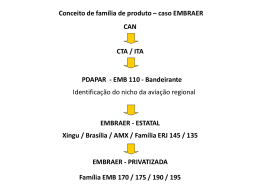
O PAPEL DOS OPERÁRIOS DE CHÃO-DE-FÁBRICA NOS PROCESSOS DE INOVAÇÃO NA INDÚSTRIA AERONÁUTICA BRASILEIRA: O CASO DA EMBRAER Thaise Graziadio NITEC/PPGA/UFRGS Av. Panamericana 400/202 Porto Alegre, RS 91050-000 [email protected] Paulo Antônio Zawislak NITEC/PPGA/UFRGS Av. João Pessoa, 52 1. andar, sala11 Porto Alegre, RS [email protected] ABSTRACT The trajectory of the aeronautics industry in Brazil has a different behavior from the majority of the industrial sectors. Its technological capability, based on an intensive scientific system, has reached high levels in terms of technological efforts, and its very organized structure is supported by R&D labs and professional staff. In this sense, this paper tries to identify any signal of workforce participation in the innovation processes. But we are not referring to the engineers or professional staff; the study focuses on the production people, it means, the blue-collar employees. In order to conduct this research, an alternative approach was used, the problems solving activity. Through this conceptual reference, we have analyzed: the volume of records and paper used by the production and development areas, the kind of know-how and learning of the employees, and also, their level of participation in decisions. Results suggest that the participation is very weak, since the employees have no freedom to make any change in equipment, products or processes. technological innovation- aeronautics industry in Brazil- workforce participation 1. INTRODUÇÃO O caso da indústria aeronáutica no Brasil é um exemplo de exceção com relação à capacidade tecnológica média da indústria brasileira. Isto acontece, não somente porque trata-se de um setor onde o conhecimento científico está na base do desenvolvimento técnico-econômico, mas, mais do que isso, é um setor onde o conhecimento se desenvolve localmente. O setor industrial da aeronáutica no Brasil desenvolveu-se ao redor da EMBRAER com a produção de aviões regionais, embora outras empresas, como a Aerotec, a Neiva, a Aeromot, a Helibrás, também tenham o seu papel na história. Para viabilizar o projeto industrial de uma base de excelência científica e tecnológica em aeronáutica, o governo brasileiro investiu no estabelecimento de uma capacidade tecnológica avançada, capaz de desenvolver o projeto industrial e de dominar a tecnologia ali incluída. A indústria aeronáutica brasileira está fundamentada em uma forte estrutura de pesquisa científica e tecnológica, que é realizada em centros de pesquisa e, principalmente, nos laboratórios de P&D. Tais características dão indícios de que, nesta indústria, a atividade de inovação se traduz por uma organização formal de busca e aplicação de novas soluções tecnológicas. Neste contexto tão rigoroso do ponto de vista tecnológico, fica aqui uma curiosidade: seria possível evidenciar algum tipo de participação mais efetiva por parte dos funcionários da produção durante os processos de inovação? O objetivo deste trabalho é investigar a participação dos operários da produção nos processos de inovação na Empresa Brasileira de Aeronáutica (EMBRAER). Para tanto, será adotada uma abordagem alternativa à atividade de inovação, baseada no pensamento evolucionista, que considera viável o surgimento de inovações incrementais a partir das contribuições do chão-de-fábrica (Zawislak, 1994). De acordo com o autor, através dos processos de solução de problemas, as empresas podem conseguir melhorar o seu desempenho tecnológico e, assim sendo, estarão inovando. A seguir o artigo descreve brevemente a indústria aeronáutica brasileira e apresenta o mecanismo de solução de problemas, que fundamentará a pesquisa. Na seção terceira, estuda-se capacidade produtiva e tecnológica da EMBRAER, bem como são analisadas as suas atividades de inovação. Na sexta seção, a participação dos funcionários é avaliada de acordo com o mecanismo referido; e a seguir são feitas as considerações finais. 