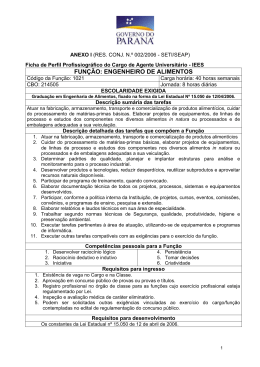
UNIVERSIDADE DO EXTREMO SUL CATARINENSE - UNESC CURSO DE PÓS-GRADUAÇÃO ESPECIALIZAÇÃO EM ENGENHARIA DE SEGURANÇA DO TRABALHO RAFAEL FREITAS PREIS ANÁLISE DE SINISTRO EM INDÚTRIA DE TINTAS E SOLVENTES CRICIÚMA, ABRIL 2007 1 RAFAEL FREITAS PREIS ANÁLISE DE SINISTRO EM INDÚTRIA DE TINTAS E SOLVENTES Monografia apresentada à Diretoria de PósGraduação da Universidade do Extremo Sul Catarinense- UNESC, para a obtenção do título de especialista em Engenharia Segurança do Trabalho. Orientador: Prof. PhD. Hyppólito do Valle Pereira Filho CRICIÚMA, ABRIL 2007 2 RAFAEL FREITAS PREIS ANÁLISE DE SINISTRO EM INDÚTRIA DE TINTAS E SOLVENTES Criciúma, 27 de abril de 2007. BANCA EXAMINADORA _________________________________________________________ Prof. Hyppólito do Valle Pereira Filho, Pós Doutor – Orientador _____________________________________________ Prof. Marcelo Fontanella Webster, Mestre _________________________________________ Prof. Waldemar Pacheco Júnior, Doutor 3 Agradeço humildemente e primeiramente a Deus pelo privilégio de poucos. Aos meus pais, Valério e Jucelei, pela educação e valores. A minha esposa e filha, Tamara e Alice, pela compreensão da ausência e vital motivação. Aos estimados professores Hyppólito do Valle Pereira Filho e Waldemar Pacheco Júnior. E pelas grandes amizades proporcionadas pelos companheiros de curso. 4 RESUMO A análise deste projeto compreende um assunto de suma importância à manutenção da integridade física dos colaboradores e do patrimônio de empresas produtoras de tintas e solventes para impressão de embalagens flexíveis. O processo produtivo desta linha de produtos será descrito com detalhismo afim de se compreender as ações, procedimentos utilizados e as etapas executadas desde a manipulação de matérias-primas à obtenção dos produtos acabados. O objetivo final deste trabalho é levantar e analisar os principais fatores técnicos, internos e externos, e concluir coerentemente quais acontecimentos influenciaram no princípio e no desenvolvimento do incêndio ocorrido no pavilhão industrial da Anjo Química do Brasil em outubro de 2005. Munido destas informações e baseando-se em fatos concretos obtidos tanto nas investigações quanto no presenciamento do sinistro, serão sugeridas algumas medidas que se mostram extremamente relevantes à segurança da organização. Palavras-chave: Sinistro; Nitrocelulose; Fatores Técnicos; Medidas Preventivas. 5 LISTA DE ABREVIATURAS E SIGLAS CAS – Chemical Abstract Service FISPQ – Ficha de Informação de Produtos Químicos TLV – Threshold Limit Values N.C. – Nirocelulose ONU – Organização das Nações Unidas 6 LISTA DE ILUSTRAÇÕES Figura 01 - Vista frontal do pavilhão em chamas.....................................................30 Figura 02 - Explosões de Nitrocelulose (30,00 metros de altura) ............................30 Figura 03 - Fluxograma do processo de fabricação da linha de impressão.............35 7 LISTA DE TABELAS Tabela 01 - Componentes de risco..........................................................................15 Tabela 02 - Processo de fabricação da linha de impressão ....................................33 8 SUMÁRIO 1 INTRODUÇÃO .....................................................................................................10 1.1 Tema .................................................................................................................10 1.2 Justificativa ......................................................................................................10 1.3 Fenômeno – caracterização............................................................................11 1.3.1 Descrição ......................................................................................................11 1.4 Problemática ....................................................................................................11 1.5 Objetivos ..........................................................................................................11 1.5.1 Objetivo geral................................................................................................11 1.5.2 Objetivos específicos...................................................................................12 1.6 Metodologia .....................................................................................................12 1.7 Relevância à engenharia de segurança do trabalho ....................................12 2 ANÁLISE DOS FATORES POTENCIAIS DE RISCOS........................................13 2.1 Nitrocelulose ....................................................................................................13 2.1.1 Caracterização da nitrocelulose..................................................................13 2.1.2 Características técnicas...............................................................................15 2.1.2.1 Identificação...............................................................................................15 2.1.2.2 Componentes de risco ..............................................................................15 2.1.2.3 Propriedades físicas..................................................................................15 2.1.2.4 Dados sobre riscos à saúde .....................................................................16 2.1.2.5 Informações especiais de proteção .........................................................17 2.1.2.6 Riscos de incêndio e explosão.................................................................18 2.1.2.7 Dados sobre reatividade ...........................................................................19 2.1.2.8 Precauções especiais ...............................................................................19 2.1.2.9 Precauções de processo ..........................................................................21 2.1.2.10 Procedimentos em caso de derramamento ou vazamento..................21 2.1.2.11 Métodos de disposição – produtos, resíduos, embalagens e materiais contaminados ........................................................................................................22 2.2 Fatores técnicos de propensão de riscos .....................................................22 2.2.1 Caracterização de fatores técnicos.............................................................22 2.2.1.1 Máquinas e equipamentos ........................................................................23 2.2.1.2 Variações de temperatura.........................................................................23 9 2.2.1.3 Energia estática .........................................................................................24 2.2.1.4 Ventilação e exaustão ...............................................................................24 2.2.1.5 Instalações elétricas e iluminações .........................................................25 2.2.1.6 Aterramento ...............................................................................................25 2.2.1.7 Proteção anti-impacto ...............................................................................26 2.2.1.8 Manipulação e processo ...........................................................................26 2.2.1.9 Piso industrial ............................................................................................26 2.2.1.10 Incompatibilidades químicas..................................................................27 3 INFORMAÇÕES GERAIS E ESPECÍFICAS SOBRE A EMPRESA ....................28 3.1 Histórico ...........................................................................................................28 3.2 Caracterização da pesquisa ...........................................................................28 4 RESULTADOS .....................................................................................................32 4.1 Descrição da linha de impressão ...................................................................32 4.2 Processo produtivo .........................................................................................32 4.3 Descrição da planta produtiva........................................................................38 4.4 Descrição do layout.........................................................................................39 4.5 Fatores técnicos relacionados à linha de impressão...................................41 5 RESULTADOS .....................................................................................................44 5.1 Análise das potencialidades dos fatores técnicos .......................................44 6 CONCLUSÕES E RECOMENDAÇÕES ..............................................................46 REFERÊNCIAS .......................................................................................................48 ANEXOS .................................................................................................................49 10 1 INTRODUÇÃO O fogo é uma necessidade indiscutível à vida moderna, como sempre o foi aos nossos antepassados, desde a Idade da Pedra, quando era usado exclusivamente para o aquecimento do homem da caverna. Na vida moderna, o fogo ou melhor, dizendo a combustão é usada para a indústria, para os transportes, para a produção de energia e inúmeras outras necessidades indispensáveis; é usado intensamente tanto no lar como nas indústrias. Tecnicamente, sabe-se que o fogo (ou a combustão) surge a partir de elementos essenciais, que são: combustível, calor, comburente. Com esses elementos, podemos construir um triângulo que denominamos "Triângulo do Fogo". Quando se trata de uma indústria de tintas e solventes para impressão, o primeiro elemento do triângulo torna-se expressivamente presente em todo processo produtivo. Manipulação de Nitrocelulose e ambientes saturados com vapores orgânicos provindos de solventes são pontos a serem analisados posteriormente que exigem a essa empresa cuidado redobrado. Munido dessas informações, procurar-se-á investigar, analisar e detalhar o sinistro ocorrido em quatro de outubro de 2005 em fábrica de tintas e solventes para impressão de embalagens flexíveis. 