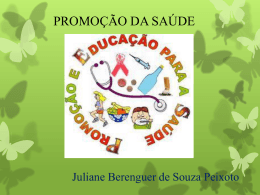
UNIVERSIDADE FEDERAL DO PARANÁ CEPPAD – CENTRO DE PESQUISA E PÓS-GRADUAÇÃO EM ADMINISTRAÇÃO MBA GESTÃO DA QUALIDADE KELLY CRISTINA TEIXEIRA FILGUEIRAS APLICAÇÃO DO MASP E FERRAMENTAS DA QUALIDADE PARA REDUÇÃO DE REFUGOS E RETRABALHOS NO PROCESSO DE TINTURA DE FIOS ESTUDO DE CASO NA INDÚSTRIA TÊXTIL CURITIBA AGOSTO / 2013 KELLY CRISTINA TEIXEIRA FILGUEIRAS APLICAÇÃO DO MASP E FERRAMENTAS DA QUALIDADE PARA REDUÇÃO DE REFUGOS E RETRABALHOS NO PROCESSO DE TINTURA DE FIOS ESTUDO DE CASO NA INDÚSTRIA TÊXTIL Projeto apresentado como requisito para conclusão da MBA em Gestão da Qualidade UFPR – CEPPAD Orientador: Pedro José Steiner CURITIBA AGOSTO / 2013 Aos meus pais, por todos os esforços que realizaram para me apoiar em minhas decisões. AGRADECIMENTOS Ao Grupo Antex, onde destaco o Sr. Ruben Serra (Diretor Presidente) e a todos que colaboraram, tornando possíveis o desenvolvimento e a realização deste trabalho. Ao professor Pedro Steiner pela atenção e orientação durante o período de concepção deste trabalho. RESUMO O trabalho foi desenvolvido na área operacional de tinturaria de fios da empresa Antex Ltda., tendo como objetivo a redução de refugos e retrabalhos no processo de tingimento de fios. Foi constituído dentro dos conceitos de gerenciamento da qualidade, utilizando-se de uma equipe multifuncional da própria empresa, o qual foi desenvolvido consolidando as fundamentações teóricas do gerenciamento da qualidade e a aplicação de suas ferramentas da qualidade consideradas adequadas para a implementação. Foram realizados levantamentos de dados do problema utilizando os conceitos do MASP e auxiliado por mais ferramentas da qualidade, como: Brainstorming, Diagrama de Ishikawa e Gráfico de Pareto. Após o planejamento, os esforços foram focados para atingir o objetivo em curto prazo. As ações corretivas aplicadas foram consideradas eficientes e eficazes, gerando redução na quantidade de refugo e no número de retrabalhos no processo de tingimento. ABSTRACT The work was developed in the operational area of the yarn dyeing business Antex Ltda., Having as objective the reduction of scraps and and rework in the process of dyeing yarn. Was made within the concepts of quality management, using a multifunctional team of the company, which was developed by consolidating the theoretical reasons of quality management and implementation of its tools of quality considered appropriate for implementation. Surveys were conducted of data problem using the concepts of the MASP and assisted by more quality tools such as: Brainstorming, Ishikawa Diagram and Pareto chart. After planning, efforts were focused to achieve the objective the short term. Implemented the corrective actions were considered efficient and effective, generating reducing in the quantity of scrap and the number of reworks in the dyeing process. SUMÁRIO 1. INTRODUÇÃO .................................................................................................... 7 1.1. OBJETIVOS ......................................................................................................... 7 1.1.1. Objetivo Geral ............................................................................................ 7 1.1.2. Objetivos Específicos ................................................................................. 7 1.2. JUSTIFICATIVA ................................................................................................... 8 1.3. METODOLOGIA ................................................................................................... 8 2. REFERENCIAL TEÓRICO ................................................................................ 10 2.1. QUALIDADE....................................................................................................... 10 2.2. PROCESSOS..................................................................................................... 12 2.3. O CICLO PDCA NA GESTÃO DE PROCESSOS .............................................. 14 2.4. FERRAMENTAS DA QUALIDADE NA GESTÃO DE PROCESSOS ................. 16 2.4.1. Brainstorming ........................................................................................... 17 2.4.2. Diagrama de Causa e Efeito – Ishikawa .................................................. 17 2.4.3. Estratificação ............................................................................................ 19 2.4.4. Gráfico de Pareto ..................................................................................... 19 2.4.5. Fluxograma .............................................................................................. 20 2.4.6. Técnica 5W e 2H ...................................................................................... 21 3. ESTUDO DE CASO NA INDÚSTRIA TÊXTIL ANTEX LTDA ........................... 23 3.1. INTRODUÇÃO ................................................................................................... 23 3.1.1. Tingimento ............................................................................................... 23 3.1.2. Barramento .............................................................................................. 24 3.2. A EMPRESA ...................................................................................................... 25 3.2.1. Histórico e Linha de Produtos .................................................................. 25 3.2.2. Organograma Simplificado da Empresa ................................................... 26 3.2.3. Organograma da Área de Desenvolvimento do Trabalho ........................ 27 3.2.4. Planejamento do Trabalho ....................................................................... 