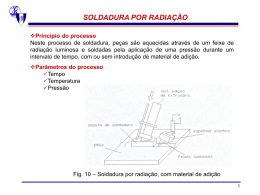
Tecnologia de Estaleiros Navais - Soldadura por Laser J. Miguel Rodrigues Manuel Peixe Tecnologia de Estaleiros Navais - Soldadura por Laser 45063 45067 Introdução LASER – Light Amplification by Stimulated Emission of Radiation (amplificação da luz por emissão estimulada de radiação) O laser tem diversas aplicações industriais: • Indústria automóvel • Aeronáutica • Microelectrónica Tecnologia de Estaleiros Navais - Soldadura por Laser Plano Tópicos a abranger: • • • • • • • • • • • • Perspectiva histórica Principais características Aspectos típicos Vantagens Desvantagens Princípios físicos Fundamentos do processo Transferência de calor Variáveis do processo Soldadura em modo pulsado Comportamento dos materiais Variantes do processo Tecnologia de Estaleiros Navais - Soldadura por Laser Vocabulário ZTA – zona térmicamente afectada ZT – zona fundida Tecnologia de Estaleiros Navais - Soldadura por Laser Perspectiva histórica Albert Einstein,1917 Bohr e Plank (mec. Quântica) Townes,1951(amp. Ondas ultracurtas) Tecnologia de Estaleiros Navais - Soldadura por Laser T. Maimann,1960 (estado sólido) Javan, Benett e Harriot 1960 (estado gasoso) Patel (CO2) Principais Características A soldadura a laser é um processo: • • • • De elevada densidade de energia Realizado à temperatura ambiente Rápido Onde não há contacto físico (fonte calor – mat.) Tecnologia de Estaleiros Navais - Soldadura por Laser Aspectos Típicos Principais aspectos: • • • • • Entregas térmicas muito baixas Distorções e ZTA mínimas Acabamentos e maquinação desnecessários Boa qualidade do cordão Flexibilidade e possibilidade de automação Tecnologia de Estaleiros Navais - Soldadura por Laser Vantagens I Principais vantagens: • Possibilidade de soldar materiais difíceis (ex: ligas de titânio) • Possibilidade de realizar juntas soldadas homogéneas • Ausência de material de adição • Utilização de geometrias diversas • As peças não requerem fixações rígidas Tecnologia de Estaleiros Navais - Soldadura por Laser Vantagens II Outras vantagens: • Soldaduras estreitas, precisas e sem contaminações • ZTA estreita ou inexistente • Soldar formas complexas a alta velocidade • Soldar componentes selados em materias transparentes à radiação incidente • Possibilidade de automação em soldaduras bidimensionais e tri-dimensionais Tecnologia de Estaleiros Navais - Soldadura por Laser Desvantagens Algumas desvantagens do processo: • Elevado custo inicial do equipamento • Elevada precisão na preparação das juntas • Elevados custos dos consumíveis (O hélio é muito usado) • Sistemas de manipulação e precisão Tecnologia de Estaleiros Navais - Soldadura por Laser Princípios Físicos Os átomos, ao passarem ao estado fundamental libertam energia na forma de fotões. Emissão espontânea Tecnologia de Estaleiros Navais - Soldadura por Laser Emissão estimulada Princípios Físicos II Características da radiação laser: - Monocromática - Coerente - Direccional Após sairem da cavidade, os fotões passam por uma série de lentes e espelhos auxiliares de modo a focar o feixe. Tecnologia de Estaleiros Navais - Soldadura por Laser Fundamentos do Processo I ABSORÇÃO 100 MB - Metal Base 50 MB 10 ZTA ZF TEMPERATURA FUSÃO VAPORIZAÇÃO Tecnologia de Estaleiros Navais - Soldadura por Laser - Variação da energia absorvida pelos metais com a temperatura Se a densidade de energia fôr muito elevada ocorre a criação do “Key-hole” Fundamentos do Processo II O “Key-hole” • Diminui a reflexão da luz • Diminui a incidência da luz Esquema Feixe de Electrões Tecnologia de Estaleiros Navais - Soldadura por Laser Laser Fundamentos do Processo III O feixe em movimento Forma do “Key-hole” Movimento do banho fundido (a) S4 Movimento do banho fundido (b) Feixe Feixe Laser Feixe S2 Peça S4 S2 S1 S3 V a Tecnologia de Estaleiros Navais - Soldadura por Laser S3 S1 Transferêcia de Calor Parâmetros intervenientes: • • • • • Propriedades termo-físicas do material Entrega térmica total Distribuição de energia e geometria do feixe Variáveis do processo de soldadura Geometria da junta Existem algumas equações que constituem uma boa aproximação no cálculo da distribuição de temperaturas e velocidade de arrefecimento. Tecnologia de Estaleiros Navais - Soldadura por Laser Variáveis Intervenientes no Processo I Variáveis mais importantes: • • • • • • • • Potência do feixe incidente Diâmetro do feixo na zona de interacção Absortividade do material Velocidade da soldadura Gás de protecção Preparação da junta e posicionamento Posição do ponto focal Desenho das juntas soldadas Tecnologia de Estaleiros Navais - Soldadura por Laser Variáveis Intervenientes no Processo II Desenho das juntas soldadas • Topo a topo com penetração total - não é requerida qualquer preparação para a junta • Juntas de canto - as peças devem ser rigidamente apertadas (separação entre elas inferior a 25% da espessura) • Juntas de bordas dobradas - requerem arestas direitas e rectas, bom posicionamento, ajustamento e fixação Tecnologia de Estaleiros Navais - Soldadura por Laser Soldadura em Modo Pulsado Características: • Densidades de energia mais elevadas -> “keyhole” • Potência do feixe e zona de interacção escolhidos de modo a ter densidades de energia ~ 105 Wcm-2 • Energia do pulso e cadência dos pulsos são parâmetros a considerar • Realizada com lasers de estado sólido • Uma regulação adequada permite realizar soldaduras práticamente contínuas e constantes Tecnologia de Estaleiros Navais - Soldadura por Laser Comportamento dos Materiais I As propriedas físicas dos materiais interveem em três fases: Condições de superfície afectam a forma como o material absorve a energia Quando a energia é absorvida, as propriedades térmicas determinam a transferência do calor O calor latente de transformação de fase determina a quantidade consumida numa dada transformação Tecnologia de Estaleiros Navais - Soldadura por Laser Comportamento dos Materiais II Características de soldabilidade de diferentes materiais quando soldados por laser CO2 SOLDABILIDADE BOA RAZOÁVEL MÁ Aço Alumínio Aço galvanizado Aço Inox Cobre Aço efervescente Inconel 625 Aço ferramenta Latão Bronze de silício Aço liga Zinco Titânio Inconel 718 Prata Tântalo Ouro Zircónio Tecnologia de Estaleiros Navais - Soldadura por Laser Variantes do Processo I Soldadura laser com material de adição Utilizado principalmente: • As chapas são espessas e a potência do laser insuficiente He • Material base não resistente às tensões residuais Laser Fio Ar Peça • O desenho da junta não tem a geometria requerida na soldadura laser Direcção de deslocamento Tecnologia de Estaleiros Navais - Soldadura por Laser Variantes do Processo II Soldadura laser assistida com TIG • Favoreçe a formação do “key-hole” • Velocidade aumenta substâncialmente • Permite soldar materiais mais espessos com a mesma potência disponível no equipamento laser Laser TIG Peça Direcção de deslocamento Tecnologia de Estaleiros Navais - Soldadura por Laser Variantes do Processo III Soldadura a laser sub-aquática • Necessário um espaço seco • Profundidade máxima de 30 [m] Tecnologia de Estaleiros Navais - Soldadura por Laser Video Laser com Metal de Adição Tecnologia de Estaleiros Navais - Soldadura por Laser Laser com TIG Fontes “Processos de soldadura”, J. Santos, L. Quintino Joining Technologies Reference Center www.accuparts.com Tecnologia de Estaleiros Navais - Soldadura por Laser
Download