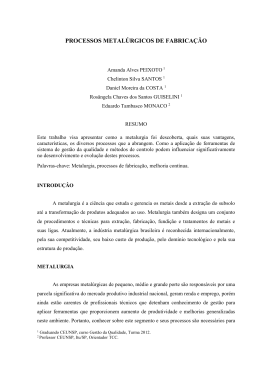
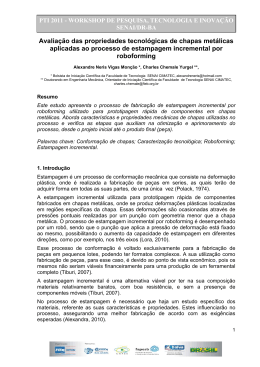
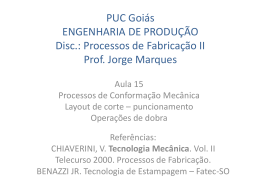
7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 7th BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 20 a 24 de maio de 2013 – Penedo, Itatiaia – RJ - Brasil May 20th to 24th, 2013 – Penedo, Itatiaia – RJ – Brazil INFLUÊNCIA DO PROCESSO DE FABRICAÇÃO DE MATRIZES SOBRE A FORÇA DA OPERAÇÃO DE ESTAMPAGEM Bruno Lopes Pinheiro, [email protected] Átila Tinoco Gonçalves Miguel, [email protected] Paulo César de Matos Rodrigues, [email protected] Alexandre Mendes Abrão, [email protected] 1 Universidade Federal de Minas Gerais, Departamento de Engenharia Mecânica, Av Antônio Carlos 6627, Pampulha, Belo Horizonte, MG, 31270-901, Brasil Resumo: Uma operação de estampagem foi realizada para três matrizes axissimétricas fabricadas em aço ferramenta ABNT D6, por meio de três rotas de fabricação distintas: torneamento seguido de polimento, fresamento e eletroerosão. O ferramental empregado na operação de estampagem foi desenvolvido para adaptar-se em uma máquina universal de ensaios. Os procedimentos foram realizados empregando-se como corpos de prova chapas de aço baixo teor de carbono usado em estampagem extra profunda (EEP) com espessura de 0,6 mm. A força e o limite de estampagem foram avaliados. Os resultados indicaram que, considerando um esboço de 95 mm, a menor força de estampagem foi observada para a matriz torneada e polida, sendo a força superior em 1% no caso da matriz fresada e em 13% para a matriz fabricada por eletroerosão. A razão crítica dos diâmetros também se comportou de forma semelhante. Palavras-chave: força de estampagem, limite de estampagem, aço para estampagem extra profunda, usinagem, aço ferramenta. 1. INTRODUÇÃO A operação de estampagem é amplamente utilizada por vários setores da indústria, sendo um dos principais processos de conformação de chapas metálicas. Na indústria automobilística, fica evidente na fabricação de diversas peças para a carroceria (painéis de porta, capô, tampas, etc.). No setor aeroespacial e aeronáutico ela é usada na manufatura de partes utilizadas nas asas e fuselagens. Utensílios domésticos, como por exemplo, panelas, bandejas e vasilhames, também têm a sua origem na estampagem. Torna-se, portanto, evidente a importância deste processo de conformação para a vida contemporânea. Além disso, o processo de estampagem pode apresentar elevadas taxas de produtividade, atingindo facilmente cadências médias de produção que podem chegar a 5000 peças/hora, dependendo da complexidade e dimensões do componente. A estampagem pode ser definida como um processo de fabricação no qual um esboço (amostra da chapa) de um determinado material metálico é forçada a escoar pela ação de um punção para o interior de uma matriz, gerando a peça desejada. O processo pode ser classificado de acordo com a geometria básica da peça, sendo dividida em quatro categorias: peças cilíndricas, peças cônicas, peças retangulares e peças complexas (englobam todas as que não foram possíveis de serem classificadas nas três primeiras categorias). As ferramentas para a estampagem são constituídas basicamente por três elementos: matriz, punção e prensa-chapa. Para a estampagem de peças cilíndricas as principais dimensões para o punção e a matriz são os diâmetros externo (punção) e interno (matriz), os raios de canto (punção e matriz) e a folga radial (metade da diferença entre os diâmetros externo do punção e interno da matriz). A folga radial poderá ser superior, igual ou inferior à espessura da chapa, dependendo das necessidades do processo. Durante a estampagem é aplicada uma força no punção