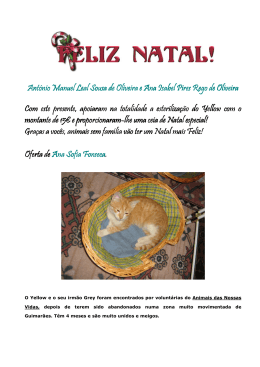
1 VII CONGRESO BOLIVARIANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2012 CONTROLE DE UMA AUTOCLAVE CLÍNICA UTILIZANDO CLP José Maria Galvez1, Gilva Altair Rossi de Jesus2, Gleberson Marques Humia3 Departamento de Engenharia Mecânica, Universidade Federal de Minas Gerais. Av. Antonio Carlos 6627, Pampulha, 31.270-901 Belo Horizonte, MG, Brasil. [email protected] 2 Departamento de Engenharia Mecânica, Universidade Federal de Minas Gerais. Av. Antonio Carlos 6627, Pampulha, 31.270-901 Belo Horizonte, MG, Brasil. [email protected] 3 Departamento de Engenharia Mecânica, Universidade Federal de Minas Gerais. Av. Antonio Carlos 6627, Pampulha, 31.270-901 Belo Horizonte, MG, Brasil. [email protected] 1 RESUMO Controle de temperatura é um dos processos encontrados com maior freqüência em ambientes industriais. Devido a suas características não lineares e ao tempo morto geralmente existente na malha de controle, o controle de processos térmicos ainda constitui um importante desafio para a comunidade técnica. Na área de saúde, a perfeita esterilização do instrumental cirúrgico representa atualmente uma das grandes preocupações das nossas instituições. Isto devido principalmente à grande variedade e gravidade das doenças infecto-contagiosas que atingem à nossa sociedade moderna. Sistemas de esterilização de pequeno porte são freqüentemente utilizados em consultórios odontológicos, em postos de saúde, em laboratórios de prótese dentaria, em clínicas veterinárias, etc. Em todos esses casos o ajuste dos ciclos de esterilização é, em geral , realizado manualmente e por tentativas. Este trabalho está focado na automação e no controle de temperatura de uma autoclave laboratorial utilizada na esterilização de instrumental cirúrgico de um modo geral. Os objetivos principais do trabalho são o controle preciso da temperatura e a automação do ciclo de esterilização. Neste caso, todos os parâmetros do ciclo de esterilização são totalmente definidos e controlados por software desenvolvido e implementado num controlador lógico programável (CLP). Este artigo apresenta o desenvolvimento e a implementação do sistema de temporização, automação e controle de temperatura (STAC) para uma autoclave laboratorial utilizada na esterilização de instrumental cirúrgico. A montagem é basicamente constituída de uma autoclave laboratorial, uma unidade de potência, um sistema de medição de temperatura por termopar e um CLP utilizado como unidade de temporização, automação e controle. Um sistema de supervisão básico foi também implementado no CLP de forma a poder monitorar todas as variáveis envolvidas no processo. O sistema proposto permite o controle preciso de temperatura em toda a faixa de operação da autoclave assim como a definição dos perfis (tempo-temperatura) de esterilização aplicados ao instrumental. Inicialmente, o desenvolvimento do sistema baseado em controlador de lógica programável é apresentado. A seguir, alguns detalhes importantes do projeto são mostrados. Finalmente, resultados experimentais e características de desempenho do algoritmo de controle são apresentados. PALAVRAS CHAVE: Automação, Mecatrônica, Automação de Autoclave, CLP ÁREA TEMÁTICA PRINCIPAL: 19 Mecatrónica & Electromecánica & Automátic 2 INTRODUÇÃO Sistemas de esterilização de pequeno porte são geralmente utilizados em locais tais como consultórios odontológicos, laboratórios próteses dentarias, clinicas veterinárias, etc. Em geral, a sua operação é efetuada manualmente o que acarreta uma utilização pouco eficiente dos pontos de vista energético e de esterilização do equipamento. Este trabalho apresenta o desenvolvimento e implementação de um sistema de automação para uma autoclave empregada na esterilização de materiais cirúrgicos de uso clínico. Como elemento de controle foi utilizado um controlador lógico programável (CLP) responsável pela supervisão, seqüenciamento, temporização e controle do processo de esterilização. Como resultado o perfil de esterilização poderá ser ajustado de acordo com o material a ser esterilizado melhorando desta forma a eficiência esterilizadora do processo e diminuindo o seu consumo de energia. TÉCNICAS DE ESTERILIZAÇÃO BASEADOS EM AUTOCLAVES – UMA BREVE REVISÃO O processo de redução ou destruição de formas de microorganismos presentes: vírus, bactérias, fungos, protozoários, esporos, para um aceitável nível de segurança