1.1 Tema Sinistro em indústria de tintas e solventes para impressão de embalagens flexíveis. 1.2 Justificativa Levando-se em consideração o pressuposto de que incêndios podem ser prevenidos, inevitavelmente após ocorrer um sinistro se constata que com poucas regras de segurança e alguma disposição de colocá-las em prática ele poderia ser evitado. A manutenção da integridade física dos colaboradores é sem dúvida um dos pontos mais relevantes desta pesquisa, principalmente levando-se em consideração os riscos inerentes à esta linha de produção. Manipulação de produtos 11 inflamáveis e explosivos tornam as medidas preventivas de incêndios fundamentais ao bom decorrer do processo. Com isso, a análise crítica baseada na Norma de Segurança Contra Incêndio – NSCI/94 do Corpo de Bombeiros de Santa Catarina e nas experiências e conhecimentos técnicos nos cuidados no trabalho com produtos dessa linha, como a Nitrocelulose, serão de vital importância na caracterização deste trabalho. 1.3 Fenômeno - caracterização Influência da Nitrocelulose em sinistro em fábrica de tintas e solventes para impressão de embalagens flexíveis. 1.3.1 Descrição O incêndio ocorrido ,em outubro de 2005, em fábrica de tintas e solventes para impressão de embalagens flexíveis, trouxe muitas interrogações aos processos de fabricação de tintas para impressão. Uma delas, e provavelmente a de maior relevância, trata da manipulação de nitrocelulose no processo produtivo. Fatores técnicos abrangerão as diversidades ocorridas e suas características contextualizarão o estudo e seus objetivos. 1.4 Problemática Dentre os fatores técnicos, a Nitrocelulose foi preponderante para o sinistro na fábrica de tintas e solventes? 1.5 Objetivos 1.5.1 Objetivo geral Verificar se, dentre os fatores técnicos a Nitrocelulose foi preponderante à ocorrência de sinistro na fábrica de tintas e solventes. 12 1.5.2 Objetivos específicos ♣ Descrever a nitrocelulose especificando suas características técnicas; ♣ Identificar os fatores técnicos internos e externos de exposição das matérias-primas que possibilitem a ocorrência de incêndios. 1.6 Metodologia Este trabalho foi desenvolvido através da metodologia do Estruturalismo, método Descritivo, de Caracterização Qualitativa, Exploratória e Estudo de Caso. As técnicas utilizadas foram observações “In Loco”, entrevistas, pesquisas nos laudos periciais e outras documentações, observação de fotos e vídeos, verificação do sistema preventivo de incêndios no período do sinistro e do seu desempenho durante o incêndio. Após os levantamentos dos pontos fortes e pontos fracos, potencialidades e fragilidades, far-se-á sugestões de melhoria. Visa-se destacar os pontos de riscos identificando e caracterizando-os, e a partir disso utilizar tecnologias e conhecimentos que propiciem um alto nível de proteção aos colaboradores e ao patrimônio da empresa. 1.7 Relevância à engenharia de segurança do trabalho Procurou-se embasamento técnico e teórico principalmente na Norma de Segurança Contra Incêndio – NSCI/94 do Corpo de Bombeiros de Santa Catarina, em virtude não só da exigência da legislação regional, mas também da profundidade de detalhes com relação a equipamentos e dimensionamentos. A NR – 23 – Proteção contra Incêndios, trata das informações de maneira generalista e superficial, por isso não foi utilizada como base de informações à elaboração deste trabalho, mas de maneira observadora. 13 2 ANÁLISE DOS FATORES POTENCIAIS DE RISCOS 2.1 Nitrocelulose 2.1.1 Caracterização da nitrocelulose Em 1838 começa a era moderna dos explosivos, quando o químico francês Théophile Jules Pelouse (1807-1867) conseguiu preparar a nitrocelulose. Em 1846, o químico alemão Christian Shönbein verificou que a celulose nitrada é altamente explosiva. A celulose é um polímero natural, cuja estrutura é a repetição da unidade C6H10O5; em cada uma dessas unidades existem três hidroxilas que podem ser esterificadas. O ácido nítrico pode esterificar uma, duas ou três das hidroxilas, produzindo vários tipos de nitrocelulose, cujo caráter inflamável e explosivo aumenta com o teor de nitrogênio na molécula. É considerada uma das mais antigas resinas sintéticas utilizadas na fabricação de tintas e vernizes de alta performance. Produzida pela primeira vez há mais de 160 anos, passou a ser largamente empregada em tintas após a 1ª Guerra Mundial. A nitrocelulose representou um marco no desenvolvimento da indústria de tintas mundial, foi responsável pela popularização das lacas automotivas e industriais, propiciando acabamentos de fácil aplicação, rápida secagem e alto desempenho. Devido à sua rápida secagem, foi o principal fator que tornou possível a produção em massa na indústria automobilística. Mesmo com o aparecimento de novos sistemas de resinas, a nitrocelulose continua tendo um lugar de destaque nos segmentos de repintura automotiva, seladores e acabamentos para madeira, tintas de impressão, esmalte para unha e acabamentos para couros, aparecendo sempre novas aplicações. Há muito tempo foram detectadas propriedades explosivas do algodão nitrado. A descoberta de métodos de gelificar o material, transformando-o numa massa uniforme e densa, de aparência resinosa, reduziu a superfície e a rapidez da explosão. Com a descoberta de métodos apropriados de estabilização, para prolongar a vida em depósitos, a nitrocelulose logo deslocou a pólvora negra como propelente militar. É uma das principais matérias-primas para pólvoras e dinamites. São do tipo: 14 • N.C.- Alta (fabricação de pólvoras); • N.C.- Baixa (fabricação de pólvoras); • N.C.- Colódio (usado na fabricação de tintas, vernizes, etc.); • N.C.- Dinamite. O processo de fabricação consiste na purificação do linter bruto para obtenção de celulose, nitração da celulose com mistura sulfonítrica, estabilização e fervimentos para extração de ácido residual ocluso nas fibras da NC. As Nitroceluloses são particularmente perigosas pelas formações de gases explosivos e propagação rápida do fogo. Todas as substancias que entram na composição destes corpos são sensíveis as variações de temperatura e a umidade seguida de secura, determinando a decomposição lenta. Sob a ação do tempo, sem que tenha havido a ação de um agente físico ou mecânico, inflamam-se e as chamas de calor intenso provocam incêndios de propagação violenta. A celulose, a dinamite, a hulha, devem ser cuidadosamente armazenados. Não podem ficar nesta situação por longo tempo, pois sofrem modificações químicas muito lentas e por isso incendeiam-se com o agravante da celulóide produzir gases explosivos e letais. A característica de combustão espontânea é fator gerador de muitos incêndios industriais. O fenômeno químico da combustão é uma reação que se processa em cadeia e manifesta-se através de uma reação exotérmica, convertendo energia química em energia calorífica. A decomposição das moléculas ainda intactas provoca a propagação do fogo. Quando esta reação processa-se com muita velocidade, num ambiente confinado além de combustão, havendo aumento de pressão, o sistema explode. Segundo Silveira (1982, p. 22), “toda reação química que desprende calor vai sendo aquecida pelo aumento de temperatura e calor, atingindo o ponto de ignição passando a ter combustão pelo aparecimento de luz e calor”. 15 2.1.2 Características técnicas 2.1.2.1 Identificação • Nome Químico: Nitrocelulose embebida em álcool etílico / isopropílico; • Sinônimos: Nitrato de Celulose, Piroxilina, Algodão Colódio; • Família Química: Ésteres; • Fórmula: [C6H10-x(ONO2)x]n para 2 < x < 2,4 • CAS: 9004-70-0 • ONU: 2556 2.1.2.2 Componentes de risco Os produtos componentes da Nitrocelulose possuem o número específico do CAS, bem como sua composição em fórmula e os Limites de Tolerância com base na ACGIH e TVL, conforme a Tabela 01 – Componentes de risco. Tabela 01 - Componentes de risco Nome Nº CAS % Opcional Nitrocelulose 009004-70-0 70% Álcool Etílico 64-17-5 30% 67-63-0 30% Químico Álcool Isopropílico Limites de Tolerância TLV (ppm) Fonte TWA – Não ACGIH estabelecido TLV TWA: 1000 ACGIH (1900 mg/m³) TLV TWA: 400 ACGIH STEL: 500 TLV Fonte: Nitrocelulose - Manual Técnico de Aplicações. Cia. Nitroquímica Brasileira. 