EPP-200
Consola de Corte Precision Plasmarc
Manual de instruções
0558007016
10 / 2007
CERTIFIQUE-SE DE QUE ESTAS INFORMAÇÕES CHEGUEM
ATÉ O OPERADOR.
VOCÊ PODE OBTER MAIS CÓPIAS ATRAVÉS DE SEU FORNECEDOR.
cuidado
Estas INSTRUÇÕES são para operadores com experiência. Caso não esteja familiarizado
com as normas de operação e práticas de segurança para solda elétrica e equipamento de
corte, recomendamos que leia nosso folheto, “Formulário 52-529 de Precauções e Práticas
de Segurança para Solda Elétrica, Corte e Goivagem”. NÃO permita que pessoas sem treinamento façam a instalação, operação ou a manutenção deste equipamento. NÃO tente
instalar ou operar este equipamento até que tenha lido e compreendido completamente
as instruções. Caso não as compreenda, contate seu fornecedor para maiores informações.
Certifique-se de ter lido as Precauções de Segurança antes de instalar ou operar este equipamento.
RESPONSABILIDADE DO USUÁRIO
Este equipamento após ser instalado, operado, feito a manutenção e reparado de acordo com as instruções fornecidas, operará conforme a descrição contida neste manual acompanhando os rótulos e/ou folhetos e deve ser
verificado periodicamente. O equipamento que não estiver operando de acordo com as características contidas
neste manual ou sofrer manutenção inadequada não deve ser utilizado. As partes que estiverem quebradas,
ausentes, gastas, alteradas ou contaminadas devem ser substituídas imediatamente. Para reparos e substituição,
recomenda-se que se faça um pedido por telefone ou por escrito para o Distribuidor Autorizado do qual foi
comprado o produto.
Este equipamento ou qualquer uma de suas partes não deve ser alterado sem a autorização do fabricante. O
usuário deste equipamento se responsabilizará por qualquer mal funcionamento que resulte em uso impróprio,
manutenção incorreta, dano, ou alteração que sejam feitas por qualquer outro que não seja o fabricante ou de
um serviço designado pelo fabricante.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR
A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!
2
ÍNDICE
SEÇÃO
TÍTULO
PÁGINA
SEÇÃO 1
SEGURANÇA............................................................................................................................. 5
SEÇÃO 2
SEÇÃO 3
SEÇÃO 4
DESCRIÇÃO............................................................................................................................................................... 7
INSTALAÇÃO..........................................................................................................................................................13
OPERAÇÃO..............................................................................................................................................................21
3
DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC of 12 December 2006, entering into force 16 January 2007
The EMC Directive 2004/108/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Lågspänningsdirektivet 2006/95/EG från 12 december 2006, ikrafsat 16 januari 2007
EMC-Direktivet 2004/108/EG
Type of equipment Materialslag
Plasma Cutting Console
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
EPP-200, (0558004315)
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-1, Arc welding equipment – Part 1: Welding power sources
EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: / Tilläggsinformation: Restrictive use, Class A equipment, intended for use in locations other than
residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2009-02-18
Signature / Underskrift
Kent Eimbrodt
Clarification
Position / Befattning
Global Director
Equipment and Automation
seÇÃO 1
1.0
MEDIDAS DE SEGURANÇA
Medidas de Segurança
Todos aqueles que utilizam equipamentos de solda e corte da ESAB devem certificar-se de que todas as pessoas
que trabalhem ou estiverem perto da máquina de solda ou corte tenha conhecimento das medidas de segurança.
Estas medidas de segurança devem estar de acordo com os requerimentos que se aplicam às máquinas de solda
e corte. Leia atentamente as recomendações a seguir. As recomendações em relação ao seu local de trabalho
relativas à segurança também devem ser seguidas.
Uma pessoa com experiência em equipamentos de solda e corte deve ser responsável pelo trabalho. A operação
incorreta da máquina pode danificar o equipamento e causar riscos à sua saúde.
1.
Todos aqueles que utilizarem os equipamentos de solda e corte devem estar familiarizados com:
- sua operação.
- localização das chaves de emergência.
- sua função.
- medidas de segurança relevantes.
- processo de solda e/ou corte
2. O operador deve certificar-se de que:
- somente pessoas autorizadas mexam no equipamento.
- todos estejam protegidos quando o equipamento for utilizado.
3. A área de trabalho deve ser:
- apropriada para esta aplicação.
- sem ventilação excessiva.
4. Equipamentos de segurança pessoal:
- sempre use equipamentos de segurança como óculos de proteção, luvas e roupas especiais.
- não utilize acessórios que não sejam adequados à operação de solda ou corte, como colar, pulseira, etc.
5.
Precauções gerais:
- certifique-se de que o cabo de trabalho esteja firmemente conectado.
- o trabalho em equipamentos de alta voltagem deve ser feito por pessoas qualificadas.
- tenha um extintor perto da área onde a máquina esteja situada.
- não faça a manutenção ou lubrificação do equipamento durante a operação de corte.
5
seÇÃO 1
ATENÇÃO
MEDIDAS DE SEGURANÇA
O PROCESSO DE SOLDA E CORTE PODE CAUSAR DANOS À SUA SAÚDE
E A DE OUTROS. TOME AS MEDIDAS DE SEGURANÇA APROPRIADAS AO
SOLDAR OU CORTAR. PEÇA AO SEU EMPREGADOR PARA TER ACESSO ÀS
NORMAS DE SEGURANÇA.