2. DESENHO DE PESQUISA A pesquisa é de natureza qualitativa, o método empregado foi o estudo de caso. A coleta de dados deu-se através de entrevistas de profundidade realizadas com diversas pessoas da empresa: engenheiros e funcionários da produção de diversos níveis Nesta seção, serão apresentados alguns aspetos da indústria aeronáutica brasileira, bem como será descrito o mecanismo de solução de problemas, no qual está fundamentada 2.1. Algumas considerações sobre a indústria aeronáutica brasileira A indústria aeronáutica brasileira é um caso especial de setor criado sob a égide de uma política explícita do governo. Ao longo da década de 60, com base em estímulos institucionais, foram criadas condições para estabelecer um verdadeiro pólo tecnológico no interior do Estado de São Paulo, na cidade de São José dos Campos. Inicialmente, baseada nas instituições de ensino (ITA - Instituto Tecnológico da Aeronáutica) e pesquisa (CTA Centro Técnico Aeroespacial), foram realizados projetos para criação de uma fábrica de aviões e fornecedores específicos. O Brasil passaria a montar aviões de projetos nacionais, fabricando localmente aeropeças e sistemas (fuselagem, asas, trem de pouso) e importando motores e aviônicos (equipamentos elétrico-eletrônicos). A partir da década de 70, estabelecida um padrão de relação industrial, o Brasil passa a figurar no cenário internacional como um dos principais produtores no mercado de aviões regionais. Até o início dos anos 90, a EMBRAER, capitaneando o setor aeronáutico nacional, já havia produzido quase 5000 aparelhos que voam por mais de 50 países (EMBRAER, 1993). Contudo, no final dos anos 80, uma importante crise internacional afetou todo o setor. As vendas despencaram e os prejuízos começaram a surgir. Enquanto empresa estatal, a EMBRAER tratou de se adaptar via redução de mão-de-obra e um início de diversificação do escopo de produtos. A empresa passou, além de aeronaves, a produzir peças em regime de subcontratação para os grande produtores mundiais, notadamente os flaps das asas do MD-11 da McDonnell Douglas. Da mesma forma, houve a criação de uma subsidiária para a produção de peças e sistemas, a EDE, Empresa de Desenvolvimento de Estruturas. Isto, porém, não bastou para recolocá-la em rumo competitivo, pois haviam outros problemas institucionais, como o próprio status de empresa estatal, e financeiros (capitalização, financiamento e dívidas). No final do ano de 1994, com a privatização da empresa, a opção estratégica de diversificação pôde ser ampliado. Mais do que isso, a opção estratégica de investimentos na ampliação da capacidade tecnológica voltada para a pesquisa e desenvolvimento de estruturas em materiais compostos (fibras de carbono, de vidro e kevlar) pode se consolidar. Esta opção tem por base a constatação de que "esses componentes caracterizam-se pela melhoria na qualidade estrutural e aerodinâmica, com significativa redução de peso" (EMBRAER, 1993, p. 11). Perecebe-se que quanto mais a tecnologia aeronáutica avança, maior é a especificidade de materiais, processos e produtos. A indústria aeronáutica é caracterizada por uma extremada separação entre concepção e execução. O rigor, descrito em extensas instruções de fabricação e em gabaritos, é a única forma de garantir, ao mesmo tempo, um produto único e homogêneo; único, pois ele é resultado de um trabalho específico de pesquisa e de desenvolvimento prévio, e homogêneo, porque ele resultado da criação de táticas de produção que estão diretamente ligadas à P&D. Neste contexto, o grande volume de normas, regras e informações parece não dar espaço para a criatividade ou liberdade de expressão operária. Na tentativa de verificar esta questão, utilizar-se-á a abordagem sobre a Atividade de Resolução de Problemas, conforme descrita abaixo. 