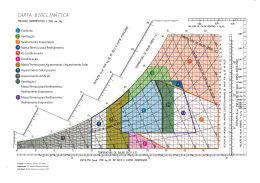
Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro Optimization Method for the Determination of the Heat Transfer Coefficient of Foods Sterilized in Glass Containers AUTORES AUTHORS Claudia Regina Gonçalves PINHO Marcelo CRISTIANINI Departamento de Tecnologia de Alimentos Faculdade de Engenharia de Alimentos Universidade Estadual de Campinas CP 6121, CEP 13083-970 Campinas-SP, Brazil E-mail: [email protected] [email protected] RESUMO A determinação exata de coeficientes convectivos de transferência de calor durante o processamento de alimentos tem se tornado cada vez mais valiosa no modelamento matemático de processos térmicos. Neste trabalho, o coeficiente convectivo de transferência de calor foi determinado experimentalmente durante o processamento térmico de alimentos condutivos em embalagens de vidro em uma autoclave vertical estacionária inundada. Ensaios de penetração de calor foram realizados utilizando-se uma suspensão de bentonita 10% com termopares posicionados no interior das embalagens com o intuito de obter um modelo de transferência de calor 3-dimensional utilizando o método de elementos finitos. O perfil real de temperatura da autoclave e a temperatura inicial da amostra foram as condições de contorno aplicadas ao modelo de transferência de calor por condução, sendo que o mesmo considerou, além do alimento, as propriedades térmicas do vidro, do head space e da tampa metálica no cálculo. A geometria real da embalagem também foi considerada pelo modelo. O coeficiente de transferência de calor foi determinado a partir de perfis de temperatura obtidos experimentalmente através da minimização do valor de Qui-quadrado (função-objetivo) utilizando-se um método de otimização de ordem zero avançado (sub problem approximation). Para efeito de comparação, a determinação foi feita dividindo o processamento em duas fases (aquecimento e resfriamento) e em quatro fases distintas (come up, aquecimento, início de resfriamento e final de resfriamento) sendo que um valor de h foi obtido para cada uma das fases. Os valores do coeficiente convectivo de transferência de calor obtidos foram 434 W/ m2°C e 898 W/m2°C na divisão do processo em duas fases e 108, 903, 992 e 969 W/m2°C na divisão do processo em quatro fases. Ensaios de penetração de calor realizados utilizando-se um alimento condutivo infantil demonstraram que o modelo de transferência de calor gerado utilizando-se os valores do coeficiente convectivo de transferência de calor obtidos a partir da divisão do processamento em quatro fases foi o mais exato. SUMMARY PALAVRAS-CHAVE KEY WORDS The accurate determination of heat transfer coefficients has become very useful in thermal processing mathematical modeling. In this work, the heat transfer coefficient (h) was experimentally determined during the retort thermal processing of conductive food packed into glass containers. Heat penetration tests using a 10% bentonite suspension were carried out with thermocouples placed inside the samples. A three-dimensional heat transfer model was built using the finite element technique. The real retort temperature profile and the initial sample temperature were the boundary conditions applied. The thermal properties of the food, glass, headspace and metal cap were considered individually. The heat transfer coefficient was determined from the experimental temperature profiles by minimization of the Chi-square value (objective function) using an advanced zero order optimization method (sub problem approximation). For comparative purposes the determination was made by dividing the process into two steps (heating and cooling) and into four steps (come up, heating, initial cooling and final cooling) obtaining an h value for each phase. The values obtained were 433 W/m2°C and 898 W/m2°C and 108, 903, 992 and 969 W/m2°C, respectively. Heat penetration tests carried out using a conductive baby food showed that the heat transfer model built dividing the processes into four steps was the most accurate. Modelamento Matemático; Elementos Finitos; Coeficiente Convectivo de Transferência de Calor; Processamento Térmico; Sub Problem Approximation. Mathematical Modeling; Finite Elements; Heat Transfer Coefficient; Thermal Processing; Sub Problem Approximation. Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 157 Recebido / Received: 21/09/2004. Aprovado / Approved: 05/07/2006. PINHO, C. R. G. & CRISTIANINI, M. 1. INTRODUÇÃO O avanço das técnicas computacionais tem possibilitado o uso de métodos matemáticos mais sofisticados, cujo emprego possibilita maior rigor na determinação das propriedades térmicas dos alimentos, das características geométricas das embalagens e dos coeficientes de transferência de calor tornam-se fatores fundamentais para a obtenção de modelos mais exatos. Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro vidro em uma autoclave vertical estacionária inundada, experimentalmente, através de um método de otimização de ordem zero avançado (sub problem approximation) de modo a permitir a obtenção de um modelo de transferência de calor exato. Verificou-se ainda qual das divisões do processo, em duas ou em quatro fases distintas, gerou um modelo mais exato. O coeficiente convectivo de transferência de calor (h) em geral é calculado através de correlações empíricas a partir de números adimensionais. Entretanto, esta forma de cálculo é restrita às condições em que estas correlações foram obtidas. 2. MATERIAL E MÉTODOS Este coeficiente existe na interface entre o meio de aquecimento e a amostra que está sendo aquecida, sendo um parâmetro específico para cada sistema de aquecimento (JACZYNSKI & PARK, 2002). Desta forma, para que o modelo de transferência de calor a ser construído seja mais exato, o valor de h deve ser determinado do sistema no qual se deseja construir o modelo. Além disso, a comparação de coeficientes convectivos de transferência de calor obtidos a partir de sistemas diferentes pode ser equivocada, já que fatores como geometria da superfície, propriedades do fluido, velocidade de escoamento, condições da camada limite e diferença de temperatura entre o meio de aquecimento e a amostra, certamente contribuirão para erros no modelo de temperatura gerado, caso o h não tenha sido determinado no próprio sistema (SU et al., 1999). 2.1Experimentos realizados Pelo fato do processamento térmico de embalagens de vidro ser realizado em autoclaves inundadas, o valor de h não deve ser assumido como sendo infinito, como ocorre no caso do processamento de latas metálicas aquecidas diretamente em vapor. A influência da espessura da embalagem de vidro também não pode ser desprezada (NAVEH et al., 1983). Por este motivo o valor do coeficiente convectivo de transferência de calor (h) não pode ser assumido como sendo igual ao valor do coeficiente global de transferência de calor (U). Lebowitz & Bhowmik (1989) e Cristianini (1998) determinaram o coeficiente convectivo de transferência de calor durante o processamento térmico de bolsas flexíveis através de um método de otimização. O procedimento consistiu em ajustar equações que representam o processo a dados experimentais, sendo o valor do coeficiente convectivo de transferência de calor a única incógnita. A determinação experimental do valor do coeficiente convectivo de transferência de calor foi feita utilizando-se uma suspensão de bentonita 10%, conforme descrito por Cristianini (1998) e Varga & Oliveira (2000). A suspensão foi preparada de acordo com Niekamp et al. (1984). Cerca de 110 g desta suspensão foram acondicionadas em recipientes de vidro cilíndricos de