28 3.2.5. Definição do Cronograma de Trabalho .................................................... 28 3.3. EXECUÇÃO E IMPLEMENTAÇÃO DO TRABALHO ......................................... 29 3.3.1. Fluxograma Geral do Processo ................................................................ 29 3.3.2. Fluxo do Processo de Tingimento ............................................................ 29 3.3.3. Identificação do Problema ........................................................................ 32 3.3.4. Observação .............................................................................................. 33 3.3.5. Análise Prévia e Definição de Causas Influentes ..................................... 38 3.3.6. Brainstorming ........................................................................................... 39 3.3.7. Diagrama Causa e Efeito ......................................................................... 39 3.3.8. Elaboração do Plano de Ação sobre Principais Causas .......................... 41 3.3.9. Ação ......................................................................................................... 45 3.3.10. Verificação das Ações ............................................................................ 45 3.3.11. Padronização ......................................................................................... 47 3.3.12. Revisão Final das Ações ........................................................................ 48 4. CONCLUSÃO .................................................................................................... 49 5. REFERÊNCIAS BIBLIOGRÁFICAS .................................................................. 50 7 1. INTRODUÇÃO Com a chegada da globalização no começo da década de 90, houve necessidade das empresas reinvestirem seu patrimônio, a fim de se tornarem competitivas como as demais empresas em todo o mundo. Desta forma, a condição de produzir qualidade em seus produtos, tornou-se alvo estratégico para a sua sobrevivência. Neste contexto, o gerenciamento da qualidade vem tomando importância cada vez maior ao longo das décadas, as empresas buscam aperfeiçoamento de seus produtos e a melhoria contínua de seus resultados. Com isso, o controle da qualidade está ganhando espaço crescente nas empresas que buscam melhores resultados através da eficiência de seus processos, da redução de desperdícios e retrabalhos e da satisfação dos seus clientes. Diante desta nova visão de mercado, visualizou-se a necessidade de se aplicar na empresa Antex Ltda, um trabalho com objetivo principal de estudar e propor soluções que permitissem reduzir refugos e retrabalhos no processo de tintura de fios, utilizando técnicas e ferramentas da qualidade. 1.1. OBJETIVOS 1.1.1. Objetivo Geral Reduzir retrabalhos e refugos, bem como incrementar a melhoria contínua no processo de tintura de fios de poliéster, utilizando a partir de um grupo multifuncional, métodos de análise e solução de problemas que definem uma abordagem sistêmica e disciplinada, utilizando ferramentas da qualidade para atingir objetivos internos de qualidade e melhoria na qualidade do produto ao cliente. 1.1.2. Objetivos Específicos Reduzir refugos e retrabalhos no processo; Reduzir custos de não qualidade e processo; Reduzir reclamações de clientes por problemas de qualidade do produto. 8 1.2. JUSTIFICATIVA A prática dos conceitos modernos da qualidade tornou-se o fator mais significativo na condução das empresas, nos mercados nacionais e internacionais, ao êxito organizacional e ao crescimento. O retorno sobre o investimento, obtido por meio de rigorosos e eficazes programas de gestão da qualidade, está gerando excelente rentabilidade nas empresas quando acompanhado de estratégias eficientes para a qualidade. Isto é demonstrado através de avanços substanciais na penetração em mercados, melhorias significativas na produtividade total, com menores custos de qualidade e com significativas lideranças competitivas. Desta forma, a busca pelas causas reais para o êxito na qualidade tornou-se uma questão de profundo interesse por parte da gerência empresarial no mundo todo. Busca-se neste trabalho demonstrar a aplicação das técnicas do MASP (PDCA) como uma boa ferramenta para a definição de causas que originam um problema e movimentar ações eficazes para sua solução. 1.3. METODOLOGIA Foi desenvolvido a partir de uma pesquisa de levantamentos de dados gerenciais e fundamentado em pesquisa bibliográfica, voltada ao tema focado. Foram utilizados conhecimentos adquiridos nas disciplinas do Curso de MBA de Gestão da Qualidade da UFPR – CEPPAD, somados aos conhecimentos adquiridos pela vivência profissional e apoiados no uso das ferramentas da qualidade, tais como: “Ciclo PDCA e MASP, Diagrama de Causa e Efeito, Gráficos de Pareto, Fluxograma e Brainstorming”. Em uma primeira etapa de fundamentação teórica, será abordado o ciclo PDCA que se mostra eficaz e rápido na resolução de problemas críticos de processos, além de sua utilização para a garantia da qualidade do produto a ser fabricado. Também serão apresentadas ferramentas da qualidade que serão técnicas de tratamento das informações necessárias para a coleta, o processamento e a disposição clara das informações relacionadas ao processo em estudo e são fundamentais para a aplicação do método PDCA de gerenciamento de processos. Em uma segunda etapa será apresentado um estudo de caso real, da aplicação do método PDCA de estudo de problemas – denominado Metodologia de Análise e 9 Solução de Problemas – MASP, no processo de tintura de fios de uma indústria têxtil. Ao final, serão realizadas as considerações sobre o tema e seu uso na empresa, assim como os resultados obtidos com a aplicação das técnicas. 