a fim de garantir o escoamento da chapa para o interior da matriz e outra no prensa-chapa para controlar a entrada da chapa no interior da matriz, evitando o aparecimento de enrugamentos na peça estampada. O projeto da ferramenta de estampagem é uma das etapas mais importantes, visto que a ferramenta será responsável pela geometria final da peça e a sua manufatura depende dos processos de fabricação disponíveis no mercado. A fabricação das matrizes depende da complexidade e do material, podendo ser necessária a utilização de diferentes processos em diversas sequências. Para se obter sucesso deve-se reduzir o tempo total dos processos, aumentando a taxa de remoção de material, os índices de utilização dos equipamentos e a eficiência. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ O processo de estampagem se inicia quando o punção entra em contato com a chapa que se encontra presa entre a matriz e o prensa-chapa, gerando deformações elásticas. Com o contínuo avanço do punção deformações plásticas começam a ocorrer na chapa em regiões próximas às zonas do fundo e do raio do punção, reduzindo a espessura da chapa nestes locais. Quando se iniciam as deformações plásticas na área da aba tem-se o término da primeira fase de estampagem. Com o início da segunda fase, as zonas da chapa tanto ao fundo e no raio de canto do punção voltam a trabalhar em regime elástico. O processo é concluído quando todo o material encontra-se no interior da matriz. As zonas do processo de estampagem podem ser observadas na Fig. (1). A metade esquerda ilustra um instante durante a primeira fase de estampagem e a da direita, a segunda fase. A região AB é definida como sendo a zona do fundo da peça, BC é a zona do canto do punção, CD é a zona inicialmente cônica que se transforma na zona cilíndrica com o desenvolvimento do processo, DE é a zona do canto da matriz e EF é a zona da aba. Figura 1. Zonas durante a estampagem: primeira fase (esquerda) e segunda fase (direita), adaptado de Rodrigues e Martins (2005) Existem diversos métodos para o cálculo da força máxima de estampagem (Fmáx). Dieter (1986) sugere que esta seja calculada segundo a Eq. (1), onde d é o diâmetro da parede do copo (mm), t é a espessura da chapa (mm) e σu é a tensão limite de resistência do material (MPa): Fmáx = 2 σ u ⋅π ⋅ d ⋅ t 3 (1) Rocha e Duarte (1992) apresentaram diversas equações para o cálculo da força máxima de estampagem. Ao invés de utilizar a tensão limite de resistência do material, é utilizada a tensão de escoamento média, tendo em vista os efeitos do encruamento. A Equação (2) é a mais simples das propostas, na qual D0 é o diâmetro inicial do esboço (mm), σymed é a tensão de escoamento média do material (MPa), sendo d e t como descritos na Eq. (1). D ⎞ ⎛ Fmáx = π ⋅ d ⋅ t ⋅ ⎜1,1 ⋅ σ ymed ⋅ ln 0 ⎟ d ⎠ ⎝ (2) Por sua vez, Oehler-Kaiser (apud Rocha e Duarte, 1992), também, propõe uma expressão simplificada para o cálculo da força máxima de estampagem, para peças cilíndricas, apresentada na Eq. (3), sendo D0, σymed, d e t conforme descritos anteriormente. Fmáx = 5 ⋅ d ⋅ t ⋅ σ ymed ⋅ ln D0 d (3) O coeficiente limite de estampagem - LDR (Limit Drawing Ratio), ou razão crítica dos diâmetros, é definido como sendo o maior valor para a razão entre o diâmetro do esboço e o diâmetro final do copo em que o processo de estampagem foi efetuado com sucesso, isto é, sem a presença de defeitos. Usualmente o LDR é utilizado para medir a capacidade de estampagem de um dado material. Dieter (1984) apresenta o teste de Swift como sendo o melhor teste para a determinação do LDR de um dado material, pois nele é possível simular as condições de produção. Verma e Chandra (2006) também