2.2. Abordagem alternativa para a análise da atividade de inovação: mecanismo de Para entender "inovação" como "solução de um problema", é necessário ter em mente que "problema" é tudo o que impede um agente, ou uma organização, de atingir, dentro de um ritmo esperado, seus objetivos (Zawislak, 1994). Resolvê-los subentende uma atividade específica e subjetiva, diferente da atividade que se está realizando. Pela abordagem evolucionária de Nelson & Winter (1982), a atividade de resolução de problemas pode ser vista como a atividade específica e deliberada para fazer evoluir o conjunto de rotinas, isto é, a própria técnica. Nestes termos, o mecanismo de funcionamento de toda e qualquer atividade de resolução de problema é a essência de todo e qualquer tipo de atividade de inovação das técnicas. Guardadas as devidas proporções, as podem ser vistas como inovações; se não, pelo menos, como adaptações e/ou melhoramentos. Se uma nova solução, por menor que tenha sido o problema, for de sucesso, ela terá incrementado um plus de qualidade à técnica original. Inovação, enquanto uma nova solução técnica de sucesso, existirá mesmo em ambientes informais de resolução de problemas. Na medida em que se passa da simples atividade de resolução de problemas a uma verdadeira atividade de inovação tecnológica, como aquela realizada em departamentos de P&D, observa-se um processo de despersonalização da atividade subjetiva que se desenrola paralelamente à atividade objetiva de execução, realizada pelos recursos humanos. Cada vez menos as pessoas são responsáveis pelas tarefas de resolução (doravante, prevenção) de problemas, enquanto, cada vez mais, estruturas como as de PCP, de design, de engenharia, de P&D passam a ter controle sobre o funcionamento e a evolução das atividades produtivas. No entanto, se existir um meio pelo qual os trabalhadores desenvolvam, paralelamente às normas e regras, astúcias e táticas de trabalho, o trabalho realmente executado será diferente do trabalho prescrito. A diferença entre ambos é, justamente, o conjunto de macetes, enjambra ções e jeitinhos que os trabalhadores desenvolvem e que constitui o know-how específico adquirido por um determinado trabalhador. Ao desenvolver novas astúcias, os trabalhadores estão, na verdade, alterando a rotina anterior, que poderia ter sido trabalho prescrito, tornando-a efetiva e eficiente, mesmo se informal, isto é, sem a documentação da novidade, para o processo como um todo. A medida da liberdade subjetiva dos trabalhadores e, por conseqüência, da existência ou não de uma atividade informal de resolução de problemas pode ser dada através da identificação de quatro fatores: A documentação é o instrumento que uma organização qualquer possui para objetivar os fluxos de informações entre os seus diversos setores e pessoas. A documentação serve para registrar os conhecimentos e as rotinas já dominados, abrindo assim espaço para que novos conhecimentos e novas rotinas venham a ser tratados, sendo assim, ela revela o grau de organização da própria atividade de inovação. O aprendizado é constituído pelas diversas formas de aquisição da habilidade e do conhecimento para realizar uma atividade, podendo ser informal e/ou formal (educação formal, de treinamento, estágios, etc.). O aprendizado formal contribui para uma atividade formal de inovação, construindo e transmitindo os conhecimentos necessários. O know-how é a base do processo de resolução de problemas realizado por qualquer agente. Considerando seu campo de ação, ele pode ser; parcial, não-parcial, exaustivo. Quanto à base de conhecimento, o know-how pode ser empírico ou analítico. Quanto a seu aspecto dinâmico, o know-how pode ser: adaptador pobre (conhecimento adquirido e aplicado à risca), adaptador rico (o próprio agente muda a rotina) e inovador (aquele que dá ao agente capacidade de agir sobre rotina de forma preventiva, significativa e definitiva). Finalmente, para completar o espectro de parâmetros para identificar as atividades assume é de extrema importância. Dependendo do tipo de participação operária em um processo produtivo, poder-se-á inferir quanto ao grau de complexidade da atividade de inovação. A participação, em si, sempre existirá, pois, sem trabalho humano, o processo produtivo jamais funcionaria. O último dos trabalhadores, atrás da última das máquinas, estará participando, nem que seja para apertar Existem diversas formas de diferenciar o tipo de participação. Quanto ao grau de reconhecimento das habilidades necessárias para realizar uma atividade qualquer, a individual ou coletiva. Mas, com relação ao grau de prescrição do trabalho, a participação pode ser objetiva ou subjetiva. Quanto ao nível de tomada de decisão formal, a participação pode ser técnica ou política. A partir dos conceitos acima relatados, será elaborada a análise da característica principal da participação operária nas atividades inovativas da EMBRAER. Antes, porém, deve-se abordar os aspectos relacionados à capcidade produtiva e tecnológica da empresa. 