cerca de 120 mL (3,1 cm de raio e 6,0 cm de altura), embalagens características de alimentos infantis. O coeficiente convectivo de transferência de calor (h) foi determinado através da realização de 5 ensaios a 121°C com sobrepressão de ar de 20 psi. Em cada um destes ensaios foram processadas 2 embalagens contendo uma suspensão de bentonita 10%, com o intuito de simular um alimento condutivo, (além de outras 7 embalagens com a finalidade de atuarem como carga da autoclave, totalizando sempre 9 potes), conforme pode ser observado na Figura 1. A autoclave apresentava um cesto com 0,62 m de raio e 0,84 m de altura, posicionado a 0,40 m do fundo da autoclave e todas as embalagens encontravam-se no mesmo nível (altura do cesto) da autoclave. O processo era iniciado já com as mesmas submersas em água a temperatura ambiente (15 cm acima da tampa dos potes). Var g a & O liveira ( 2 0 0 0 ) d e t e r m i n a r a m experimentalmente o valor de h para latas. Utilizou-se a técnica de elementos finitos para a resolução das equações diferenciais de transferência de calor. O perfil real de temperatura da autoclave e a temperatura inicial da amostra foram utilizados como condições de contorno. O coeficiente de transferência de calor (h) foi determinado a partir de perfis de temperatura obtidos experimentalmente, de modo que a diferença entre os valores de temperaturas experimentais e aqueles previstos pelo modelo em determinado ponto, no interior do alimento, fosse minimizada através da otimização da soma dos mínimos quadrados. O objetivo deste trabalho é determinar o coeficiente convectivo de transferência de calor, durante o processamento térmico de alimentos condutivos em embalagens de Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 Figura 1. Esquema de distribuição dos potes no cesto da autoclave durante os ensaios 158 PINHO, C. R. G. & CRISTIANINI, M. As temperaturas no interior dos potes foram medidas utilizando-se termopares agulha tipo T de 1 7/8” (4,7 cm) de comprimento e 1/16” de espessura (Ecklund Custom Thermocouples, USA) unidos por conectores C-10 e fios de extensão de cobre-constantan da marca Omega (TT-T30). A temperatura do meio de aquecimento foi medida utilizando-se 2 termopares flexíveis tipo T (Omega TT-T30), posicionados na região próxima aos potes. Estes termopares foram conectados a um aquisitor de dados da marca Barnat Company – 12 Channel Scanning Thermocouple Thermometer em que os mesmos foram armazenados. Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro 2.3Método de Elementos Finitos Resumidamente, o princípio matemático do método aplicado à resolução de problemas de transferência de calor pode ser descrito conforme a seguir. A primeira lei da termodinâmica estabelece que a energia térmica é conservada. Especificando isto para um volume de controle diferencial, tem-se: ρcp ∂T + {v}T {L}T + {L}T {q}= ��� q ∂t (1) em que: As fases de come up, aquecimento e resfriamento foram de 10, 50 e 30 minutos, respectivamente. Os dados de temperatura foram adquiridos a cada 15 segundos. ρ = densidade cp = calor específico T = Temperatura (T(x,y,z,t)) 2.2Modelo Matemático O coeficiente convectivo de transferência de calor (h) foi calculado através de uma subrotina de otimização do software ANSYS 5.7 (Swanson Analisys Systems, Inc.), o qual utiliza a técnica de elementos finitos para a resolução das equações diferenciais de transferência de calor. A otimização foi feita através de um método de ordem zero avançado (sub problem approximation) que será detalhado na seqüência. O modelo considerou as propriedades térmicas da amostra, do vidro, do head space e da tampa metálica separadamente. Considerou-se o head space como uma camada de ar saturado de umidade com 1,0 cm de altura, em que a transferência de calor ocorre por condução (VARGA & OLIVEIRA, 