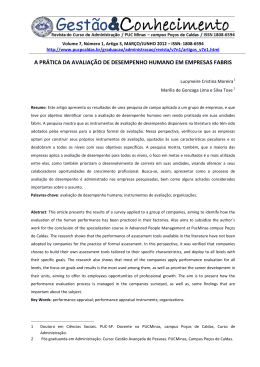
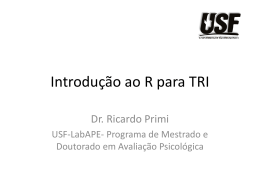
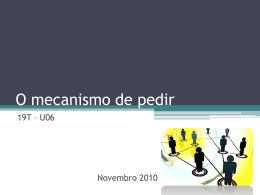
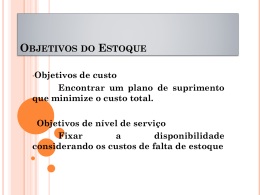
Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html PEQUENAS E MICRO EMPRESAS E FERRAMENTAS DE PRODUÇÃO – UMA ESTRATÉGIA DE BENEFÍCIOS Débora Novaes 1 Fábio Guilherme Ronzelli Murback 2 Resumo: Em um mercado cada vez mais competitivo, as Micro, Pequenas e Médias Empresas (MPME) apesar de obterem alguma automatização e sofisticação, ainda dependem muito de trabalho humano que, por muitas vezes, é pouco qualificado. O objetivo do trabalho é ouvir algumas MPME da região de Poços de Caldas e identificar como realizam a organização, programação e processos de melhoria na produção. Para a realização deste trabalho foram feitas pesquisas sobre os tipos de ferramentas de produção e foram realizadas entrevistas de forma qualitativa com nove empresas de ramos diferentes. Houve bastante similaridade entre as respostas dos entrevistados e foi possível notar que mesmo que a maioria deles tenha um grau de instrução entre nível médio a avançado e ainda tendo algum conhecimento sobre ferramentas de produção e de qualidade, a maioria dos empresários não utiliza estas ferramentas em seus processos de trabalho. Palavras-chave: Micro, Pequenas e Médias Empresas, Ferramentas de Produção, Qualidade 1. INTRODUÇÃO Micro, Pequenas e Médias Empresas (MPME) enfrentam cada vez mais um mercado globalizado e competitivo que, apesar de obterem alguma automatização e sofisticação, ainda dependem muito de trabalho humano, que por muitas vezes é pouco qualificado. Os consumidores, cada vez mais exigentes, demandam por produtos personalizados que tenham um padrão de qualidade, que seja compatível com a preservação do meio ambiente e, o principal, que seja acessível economicamente. Dessa forma, as MPME baseadas em métodos tradicionais andam enfrentando muitas dificuldades em um universo que exige uma demanda cada vez maior, e que obriga tanto o empreendedor, quanto o seu processo produtivo, apresentarem as características de flexibilidade, agilidade e perspicácia para acompanhar as novidades do mercado. Reconhecer que é necessário melhorar constantemente a qualidade, reduzindo custos, encurtando os prazos de entrega, tanto da produção quanto das inovações, são fatores diferenciais que 1 2 Graduanda, PUC Minas - Campus Poços de Caldas, curso de Administração, Av. Padre Francis Clétus Cox, 1661, Jardim Country Club, 37701-355, Poços de Caldas, MG, Brasil, [email protected]. Mestre em Engenharia de Produção, Docente da PUC Minas - Campus Poços de Caldas, [email protected] Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html garantem a sobrevivência tanto das MPME, quanto das grandes empresas no mercado. Para a maioria das pessoas, quando se fala em “sistemas produtivos”, logo imaginam fábricas e linhas de montagem e, embora os conceitos e técnicas de planejamento e controle da produção vieram de práticas em grandes fábricas, hoje tais conceitos são usados também em MPME, tanto na área de produtos, quanto na área de serviços. O Planejamento da Produção é o gerenciamento das operações físicas da empresa, e este termo se aplica tanto aos ambientes de serviços quanto ao chão de fábrica. A função da Produção é central para a organização porque produz os bens e serviços e é a razão da sua existência. São muitas as ferramentas de trabalho e o objetivo principal deste artigo é ouvir as MPME da região de Poços de Caldas e identificar como realizam a organização, programação e processos de melhoria na produção. 2. METODOLOGIA A presente pesquisa é de caráter qualitativo e exploratório e as empresas apresentadas como estudo de caso se situam tanto na cidade de Poços de Caldas, como nas cidades da região, sem um ramo de atividade determinado, pois também temos a intenção de saber se existe alguma tendência do tipo de ferramenta por ramo de atividade, e conhecer o perfil do empreendedor que está por de trás desses negócios. Matias-Pereira (2007) descreve a pesquisa qualitativa como aquela em que o ambiente natural é a fonte direta para coleta de dados, que é descritiva, e em que os pesquisadores tendem a analisar seus dados indutivamente. A intenção é ouvir os entrevistados, quanto aos métodos que estes utilizam em seu meio de produção, para organizar, programar e melhorar as suas rotinas de trabalho e, partindo de uma análise do conteúdo, buscar um perfil do profissional e uma tendência ao uso de ferramentas de trabalho. O período de aplicação das entrevistas foi de 01 de Maio a 01 de Junho de 2011, por telefone e e-mail, e o público alvo da pesquisa foram empresas de Micro, Pequeno e Médio porte, sendo que a maioria são Empresas em que já existia algum tipo de contato com seus Empresários, porém o ramo de atividade em que atuam foi escolhido de forma aleatória. Há alguns parâmetros de definição de micro, pequenas e médias Empresas (Figura 01), e a definição usada na pesquisa foi a descrita pelo SEBRAE (2005). Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Figura 01: Definição de Micro, Pequenas e Médias Empresas. Fonte: SEBRAE- MG (2005). Gil (2007) explica que a pesquisa exploratória permite ao pesquisador uma visão geral de um determinado fato, do tipo aproximativo. A natureza de um trabalho exploratório envolve levantamento bibliográfico, entrevistas com pessoas que tiveram (ou têm) experiências práticas com o problema pesquisado e análise de exemplos que estimulem a compreensão. Possui ainda a finalidade básica de desenvolver, esclarecer e modificar conceitos e idéias para a formulação de abordagens posteriores. Dessa forma, este tipo de estudo visa proporcionar um maior conhecimento para o pesquisador acerca do assunto, a fim de que esse possa formular problemas mais precisos ou criar hipóteses que possam ser pesquisadas por estudos posteriores (GIL, 1999, p. 43). Como a metodologia adotada foi uma pesquisa Qualitativa Exploratória não probabilística, foram escolhidas nove empresas de forma aleatória de ramos diferentes, divididas entre Micro, Pequenas e Médias Empresas, espalhadas tanto em Poços de Caldas, como também em Alfenas, Varginha e Pouso Alegre. Foi elaborado um roteiro com sete questões básicas para conduzir as entrevistas. Entretanto, deu-se liberdade aos entrevistados para descrever como é o processo produtivo e as ferramentas de controle que são usadas no seu dia-a-dia. As entrevistas foram presenciais, algumas gravadas em áudio e, por falta de tempo do entrevistado, algumas tiveral seus roteiros enviados para posterior realização. Procedeu-se a visita ao local, para entender os comentários recebidos e se formar opinião sobre a empresa. O contato telefônico foi utilizado em vários momentos da pesquisa, quando, por algum motivo houve necessidade de mais informações. 3. FERRAMENTAS DE PRODUÇÃO O crescimento do número de Micro, Pequenas e Médias empresas no Brasil,é um fato. Uma pesquisa realizada pelo IBGE (2005) aponta que o Brasil, em 2002, tinha quase cinco (5) milhões de Micro, Pequenas e Médias Empresas (Tabela 01), e que empregavam mais de dezoito (18) milhões de Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html trabalhadores (Tabela 02), ou seja, as MPME correspondem a 99,69% do número de empresas nacionais e empregam 66,97% dos trabalhadores, desenvolvendo assim, um papel importante na economia nacional. Levando em consideração que um bom e eficaz planejamento é a base do funcionamento de uma Empresa, existe a serviço dos Empresários inúmeras ferramentas que podem auxiliá-los nesse processo; ferramentas estas desenvolvidas e testadas na indústria mundial, e que com o tempo foram adaptadas às MPME, de acordo com suas respectivas realidades de mercado. É importante lembrar que existem métodos, ferramentas e filosofias de trabalho, porém chamamos genericamente todos de ferramenta. Tais ferramentas são necessárias tanto no processo de identificação de possíveis falhas, quanto na análise dos dados obtidos, e o uso dessas informações permite o planejamento do processo de produção. Tabela 01: Brasil – Número de Empresas formais, por porte e setor – 1996-2002. Fonte: IBGE – Estatísticas do Cadastro Central de Empresas – CEMPRE; elaboração: SEBRAE/UED (2005). Tabela 02: Brasil – Número de pessoas ocupadas nas empresas formais, por porte e setor – 1996-2002. Fonte: IBGE – Estatísticas do Cadastro Central de Empresas – CEMPRE; elaboração: SEBRAE/UED (2005). Desde o primeiro momento, quando da abertura de um negócio, o empresário se encontra em um cenário de inúmeros conflitos para escolher qual o melhor caminho que a sua empresa deverá seguir, esses conflitos de escolha são chamados de Trade-offs. Chase, Jacobs e Aquilano (2006) afirmam que a lógica fundamentadora dos trade-offs é de que uma operação não pode ter um desempenho excelente em todas as dimensões competitivas. Essa idéia parte do princípio de que a gerência de uma empresa deve pontuar os requisitos de desempenho a serem seguidos e que garantem o sucesso da empresa, e em seguida, concentrar ou focar os recursos da empresa nessas características específicas. Os trade-offs ocorrem exatamente quando as atividades não Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html são compatíveis. Ex: Alta qualidade é um trade-off para o custo baixo. Assim, entendemos que os trade-offs estão presentes em todos os processos de uma empresa, mas principalmente no