3. CAPACIDADE TECNOLÓGICA DA EMBRAER A análise da capacidade tecnológica da EMBRAER dar-se-á através de dois pontos principais: um relato sobre a tecnologia de produção (montagem de aviões) e sobre a forma como acontecem as atividades de inovação tecnológica na empresa. 3.1. Tecnologia de produção de aviões o de aviõe,s são consideradas diferentes unidades de produção, as quais estão dispostas em linhas, mesmo que separadas geograficamente, para cada uma das seguintes quatro grandes fases de produção: A preparação da matéria-prima diz respeito às tarefas de corte de peças bidimensionais (placas e barras) que serão estampadas posteriormente na forma das diferentes peças e conjuntos que constituem o avião. A fabricação de peças envolve a conformação e usinagem, dando forma tridimensional e definitiva às peças fornecidas pela fase anterior. Este sistema continua sendo do tipo homem-máquina, mas algumas são mais complexas (máquinas-ferramenta a comando numérico: fresas, prensas, dobradeiras, prensa-de-conformação, tornos, estiraça de chapas, calandras). A (ou montagem de células: fuselagem e asas) é a criação de subconjuntos separados, relativos à fuselagem (traseira, central e dianteira) e às asas (direita e esquerda), feitos a partir das peças prontas, originárias da fase anterior. Nesta etapa, aumenta o uso de registros e gabaritos informativos sobre o trabalho. A montagem final amplia ainda mais o uso de gabaritos, em outras palavras, ela cristaliza, cada vez mais, a própria tecnologia da firma, pela forma de usar as peças especificamente fabricadas e os diversos equipamentos comprados de terceiros. Nesta última fase, os trabalhadores devem ser mais do que simples mondadores e ter capacidade de regular o aparelho exatamente nas características requisitadas para voar. 3.2. Inovação tecnológica na EMBRAER Em se tratando de uma indústria de ponta, é normal que a capacidade tecnológica , ou capacidade de inovação, corresponde ao nível mais elevado e pressupõe uma estrutura formal que dê sustentação a uma verdadeira atividade de inovação tecnológica (Lall, 1992). O objetivo desta atividade formal é descobrir novas formas de produção. Neste sentido, trata-se da geração de tecnologia em departamentos de engenharia e laboratórios de P&D. De fato, o volume de investimento em P&D realizado pelas empresas do setor giram em torno de 10%, como na indústria mundial, nunca sendo inferiores a 5% do faturamento e, muitas vezes, chegando a 20%. Na EMBRAER, durante o período de 1980 à 1990, o investimento oscilou de 10% a 20%. É possível encontrar um rol de inovações verdadeiramente tecnológicas como resultado de esforços internos ao setor, seja em suas instituições de pesquisa, seja nas próprias firmas. As fontes externas de tecnologia utilizadas pela EMBRAER são: clientes, fornecedores e subcontratados e instituições tecno-científicas. No Brasil, talvez mais que clientes são uma fonte muito significativa de tecnologia. Esta relação se dá através da imposição de exigências e da transferência de detalhes tecnológicos. Já quanto às fontes internas, a organização-padrão da atividade de concepção na indústria aeronáutica descreve uma atividade clássica de P&D. Na EMBRAER isto acontece através do departamento de projetos, laboratório de testes e ensaios, departamento de desenvolvimento de produtos, engenharia de produção e uma ampla estrutura de PCP, com feedback contínuo da fábrica. O peso da atividade de inovação nas atividades das firmas é tão significativo que, em média, 20% do total dos recursos humanos empregados estão aí alocados.São profissionais de altíssimo nível técnico, geralmente universitário, não sendo raro encontrar engenheiros com pós-graduação. Suas atividades vão além da simples elaboração e desenvolvimento dos projetos de produtos e de sua respectiva produção. Eles devem saber o que está sendo desenvolvido no seio do paradigma