2000). O perfil real de temperatura da autoclave e a temperatura inicial da amostra foram as condições de contorno aplicadas. A resistência térmica de contato entre a amostra e a parede interna da embalagem de vidro foi desprezada (NAVEH et al., 1983). Na Figura 2 pode ser observada a malha composta por 1170 elementos térmicos com formato hexaédrico (SOLID 90), disponível na biblioteca do software. Considerou-se a axissimetria, sendo as simulações realizadas com apenas um quarto da embalagem cilíndrica. t = tempo ∂ ∂x {L} = ∂ = vetor operador ∂y ∂ ∂z v x {v} = v y v z = vetor velocidade {q} = vetor de fluxo de calor q = taxa de geração de calor por unidade de volume Sendo que {L}T e {L} T {q} podem também ser interpretadas como ∇T e ∇.{q}, respectivamente, em que ∇ representa o operador de gradiente e ∇. representa o operador do divergente. A Lei de Fourier é usada para relacionar o vetor de fluxo de calor a gradientes de temperatura: {q} = −[ D ]{L}T (2) em que: K xx D = 0 0 0 K yy 0 0 0 = matriz de condutividades K zz Kxx, Kyy, Kzz = c ondutividade do elemento nas direções x, y e z. Combinando-se as Equações 1 e 2, obtém-se: ρcp ∂T + {v}T {L}T = {L}T ([ D ]{L}T ) + q ∂t Figura 2. Malha de elementos utilizada. Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 (3) Apresentando a Equação 3 em coordenadas cartesianas, tem-se: 159 PINHO, C. R. G. & CRISTIANINI, M. K ∂T + ∂ K ∂T + ∂ K ∂T + xx q= ∂x ∂y yy ∂y ∂z zz ∂z = ρccp ∂T + v x ∂T + v y ∂T + v z ∂T ∂x ∂y ∂z ∂t ∂ ∂x (4) Quando uma das seguintes matrizes: calor específico, condutividade ou fluxo de calor são dependentes da temperatura tem-se um problema não linear e a equação que governa o fenômeno pode ser escrita da seguinte forma: {} T = T* (5) {q}T {η} = −q* {η} = vetor normal q*= fluxo de calor especificado 3)fluxo de calor na superfície S3: {q} {η} = hf ( TS − TB ) (11) Como na situação aqui analisada a condição de contorno 3 não existe, a Equação 11 acima passa a ser escrita como: (12) onde [C] e [K] são as matrizes quadradas dos coeficientes (calor específico e condutividade térmica), {P} é um vetor coluna dos valores conhecidos de temperatura e {T} é um vetor coluna das temperaturas desconhecidas. Sendo que a Equação 12 representa a forma matricial das equações dos elementos, ou seja, as equações diferenciais a partir das quais as temperaturas nos elementos podem ser calculadas. (6) onde: T } ∂ {T} C ∂t + K {T} − {P} = 0 2)fluxo de calor específico na superfície S2: { C ( T ) T + K ( T ) {T} = Q ( T ) Três tipos de condições de contorno são consideradas: 1)ausência de resistência ao transporte na superfície S1: Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro Maiores detalhes a respeito das transformações matemáticas descritas bem como sobre o mecanismo de resolução das equações podem ser encontradas no Manual Ansys Theory Reference (1999). (7) onde: hf = coeficiente convectivo TS = temperatura na superfície 2.4Cálculo do coeficiente convectivo de transferência de calor (h) TB = temperatura do meio Combinando-se as Equações 2, 6 e 7, tem-se: {η}T [ D ]{L}T = q* {η}T [ D ]{L}T = hf ( TB − T ) (8) (9) Multiplicando-se a Equação 3 por uma mudança virtual na Temperatura, integrando-se através do volume do elemento e combinando-se as Equações 8 e 9 com algumas manipulações, obtém-se: ∂T ∫ ρc δT ∂t + {v} {L}T + {L} (δT ) ([D ]{L}T) d(vol) = p T T vol ∫ δTq d(S ) + ∫ δTh (T * 2 S2 f B − T )d(S3 ) + S3 ... ∫ δT q d(vol) Para o cálculo de h, o processamento térmico foi dividido em 2 e em 4 partes (Figura 3). Na divisão em 4 partes, as etapas foram: come up (hh1), aquecimento (hh2), início do resfriamento (hc1, que correspondia aos 10 primeiros minutos do processo de resfriamento) e final de resfriamento (hc2) (BROWMIK & SHIN, 1991), obtendo-se então valores de h para cada uma destas fases. O