10 2. REFERENCIAL TEÓRICO 2.1. QUALIDADE O desafio da qualidade tem se tornado um dos pontos fundamentais no mundo globalizado de competições, cuja intensidade tornou-se mais acentuada a partir da década de 90. A qualidade é atualmente reconhecida nas organizações como uma estratégia, um diferencial competitivo capaz de reduzir custos, tornar eficientes os processos produtivos e gerar lucros. De acordo com Campos (1992) “um produto ou serviço de qualidade é aquele que atende perfeitamente, de forma confiável, de forma acessível, de forma segura e no tempo certo as necessidades do cliente.” A qualidade tem de ser desenvolvida visando diretamente seu público alvo. Para tanto, há de atender o consumidor quanto ao que ele deseja do produto ou serviço e quanto ao preço. Grandes especialistas, tais como Deming (1990), Juran (1990), Ishikawa (1993) ou Crosby (1993), são freqüentemente identificados com o êxito do movimento do gerenciamento da qualidade e seus conhecimentos, práticas e propósitos têm resultado na geração de discípulos até os dias de hoje. Em seguida são descritas algumas das principais diretrizes de cada especialista. Juran e Deming foram os pioneiros do movimento da qualidade. São considerados pelos japoneses os responsáveis pelo milagre industrial japonês, com início nos anos 50. Segundo Brocka (1994), dentre os benefícios básicos apontados pela filosofia da Qualidade por Juran (1990) estão: Uma primeira forma da qualidade é orientada pela entrada, e consiste daquelas características do produto que encontram as necessidades do cliente e desse modo produzem ganhos. Nesse sentido usual, a altíssima qualidade terá um custo maior. Uma segunda forma da qualidade é orientada pelo custo e consiste da liberdade de falhas e deficiências. Nesse sentido usual, a altíssima qualidade terá um custo menor. Para Deming (1990), segundo Brocka (1994), Qualidade é um grau previsível de uniformidade e dependência, baixo custo, satisfação do mercado. Em outras 11 palavras, qualidade é aquilo que sempre o cliente necessita e quer. E desde que as necessidades e desejos dos clientes estão sempre mudando, a solução para definir qualidade em termos do cliente e redefinir as especificações constantemente. A produtividade melhora quando a variabilidade diminui, como todas as coisas variam, o controle da qualidade é necessário. Controle estatístico não implica ausência de metas e serviços deficientes, mas, precisamente, permite a previsão dos limites da variação. É inútil tentar erradicar defeitos causados por alterações, embora possa ser muito difícil distinguir entre os dois tipos, ou determinar causas fixas. Não é suficiente encontrar especificações que reduzem a variação. Segundo Brocka (1994), para Crosby (1993) a qualidade é a conformidade com as especificações, a qual é medida pelo custo da não conformidade. Os quatro enunciados absolutos da melhoria da qualidade segundo Crosby são: Qualidade significa conformidade com a especificação. Se você tenciona fazer certo da primeira vez, todos devem saber o que isso significa. Qualidade se origina da prevenção. O padrão de desempenho da qualidade é o zero defeito (ou livre de defeito). A medida da qualidade é o preço da não qualidade. O termo qualidade ainda pode ser definido através da função perda, o que permite mensurá-la em unidades monetárias e fazer a associação com a tecnologia do produto, como descreve Wernke (2000). Paladini (1997) enuncia qualidade como perda monetária imposta à sociedade a partir do momento em que o produto sai da fábrica. Dessa forma, tornase possível mensurar os impactos dessas perdas para o cliente e para a empresa. Para que haja a minimização de custos para com o produto já com o cliente, enunciam-se os “custos” com qualidade, uma vez que, qualidade agrega valor. Esses custos podem ser: Custos de prevenção: Custos com treinamento de pessoal e monitoramento de processos; Custos de avaliação: Custos provenientes de atividades estabelecidas para observar as especificações do produto; Custos de falhas internas: Custos com itens não conformes antes de chegarem ao consumidor (refugos, ações corretivas, etc); Custos de falhas externas: Venda de produtos ou serviços que não atendem as especificações (substituições, perdas de clientes, etc). 12 É sabido que quanto mais se investe em avaliação e prevenção, maior será a compensação pelas reduções dos custos de falhas (internas e externas). “Um dólar de reclamação tem um impacto no mercado muito maior que um dólar de refugo.” (FEIGENBAUM, 1991). 2.2. PROCESSOS Segundo Silva (2006), processo é o conjunto de causas (entradas: controláveis e não controláveis) que provoca um ou mais efeitos (saídas). No processo de um produto (bem ou serviço) atuam vários fatores (causas) que afetam suas características de qualidade (efeito). “[...] um conjunto de causas que têm como objetivo produzir um determinado efeito, o qual é denominado produto do processo” (WERKEMA, 1995). A Figura 1 apresenta a representação gráfica de um processo como conjunto de causas, capaz de produzir um determinado efeito, no caso das empresas, o produto ou serviço destinado ao cliente interno ou externo. Para um efeito que sugere as expectativas do cliente, é necessária uma gestão de processos com qualidade. Figura 1 – Definição de Processos Fonte: Whiteley (1992) 13 “[...] uma tarefa chave da função de produção é assegurar o provimento de bens e serviços de qualidade para seus consumidores internos e externos.” (SLACK, 2002). Daí, tem-se a importância da definição de sub-processos, ou seja, processos