CHOQUE ELÉTRICO - pode ser fatal!
- instale e aterre o equipamento de solda ou corte de acordo com a norma de segurança local.
- não toque as partes elétricas ou o eletrodo sem proteção adequada, com luvas molhadas ou com pano
molhado.
- não encoste no aterramento nem na peça de trabalho.
- certifique-se de que a área de trabalho é segura.
FUMOS E GASES - podem ser nocivos à saúde.
- mantenha a cabeça longe dos fumos.
- utilize ventilação e/ou extração de fumos na zona de trabalho.
RAIOS DO ARCO - podem causar queimaduras e danificar a sua visão.
- proteja os olhos e o corpo. Use a lente de solda/corte correta e roupas apropriadas.
- proteja as outras pessoas com cortinas apropriadas.
FOGO
- fagulhas podem causar fogo. Certifique-se que nenhum produto inflamável não esteja na área de trabalho.
RUÍDO - ruído em excesso pode prejudicar a sua audição.
- proteja o seu ouvido. Use protetor auricular.
- informe as pessoas na área de trabalho dos riscos de ruído em excesso e da necessidade de se usar protetor
auricular.
MALFUNÇÃO - caso a máquina não opere como esperado, chame uma pessoa especializada.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR
A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!
6
SEÇÃO 2
DESCRIÇÃO
2.1 Introdução
O console EPP-200 é projetado para aplicações de corte a plasma mecanizado. O equipamento
pode ser utilizado com outros produtos ESAB, tais como as tochas PT-24 e PT-600, uma caixa
de ligação opcional ou um controle remoto.
•
•
•
•
•
•
•
•
Faixa de corrente de 50A a 200A
Refrigeraçãoa ar forçada
Corrente DC
Unidade de refrigeração a água integrada
Proteção de voltagem de entrada
Painel de controle frontal ou remoto
Chaves térmicas de proteção
Luzes indicadoras de falha
2.2 Especificações gerais
Console EPP-200 (0558004315):
SAÍDA (ciclo de trabalho a 100%)
Voltagem...................................................................................................... 160VDC
Corrente (DC).......................................................................................... 50A to 200A
Potência............................................................................................. 8000 W to 32000 W
Circuito em aberto (OCV)....................................................................... 325VDC
ENTRADA
Voltagem (trifásica)................................................................ 200/230/380/415/460/575V
Corrente (trifásica).......................................................................115/100/60/55/50/40A
Freqüência....................................................................................................50/60Hz
KVA.................................................................................................................. 39.8 kW
Potência......................................................................................................... 37.8 kW
Fator de potência...........................................................................................95%
Fusível.........................................................................................Consulte seção 3, Instalação
7
SEÇÃO 2
CUIDADO
DESCRIÇÃO
Choque elétrico pode matar!
A utilização de tochas não projetadas para este equipamento pode
provocar choque elétrico.
Utilize apenas tochas projetadas para o console EPP-200.
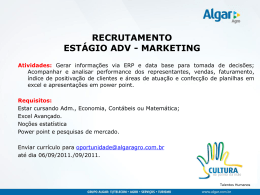
2.3 Dimensões e peso
550mm. (22in)
1100mm (44 in.)
1050mm (42in.)
Peso = 330 kg (725 lbs.)
8
SEÇÃO 2
DESCRIÇÃO
2.4 EPP-200 Acessórios e opcionais da EPP-200
Cabo de controle
Cabo do arco piloto
da caixa de ligação para o da caixa de ligação para o
console
console
Opções
* Mangueiras (2)
do console para caixa de
ligação
1.5m (5 ft.)
0558003979
N/A
0558003985
0558003991
3.0m (10 ft.)
0558003980
N/A
0558003986
0558003992
6.1m (20 ft.)
0558003981
N/A
0558003987
0558003993
7.6m (25 ft.)
33132
0558004651
33303
22001 (4495038)
9.1m (30 ft. )
0558003982
N/A
0558003988
0558003994
12.2m (40 ft.)
0558003983
N/A
0558003989
0558003995
15.2m (50 ft.)
33133 (4495019)
0558004652
33304 (4495034)
22002 (4495039)
22.9m (75 ft.)
33134 (4495020)
0558004653
33305 (4495035)
22003 (4495040)
30.5m(100 ft. )
33135 (4495021)
0558004654
33306 (4495036)
22004 (4495041)
38.1m (125 ft.)
33136 (4495022)
0558003978
33307 (4495037)
22005 (4495042)
45.7m (150 ft.)
0558003984
0558004655
0558003990
0558003996
Cabo de alimentação
do console para caixa de
ligação
* Utilizar com um encaixe do adaptador (41V12) incluído com a unidade.
NOTA:
Os números entre parêntesis referem-se apenas aos equipamentos destinados ao mercado europeu.
9
SEÇÃO 2
DESCRIÇÃO
2.5 Mangueiras dos gases
Tipo de gás
25 ft.
50 ft.
75 ft.
100 ft.
125 ft.
(7.6m)
(15.2m)
(22.8m)
(30.4m)
(38.1m)
Nitrogênio (transparente)
33122 33123 33124 33125 33126
Oxigênio (transparente- EUA)
33117
33118
33119
33120
33121
Oxigênio (azul - Europa)
0558002973 0558002974 0558002975 0558002976 0558002977
Argônio/Hidrogênio (H-35) (1) 33122* 33123*
33124* 33125* 33126*
Ar (transparente- EUA)
33122**
33123**
33124**
33125**
33126**
Ar (preto - Europa) (2)
0558002978**
0558002979**
0558002980**
0558002981**
0558002982**
Nota: * = Necessita de um adaptador P/N 19X54 (4494001) (pedir separadamente)
** = Necessita de um adaptador P/N 74S76 (0558004057) (pedir separadamente)
NOTA:
Os números entre parêntesis referem-se apenas aos equipamentos destinados ao mercado europeu.
