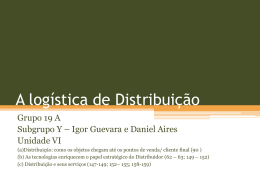
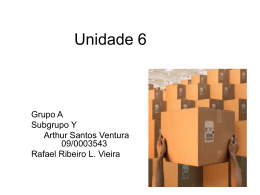
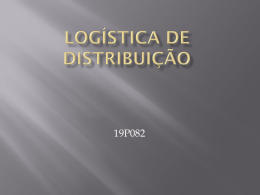
1 PROJETO DO DISTRIBUIDOR DE AR DE UM GASEIFICADOR DE LEITO FLUIDIZADO Diogo Kaminski1, Eduardo Gonçalves Reimbrecht1, Thiago Fernandes de Aquino1, Araí Augusta Bernárdez Pécora2 1 Associação Beneficente da Indústria Carbonífera de Santa Catarina (SATC) - Centro Tecnológico de Carvão Limpo (CTCL) - Faculdade SATC, Rua Pascoal Meller, 73 - CEP 88.805-380 - CP 362 - Criciúma - SC Brasil. 2 Universidade Estadual de Campinas, UNICAMP - Faculdade de Engenharia Mecânica - Rua Mendeleyev, 200 CEP 13.083-860 - CP 6122 - Campinas SP - Brasil. E-mail: [email protected] RESUMO O distribuidor de um gaseificador é um componente muito importante para a garantia de uma distribuição homogênea dos agentes gaseificantes, assim como uma fluidização uniforme por toda a seção do leito. Diante disto, o presente trabalho tem como objetivo projetar o distribuidor de ar pertencente a um gaseificador de leito fluidizado circulante, tendo como matéria-prima o carvão mineral da camada Bonito, localizada no sul de Santa Catarina. Previamente ao dimensionamento do sistema de distribuição, foram realizadas algumas simulações do processo de gaseificação no intuito de obter valores aceitáveis de eficiência a frio do sistema. Para tanto, foi utilizado o software Comprehensive Simulator for Fluidized and Moving Beds (CeSFaMB). Esta mesma ferramenta computacional foi empregada no dimensionamento do distribuidor, sendo a perda de carga e a velocidade através dos orifícios os parâmetros analisados para a verificação da geometria do distribuidor recomendada para o gaseificador. As variáveis estudadas no dimensionamento foram: diâmetro e quantidade de orifícios, diâmetro e quantidade de tuyères. A partir dos melhores resultados obtidos da combinação destes parâmetros, foram verificadas as condições de fluidização, da qual foi gerado o projeto mecânico no software Solid Works e também realizada a comparação dos valores obtidos nas simulações com os resultados da literatura. Considerando que o diâmetro do distribuidor foi fixado em 400 mm, os resultados obtidos apontaram para um distribuidor contendo 104 tuyères com 20 mm de diâmetro externo e 8 orifícios de 3 mm de diâmetro por tuyère. Os resultados das simulações apresentaram boa concordância com a literatura. PALAVRAS-CHAVE: Distribuidor de gás tipo tuyère; Gaseificação; Carvão mineral; Camada Bonito; Leito Fluidizado Circulante; Projeto. 2 1. INTRODUÇÃO A gaseificação é um processo térmico de conversão de combustíveis, com o intuito de se obter gás de síntese composto principalmente por monóxido de carbono, hidrogênio, metano e dióxido de carbono. Esses combustíveis podem ser sólidos ou líquidos, sendo geralmente empregado carvão, biomassa, coque de petróleo ou óleo pesado como combustível. As reações de gaseificação são termoquímicas, onde se realiza a oxidação parcial, onde o combustível reage com o oxigênio em quantidades inferiores à estequiométrica, que é o mínimo teórico para a combustão completa do combustível, produzindo assim o gás de síntese (Williams e outros, 2000). Segundo Smoot e Smith (1985), as principais aplicações dos gases gerados na reação são: substituição ao gás natural; utilização como gás sintético para produção de alcoóis, gasolina, plástico e outros compostos químicos; geração de energia elétrica; produção de vapor industrial ou energia térmica. Dentre os combustíveis citados, o carvão apresenta-se mundialmente como um dos principais na utilização da tecnologia de gaseificação, sendo aplicado em escala comercial há aproximadamente 200 anos, com o primeiro gás sendo produzido a partir do carvão no final do século XVIII. O estudo da viabilidade da tecnologia de gaseificação de carvão mineral brasileiro é importante para a região sul do Brasil uma vez que é nessa região que se encontra a maior concentração de jazidas do país, sendo a maior exploradora de carvão