2.1.2.3 Propriedades físicas • Aparência e Odor: Nitrocelulose embebida em álcool é um tipo de polpa, sólido semelhante ao algodão, em forma de flocos, com odor característico de álcool; 16 • Densidade do Vapor (ar = 1): 1,6 (álcool etílico); • Gravidade Específica: Nitrocelulose: 1,6 a 20 ºC; • Densidade aparente: 0,6 (600 Kg/m³); • Percentagem de Voláteis: 25 a 32%; • Ponto de Ebulição (760 mmHg): Etanol = 12,7 ºC e Isopropanol = 82,3 ºC; • Ponto de Fulgor: Álcool Etílico = 12,7 ºC e Isopropílico = 11,7 ºC (closed cup); • Temperatura de Auto-ignição: Nitrocelulose: min. 180 ºC (taxa de aquecimento de 5 ºC/min.) • Pressão de Vapor: 40 mmHg a 20 ºC e 33 mmHg a 19 ºC (álcool etílico); • Solubilidade em Água: Insolúvel; • Solubilidade em outros Solventes: Nitrocelulose é solúvel em acetona, ésteres, solução de álcool e éter, acetado de amila e ácido acético glacial; • Taxa de Evaporação (Acetato de Butila) = 1): > 1 (álcool). 2.1.2.4 Dados sobre riscos à saúde • Efeitos Agudos: ¬ Ingestão: Tóxica, devido à presença de álcool etílico / isopropílico (pode causar gastrite); ¬ Inalação: Os vapores de álcool etílico podem afetar as vias respiratórias e os olhos. Altos teores podem afetar o sistema nervoso central; ¬ Contato com a pele: Devido à presença de álcool etílico / isopropílico, pode produzir leve irritação, bem como ressecamento e fissuras na pele; ¬ Conato com os olhos: Produz irritação devido à presença de álcool etílico. • Efeitos agudos sistêmicos: ¬ A inalação prolongada de álcool etílico / isopropílico em alta concentração, além dos efeitos localizados sobre os olhos e o trato respiratório superior, podem produzir dores de cabeça, sonolência, tremores e fadiga. 17 • Efeitos crônicos: ¬ Não observados, mas caso a pele se tornar avermelhada ou apresentar bolhas, consultar o médico. • Condições de saúde agravadas pela super-exposição (álcool): ¬ Não reportado. • Procedimentos de emergência e primeiros socorros: ¬ Ingestão: Nunca dê algo oralmente se a vítima estiver inconsciente. Se estiver consciente, faça com que a vítima beba de 1 a 2 copos de água (efeito diluição). Não induza a vítima ao vômito; ¬ Inalação: Remover a vítima para um local arejado; ¬ Pele: Remover rapidamente a roupa contaminada e aplicar água corrente. Lavar a área exposta com água e sabão; ¬ Olhos: Não permitir que a vítima mantenha os olhos fechados; separar as pálpebras cuidadosamente e lavar continuamente com água corrente. Consultar um médico assim que possível. • Dados toxicológios: ¬ LD50 (Oral em ratos): 5 mg/Kg; ¬ LC50 (Inalação em ratos): 20.000 ppm/10horas. 2.1.2.5 Informações especiais de proteção • Ambiente de trabalho: Evitar a inalação dos vapores de álcoois e formação de atmosfera com risco de incêndio, com instalação de um sistema de exaustão adequado que mantenha as concentrações de álcool no ar dentro dos limites estabelecidos. Máscaras respiratórias individuais devem ser selecionadas de forma a assegurar a proteção para o indivíduo dentro das condições do local de trabalho, do nível de contaminantes no ar, bem como garantir o nível de oxigênio. A concentração de solventes (álcoois) no ar deve ser monitorada constantemente. • EPI’s para manuseio: Em situações de emergência de incêndio, utilize máscaras autônomas. Para utilização de máscaras respiratórias, recomenda-se preparar um programa formal de proteção respiratória, incluindo: exame médico, 18 teste físico individual, monitoramento ambiental peródico, manutenção inspeções, locais adequados para estocagem dos equipamentos. EPI’s para manuseio e proteção da pele: luvas de PVC, máscara com filtro para vapores orgânicos, botas com biqueiras e aço, camisa e meias de algodão. • Estações de segurança: As áreas de trabalho devem prever a instalação de chuveiros de segurança e lava olhos. As roupas contaminadas devem ser separadas das roupas comuns e lavadas antes de serem reutilizadas. • Observação importante: Nunca comer, beber ou fumar em locais de manipulação de Nitrocelulose. Praticar higiene pessoal adequada após utilizar este material, especialmente antes de comer, beber, fumar, usar o toalete ou aplicar quaisquer cosméticos. 2.1.2.6 Riscos de incêndio e explosão • Ponto de Fulgor: 12,7 ºC; • Temperatura de Auto-Ignição: min. 180 ºC (taxa de aquecimento de 5ºC/min.); • Limites de Inflamabilidade no ar (% em volume): ¬ Etanol: inferior = 3,3% e superior = 19%; ¬ Isopropanol: inferior = 2% e superior = 12%; • Procedimentos especiais de combate ao fogo: ¬ Para pequenos incêndios utilizar pó químico seco, água ou espuma ¬ Para grandes incêndios água ou espuma normal; ¬ O álcool reduz a velocidade de queima da Nitrocelulose, assim é normal; importante não permitir que ela seque. Caso o álcool se evapore, a ignição da Nitrocelulose ocorre, queimando com intenso calor e podendo explodir se confinada e exposta a choques; ¬ Containers podem explodir sob ação do calor de um incêndio. A Nitrocelulose contém suficiente O2 para auto sustentar sua queima mesmo em atmosferas com deficiente nível de O2; ¬ Face à possibilidade de geração de produtos tóxicos por decomposição térmica, em caso de incêndio utilizar máscara autônoma operada 19 com pressão positiva; ¬ Aplicar água para resfriamento dos containers mesmo após a extinção total do fogo. Manter-se à distância dos terminais dos tanques. Se ocorrer um incêndio de grandes proporções nas áreas de carregamento, utilizar canhões monitores ou mangueiras desguarnecidas sobre suportes. Se isto não for viável, retirar-se do local e deixar o fogo queimar; ¬ Não descartar a água utilizada no esforço de combate ao incêndio para o esgoto ou qualquer outro sistema; coloque-a em diques para que possa ser adequadamente disposta e tratada; ¬ Subprodutos da Combustão: óxidos de nitrogênio, cianeto de hidrogênio e monóxido de carbono. 2.1.2.7 Dados sobre reatividade • Estabilidade: Nitrocelulose é estável se mantida confinada sem vibrações, embebida em álcool ou água. Entretanto, a Nitrocelulose seca é sensível ao choque e pode incendiar-se e explodir se estiver confinada; • Condições a Evitar: Não expor o produto à luz do sol, fontes de calor ou de ignição, bem como com os produtos incompatíveis listados abaixo. Não permitir, sob qualquer hipótese, que o produto se torne seco; • Incompatibilidade: Nitrocelulose é incompatível com peróxido acético, bromoazida, cloro, oxidantes fortes, ácidos e bases; • Produtos perigosos resultantes da decomposição: A decomposição por oxidação térmica pode produzir Óxidos de Carbono (COx), Óxidos de Nitrogênio (NOx) e Gás Cianídrico (HCN); • Riscos de Polimerização: Não há riscos de polimerização. 2.1.2.8 Precauções especiais • Precauções a serem tomadas no manuseio e armazenagem: O produto é colocado em sacos plásticos anti-estáticos ou não condutivos e acondicionados em barricas ou caixas. O local de estocagem deve ser mantido fresco, seco e bem ventilado, distante de fontes de ignição. Prever proteção contra possíveis impactos. 20 Não permita que o produto seque (enfatizar a necessidade de estar embebida em álcool ou água). Locais de estocagem e de trabalho devem ser resistentes ao fogo e prover disponibilidade abundante de água. O piso deve ser executado com material anti-faísca, tacos, pisos grafitados). Equipamentos de processo e tanques de estocagem devem prever “vents” para alívio de pressão. Para acondicionar o produto em barricas, as áreas operacionais devem ter um número máximo de barricas (normalmente uma quantidade suficiente para o turno). As barricas devem ser abertas na área operacional, nunca na área de estocagem. Utilizar sempre ferramentas de bronze ou outros não ferrosos. Barris cheios ou parcialmente cheios e que não estejam em uso, devem ser mantidos hermeticamente fechados. Recolher imediatamente todo material derramado nos pisos ou nos equipamentos, colocar em tambores e umedecê-los novamente. • Controles de Engenharia: Para evitar quaisquer riscos potenciais à saúde, usar diluição suficiente ou ventilação / exaustão local para controlar a presença de contaminantes no ar, de forma a manter as concentrações dentro de níveis mínimos. Para minimizar o risco de explosão devido à presença de vapores dos solventes, a iluminação deve atender à essa classe de especificação. Para evitar faíscas elétricas, preveja aterramento elétrico. • Controles administrativos: Prever exame médico pré-admissional e exame médico periódico para os trabalhadores que possam estar expostos aos vapores de álcool. • Rotulagem de embalagem / recipientes: O rótulo deve conter os seguintes dados: ¬ Nitrocelulose, cuidado e inflamável; ¬ Em caso de incêndio usar grandes quantidades de água; ¬ Evitar a evaporação do álcool; ¬ Não expor o produto a atritos e em caso de derrame molhar com água e recolher o resíduo. • Materiais Adequados para Embalagens: Containers ou tambores de aço ou galvanizados, barricas de fibra e caixas. • EPI’s Adequados: Óculos de proteção panorâmicada, luvas, avental, calçado de segurança e máscara com filtro químico para vapores orgânicos (no caso 21 de ambientes onde se excede o L.T.). 