tecnológico em voga, conhecimentos em novos materiais, mecânica de precisão, microeletrônica, informática, etc. Quanto aos funcionários da produção, a situação é bastante diversa. Segundo a opinião de um engenheiro da EMBRAER: “os trabalhadores até sabem bastante coisa. Eles podem até ter razão sobre uma alternativa de posicionamento de alguma peça ou cabo, ou sobre a ordem de executar as operações... Mas a gente não pode esquecer que, para chegar no posicionamento exato de um cabo e nesta ordem de operações, foram gastos alguns meses de trabalho... Pô, a gente [engenheiros] faz uma série de testes... Ponto final! A gente também sabe bastante coisa e não se pode colocar em cheque nossa pesquisa por uma razão ou por outra. Eu sei que é difícil de explicar pros caras [trabalhadores] a razão disto ou daquilo, mas é mais difícil de negar a razão que a gente está dando. Tem um problema de comunicação, já que os caras falam com se estivessem em um boteco e a gente como se estivesse em sala de aula. É sempre a mesma briga: teoria e prática ”. Para todo este grau de complexidade e de formalidade da atividade de inovação corresponde, como já foi mencionado, um volume muito grande de documentação. Vejam- se a seguir os principais documentos, diferentes dos clássicos (blue-prints, ordens de serviço, protótipos, desenhos), os quais dispensam maior explicação (lista não exaustiva): Arquivos de P&D: conjunto de documentos resultantes da atividade de P&D (concepção até industrialização). Documentos técnicos dos produtos, descrição do processo de desenvolvimento do projeto, documentação relativa à pré-produção, blueprints, plantas diversas, etc. Documentação da tecnologia da firma, resultado principal da capacidade tecnológica e que descreve a capacidade produtiva e competitiva da firma. conjunto de instruções que devem ser executadas em seqüência para a realização de uma ou mais tarefas produtivas. Desenhos sobre o trabalho, sobre a posição de peças e sobre o uso dos equipamentos, listas de soluções para Relatório de Não-Conformidade (RNC): realização de uma ou mais tarefas, serve para identificar problemas. O RNC é a forma que a direção da fábrica encontra para não permitir que os trabalhadores escondam um problema ou tentem resolvê-lo de forma independente. Com o RNC, toda possibilidade de intervenção subjetiva e não rotineira por parte dos trabalhadores é eliminada, deixando para a direção o poder de correção. documento de controle de problemas por excelência, permite o acompanhamento, durante um período de tempo (geralmente um ano, devido os ciclos de produção), de todo o tipo de ocorrência de problema em qualquer fase do processo produtivo. Os problemas que aparecem são resolvidos de um modo científico, sem a ajuda informal do empirismo operário. Um engenheiro da EMBRAER conta a seguinte anedota para resumir a situação de alto nível de documentação: “daqui a mil anos, quando a empresa tiver se transformado em um s ítio arqueológ ico, os cientistas, procurando entre os escombros e ru ínas, ter ão uma certeza: o lugar era o local de uma antiga f ábrica de papel que utilizava avi ões para o transporte de seus produtos 4. PARTICIPAÇÃO DO OPERÁRIO DE CHÃO-DE-FÁBRICA NAS ATIVIDADES 4.1. Aprendizado O aprendizado é essencialmente formal, de nível tecnológico. Desde o início, o trabalhador deve possuir uma base mínima de conhecimento técnico que seja compatível com a tecnologia da firma. Em São José dos Campos existem diversas escolas técnicas e cursos ministrados pelo SENAI, com períodos que variam de três a quatro anos. A EMBRAER exige como qualificação mínima o curso do SENAI (ou equivalente) e impõe uma série mínima de cursos internos de formação dentro da área de atuação. Segundo a norma da empresa, um trabalhador jamais poderá iniciar diretamente no chão-de-fábrica sem ter realizado 80 horas destes cursos internos. Na seqüência, o mesmo trabalhador devera realizar, todos os anos, mais 80 horas em outros cursos. O trabalhador também aprende diretamente em contato com seu posto de trabalho, suas respectivas tarefas, IF ’s e máquinas. No posto de trabalho, ele adquire a rotina de funcionamento de uma fábrica de