processo de administração da produção. Para Davis, Aquilano e Chase (2001) Administração da Produção (AP) é a gestão do processo de conversão que transforma insumos, tais como a matéria-prima e mão-de-obra, em resultados na forma de produtos acabados e serviços. Já Chase, Jacobs e Aquilano (2006) citam que administração da produção é o projeto, a operação e a melhoria dos sistemas que criam e distribuem os principais produtos e serviços de uma empresa. Slack et al. (1999) afirmam que estratégia é o padrão global de decisões e ações que posicionam a organização em seu ambiente e têm o objetivo de fazê-la atingir seus objetivos de longo prazo; complementando, Meredith e Shafer (2002) afirmam que estratégia de produção, sendo o principal setor de produção, é quem auxilia na determinação das tarefas de produção fundamentais para dar suporte à missão geral da organização. Assim, alinhados às concepções dos autores acima, Chase, Jacobs e Aquilano (2006) afirmam que estratégia da produção diz respeito ao estabelecimento de políticas e planos amplos para utilizar os recursos de uma empresa para melhor sustentar sua estratégia competitiva no longo prazo. A estratégia de produção de uma empresa é abrangente, pois não prescinde de sua integração com a estratégia corporativa. Como nas grandes empresas, é imprescindível que as MPME, tenham uma estratégia corporativa e, como em todos os outros setores, a estratégia de produção precisa estar totalmente integrada à estratégia corporativa, para que não existam impasses em relação aos objetivos a serem atingidos. Dessa forma, pode-se dizer que a estratégia pode ser utilizada como uma ferramenta que antecipa as necessidades futuras, já que os objetivos das organizações podem mudar com o tempo e que deve ser vista como parte do processo de planejamento da produção, inclusive nos processos de trade-offs. É importante salientar que as ferramentas são muitas, mas as descritas nesta pesquisa foram escolhidas pela sua simplicidade, importância e por serem as mais citadas na literatura consultada. A seguir serão apresentadas tais ferramentas. 3.1 Just-in-time -JIT Davis, Aquilano e Chase (2001) afirmam que o conceito de Just-in-time (JIT) foi originalmente Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html criado pela Toyota Motor Company, no Japão, na metade dos anos 70, e ainda é chamado de Sistema Toyota pelas empresas japonesas. Meridith e Shafer (2002) afirmam que o JIT baseia-se em três princípios básicos: minimizar o desperdício de todas as formas; melhorar constantemente os processos e sistemas e manter o respeito de todos os trabalhadores. Slack et al (1999) citam que JIT significa produzir bens e serviços exatamente no momento em que são necessários – não antes, para que não se transformem em estoque, e não depois, para que seus clientes não precisarem esperar. Davis, Aquilano e Chase (2001) explicam que o JIT requer a produção do conjunto exato de unidades necessárias, nas quantidades necessárias, no tempo necessário, com o objetivo de atingir desvios mais ou menos zero dentro da programação. O conceito JIT, aplica-se, fundamentalmente, a processos repetitivos de manufatura, não requer necessariamente grandes volumes, mas é restrito àquelas operações que produzem sempre as mesmas peças, explicam os autores. Para os japoneses, o processo de manufatura é uma rede gigante de centros de trabalho interconectados, em que a organização perfeita será aquela na qual todo trabalhador conclua sua tarefa e passe diretamente à próxima, no momento exato em que o trabalhador seguinte esteja pronto para realizar seu trabalho. A idéia consiste em reduzir todas as filas existentes ao longo da linha com o propósito de minimizar o investimento em estoques; reduzir tempos de etapas de produção; reagir rapidamente às mudanças na demanda e descobrir quaisquer problemas de qualidade (DAVIS, AQUILANO E CHASE 2001). Na Figura 2, podemos visualizar um exemplo de diagrama usado por algumas empresas para cumprir o sistema Just-in-Time. 3.2 KANBAN O Kanban é um sistema manual e auto regulado que objetiva controlar o fluxo de material. Davis, Aquilano e Chase (2001) citam que o sistema de controle e liberação do cliente interno é chamado de Kanban, que tem origem na palavra japonesa cartão. Os autores explicam que é um sistema sem papéis, utilizando contêineres dedicados e cartões/requisições de viagem recicláveis. Ele é chamado de Sistema Puxado Kanban, porque a autoridade para produzir ou fornecer vem das operações a jusante, e enquanto os centros de trabalho planejam seu trabalho com base em programações, eles excutam com base em cartões/ Kanbans, que são completamente manuais. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Davis, Aquilano e Chase (2001), explicam que o Sistema puxado Kanban é bastante utilizado como ferramenta no conceito just-in-time, por apresentar duas características muito implícitas do JIT, que são a administração da demanda e a administração do tempo por etapa do processo. Figura 2: Exemplo de programação para atingir o Just-in-time Fonte: Davis, Aquilano e Chase, 2001, página 422. 3.3 Sistemas de Planejamento Necessidades de Materiais (MRP) Slacks e outros (1999) explicam que o termo MRP foi criado por Orlick B. na década de sessenta, e significa Material Requirements Planning ou, em português, Sistema de Planejamento de Necessidade de Materiais. É basicamente um algoritmo que permite que as pessoas calculem quantos materiais de determinado tipo são necessários e em que momento. Para fazer isso, ele utiliza os pedidos em carteira, assim como uma previsão para os pedidos que a empresa acha que irá receber. O MRP verifica, então, todos os ingredientes ou componentes que são necessários para completar esses pedidos, garantindo que sejam providenciados a tempo. Os autores afirmam ainda, que entre as muitas vantagens da utilização do MRP, estão mais habilidade para operar com preços mais competitivos, melhoramento no Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html atendimento ao cliente, mais flexibilidade para atender as demandas do mercado e redução do tempo ocioso e custos. Davis, Aquilano e Chase (2001) explicam que a expansão da utilização do MRP para as outras áreas das empresas, foi um processo natural. O MRP já incluiu as limitações da capacidade de trabalho, então seria óbvio que o nome planejamento de necessidades de materiais não mais fosse adequado para descrever o sistema expandido. Alguns introduziram o nome de planejamento dos recursos de manufatura (MRP II – Manufactruing Resource Planning), para refletir a idéia de que mais e mais as informações estavam se envolvendo no programa. Os autores explicam que a intenção inicial do MRP II era planejar e monitorar todos os recursos da empresa – produção, marketing, finanças e engenharia – através de um sistema fechado que gerasse análises de diversos tipos. A figura 3 demonstra um desenho esquemático do planejamento de necessidade de materiais (MRP). Figura 3: Desenho esquemático do planejamento de necessidade de materiais (MRP) Fonte: Slacks, et. al, 1999, página 329. 3.4 Six Sigma Fitzsimmons (2005) explica que a avaliação da qualidade surge ao longo do processo de venda e/ou prestação de serviço. Explicam que cada contato com um cliente é referido como sendo um momento de verdade, uma oportunidade de satisfazer ou não ao cliente. E que a satisfação do cliente com a qualidade do produto/serviço pode ser definida pela comparação da percepção do produto vendido ou serviço prestado com as expectativas desejadas. Davis, Aquilano e Chase (2001) explicam que a Motorola, que responde por grande parte dos produtos de alta qualidade que estão sendo fabricados no Japão, introduziu um programa de melhoria da qualidade durante os anos 80, conhecido como Seis Sigma, cuja meta do programa é reduzir a 50% a variação do processo do projeto. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Chase, Jacobs e Aquilano (2006) explicam que Seis Sigma refere-se à filosofia e aos métodos que as empresas, como a General Electric e Motorola, usam para eliminar os defeitos nos seus produtos e processos. Os autores afirmam que um defeito é simplesmente qualquer componente que não se encaixa dentro dos limites e especificações do cliente. Cada etapa ou atividade em uma empresa representa uma oportunidade para que os defeitos ocorram, e os programas de Seis Sigma buscam reduzir a variação nos processos que levam a esses defeitos. De fato, os defensores do Seis Sigma veem as variações como inimigo da qualidade, e muita teoria básica aos seis Sigma é dedicada a lidar com este problema, como se pode observar na afiramação de Welch (2011). [...] o grande engano é supor que o Seis Sigma trate de controle de qualidade e de fórmulas estatísticas. Em parte é isso, mas não fica só nisso. Vai muitíssimo além. Em última instância, impulsiona a melhoria da liderança, ao fornecer instrumentos para que se raciocine sobre assuntos difíceis. No âmago do Seis Sigma, agita-se uma idéia capaz de virar uma empresa pelo avesso, deslocando o foco da organização para fora de si própria e convergindo-o no cliente. (WELCH, 2001). Chase, Jacobs e Aquilano (2006), explicam que a abordagem padrão para os projetos de Seis Sigma é a metodologia DMAIC – Definie (definir); Measure (medir); Analyze (analizar), Improve (melhorar) e Control (controlar), pois além das muitas ferramentas analíticas que o Seis Sigma utiliza para o programa de melhoria de qualidade como Diagramas de Pareto, Listas de Verificação, Fluxograma, que serão explicadas mais adiante, o ciclo DMAIC (FIGURA 4) é uma versão mais detalhada do ciclo PDCA, que consiste em quatro etapas: planejar, executar, verificar e atuar - que são básicas à melhoria contínua. Os autores explicam que o foco predominante da metodologia está no entendimento e alcance do que o cliente quer, uma vez que este é visto como a chave para a rentabilidade de um processo de produção. 