resfriamento foi dividido em 2 partes, já que durante os 10 primeiros minutos da fase de resfriamento o nível de água da autoclave estava subindo. Após este período o nível se manteve constante e a quantidade de água que estava entrando na autoclave era a mesma que estava saindo. (10) vol onde: {L}T = ∂ ∂ ∂ ∂ x ∂ y ∂ z q* = fluxo de calor hf = coeficiente convectivo TB = temperatura do meio q = calor gerado por unidade de volume S2 = superfície com aplicação de fluxo de calor S3 = superfície com aplicação de convecção Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 Figura 3. Divisões do processo para cálculo de h. 160 PINHO, C. R. G. & CRISTIANINI, M. As simulações foram realizadas utilizando-se um microcomputador PC com processador Penthium 3 de 750 Mhz e 129 Mb de memória RAN. A concordância entre os valores obtidos experimentalmente e aqueles fornecidos pelo modelo matemático de transferência de calor construído utilizando-se os valores de h obtidos a partir da divisão do processamento térmico em 4 fases, foi comparada aos valores de temperatura obtidos, dividindo-se o processamento térmico em apenas duas fases, aquecimento (hh) e resfriamento (hc). A sub rotina de cálculo de h utiliza a técnica de otimização de ordem zero avançada, sub problem approximation, disponível no software ANSYS. Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro calculado com aquele determinado experimentalmente e calculava o valor de Qui-quadrado. A seguir, o procedimento era repetido para um novo valor de h. O critério de parada foi a obtenção do valor de Qui-quadrado (função objetiva) com uma variação menor que 0,1 (VARGA & OLIVEIRA, 2000). O valor de Qui-quadrado representa o módulo da somatória das diferenças entre os valores experimentais e os previstos pelo modelo ao quadrado dividido pelo valor previsto pelo modelo (Equação 13). Assim sendo, quanto mais próximo de zero, mais próximos os dados do modelo estão dos valores reais. n Q2 = ∑ (13) ((Expi - Modi )2 / Modi ) Este método pode ser descrito como um método de ordem zero avançado, no qual são requeridos apenas os valores das variáveis dependentes e não suas derivadas. Os dois conceitos básicos envolvidos são: o uso de aproximações para as funções-objetivo e variáveis dependentes e a conversão de um problema restringido (constrained problem) em um problema não restringido (unconstrained problem). em que Expi são valores obtidos experimentalmente e Modi são os valores previstos pelo modelo. Inicialmente, o programa estabelece uma relação entre a função-objetivo e as variáveis a serem otimizadas através do ajuste da curva. Isto é feito calculando-se a função-objetivo para vários valores da variável a ser otimizada e fazendo-se um ajuste de mínimos quadrados entre os dados. A curva resultante é chamada de aproximação. Cada passo de cálculo da otimização gera um novo dado e a aproximação da função-objetivo é atualizada. Esta é a aproximação que é otimizada, ao invés da função-objetivo real. As variáveis dependentes são tratadas da mesma forma, uma aproximação é gerada para cada variável dependente e atualizada a cada passo de cálculo. Da mesma forma, quando se dividiu o processo térmico em duas fases, inicialmente foi calculado o h da fase de aquecimento e este foi mantido constante para que fosse calculado o h da fase de resfriamento. A conversão de um problema restringido em um problema não restringido, ou seja, um problema em que existem restrições para os valores que as variáveis podem assumir para um problema em que elas não existem, também é feita por esta técnica de otimização. Na formulação do problema, os limites impostos à variável a ser otimizada fazem com que o problema de otimização seja do tipo restringido. O ANSYS converte este problema em um problema de otimização do tipo não restringido, já