2.1.2.9 Precauções de processo • Prever pelo menos duas saídas para cada dependência ou edifício onde a Nitrocelulose é armazenada, manuseada ou utilizada. As portas devem abrir para fora e com fechaduras apropriadas; • Prever “sprinklers” nos edifícios de armazenagem e de processo do produto em função do calor do edifício e quantidade estocada; • Equipamentos e vasos de processo devem preferencialmente ser isolados de outras dependências por paredes e portas resistentes ao fogo. 2.1.2.10 Procedimentos em caso de derramamento ou vazamento • Notificar a supervisão imediata, isolar e manter o local arejado, proibir o acesso de pessoal não envolvido com o atendimento à emergência; • Manter-se fora da direção de ação predominante do vento; • Interromper quaisquer fontes de ignição; • Pessoal envolvido no atendimento à emergência e para a limpeza do local deve estar protegido contra inalação ou do contato com o produto na pele e nos olhos; • Molhar o material derramado e a embalagem com água. Recolher cuidadosamente o produto em um recipiente seco; • Dirigir os vazamentos de grandes quantidades pelas áreas de contenção para posterior descarte. Evitar que o produto derramado seja desviado para esgoto industrial ou outro sistema de drenagem; • Em pequenos vazamentos, manter o derramamento molhado com água e colhendo para containers / tambores e afastar as fontes de ignição ou faíscas; • Em grandes vazamentos, não permitir que o produto seque, mantendoo molhado com água e recolher o produto imediatamente em tambores ou containers completando o volume com água. 22 2.1.2.11 Métodos de disposição – produtos, resíduos, embalagens e materiais contaminados • A porção do produto vazado deve ser embebida em água e recolhida em saco plástico. O resíduo poderá ser tratado com um álcali e em seguida tratado biologicamente; • Outro método de disposição consiste em desnitrar o resíduo com soda cáustica ou sulfeto de sódio e manuseá-lo em crematório em camadas finas (não mais que 5 cm de altura). Não queimar em caldeiras, incineradores ou qualquer outro equipamento fechado. • Embalagem: Retirar todo resíduo do saco plástico e lavá-lo; esse saco não deve ser reutilizado. Após esvaziamentos, os tambores devem ser inspecionados, para assegurar que toda a Nitrocelulose foi removida (o remanescente deve ser eliminado com panos de limpeza). Manter a embalagem / sacos plásticos sempre fechados; • Nunca descartar tambores e / ou sacos plásticos com resíduos de Nitrocelulose. 2.2 Fatores técnicos de propensão de riscos 2.2.1 Caracterização de fatores técnicos Com a manipulação de inúmeros produtos perigosos dentro do processo produtivo, evidenciam-se uma variedade de riscos inerente à essa atividade. Dentro dos procedimentos das atividades e da própria estrutura física da empresa encontram-se características que são potenciais riscos à deflagração de incêndios. Fazendo-se uma correlação ao cotidiano de nossas casas, seria conviver com tubulações ou botijões de gás, instalações elétricas, aparelhos com resistências elétricas como chuveiros e aquecedores, fogões, produtos inflamáveis como o álcool hidratado. Assim, as atividades dentro da planta industrial são agravadas em virtude da presença de materiais inflamáveis e explosivos, como os vapores orgânicos gerados por solventes e principalmente o convívio com a Nitrocelulose. Podem-se citar alguns fatores técnicos de riscos: máquinas, temperatura, energia estática, ventilação, instalações elétricas, aterramentos. A descrição dos riscos potenciais a 23 seguir pedem algumas definições que se mostram importantes à compreensão da linha de pesquisa. Segue as definições: • Explosão: é um processo caracterizado por súbito aumento de volume e grande liberação de energia, geralmente acompanhado por altas temperaturas e produção de gases; • Incêndio: é uma ocorrência de fogo não controlado, que pode ser extremamente perigosa para os seres vivos e as estruturas. A exposição a um incêndio pode produzir a morte, geralmente pela inalação dos gases, ou pelo desmaio causado por eles, ou posteriormente pelas queimaduras graves; • Acidente: é um evento indesejável e inesperado que causa danos pessoais, matérias (danos ao patrimônio), danos financeiros e que ocorre de modo não intencional; • Sinistro: é um fato natural ou provocado pelo homem que afeta negativamente à vida ou patrimônio segurado; • Normas: disciplinam as relações entre os indivíduos, desses para com o Estado e do Estado para com seus cidadãos, por meio de regras que permitam solucionar os conflitos. 2.2.1.1 Máquinas e equipamentos A recomendação para uma manipulação segura da Nitrocelulose é que se utilizem ferramentas de bronze ou outros não ferrosos. 2.2.1.2 Variações de temperatura Sugere-se a armazenagem de Nitrocelulose em ambientes isentos de variações bruscas de temperatura, bem como da exposição à luz do sol. Segundo Gomes (1998, p. 20), “existem materiais sólidos que incendeiam facilmente em função da absorção de pequena quantidade de calor, como o Nitrato de Celulose (Nitrocelulose)”. 24 2.2.1.3 Energia estática Tecnicamente define-se energia estática como sendo a carga elétrica num corpo cujos átomos apresentam um desequilíbrio em sua neutralidade. Este fenômeno ocorre quando a quantidade de elétrons gera cargas positivas ou negativas em relação à carga elétrica dos núcleos dos átomos. Existem muitas formas de "produzir" energia estática, uma delas é friccionar certos corpos, para produzir o fenômeno da eletrização por fricção. Conforme Gomes (1998, p. 10), “é uma carga elétrica acumulada na superfície de dois corpos que foram produzidos unidos e são separados abruptamente. Estes corpos não estando aterrados poderão acumular uma carga elétrica suficiente para produzir uma centelha.” A energia estática é objeto de estudo e pesquisa, pois muitos são os danos causados pela eletrização dos corpos e sua conseqüente descarga em equipamentos e componentes sensíveis, como por exemplo, computadores, balanças e máquinas industriais em geral. Em 2003, ocorreu um acidente que, presume-se, foi causado por uma centelha devida a uma descarga eletrostática num foguete brasileiro na base aeroespacial de Alcântara, cuja explosão causou a morte de diversos técnicos e engenheiros. Com isso, a utilização de aterramentos em todas as máquinas que processam a Nitrocelulose torna-se inevitável. 2.2.1.4 Ventilação e exaustão A utilização de tecnologias como ventiladores centrífugos, axiais e naturais ou insufladores dimensionados para a necessidade identificada, garantem a concentração mínima por norma de vapores orgânicos no ambiente da fábrica, garantindo não só a integridade momentânea do colaborador, mas também a sua saúde em longo prazo, além do conforto térmico ao longo da jornada de trabalho. Outra conseqüência positiva da utilização desses equipamentos é evitar que ocorra variações bruscas de temperatura, principalmente para os produtos químicos mais sensíveis ao calor. 25 2.2.1.5 Instalações elétricas e iluminações A eletricidade é uma das principais fontes de ignição em ambientes com atmosferas explosivas, através dos equipamentos e instrumentos, descargas atmosféricas ou cargas estáticas. Conforme a definição da ABNT, área classificada é a área na qual uma atmosfera explosiva de gás está presente ou na qual é provável sua ocorrência a ponto de exigir precauções especiais para a construção, instalação e utilização de equipamento elétrico. Já a Área não classificada é a área na qual não é provável a ocorrência de uma atmosfera explosiva de gás a ponto de exigir precauções especiais para a construção, instalação e utilização de equipamento elétrico. Com a classificação de área procura-se estabelecer medidas para que a eletricidade não provoque ignição da mistura inflamável que estiver presente no ambiente, seja através da escolha adequada do equipamento, instrumento ou método de instalação. Uma das atitudes é utilizar equipamentos, motores, interruptores, cabos e luminárias à prova de explosão. 2.2.1.6 Aterramento Aterramento é arte de se fazer uma conexão com toda a terra. A conexão com a terra é na realidade a interface entre o sistema de aterramento e toda a terra, e é por esta interface que é feito o contato elétrico entre ambos: “terra” e sistema de aterramento. Através desta interface passarão os eventos elétricos para o mencionado sistema. Estes eventos elétricos incluem energia surtos e transientes e a energia proveniente das descargas atmosféricas. Energia Térmica pelo Raio é resultante de uma carga elétrica que passa de uma nuvem para outra, eletricamente contrárias ou para a Terra. Na passagem para a Terra, poderá liberar muito calor, de altíssima temperatura, para um corpo que esteja em seu caminho, mesmo que este corpo tenha elevada resistência. (GOMES, 1998, p. 10). O aterramento é obrigatório e a baixa qualidade ou a falta do mesmo invariavelmente provoca queima de equipamentos. Suas características e eficácia devem satisfazer às prescrições de segurança das pessoas e funcionais da instalação. O valor da resistência deve atender as condições de proteção e de 26 funcionamento da instalação elétrica. Conforme orientação da ABNT, a resistência deve atingir no máximo 10 Ohms, quando equalizado com o sistema de pára-raios ou no máximo 25 Ohms quando o sistema de pára-raios não existir na instalação. Resumidamente, aterramento significa acoplamento permanente de partes metálicas com o propósito de formar um caminho condutor de eletricidade tanto quanto assegurar continuidade elétrica e capacitar uma condução segura qualquer que seja o tipo de corrente. 