3.5 Fluxograma Slack et al. (1999) citam que existe uma técnica mais detalhada que os diagramas de entradasaída, ferramenta que dá uma visão geral útil do contexto do processo de oportunidades de melhoramentos da empresa, e essa técnica é o fluxograma. O fluxograma dá uma compreensão detalhada das partes do processo em que algum tipo de fluxo ocorre. Eles registram estágios na passagem de informação, produtos, trabalho ou consumidores, a qualquer coisa que flua através da operação. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Figura 4: Metodologia DMAIC (versão mais detalhada do ciclo PDCA, etapas básicas á melhoria contínua) Fonte: Chase, Jacobs e Aquilano, 2006, página 278. Os autores dizem ainda que o propósito do fluxograma é garantir que todos os diferentes estágios nos processos de fluxo estão incluídos no processo de melhoramento e que todos esses estágios estão em alguma forma de seqüência lógica. O ato de registrar cada estágio do processo rapidamente faz aflorar fluxos pobremente organizados. A técnica também pode tornar claras as oportunidades de melhoramentos e esclarecer a mecânica interna ou a forma de trabalhar de uma operação. O mais importante é que o fluxograma destaca áreas com problemas, onde não existe nenhum procedimento para lidar com um conjunto particular de circunstâncias. Fitzsimmons (2005) explica que os fluxogramas são uma representação visual do processo e ajudam os membros da equipe a identificarem pontos em que os problemas possam ocorrer ou pontos de intervenção para solução. A simbologia dos fluxogramas usa losangos para representar pontos de tomadas de decisões, retângulos para atividades e eclipses para pontos iniciais e finais. Todos os símbolos são ligados por setas para representar a seqüência de atividades. A Figura 5 apresenta um fluxograma do processo em um portão de embarque para captar possíveis fontes de atrasos, tais como passageiros tentando embarcar com bagagem em excesso. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Figura 5: Fluxograma no portão de embarque Fonte: Fitzsimmons, 2005, página 430. 3.6 Diagrama de causa e efeito O diagrama de causa-e-efeito, introduzido por Kaoru Ishikawa, no Japão em 1953, também é conhecido como diagrama de espinha de peixe, devido à sua forma ou gráfico de Ishikawa. Davis, Aquilano e Chase (2001) afirmam que os diagramas de causa-e-efeito buscam identificar todas as causas potenciais para a reincidência de um defeito ou uma falha. Araújo (2008), por sua vez, afirma que o diagrama espinha de peixe, é uma representação gráfica de relacionamento entre um efeito (problema) e sua causa potencial. E que esta é uma ferramenta extremamente útil nos esforços direcionados a uma gestão de processos de forma competente, que permite estimular o raciocínio sobre determinado tema, favorecendo a organização dos pensamentos de maneira racional e gerando discussões produtivas. O gráfico documenta o nível de entendimento acerca de um ponto e fornece uma estrutura para que se expanda a compreensão a seu respeito. Fitzsimmons (2005) explica que a análise de causa e efeito oferece uma abordagem estruturada para uma equipe identificar, explorar e demonstrar graficamente, em detalhes cada vez maiores, todas as causas possíveis relacionadas a um problema, a fim de se descobrir a causa. A construção do gráfico começa pelo problema e segue as principais categorias de causa voltando junto à espinha e, usando a Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html técnica de brainstorm, as causas detalhadas são posicionadas sob cada categoria e subcategoria. Muitas vezes, as causas são descobertas usando as perguntas, quem, o que, onde, quando, por que e como (5W2H). A figura 6 mostra visualmente o diagrama de causa-e-efeito. Figura 6: Diagrama de causa- e - efeito para embarques atrasados em vôos. Fonte: Fitzsimmons, 2005, página 430. 3.7 Diagrama de Pareto Murback (2008) explica que em 1897, Vilfredo Pareto, na Itália, realizou um estudo sobre a distribuição de renda e riqueza da população local, e chegou à conclusão de que 80% da riqueza local era concentrada em 20% da população. Mais tarde essa analogia, que virou princípio, ganhou aplicações para áreas de estoques, produção, vendas e diversas outras, ficando conhecida como Princípio de Pareto ou como regra 80 – 20. Valendo-se que ou 80% das causas correspondem por cerca de 20% dos resultados (causas essenciais) ou 20% das causas respondem por cerca de 80% dos resultados (causas triviais). Slack et al.(1999) afirmam que em qualquer processo de melhoramento, vale a pena distinguir entre o que é importante e o que é menos importante, e que o propósito do Diagrama de Pareto é distinguir as questões “vitais” das “triviais”. É uma técnica relativamente direta, que envolve classificar os itens de informação nos tipos de problemas ou causas de problemas por ordem de importância. Para os autores, isso pode ser usado para destacar áreas onde investigações adicionais poderão ser úteis. Já os autores Davis, Aquilano e Chase (2001) defendem a idéia de que os Diagramas de Pareto são gráficos de barras especializados (Figura 7). A freqüência da ocorrência de itens é organizada em Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html ordem decrescente e, geralmente, adiciona-se uma linha de percentual acumulado, a fim de facilitar a determinação de como as categorias se acumulam. Os autores afirmam que os Diagramas de Pareto podem auxiliar no estabelecimento de prioridades para a ação gerencial, focando a atenção naquelas categorias variáveis que ocorrem com a maior freqüência, o que capacitará os gerentes a tomarem ações nos itens que mais necessitem atenção. Figura 7: Gráfico de Pareto Fonte: Fitzsimmons, 2005, página 429. Fitzsimmons (2005) explica que o Gráfico de Pareto ordena os problemas pela sua freqüência relativa em um gráfico de barras decrescente, a fim de focalizar os esforços sobre o problema que oferece o maior potencial para melhoria. 3.8 Lista de Verificação Davis, Aquilano e Chase (2001) afirmam que a lista de verificação é utilizada para determinar com que freqüência ocorre um evento ao longo de um período de tempo determinado. Serve para listar, relacionar, comparar, verificar ou lembrar fatores importantes relativos aos processos, podem ser construídas com informações de eventos que estão acontecendo no presente ou que já foram concluídos. Chase, Jacob, Aquilano (2006) defendem que listas de verificação são formas básicas que ajudam a padronizar a coleta de dados. Já Araújo (2008), que chama essa ferramenta como folha de verificação, afirma que a mesma fornece uma lista de itens a serem conferidos por intermédio do qual se consegue a coleta rápida de dados para análise quantitativa. Essas folhas, normalmente, são utilizadas para se obterem dados sobre números de itens defeituosos, localização e causas dos defeitos. A Figura 8 dá um exemplo de lista de Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html verificação. Figura 8: Lista de verificação. Fonte: Os autores 3.9 Ciclo de melhoria contínua ou PDCA Faria (2008) explica que, conhecido como “Ciclo de Deming”, o PDCA é uma das primeiras ferramentas de gestão da qualidade (ou ferramentas gerenciais) e permite o controle do processo. O PDCA foi criado na década de 20 por Walter A. Shewart, mas foi William Edward Deming, o “guru do gerenciamento da qualidade”, quem disseminou seu uso no mundo todo (por isso, a partir da década de 50, o ciclo PDCA passou a ser conhecido como “Ciclo Deming”). PDCA é uma sigla para as palavras em inglês que designam cada etapa do ciclo: “Plan”, planejar; “Do”, fazer ou agir; “Check”, checar ou verificar; e “Action”, no sentido de corrigir ou agir de forma corretiva. O PDCA é um método amplamente aplicado para o controle eficaz e confiável das atividades de uma organização, principalmente aquelas relacionadas às melhorias, possibilitando a padronização nas informações do controle de qualidade e a menor probabilidade de erros nas análises ao tornar as informações mais entendíveis. Slack et al (1991) explicam ainda que o conceito de melhoramento contínuo implica literalmente um processo sem fim, questionando repetidamente e requestionando os trabalhos detalhados de uma operação. O PDCA é a sequência de atividades que são percorridas de maneira cíclica para melhorar atividades, como mostra a figura 9. 