que a técnica de otimização para problemas do tipo não restringido é mais eficiente. Esta conversão é feita através da adição de penalidades à aproximação da função objetivo para que os limites impostos na formulação do problema sejam considerados no cálculo da variável a ser otimizada. A busca do valor mínimo da aproximação da função objetivo é feita utilizando-se a técnica de minimização seqüencial não restringida ( Sequential Unconstrained Minimization Technique - SUMT) a cada iteração. Uma explicação detalhada sobre a conversão de problemas de otimização do tipo restringido para não restringido e da técnica SUMT pode ser encontrada em Vanderplaats (1984) e no Manual Ansys Theory Reference. No caso da otimização do valor de h, a sub-rotina implementada considerava como função objetivo o valor de Qui-quadrado (Equação 1) e, a partir de um valor inicial de 50 W/m2°C, o programa calculava o perfil de temperatura em determinado ponto da embalagem, comparava este perfil Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 i =1 No caso da divisão do perfil de temperaturas em 4 partes, inicialmente foi realizada a otimização do valor de h para a região do come up. Uma vez definido o valor de h do primeiro trecho, este era mantido constante e passava-se então ao cálculo do h da fase de aquecimento e assim sucessivamente até que os 4 valores de h fossem determinados. 2.5Modelos de Transferência de Calor obtidos a partir dos valores de h calculados Com o intuito de verificar a exatidão dos modelos de transferência de calor gerados a partir dos valores de h obtidos, foram realizados 5 ensaios de penetração de calor de modo semelhante àqueles descritos para a suspensão de bentonita, cada qual com 4 potes contendo um alimento condutivo infantil cujas propriedades térmicas foram previamente determinadas. As propriedades térmicas do alimento infantil utilizado, bem como do vidro, do head space, da tampa metálica e da suspensão de bentonita 10% utilizada são apresentadas na Tabela 1 a seguir. Tabela 1. Propriedades Térmicas. Condutividade térmica (W/m°C) Calor específico (J/kg°C) Densidade (kg/m3) Alimento infantil 0,59 3776 1024 Vidro 1,4 750 2500 0,023 1964,95 0,361 237 903 2702 0,773 3931 1062 Propriedade head space tampa metálica bentonita 10% 161 PINHO, C. R. G. & CRISTIANINI, M. A composição centesimal do alimento infantil utilizado foi: 81,3% de umidade, 4,00% de proteínas, 5,65% de lipídeos, 0,299 de cinzas e 9,2% de carboidratos totais (PINHO, 2004). 2.6Análise Estatística A exatidão dos modelos de transferência de calor do processamento térmico de alimentos condutivos infantis gerados a partir da divisão do processo em duas e em quatro fases foi comparada através da análise dos parâmetros Rquadrado e inclinação da regressão linear entre temperaturas preditas pelos modelos e temperaturas experimentais e do valor de Qui-quadrado (Equação 1). Quanto mais próximos de 1,0 os valores de R-quadrado e da inclinação da reta e quanto menor o valor de Qui-quadrado, melhor o modelo matemático proposto. Foi feito ainda um teste de média (Tukey, p< 0,05) com o intuito de verificar a existência ou não de diferenças estatisticamente significativas entre os valores de h obtidos para cada uma das etapas. 3. RESULTADOS E DISCUSSÃO Os valores obtidos para cada uma das fases encontramse na Tabela 2. Tabela 2. Valores de h obtidos nas diferentes fases de processo. Número de divisões do processo 2 4 Etapas do processo W/m2°C (*) aquecimento (hh) 434 ± 96 a resfriamento (hc) 898 ± 24 b come up (hh1) 108 ± 70 c aquecimento (hh2) 902 ± 69 d início resfriamento (hc1) 992 ± 6 e final resfriamento (hc2) 969 ± 50 d,e (*) Obs: Média dos valores obtidos considerando-se 9 embalagens distribuídas em 5 ensaios diferentes - valores sem letras em comum diferem estatisticamente (p<0,05). A