2.2.1.7 Proteção anti-impacto A Nitrocelulose, em função de sua estrutura explosiva, necessita cuidados especiais na proteção contra possíveis impactos. Para sua alocação deve-se prever o meio no qual será disposta, levando-se em consideração o tipo e a quantidade de fluxo de transporte, como por exemplo, a utilização de empilhadeiras e carros hidráulicos. Preferencialmente, armazenar na superfície do piso evitando-se prateleiras ou porta-pallets, para prevenção de quedas. 2.2.1.8 Manipulação e processo Este quesito observa diretamente os procedimentos utilizados no processo produtivo. Modo de transporte, local de utilização e atividades sobre a Nitrocelulose são de extrema importância. Observa-se cuidado ao transportar esta matéria-prima de um local para outro, manipulá-la apenas na área operacional e nunca na área de estocagem, e enfatizar a necessidade de estar sempre embebida em álcool ou água evitando que ela seque. 2.2.1.9 Piso industrial O sugerido para o processo é o anti-faísca construído com tacos de madeira ou concreto grafitado, evitando-se a geração de faísca em conseqüência do atrito entre carros transportadores de aço carbono e o piso. 27 Calor por Atrito ou Fricção é a energia mecânica aplicada para vencer a resistência ao movimento, quando dois corpos são esfregados ou friccionados um contra o outro. Qualquer atrito ou fricção gera calor. O impacto, outra forma de fricção, quando ocorre entre dois corpos duros, um deles sendo metálico, pode produzir uma centelha. (GOMES, 1998, p. 10). 2.2.1.10 Incompatibilidades químicas A Nitrocelulose mostra-se incompatível os produtos peróxido acético, bromoazida, cloro, oxidantes fortes, ácidos e bases, e o contato entre eles gera gases, calor excessivo, explosões e reações violentas. Assim sugere-se ao departamento de Pesquisa e Desenvolvimento da empresa analisar tais incompatibilidades evitando a armazenagem no mesmo local desses produtos. Caso mostre-se inevitável a utilização desses materiais, procurar separá-los por alvenaria ou confinamento. 28 3 INFORMAÇÕES GERAIS E ESPECÍFICAS SOBRE A EMPRESA 3.1 Histórico A empresa iniciou suas atividades em abril de 1986, em Criciúma (SC), em um pequeno galpão alugado, sob a denominação de “Colombo Indústria e Comércio de Massas Plásticas” e com uma produção de 2 toneladas de massa plástica por mês, surgia a Anjo Tintas e Solventes. Em 1987, já com a marca Anjo, a produção de massa plástica alcançou 20 toneladas por mês. A empresa então passou a funcionar nos fundos da residência de seu diretor, em um galpão de 144 m². Em 1993, a Anjo se torna líder no mercado brasileiro em massa plástica, exigindo a transferência de suas instalações. Em 1994, a massa plástica supera a marca de 252 toneladas por mês, assumindo definitivamente a liderança do mercado nacional. A partir daí, a empresa começa a produzir thinners e solventes. A Anjo Tintas e Solventes conquistou em abril de 1999, a Certificação da Norma ISO 9002. Em 2002, foi recertificada com a Norma ISO 9001/Versão 2000. Em 2000, monta uma nova unidade de negócio para atender indústrias do setor de impressão, oferecendo solventes e tintas Em 2002, a empresa inaugura a linha imobiliária, também localizada no município de Criciúma (SC). E em maio de 2004, a Anjo inaugura a fábrica da Linha Industrial, também em Criciúma. Possui também três filiais, uma em São Paulo (SP), uma em Aparecida de Goiânia (GO) e outra em Recife (PE). Assim, a Anjo é marca de produtos de quatro linhas: Linha Automotiva, Linha Imobiliária, Linha de Impressão e Linha Industrial. 3.2 Caracterização da pesquisa O procedimento de pesquisa baseou-se primeiramente em análises sobre os fatos ocorridos no início e desenvolvimento do sinistro, além do embasamento em informações técnicas. Fez-se observações “In Loco”, entrevistas, pesquisas nos laudos periciais e outras documentações, observação de fotos e vídeos, verificação do sistema preventivo de incêndios no período do sinistro e do seu desempenho 29 durante o incêndio. O foco do estudo surgiu com o depoimento da única testemunha, Rogério Fernandes, Operador Industrial responsável pela formulação de thinners e solventes de impressão no período da manhã. Segue abaixo as informações obtidas no Laudo Pericial da Polícia Técnica: • Depoimento de Rogério Fernandes: Cheguei à empresa por volta das 7 horas e 45 minutos do dia 04 de outubro de 2005. Depois de registrar minha entrada no cartão-ponto, me dirigi ao vestiário para colocar a roupa de trabalho. Depois de pronto, umas 7 horas e 52 minutos, chegaram ao vestiário mais dois profissionais, Marcelo Oliveira e Jaílson Urbano. Saí do vestiário e fui em direção ao meu setor, formulação de thinner, quando às 7 horas e 55 minutos houve um grande estouro, parecido com fogos de artifício, vindo da área de matérias-primas, a uns 15 metros de mim. Instantaneamente subiram labaredas de fogo e uma fumaça densa cor bege. Peguei um extintor de 6 kg de CO2 e fui em direção ao princípio. Verifiquei então que as chamas estavam com 1,5 metros de altura e vinham da Nitrocelulose, produto que conhecemos ser extremamente perigoso. Gastei toda carga do extintor mas infelizmente não surtiu efeito. Rapidamente as chamas atingiram uns 5 metros, impossibilitando mais investidas minhas. Tentei chamar os demais profissionais, mas eles já haviam evacuado o local. Também tentei ir em direção aos hidrantes, que ficavam na parte interna do galpão, mas o calor era muito forte e não consegui me aproximar. O fogo se espalhou extremamente rápido tomando toda área de matérias-primas impossibilitando o combate. Sai por uma das portas da frente, a da direita, e me distanciei o máximo possível. Nesse momento as chamas ultrapassavam a altura do teto e aconteciam explosões continuamente. O impacto era tão forte que tremia o chão e bolas de fogo chegavam a uns 30 metros de altura, como pode ser apreciado na Figura 01 - Vista frontal do pavilhão em chamas e na Figura 02 - Explosões de Nitrocelulose. Presenciei algumas pessoas tentando fazer algo, mas era impossível entrar no galpão para chegar aos hidrantes. Cerca de 20 minutos após o início o Corpo de Bombeiros de Criciúma chegou ao local e iniciou seu trabalho. 30 Figura 01 - Vista frontal do pavilhão em chamas Fonte: Do pesquisador. Figura 02 - Explosões de Nitrocelulose (30,00 metros de altura) Fonte: Do pesquisador. A partir disso, bem como contato com outras pessoas e os fatos pessoalmente presenciados partiu-se que o foco de pesquisa seria indiscutivelmente a Nitrocelulose. Além de suas características físico-químicas, os cuidados com sua manipulação e os fatores técnicos que pudessem influenciar no desencadeamento de um incêndio foram os pontos mais relevantes nesse trabalho. As informações técnicas sobre Nitrocelulose foram obtidas com a empresa Nitroquímica do Grupo Votorantim, maior produtor nacional, através da FISP. No Laudo Pericial da Polícia 31 Técnica consta, além do depoimento do profissional, o encerramento do processo concluindo o início do sinistro na Nitrocelulose, mas sem garantir uma causa técnica exata, apenas levantando as potencialidades do produto a uma combustão espontânea. 32 4 RESULTADOS 4.1 Descrição da linha de impressão A linha de tintas e solventes para impressão, visa fornecer produtos para as empresas impressoras de embalagens plásticas flexíveis. Sua grande proximidade aos consumidores se deve ao fato dos produtos comercializados serem específicos para cliente, ou seja, são materiais desenvolvidos com base em informações pré-determinadas como viscosidade, densidade, resistência, secagem, atrito, aderência, tempo e quantidade de evaporação de solventes, tonalidade de cor, peso específico, brilho, fineza, diluição, quantidade, permeabilidade do substrato (superfície de aplicação da tinta) e força de pigmentação. Cada característica anteriormente citada, corresponde à uma necessidade especificada pelo cliente, baseada em fatores como a aparência, arte e finalidade da embalagem e o processo produtivo (tipo de máquina impressora) da empresa. O mercado consumidor mundial vem se tornando cada vez mais rigoroso e criterioso. A diversidade de opções, faz com que a escolha dos produtos seja realizada com base em fatores diferenciais. A flexibilidade na oferta do produtos, a variedade para atender as diversas necessidades, a inovação no desenvolvimento e lançamento de novos produtos, a repetibilidade no fornecimento dentro de uma uniformidade regular de padrões são características dessa linha. As tintas para impressão base solvente são compostas pelas seguintes aplicações: geladeira, cereal, PP, primers, laminação, sacaria industrial, ráfia, sacola, fralda, álcali, papel, alumínio, PPT, vernizes, corte, brilho, complemento, proteção, pasta concentrada nitrocelulose, aditivos, rótulo adesivo, alta laminação, nylon monocomponente, nylon bi-componente, PVC, alto brilho, nobre, limpador de anilox, banda estreita e vernizes UV. Já os solventes e thinners para impressão são compostos por flexográfico, rotogravura, retardadores, aceleradores e puros. 