antecessores a outro, que servem a um cliente interno. A variabilidade está sempre presente em todos os processos de produção de bens e de fornecimento de serviços e, sua redução nos processos envolve coleta, processamento e disposição de dados, a fim de identificar e analisar as principais causas de variação. As causas se dividem em: Causas comuns ou aleatórias (variabilidade natural): são as causas inerentes ao processo e estarão presentes mesmo que todas as operações sejam realizadas com métodos padronizados. Estas causas já “esperadas” mantêm a variabilidade em uma faixa estável e previsível, sob controle estatístico. Para a redução desse tipo de variabilidade, devem-se adotar ações de melhoria do processo, resultando em alteração do nível de qualidade; Causas especiais ou assinaláveis: surgem devido a uma situação particular e “inesperada” podendo resultar em um deslocamento do nível de qualidade do processo. Desta forma, a variabilidade se torna imprevisível e o processo não se encontrará sob controle estatístico. Para sua redução, as causas especiais devem ser imediatamente identificadas e analisadas para o processo voltar ao seu estado de controle estatístico, adotando medidas que impeçam a reincidência destas causas. Para a redução da variabilidade é fundamental diferenciar, na prática, os dois tipos de causas de variação. Para cada tipo de causa deverá ser adotada uma forma de ação gerencial. As ferramentas estatísticas podem identificar as causas comuns e as causas especiais. O controle de processos é a essência do gerenciamento da qualidade total, abrangendo todos os níveis hierárquicos (CAMPOS, 1992). O controle se inicia com o planejamento da qualidade, ou seja, estabelecimento da diretriz de controle – meta, e o método a ser adotado, seguido da manutenção deste nível de controle, garantindo que a meta estabelecida seja alcançada e com atuação nas causas que possam ter sido as responsáveis pelo desvio da meta. Posteriormente as alterações das diretrizes de controle para conseguir a melhoria contínua. Tal controle é 14 perfeitamente executável pela utilização do ciclo PDCA, uma das mais conhecidas e utilizadas ferramentas para controle de processos. 2.3. O CICLO PDCA NA GESTÃO DE PROCESSOS Segundo Ishikawa, K. (1989, 1993), “praticar um bom controle de qualidade é desenvolver, projetar, produzir e comercializar um produto de qualidade que seja mais econômico, mais útil e sempre satisfatório para o consumidor.” Do ponto de vista lógico, o oposto de qualidade é a não qualidade. Um produto “que não tem qualidade” certamente é um produto que foi fabricado em um processo ineficiente. Os problemas podem ser definidos como uma anomalia indesejável nos processos produtivos. Isso é extremamente prejudicial pra qualquer ambiente produtivo, pois estas perdas somadas a outras oneram em grandes custos para a empresa. A preocupação com o uso de métodos sejam eles quantitativos e qualitativos, pode ser observada em diversos estudos científicos. Para Pereira (2004), por exemplo, eles constituem uma ferramenta de se agruparem resultados e obter-se uma melhor compreensão geral acerca de um fenômeno que foi analisado. O método PDCA é utilizado pelas organizações para gerenciar os seus processos internos de forma a garantir o alcance de metas estabelecidas, tomando as informações como fator de direcionamento das decisões. A Figura 2 representa o ciclo PDCA e sua dinâmica para o gerenciamento de processos. Figura 2 – Método PDCA de Gerenciamento de Processos Fonte: Campos (1992, p.30) 15 A Figura 2 demonstra a representação gráfica das fases do PDCA: Primeira etapa, PLAN (Planejamento): Fase em que se definem as metas ideais (itens de controle) do processo analisado; Segunda etapa, DO (Execução): Necessária a educação e o treinamento das pessoas envolvidas, com a execução efetiva das ações planejadas. Paralelamente, as informações geradas no processo são registradas; Terceira etapa, CHECK (Verificação): Tem por objetivo comparar a execução (a partir dos dados registrados) com o planejamento. Aqui se pode notar se os resultados propostos inicialmente foram ou não alcançados; Quarta etapa, ACTION (Ação): Nesta fase a partir dos resultados alcançados, têm-se dois caminhos distintos a seguir: se a verificação mostrou que não foi possível atingir os resultados propostos, deve-se partir para o estudo das ações corretivas e a seguir retomar o método PDCA; porém se os resultados propostos foram atingidos, deve-se então padronizar o processo, assegurando assim sua continuidade. Segundo Rooney e Hopen (2004), a principal diferença entre a solução estruturada de um problema e outros métodos é a identificação de sua causa raiz, pois se esta não for erradicada, o problema retornará. Campos (1992) esclarece as situações de uso da forma de utilização do PDCA como: Método PDCA para manter e melhorar os resultados e Método PDCA de Solução de Problemas – MASP. Arioli (1998), afirma que o MASP funciona como uma ferramenta eficiente para gerar melhorias, envolvendo um grupo de pessoas para tomar decisões, visando à qualidade dos produtos e serviços. Já para Sampara (2009), o objetivo do MASP é elevar a probabilidade de solucionar um problema, onde a solução é um processo que segue uma seqüência lógica e racional. Segundo Ferreira (2010), este método para ser implantado deve seguir várias etapas, são elas: identificação do problema, observação, análise, planejamento da ação, ação, verificação, padronização e conclusão. Ao seguir por todas as fases do ciclo PDCA, através das ferramentas da qualidade, o sistema de produção atinge um nível de qualidade superior, onde o surgimento de novos problemas serão encarados como oportunidades de melhorias (TUBINO, 2009). 