sugerem o teste de Swift como sendo o mais aconselhável. A determinação do LDR é feita através de sucessivos testes em que o diâmetro do esboço é aumentado até que a falha ocorra. Este processo de tentativa e erro é bastante dispendioso, porém pode ser otimizado caso já se tenha uma estimativa inicial para o material. Na maioria dos ensaios são utilizados de 6 a 10 esboços, variando o diâmetro de incrementos de 1mm (intervalos de 0,02 D/d). Segundo Dieter (1984), vários autores propuseram análises para reduzir o número de ensaios, mas nenhuma obteve sucesso, sendo o método da tentativa e erro o mais indicado. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ 2. PROCEDIMENTO EXPERIMENTAL Os corpos de prova utilizados nos testes de estampagem profunda foram confeccionados a partir de uma chapa de aço para estampagem extra profunda (EEP) com espessura de 0,6 mm, sendo este tipo de material comumente utilizado pela indústria para trabalhos que envolvam estampagem. De acordo com CSN (2010), este aço possui limite de escoamento de 230 MPa, limite de resistência de 350 MPa e dureza média de 50 HRB. Sua composição química básica (% em peso) é a seguinte: C < 0,08, Mn < 0,45, P < 0,03, S < 0,03 e Al > 0,02. Os esboços circulares foram cortados a laser de forma a garantir maior controle dimensional. Os testes foram realizados com a aplicação de óleo lubrificante. O aço ferramenta ABNT D6 não temperado (dureza média de 189 HV), foi utilizado para a fabricação do punção (diâmetro externo de 50,034 mm, circularidade de 7 μm e raio de canto do punção de 6,378 mm) e de todas as matrizes axissimétricas (torneada e polida, fresada e eletroerodida). O principal motivo para a escolha deste aço foi a sua predominância no mercado brasileiro para a fabricação de matrizes para trabalhos a frio. Estas placas possuem dimensões externas de 148 x 148 mm, espessura de 10 mm, dois furos guia, dois furos para fixação dos parafusos, diâmetro interno de 50 mm e canto vivo, sendo todas polidas. Como o diâmetro interno final nominal das matrizes é de 51,4 mm, tem-se 0,7 mm de sobremetal, o qual foi removido empregando três rotas distintas (torneamento seguido de polimento, fresamento e eletroerosão). A matriz denominada controle foi torneada em um torno universal e em seguida submetida à operação de polimento manual. A matriz fresada foi gerada em um centro de usinagem utilizando-se uma fresa de topo esférico com 16 mm de diâmetro e dois insertos diametralmente opostos. Os insertos utilizados foram de metal duro revestido. O código da fresa é o R216-16A20-045 e o dos insertos o R216-1603 M-M classe 1025, ambos fornecidos pela Sandvik Coromant. Por outro lado, na produção da matriz pelo processo de eletroerosão, o cobre eletrolítico ASTM C110 foi utilizado para a fabricação do eletrodo. O fluido dielétrico utilizado no processo de eletroerosão foi o Arclean Elétron, fornecido pela empresa Archem, sendo indicado para a operação de eletroerosão por penetração. A Tabela (1) apresenta as principais características geométricas das três matrizes produzidas e a Fig. (2) mostra detalhe de cada matriz acabada. Tabela 1. Características geométricas das matrizes produzidas Processo Torneamento e polimento Fresamento Eletroerosão Rugosidade (μm) Ra - Rz - Rt 0,07 – 0,1 – 0,5 2,43 - 12,2 – 22,3 3,6 - 20,3 - 24 Diâmetro (mm) (a) 51,384 51,344 51,409 (b) Circularidade (μm) 6 16 29 Raio de canto (mm) 6,377 6,492 6,633 (c) Figura 2. Detalhes das matrizes produzidas: (a) torneamento e polimento, (b) fresamento e (c) eletroerosão O prensa-chapa foi desenvolvido de forma que o mesmo pode ser do tipo independente acionado por molas ou fixo, possibilitando que