3.10 House Keeping e 5S Segundo Osada (1992) House keeping ou 5S é um conjunto de técnicas desenvolvidas no Japão e utilizadas inicialmente pelas donas de casa japonesas para envolver todos os membros da família na administração e organização do lar. No final dos anos 60, quando as indústrias japonesas começaram a Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html implantar o sistema de qualidade total (QT), perceberam que o 5S seria um programa básico para o sucesso. Esse programa pode ser conhecido com outros nomes, porém 5S é o mais utilizado e vem das iniciais das cinco técnicas que o compõe: Seiri, Seiton, Seiso, Seiketsu e Shitsuke. Existe uma diferença técnica entre 5S e house keeping: este se limita apenas aos 3 primeiros “S”. Figura 9: O ciclo PDCA Fonte: Slack et al ,1991, página 462. Faria (2008), explica que 5S são baseados na filosofia japonesa do Bushido (lê-se bushidô). Um código de princípios morais não escritos, mas que foram passados de geração para geração e incorporados à cultura japonesa e que se resumem em disciplina e harmonia; é o nome de um método, ou antes, uma filosofia de administração japonesa e se refere à inicial de cinco palavras: Seiton, Seiri, Seiso, Seiketsu e Shitsuke. Segundo a autora, 5S busca promover, através da consciência e responsabilidade de todos, disciplina, segurança e produtividade no ambiente de trabalho. Cada uma das cinco palavras representa uma etapa do programa de implantação do 5S, ou então, como também podem ser chamados, os cinco “sensos”: • SEITON, que significa o “senso de organização”, parte do principio de deixar tudo em ordem, para evitar o desperdício de tempo e energia; • SEIRI, o “senso de utilização” se refere a evitar o que for desnecessário, passando-o para outros que possam fazer uso dele ou simplesmente descartando, conseguindo assim melhorar a arrumação e dar lugar ao novo; • SEISO, “senso de limpeza”, significa manter o lugar limpo; • SEIKETSU, “senso de saúde e higiene”, parte do principio que devemos zelar pela saúde e higiene; • SHITSUKE: “senso da auto disciplina”. A autora explica que este conceito é um pouco mais Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html abrangente do que o significado ao qual estamos acostumados de seguir as normas. A autora explica ainda que durante a década de 50 e 60 os japoneses passaram pela fase de reestruturação do pós-guerra e desenvolvimento acelerado de suas indústrias. Foi nesta fase que começaram a desenvolver os conceitos de qualidade aplicada aos processos produtivos e, a filosofia dos 5S se espalhou pelo mundo dando origem a novas metodologias. 3.11 Normas ISO de qualidade –ISO 9000 Davis, Aquilano e Chase (2001) contam que nos anos de 80 e 90, organizações do mundo todo tornaram-se mais interessadas em atender de forma eficiente e eficaz às necessidades de seus clientes. Embora os prêmios nacionais da qualidade como o Premio Deming, no Japão, e o Prêmio Nacional da Qualidade Malcolm Baldrige, nos Estados Unidos, tivesse levado as companhias a alcançarem alta qualidade em seus produtos e serviços, o aumento do comércio internacional tornou os padrões universais para a qualidade mais importantes. No entanto, até 1987, não havia um modo padronizado para as organizações fornecedoras do mundo todo demonstrarem suas práticas relacionadas à qualidade ou à melhoria da qualidade de seus processos de manufatura ou de serviço. No mesmo ano, a International Organization for Standardization (ISO) publicou seu primeiro padrão para a gestão da qualidade. Os autores explicam que o objetivo dos padrões ISO 9000 é satisfazer os requisitos de garantia da qualidade da organização e aumentar o nível de confiança do cliente na organização de seus fornecedores. Explicam ainda que a ISO 9000, propicia ampla visão da gestão da qualidade e dos padrões de garantia da qualidade, das diretrizes para sua seleção e uso, além de explicar o funcionamento dos demais padrões. Fitzsimmons (2005) afirma que as séries de padrões de sistema de gerenciamento de qualidade ISO 9000 estão se transformando rapidamente em uma exigência para fazer negócios em muitas indústrias, apesar de ser um padrão voluntário. A adoção global da ISO (palavra grega para “igual”) torna um padrão crítico para os negócios, assumindo o status de “qualificador”. Segundo os autores, a certificação para um padrão ISO 9000 sinaliza que a empresa tem um sistema de gerenciamento de qualidade que assegura a consistência da qualidade de produção. 3.12 Arranjo físico Slack et al (1991) explicam que arranjo físico de uma operação produtiva preocupa-se com a Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html localização física dos recursos de transformação. De uma maneira simplificada, arranjo físico é quando se decide onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção. Os autores explicam também que o arranjo físico, além de determinar a “forma” e a aparência de um processo produtivo, determina a maneira como os recursos transformados fluem através da operação. Qualquer mudança no fluxo de materiais ou posicionamento de pessoas pode afetar a operação, além de afetar os custos e a eficácia geral da produção. Segundo Davis, Aquilano e Chase (2001) existem quatro tipos básicos de arranjos físicos, sendo eles: • Arranjo físico por produto: é aquele no qual processos de trabalho ou de equipamento estão dispostos de acordo com as etapas progressivas pelas as quais o produto é feito. • Arranjo físico por processos: é aquele em que equipamentos e funções similares são agrupados, como em uma seção de máquinas, em que todos os tornos estão em uma área e todas as máquinas de estampar estão em outra. Uma peça sendo trabalhada passa de área a área, conforme a seqüência especifica de operações necessárias. • Arranjo físico celular: é aquele em que são colocadas juntas máquinas distintas em centros de trabalho para trabalhar em produtos que têm formas e necessidades de processamento similares. Esse arranjo é similar ao arranjo de processo no sentido de que as células são projetadas para desempenhar um conjunto específico de processos, e é similar ao arranjo de produto no sentido de que as células são dedicadas a uma gama limitada de produtos. • Arranjo físico de posição fixa: é aquele que devido ao volume ou seu peso, o produto permanece em um local só. O equipamento de manufatura é movimentado até o produto, e não o contrário. 4. DESCRIÇÃO DAS ENTREVISTAS A seguir serão descritas as informações mais relevantes obtidas nas entrevistas: 4.1 Indústria Metalúrgica de alumínio Empresa do setor Industrial, situada na cidade de Pouso Alegre, com oito anos de mercado. O empresário conta que sua empresa surgiu depois de ser mandado embora de uma empresa do mesmo ramo, depois de muito anos de casa, e que tinha conhecimento tanto do processo de produção das luminárias quanto das perspectivas de mercado e da ausência de outros fabricantes na época. Com a demissão, sentindo dificuldades de entrar em outro ramo, decidiu investir aos poucos na metalúrgica que vem crescendo ao longo dos anos. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html O entrevistado conta que na prática sentiu muitas dificuldades e que não sabia ao certo por onde começar. Foram muitas tentativas até que o processo de fabricação das luminárias começou ter um fluxo de trabalho. “Foi mesmo na base da tentativa e erro, mesmo com o conhecimento que eu trazia da outra Empresa, não imaginava que iria encontrar tanta dificuldade no começar, não sabia por onde iniciar”, relata o empresário. Ele conta que, com o passar dos meses observando as falhas que as vezes custava a perda de um cliente, foi acertando aos poucos o seu processo de trabalho. Hoje, está terminando seu curso de graduação na área de Administração e conta que mesmo observando as pequenas melhorias em sua empresa ao longo dos anos, decidiu fazer um curso na área, na busca de instruções mais técnicas que pudessem ajudar na sua empresa e afirma que o investimento em conhecimento está dando certo, pois hoje ele tem uma visão totalmente diferente do seu negócio do que tinha no começo. O processo de fabricação das luminárias conta com etapas bem definidas e para cada uma delas existe um grupo de pessoas bem treinadas responsáveis pela realização do trabalho. Indagado na entrevista sobre como era controlado o estoque, tivemos como resposta: “hoje eu tenho conhecimento que eu utilizo um tipo de sistema chamado PEPS (Primeiro que entra, primeiro que sai), eu sei que existe uma termologia em inglês, mas não me lembro agora”. O mesmo usa uma ficha, um check list, para o controle do estoque e o grande determinante da quantidade de material é o fluxo de pedidos, já que a montagem varia muito. Entretanto, ele planeja tudo com antecedência e sempre tem um pequeno estoque de segurança. Hoje ele tem um procedimento padrão de trabalho: um modo de fluxo determinado desde a entrada de pedido até a entrega das luminárias aos clientes. O empresário utiliza um programa de controle de produção, chamado EMPRESARIO 3, feito personalizado para sua empresa, que controla, a entrada e saída de materiais por etapa, e check- lists e relatórios diários são gerados por ele. “Embora o programa cubra todas as áreas da empresa usamos este programa somente na Produção. No setor financeiro e comercial, se usam muito planilhas de Excel”, diz. O entrevistado afirma que não é dependente de um só fornecedor, mas que existem os mais cotados. E que os fatores determinantes para a escolha do fornecedor são preço, qualidade e agilidade de entrega. Por fim, foi-lhe perguntado se é feito algum controle de qualidade, a que o respondeu que sim, que entre as pessoas envolvidas no processo, apesar dos produtos variarem um pouco, existe um encarregado que é responsável por observar se não há bolhas e defeitos na pintura e rebarbas e amassados nas luminárias. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html 4.2 Recrutamento e seleção Empresa do setor de prestação de serviços, situada na cidade de Varginha, com 10 anos de mercado. A entrevistada, formada em Psicologia e pós graduada em Recrutamento e Seleção, afirma que o seu processo de trabalho é muito simples, que o grande determinante é o tempo, estipulado sempre pela empresa contratante e que, na maioria das vezes, é o cliente quem determina como serão conduzidos os processos de seleção de uma forma geral. “Quando o cliente nos procura, solicitando candidatos para sua empresa, dentro dos prazos que são estipulados por eles, fazemos a nossa programação que é seguida com muita precisão”, afirma. Foi questionado como foi o processo de abertura do seu negócio, e a entrevistada afirmou que desde o início de sua graduação sabia que queria atuar na área de recrutamento e seleção, porque sempre trabalhou nessa área. Devido a algumas circunstâncias que mudou a sua realidade financeira, decidiu abrir a sua própria agência de recrutamento e seleção, utilizando todo o conhecimento que obtivera em outras empresas e através do seu curso buscando sempre atualizações e especializações, conta a entrevistada. A mesma relata ainda, que o seu maior desafio foi conquistar credibilidade no mercado, que começou através de PE e que hoje, a maioria dos seus clientes são multinacionais e empresas nacionais de grande porte. Por ser empresa de prestação de serviços, a empresária afirma que não tem nenhum tipo de controle de estoque, que são feitas mensalmente compras depapéis e materiais para as dinâmicas, e que olha antes o que já tem guardado para não acumular. O mesmo acontece com materiais de limpeza e alimentos para o coffe-break. Foi perguntando se existe alguma dependência de fornecedores, pelo menos, no caso de conseguir materiais para as suas dinâmicas. A resposta foi que não, pois praticamente todo esse material é básico de papelaria (giz de cera, cartolina, ou até mesmo revistas para recorte). Quando perguntado se ela tem um procedimento padrão de trabalho, a resposta obtida foi que sim, que existe um fluxo padrão, para o controle de banco de dados, abertura de vagas e busca de candidatos, mas quando se fala do processo de recrutamento e seleção, depende muito do que foi combinado com o cliente. Foi questionado ainda se esse procedimento padrão de trabalho está registrado em algum banco de dados e a resposta foi afirmativa, que existe uma pasta com todos os procedimentos descritos. Também foi questionado se é utilizado algum tipo de planilhas de controle e como é a relação da empresa com o uso de tecnologia, “sim, usamos planilhas de Excel, para tudo aqui no RH, basicamente todo o processo é controlado por planilhas e folhas de check-list e usamos internet Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html para tudo, somos totalmente dependentes de e-mail, MSN e também por conta do nosso site”, relata. Por fim, quando perguntado se existe algum controle de qualidade, o que foi relatado é que, quando termina todo o processo de seleção, um questionário para saber da satisfação em relação ao processo e se existem melhorias a fazer é enviado para os gestores responsáveis pela vaga. Também ela afirma que, como trabalha para grandes empresas e essas participam de programas de controle de qualidade como 5s e ISO 9000, acaba que inexoravelmente a sua empresa precisa atender as suas expectativas de qualidade. 4.3 Fabricação de malhas Empresa do setor fabril, situada na cidade de Poços de Caldas, com 28 anos de mercado. O entrevistado com curso de graduação incompleto, afirma que herdou a empresa do pai que sempre trabalhou nesse ramo. O mesmo afirma que, quando era mais novo e o pai era vivo, ele nunca se envolveu com os negócios, e que quando começou a se interessar já era tarde. Chegou a perder tudo, todo o patrimônio e credibilidade conquistada pelo pai e se viu em uma situação de ter que começar do zero. O entrevistado conta, “como eu estava em falta com os funcionários nesse momento complicado, porque eu não tinha dinheiro nenhum em caixa e estava muito endividado, e como a maioria era da época do meu pai, faziam resistência, acreditando que eu não estava fazendo jus ao esforço do meu pai por tantos anos, e que hoje eu concordo, o primeiro passo foi trocar de pessoal, deixei somente aqueles que estavam dispostos a ajudar e depois de muita batalha consegui acertar financeiramente com todos”. O entrevistado relata que precisou trocar de ponto, porque o outro que pertencia à empresa ele o perdeu, e que precisou abrir outra razão social. “Mesmo não me envolvendo muito no processo, eu sabia por alto como era dividido o processo de fabricação das malhas, então nesse ponto eu não tive muito problema, afirma, mas o meu grande desafio foi reconquistar a confiança dos fornecedores, muitos voltaram a me vender a prazo somente agora, depois de uns cinco anos, e o principal, a confiança dos meus clientes, não foi fácil, mas aos poucos eu chego lá”, relata o empresário. Perguntou-se a ele se foram feitas melhorias no processo, e a resposta foi que foram feitas poucas, mais um ajuste de pessoal. Então perguntei se ele sabia quanto, como e quanto tempo o pai dele chegou aos moldes de produção que tinha antes de falecer, e a resposta foi “Não tenho idéia, meu pai tinha pouco estudo, mas tinha tato para os negócios, acredito que ele foi tentando até acertar”. O entrevistado conta que trabalha basicamente por conta de pedidos e que o único estoque que Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html tem de material é de algumas peças que ficam na parte da frente da loja que são mais de modelo para os clientes que visitam a loja, do que para a venda. O seu processo é dividido por partes na fabricação das malhas: uma pessoa, junto com o cliente, cuida do layout da peça e faz o pedido; essa mesma pessoa verifica a matéria prima em estoque e se não tiver, já faz o pedido. Um grupo de pessoas faz o recorte, outro grupo faz a costura, outro grupo cuida do acabamento e do bordado quando necessário; esse é basicamente o processo padrão de trabalho. Em relação ao estoque da matéria-prima o empresário afirma que trabalha com algumas malhas em estoque, geralmente as que sempre têm mais saída, mas que é pouca coisa, que já tentou trabalhar com estoque mas não deu certo. Quando indagado se utiliza de planilhas ou algum tipo de controle e como é a relação da empresa com a tecnologia, a resposta é que somente usa dois controles: um é a comanda de pedido do cliente e, o outro, para controle de quanto material será necessário para o mesmo, mas que não usa quase nada de tecnologia. O entrevistado afirma que não sofre por dependência de fornecedores, que o grande determinante é o preço, mas que a qualidade também conta. Aproveitando a questão de qualidade, perguntou-se se existe algum controle em sua empresa, e a resposta foi que sim, que junto com o cliente, a pessoa que vendeu olha os materiais para verificar se saiu de acordo com a expectativa do cliente e se não existem defeitos. 4.4 Fabricação de móveis Empresa do setor fabril, situada na cidade de Poços de Caldas, 11 anos de mercado. O empresário entrevistado tem segundo grau completo, afirma que sempre trabalhou na área de fabricação de móveis e que a idéia de ter seu próprio negócio surgiu depois de trabalhar um tempo como empregado na área, gostou e quis levar tal profissão adiante sozinho. Ele cita que começou a trabalhar em casa, com pedidos pequenos, e conforme as pessoas foram conhecendo o seu trabalho precisou ir mudando de lugar e foi, aos poucos, contratando e treinando seus funcionários. Ele conta que no começo não tinha um processo definido, cada pedido era um processo diferente, mas com o crescimento da empresa precisou criar, segundo ele, um processo de trabalho, que garantisse qualidade nas encomendas e agilidade no prazo de entrega. O entrevistado narra ainda que inicialmente usou o mesmo processo que a empresa que ele trabalhava antigamente usava, que era equipe por pedido, e que depois de muito tempo percebeu que para ele não funcionava. Depois de algumas tentativas, hoje trabalha com divisão de etapas no processo de fabricação, cada pequeno grupo cuida de uma parte na fabricação e ele garante que todos Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html envolvidos juntos por projeto, até o momento tem dado certo e está sendo o seu procedimento padrão de trabalho. Em relação ao controle de estoque, “tenho número mínimo guardado, pois trabalho mais em cima de pedidos”, conta o entrevistado. Perguntou-se também se ele utiliza planilha ou algum tipo controle e também como é a relação da empresa com a tecnologia, e a resposta foi que o seu controle é totalmente manual, que usa anotações em agenda e o uso de tecnologia é quase zero. Já quando a pergunta é fornecedores, não existe dependência, existem dois de maior preferência, afirma, e como o preço entre eles é muito parecido, “dou preferência ao prazo de entrega”. Quando o assunto é qualidade, o entrevistado afirma que “faz sim o controle, que a avaliação é visual e é feita por ele mesmo”. 