aviões ou equipamentos aeronáuticos, como explica um “o operário dever ter as noções de base do trabalho em mecânica ou eletrônica. Mas, na medida em que ele vai ficando na fábrica, ele aprende mais. A aeronáutica não possui escola fora da empresa... não no Brasil. O CTA, o ITA, é coisa para engenheiro. Desse jeito, fazer avião é coisa que se aprende fazendo avião. Hoje até que dá para encontrar gente de fora da empresa, mas é gente que, depois de 20 anos de aventura aeronáutica no Brasil, tem qualificação especial e muito útil. Agora, se o novato não é um destes, ele tem que ser formado aqui... no máximo lá na VARIG ” No final das contas, mesmo o aprendizado de chão-de-fábrica, aquele que deveria permitir ao trabalhador de obter macetes e fazer enjambra ções, é formal, pois se trata de uma bagagem de conhecimentos analíticos. Este aprendizado é a simples absorção de uma rotina que é sistematizada nas IF ’s e nas regras gerais de funcionamento da firma. Esta é a tecnologia e o trabalhador tem pouco a adicionar que não seja, simplesmente, executar sua tarefa. 4.2. Diferentes tipos de know-how As características do know-how operário na indústria aeronáutica são orientadas pela sistematização da produção, resultado direto de uma atividade de concepção que se apresenta na forma de P&D. Ele é, antes de mais nada, um know-how analítico, já que o trabalhador segue perfeitamente as normas e métodos ditados pela engenharia; adaptador “pobre”, pois o trabalhador não pode realizar qualquer tipo de mudança no seu posto de trabalho. Ao invés de intervir sobre a seqüência de normas e de regras, a fim de adaptá-las a seu estilo de trabalho, é o próprio trabalhador que se adapta ao corpo de informações para poder alcançar os resultados esperados. Enfim é um know-how parcial, pois sempre restrito à tarefa do trabalhador.. 4.3.Diferentes Tipos de Participação A chave para entender a participação operária na indústria aeronáutica está justamente no tipo de produto e no tipo de sistema técnico dominante. Fabricar aviões e seus equipamentos é, além de uma atividade complexa, um processo que exige uma enorme carga de responsabilidade de parte dos executantes. O mais imperceptível dos erros durante a fabricação de um avião pode se transformar em catástrofe no momento de um vôo. Assim, é muito difícil imaginar que um trabalhador possa vir a fazer modificações no ambiente de trabalho, no processo e, muito menos, no produto final. Nas palavras de um trabalhador da EMBRAER isto fica mais claro. Questionado sobre seu grau de liberdade em seu posto de trabalho (serrar placas e barras), um preparador de matéria-prima respondeu: “é muito dif ícil fazer outra coisa além do que nos é passado. O senhor sabe, o engenheiro possui c álculos exatos da resist ência dos materiais, da serra, do funcionamento da m áquina. S ão coisas que a gente não pode nunca intervir. Muitas vezes eu at étenho medo de quebrar uma serra por forc á-la demais”. Mais tarde, o mesmo trabalhador, questionado sobre a possibilidade de utilizar macetes e/ou enjambra ções, respondeu: “não, não é possível; tudinho é pré-determinado, padronizado! Imagina um problema qualquer durante a produção, por exemplo, a vibração das barras quanto elas são cortadas pela serra-de-fita. Bom, a gente tem que encontrar alguma solução, mesmo se não for um problema para a EMBRAER... mas é para a gente. Dói as mãos... dá prá imaginar a vibração de uma serra durante o corte de uma peça metálica? Só que, mesmo assim se você quer mudar alguma coisa, você não pode. macetear. O que dá para fazer é avisar do problema, dar uma sugestão... e ver se ela é aceita. As vezes acontece de um macete se transformar em regra... mas antes tem que passar pela chefia [engenharia]. Ihh, mas demora...” Para contornar este e outros problemas do mesmo tipo, os trabalhadores desenvolveram, com os restos de matéria prima, uma maquineta que dá firmeza às barras quando a serra começa a cortá-las. A , no entanto, não afetou em nada o produto ou o processo da firma. Ela foi feita para melhorar as condições de trabalho em uma tarefa que seria realizada com ou sem a maquineta. Justamente para melhorar ainda mais o grau de