trabalhos futuros investiguem a influência do tipo do prensa-chapa no processo de estampagem. Todos os ensaios foram realizados com o prensa-chapa funcionando de forma independente e acionado por quatro molas com constante elástica de 374,4 N/mm reguladas por parafusos. A máquina universal de ensaios utilizada foi a Shimadzu modelo Autograph AG-IS 100kN. A precisão da medição de força é de ± 0,3% (Shimadzu, 2010). O mecanismo de operação deste equipamento é servo-mecânico, possibilitando o controle da velocidade de estampagem (constante em 10 mm/min). A medição da força foi realizada por meio de uma célula de carga e o posicionamento por um sensor para medição de deslocamento linear – LVDT (Linear Variable Differential Transformer). A máquina Shimadzu AG-IS 100kN foi operada por um computador e software específico durante a realização dos ensaios. A Figura (3) mostra a ferramenta montada na máquina universal de ensaios. Como não existe uma norma técnica específica para realização do teste de Swift, foi utilizada a norma ASTM A 370-88 para ensaio de tração. Os esboços utilizados nos ensaios foram previamente cortados a laser com os seguintes diâmetros: 90, 95, 96, 97, 98, 99, 100, 105, 106, 107, 108, 109, 110, 115 e 120 mm. Os esboços de 90, 95, 100, 105 e 110, 115 e 120 mm foram utilizados para a determinação das faixas em que se encontravam os valores do LDR e os de 96, 97, 98, 99, 106, 107, 108 e 109 para o refinamento dos resultados. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ (a) (b) Figura 3. Ferramenta para o teste de Swift montada na máquina de ensaios universal: (a) ferramenta aberta e (b) ferramenta fechada Cada ensaio foi realizado de acordo com as seguintes etapas: a) Limpeza do esboço a ser estampado. b) Lubrificação da matriz e do prensa-chapa. c) Limpeza do punção (retirada de possíveis resquícios de lubrificantes). d) Posicionamento do esboço. e) Regulagem da força exercida pelo prensa-chapa. f) Realização do ensaio. g) Retirada da peça estampada. h) Exportação e gravação dos valores de força e deslocamento. Ao término de cada teste os valores de força, tempo e deslocamento foram exportados para uma planilha, com o auxílio de um software específico para a operação da máquina. Ensaios preliminares foram realizados para a determinação da menor força aplicada pelo prensa-chapa para evitar o aparecimento de enrugamentos. O valor encontrado foi de aproximadamente 4500N, sendo este adotado para todos os testes posteriores. A Figura (4) apresenta exemplares de copos gerados durante os ensaios preliminares. (a) (b) (c) Figura 4. Copos produzidos nos testes preliminares, com diferentes valores de força no prensa-chapa. (a) 4500 N, (b) 6000 N, (c) 1500 N 3. RESULTADOS E DISCUSSÃO Inicialmente, serão apresentados os resultados referentes às forças de estampagem, obtidos para as três matrizes testadas, seguidos dos ensaios para determinação do LDR. A Figura (5) apresenta as curvas obtidas para o ensaio de tração de corpos de prova extraídos nas direções 0o, 45o e 90o da mesma chapa que foi utilizada para os ensaios de estampagem. Nota-se que a deformação verdadeira total, para as amostras ensaiadas nas três direções, apresenta variação menor que 0,05. Esses resultados indicam que a anisotropia planar da chapa de aço é reduzida, sugerindo que a formação de orelhas na extremidade superior do copo, durante o ensaio de estampagem, não deverá ser muito pronunciada, fato que foi observado posteriormente. A média da tensão limite de resistência obtida, para as amostras © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ ensaiadas, foi de 285,7 MPa. Este valor é próximo ao encontrado por Verma e Chandra (2006), 280 MPa, quando investigaram um determinado aço para estampagem extra profunda (EEP). 