4.5 Locação de equipamentos xerográficos Empresa do setor de prestação de serviços, situada na cidade de Varginha, com 15 anos de mercado. Empresário com curso de graduação incompleto, afirma que sempre trabalhou com papelaria e vendia algumas impressoras na loja, depois de um tempo passou a observar que não tinha na cidade empresas que oferecessem o serviço de locação e que a procura era boa. Depois de algum tempo trabalhando nesse ramo, começou a participar de processos licitatórios e decidiu dedicar seus esforços nesse processo. A parte da papelaria ele dividiu com um sócio e a parte da locação empresarial ele afirma que atende somente as que procuram por sua empresa. Hoje ele fica atento aos processos de licitação de equipamentos xerográficos em todo país e quando se enquadra dentro das especificações exigidas, participa de todos, o que fez sua empresa se tornar referência regional. O entrevistado explica que o seu processo de prestação de serviço é basicamente sempre o mesmo, pois as exigências entre uma empresa licitante e outra, altera muito pouco, mas sempre que está dentro de um processo se programa ao máximo para que tudo esteja pronto na data estipulada, pois geralmente estes processos não permitem erros. O empresário afirma que não trabalha com estoque, já que em cada processo de licitação, as especificações dos equipamentos variam, mas ele afirma ter algumas máquinas para back-up (troca de peças) e algumas de reserva, caso a que esteja locada dê um problema grave e precise de uma manutenção mais demorada. Em relação ao uso de planilhas, algum tipo de controle e como é a relação dele com o uso de Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html tecnologia, a resposta foi que ele usa muito planilhas, inclusive check-lists para controlar os equipamentos que estão locados (quantidade e marca) por cliente, fluxograma para controlar seus processos, lista de verificação para controlar seu estoque de suprimentos e que definitivamente sem o uso da Internet o seu trabalho seria impossível. O entrevistado afirma ter dependência de fornecedores, pois ele trabalha praticamente com uma marca, e essa linha na qual ele é autorizado a trabalhar, ele compra diretamente da representante no Brasil, sendo ele o único autorizado da região, ele se torna dependente. Em relação à qualidade, o empresário afirma que é muito preciso em relação ao serviço que presta, e que o fato de passar em um processo de licitação e depois do contrato vencer, ser renovado ou ser convidado para participar novamente, para ele já é um atestado de qualidade. 4.6 Caldeiraria industrial leve Empresa do setor fabril, situada na cidade de Poços de Caldas, com mais de 65 anos de mercado. O empresário estudante de Engenharia Mecânica é a terceira geração de sua família que aprende e leva adiante a fabricação de caldeiras e tornos industriais. O entrevistado conta que sempre viu e esteve por perto do seu avô e seu pai dentro da pequena empresa, e que desde cedo começou a ajudar e pegar gosto pelo negócio, hoje ele é o dono da empresa e conta com os palpites do seu pai que já é aposentado. Ao ser questionado sobre o que mudou desde quando ele assumiu a empresa, respondeu que não mudou muito coisa, o que evoluiu foram os equipamentos utilizados para o recorte, fabricação e acabamento das peças, mas em termos do processo de fabricação em si não mudou quase nada. Ele afirma que existe um processo de fabricação que parte sempre de um projeto, e que não tem procedimento padrão porque varia muito de uma peça para outra. Ele não tem estoque, pois trabalha sob pedido. Ainda ao se lhe perguntar se ele utiliza de planilha, algum tipo de controle e como é a relação dele com a tecnologia, ele afirma que o seu processo é todo manual e o mais próximo de tecnologia que ele chega é o telefone. Entrevistado afirma não ter dependência de fornecedores, que os fatores determinantes são o preço e o prazo de entrega. Em relação à qualidade, o seu controle é somente visual. 4.7 Comércio varejista de peças automotivas Empresa do setor de comércio, situada na cidade de Poços de Caldas, com mais de 13 anos de Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html mercado. Empresário, formando em Administração de Empresas, afirma que vem trabalhando com o pai desde adolescente e hoje divide a administração com ele. Cada um em um ramo diferente, o pai trabalha com peças de carros antigos e desmanche e o filho, o entrevistado, trabalha com a Administração geral e comércio de peças novas. O entrevistado afirma que o seu processo de prestação de serviço é muito simples e que não existe nenhum procedimento padrão de trabalho. Indagou-se como é o controle de estoque, e o empresário afirmou que acabou de introduzir o programa do cupom fiscal e que está começando á utilizá-lo, e a meta é até o final deste ano fazer todo o controle por ele. O mesmo afirma que antes de começar a usar o programa, agora obrigatório, o seu controle era bem precário e aconteciam muitas falhas. Quando indagado se utiliza de alguma planilha ou tipo de controle e como é a relação dele com a tecnologia, a resposta foi que no momento o único controle e tecnologia utilizada, além do telefone, é o sistema do cupom fiscal, e que mesmo não ter dado tempo de notar melhorias, acredita que vai dar certo. Em relação aos fornecedores, existe dependência, quando se fala de latarias. “Os clientes conhecem mais determinada marca e só procuram por ela, e não adianta comprar de outra, porque fica no estoque”, afirma o entrevistado. Em relação aos outros materiais, não existe dependência e o fator determinante é o preço, mesmo fora do Estado. Em relação ao controle de qualidade, o Empresário afirma que busca sempre saber o que o cliente pensa e acredita que quando o mesmo volta é porque gostou. Sempre procura aumentar o seu portfólio para sempre oferecer o melhor serviço aos seus clientes. 4.8 Recarga, manutenção e venda de cartuchos Empresa do setor de comércio e serviços, situada na cidade de Alfenas, com três anos de mercado. Empresário com ensino médio incompleto, afirma que sempre trabalhou com recargas de cartucho. Ele afirma que inicialmente fazia as recargas dos cartuchos como bico, em casa mesmo, depois de algum tempo decidiu investir e abrir a loja que tem hoje, oferecendo, além de recargas de cartuchos, jato de tinta e laser, manutenção de equipamentos e venda e troca dos mesmos. A pergunta que lhe foi feita girava em torno de como é o processo de trabalho dele no seu dia-adia, e a resposta obtida foi a seguinte: “Não tenho procedimento padrão de trabalho, na realidade acredito que tenho rotinas; no caso de compra e venda de equipamentos usados, fico atento diariamente em licitações e sites que eu tenho conhecimento que vendem máquinas usadas em grande Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html quantidade por preço baixo; compro o equipamento desmonto, separo e vendo peças usadas, muitas vezes as uso em meus serviços de manutenção. Também acontece muito de um cliente vir comprar um equipamento novo e dar o seu equipamento velho à base de troca; já quando o serviço é de manutenção o processo é simples: o cliente chega, deixa seu equipamento, os responsáveis pela área técnica avalia o problema, faz o orçamento, passa para a secretaria e a mesma liga para o cliente, com o positivo do cliente, o equipamento vai para a bancada de manutenção e o técnico finaliza o serviço, tudo no tempo mais ágil possível. Quando o serviço é de recarga, pegamos cedo para devolver de tarde ou pegamos de tarde para devolver no outro dia cedo”. O empresário conta que ele e mais um funcionário são os únicos responsáveis pelo controle de estoque, que tudo está registrado em uma planilha e eles têm uma rotina de assim que usar ou vender, já dar baixa no controle imediatamente. Foi questionado se nessa rotina acontecem falhas e a resposta foi que hoje não acontecem mais, pois ele e o funcionário estão bem alinhados. Aproveitando o assunto planilha, perguntamos ao entrevistado como ele faz os seus controles e se usa mais alguma planilha além dessa, de controle de estoque, e a resposta obtida foi que esse controle é o principal e que no momento eles estão implantando o sistema de cupom fiscal, e acredita que mais para frente essa realidade mudará. Em relação aos fornecedores, o empresário afirma que não tem nenhuma dependência, mas o requisito qualidade, e o fato de estar dentro do Estado são diferenciais na hora da compra. Quando a pergunta é sobre qualidade, o entrevistado se mostra bem preocupado com esse aspecto e afirma que não entrega nada ao cliente sem testar, muitas vezes o teste final é feito junto com cliente e outras, nos casos de testes de recargas de cartuchos, é enviado uma página impressa de como ficou o mesmo. Por fim, quando arguido sobre como é a relação dele com a tecnologia, o entrevistado conta que telefone e MSN são suas principais ferramentas de trabalho, mas que além do sistema de cupom fiscal que está sendo implantado agora, não usa mais nada. 4.9 Produção de cosméticos Empresa do setor fabril, situada na cidade de Poços de Caldas, com mais de dez anos de mercado. Empresário com ensino superior incompleto, conta que é sócio da empresa há mais ou menos dois anos, e a proposta de sociedade surgiu por ser amigo de anos do sócio majoritário e por sempre estar a par dos acontecimentos da empresa. Foi pedido ao entrevistado que descrevesse o processo de produção da empresa e a resposta obtida foi que de um modo geral linha de produção é do estilo fordista com foco em produção em Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html escala. Quando solicitado a explicar como é o controle de estoque, o empresário afirmou que toda a semana é feito um levantamento da necessidade de matérias-primas de acordo com a expectativa de vendas, levando sempre