2.6 Reguladores de gás
Estação do regulador
Regulador do cilindro
Nitrogênio . ................................................19155 ............................................998343
Oxigênio .....................................................19151..............................................998336
Argônio/Hidrogênio (H-35) .................19153..............................................998341
Ar . .................................................................30338 (4492008) .......................N/A
A utilização de um regulador individual para o gás de início sempre
é necessária.:
ATENÇÃO
•
•
•
Quando o gás plasma for ar, utilizar ar como gás de início.
Quando o gás plasma for oxigênio ou nitrogênio, utilizar nitrogênio como gás de início.
Quando o gás plasma for H-35 (Argônio/Hidrogênio), utilizar H-35 ou nitrogênio como gás de início.
São necessários 3 reguladores (plasma, início e proteção).
ATENÇÃO
Ao utilizar uma caixa de ligação:
•
•
As mangueiras de gases dos cilindros são conectadas diretamente à caixa de ligação.
O manifold do console não é utilizado.
10
SEÇÃO 2
2.7 Conjuntos básicos
DESCRIÇÃO
O sistema EPP-200 está disponível em conjuntos preparados pela
engenharia ou pode ser solicitado em partes individuais, listadas
abaixo.
O conjunto básico inclui:
•
•
•
•
•
Console EPP-200
Tocha
Reguladores apropriados para os gases indicados
Mangueiras de gases do regulador do console
Líquido refrigerante
NOTA:
Os números entre parêntesis referem-se apenas aos equipamentos destinados ao mercado europeu.
Líquido refrigente (25%) – 3.8l (1 galão)
O líquido refrigente 25% PG melhora a vida útil do eletrodo em
aplicações que utilizam oxigênio ou ar como gás de corte, mas
protege contra o congelamento até 13° F (-10.6° C)
Líquido refrigente (50%) – 3.8l (1 galão) P/N 156F05 (7810012)
O líquido refrigente 50% EG protege contra o congelamento até
-40° F (-40.0° C)
11
SEÇÃO 2
DESCRIÇÃO
12
SEÇÃO 3
INSTALAÇÃO
3.1 General
ATENÇÃO
A falha no seguimento das instruções pode causar
morte, acidentes e estrago à sua propriedade.
Siga as instruções para previnir acidentes e estragos.
Siga as normas de segurança locais, estaduais e nacionais.
3.2 Recebimento
CUIDADO
Utiliza a alça para levantar a máquina.
Utilize as práticas de segurança ao içar o equipamento.
A unidade pesa 315Kg (700lbs). Utilize cabos e cordas apropriados
e em boas condições.
•
•
•
Inspecione o equipamento logo ao recebê-lo. Veifique se nenhum dano ocorreu durante o transporte.
Remova todos os componentes da máquina e certifique-se de que nenhuma peça ficou dentro da caixa.
Verifique os furos de ventilação e certifique-se de que não estão obstruídos.
13
SEÇÃO 3
CUIDADO
3.3 Localização
INSTALAÇÃO
Não restrinja o fluxo de ar .
Não restrinja o fluxo de ar no interior do equipamento utilizando
qualquer tipo de filtro. Isto poderá ocasionar um superaquecimento
do console e pode anular a garantia.
• Permita uma distância de no mínimo dois pés entre o equipamento
e qualquer obstáculo, permitindo assim que o ar flua através do console.
• Posicione o equipamento de tal maneira que os painéis laterais e superior possam ser removidos para manutenção, limpeza e inspeção.
Console
Plasma
• Instale o conunto EPP-200 perto de um disjuntor.
• Mantenha a área abaixo do console limpa, facilitando o fluxo de ar.
• O ambiente deve ser relativamente livre de poeira, fumos e excessivo
calor. Estes fatores afetarão as taxas de resfriamento da máquina.
CUIDADO
Poeira e sujeira dentro do equipamento pode
causar abertura do arco.
Uma falha no equipamento pode ocorrer. Um curto-circuito pode
acontecer caso muita sujeira se acumule dentro do equipamento.
Consulte a seção de manutenção.
3.4 Conexões de entrada do console
ATENÇÃO
Choque elétrico pode matar!
Forneça a máxima proteção contra choques elétricos.
Antes de relizar qualquer conexão no interior da máquina,
certifique-se de que o disjuntor geral está desligado.
14
SEÇÃO 3
INSTALAÇÃO
3.4.1 Especificações das conexões primárias
O conjunto EPP-200 é trifásico. A alimentação de entrada deve ser
fornecida através de um disjuntor de parede que contém fusíveis,
montados de acordo com as leis locais.
Tamanho dos cabos de alimentação e fusíveis recomendados:
Carregamento
Volts
Amps
200/208
230
380
415
460
575
115
100
60
55
50
40
Cabo de
alimentação
e terra*
CU/AWG
1
2
4
6
6
8
Fusíveis (A)
150
125
80
70
70
60
* Tamanhos de acordo com NEC (National Electric Code) para 75ºC
(165ºF), condutores de cobre a 40ºC (ambiente). Máximo de 4 condutores
por cabo. Os códigos locais devem ser seguidos caso os tamanhos dos
cabos diferirem dos citados acima. Os valores de corrente de entrada
contidos nesta tabela são especificados para a potência máxima de
saída (32KW) 200A a 160VDC.