mineral, destacando-se os estados de Santa Catarina e Rio Grande do Sul como principais exploradores deste minério, aliado ao fato de que a região sul catarinense possui inúmeras empresas que utilizam gás em seu processo produtivo. Basu (2006), afirma que dentre os vários componentes do sistema de gaseificação, o distribuidor apresenta-se como um dos principais para a obtenção de um processo eficiente. As principais funções do distribuidor consistem na sustentação do leito e na garantia de uma distribuição homogênea do gás de fluidização para o leito de sólidos. Uma distribuição não homogênea resulta em inúmeros problemas, como o colapso do gaseificador devido à aglomeração no leito. Existem vários tipos de distribuidores, tais como: placa perfurada; placa porosa; tuyère tipo direcional (“directional nozzle”); tuyère tipo “simple nozzle”, bocal ou flauta; placa perfurada côncava; placa com grelhas; tuyère tipo “bubble cap”; e tuyère tipo “slit nozzle”. (Basu, 2006). A Tabela I apresenta as vantagens e desvantagens existentes entre dois dos principais tipos de distribuidores, conforme [Yang (2003), Kunii e Levenspiel (1991)]. A 3 escolha do modelo a ser empregado depende de uma série de fatores como faixa de operação, custos de fabricação e facilidade de limpeza. O dimensionamento preciso do distribuidor escolhido é imprescindível para a obtenção do gás desejado, bem como influencia diretamente nos periféricos existentes no sistema de gaseificação. Para tanto, o estudo apresenta o projeto de um distribuidor de ar de um gaseificador de leito fluidizado circulante, onde foram verificadas as características físicas do mesmo. Tabela I - Comparativo entre os tipos de distribuidores (Karry e Werther, 2003; Kunii e Levenspiel, 1991). Tipo distribuidor Vantagens Desvantagens Simples fabricação, baixo custo de Placa fabricação, facilidade de Limita a área disponível para perfurada modificações (diâmetro do orifício, orifícios, ou seja, limita a ampliação ou redução) e facilidade velocidade de injeção. de limpeza. Permite grande flexibilidade em áreas de injeção sem sacrificar o diâmetro de Distribuidor tipo tuyère cada orifício e ou a perda de carga no distribuidor. Permite variar o número e diâmetro de orifícios para ajustar a velocidade média de injeção do gás através de orifícios bem como a perda Maior custo de fabricação, dificuldade de modificação, dificuldade de limpeza, presença de regiões estagnadas. de carga total no distribuidor. O presente trabalho faz parte de um projeto maior, onde está sendo verificada a viabilidade técnica, econômica e ambiental da gaseificação do carvão mineral brasileiro. Os resultados deste documento serão utilizados como base para a determinação dos parâmetros construtivos do distribuidor de uma planta piloto de gaseificação, foco principal do projeto. 4 2. PROCEDIMENTO METODOLÓGICO A tecnologia escolhida para o estudo foi a de leito fluidizado circulante, tendo em vista que pode ser aplicado para processar carvões com alto teor de cinzas e leva a relativamente altas eficiências de conversão do combustível. Os gráficos apresentados no artigo foram realizados utilizando o arquivo base do programa, que considera um carvão com densidades de carga, aparente e real, iguais a 700, 1400 e 2100 kg/m3, respectivamente. Porém cabe salientar que o dimensionamento final do distribuidor foi realizado com dados de densidade obtidos experimentalmente do carvão da camada Bonito beneficiado, com densidades de empilhamento, aparente de partícula e real de 1024, 1680, 1830 kg/m3, respectivamente. Este carvão é encontrado no sul do estado de Santa Catarina. O dimensionamento do distribuidor de ar foi realizado utilizando o software Comprehensive Simulator for Fluidized and Moving Beds (CeSFaMB)[de Souza-Santos, 2011]. Foram então realizadas combinações entre os seguintes parâmetros: diâmetro dos orifícios, diâmetro interno e externo do tuyère, quantidade de tuyères e número de orifícios por tuyère, obtendo resultados