cumprimento deste contrato, as firmas têm utilizado mecanismos formais para estimular o envolvimento operário além das simples questões de condições de trabalho. Eis abaixo alguns exemplos. Os programas de qualidade total são os mais tradicionais; visam envolver o trabalhador na busca do “defeito zero ”.Os programas de manutenção preventiva visam assegurar o bom e perfeito funcionamento das máquinas e demais instalações físicas, prevendo ex-ante a ocorrência de problemas. Já o “bom-dia com segurança” consiste em uma reunião imposta pela direção todas as manhãs, quando operários de um setor reúnemse com seu(s) contramestre(s) e chefes de fábrica durante uns 15 minutos e são feitas propostas sobre segurança do trabalho, problemas da fábrica e questões gerais. Também o RNC, anexado à ordem de serviço, serve como alerta sobre problemas. O objetivo é utilizar a capacidade cognitiva dos trabalhadores para ajudar na posterior solução do problema. Existe ainda o método de utilizar os trabalhadores como “ assim que se entra na atividade de industrialização, trata-se de utilizar algum(ns) operário(s) para pôr em prática as normas, as regras e os métodos de trabalho desenvolvidos pelos engenheiros fora da fábrica. Nesta tarefa, os trabalhadores ajudam a clarificar alguns detalhes quanto à viabilidade funcional de algumas das operações pensadas. Portanto, a participação operária pode ser descrita da seguinte forma: totalmente objetiva, já que os trabalhadores têm pouca liberdade para utilizar macetes e enjambra ções; coletiva, pois os trabalhadores não são reconhecidos por suas capacidades individuais, mas como um elemento padrão descrito, no limite, em normas e regras; , na medida em que o sindicato local é muito poderoso e presente em todas as firmas. Enfim, os resultados indicam que a participação não é nula, pois os trabalhadores possuem soluções de ordem técnica; ela é, tão somente, relativa face ao volume de novas soluções tecnológicas que a atividade de P&D despeja na fábrica. Em outras palavras, a participação operária (se é que se pode falar de uma) existe na única forma de, nas palavras b em executar as tarefas que lhes s ão passadas trabalhadores estiverem cumprindo com seu contrato, sua participação é positiva. Tendo-se estudado a capacidade tecnológica e os processos de inovação na EMBRAER, chegou-se a algumas conclusões interessantes sobre a participação operária nas atividades inovativas. A atividade de concepção é baseada no conhecimento científico, adquirido e desenvolvido de modo formal. Os trabalhadores, mesmo sendo altamente qualificados, não têm liberdade alguma sobre o conteúdo de suas tarefas. Eles devem, acima de tudo, respeitar as normas e regras que estão por trás do funcionamento das operações, do processo e da própria resolução de problemas. Se um problema não estiver previsto nos manuais de fabricação, ele deve chamar os técnicos e engenheiros. Nestes termos, o conhecimento puramente técnico, desenvolvido de modo informal, fica restrito. E, mesmo que ele exista na forma de engenhocas para o conforto dos trabalhadores em seus postos de trabalho, ou ainda na utilização de trabalhadores como “cobaias ”, sua validação só existe quando devidamente sistematizado pela atividade de P&D das firmas. Certamente existe participação operária, mas ela é totalmente eclipsada pelo aporte contínuo de novas soluções tecnológicas realizado pela atividade organizada de concepção. BIBLIOGRAFIA EMBRAER (1993). Dossiê Embraer. São José dos Campos, EMBRAER, 18 de fevereiro. LALL, Sanjaya (1992). "Technological capabilities and industrialization". World Development, 20(2):165-86. NELSON, R.R. & WINTER, S.(1982). An Evolutionary Theory of Economic Change. Cambridge (Ma), The Belknap Press of Harvard University Press. ZAWISLAK, Paulo A. (1994a). L’Activité de Conception: Les trajectoires brésiliennes de l’industrie aéronautique e de l’industrie de la chaussure. Université de Paris VII, Julho (Tese de Doutorado Nouveau R égime). ZAWISLAK, P Paulo A. (1994b). O Sistema Tecno-científico no Brasil Contemporâneo: as relações entra a atividade de ciência e tecnologia e a atividade econômica. Porto Alegre, NITEC.
Baixar