e conhecido como processo de esterilização e pode ser físico, químico, físico-químico. No caso de uma autoclave, o processo consiste num recipiente fechado onde água é aquecida, ficando o vapor de água retido sob pressão, permitindo atingir elevadas temperaturas sem acontecer ebulição. O uso da autoclave confere grande eficiência ao processo de esterilização. Realizado através da desnaturação protéica é classificado como um método físico de esterilização por vapor saturado. O processo de esterilização a vapor apresenta 3 fases: de remoção do ar, penetração do vapor e secagem. As autoclaves podem ser classificadas de acordo com a forma de remoção do ar, dividindo-se em gravitacional e auto vácuo. Quanto aos processos, estes podem ser divididos em: gravitacional, auto vácuo e esterilização rápida, sendo que este último pode ser realizado em autoclave com qualquer tipo de remoção do ar. No processo de Esterilização Gravitacional, o vapor é injetado forçando a saída do ar, em alguns casos o ar pode ser removido através de uma bomba. A fase de secagem é limitada pela incapacidade de se remover o vapor completamente do processo deixando alguma umidade residual. No processo de Esterilização Alto Vácuo, o vapor entra na câmara interna em alta pressão com o ambiente em vácuo. Na fase de secagem este processo é mais seguro que o gravitacional quanto ao problema da umidade devido à alta capacidade de sucção do ar realizada pela bomba de vácuo. No processo de Esterilização Rápida, existe uma pré-programação do ciclo de esterilização baseado no tipo de autoclave e no tipo de carga. Neste caso, o ciclo tempo - temperatura específico é normalmente dividido em duas fases: remoção do ar e esterilização. A fase de secagem não está incluída no ciclo. Os materiais em geral são esterilizados sem invólucros e toma-se como regra geral que sempre estarão úmidos após o processo de esterilização devendo, portanto, serem utilizados logo após o processamento e nunca armazenados. A Tabela 1 apresenta temperaturas e tempos de esterilização sugeridos para diversos tipos de autoclave e tipos de carga. Tabela 1. Exemplos de Parâmetros para Esterilização. TIPO DE CARGA AUTOCLAVE Gravitacional TEMP. TEMPO • • 132 ºC 3 min metais, itens não porosos, sem lumes. metais com lumes, itens porosos (plásticos e borrachas). 132 ºC 10 min Pré Vácuo 132 ºC 3 min • metais, itens não porosos, sem lumes. • metais com lumes, itens porosos (plásticos e borrachas). 132 ºC 4 min Vácuo Fracionado • metais, itens não porosos, sem lumes. 132 ºC 3 min 135 ºC 2 min • metais com lumes, itens porosos • plásticos e borrachas). O CICLO DE ESTERILIZAÇÃO O ciclo de esterilização pode ser dividido em quatro estágios. O primeiro é o tempo para aquecimento da câmara que depende da eficiência da autoclave e do tamanho da carga na câmara. O segundo estágio é o tempo de penetração do calor que depende principalmente do volume da cada frasco, e também da forma e das propriedades de transferência 3 de calor dos frascos. O terceiro é o tempo de permanência na temperatura prescrita que depende do número de microorganismos originalmente presentes no meio, do número fracionário do microorganismo presumidamente presente após o aquecimento e da constante de velocidade de destruição térmica do microorganismo presumidamente presente na temperatura prescrita. O quarto estágio é o tempo de resfriamento que depende do volume da carga na câmara e da velocidade de perda de calor da própria autoclave. O SISTEMA DE TEMPORIZAÇÃO, AUTOMAÇÃO E CONTROLE No desenvolvimento do sistema de temporização, automação e controle de temperatura (STAC), foco deste trabalho, diversas etapas foram cumpridas: Projeto, desenvolvimento e implementação da interface CLP/Autoclave. Testes operacionais da interface CLP/Autoclave. Calibração dos sensores das variáveis de processo, isto é, temperatura e pressão. Desenvolvimento e implementação do programa de supervisão e controle em linguagem Ladder do CLP. Implementação controlador PID no CLP e sintonia dos parâmetros ganho proporcional, tempo integral, tempo derivativo. E finalmente, implementação da interfase do módulo supervisor. Características da Autoclave A Autoclave objeto deste trabalho é fabricada pela empresa CRISTOFOLI - Indústria de Equipamentos Odontológicos. A Figura 1 apresenta uma imagem da autoclave utilizada e a Tabela 2 as suas características técnicas. Fig. 1: A Autoclave. Tabela 