350 Tensão Verdadeira [MPa] 300 250 200 0 45 90 150 100 50 0 0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 Deformação Verdadeira Figura 5. Ensaio de tração da chapa utilizada nas estampagens, direções 00, 450 e 900 3.1. Força de Estampagem Como será visto mais adiante, apenas esboços com valores de LDR iguais ou inferiores a 1,89 foram possíveis de serem estampados com sucesso, empregando-se as três matrizes. Portanto, o comparativo de forças de estampagem, será efetuado apenas para os esboços de 95 mm (LDR=1,89). As forças de estampagem, para todos os ensaios, apresentaram comportamento crescente até a transição entre a primeira e segunda fase de estampagem e depois decrescente devido à redução do material retido entre a matriz e o prensa-chapa. Como pode ser observado na Fig. (6), a maior força de estampagem foi atingida para a matriz fabricada pelo processo de eletroerosão. Este fato foi atribuído ao acabamento superficial da matriz, pois as crateras formadas pelo processo de eletroerosão aumentaram o atrito entre a chapa e o canto da matriz, dificultando a transição entre a primeira e a segunda fase de estampagem e aumentando a força de estampagem. Apesar da rugosidade da matriz fresada ser mais próxima da eletroerodida, os valores da força mostrados na Fig. 6, indicaram que o seu comportamento se aproximou mais da matriz torneada e polida. Tal comportamento foi atribuído à forma como as marcas de fresamento se apresentaram. Pois, como formam diversos círculos concêntricos, acredita-se que apesar do atrito na direção radial ter aumentado, o mesmo não foi observado na direção tangencial. Sabe-se que durante a entrada da chapa na borda da matriz, ocorre deformação plástica compressiva na direção circunferencial (Dieter, 1984). Por outro lado, apresentando menor rugosidade, a matriz torneada e polida indicou menores valores de força de estampagem. Ao ser comparada com o processo de fresamento, a redução de força conseguida pela matriz torneada e polida foi mais modesta do que em relação à matriz eletroerodida. Foi realizado o teste de Student para os dados apresentados na Fig. (6), sendo a análise feita em pares. Os resultados indicaram que há diferenças significativas (nível de confiança de 95%) apenas entre as forças geradas pelas matrizes fresada e eletroerodida e entre as matrizes torneada/polida e eletroerodida, isto é, não houve diferença estatisticamente significativa entre as forças obtidas com as matrizes fresada e torneada/polida. Durante os ensaios foi observado, para as três matrizes, que quanto maior o diâmetro inicial do esboço, maior foi a força de estampagem. Isto se deve ao fato de que uma maior parte do material estava presa entre o prensa-chapa e a matriz, dificultando o início da deformação plástica da região da aba, mesmo considerando-se a lubrificação empregada. As Figuras (7), (8) e (9) apresentam o comportamento da força de estampagem para diferentes diâmetros iniciais de esboços, em ensaios realizados com as matrizes torneada e polida, fresada e eletroerodida, respectivamente. Na primeira e última figuras são apresentados os resultados em que não houve rompimento da chapa. Entretanto, para o caso da matriz fresada (Fig. (8)), é apresentado, a título de ilustração, um teste em que houve falha do corpo de prova (diâmetro de 108 mm). A maior força foi obtida para o maior esboço (109 mm), durante o processo de estampagem com a matriz torneada e polida (Fig. (7)). A Figura (10) foi gerada a partir dos ensaios com esboços com diâmetros de 95, 100 e 105 mm, para as matrizes torneada e polida, fresada e