16 A Figura 3 apresenta todas as etapas deste processo, tomando por base no PDCA, inserido em um ciclo de melhoria. Figura 3 – Etapas do MASP Fonte: Campos (2004) Cada etapa, para ser executada, necessita de uma ou mais ferramentas da qualidade e de um grupo de pessoas inseridas em um projeto de trabalho com um objetivo de atingir uma meta. Neste contexto, Corrêa (2004) afirma que o fundamental é ter pessoas capacitadas e envolvidas, pois as ferramentas da qualidade apenas apóiam e auxiliam na tomada das decisões. 2.4. FERRAMENTAS DA QUALIDADE NA GESTÃO DE PROCESSOS Para gerenciar os processos e, sobretudo, tomar as decisões com maior precisão, se faz necessário trabalhar com base em fatos e dados, ou seja, informações geradas no processo buscando e interpretando corretamente as informações disponíveis como forma de eliminar o empirismo. Para tanto, existem técnicas importantes e eficazes, denominadas de ferramentas da qualidade, capazes de propiciar a coleta, o processamento e a disposição clara das informações disponíveis, ou dados relacionados aos processos gerenciados dentro das organizações. 17 Todas as ferramentas se baseiam na interação do grupo para formular resultados positivos e produtivos. Infelizmente, os nossos negócios têm sido operados em um modo alheio à Qualidade – o patrão sendo onipotente, torna as decisões do grupo irrelevantes. Negócios competitivos não mais se dão ao luxo de ignorar as oportunidades que podem estar latentes dentro da própria equipe de trabalho. Os grupos trabalham melhor quando existem bastantes pessoas que trazem várias perspectivas para tratar um problema, mas não tantas que inibam alguns membros a participar. Este número ótimo de membros, segundo BROCKA (1994: p.294), assenta-se em torno de quatro a oito. A participação em grupos deve ser voluntária, com regras claras e prazo de término determinado. Facilitadores ou conselheiros de grupos são recursos disponíveis na implementação apropriada no processo do grupo. Os facilitadores devem ser bem treinados em comportamento de pequenos grupos para direcionar os grupos ao sucesso. Apontar alguém do Departamento de Garantia da Qualidade como facilitador em toda a companhia pode ser uma ótima idéia. 2.4.1. Brainstorming Que significa chuva de idéias é uma técnica muito utilizada para a formação do diagrama 6M. Essa técnica consiste em reunir pessoas e elaborar o maior número de sugestões e idéias possível sobre o problema em questão. O propósito é criar e detalhar idéias sobre um enfoque. Formula-se um consenso de grupo sobre estratégia, planejamento, direcionamento e solução de problemas. O ideal é que as pessoas que fazem parte do processo participem da análise, pois sendo as pessoas que realizam diretamente as atividades, supostamente tem mais conhecimento da rotina, e melhor podem detalhar o que ocorre de anormal no processo, além de sugerir melhorias. 2.4.2. Diagrama de Causa e Efeito – Ishikawa Segundo Hunt (1994), o diagrama de causa e efeito é uma representação gráfica de relacionamentos entre um efeito (problema) e sua causa potencial. Esta ferramenta é útil em processos de exame e brainstorming e em atividades de 18 planejamento. O processo de construção de um diagrama de causa e efeito ajuda a estimular o raciocínio acerca do que está em questão, favorece a organização dos pensamentos em um todo racional, gera a discussão e areja os pontos de vista. O diagrama de causa e efeito documenta o nível de entendimento acerca de um ponto em questão e fornece uma estrutura pela qual inicia a expansão desse entendimento. Os diagramas de causa e efeito podem ser utilizados para explorar uma larga variedade de tópicos e relacionamentos, inclusive aqueles entre um problema existente e fatores que poderiam conduzir a ele; uma conseqüência desejada e o fator que se refere a ela; ou qualquer evento passado, presente ou futuro e seus fatores causais. O diagrama de Causa e Efeito é chamado ainda de: diagrama espinha-depeixe, que descreve como ele se parece, e diagrama de Ishikawa, por causa do grande uso feito por, Kaoru Ishikawa (1993), um líder da qualidade japonesa. Segundo Kume (1993), o diagrama permite que sejam sugeridas as causas de um problema para que possam ser formuladas sugestões de melhoria, estruturando as causas bem como seus efeitos sobre a qualidade, porém utilizar essa ferramenta não é uma tarefa fácil. Para se chegar a um resultado eficiente é necessário seguir os seguintes passos: Identificar o problema (recomendável a utilização do Pareto); Analisar as causas primárias; Analisar as causas secundárias. Figura 4 – Representação gráfica do diagrama de causa e efeito Fonte: Campos (1992, p.18) 19 Fazer a análise dos problemas utilizando o diagrama 6M é o primeiro passo para iniciar o ciclo PDCA. 2.4.3. Estratificação A estratificação é uma técnica utilizada para subdividir ou estratificar o problema em estudo em partes menores, facilitando sua investigação e análise para posterior busca de solução, não havendo um único modelo padrão (cada caso é um caso). O objetivo é esmiuçar ou quebrar em partes o problema segundo suas origens. 