ATENÇÃO
Linhas de energia individuais talvem sejam necessárias.
O conjunto EPP-200 é equipado com um compensador de voltagem,
mas para evitar um baixo rendimento devido à sobrecarga, uma
linha de energia exclusiva para o sistema talvez seja necessária.
15
SEÇÃO 3
INSTALAÇÃO
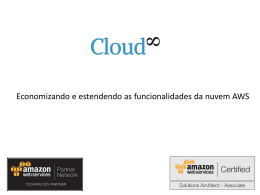
3.4.2 Procedimento das ligações primárias
O procedimento abaixo explica passo a passo como fazer as conexões
primárias da rede elétrica ao console.
Cabo de alimentação
de entrada
NOTA: códigos de segurança especificam que o último cabo a
ser rompido deve ser o de aterramento. Ao preparar o cabo de
alimentação, certifique-se de que o cado de aterramento seja
152cm (6”) mais longo do que os outros 3 cabos de entrada.
1. Certifique-se de que o cabo de alimentação esteja desconectado da rede elétrica.
2. Remova o painel lateral direito.
Conexão do
aterramento
Contactor
principal
3. Passe o cabo de alimentação através do furo localizado no
painel traseiro.
4. Passe o cabo de alimentação através do furo o suficiente para
permitir que o cabo alcançe o contactor principal. Aperte
bem os parafusos, certificando-se de que o cabo de alimentação está seguro.
Terminal de 7
posições
5. Conecte o cabo de aterramento ao terminal de aterramento,
acima de TB2 (terminal de 7 posições).
Transformador
6. Conecte os 3 cabos de entrada primária do cabo de alimentação aos terminais localizados acima do contactor principal.
Certifique-se de que os terminais estão firmemente seguros,
apertando os parafusos.
Conectado de
fábrica para 575V
CUIDADO
7. Conecte os cabos localizados abaixo do contactor principal
às voltagens marcadas no transformador principal. A unidade
é conectada de fábrica para 575V, como mostrado na figura
ao lado.
Conexão de alimentação principal
Certifique-se de que o cabo de alimentação primário está conectado
à voltagem correta no transformador e no terminal TB2.
Conectado de fábrica para 575V.
16
SEÇÃO 3
ATENÇÃO
INSTALAÇÃO
Choques elétricos são perigosos.
É importante se ter um bom aterramento da peça de trabalho ou
da mesa de corte.
8. Conecte o cabo de TB2 à voltagem de entrada apropriada.
Este terminal de 7 posições é conectado de fábrica para
575V.
Aterramento da peça de trabalho
9. Conecte os condutores de entrada ao disjuntor da rede
(parede).
10. Reinstale o painel lateral. Somente reinstale se todas as conexões estiverem feitas. Conexões de saída requerem que este
painel seja removido.
Aterramento da mesa de corte
11. Conecte a outra extremidade do cabo de trabalho à peça a
ser cortada ou à mesa de corte. Esta conexão deve ser feita
em um superfície metálica limpa, livre de pintura, oxidação,
etc.
17
SEÇÃO 3
INSTALAÇÃO
3.5 Conexões da tocha e opcionais ao console EPP-200
3.5.1 Cabos de saída, mangueiras e adaptadores da EPP-200 (fornecido pelo cliente)
EPP-200:
Os comprimentos variam dependendo do sistema.
• Retorno do líquido refrigerante
• Fornecimento do líquido refrigerante
• Cabo do arco piloto
• Cabo negativo
• Gás de proteção (diretamente para a caixa de ligação)
• Gás de início (diretamente para a caixa de ligação)
• Gás de corte (diretamente para a caixa de ligação)
• Cabo de trabalho
• Cabo do controle remoto (caso o controle remoto opcional seja comprado)
Consulte a seção 2 para os números de parte.
Um painel remoto de setup (opcional P/N 22000) está disponível para
a Avenger 1 e outras máquinas de corte ESAB. Este painel opera da
mesma maneira que um controle remoto. Consulte o manual de sua
máquina para as peças de reposição.
18
SEÇÃO 3
3.6
INSTALAÇÃO
Instalação do líquido refrigerante
ATENÇÃO
Choques elétricos são perigosos.
CUIDADO
A instalação de líquidos anti-congelantes causarão
danos à tocha.
É importante se ter um bom aterramento da peça de trabalho ou
da mesa de corte.
Utilize o líquido refrigerante especial.
Por motivos de alta condutividade elétrica, NÃO utilize água da
torneira ou líquido anti-congelante para a refrigeração da tocha. Um
líquido refrigerante especial é NECESSÁRIO. Este líquido também
protege contra o congelamento até -34ºC (-29ºF).
A operação do console sem o líquido refrigerante causará danos
à bomba de refrigeração.
Verifique o nível do líquido refrigerante com freqüência.
Remova a tampa situada na frente do equipamento e encha o tanque
com 4 galões (15.2l) do líquido refrigerante.
•
Não encha acima do nível indicado.
•
Reinstale a tampa.
Tampa do líquido refrigerante
19
SEÇÃO 3
INSTALAÇÃO
20
SEÇÃO 4
OPERAÇÃO
4.1 Introdução – Segurança de operação
Choque elétrico pode matar!