4.2 Processo produtivo O processo produtivo de tintas funciona da seguinte maneira conforme procedimentos registrados na ISO 9001/2000 e pode ser visualizado na Tabela 02 - 33 Processo de fabricação da linha de impressão e na Figura 03 – Fluxograma do processo de fabricação da linha impressão: Tabela 02 - Processo de fabricação da linha de impressão O que Processo: FABRICAÇÃO - LINHA IMPRESSÃO Quem Como 1 Receber a ordem de carregamento do setor comercial. 2 Emitir a Ordem de Produção. 3 Imprimir as etiquetas. 4 Verificar o estoque de matérias-primas 5 Informar recebimento e aguardar posição 6 Comunicar Comercial e aguardar chegada da matéria-prima. 7 Emitir nova Ordem de produção. 8 Fabricar o produto. 9 Efetuar registros na ordem de produção. 10 Coletar amostra para análise. 11 Fazer análise. Expedição/recepção Via sistema Registros Gerados FR012 Expedição/recepção Via sistema FR067 Expedição/recepção Expedição/Produção/ recepção Expedição/recepção Via sistema FR001 Expedição/recepção Memorando ou telefone - Expedição/recepção Via sistema FR067 Formulador/Operador Pré-mistura conforme a OP, Thinner conforme IT03-002 e tintas na seqüência pastas, aditivos, verniz e solventes ou conforme OP. - - Formulador/Operador Laboratório CQ ou operador/formulador Laboratório CQ Conforme IT01-013 Tinta conforme FC031 ou FR149 e thinneres conforme ME01-003 ou ME03-042. 12 Definir parâmetros de Laboratório CQ ou P&D Conforme as correção. especificações 13 Fazer a correção. Laboratório CQ Conforme ordem de produção - FR067 FR141 FR067 - 34 Processo: FABRICAÇÃO - LINHA IMPRESSÃO O que Quem Como 14 Abrir RNC. 15 Dispor o produto conforme RNC. 16 Liberar o produto. 17 Envasar o produto e anotar a quantidade líquida. 18 Coletar a retenção. 19 Lançar materiais consumidos no sistema. 20 Analisar discrepâncias. 21 Armazenar os produtos na expedição. Fonte: Anjo Química do Brasil Laboratório CQ Definido no RNC Laboratório CQ Operador e Auxiliar de Produção Conforme PGQ004 Conforme as especificações Conforme IT03-001 Registros Gerados FR067 Operador e Auxiliar de Produção Expedição/recepção - - Via sistema - Expedição/recepção - - Expedição/recepção Conforme IT03-003 - 35 Figura 03 - Fluxograma do processo de fabricação da linha de impressão 4 1 2 3 Receber a ordem de carregam ento do setor com ercial Em itir Ordem de Produção Im pim ir as etiquetas Verificar o estoque de m atérias-prim as Faltará algum m aterial? 6 Não 7 Com unicar COM ERCIAL e aguardar chegada da m atéria-prim a 5 Sim Inform ar RECEBIM ENTO e aguardar posição Em itir nova Ordem de Produção (OP) Não 8 Alterar form ulação ou quantidade? Sim Fabricar o produto. 9 10 13 Efetuar registros na Ordem de Produção Coletar am ostra e enviar ao LABORATÓRIO Fazer a correção 11 Fazer a análise 12 Definir parâm etros de correção 17 Não 16 Envasar o produto e anotar a quantidade líquida. Sim Possível corrigir? Sim OK? Liberar o produto. Não 18 14 Abrir RNC Coletar retenção 15 Dispor o produto conform e RNC 20 19 Analisar discrepâncias Lançar m ateriais consum idos no sistem a. Não Fim 21 Conferem ? Ponto de inspeção Legenda Fonte: Anjo Química do Brasil Sim Arm azenar produtos na EXPEDIÇÃO 36 O cliente fornece as características necessárias do produto ao laboratório de pesquisa e desenvolvimento da Anjo, o qual desenvolve a fórmula. Depois de estabelecido o custo de produção e o correspondente preço de venda, vem a aprovação do cliente, juntamente com a quantidade do pedido. O pedido, ou ordem de carregamento, chega ao departamento de produção através do setor comercial. A ordem de produção é gerada e passada ao formulador, que segue as instruções e as quantidades de matérias-primas e de semi-acabados (matérias-primas já processadas) da fórmula. Após a atividade do formulador, vem a análise do laboratório de controle de qualidade, que por sua vez analisa todos os parâmetros essenciais à aprovação do produto, como controle de atrito (COF), espectrofotômetro (controle de tonalidade), monitoramento de umidade (Karl Fisher), medição de brilho (Gloss Meter). Caso não necessite de acerto, a tinta é finalmente encaminhada à filtragem e envase. Os produtos são embalados em baldes de 20 litros, e tambores de 100 e 200 litros, dependendo da necessidade. Posteriormente, aloca-se os produtos acabados na área de expedição. O processo de produção dos thinners e solventes difere das tintas apenas nas análises do controle de qualidade e das embalagens envasadas. A analisa chama-se cromatografia gasosa, que analisa os picos de evaporação dos compostos e as quantidades em fórmula, comparandose com a fórmula pré-estabelecida. Já as embalagens utilizadas são: bombonas de 20 litros, tambores de 100 e 200 litros, containers de 1000 litros e caminhões tanque que vão de 15000 a 45000 litros. Todo processo produtivo desenvolve-se para atender os parâmetros préestabelecidos através de um rígido controle de qualidade, com uma alta precisão na formulação do produto e utilização de equipamentos que propiciem uma variação máxima de 0,1% nas suas características e garantam uma repetibilidade de lotes. Por exemplo, na formulação utiliza-se a máquina chamada “Inkmaker”, com dosagem eletro-pneumática, de origem italiana e com precisão de uma grama, e capacidade máxima de 1.500 Kg por lote produzido. Seu custo atual gira em torno de 150.000,00 ∋. A capacidade de dosagem chega a 5000 kg por hora. As produções mensais chegam a 200 toneladas de tintas e 500 toneladas de thinners e solventes, dependendo das demandas sazonais de mercado. Os meses de pico são novembro e dezembro. Por se tratar de um processo produtivo com alto grau de automação, o quadro de colaboradores conta com apenas 21 pessoas, que são divididas em dois 37 setores macros, a produção, correspondente ao chão de fábrica propriamente dito e ao laboratório de controle de qualidade, vinculado diretamente e subordinado à produção. Produção: • Supervisores de produção: 2 profissionais – função: possuem a função de supervisionar o processo produtivo e seus colaboradores, atuando como facilitador de melhorias, analisando estatísticas e parâmetros de produção, dimensionando e administrando a capacidade produtiva da planta e prestando suporte às necessidades que venham a surgir; • Conferentes: 2 profissionais – função: controlam as entradas de matérias-primas fazendo o recebimento, codificação interna e a alocação no local determinado de estoque. Expedem os produtos acabados, separando-os por carga, faturam as notas fiscais e conferem o carregamento tanto quantitativamente quanto qualitativamente. Efetuam mensalmente o inventário de estoque de matérias-primas e de produtos acabados, procedendo com a contagem real de estoques e informando o sistema gerencial interno os resultados obtidos; • Formuladores: 4 profissionais – função: a partir do acompanhamento da ordem de produção, onde consta o produto, a quantidade e a fórmula a ser produzida, o formulador dosa as matérias-primas e semi-acabados exatamente de acordo com a fórmula. Possui a função de evitar a contaminação com outros materiais não presentes na fórmula. Além da produção de produtos acabados, o formulador é responsável pela formulação de semi-acabados e de solicitar a compra de matérias-primas quando estas atingem os limites mínimos de estoques. • Operadores Industriais: 5 profissionais – função: auxiliam o trabalhos dos formuladores tanto nos produtos acabados quanto nos semi-acabados. Eles fazem as pesagens intermediárias, auxiliam no controle de contaminações, controlam estoques, transportam internamente as matérias-primas aos pontos de pesagens, calibram equipamentos como balanças e bombas pneumáticas e de engrenagem, ativam e desativam redes de solventes internas e externas à fábrica, efetuam a manutenção preventiva nos equipamentos a partir de check list e seu cronograma e fazem a filtragem e o envase das tintas e thinners • Auxiliares de Produção: 3 profissionais – função: possuem as mesmas funções e atribuições dos operadores industriais, com a exceção ao manuseio de 38 equipamentos, ou seja, os auxiliares de produção não operam máquinas; Laboratório de controle de qualidade: • Auxiliares de Laboratório: 3 profissionais – função: retiram amostras de 100 ml do produto acabado analisam a viscosidade, densidade, resistência, secagem, atrito através do COF, aderência, tempo e quantidade de evaporação de solventes, peso específico através de pesagens, brilho com o “Meter Gloss”, fineza com o método “Push”, diluição, monitoramento de umidade com o “Karl Fisher” e efetuam os laudos de cromatografia gasosa de thinners através do cromatógrafo; • Coloristas: 2 profissionais – função: analisam as amostras retiradas pelos auxiliares de laboratório com foco na tonalidade das tintas. Utilizam o aparelho chamado de espectrofotômetro para analisar o produto final e compará-lo com o padrão de cor pré-estabelecido efetuando, se necessário, o acerto da tonalidade; 4.3 Descrição da planta produtiva Todo processo produtivo da linha de tintas e