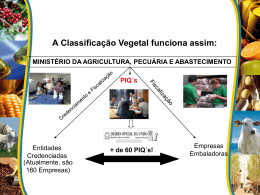
95 SOLDAGEM DOS METAIS GUIA PRÁTICO DE SOLDAGEM – PROF. NERIS MÉTODO DE UTILIZAÇÃO Este guia permite selecionar o metal de adição mais adequado para realização de soldas em materiais de uso geral, que são os materiais ferrosos e as ligas a base de Níquel, bem como permite obter o tratamento térmico mais adequado. As indicações entre parenteses são notas que devem ser consultadas devido as restrições impostas pelos códigos de fabricação. - Use a tabela 1 ou 2 para obter a referência do material a ser utilizado na solda e tratamento térmico correspondente. - Use esta referência para obter o material de solda adequado, bem como o tratamento térmico nas tabelas 3 e 4 respectivamente. TABELA 1(1) MATERIAIS FERROSOS 1 1/4 C- AC P- 310 316 347 304 3 1/2 12Cr 12Cr 9 5 2 1/4 TIPO (3,4) (3,4) (2 (3) (3) Nº ) A. Carbono P-1 C - Mo P-3 1 1/4 Cr P-4 2 1/4 Cr P-5 5 Cr-1/2Mo P-5 9Cr-1Mo P-5 12 Cr(410) P-6 12 Cr(405) P-7 3 1/2 Ni 316L 12A 12B 12D 12E 12E 12G 12F 12H 12A 12B 12D 12E 12E 12G 12F 12H 321 12A 12B 12D 12E 12E 12G 12F 12H Ni 405 410 Cr 1C 1B 1F 1G 2C 2B 2F 2G 3D 3D 3F 3G 4E 4E 4F 4G 5E 5E 5F 5G 6G 6G 6G 6G(6) 7F 7F 7F(6) 7C 12H 7D 8C 304L 12A 12B 12D 12E 12E 12G 12F 12H P-9 12C 12C 12C 12C Cr Cr Cr Mo 1E 1E 1D 1B 1A 2E 2E 2D 2B(5) 3E 3E 3D(5) 4E 4E(6) 5E(6) 13A 304-304L(7) P-8 9H 9H 9H 9H 347-321 P-8 10H 10H 10H 316-316L(7) P-8 11H 11H P-8 16H 310 TIPO AÇO CARBONO TABELA 2(1) LIGAS A BASE DE NÍQUEL P-Nº(2) NÍQUEL MONEL INCONEL P-1 13 14 13 INCOLOY 13 AÇO INOX P-8 13 13 13 13 INCOLOY INCONEL P-45 P-43 P-42 P-41 13 13 15 15 13 13 14 13 13 13 MONEL NÍQUEL Pré-aquecimento mínimo: 10ºC. Não é exigido tratamento térmico pós-soldagem para juntas soldadas com as combinações acima. 96 SOLDAGEM DOS METAIS TABELA 3 MATERIAL DE ADIÇÃO Nº 1 2 3 4 5 6 7 8 9 10 11 12 MATERIAL AÇO CARBONO Carbono-Molibidênio 1 1/4 Cr-Mo 2 1/4 Cr-Mo 5 Cromo-Molibidênio 9 Cromo-Molibidênio 12 Cromo 3 1/2 Níquel 18 Cromo-8 Níquel (7) (308,308L) 18 Cr-10 Ni-Cb (347) 10 Cr-10 Ni-Mo (316, 316L) (8) 25 Cr-12 Ni INCONEL 13 INCONEL 14 MONEL 15 NÍQUEL 16 25 Cr-20 Ni (310) (8) ELETRODO REVESTIDO VARETA DE ADIÇÃO ASME CLASSIFICAÇÃO ASME CLASSIFICAÇÃO SFA 5.1 E-6010, E-7018 SFA5.18 ER 70S-2 SFA 5.5 E-7010 A1 E-7018 A1 SFA5.18 ER 70S-1B SFA 5.5 E-8016 B2, E-8018 B2 ER 515 (9) SFA 5.5 E-8016 B3, E-8018 B3 ER 521(9) SFA 5.4 E 502 16 ou 15 SFA 5.9 ER 502 SFA 5.4 E 505 16 ou 15 ER 505(9) SFA 5.4 E 410 16 ou 15 SFA 5.9 ER 410 E-8016 C2, E 8018 C2 SFA 5.5 E 308 16 ou 15 ER 308 SFA 5.4 E 308L 16 ou 15 SFA 5.9 ER 308L SFA 5.4 E 347 16 ou 15 SFA 5.9 ER 347 E 316 16 ou 15 ER 316 SFA 5.4 E 316L 16 ou 15 SFA 5.9 ER 316L SFA 5.4 E 309 16 ou 15 SFA 5.9 ER 309 SFA 5.11 E NiCrFe-3 ER NiCr-3 