PERIGO
ATENÇÃO
Desconecte a fonte de alimentação antes de efetuar qualquer
serviço de manutenção na máquina, tocha ou caixa de ligação.
•
Não opere a máquina ou a caixa de ligação com os painés
removidos/abertos.
•
Não toque os consumíveis da tocha caso a máquina estiver
ligada.
•
Não efetue qualquer serviço de manutenção em nenhuma
parte do sistema sem antes desconectar o cabo de alimentação principal.
Este equipamento pode causar danos caso não for
operado de maneira apropriada ou não for feita a
manutenção correta.
Leia e compreenda o manual do equipamento e sinais de aviso
antes de operar este sistema.
ATENÇÃO
Raios do arco plasma podem causar danos nos olhos
e ouvidos.
•
Utilize proteção auricular.
•
Utilize proteção visual específica para corte e soldagem.
As lentes de proteção devem ser, no mínimo, número 6
ou 7.
•
Utilize roupas de proteção especiais para evitar queimaduras.
21
SEÇÃO 4
OPERAÇÃO
4.2 Operação do console EPP-200
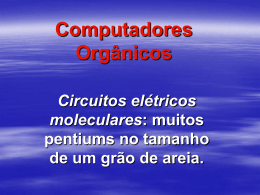
4.2.1 Controles da máquina
4
5
3
2
6
1
7
1
2
3
4
5
6
7
Arco piloto alto (“high”)/baixo (“low”)
Voltímetro e Amperímetro
Controle da corrente de saída
Chave de seleção controle remoto/painel
Chave de teste de gás
Luzes indicadoras de falha
Chave liga/desliga
Chave do arco piloto
Utilizada para selecionar a faixa de corrente quando a chave de seleção
controle remoto/painel estiver na posição painel (“Panel”). A posição
arco piloto alto (“high”) é utilizada na maioria das aplicalções de corte.
A vida útil do eletrodo é afetada quando a chave está na posição “alto”
(“high”) quando deveria estar na posição “baixo” (“low”). O início do
corte pode ser afetado caso a chave esteja na posição “baixo” (“low”),
quando a posição “alto” (“high”) é necessária.
Relacionado com a distância inicial entre tocha e a peça a ser
cortada.
Voltagem e Amperagem de corte
“A” indica a corrente de corte (amperímetro), 0 – 200A.
“V” indoca a voltagem de corte (voltímetro), 0 – 160VDC.
Controle da corrente de saída
Ajusta a corrente quando a chave de seleção controle remoto/painel
estiver na posição painel (“panel”).
Chave de seleção controle remoto/painel
Posição painel (“panel”) – a corrente de saída é ajustada pelo knob
situado no painel frontal.
Posição remoto (“remote”) – a corrente de saída é ajustada pelo CNC,
através de um sinal analógico.
22
SEÇÃO 4
OPERAÇÃO
Chave de teste de gás
Corte ("Cut") - permite o setup da pressão e do fluxo do gás de corte.
Início/proteção (“Start/Shield”) - setup da pressão e do fluxo do gás.
Operação (“Operate”) – posição de corte. Para o início da operção
de corte, a chave deve estar na posição “operate”.
Luzes indicadoras de falha
• Fluxo do líquido refrigerante – indica baixo fluxo do líquido
refrigerante. A luz se acenderá por alguns segundos quando
a máquina for ligada, desligando-se automaticamente.
• Pressão do gás plasma — baixa pressão do gás plasma. A
tocha não iniciará a operalçao de corte enquanto esta luz estiver acesa.
• Indicador de falha – indica que a porta da caixa de ligação
não esta totalmente fechada.
• Temperatura da fonte – indicador de falha. Condição de
super-aquecimento da máquina.
• Indicador de falha na fonte – indicador de falha. Não é utilizado.
• Sub/super fornecimento de voltagem – a voltagm de entrada está acima ou abaixo das tolerâncias de funcionamento
do console. A máquina permanecerá desligada até a causa
ser identificada e reparada.
Chave liga/desliga
Controla o fornecimento de enerigia ao ventilador, unidade de
refrigeração, console e circuito de interface. Uma luz se acenderá,
indicando que a máquina está ligada.
23
SEÇÃO 4
OPERAÇÃO
4.3 Seqüência de operação
1. Aplique corrente. A luz indicadora de máquina ligada somente se
acenderá quando a chave liga/desliga estiver na posição ligada
(“on”). A luz de falha piscará durante alguns segundos e depois se
desligará.
2. Posiocione a chave de seleção controle remoto/painel na opção
desejada. Caso a corrente seja controlada pelo CNC, a chave deve estar
na posição remoto (“remote”). Consulte as instruções da máquina de
corte para o ajuste de corrente. Caso a corrente não for controlada
por um CNC, selecione a posição painel (“panel”) e ajuste a corrente
utilizando o controle de corrente de saída.
3. Verifique o nível do líquido refrigerante. O líquido deve ser verificado
com a máquina DESLIGADA. O nível do líquido deve estar em um
nível de operação seguro.
4. Posicione a chave do arco piloto. Consulte os dados do processo de
corte no manual da tocha.
5. Ligue a máquina posicionando a chave liga/desliga na posição ligada
(“on”). Uma luz branca à esquerda da chave se acenderá.
6. Verifique a pressão do líquido refrigerante. A pressão vem ajustada
de fábrica entre 80 – 90PSI.
7. Inicie a operação de corte (admitindo que o setup manual de todas
as outras opções foram feitos).
