIDORES ARWI Tel: 054 3026 8888 Caxias do Sul - RS ATALANTA TOOLS Tel: 011 3837 9106 São Paulo - SP COFAST Tel: 011 4997 1255 Santo André - SP COFECORT Tel: 016 3333 7700 Araraquara - SP COMED Tel: 011 6442 7780 Guarulhos - SP CONSULTEC Tel: 051 3343 6666 Porto Alegre - RS COROFERGS Tel: 051 3337 1515 Porto Alegre - RS CUTTING TOOLS Tel: 019 3243 0422 Campinas - SP DIRETHA Tel: 011 6163 0004 São Paulo - SP ESCÂNDIA Tel: 031 3295 7297 Belo Horizonte - MG FERRAMETAL Tel: 085 3287 4669 Fortaleza - CE GALE Tel: 041 3339 2831 Curitiba - PR CG Tel: 049 3522 0955 Joaçaba - SC HAILTOOLS Tel: 027 3320 6047 Vila Velha - ES JAFER Tel: 021 2270 4835 Rio de Janeiro - RJ KAIMÃ Tel: 067 3321 3593 Campo Grande - MS MACHFER Tel: 021 2560 0577 Rio de Janeiro - RJ MAXVALE Tel: 012 3941 2902 São José dos Campos - SP MSC Tel: 092 3613 2350 Manaus - AM NEOPAQ Tel: 051 3527 1111 Novo Hamburgo - RS PS Tel: 014 3312 3312 Bauru - SP PS Tel: 044 3265 1600 Maringá - PR PÉRSICO Tel: 019 3421 2182 Piracicaba - SP PRODUS Tel: 015 3225 3496 Sorocaba - SP RECIFE TOOLS Tel: 081 3268 1491 Recife - PE REPATRI Tel: 048 3433 4415 Criciúma - SC SANDI Tel: 031 3295 5438 Belo Horizonte - MG SINAFERRMAQ Tel: 071 3379 5653 Lauro de Freitas - BA TECNITOOLS Tel: 031 3295 2951 Belo Horizonte - MG THIJAN Tel: 047 3433 3939 Joinville - SC TOOLSET Tel: 021 3884 0606 Rio de Janeiro - RJ TRIGON Tel: 021 2270 4566 Rio de Janeiro - RJ TUNGSFER Tel: 031 3825 3637 Ipatinga - MG ANUNCIANTES NESTA EDIÇÃO O Mundo da Usinagem 40 Agie-Charmilles . . . . . . . . . . . . . . . . . . . . 9/10/11/42 Arwi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 Blaser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Cross Hueller. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 Deb’Maq . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36 Diadur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 DMG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Dormer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 Dynamach. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 Ergomat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 Grob . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41 Haas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05 Hanna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 HEF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 IGM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 Intertech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 Kone . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 MachSystem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48 MarktEvents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 Mazak . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56 Meggatech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 Mori Seiki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53 Neopaq . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 Nestor di Marco. . . . . . . . . . . . . . . . . . . . . . . . . . . 14 Okuma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Romi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55 Sandvik Coromant . . . . . . . . . . . . . . . . . . . . . . . . . 60 Selltis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 02 Siemens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38 SKA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 Stamac . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 TAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 Villares . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 Vitor Buono . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57 SANDVIK COROMANT - Atendimento ao cliente 0800 559698 58 O Mundo da Usinagem fullpage_designer_grades_GC4235_1_OMU.pdf 20/9/2007 14:40:23 C M Y CM MY CY CMY K Designer de classes. Imagine que você precise melhorar uma tecnologia que já é a melhor do mercado. Uma tarefa sem dúvida desafiadora. Mas é exatamente essa a tarefa dos designers no mundo todo: melhorar aquilo que já é ótimo. Podem ser carros, aviões, tocadores de mp3 ou...classes de pastilhas. No nosso caso, o desafio foi melhorar ainda mais o desempenho das nossas pastilhas, já líderes de mercado. A nova geração de pastilhas devia ser mais rápida, mais segura e mais previsível. Além de mais durável. Aí está ela à direita. Olhe agora à sua esquerda e conheça uma das pessoas que conseguiu melhorar ainda mais essa tecnologia. Para mais informações sobre a nova geração de pastilhas, visite www.coromant.sandvik.com/br
Download