2. Características da Autoclave. Fabricante: Modelo de Autoclave: Tipo: Alimentação: Válvula de Alívio de Pressão: Controle: CRISTOFOLI Lister L – IV Gravitacional 110V AC / 60Hz / 1200W DANFOSS LI 2013 ; 115V/ 9W – 40 ºC Especificações Técnicas do CLP Utilizado - ZAP500 Diversas soluções para o hardware de supervisão e controle podem ser encontradas no mercado para o sistema de esterilização proposto. Neste trabalho foi considerado conveniente a implementação de todas as funções de controle requeridas em um único controlador lógico programável (CLP). Neste caso foi escolhido o sistema ZAP500 da HI- 4 Tecnologia, mostrado na Figura 2. A solução adotada apresentou um elevado desempenho com um custo relativamente baixo, tornando-a atraente do ponto de vista comercial. Fig. 2: O CLP ZAP500. O hardware do CLP utilizado é constituído pelo controlador industrial ZAP500-F530, o modulo MPB510, o módulo de expansão ZEM530, o painel IHM (interfase homem-máquina), a fonte de alimentação (85-265 VAC / 24 VDC – 0,85A) e as portas de comunicação (RS232 e RS485). O CLP ZAP500 inclui no seu firmware 4 controladores PID sintonizáveis. O sistema também inclui uma chave liga/desliga traseira, bornes para interface com o processo a ser controlado, 8 chaves para simular sinais de entrada digitais, 8 led´s de sinalização de estado das saídas digitais, 2 potenciômetros para simulação de entradas analógicas, 1 saída analógica (em bornes), uma saída de freqüência programável, 2 bornes de alimentação 24 VDC / 600 ma. A capacidade máxima do sistema é de 18 I/O digitais (10 entradas + 8 saídas) 5 I/O analógicos (4 entradas e 1 saída). Temperatura de operação 0 a 65 °C, temperatura de armazenagem 25 a 75 °C, umidade relativa 5 a 95 % sem condensação, grau de proteção caixa IP20, dimensões 240(L) x 180(A) x 220(P) mm. As especificações elétricas do sistema de entradas e saídas (I/O) analógicas do ZAP500 são resumidas na Tabela 3. As especificações elétricas do sistema de entradas e saídas (I/O) digitais do ZAP500 são resumidas na Tabela 4. Tabela 3. Sistema de E/S Analógicas do ZAP500. 8 ENTRADAS ANALÓGICAS (CAD – 12 bits) Entrada Tipo de Sinal E0 0 -5 V E1 0 -5 V E2 0 -5 V E3 0 -5 V E4 0 -5 V E5 0 -5 V E6 0 -5 V E7 0 -5 V 2 SAÏDAS ANALÓGICAS (CDA - 12 bits) Saída Tipo Sinal S0 4 -2 0 m A S1 4 -2 0 m A CAD: Conversor Analógico - Digital CDA: Conversor Digital - Analógico Tabela 4. Sistema de E/S Digitais do ZAP500. 8 ENTRADAS DIGITAIS Entrada Tipo de Sinal I0 24 V I1 24 V Saída O10 O11 18 SAÍDAS DIGITAIS Tipo de Sinal 24V 24V 5 I2 I3 I8 I9 I10 I11 24 V 24 V 24 V 24 V Co nt ato Se co Co nt ato Se co O12 O13 O16 O17 O18 O19 O0 – O9 A Figura 3 apresenta a estrutura interna do CLP ZAP500. Fig. 3: A Estrutura Interna do CLP ZAP500. Interfase de Programação SPDSW 24V 24V 24V 24V 24V 2 -2 0 0 0 Hz, 2 4 V HMI ( L ed s) 6 Neste trabalho, a programação de todas as funções do sistema foi realizada no ambiente SPDSW – Sistema para Programação, Documentação e Supervisão para Windows dos controladores em ambiente Windows. O SPDSW é o ambiente de software desenvolvido para a configuração, programação, depuração, documentação de programas, e supervisão dos controladores da HI-Tecnologia. O ambiente de programação do ZAP500 inclui um editor de linguagem Ladder, um compilador, uma ferramenta de depuração e um hipertexto de ajuda. O editor Ladder é capaz de manipular variáveis do tipo binário (R), inteiro (M) e real (D) assim como dois tipos de constantes: inteiras (K) e reais (Q). As entradas do CLP são definidas como digitais (I) e analógicas (E). Finalmente, as saídas podem ser definidas como digitais (O) e analógicas (S). Três tipos de blocos podem ser definidos através do parâmetro T (parâmetro identificador de blocos): BLK, PID ou MSG. Além das funções / blocos padrão, também encontrados em outros CLP’s do mesmo porte (tais como: blocos básicos, de movimento de memória, de comparação de variáveis, de controle de fluxo, etc), o pacote também inclui uma biblioteca complementar de funções matemáticas e especiais que permitiram a implementação das funções mais complexas do sistema STAC. A Figura 4 apresenta a tela padrão do editor de linguagem Ladder. Fig. 4: Imagem do Editor Ladder utilizado. Integrado em um único aplicativo, o SPDSW oferece todos os recursos encontrados nos pacotes de programação para CLP’s de grande porte, incluindo edição e depuração de programas Ladder, monitoramento on-line