Caso o modo painel (“panel”) seja utilizado, após iniciar a operação de
corte ajuste a corrente no valor desejado.
Verifique as luzes indicadoras de falha. Caso alguma esteja acesa,
DESLIGUE A MÁQUINA IMEDIATAMENTE. E consulte a seção busca e
solução de problemas (troubleshooting).
24
SECTION 5
MAINTENANCE
5.1 General
WARNING
Electric Shock Can Kill!
Open wall disconnect switch before attempting any maintenance
on:
• plasma console
• interconnecting cables
CAUTION
Only trained personnel should perform maintenance or repairs
on this equipment.
5.2 Inspection and Cleaning
Frequent inspection and cleaning of the EPP-200 and related equipment
are recommended for safety and proper operation. Consider the
following during inspection and cleaning:
•
Check work cable to workpiece connection.
•
Check safety earth ground at workpiece and at power
source chassis.
•
Ensure cable and hoses are not damaged or
kinked.
•
Ensure all plugs, fittings, and ground connections are
tight.
•
Check screen filter in coolant pump (located inside
console) periodically and flush as required.
25
SECTION 5
WARNING
MAINTENANCE
Flying Debris Hazard.
Flying Debris Can Seriously Injure Eyes
Wear protective eyewear when cleaning with compressed air.
Use low pressure air only.
CAUTION
Avoid Potential Equipment Damage
Water and/or oil can accumulate in compressed air lines. Be sure
to direct the first air blast away from equipment to avoid
damaging the junction box or flow control box.
•
With all input power disconnected and with proper eye
and face protection, blow out the inside of the power
source, flow control, and junction box using low-pressure,
clean dry compressed air.
•
Periodically bleed all water from the air filter/regulator
trap.
26
SECTION 5
MAINTENANCE
5.3 Gas Manifold Pressure Switches
Newer EPP-200 consoles are equipped with nonadjustable preset gas
manifold pressure switches.
Older ESP-200 consoles have adjustable pressure switches.
Both type switches are preset for:
• 17 psig (1.2 bar), shield and start gas switches
• 22 psig (1.5 bar), cut gas switch
5.3.1 Pressure Switch Adjustment Procedure
1. Turn main power switch OFF OFF.
2. Remove right side panel
3. Turn wheel:
• Counterclockwise to increase pressure
• Clockwise to decrease pressure
4. Replace panel.
5. Resume operation.
5.3.2 Gas Manifold with Non-adjustable Pressure Switches (reference)
27
SECTION 5
MAINTENANCE
28
SECTION 6
TROUBLESHOOTING
6.1 Introduction
WARNING
Electric Shock Can Kill!
Ensure all primary power to machine has been externally
disconnected.
Open line (wall) switch before attempting inspection or performing
work inside the plasma console or plumbing box.
WARNING
Capacitors Can Store High Voltages.
Disconnecting plasma console does not ensure capacitors are deenergized.
Ensure console capacitors are grounded after removing power and
prior to performing maintenance.
6.2 Procedure
1. Shut main power switch on the console to OFF position.
2. Disconnect main power line (wall) switch.
3. Check for obvious external settings, switches and external
connections.
4. If a problem is found, correct and proceed with normal operations.
5. If not, remove side panels. (Reminder: Power must be disconnected
before removing any covers.)
6. Perform a visual inspection of internal components. Check for:
• Loose or burned wiring and components
• Secure terminal connections
• Bulged or leaking capacitors
• Other signs of discoloration
Refer to the troubleshooting guide for identification of many
problems, possible causes and remedies.
Reference wiring diagrams and schematics are found in the last
part of this section.
29
SECTION 6
TROUBLESHOOTING
6.3 Front Panel Fault Lights
Fault Indicator Lights
•
Coolant Flow – Will show low coolant flow. The
light will briefly show a fault when console is turned on
and then go out.
•
Plasma Gas Pressure — fault indicator – low plasma
gas pressure. Torch will not fire when indicated.
•
Interlock Fault – Indicates Remote Plumbing box door
is not properly closed.
•
P/S Temp – fault indicator – over temperature condition
in the inverter power source.
•
P/S Fault – Not used.
•
Over/Under Voltage – fault indicator – input voltage is
above or below the tolerances of the power source
console. Will stay shut down console until main power
switch is recycled.
30
SECTION 6
TROUBLESHOOTING
6.4 Troubleshooting Guide
SECTION 6
Troubleshooting
6.4 Troubleshooting Guide High Voltages Can Cause Serious Injury or Death!
WARNING
Voltages in plasmaHigh
cutting
equipmentCan
are high
enough
to cause
Voltages
Cause
Serious
! WARNING
serious injury or death.
Injury or Death!
Only trained technicians
should
attempt
diagnosis
and repair
of
Voltages
in plasma
cutting
equipment
are high
this machinery. enough to cause serious injury or death.
CAUTION
Only trained technicians should attempt
diagnosis and repair of this machinery.
Avoid damaging your voltmeter.
Avoid damaging your voltmeter.
Disconnect the power from the high frequency generator before
! CAUTION
checking voltages in the high frequency circuit.
Disconnect the power from the high frequency
generator before checking voltages in the high
frequency circuit.
Problem
Power switch is ON. Power LED
is OFF. Fan is OFF. Pump is
OFF.
Power switch is ON. Power LED
in ON. Pump is OFF. Fan is ON.
Possible
Possible Cause
Corrective Action
1)
Bad Power switch S1.
1)
Check continuity of power
switch.
2)
Open Fuse F4.