de perda de carga no distribuidor e velocidade através dos orifícios. Entretanto, todos os parâmetros restantes, como vazão de ar e combustível, diâmetro e altura do reator, temperatura de entrada de ar, característica do carvão, dentre outros, permaneceram constantes em todas as simulações realizadas. As condições de gaseificação foram obtidas através de inúmeras simulações variando o fluxo de carvão [0,1 a 0,3 kg/s], de ar [0,1 a 0,3 kg/s] e de vapor [0 a 0,05 kg/s], a granulometria do carvão [0,3 a 1 mm] e o diâmetro do reator [0,3 e 0,4 m]. Tendo como valor fixo a altura do reator em 10m, verificou-se dentre todas as simulações qual obteve o maior valor para eficiência a frio. Esse foi denominado arquivo base para as novas simulações onde foram alteradas somente as dimensões do distribuidor, conforme ilustra a Figura 1. A eficiência do gaseificador é usualmente definida pela razão entre a entalpia de combustão dos gases na saída do reator e a energia presente no combustível alimentado. Segundo de Souza-Santos (2010), fabricantes de gaseificadores fornecem a eficiência em duas bases: fria e quente. Na eficiência à quente a entalpia de combustão do gás deixando o reator, a 298K, é adicionada à energia sensível do gás na temperatura da corrente de saída. Nesse cálculo são considerados todos os componentes, incluindo a água e o alcatrão, sendo que valores típicos da eficiência à quente para gaseificadores em leito fluidizado estão entre 70 e 90%. No cálculo da eficiência a frio, somente a entalpia de combustão do gás deixando o reator, a 298K, é considerada. Nesse cálculo, a composição do gás deve ser computada em 5 base seca e livre de alcatrão (ou seja, gás seco e limpo). Valores típicos da eficiência à frio para gaseificadores de leito fluidizado encontram-se na faixa de 50 a 70%. Figura 1 – Esquema do gaseificador com os dados utilizados no dimensionamento do distribuidor (de Souza-Santos, 2011). As simulações do processo de gaseificação consistiram em combinações entre os parâmetros construtivos do distribuidor. Os parâmetros adotados pelo software encontram-se ilustrados no esquema da Figura 2, onde se visualiza a disposição dos tuyères, bem como o diâmetro e quantidade por tuyère dos orifícios. Com os dados encontrados foram gerados gráficos 3D no software MATLAB, a fim de verificar a relação existente entre as variáveis, tendo como resposta a perda de carga no distribuidor e velocidade através dos orifícios. Desses foram selecionados os resultados que ficaram no intervalo recomendado pela bibliografia, ou seja, perda de carga entre 1,0 e 4,0 kPa e velocidade através dos orifícios entre 30 e 90 m/s. 6 Figura 2 - Placa de orifícios modelo tuyère (CeSFaMB) (de Souza-Santos, 2011). Neste projeto foi selecionado o arranjo quadrado para a distribuição dos tuyères, conforme Figura 3 (b). A disposição interfere somente no espaçamento entre os tuyères, não influenciando nos parâmetros estudados. (a) (b) Figura 3 - Possibilidade de arranjo dos tuyères (de Souza-Santos, 2011). A segunda etapa deste trabalho consiste na geração de um projeto mecânico do distribuidor com as dimensões encontradas através das simulações, sendo utilizado o software Solid Works. A seleção do material adequado para a fabricação do distribuidor completa o trabalho. 3. RESULTADOS E DISCUSSÃO Os resultados são apresentados nas Figuras 4 à 7. Com relação às curvas e dados da Figura 4, constata-se que o intervalo aceitável para o diâmetro dos orifícios ficou entre 3 e 4 7 mm, enquanto o diâmetro do tuyère ficou no intervalo de 15 a 25 mm, considerando os dois parâmetros de análise, perda de carga no distribuidor e velocidade nos orifícios. Nesta primeira análise o diâmetro dos tuyères foi variado até 25 mm, pois valores superiores a este, aumentam a área total dos tuyères, podendo em certos casos ultrapassar a área transversal do distribuidor (0,12566 m2). O diâmetro dos orifícios iniciou em 1,5 mm devido as limitações de velocidade através dos