comparação foi feita entre as diferentes fases de cada uma das divisões. Na literatura, os valores verificados para o coeficiente de transferência de calor são bastante variados. Durante o processamento térmico realizado em autoclaves utilizandose vapor, Ramaswamy et al. (1983) encontraram valores na faixa de 256 a 10000 W/m2°C, dependendo da proporção da mistura ar / vapor utilizada. As proporções variaram de 50 a 100%. Para resfriamento em autoclaves inundadas Tucker & Clark (1990) sugerem valores de h na faixa de 500-700 W/m2°C. Varga & Oliveira (2000) em trabalho semelhante a este, porém utilizando a técnica de otimização first order design optimization, obtiveram valores de 162 a 203 W/m2°C para a fase de aquecimento e de 75 a 142 W/m2°C para a Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro fase de resfriamento. Lebowitz & Bhowmik (1990), ao determinarem, através de um método de otimização, o valor de h para as diferentes fases do processamento de bolsas flexíveis, obtiveram os seguintes valores 174±35, 243±117 e 222±128 W/m2°C para as fases de come up, aquecimento e resfriamento, respectivamente, não tendo sido observadas diferenças estatisticamente significativas entre as mesmas. Já Cristianini (1998) obteve valores de 255,7±50,5, 307,7±43,5 e 50,6±8,3 W/m2°C para as fases citadas. Os baixos valores de h da fase de come up obtidos no presente estudo podem ser atribuídos ao fato de que antes do início do processo, os potes encontravam-se imersos em água à temperatura ambiente. Ao ser iniciado o processo, tinha-se a entrada de vapor para aquecimento da água até que fosse atingida a temperatura de processo. Nesta fase temos uma turbulência intensa no interior da autoclave e isto é refletido pelos elevados desvios verificados. A inexistência de diferenças estatisticamente significativas (p<0,05) entre os valores de h das duas fases de resfriamento, sugere a possibilidade da utilização de dois valores de h para a fase de aquecimento e apenas um para o resfriamento. 3.1Comparação entre modelos Com o intuito de comparar a exatidão do modelo de transferência de calor gerado considerando-se quatro valores de h (come up, aquecimento, início de resfriamento e final de resfriamento) àquele que considerou apenas dois valores de h (aquecimento e resfriamento), foram feitas simulações das duas situações. Os parâmetros estatísticos obtidos a partir da regressão linear dos valores de temperatura obtidos experimentalmente contra aqueles estimados pelos modelos foram analisados. Para a realização destas regressões considerou-se o perfil de temperaturas obtido experimentalmente através de ensaios de penetração de calor em um alimento infantil condutivo. O resumo dos resultados obtidos a partir de 3590 leituras de temperaturas pode ser verificado na Tabela 3 a seguir. Tabela 3. Comparação entre parâmetros estatísticos obtidos na regressão linear dos valores de temperaturas experimentais contra aqueles estimados pelos modelos considerando 2 h´s e 4 h´s. R2 Inclinação Q2 4 fases 0,9925 1,0053 439,47 2 fases 0,9876 0,9946 659,59 Divisões do processo Conforme pode ser observado na Tabela 3, o modelo de transferência de calor construído considerando quatro fases diferentes de processo e, portanto, quatro valores diferentes de h, foi o que apresentou melhores resultados, já que quanto mais próximos de 1,0 estão os valores de R-quadrado e de Inclinação e quanto menor é o valor de Qui-quadrado, melhor é o modelo. 