SFA 5.11 E NiCrFe-3 SFA5.14 ER NiCr-3 (Inconel 182) (Inconel 182) SFA 5.11 E NiCu-2 SFA5.14 ER NiCu-7(11) (Monel 190) (Monel 60) SFA 5.11 E Ni-1 SFA5.14 ER Ni-3 (Níquel 141) (Níquel 61) SFA 5.4 E 310 16 ou 15 SFA 5.9 ER 310 TABELA 4 TRATAMENTO TÉRMICO SÍMBOLO DO PRÉ-AQUECIMENTO TRATAMENTO TÉRMICO TRATAMENTO POSTERIOR 10ºC Mínimo. Acima de Nenhum. Exceto p/ A.Carbono acima de A B C D E F G H 25mm, 80ºC mínimo. 19 mm de espessura = 620ºC h/polegada. Idem, idem acima de 12 mm Idem, idem acima de 12 mm 95ºC Mínimo. 620ºC - 1h/polegada 150ºC Mínimo 730ºC-1h/polegada; 2 h no mínimo 175ºC Mínimo 730ºC-1h/polegada; 2 h no mínimo 205ºC Mínimo 760ºC-1h/polegada; 2 h no mínimo 175ºC Mínimo, mais pós 730ºC-1h/polegada; 2 h no mínimo aquecimento de 260ºC por meia hora (10) 10ºC Mínimo NENHUM 97 SOLDAGEM DOS METAIS NOTAS 1- As tabelas 1 e 2 mostram dois materiais a serem soldados, tendo no ponto de cruzamento um número correspondente ao eletrodo e uma letra correspondente ao tratamento térmico. As tabelas 3 e 4 contêm essas informações. 2- A listagem dos materiais dos grupos P. Number é encontrada no ASME Seção IX, tabela QW-422. 3- Soldas de selagem, soldas soquete ou soldas em filete de tubulações soldadas com eletrodo nºs. 13 ou 12 não necessitam tratamento térmico posterior. Devem ser observados os requisitos de pré-aquecimento (ANSI B-31.3 - parágrafo 331.3.6 (c)). 4- Soldas de topo em tubos deste material não necessitam tratamento térmico posterior se o máximo teor de Cromo for 3%, o máximo diâmetro externo for 4", a espessura de parede máxima for 12,7 mm, o teor de Carbono máximo for 0,15% e tenha sido executado préaquecimento mínimo de 150ºC(ASME Seção I - Parágrafo PW-39 e tabela 331.3.1 da ANSI B 31.3). 5- Estas soldas estão sujeitas a teste de dureza após o tratamento térmico. Dureza máxima permitida: 225 Brinell (ANSI B 31.3 parágrafo 331.3.2). 6- Estas soldas estão sujeitas a teste de dureza após o tratamento térmico. Dureza máxima permitida: 241 Brinell (ANSI B 31.3 parágrafo 331.3.2). 7- Onde for utilizado material grau L, deverá ser utilizado o eletrodo correspondente grau L. 8- Graus especiais do E 309 e 310 contendo adição de Molibdênio e/ou Colúmbio ou com a faixa de Carbono controlada, podem ser utilizados para soldagem de materiais dissimilares de uso pouco freqüente e ainda para solda de cobertura. 9- Não existem especificações ASME para estas varetas, entretanto os nomes utilizados são aceitáveis na soldagem industrial. 10- A solda deve ser resfriada pelo menos até 205ºC entre o pós aquecimento e o tratamento térmico para permitir transformar qualquer austenita retida. 11- ER Ni-3 (Níquel 61) é a vareta preferível na soldagem de Monel ao aço carbono.
Baixar