orifícios, sendo que para diâmetro igual ou inferior a 1 mm, são atingidos valores muito elevados de velocidade tais como 346,8 m/s. Figura 4 - Perda de carga no distribuidor e velocidade do ar nos orifícios do tuyère em função do diâmetro dos orifícios e do diâmetro dos tuyères. Através da Figura 5 verifica-se que o diâmetro do orifício obteve os melhores valores entre 3 e 4 mm, enquanto o número de tuyères não influenciou nos resultados devido ao fato do parâmetro número de orifícios total permanecer constante (800 orifícios) nestas simulações, ou seja, com a variação do número de tuyères somente houve variação no número de orifícios por tuyère, fato este que não acarretou influência nos parâmetros analisados. 8 Figura 5 - Perda de carga no distribuidor e velocidade do ar nos orifícios do tuyère em função do diâmetro dos orifícios e do número de tuyères. Analisando a terceira seqüência de simulações, ilustrada na Figura 6, constata-se que os resultados obtiveram seus valores aceitáveis para o diâmetro dos orifícios entre 2 e 4 mm, independentemente da quantidade de orifícios por tuyère. Entretanto, nas duas seqüências de simulações mostradas anteriormente, obteve-se que o valor recomendado está na faixa entre 3 e 4 mm. Logo, para atender as três seqüências de simulações realizadas, o diâmetro do orifício do distribuidor deve estar entre 3 e 4 mm. Para esta faixa, os resultados mostraram a necessidade de 3 a 5 orifícios por tuyère. Figura 6 - Perda de carga no distribuidor e velocidade do ar nos orifícios do tuyère em função do diâmetro dos orifícios e do número de orifícios por tuyère. 9 Visando a determinação da quantidade de tuyères no distribuidor e o número de orifícios por tuyère foi realizada mais uma seqüência de simulações, ilustrada na Figura 7. Neste estudo foram fixados os parâmetros construtivos encontrados durante as simulações anteriores, ou seja, mantido constante o diâmetro dos orifícios em 3 mm, bem como o diâmetro interno e externo dos tuyères em 15 e 20 mm, respectivamente. Através da análise dos resultados encontrados, conclui-se que o parâmetro número de orifícios por tuyère tem seu intervalo recomendado entre 8 e 12, enquanto a quantidade de tuyères no distribuidor tem seus valores no intervalo entre 80 e 100 tuyères. Figura 7 - Perda de carga no distribuidor e velocidade do ar nos orifícios do tuyère em função do número de orifícios por tuyère e número de tuyères Após a realização das simulações com os valores recomendados pelo software CeSFaMB para a densidade do combustível, simulações foram realizadas empregando os valores experimentais do carvão beneficiado da camada Bonito. Para as condições estabelecidas dos agentes gaseificantes no reator, condições fixas em termos de reinjeção de partículas no sistema, altura do reator e características químicas do combustível em questão, as dimensões ótimas para o distribuidor foram obtidas aplicando a mesma metodologia de análise mostrada anteriormente. Os parâmetros construtivos do distribuidor encontrados foram: dor = 3 mm; df = 20 mm (externo) e 15mm (interno); Nor = 8; Nfs = 104; 10 ∆Pd = 3,76 kPa; ∆Pb = 0,71 kPa; Uor = 37,051 m/s; ηc = 18,23%; ηh = 25,20% Conversão de carbono = 38,53%. Em termos de eficiência a frio, o sistema ainda não alcançou valores considerados aceitáveis (na faixa de 50%) para o processo de gaseificação e a obtenção de valores mais elevados depende de uma série de fatores que ainda estão sendo avaliados, como a utilização de vapor no processo, o ponto de reinjeção das partículas no leito e até mesmo uma elevação na pressão total do sistema. Além dos estudos serem preliminares, cabe salientar que o dimensionamento do prato de distribuição apresentado neste trabalho pode ser utilizado como base para as futuras simulações. 3.1 Solid Works Através dos parâmetros obtidos com as simulações, aliadas a comparação com a literatura pertinente, foram confeccionados os desenhos do distribuidor. Os desenhos obtidos estão ilustrados nas Figuras 8 à 10. Na Figura 11 são mostradas duas possibilidades para a inclinação de saída do gás do orifício do tuyère (horizontal e 45º). Figura 8 - Prato metálico. 