solventes para impressão alocava-se em um pavilhão industrial localizado na Rodovia SC 447, no quilômetro de número 2, no Bairro Rio Maina, no município de Criciúma, estado de Santa Catarina e CEP 88.802-170. O pavilhão possuía uma área construída de 2.100 m² ou então 15.750 m³. Construído no ano de 2001 pela Engenharia Castanhel, o pavilhão foi projetado para abrigar a empresa AM Montagens, montadora de estruturas pesadas de torres de comunicação de celulares. Com isso, a sua fundação foi dimensionada para abrigar pontes rolantes e o piso fck 250 MPa / m² para trânsito pesado. Para a manipulação de grandes estruturas, seu pé direito chegou a 7,5 m na média, e ao pico máximo de 9,0 m na altura da cumeeira. Cobertura e fechamento lateral são feito com telhas metálicas, de aluzinco, prépintadas nas laterais apoiadas em terças também metálicas. Lateralmente também há a utilização de alvenaria, com tijolos de barro de seis furos rebocados até a altura de 3 metros, após isso vem as telhas já mensionadas. A ventilação é composta por entradas laterais, da altura do piso até 1 metro por 2 metros de largura, propiciando o fluxo de ar até o ventilador de cumeeira e chegando a 3 trocas de ar por hora, ou então 47.250 m³ por hora. 39 4.4 Descrição do layout Chão de fábrica possui 1.800 m² (Anexo 1) divididos entre os setores dos processos produtivos de tintas e thinners para impressão. Os setores são na ordem do fluxograma de processo: Recepção de matérias-primas e embalagens, Área de trânsito de matérias-primas, Área de estocagem de matérias-primas, Área de estoques de embalagens, Formulação de thinners e dosagem de solventes, Prémistura (produção de semi-acabados), Formulação de tintas, Área de dispersão ou homogeneização das tintas, Controle de Qualidade de tintas, thinners e solventes, Filtragem e Envase de tintas e finalmente a Expedição de produtos acabados. Os setores acima citados foram dimensionados de acordo com a necessidade de cada um, levando-se em consideração a manutenção da integridade física dos colaboradores que ali trabalham, o conforto no desempenho das atividades e também objetivo de se manter um fluxo otimizado e lógico de produção. Sendo assim, segue a descrição dos setores com as áreas utilizadas: • Recepção de matérias-primas e embalagens: 18,00 m² - local onde as matérias-primas e embalagens são recepcionadas, conferido o estado aparente, conferida a nota fiscal e lançamento no sistema gerencial interno da mesma e codificação com código de utilização interna; • Área de trânsito de matérias-primas: 40,00 m² - após a codificação, as matérias-primas são alocadas numa área onde aguardarão a análise do controle de qualidade para verificação dos parâmetros de aceitação dos materiais, o que é um dos fatores que garante a boa continuidade do processo, já que as formulações são desenvolvidas com faixa de aprovação mínimas e máximas, pois os produtos químicos não garantem 100% de repetibilidade de fornecimento; • Área de estocagem de matérias-primas: 170,00 m² - com a aprovação do controle de qualidade, as matérias-primas são dispostas em palletes e estes em porta-palletes com 24 m de comprimento e 1 metro de largura e capacidade máxima de 3000 Kg por par de vigas, sendo o vão de 24 m dividido em 4 pares de vigas. A capacidade máxima de estocagem é de 300 palletes de 1,20 m por 1,20 m. Estes palletes são feitos de eucalipto. Cada matéria-prima é adquirida na quantidade dimensionada com base no consumo histórico, possuem um ponto de pedido e suas requisições são programadas; • Área de estoques de embalagens: 180,00 m² - as embalagens são 40 dividias em baldes plásticos de 20 litros, em tambores de 100 e 200 litros, em containers de 1000 litros e em bombonas de 20 litros. Suas requisições e quantidades em estoque seguem o exemplo das matérias-primas, baseadas no consumo histórico; • Formulação de thinners e dosagem de solventes: 100,00 m² - os solventes utilizados nas formulações dos produtos chegam no interior da fábrica através de tubulações de 2” de aço carbono galvanizadas. São direcionadas à balança de dosagem. A balança utilizada possui as dimensões 1,50 m x 1,50 m e é do tipo de chão, ou seja, sua plataforma fica disposta do mesmo nível do piso de concreto do pavilhão, facilitando assim o trânsito sobre a mesma. As tubulações são finalizadas sobre a balança com registros do tipo esfera, que são utilizados nas dosagens; • Pré-mistura (produção de semi-acabados): 450,00 m² - sendo um dos principais setores do processo, a pré-mistura prepara os produtos semi-acabados para formulação de tintas. Basicamente, as tintas possuem a mesma formação técnica pelas suas matérias-primas: solventes, resinas e pastas. Solventes possuem a função de diluição e são utilizados da mesma forma que chegam dos fornecedores. As resinas possuem a função de fixar à tinta ao substrato ao qual foi aplicada. São produzidas internamente com a adição de várias matérias-primas e dispersadas. As pastas objetivam dar a tonalidade da tinta. São formuladas a partir da mistura de pigmentos, aditivos e solventes, e na seqüência são dispersas e moídas. • Formulação de tintas: 150,00 m² - o formulador recebe a Ordem de Produção onde consta a tinta com código, a quantidade e a fórmula a ser produzida. As fórmulas constam em um banco de dados, assim o formulador digita o código e a quantidade na área de controle e aloca o tanque sob os bicos de dosagem da máquina. • Área de dispersão ou homogeneização das tintas: 90,00 m² - neste setor as tintas são dispersas através de misturadores tipo hélice com motores de 1 a 50 CV. Sua principal função é homogeneizar os compostos das tintas formando um líquido aparentemente único. • Controle de Qualidade de tintas, thinners e solventes: 120,00 m² - o laboratório analisa tintas e solventes verificando o padrão de qualidade e de 41 características pré-estabelecidas. • Filtragem e Envase de tintas: 60,00 m² - neste setor faz-se a filtragem de tinta de acordo com a micragem necessária para impressão de qualidade. Os padrões variam de 150,00 a 212,00 microns, ou então de 0,150 a 0,212 mm. • Expedição de produtos acabados: 380,00 m² - este é o último contato com o produto. Os produtos são separados por cargas e conferidos por quantidades e clientes. Após isso são carregados e enviados ao cliente. 4.5 Fatores técnicos relacionados à linha de impressão • Máquinas e Equipamentos: as máquinas e equipamentos utilizados no processo são de aço-carbono e aço inox, e não sendo de bronze ou outro material não-ferroso podem gerar faíscas durante o processo produtivo. As principais máquinas são misturadores industriais, moinhos verticais e horizontais, tanques de formulação, empilhadeiras e carros hidráulicos. • Variações de Temperatura: a Nitrocelulose é um produto muito sensível às variações de temperatura, principalmente em função da necessidade de estar embebida em álcool ou em água. No processo de tintas para impressão necessita-se da volatilidade do álcool, já que possui seu ponto de ebulição em 78,4º C e o ponto de fulgor em 13,0º C. Em contrapartida, essa necessidade técnica reflete equivalentemente na necessidade de elementos isolantes térmicos e equipamentos para conforto térmico para minimização das variações sobre o produto. Energia Estática: a energia estática pode acumular-se em todos os equipamentos do processo, principalmente por serem de aço carbono ou inox. Mais especificamente, o atrito contínuo entre a hélice do misturador e o produto em dispersão, pode carregar estaticamente tanto o eixo do misturador quanto o tanque de formulação. Necessitam-se aterrar todos equipamentos para descarregar constantemente a energia estática acumulada. • Ventilação e Exaustão: a ventilação e a exaustão se fazem necessárias em ambientes industriais que apresentem, além do desconforto térmico, índices de saturação de vapores orgânicos ou partículas sólidas em suspensão. Tais índices são quantificados com as análises necessárias conforme as Normas 42 Regulamentadoras do Ministério do Trabalho e apresentadas no P.P.R.A. – Programa de Prevenção de Riscos Ambientais. As ações imediatas atenuantes são as utilizações de equipamentos como ventiladores axiais, centrífugos e naturais, e insufladores, todos dimensionados conforme a necessidade de trocas de ar por hora. O pavilhão apresentava ventilação por entradas laterais com venezianas e saída por ventiladores naturais de cumeeira. • Instalações Elétricas e Iluminações: com a verificação de ambientes com concentração de vapores orgânicos, sugere-se, primeiramente, a classificação da área do processo, e em seguida dimensionar as necessidades de instalações, equipamentos e iluminações coerentemente inclusive com a viabilidade técnica. Ou seja, utilização de materiais à prova de explosão ou não dependendo do embasamento técnico da classificação das áreas. Observou-se a utilização de motores elétricos à prova de explosão em todos equipamentos, mas sem as características de áreas classificadas, e por conseqüência sem a profundidade necessária das instalações à prova de explosões nos setores com concentração de substâncias químicas. • Aterramento: se faz necessário em todas as máquinas