eletroerodida, sendo que para esta última, os ensaios com esboços com 100 e 105 mm de diâmetro apresentaram rompimento. A força máxima de estampagem para os diâmetros do esboço de 95 e 100 mm foi menor para a matriz torneada e polida, e ligeiramente superior para a matriz fresada. A matriz eletroerodida, considerando o esboço com diâmetro de 95 mm, mostrou força de estampagem cerca de 12% superior às demais matrizes. As crateras formadas pelo processo de eletroerosão favorecem o aumento de atrito nas áreas ásperas entre a chapa e o canto da matriz, sendo que durante a deformação plástica da chapa, aumenta-se ainda mais a área de contato © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ nessas regiões ásperas, conforme Dieter (1984). O resultado são forças de estampagem superiores necessárias para a conformação da chapa, onde não há lubrificação. 50 45 40 Força [kN] 35 30 Eletroerodida Fresada 25 Polida 20 15 10 5 0 0 10 20 30 40 50 Deslocamento [mm] Figura 6. Força máxima de estampagem para o esboço de 95 mm 50 45 40 Força [kN] 35 30 95 mm 100 mm 25 105 mm 109 mm 20 15 10 5 0 0 10 20 30 40 50 Deslocamento [mm] Figura 7. Força de estampagem para o teste de Swift com a matriz torneada e polida (sem rompimento) 50 45 40 35 Força [kN] 95 mm 30 100 mm 105 mm 25 106 mm 107 mm 20 108 mm - rompimento 15 10 5 0 0 10 20 30 40 50 Deslocamento [mm] Figura 8. Força de estampagem para o teste de Swift com a matriz fresada (sem e com rompimento) © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ 50 45 40 35 Força [kN] 30 90 mm 95 mm 25 20 15 10 5 0 0 10 20 30 40 50 Deslocamento [mm] Figura 9. Força de estampagem para o teste de Swift coma matriz eletroerodida (sem rompimento) 46 43,6 44 42,9 41,6 Força [kN] 42 40 95 mm 39,3 38,9 100 mm 38 37,1 36,7 105 mm 36 34 32 Polimento Fresamento Eletroerosão Processo de fabricação da matriz Figura 10. Força máxima de estampagem para o teste de Swift A Figura (11) foi gerada após o cálculo da força máxima de estampagem por meio das Eqs. (1), (2) e (3). O valor da tensão limite de resistência utilizado foi 285,7 MPa, que correspondente à média das três medições nas direções de 00, 450 e 900 dos ensaios de tração da chapa mostradas na Fig. (5). A força máxima de estampagem experimental utilizada refere-se ao teste realizado com a matriz torneada e polida em que houve rompimento do corpo de prova. Média para um intervalo de confiança de 95% Força Máxima de Estampagem [kN] 45 40 35 30 25 20 Dieter (Eq. (1)) Rocha e Duarte (Eq. (2)) Oehler-Kaiser (Eq. (3)) Medição Figura 11. Força máxima de estampagem: valores teóricos e experimental © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ Como pode ser observado na Fig. (11), a equação que mais se aproximou dos resultados experimentais medidos foi a proposta por Oehler-Kaiser (apud Rocha e Duarte, 1992). Porém, todas as equações forneceram valores inferiores aos medidos. Tal fato pode ser atribuído à não consideração de outras variáveis que influenciam o processo de estampagem, como por exemplo, o atrito e o raio de canto da matriz no caso dos valores teóricos. 3.2. Determinação do LDR Sucessivos testes foram realizados para a determinação do LDR, cujos resultados são apresentados na Tab. (2) para cada matriz testada. Em todos os testes em que houve falha, o rompimento do corpo de prova ocorreu no raio de canto do punção. Como a variação entre os diâmetros do esboço é de 1 mm, houve um erro de 0,02 na determinação do LDR. A Figura (12) apresenta os valores de LDR obtidos para as três matrizes testadas. É evidente que o melhor resultado foi obtido para a matriz torneada/polida e o pior para a eletroerodida. O valor obtido para a matriz fresada se