11 Figura 9 - Tuyère. Figura 10 - Distribuidor de gás tipo tuyère. 12 Figura 11 - Possibilidade de fabricação dos orifícios. a) saída do gás horizontal, b) saída do gás com inclinação de 45º. 3.2 Comparações com a bibliografia Com o objetivo de comparar as simulações realizadas no CeSFaMB (Comprehensive Simulator for Fluidized and Moving Beds), foi realizado um memorial de cálculo para os parâmetros analisados, que são a perda de carga no leito e distribuidor, a velocidade do ar através dos orifícios e o diâmetro dos orifícios. Segundo (de Souza-Santos, 2010; Kunii e Levenspiel, 1991 e Basu, 2006), a perda de carga no leito é calculado através da Eq. (1): (1) Como nas simulações não foram adicionados inertes (areia ou calcário), as partículas são cinzas desprendidas de núcleos ainda não reagidos e dos núcleos em reação. As massas específicas do carvão e das cinzas são 1830 e 2300 kg/m3, respectivamente. 13 Segundo (de Souza-Santos, 2010) a perda de carga no distribuidor é obtida através da Eq. (2): (2) De acordo com (Saxena e outros, 2009; Kunii e Levenspiel, 1991 e Basu, 2006) a velocidade através dos orifícios pode ser calculada pela Eq.(3): (3) De acordo com (Kunii e Levenspiel, 1991) o diâmetro dos orifícios é obtido com a aplicação da relação: (4) Segundo (Basu, 2006 e Saxena e outros, 2009) para determinar o espaçamento entre os tuyères, utiliza-se a equação: (5) 14 Tabela II - Comparação entre os parâmetros encontrados no software e na literatura. CeSFaMB ∆Pb ∆Pd Uor dor 0,710 kPa 3,76 kPa 37,051 m/s 3,0 mm 0,764 kPa 3,767 kPa 37,051 m/s 3,0 mm 6,9% 0,19% 0,00% 0,00% (de Souza-Santos, 2010; Kunii e Levenspiel, 1991; Basu, 2006; Saxena e outros, 2009) Comparação 3.2.1 Cálculos complementares Segundo (Kunii e Levenspiel, 1991) o comprimento do jato é determinado através da seguinte equação: - (6) De acordo com (Sinnot, 1997) a espessura da placa metálica é determinada realizando o seguinte cálculo: (7) O valor de f é igual a 80.106 N/m2 para o aço inoxidável 310 na temperatura encontrada para o distribuidor. Sendo o valor de Pd a pressão sobre o distribuidor. 15 3.3 Seleção de material Devido ao fato de ser um material resistente a corrosão, oxidação e a temperaturas elevadas, foi selecionado o aço austenítico inox AISI 310 para a fabricação do distribuidor. A principal característica deste aço está no teor de cromo (24-26%) e níquel (19-22%), que garante sua resistência tanto a corrosão quanto ao calor, bem como resistência mecânica a altas temperaturas, podendo ser constatado através da Figura 12. Figura 12 - Gráfico ilustrando o efeito do cromo na resistência dos aços à oxidação a altas temperaturas (Chiaverini, 2005). Segundo Chiaverini (2005), as propriedades mecânicas do aço inox AISI 310 são as seguintes: Resistência à tração (N/mm2): 665; Limite de escoamento (N/mm2): 315; Dureza Rockwell: B 85; Temperatura de solubilização (ºC): 1040 à 1065. 4. CONCLUSÃO Com o desenvolvimento deste trabalho pode-se chegar às seguintes conclusões: O diâmetro dos orifícios deve ter seu valor máximo em 3 mm, com o objetivo de impedir o retorno de partículas, o que acarretaria entupimento e inúmeros problemas no sistema. Fato este aperfeiçoado com o orifício sendo realizado em ângulo no 16 tuyère, o qual diminui consideravelmente o ângulo de escorregamento pelo orifício, visto que este ângulo não pode superar 30º, que é o valor aproximado do ângulo de escorregamento da areia e da cinza do carvão. Este parâmetro construtivo obteve em todas as simulações sua dimensão recomendada neste valor. Os valores mais indicados para a quantidade de tuyères no distribuidor, nas determinadas condições de operação do sistema de gaseificação, obteve seus melhores resultados no intervalo entre 80 e 100 tuyères. Já o parâmetro do número de orifícios por tuyère, conclui-se que os