2.4.4. Gráfico de Pareto Segundo Brocka (1994: p.350,351), uma Análise de Pareto revela quais causas são responsáveis pelos maiores efeitos. Freqüentemente, 20% das causas produzem 80% dos efeitos. A técnica é baseada no Princípio de Pareto, o qual estabeleceu que poucas causas são responsáveis pela maior parte dos efeitos. O Gráfico de Pareto torna claro que os problemas poucos, mas vitais (causas) devem ser tratados primeiramente. É uma das ferramentas mais eficientes para encontrar problemas e estimar a magnitude dos possíveis benefícios. O Gráfico de Pareto é um gráfico de barras disposta em ordem decrescente, com a categoria de maior freqüência de ocorrência à esquerda. Cada barra representa uma causa. O gráfico exibe a contribuição relativa de cada causa em relação ao efeito total. Uma linha representando o efeito acumulado é freqüentemente acrescentada ao Gráfico de Pareto. Os gráficos de Pareto são úteis após o brainstorming e a construção do diagrama de Causa e Efeito para identificar aqueles itens que são responsáveis pelos maiores impactos. A coleta de dados é usualmente necessária para criar um Gráfico de Pareto preciso. Baseando-se no princípio de “Pareto”, um estudioso italiano, que dizia: “poucas causas são vitais, sendo a maioria delas triviais”, o Gráfico de Pareto serve para apontar quantitativamente as causas mais significativas, em sua ordem decrescente, identificadas a partir da estratificação. (SILVA, 1995, p.23). 20 A Figura 5 apresenta um modelo de Gráfico de Pareto baseado num problema imaginário de um alto índice de peças danificadas numa linha de produção. Figura 5 – Gráfico de Pareto Fonte: Silva (1995, p.24) 2.4.5. Fluxograma Segundo Hunt (1994), um fluxograma é uma representação dos passos em um processo. É uma ferramenta útil para determinar como um processo realmente funciona. Examinando como vários passos no processo se relacionam a outros, Pode-se descobrir fontes potenciais de problemas. Os fluxogramas podem ser aplicados a qualquer processo, desde o fluxo de materiais até as etapas de uma venda ou manutenção de um produto. Vários tipos diferentes de fluxograma são particularmente úteis na melhoria contínua de processos. Três gráficos muito utilizados são o fluxograma top-down, o fluxograma detalhado e o diagrama de fluxo de trabalho. O fluxograma top-down (figura 6) apresenta os passos principais ou fundamentais de um processo ou projeto. Ele ajuda a visualizar facilmente o processo em diagrama de fluxo único e simples. As ações importantes associadas a cada atividade principal são listadas abaixo dos seus respectivos passos no diagrama de fluxo. É muito fácil e rápido construir um diagrama top-down às atividades significativas, reduz a possibilidade de perder-se nos detalhes. 21 Figura 6 – Exemplo de Fluxograma Top-down Fonte: Hunt – Gerenciamento para a Qualidade (1994) O fluxograma detalhado (figura 6 fornece muitas informações específicas acerca do fluxo de processo. Nos seus níveis mais detalhados, cada ponto de decisão, laço de retorno e passo de processo. Nos seus níveis mais detalhados, cada ponto de decisão, deve ser usado apenas quando o nível de detalhe fornecido pelo fluxograma geral ou outros fluxogramas mais simples é insuficiente para dar apoio ao entendimento, análise e atividade de melhoria. O fluxograma detalhado pode também ser útil e apropriado para processos críticos, em que seguir com precisão um procedimento específico é essencial. O diagrama de fluxo de trabalho é uma representação gráfica ou figurativa de como o trabalho realmente flui através de um espaço físico ou instalação. É muito útil para analisar processos de fluxo, ilustrando a ineficiência de fluxo e planejando a melhoria de fluxo de processo. Figura 7– Exemplo de Fluxograma Detalhado Fonte: Hunt – Gerenciamento para a Qualidade (1994) 2.4.6. Técnica 5W e 2H Após a definição causas prováveis e identificação das mais significativas, onde foram considerados número de ocorrência, volume e importância, pode-se estabelecer um plano para as ações corretivas e definir prioridades para o desenvolvimento e implementação dos trabalhos. 22 Neste ponto, a ferramenta da qualidade a ser utilizada chama-se 5W e 2H, que funciona como um plano de ação direcionado e simplificado. Esta ferramenta é amplamente utilizada para analisar ou planejar as ações propostas no diagrama 6M. a nomenclatura 5W 2H é relacionada a 7 perguntas básicas a serem respondidas: 1. What: O que deve ser feito? 2. Why: Por que deve ser feito? 3. Who: Quem deverá fazer? 4. When: Quando deverá ser feito? 5. Where: Onde deverá ser feito? 6. How: Como deverá ser feito? 7. How much: Quanto custará? 23 3. 3.1. ESTUDO DE CASO NA INDÚSTRIA TÊXTIL ANTEX LTDA INTRODUÇÃO Dentro dos processos de manufatura a que são submetidos os produtos têxteis, o processo de tinturaria possui uma atenção especial por produzir nestes uma característica tão aguçada como a mudança de cor e por enriquecer. 3.1.1. Tingimento Significa colorir o substrato (malha, tecido ou fio) uniformemente, mediante o uso de corantes ou pigmentos e auxiliares. Os corantes são substâncias químicas solúveis em água ou solvente, os pigmentos são insolúveis em água, aplicados na superfície do substrato. Um aspecto importante do problema em estudo é o entendimento do processo de tingimento de fios em bobinas, assim como a caracterização dos principais parâmetros que afetam este processo. O tingimento de fio em bobinas ocorre pela passagem sucessiva de um banho de tingimento através de empacotamentos de fios imóveis. As moléculas do corante são inicialmente dissolvidas em uma solução com outros auxiliares. Na transferência de massa do corante do banho para o fio, o tempo de contato entre o fio e o banho de tingimento é uma variável determinante do processo. Um esquema ilustrativo do processo de tingimento de fio em bobinas é mostrado na Figura 8. De maneira geral, o dispositivo para tingimento de fio em bobinas consta de um cilindro metálico A, dentro do qual estão em contato uma solução ou banho de tingimento e um material têxtil empacotado B, como é mostrado na Figura 8. O banho de tingimento é circulado por meio de uma bomba através das tubulações C e D, de forma alternada nos sentidos I Cegarra et al. (1992). E e E I, 24 Figura 8 – Esquema representativo do processo de tingimento de fio em bobinas. Fonte: Cegarra, 1992 3.1.2. Barramento É o tingimento desuniforme, ocasionado por „‟N‟‟ variáveis. A especificação da indústria especialmente automobilística, por sua rigidez, necessita de padrões de qualidade elevados, inclusive para linha de tecidos automobilísticos onde são utilizados critérios rígidos de qualidade, diferenciados de outros segmentos do mercado (moda, moveleiro, esportivo, etc.). Diante desta situação, os limites de liberações de cores para os tingimentos de fios automobilísticos são muito estreitos, gerando muitos retrabalhos para obtenção da cor, conforme o padrão estabelecido pelas montadoras. 