aproximou mais do resultado obtido com o torneamento/polimento e foi significativamente superior ao do processo de eletroerosão. Acredita-se que apesar dos desvios microgeométricos obtidos para o fresamento serem mais próximo ao da eletroerosão, o atrito foi aumentado apenas na direção radial (devido às marcas geradas pela ferramenta), sendo pouco afetado na direção tangencial. Já no processo de eletroerosão, as crateras geradas prejudicaram o escoamento do material da chapa em ambas as direções, levando a resultados significativamente piores. Com respeito ao LDR, o resultado obtido com o processo de torneamento/polimento quando comparado com o fresamento, mostrou um valor muito pouco superior. Tabela 2. Ensaios realizados para a determinação do LDR Diâmetro do esboço (mm) 90 95 96 97 100 105 106 107 108 109 110 111 112 113 Rota de fabricação da matriz Torneamento e Fresamento Eletroerosão polimento Sucesso Sucesso Sucesso Sucesso Sucesso Sucesso Sucesso Sucesso Falha Sucesso Sucesso Falha Sucesso Sucesso Falha Sucesso Sucesso Falha Sucesso Sucesso Falha Sucesso Sucesso Falha Sucesso Falha Falha Sucesso Falha Falha Falha Falha Falha Falha Falha Falha Falha Falha Falha Falha Falha Falha LDR 1,79 1,89 1,91 1,93 1,99 2,09 2,11 2,13 2,15 2,17 2,19 2,21 2,23 2,25 Erro de 0,02 2,20 2,17 2,15 2,13 LDR 2,10 2,05 2,00 1,95 1,90 1,89 Torneamento/Polimento Fresamento Eletroerosão Figura 12. Valores de LDR obtidos para os diferentes processos de fabricação das matrizes © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 20 a 24 de Maio de 2013. Penedo, Itatiaia - RJ 4. CONCLUSÃO Após a realização de ensaios de estampagem de chapas do aço, utilizando três matrizes produzidas em aço ABNT D6, por três rotas distintas de fabricação (torneamento seguido de polimento, fresamento e eletroerosão), as seguintes conclusões podem ser extraídas: • No que se refere à força de estampagem, em todos os ensaios seu comportamento foi crescente até a transição entre a primeira e segunda fase e depois decrescente devido à redução do material entre o prensa-chapa e a matriz. Também foi observado que diâmetros maiores de esboço geram forças de estampagem mais elevadas. Quando comparado para um mesmo diâmetro de esboço inicial, as forças encontradas para as três matrizes apresentaram a seguinte ordem crescente: torneada/polida, fresada e eletroerodida. • A maior força encontrada para a matriz eletroerodida foi atribuída ao seu acabamento superficial ruim, pois as crateras formadas durante o processo de eletroerosão aumentaram o atrito entre a chapa e o raio de canto da matriz, dificultando a transição entre a primeira e segunda fase de estampagem e, consequentemente, aumentando a força necessária ao processo. • Apesar da rugosidade encontrada para a matriz fresada ser mais próxima à da matriz eletroerodida, os resultados de força se aproximaram mais da matriz polida. Acredita-se que a razão para tal fato sejam as marcas concêntricas geradas pelo fresamento que facilitaram a estampagem ao reduzir o atrito na direção tangencial (circunferencial), fato que não ocorreu para a eletroerosão. • Embora a matriz torneada/polida tenha apresentado menores valores para a força máxima de estampagem, os seus ganhos foram muito modestos quando comparados com a matriz fresada (1% para os esboços de 95mm). Em relação à eletroerodida, os ganhos foram mais significativos (13% para os esboços de 95mm). Das equações teóricas analisadas, a que mais se aproximou dos resultados obtidos experimentalmente foi a proposta por Oehler-Kaiser apud Rocha e Duarte (1992). • O cálculo do LDR para os esboços estampados nas três matrizes mostrou que os melhores resultados estão na seguinte ordem crescente: eletroerosão, fresamento e torneamento/polimento. Semelhantemente ao observado para a força de estampagem, os resultados obtidos para a matriz fresada foram mais próximos ao da matriz torneada/polida do que os da eletroerodida. Estipulando o LDR medido para a matriz torneada/polida como referência, o resultado para a matriz fresada foi aproximadamente 2% inferior e o da eletroerodida 13%. 