valores recomendados estão entre 8 e 12. O diâmetro externo de 20 mm para o tuyère foi selecionado com o intuito de facilitar as operações de limpeza e manutenção. Também foi verificado que aplicando um diâmetro interno dos tuyères igual a 15 mm, a perda de carga no distribuidor e velocidade nos orifícios alcançam bons resultados. Os valores obtidos com o software CeSFaMB, quando comparados com a literatura, apresentam boa concordância, o que reforça a confiança em utilizá-lo no dimensionamento completo da planta piloto. Não se faz necessário a utilização de isolamento na superfície do distribuidor, pois o próprio ar que passa pelo tuyère realiza esta função juntamente com o inerte presente na composição do combustível. Somente deve-se tomar cuidado de sempre manter a alimentação de ar, principalmente quando desligar a planta, onde o ar deve estar sendo injetado até atingir uma temperatura suficientemente baixa. Uma alternativa de projeto sugerida é a construção de tuyères que apresentem maior comprimento de tubo, para assegurar que os orifícios estejam suficientemente acima da placa de modo a evitar que jatos de ar a atinjam bem como manter uma camada de material inerte (areia) estacionária sobre a placa, realizando a função de isolante térmico. Deve-se atentar para o parâmetro do comprimento do jato, pois o mesmo não pode atingir o jato adjacente. Neste projeto foram realizados os orifícios em ângulo para minimizar este fator, sendo que na montagem do distribuidor pode-se direcionar a saída dos orifícios, excluindo completamente este efeito. A espessura teórica da chapa foi calculada e a espessura comercial que mais se aproxima é a de 3/8” (9,525 mm). 17 NOMENCLATURA a coeficiente de perda de pressão total no distribuidor, função (NRe-or, NRe-f,Uf, U0,Uor) A área, m2 d diâmetro, mm D diâmetro da coluna do reator, m f tensão de projeto que depende do material e da temperatura, N/m2 g aceleração da gravidade, m/s2 H altura, m L comprimento, m vazão mássica, kg/s N número/quantidade P pressão, Pa U velocidade, m/s P queda de pressão, Pa s espaçamento entre os tuyères, m t espessura da placa metálica, m Letras gregas ∆ variação do parâmetro analisado ε porosidade massa específica ou densidade η eficiência Subscritos 0 superficial b leito de partículas (bed) c frio (cold) d distribuidor de gás f tuyère ou flauta fs tuyères ou flautas g gás h quente (hot) j jato 18 mf mínima fluidização or orifícios p partícula Re número de Reynolds REFERÊNCIAS BIBLIOGRÁFICAS Basu, P. Combustion and Gasification in Fluidized Beds. Edição: CRC Press. Boca Raton: Taylor & Francis, p. 496, 2006. Chiaverini, V. Aços e ferros fundidos. 7ª. São Paulo, SP: Associação Brasileira de Metalurgia e Materiais, p. 576, 2005. de Souza-Santos, M. L. CeSFaMB® - Comprehensive Simulator of Fluidized and Moving Bed Equipment (Manual Series 40,www.csfmb.com). 2011. de Souza-Santos, M.L. Solid Fuels Combustion and Gasification. CRC Press, p. 508, 2010. Karry, S.B.R & Werther, J. Gas Distributor and Plenum Design in Fluidized Beds. In: Handbook of Fluidization and Fluid-Particle Systems. Yang, W.-C. (editor). Marcel Dekker, New York, p.155-170, 2003. Kunii, D., & Levenspiel, O.. Fluidization Engineering. 2nd ed. John Wiley, New York, p. 491, 1991. Oka, S. N. Fluidized Bed Combustion. New York: Marcel Dekker, p. 616, 2004. Saxena, S. C., Sathiyamoorthy, D. & Sundaram, C.V.. Design principles and characteristics of distributors in gas-fluidized beds. In: Advances in Transport Processes. Vol. 2., p.241-296, 2009. Sinnot, R. K., Chemical Engineering Design. In: Coulson & Richardson´s Chemical Engineering. Vol. 6. Butterworth-Heinemann Ltda. p. 730-739, 1997. 19 Smoot, L. D., & Smith, P. J.. Coal Combustion and Gasification. New York: Plenum Press, p. 464, 1985. Williams, A., Pourkashanian, M., Jones, J.M. & Skorupska, N.. Combustion and Gasification of Coal. Taylor & Francis, p. 336, 2000. Yang, W.-C. Handbook of Fluidization and Fluid-Particle Systems. 2003.
Baixar