para minimizar os efeitos de surtos e descargas elétricas, objetivando descarregar a corrente elétrica na terra. Além da segurança ao equipamento, evita-se faíscas ou até mesmo a queima de equipamentos em locais com vapores orgânicos e Nitrocelulose. • Proteção Anti-Impacto: principalmente a Nitrocelulose, por ser extremamente sensível a impactos, necessita de cuidados especiais evitando-se quedas e choques na sua manipulação, transporte e movimento. Verificou-se alocação de bombonas do produto em porta-palletes a dois metros de altura e outras em locais com grande fluxo de circulação interna. • Manipulação e Processo: em função de sua sensibilidade, a Nitrocelulose precisa estar embebida, no caso das tintas para impressão, em álcool. Outro fator importante é manipulá-la na área de processo e não no armazenamento de matérias-primas. Verificou-se que os colaboradores não possuíam a preocupação em vedar os sacos plásticos de Nitrocelulose evitando o contato da mesma com o meio. • Piso Industrial: sugere-se processar a Nitrocelulose em pisos antifaíscas construído com tacos de madeira ou concreto grafitado, entretanto verificou- 43 se no pavilhão piso fck 250 MPa / m² com concreto normal e armado, tendo a potencialidade de gerar faíscas em situações propensas. • Incompatibilidades Químicas: a Nitrocelulose apresenta incompatibilidade química com os produtos peróxido acético, bromoazida, cloro, oxidantes fortes, ácidos e bases, e havendo contato entre eles gera gases, calor excessivo, explosões e reações violentas. Não verificou-se um plano para alocação de matérias-primas que fosse procedimento vinculado à Norma ISO 9001/2000, então assim que chegavam os produtos eram dispostos na área de trânsito de matérias-primas, analisadas pelo Controle de Qualidade e deslocadas aos locais fixos de estoque. 44 5 RESULTADOS 5.1 Análise das potencialidades dos fatores técnicos Em análise aos fatores técnicos mencionados anteriormente, chega-se a algumas potencialidades que possam ter influenciado no princípio e incêndio da linha de tintas e solventes para impressão de embalagens flexíveis. Pode-se efetuar as seguintes observações: • Máquinas e Equipamentos: apesar dos equipamentos não serem de bronze ou outro material não ferroso, descarta-se esta possibilidade já que a Nitrocelulose não estava em processo de produção ou transporte, ou seja, não se encontrava em contato com máquinas e equipamentos; • Variações de Temperatura: a temperatura no dia estava em torno de 21º C sem grandes variações no decorrer da noite anterior e manhã posterior. A influencia da temperatura ocorreu na liberação de vapores do álcool, já que seu ponto de fulgor é de 13 º C, entretanto sem influência ao princípio do sinistro. • Energia Estática: as embalagens de Nitrocelulose são de 200 litros, e são de papelão com duas cintas metálicas nas extremidades inferiores e superiores. São transportadas por carros hidráulicos de aço carbono ou mesmo rolando sobre o piso de concreto. Pode-se considerar a possibilidade da cinta inferior carregar-se com energia estática através atrito entre os materiais, e assim um acúmulo de energia e uma diferença de potencial com a Nitrocelulose, ocorrendo assim uma ignição auxiliada pelos vapores orgânicos liberados pelo álcool. • Ventilação e Exaustão: apesar da presença de ventilação por entradas laterais com venezianas e saída por ventiladores naturais de cumeeira, verificou-se que tais equipamentos não eram dimensionados conforme a necessidade de trocas gasosas baseando-se nas concentrações de vapores orgânicos e sólidos em suspensão. Assim, dependendo da situação de fluxo de ar externo, as diferenças de pressão poderiam não influenciar na renovação do ar. Entretanto, as altas concentrações poderiam influenciar no desenvolvimento e não no princípio do incêndio. • Instalações Elétricas e Iluminações: sem dúvida, um dos pontos 45 mais relevantes ao princípio do sinistro. Observou-se a utilização de motores elétricos à prova de explosão em todos equipamentos mas em contrapartida se presenciou a utilização de interruptores, painéis, inversores de freqüência, cabos e visores normais, ou seja, uma incoerência na prevenção. Assim, pode-se afirmar que é possível de um curto ou surto elétrico ter iniciado o sinistro. • Aterramento: o aterramento verificado foi o do pavilhão, mas o das máquinas e equipamentos não existia, impossibilitando a minimização dos efeitos de surtos e descargas elétricas. No momento do incêndio o processo produtivo não havia iniciado e não havia descargas elétricas. • Proteção Anti-Impacto: a sensibilidade da Nitrocelulose requer cuidados a impactos, evitando-se quedas e choques na sua manipulação. Não foram verificados procedimentos ou mecanismos que mantivessem a estabilidade física da Nitrocelulose, mas no início do incêndio a mesma estava estática. • Manipulação e Processo: verificou-se que o principal problema quanto ao processo era a não vedação dos sacos plásticos de Nitrocelulose após a sua manipulação, para se evitar o contato da mesma com o meio em função da evaporação do álcool. Pode-se ter colaborado desta maneira para o rápido desenvolvimento do sinistro, mas não iniciá-lo. • Piso Industrial: apesar da utilização de piso fck 250 MPa / m² com concreto normal e armado e não de piso anti-faísca, a ignição não partiu do piso por não haver movimento próximo ao local de armazenagem de Nitrocelulose no momento inicial do sinistro. • Incompatibilidades Químicas: o fator técnico de maior relevância ao princípio do sinistro, já que além de apresentar na lista de matérias-primas os produtos peróxido acético, bromoazida, cloro e alguns oxidantes fortes não se verificou um plano bem difundido para alocação de matérias-primas evitando o contato entre essas substâncias químicas. Não se pode afirmar que no momento havia produtos incompatíveis em contato, já que as matérias-primas eram dispostas na área de trânsito aleatoriamente, mas existe uma grande possibilidade, já que havia estes produtos no processo produtivo. 46 6 CONCLUSÕES E RECOMENDAÇÕES Analisando-se o conteúdo apresentado de informações técnicas e investigativas conclui-se que o sinistro iniciou no setor de trânsito de matériasprimas, e mais especificamente na Nitrocelulose. O desenvolvimento extremamente rápido ocorreu pela grande quantidade de produtos inflamáveis, explosivos e muito voláteis. Os fatores técnicos de maior relevância à geração do princípio do incêndio são a energia estática, instalações elétricas e iluminações e incompatibilidades químicas, sendo este último como a mais provável causa. Os acontecimentos pré e pós-sinistro desencadearam a necessidade de uma série de ações internas voltadas à prevenção e segurança, inclusive com melhorias no sistema preventivo de incêndios. São elas (Anexo 2): • Classificação das áreas de acordo com o processo produtivo objetivando investimentos técnico-financeiros de acordo com a real necessidade; • Isolamento dos diferentes setores do processo por paredes e porta corta-fogo; • Voltar os hidrantes à parte externa do pavilhão industrial; • Utilizar “Sprinklers” em todo processo; • Aterramento nas máquinas e equipamentos; • Instalação de câmeras de vigilância; • Dimensionamento dos equipamentos e do sistema de ventilação e exaustão; • Plano de emergência bem difundido; • Capacitação técnica aos colaboradores do processo produtivo com relação aos produtos perigosos; • Criação de um setor para manipulação da Nitrocelulose em algodão e transformação em solução de Nitrocelulose para maior estabilidade do composto; • Procedimento para alocação das matérias-primas tanto nos locais de trânsito quanto nos fixos, avaliando-se as incompatibilidades químicas das substâncias; Com essas atitudes, entende-se que ocorrerá um grande salto no 47 desenvolvimento em prol da prevenção no processo produtivo desta linha de produtos. A manipulação de produtos perigosos focada nos fatores técnicos potenciais e o trabalho em informações tecnológicas minimizarão as possibilidades de ocorrência de sinistros ou incidentes, objetivando principalmente a preservação do patrimônio da empresa e a manutenção da integridade física dos colaboradores e da comunidade. 48 REFERÊNCIAS BAROLI, Guido. Incêndios: princípios de prevenção. São Paulo: Atlas, 1992. BRIGADAS DE EMERGÊNCIA. Vonseg – Tecnologia em Segurança e Saúde Ocupacional Ltda, 2002. FISP. Ficha de informação de segurança do produto. Cia. Nitroquímica Brasileira, 2004. GOMES, Ary Gonçalves. Sistemas de prevenção contra incêndios. 1.ed. Rio de Janeiro: Interciência, 1998. NITROCELULOSE. Manual Técnico de Aplicações. Cia. Nitroquímica Brasileira, 2005. PREVENÇÃO E COMBATE A INCÊNDIOS. Telecomunicações do Paraná S/A – TELEPAR, 1996. SILVEIRA, Capitão Antônio Manoel. Prevenção e Combate a Incêndios. 1.ed. Florianópolis: Editograf, 1982. SANTA CATARINA. Polícia Militar Corpo de Bombeiros. Norma de Segurança Contra Incêndios. 2.ed. Florianópolis: Edene, 1982. SEGURANÇA e Medicina do Trabalho. Série: Manuais de Legislação. Atlas. 54.ed. 2004 (NR 23). 49 ANEXOS 50 ANEXO 1 - LAYOUT DA LINHA DE IMPRESSÃO 51 52 ANEXO 2 - NOVO LAYOUT: CLASSIFICAÇÃO DE ÁREA, PAREDES E PORTAS CORTA-FOGO
Baixar