em consideração as datas festivas e os períodos de sazonalidade que estão por vir. Ao lhe perguntarmos se existe algum procedimento padrão de trabalho, a resposta foi a seguinte: “Por se tratar de indústria química, todo processo de produção deve ser acompanhado e padronizado. Temperatura, dosagens, tempo, cor. Além disso, todo lote de produto tem que ter amostras para acompanhamento da Vigilância Sanitária. Sobre o processo de produção, este se divide em duas etapas macros. Uma primeira etapa, de mistura química é um processo mais dinâmico, que pode ter alterações de programações conforme demanda. É um processo executado por profissionais altamente capacitados e constantemente monitorado, devido às oscilações que pode haver nas fórmulas. Em uma segunda etapa, de limpeza e embalagem, existe um controle menos intenso. “Trata-se de um processo de linha de produção, com processos de fabricação que também são padronizados, com expectativa de tempo para execução dos procedimentos”, afirma. O empresário conta que usa planilhas para praticamente todos os controles dentro da empresa, desde o setor financeiro até a linha de produção. “Internet, telefone e o sistema de controle de notas fiscais são as tecnologias mais usadas no setor administrativo. Já no processo produtivo, fazemos o uso de tecnologia o tempo todo, dentro do que é oferecido no setor em que trabalhamos”, relata ainda o empresário. O mesmo conta que não sofre dependência de fornecedores com exceção das essências, pois este costuma variar muito de fornecedor para fornecedor, e como esse fator é determinante na hora da compra do seu cliente final, acredita ser mais seguro não mudar. Quando se perguntou ao entrevistado se existe algum controle de qualidade, a resposta foi: “Sim, temos controle de qualidade. Além do controle para sabermos se os produtos estão saindo dentro do padrão estipulado, se não estão quebrados, com defeitos, se estão dentro dos padrões da Vigilância Sanitária, aplicamos os 5S dentro de toda a organização”. 5. RESULTADOS DA PESQUISA Para obter os resultados desta pesquisa foram aplicados nove questionários em Micro, Pequenas e Médias Empresas, escolhidas de forma aleatória. Elas estão distribuídas na cidade de Poços de Caldas, Alfenas, Varginha e Pouso Alegre. Das empresas respondentes, duas delas são do setor de Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html prestação de serviço, duas são do comércio varejista e cinco são do sistema fabril. As conclusões que podemos tirar a partir das entrevistas foram que 88% das empresas entrevistadas são administradas por homens e a faixa etária predominante entre todos os entrevistados é de 39 a 49 anos, correspondendo a 44,4% do total, conforme podemos ver no gráfico 1. Faixa etária dos Empresários 5 4 3 2 1 0 18 a 38 29 a 38 39 a 49 50 a 69 Acima de 70 Gráfico 1: Faixa etária dos Empresários Fonte: dados da pesquisa Dentre os entrevistados, 55,5% possuem pelo menos o ensino superior incompleto e somente 11,11% possuem apenas o ensino médio incompleto. Somente 11,11% das empresas entrevistadas têm menos de quatro anos de mercado e 69% têm mais de 10 anos de vida, como podemos visualizar no gráfico 2. 0%11% 33% menos de um ano 22% 1 a 4 anos 5 a 9 anos 10 a 15 anos 34% 16 anos ou mais Gráfico 2: Tempo de vida das Empresas Fonte: dados da pesquisa Dentro dessa percentagem, 69% das empresas entrevistadas têm mais de 10 anos de mercado, 50% delas são empresas familiares, onde seus atuais gestores são filhos e/ou netos dos seus fundadores. No total geral, 33,33% das empresas entrevistadas são empresas familiares; as outras são empresas onde seus fundadores são os atuais administradores e até o momento administram o negócio sozinhos, ou se não, com sócios ou gestores fora do âmbito familiar. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Em todas as entrevistas pediu-se que descrevessem como é o seu processo de produção ou prestação de serviço; nas duas empresas do setor do comércio varejista foi possível observar que, embora elas tenham um processo de trabalho bem definido, a rotina de ambas não são fixas, no sentido de que micros processos podem mudar a qualquer momento, sem que altere o resultado da venda e ou serviço. As duas empresas do setor de prestação de serviço, porém, já apresentam um processo de prestação de serviço bem definido, em que as alterações na rotina mudam somente em relação aos prazos, que geralmente são estipulados por seus clientes. As cinco empresas do setor fabril apresentam um processo de produção bem definido, e as pessoas que estão 'por trás' dos processos ainda são indispensáveis para a realização do trabalho. Quatro delas apresentam etapas de fabricação, sendo que em cada uma existem equipes de trabalho responsáveis por cada etapa. Mesmo a empresa de caldeiraria industrial leve que não têm funcionários, apresenta uma rotina de produção definida, porém pelo fato de seu dono trabalhar sozinho e ser um processo que demanda tempo, o processo de produção não é intenso. Somente um empresário, dentre as nove entrevistadas, têm conhecimento de como é definido o seu processo de produção e a empresa já fora projetada para trabalhar com esse perfil, que é a empresa de fabricação de cosméticos, que tem um processo de produção em escala, conhecida com estilo fordista de fabricação. Os empresários das oito empresas, independente do setor em que atuam, não têm conhecimento técnico algum do seu sistema de produção e/ou prestação de serviço. Mesmo as empresas que apresentam características fabris como just-in-time ou arranjos físicos, todos os seus empresários afirmam que os moldes que apresentam hoje foram através de tentativas e erros. A partir das análises realizadas, podemos concluir que somente 11,11% das empresas entrevistadas têm uma formalização do sistema de fabricação e ou prestação de serviço que sua empresa atua. Foi questionado aos entrevistados como é feito o controle de estoque, e somente 11,11% das empresas entrevistadas afirmam que não trabalham com nenhum tipo de estoque, trabalham totalmente em cima de pedidos. Já as empresas que têm pelo menos um estoque mínimo de segurança, o que compreende aquelas empresas que preferem trabalhar sob pedido, mas deixam algum tipo de material de maior saída guardado por segurança, corresponde a 33,33% dos entrevistados; e 44,44% dos entrevistados afirmam trabalhar com estoque. Dentre as empresas que trabalham com estoque e estoque de segurança, 25% delas não têm um controle efetivo do estoque, que é comum achar que têm um material e quando precisam dele é que tomam conhecimento de que o mesmo já acabou. Ambos afirmaram que quando acontece isso, Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html mesmo estando em qualquer período do mês, esse material é comprado sem levar em consideração o planejamento financeiro. Duas das empresas que trabalham com algum tipo de estoque afirmam que fazem um controle de estoque visual, e sempre que precisam do material guardado, antes de liberar qualquer pedido, verificam se o que têm disponível dá para o que precisam fazer ou, pelo menos, começar o pedido enquanto o restante não chega. Questionadas se não mudam as características da matéria-prima por lote, tivemos como resposta de ambas que não é comum existirem diferenças. O restante das Empresas, o que corresponde a 50% das empresas que apresentam algum tipo de estoque, afirmaram que fazem um controle efetivo de estoque, todas elas com controles diários ou semanais e fazem uso de Check-lists, planilhas de controle e um delas usa o sistema chamado FIFO, em português conhecido como PEPS, que significa primeiro que entra, primeiro que sai. Foi perguntado a todos os empresários que tipo de ferramentas de controle eles mais usam: planilhas, check list, fluxogramas, comandas, anotações e etc e tomamos conhecimento que 56% deles fazem uso pelo menos de planilhas em quase todos os processos da empresa, seja na área de produção ou no setor administrativo, alguns até usam gráficos e estatísticas para medir taxas de aumento de volume de produção, evoluções financeiras e histórico de vendas. Do total de empresas entrevistadas, 33% delas fazem uso de check- lists e 11% fazem uso de lista de verificação. Somente uma delas faz uso de comandas, feitas em gráficas e as outras duas empresas fazem seus controles através de anotações. Um fator interessante que pudemos observar é que as empresas que usam check-lists, ou lista de verificação, são empresas que também fazem uso de planilhas para seus controles. Com base nessas três primeiras perguntas, perguntou-se aos empresários se eles acreditam ter um procedimento padrão de trabalho, e 67% responderam que sim, que mesmo reconhecendo algumas falhas em seus processos de controle, eles identificam um começo, meio e fim, no seu processo de fabricação ou prestação de serviço, e este padrão de trabalho só muda quando é para tentar alguma melhoria. As duas empresas do setor de comércio varejista responderam não acreditar ter um procedimento padrão de trabalho, e empresa que acredita não ter procedimento padrão de trabalho é de Caldeiraria Industrial leve, essas três empresas, o que corresponde a 33% dos entrevistados, justificam a ausência desse padrão, por julgar o processo muito simples ou trabalhar em cima de pedidos. O gráfico 3 demonstra visualmente o dado obtido. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Acredita ter procedimento padrão de trabalho 33% 67% Acredita não ter procedimento padrão de trabalho Gráfico 3: Estatísticas de como os empresários enxergam a própria Empresa Fonte: dados da pesquisa Quando questionado aos empresários se sofrem algum tipo de dependência de fornecedores, 89% deles responderam que sofrem dependência, mas existem alguns requisitos que pesam na hora da escolha, como preço, qualidade, prazo de entrega e impostos, por exemplo. Também foi levantada a questão da qualidade, com o intuito de saber se eles usam algum tipo de ferramenta ou se ao menos estão preocupados com esse aspecto. E, por unanimidade, todas as empresas, de alguma forma, estão preocupadas com a qualidade do produto que oferecem ou com o serviço que prestam. Somente 11,11% delas não fazem nenhum tipo controle (gráfico 4a). Já entre as que fazem algum controle de qualidade, o que corresponde a 88,89% das empresas entrevistadas, somente 25% delas usam ferramentas de controle (gráfico 4b). As ferramentas de controle de qualidade citadas foram as ferramentas do programa 5s e questionários de satisfação do cliente após a venda e/ ou prestação de serviço. Os restantes das empresas afirmam que faz controles visuais de qualidade. 25% 75% 11% Usam ferramentas de controle Não usam ferramenta de controle Não faz controle de qualidade Faz controle de qualidade 89% (a) (b) Gráfico 4: (a) Controle de qualidade e (b) Uso de ferramenta no controle de qualidade Fonte: dados da pesquisa Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html Por fim, foi questionado aos empresários como é a relação da empresa com o uso de tecnologia e informatizaçãoonstatou-se que 78% delas fazem uso da Internet pelo menos para a emissão de nota fiscal eletrônica. Somente 22% afirmam que o seu processo é totalmente manual, isento de tecnologia e usam recibo simples, em contrapartida, as empresas do ramo de prestação de serviço, por exemplo, afirmam que são totalmente dependentes de Internet. Três das empresas que afirmaram usar tecnologia e informatização estão introduzindo agora o sistema de controle de nota fiscal, o que, de certa forma, abrange as áreas de finanças, compras e produção da empresa, pois além de emitir a nota fiscal ele oferece um controle efetivo de estoque e gera relatórios diários para os empresários. Somente uma das empresas entrevistadas possui um programa que abrange todos os módulos da empresa e todas as informações de custos, históricos, estoques e etc. estão registrados nele. Assim, a partir de todas as análises, podemos afirmar que, sem dúvida alguma, as MPME estão ganhando cada vez mais destaque na economia nacional, e estão dando cada vez mais grandes oportunidades de trabalho aos nossos cidadãos. A partir das pesquisas, foi possível observar que os empresários têm apresentado um perfil jovem, muitos com instrução acadêmica de nível médio a avançado e embora a estatística preocupante de que muitas empresas não conseguem sobreviver até três anos de atividade, pudemos observar que as empresas que passaram desse tempo estatístico vêm sobrevivendo há muito tempo no mercado. Porém, mesmo com esse dado positivo, foi possível notar que quase todas as empresas pesquisadas não têm fundamentação técnica nenhuma sobre suas atividades. Os empresários, mesmo com instrução acadêmica, se mostraram um pouco relapsos em relação às técnicas e procedimentos de trabalho de suas empresas; todos com exceção de uma empresa, mesmo nas entrevistas identificando procedimentos e métodos característicos de ferramentas produção, seja em arranjos físicos, ferramentas de controle e ferramentas de qualidade, afirmam que os moldes que apresentam hoje foram através de acertos e erros que, na maioria das vezes, custou caro tanto financeiramente quanto para o negócio, pois colocou em risco o seu produto/ serviço prestado. Muitos destes empresários, ainda alimentam a idéia, de que somente a experiência obtida através do tempo de trabalho, ou que o conhecimento passado de geração em geração são suficientes para garantir o sucesso do seu negócio. Alguns reconhecem a precariedade de seus conhecimentos e investem no mesmo, mas mesmo assim não colocam em prática tudo que aprendem, por medo de arriscar ou por comodidade, por acreditar que já encontrou um caminho de sucesso e não conseguem enxergar os riscos que ainda podem surgir. Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html É notável que mesmo com tanto tempo de sobrevivência de mercado estas empresas precisam mudar sua postura o quanto antes, pois investindo recursos de tempo e dinheiro em uma boa estratégia e em ferramentas de controle que possibilitem um planejamento realmente eficaz, esses empresários conseguirão consolidar o seu processo de produção, além de garantir sua sobrevivência e um desenvolvimento sustentável. 6. CONCLUSÕES De um modo geral, concluímos que a experiência e a oportunidade de realizar uma pesquisa junto às micro, pequenas e médias empresas e conhecer um pouco mais a fundo seus processos foi muito valiosa. Eu, como pesquisadora, identifiquei em todas as empresas processos e ferramentas que são conhecidas na administração da produção e que são utilizadas por seus administradores de forma inconsciente. Com exceção de uma empresa, todos os empresários acreditam ter criado um sistema de trabalho único, e o que acontece na verdade é que esse sistema é sim adequado às realidades da empresa, mas não é inovador. O aspecto negativo dessa realidade é que o empresário, por não ter o devido conhecimento sobre a ferramenta que utiliza, não usufrui potencialmente de todos os benefícios que ela traria à sua empresa. Apesar de constatar que ainda todas elas precisam melhorar seus processos e buscar formalizar suas rotinas de trabalho, através de um planejamento e uso de ferramentas de produção, todos os empresários se mostraram muito receptivos tanto nas entrevistas quanto na sugestão de possíveis melhorias, inclusive foi possível perceber que muitos deles tomaram a consciência de fato da ausência de informações descritas, ausência de melhores ferramentas de controle e de qualidade no momento de questionamento nas entrevistas. O que foi possível perceber também é que, apesar de reconhecerem que falham no sentido de coleta e análise de informações sobre seu processo produtivo, os empresários não têm justificativa para tal atitude, pois praticamente todos têm grau de instrução entre nível médio a avançado ou, ao menos, condições favoráveis na busca de orientações de como fazer. O cenário que encontramos a partir da pesquisa foram empresários acomodados na situação em que se encontram e um negócio que, a partir de um bom planejamento e uso das ferramentas adequadas, poderia render financeiramente dez vezes mais, mas supre apenas as necessidades de custo e de vida estável dos empresários. Mesmo que o intuito principal da pesquisa não tenha sido a sugestão de tais melhorias em seus Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html processos de trabalho, espero que com as entrevistas tenha conseguido ascender o instinto de melhoria nas ações dos empresários, pois se esse cenário não mudar, essas mesmas empresas correm o risco de ficarem defasadas e perder o seu espaço no mercado. REFERÊNCIAS ARAÚJO, Luis César G., Organização, Sistemas e Método. 4° ed. São Paulo: Editora Atlas, 2008. CHASE, Richard B., JACOBS, F. Robert., AQUILANO, Nicholas J., Administração da Produção para Vantagem Competitiva. 6° ed. São Paulo: Bookman, 2006. CRUZ, Tadeu, Sistemas,Organização e Métodos (Estudo Integrado das Novas Tecnologias de Informação). 1° ed. Porto Alegre: Editora Atlas, 1997. CURY, Antonio, Organização e Métodos, Uma visão holística. 8° ed. São Paulo: Editora Atlas, 2006. DAVIS, Marck M., AQUILANO, Nicholas J., CHASE, Richard B. Fundamentos da Administração da Produção. 3° ed. São Paulo: Bookman 2001. FARIA, Caroline. 5S (Seiton, Seiri, Seiso, Seiketsu e Shitsuke). Disponível em: < http://www.infoescola.com/filosofia/5s-seiton-seiri-seiso-seiketsu-e-shitsuke/ >. Acesso em 30/10/2011. FITZIMMONS, James A., FITZIMMONS, Mona J. Administração de Serviços (Operações, estratégia e tecnologia de informação). 2° ed.São Paulo: Bookman, 2000. GIL, Antônio Carlos. Como Elaborar Projetos de Pesquisa. 6 Ed. São Paulo: Atlas, 2009. GIL, Antônio Carlos. Como Elaborar Projetos de Pesquisa. 4 Ed. São Paulo: Atlas, 2007. IBGE. Estatísticas do Cadastro Central de Empresas – CEMPRE; elaboração: SEBRAE/UED , 2005.. JOHNSTON, Robert, Administração da Produção (edição compacta). 5° edição. São Paulo: Editora Atlas, Volume 7, Número 1, Artigo 2, MARÇO/JUNHO 2012 – ISSN: 1808-6594 http://www.pucpcaldas.br/graduacao/administracao/revista/v7n1/artigos_v7n1.html 1999. MATIAS-PEREIRA, José. Manual de Metodologia da Pesquisa Científica. São Paulo: Atlas, 2007. MEREDITH, Jack A., CHAFER, Scott M. Administração da Produção para MBAs. 1° ed. São Paulo: Bookman, 2002. MURBACK, Fábio G. R. Teoria da Decisão, notas de aula da disciplina Métodos Quantitativos da PUC Minas – campus Poços de Caldas. Poços de Caldas, 2008. OSADA, Takashi. Housekeeping 5S’s: seiri, seiton, seiso, seiketsu, shitsuke. São Paulo: Instituto IMAM, 1992. SEBRAE. Definição de Micro, Pequena e Média Empresa, 2005. Disponível em: www.sebrae.com.br. Acesso em 12/08/2011. SLACK, Nigel; CHAMBERS, Sutart; HARLAND, Chritine; HARRISON, Alan; JOHNSTON, Robert. Administração da Produção (edição compacta). 5° edição. São Paulo: Editora Atlas, 1999.
Baixar