25 3.2. A EMPRESA 3.2.1. Histórico e Linha de Produtos A Antex é um grupo têxtil independente espanhol, cuja atividade concentra-se no mundo dos fios sintéticos. Atualmente o grupo Antex, na Espanha, é considerado líder do setor de fios contínuos, especialmente poliéster, e como um dos cinco grupos mais importantes da Europa. Para isso, dispõe de seis plantas industriais na Espanha, uma no México e outra no Brasil. Em 2000, a empresa deu um salto para o mercado Sul Americano e, para atender às necessidades deste mercado automobilístico, inaugurou sua primeira unidade fabril no município de Fazenda Rio Grande, no Paraná. A Antex é uma empresa produtora de fios sintéticos para a confecção de tecidos automobilísticos e moda em geral. É uma empresa preocupada em sempre inovar no mercado em que atua, e que investe constantemente em tecnologia, buscando alcançar produtos sempre diferenciados. Sua principal estratégia competitiva é: - Fabricar produtos de qualidade, ajustados e desenvolvidos a medida do consumidor. A flexibilidade dos processos produtivos da ANTEX e suas equipes de desenvolvimento fazem possível cumprir em todo momento com as necessidades dos clientes, oferecendo produtos sob medida segundo suas exigências e especificações. - Estar presente nos principais mercados consumidores do segmento têxtil e automotivo de forma global (Grupo Antex). Sua tecnologia compreende os processos de Fiação, Texturização por falsa torção e por ar, Torcido, Entrelaçado com elastômero, Tintura, Urdimento seccional, Produção e desenvolvimento de masterbatch e Reciclado de resíduos postindustriales e post-consumo. Todas as plantas do grupo Antex estão certificadas pela AENOR (Associação Espanhola de Normatização e Certificação), segundo o sistema de asseguração da qualidade ISO/TS 16949 centralizado no campo automobilístico e ISO 9001 que incorpora o desenvolvimento de fios nos processos. 26 Os fios que a Antex fabrica possuem a garantia da etiqueta Oeko-TEX STANDARD 100, o sistema de gestão contempla a preservação e melhora do meio ambiente sendo próxima a certificação segundo ISO 14001. Atualmente a planta brasileira também possui a certificação de seu processo com utilização de polímeros reciclados. 3.2.2. Organograma Simplificado da Empresa Apresentado no Diagrama 1. Diagrama 1: Organograma Simplificado da Antex Ltda PRESIDÊNCIA DIREÇÃO COMERCIAL COMERCIAIS DIREÇÃO INDUTRIAL DIREÇÃO ADMINISTRATIVA E FINANCEIRA INDUTRIAL COMPRAS QUALIDADE RECURSOS HUMANOS LOGÍSTICA / PLANIFICAÇÃO 27 3.2.3. Organograma da Área de Desenvolvimento do Trabalho Apresentado no Diagrama 2. Diagrama 2: Organograma do Departamento de Tinturaria da Antex Ltda. SUPERVISOR TINTURARIA ENCARREGADO DE TINTURARIA OPERADORES LABORATORISTA DE TINTURARIA AUXILIAR DE LABORATÓRIO ENCARREGADO GERAL DE TINTURIA DIRETOR INDUSTRIAL SUPERVISOR DE QUALIDADE ASSISTÊNCIA TÉCNICA CLIENTE ENCARREGADO DE REVISÃO REVISADORAS 28 3.2.4. Planejamento do Trabalho O problema exposto foi tratado por um grupo de trabalho multifuncional objetivando uma abordagem mais ampla, promovendo o estudo das causas e proposta de ações de mais perspectivas. 3.2.5. Definição do Cronograma de Trabalho Após apresentação do problema a ser tratado, definiu-se um cronograma de tarefas para a redução dos refugos e retrabalhos no período de novembro de 2008 a fevereiro de 2009, conforme quadro 1. Atividades Nov/12 Dez/12 Jan/13 Fev/13 Mar/13 Abr/13 Mai/13 Jun/13 Identificação do Problema Definição do Grupo Observação do Problema Análise do Problema Elaboração de Plano de Ação Execução do Plano - Ações Verificação das Ações Padronização Conclusão Quadro 1: Cronograma de Trabalho Fonte: Relatório de Ações de Melhora 2013 jul/13 29 3.3. EXECUÇÃO E IMPLEMENTAÇÃO DO TRABALHO 3.3.1. Fluxograma Geral do Processo Abaixo apresenta-se de forma resumida o fluxo geral do processo de tingimento de fios conforme figura 9, utilizado para observar as interações dos processos anteriores e posteriores ao tingimento. Matéria-prima em POY Matéria-prima em XIP Matéria-prima TEXTURIZADA Fiação Texturização Revisão Tinturaria Estoque Cliente Figura 9 – Resumo do fluxo geral do processo de fabricação dos fios tintos Fonte: Documentação do Sistema de Qualidade Antex A seguir será detalhado o processo de tingimento de bobinas, referente ao trabalho desenvolvido. 3.3.2. Fluxo do Processo de Tingimento Segue abaixo fluxo detalhado do processo de tingimento de fios de poliéster em bobina para facilitar observação de etapas ou sub-operações relacionadas ao processo. 30 Etapa 1: Preparação e Produção do Lote Orden de início da Barcada Planning produção 1. Autoclave parada 1- Vinculação máquina/produto O Responsável de Tintura revisa junto a planificação as previsões de troca e vincula as barcadas a máquina em que irá fabricar, em função das características da cor e da disponibilidade. Planning produção atualizado O Líder de Turno comprova o estado da máquina. 