5. AGRADECIMENTOS Os autores agradecem às seguintes agências de fomento pelo apoio à realização deste trabalho: Conselho Nacional de Desenvolvimento Científico e Tecnológico – CNPq e Coordenadoria de Aperfeiçoamento de Pessoal de Nível Superior – CAPES. 6. REFERÊNCIAS CSN, 2010, “Laminados a frio”, Companhia Siderúrgica Nacional, www.csn.com.br, acessado em 20/01/2010. Dieter, G., 1986, “Mechanical Metallurgy”, 3th edition, McGraw-Hill Series Co., New York, pp. 666-673. Dieter, G., 1984, “Workability testing techniques”, Carnes Publication Services, USA, pp. 135-193. Rocha, A., Duarte, J., 1992, “Tecnologia da embutidura”, Editora APTCP, Portugal, pp. 4.1-4.48. Rodrigues, J., Martins, P., 2005, “Tecnologia Mecânica – Tecnologia da Deformação Plástica”, Volume 2 Aplicações industriais, Editora Escolar, Portugal, pp. 435-600. Shimadzu, 2010, “Universal testing machines, specifications”, www.shimadzu.com/products/test/ universal/oh80jt00000050ju.html, acessado em 26/02/2010. Verma, R., Chandra, S., 2006, “An improved model for predicting limiting drawing ratio”, Journal of Material Processing Technology Vol. 172, pp. 218-224. 7. DIREITOS AUTORAIS Template COBEF2013.doc, “Orientação para redação dos trabalhos, COBEF2013” Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 7th BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 20 a 24 de maio de 2013 – Penedo, Itatiaia – RJ - Brasil May 20th to 24th, 2013 – Penedo, Itatiaia – RJ – Brazil THE EFFECT OF THE DIE MANUFACTURING ROUTE ON THE DRAWING FORCE AND LIMIT DRAWING RATIO Bruno Lopes Pinheiro, [email protected] Átila Tinoco Gonçalves Miguel, [email protected] Paulo César de Matos Rodrigues, [email protected] Alexandre Mendes Abrão, [email protected] 1 Federal University of Minas Gerais, Department of Mechanical Engineering, Av. Antônio Carlos 6627, Pampulha, Belo Horizonte, MG, 31270-901, Brazil Abstract: The principal goal of this study is to evaluate the performance of three axisymmetric drawing dies manufactured in AISI D6 steel through three distinct manufacturing processes: turning followed by polishing, milling and electrical discharge machining (EDM). Deep drawing tests were conducted in a universal testing machine using 0.6 mm thick steel sheet with deep drawing quality as work material. The drawing force and the limit drawing ratio were evaluated. The results indicated that the lowest drawing force for a 95 mm diameter blank was obtained for the turned and polished die; the milled die provided drawing force slightly higher (1%) and in the case of the EDM die the drawing force was 13% higher compared with the turned and polished tool. The limit drawing ratio (LDR) presented similar behavior, i.e., best result being obtained with the turned and polished die (2.17), followed by the tool produced by milling (2.13) and finally by EDM (1.89). The overall results suggest that despite the superior performance of the turned and polished die, it is important to note that the milled die provided similar results. Keywords: machining, deep drawing, Swift test, drawing force, limit drawing ratio (LDR). RESPONSIBILITY NOTICE The authors are the only responsible for the printed material included in this paper. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013
Baixar