162 PINHO, C. R. G. & CRISTIANINI, M. Método de Otimização para Determinação do Coeficiente Convectivo de Transferência de Calor em Alimentos Esterilizados em Embalagem de Vidro O tempo computacional para simular um processo térmico com duração de 90 minutos foi de 120 minutos para a malha de 1170 elementos utilizada. A divisão do processo em quatro ou em duas fases não interfere no tempo computacional, já que o mesmo é função da duração do processo térmico em questão, sendo apenas necessário definir os valores de h para cada um dos trechos no início do algoritmo. REFERÊNCIAS BIBLIOGRÁFICAS Na Figura 4 pode ser observado um exemplo dos perfis de temperaturas obtidos em um dos ensaios de penetração de calor na amostra de alimento condutivo infantil considerando-se o modelo obtido a partir da divisão do processo em 4 fases. CRISTIANINI, M.; MASSAGER, P. R. Determinação do Coeficiente Convectivo de Transferência de Calor durante o Processamento Térmico de Atum em Bolsas Flexíveis Autoclaváveis. In: Anais do II Congresso Ibero Americano de Ingenieria de Alimentos. “Tecnologias para el Processamiento y Conservacion de Alimientos”. Bahia Blanca, Argentina, 1998, p.56. ANSYS Theory Reference. 9ed. SAS IP, Inc., 1999. BHOWMIK, S. R.; SHIN, S. Thermal Sterilization of Conduction-Heated Foods in Plastic Cylindrical Cans Using Convective Boundary Condition. Journal of Food Science. v. 56, n. 3, p. 827-830, 1991. JACZYNSKI, J.; PARK, J. W. Temperature Prediction during Thermal Processing of Surimi Seafood. Journal of Food Science. v. 67, n. 8, p. 3053-3057, 2002. LEBOWITZ, S. F.; BROWMIK, S. R. Effect on Retortable Pouch Heat Transfer Coefficient of Different Thermal Processing Stages and Pouch Material. Journal of Food Science. v. 55, n. 5, p. 14211434, 1990. NAVEH, D. et al. The Finite Element Method in Thermal Processing of Foods. Journal of Food Science. v. 48, n. 4, p. 1086-1093, 1983. NIEKAMP, A. et al. Thermal Properties of Bentonite-Water Dispersions Used for Modeling Foods. Journal of Food Science. v. 49, n. 1, p. 28-31, 1984. Figura 4. Exemplo de perfis de temperaturas (modelo e experimental). PINHO, C. R. G. Modelamento matemático do processo de esterilização de alimentos condutivos em embalagem de vidro. Dissertação (Mestrado em Tecnologia de Alimentos) – Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas. Campinas, 2004, 123p. RAMASWAMY, H. S. et al. A Method to Measure Surface Heat Transfer from Steam / Air Mixtures in Batch Retorts. Journal of Food Science. v. 48, n. 3, p. 900-904, 1983. 4. CONCLUSÃO A técnica de otimização de ordem zero avançada sub problem approximation permitiu a determinação do coeficiente convectivo de transferência de calor durante o processamento térmico de um alimento condutivo embalado em recipiente de vidro em uma autoclave vertical estacionária descontínua inundada de maneira satisfatória. A análise estatística dos dados demonstrou que a divisão do processo em 4 fases (come up, aquecimento, início de resfriamento e final de resfriamento) resultou em um modelo de transferência de calor mais exato que o modelo obtido considerando-se os valores dos coeficientes a partir da divisão do processo em apenas 2 fases, aquecimento e resfriamento. Braz. J. Food Technol., v.9, n.3, p. 157-163, jul./set. 2006 SU, A. et al. A model of heat transfer coefficients over steam-cooked surimi paste. Aquatic Food Product Technology. v. 8, n. 3, p. 3953, 1999. TUCKER, G. S.; CLARK, P. Modelling the cooling phase of heat sterilization processes, using heat transfer coefficients. International Journal of Food Science and Technology. v. 25, n. 6, p. 668-681, 1990. VANDERPLAATS, G. N. Numerical Optimization Techniques for Engineering Design: With Applications. Mc Graw-Hill Series in Mechanical Engineering, 1984. 333p. VARGA, S.; OLIVEIRA, J. C. Determination of the heat transfer coeffiecient between bulk medium and packed containers in a batch retort. Journal of Food Engineering. v. 44, n. 4, p. 191-198, 2000. VARGA, S. et al. Influence of the variability of processing factors on the F-value distribution in batch retorts. Journal of Food Engineering. v. 44, n. 3, p. 155-161, 2000. 163
Baixar