de variáveis e completa integração com as IHM´s (interfaces homem máquina) da HI-Tecnologia. O SPDSW possui “help” de hipertexto com links para todas as opções dos menus e telas do ambiente, acesso aos controladores via porta serial RS232-C padrão, gerador de código otimizado, editor Ladder e depurador simultâneo. A IHM opera independente do editor Ladder, podendo estar ativa durante a depuração, rastreando automaticamente as mensagens das variáveis do cursor. Sistema HITOOLS A supervisão e monitoramento de variáveis do sistema de temporização, automação e controle de temperatura (STAC) objetivo deste trabalho foram efetuados utilizando o módulo HITOOLS da HI-Tecnologia. O sistema HITOOLS atua como uma ferramenta de suporte para a linha de controladores da HI-Tecnologia. Este ambiente opera em ambiente Windows 95/98/2000 e NT. O HITOOLS é um ambiente destinado a prover recursos para configuração, supervisão e testes de aplicações para os controladores da HI-Tecnologia. É possível programar e supervisionar contatos auxiliares (R), memórias inteiras (M) e memórias reais (D) através da tela "Dump” de 7 variáveis. Escrever em memórias tipo M ou D definindo valores em unidade de engenharia, atuar e visualizar contatos e bits de memórias (M) através de telas de led's configuráveis, visualizar até 4 valores de memórias (M ou D) em unidade de engenharia através de tela de “Trend” on-line. A Figura 5 mostra uma vista geral da montagem final do sistema. Fig. 5: Montagem CLP - Interface - Autoclave. A Figura 6 apresenta uma tela do sistema supervisório implementado em MS Excel mostrando a curva de resposta da temperatura interna controlada pelo sistema. 8 Fig. 6: Sistema Supervisório Implementado em MS Excel. COMENTÁRIOS FINAIS E CONCLUSÕES Este trabalho apresentou um projeto simples, confiável, de fácil operação e de baixo custo para a automação de uma autoclave para uso laboratorial. A interface eletrônica projetada e montada com o intuito de promover a ligação entre o PLC e a autoclave funcionou dentro das expectativas de projeto atendendo de forma satisfatória a sua finalidade. Desvios de 0,49ºC e 0,79ºC (0,39% e 0,63% respectivamente.) foram obtidos com o circuito transmissor utilizado, relativos à leitura da temperatura obtida com o termômetro / manômetro versus a leitura fornecida pelo circuito transmissor / PLC. Pode-se considerar que estes desvios são muito pequenos se comparados com a ordem de grandeza dos valores de temperaturas usados no processo. O ambiente de programação permitiu o desenvolvimento, em linguagem Ladder, de um programa simples, pequeno e altamente robusto, além de permitir uma interface simples e amigável entre o operador e o equipamento através da IHM do sistema. De forma a melhorar a qualidade dos dados lidos pelo CLP, um filtro passa baixa foi implementado no programa em linguagem Ladder, nesse caso, dado que a planta é relativamente lenta, a perda de alguns segundos no processamento do valor lido de temperatura não afetou o desempenho do sistema. O programa desenvolvido também inclui rotinas de segurança que permitem a operação segura do equipamento minimizando riscos existentes no processo envolvendo vasos de pressão. Finalmente, pode-se afirmar que, nos atuais valores de mercado, a utilização de controladores lógicos programáveis na automação de pequenos processos é totalmente viável e concorre com vantagens, econômicas e técnicas, com outras possíveis soluções de hardware encontradas no mercado. REFERÊNCIAS 1. Bazanella, A. S., Silva, J.M.G., Ajuste de Controladores PID, disponível em: < http://www.ece.ufrgs.br/~jmgomes/pid/Apostila/apostila/> 9 2. 3. 4. 5. 6. CIH, H. et al., Processos de Esterilização: Autoclaves, disponível em: <http://www.cih.com.br/esterilizacao.htm#l3> HI-Tecnologia, Controladores Industriais, disponível em: <htpp://www.hitecnologia.com.br>. Ogata, K., Engenharia de controle moderno. 3. ed. Rio de Janeiro: Prentice-Hall do Brasil, c1998. Spandri, R., Sintonia de Controladores Regulatórios. Disponível em: <http://www2.petrobras.com.br/tecnologia2/port/boletim_tecnico/v46_n3-4_jul-dez2003/pdf/17_sintoniaPID2_GS.pdf > UFSC, Universidade Federal de Santa Catarina - Engenharia Bioquímica, Meios de Cultura. Disponível em: <http://www.enq.ufsc.br/labs/probio/disc_eng_bioq/trabalhos _pos2004/meios_cultura/Site_Trab.htm> AGRADECIMENTOS À FAPEMIG pelo apoio financeiro na realização deste trabalho.
Download