2)
3)
Open Jumper at TB2.
Check Fuse F4 and related
wiring
3)
Check jumper and wiring of TB2
1)
Bad or open CB2.
1)
2)
Pump Motor Failed.
Reset CB2. Check wiring and
check free rotation of pump fan.
2)
Replace Pump motor
1)
a. Reset CB1
Power LED is OFF. Pump is ON.
Fan is ON. LEDs in power
modules are OFF
1)
Plasma gas fault indicator is ON
1)
Plasma gas pressure to console
is below 40 psi.
1)
Adjust gas pressure to proper
level for torch and application
2)
Bad pressure switch
2)
3)
Open wire between pressure
switch and PCB1.
Adjust (if adjustable type) or
replace pressure switch.
3)
Check wiring between PS1 &
PS2 and PCB1 P1-9 and P1-10.
Bad or Open CB1.
b. If CB1 fails to reset, check
wiring, bad T1, or PCB1.
31
SECTION 6
TROUBLESHOOTING
SECTION 6
Troubleshooting
Problem
Power Source Temp fault
indicator is ON.
Possible Cause
Corrective Action
1)
Poor ventilation at rear of
console.
1)
Make sure that there is 2 feet of
clearance on each side of
console.
2)
Open thermal switch.
2)
With power OFF, check each
thermal switch. Normal
operation is: switch closed
below 194F.
3)
Open wire between temperature
switch and PCB1
3)
Check wiring between
temperature switches and PCB1
P1-15 and P1-16.
1)
Input voltage is 15% above or
below the selected console
operating voltage.
1)
Provided input voltage must be
equal to the selected console
operating voltage. Change if
necessary.
2)
Bad PCB1.
2)
Replace PCB1.
3)
Bad PCB1 in MOD1.
3)
Replace PCB1 in MOD1
4)
Bad T1 in MOD1.
4)
Replace T1 in MOD1
Meters M1 or M2, no display.
1)
Bad Meter
1)
Replace Meter
Meters
1)
Bad
1)
Gas Test switch is in
START/SHIELD or CUT
positions
2)
Plasma gas pressure is to LOW
3)
Over/Under Voltage fault indicator
is ON
M1
&
M2,
no
display.
Press torch switch or send start
signal.
(No pilot arc or main arc transfer.)
6-4
PCB1.
1)
meters
M
Replace one meter to verify
above step did not happen
twice. If still not working replace
PCB1.
1)
Place Gas Test switch in
OPERATE position.
2)
Set plasma gas pressure per
torch or application requirements
(above 40 psi)
Improper current command
signal
3)
IF in manual mode, panel switch
must be in PANEL and P5 must
be in J5 connector. If in
mechanized mode, panel switch
must be in REMOTE and a
current signal above 0 volts must
be present. P5 must be in J6
connector
4)
LEDX on MOD1 PCB1 is not ON
when torch switch is depressed
or start signal sent.
4)
Test tbd
5)
LEDX is ON but main contactor
does not close
5)
Test tbd
6)
LEDX is ON. Main contactor is
closed. No OCV or arc transfer.
6)
Test tbd
ESP-200 Plasmarc Cutting System
32
SECTION 6
TROUBLESHOOTING
SECTION 6
Troubleshooting
Problem
LEDX on MOD1 not ON
Possible Cause
Corrective Action
LEDX on MOD2 not ON
LEDX on MOD2 not ON when
torch switch is depressed or start
signal is sent
Arc does not transfer to work.
(Open
(Open Circuit Voltage is between
315 and 355. Pilot arc IS
present.)
Arc does
does not transfer to work.
(Open Circuit Voltage is between
315 and 355. Pilot arc is NOT
present.)
1) Open connection between the
console WORK connector and the
workpiece.
1) a) Check continuity of WORK
cable and clamp
b) Attach clamp to workpiece
c)
Ground work table to earth
ground
Pilot arc fuses F1 and/or F2 are
open.
1)
Replace F1 and/or F2.
2)
Replace pilot arc contactor.
2)
Bad pilot arc contactor.
3)
Replace K3
3)
Bad K3.
4)
Replace PCB1 in MOD2.
4)
Bad PCB1 in MOD2.
5)
5)
Nozzle to Electrode short in
torch.
Disconnect torch from console.
Check for open between pilot
arc and torch leads. Repair if
shorted.
6)
Bad control PCB
6)
Replace control PCB.
7)
No preflow signal from CNC.
7)
Bad PCB1. Bad MOD1 PCB1.
8)
Current setting to low
8)
9)
Contaminated or worn electrode.
Readjust Current setting. Torch
to high above workpiece.
9)
Replace electrode.
1)
NOTE:
Additional Schematics and Wiring Diagrams on
279.4mm x 431.8mm (11” x 17”) paper
are included inside the back cover of this manual.
33
6-5
SECTION 6
TROUBLESHOOTING
34
SECTION 7
7.1 General
REPLACEMENT PARTS
Always provide the serial number of the unit on which the parts will
be used. The serial number is stamped on the unit nameplate.
7.2 Ordering
To ensure proper operation, it is recommended that only genuine ESAB
parts and products be used with this equipment. The use of non-ESAB
parts may void your warranty.
Replacement parts may be ordered from your ESAB Distributor.
Be sure to indicate any special shipping instructions when ordering
replacement parts.
Refer to the Communications Guide located on the back page of this
manual for a list of customer service phone numbers.
Note:
Bill of material items that have blank part numbers are provided for
customer information only. Hardware items should be available
through local sources.
35
SECTION 7
REPLACEMENT PARTS
36
SECTION 7
REPLACEMENT PARTS
37
SECTION 7
REPLACEMENT PARTS
38
SECTION 7
REPLACEMENT PARTS
39
SECTION 7
REPLACEMENT PARTS
40
SECTION 7
REPLACEMENT PARTS
41
SECTION 7
REPLACEMENT PARTS
42
SECTION 7
REPLACEMENT PARTS
43
SECTION 7
REPLACEMENT PARTS
44
SECTION 7
REPLACEMENT PARTS
45
SECTION 7
REPLACEMENT PARTS
46
SECTION 7
REPLACEMENT PARTS
47
SECTION 7
REPLACEMENT PARTS
48
SECTION 7
REPLACEMENT PARTS
49
SECTION 7
REPLACEMENT PARTS
Revision History
1. Released January, 2007
2. Revision 10/2007 - Updated 3.4.1 Input Conductor and line Fuse chart per J. Magee.
&4"#TVCTJEJBSJFTBOESFQSFTFOUBUJWFPöDFT
&VSPQF
"6453*"
&4"#(FTNC)
7JFOOB-JFTJOH
5FM
'BY
#&-(*6.
4"&4"#/7
#SVTTFMT
5FM
'BY
5)&$;&$)3&16#-*$
&4"#7".#&3,TSP
1SBHVF
5FM
'BY
%&/."3,
"LUJFTFMTLBCFU&4"#
$PQFOIBHFO7BMCZ
5FM
'BY
'*/-"/%
&4"#0Z
)FMTJOLJ
5FM
'BY
'3"/$&
&4"#'SBODF4"
$FSHZ1POUPJTF
5FM
'BY
(&3."/:
&4"#(NC)
4PMJOHFO
5FM
'BY
(3&"5#3*5"*/
&4"#(SPVQ6,
-UE
8BMUIBN$SPTT
5FM
'BY
&4"#"VUPNBUJPO-UE
"OEPWFS
5FM
'BY
)6/("3:
&4"#,GU
#VEBQFTU
5FM
'BY
*5"-:
&4"#4BMEBUVSB4Q"
.FTFSP.J
5FM
'BY
5)&/&5)&3-"/%4
&4"#/FEFSMBOE#7
6USFDIU
5FM
'BY
/038":
"4&4"#
-BSWJL
5FM
'BY
10-"/%
&4"#4Q[PP
,BUPXJDF
5FM
'BY
10356("&4"#-EB
-JTCPO
5FM
'BY
4-07",*"
&4"#4*PWBLJBTSP
#SBUJTMBWB
5FM
'BY
41"*/
&4"#*CÏSJDB4"
"MDBMÈEF)FOBSFT."%3*%
5FM
'BY
48&%&/
&4"#4WFSJHF"#
(PUIFOCVSH
5FM
'BY
&4"#*OUFSOBUJPOBM"#
(PUIFOCVSH
5FM
'BY
48*5;&3-"/%
&4"#"(
%JFUJLPO
5FM
'BY
/PSUIBOE4PVUI"NFSJDB
"3(&/5*/"
$0/"3$0
#VFOPT"JSFT
5FM
'BY
#3";*&4"#4"
$POUBHFN.(
5FM
'BY
$"/"%"
&4"#(SPVQ$BOBEB*OD
.JTTJTBVHB0OUBSJP
5FM
'BY
.&9*$0
&4"#.FYJDP4"
.POUFSSFZ
5FM
'BY
64"
&4"#8FMEJOHBOE
$VUUJOH1SPEVDUT
'MPSFODF4$
5FM
'BY
"TJB1BDJmD
$)*/"
4IBOHIBJ&4"#"1
4IBOHIBJ
5FM
'BY
*/%*"
&4"#*OEJB-UE
$BMDVUUB
5FM
'BY
*/%0/&4*"
15&4"#JOEP1SBUBNB
+BLBSUB
5FM
'BY
+"1"/
&4"#+BQBO
5PLZP
5FM
'BY
."-":4*"
&4"#.BMBZTJB
4OE#IE
4IBI"MBN4FMBOHPS
5FM
'BY
4*/("103&
&4"#"TJB1BDJmD1UF-UE
4JOHBQPSF
5FM
'BY
4065),03&"
&4"#4F")$PSQPSBUJPO
,ZVOHOBN
5FM
'BY
6/*5&%"3"#&.*3"5&4
&4"#.JEEMF&BTU';&
%VCBJ
5FM
'BY
3FQSFTFOUBUJWF0öDFT
#6-("3*"
&4"#3FQSFTFOUBUJWF0öDF
4PmB
5FM'BY
&(:15
&4"#&HZQU
%PLLJ$BJSP
5FM
'BY
30."/*"
&4"#3FQSFTFOUBUJWF0öDF
#VDIBSFTU
5FM'BY
3644*"$*4
&4"#3FQSFTFOUBUJWF0öDF
.PTDPX
5FM
'BY
&4"#3FQSFTFOUBUJWF0öDF
4U1FUFSTCVSH
5FM
'BY
%JTUSJCVUPST
'PS BEESFTTFT BOE QIPOF OVN
CFST UP PVS EJTUSJCVUPST JO PUIFS
DPVOUSJFT QMFBTF WJTJU PVS IPNF
QBHF
XXXFTBCDPN
&4"#"#
4&-"9¯
48&%&/
1IPOF
XXXFTBCDPN
YYYY
Baixar