2. Preparação do fio em cru 2- Geração OF Armazém Resp. Administrativo O administrativo de planta prepara a documentação do lote de fabricação para sua gestão na produção 3- Definição dados técnicos de arrancada Líder de Turno Resp. Tintura Resp. Tintura Segundo a Folha Roteiro o Armazém separa o fio a tingir. Os operários de tintura validam as pesagens para compor a barcada. Folha Roteiro Etiquetas lote Matéria O Resp. de Tintura procura os dados para os Roteiros de Cor vinculados a cada Folha Roteiro. A receita é revisada pelo Resp. de Tintura 3. Preparação dos Corantes Líder de Turno Receita Segundo a Folha Roteiro o Líder de Turno procede a pesagem dos corantes. Programa 4- Preparação dos Auxiliares Líder de Turno Segundo a Folha Roteiro o Líder de Turno procede a pesagem dos auxiliares. Troca preparada Início do programa de tintura Ajuste da Fórmula. Matizado Líder de Turno Líder de Turno O líder de turno toma uma amostra depois do processo de tintura e antes de aplicar o suavizantes. A amostra é comparada com a referência da cor (padrão). O Líder de Turno acrescenta o corante necessário para o ajuste da cor com a referência (padrão) Sim Pode-se ajustar a cor? ¿Resultados OK? Sim Não Bloqueio da Barcada Não Líder de Turno / Resp. Tintura Descarregar a barcada a espera de poder realizar um reoperado. A barcada fica identificada na área de nãoconforme a espera de decisão do seu destino (reoperado ou segundas qualidades). Não Conforme 7-Finalização do processo. Suavizado Líder de Turno O Líder de Turno junto aos operários do processo: - revisam e registram os parâmetros de máquina - atualizam o standard de produção para o controle de processo posterior. Barcada liberada Figura 10 – Fluxo detalhado do processo de tingimento de fios em bobina (etapa 1). Fonte: Documentação do Sistema de Qualidade Antex Standard de produção atualizado 31 Etapa 2: Verificação do Lote e Liberação Barcada liberada (parcial) 1. Centrifugado Líder de Turno A barcada passa pelo processo de centrifugado 1- Seleção de 1 a 3 bobinas para o controle de barrado Líder de Turno El jefe de Turno toma dos bobinas de la barcada finalizada para la realización de los controles de Barrado. Plano de controle Produto 2- Seleção de uma bobina ao Laboratório para seu controle Op. Laboratório No caso de aplicação automoção, o Laboratório prepara as amostras para a realização da leitura colorimétrica e quando aplicável ensaios físicos. 3-Análises dos resultados de controle Resp. Tintura O Responsável de Tintura revisa os resultados da barcada. ¿Resultados OK? Não Bloqueio da Barcada Líder de Turno / Resp. Tintura Descarregar a barcada a espera de poder realizar um reoperado. A barcada fica identificada na área de nãoconforme a espera de decisão do seu destino (reoperado ou segundas qualidades) Sim 5- Purgado-D-test-RevisadoEmbalagem Encarregado Revisado Inicia-se o processo de revisado e embalagem do material. Deve garantir que o 100% das bobinas são embaladas e classificadas segundo suas qualidades. Deve encerrar a barcada no sistema corporativo de gestão após o término de pesagem das caixas. Não Conforme Envío Barcada a Estoque Figura 11 – Fluxo detalhado do processo de tingimento de fios em bobina (etapa 2). Fonte: Documentação do Sistema de Qualidade Antex 32 3.3.3. Identificação do Problema No período que compreende julho de 2012 a novembro de 2012, foi observada tendência negativa quanto aos resultados obtidos nos índices de refugo e retrabalhos no setor de tinturaria da empresa estudada. Este panorama acarretava maiores custos de não-qualidade da seção, bem como elevação do custo do processo também ocasionado pela necessidade de retrabalhos. Este descontrole também pode ser observado por clientes, caracterizado pelo aumento reclamações neste período. Nos gráficos a seguir descrevem-se as evoluções relatadas do período. Evolução % Refugo Objetivo 4,93 5,43 5,05 5,44 Set Out Nov 4,14 3,49 Jun % Segundas Jul Ago Gráfico 1: Evolução % de refugo em 2º semestre 2012 Fonte: Dados de Produção Antex Ltda (2012) Evolução % Retrabalhos Objetivo % Retrabalhos 8,6 5,7 Jun Jul 6,5 6,3 Ago Set Gráfico 2: Evolução % de retrabalhos em 2º semestre 2012 Fonte: Dados de Produção Antex Ltda (2012) 5,1 Out 6,7 Nov 33 Pareto de Causas de Reclamações Clientes 7 Nº Ocorrências 6 % Freq 6 6 79,2 5 5 83,3 %Freq Acumulada 91,7 87,5 100,0 100,0 95,8 90,0 80,0 70,8 70,0 60,0 4 50,0 50,0 3 40,0 2 2 25,0 25,0 25,0 30,0 20,8 1 1 1 1 20,0 1 1 10,0 8,3 4,2 4,2 Diferenças de co r Excesso de humidade 0 M al suavizado Co r Não co nfo rme B o bina M anchada B o binas fo fas (estufamento ) 4,2 M á so lidez 4,2 Supo rte defeituo so 4,2 0,0 Oligô mero s Gráfico 3: Pareto de causas de reclamações Clientes em 2º semestre 2012 Fonte: Indicadores de Satisfação de Clientes 2012 Neste contexto, foi montada uma equipe multidisciplinar para realizar a tratativa e solução do problema em questão. 3.3.4. Observação Nesta fase, foi iniciada em novembro de 2012 a investigação das características específicas ao problema. Para melhor entendimento da ocorrência foram realizados acompanhamentos no processo, reuniões no chão de fábrica, dentre outras formas possíveis de acompanhamento de informações tais como: conversa com operadores e mecânicos e testes de reprodução de alguns defeitos. Como complemento estrutural a este levantamento também foi realizada estratificação dos dados segundo desdobramentos quanto a tipos de produtos, defeitos, cores, máquinas, etc. que são descritos a seguir: 3.3.4.1. Curva ABC de Produtos Foi definida Curva ABC de produtos para auxiliar na avaliação de ocorrências e prioridades. Foram desconsiderados os produtos que apresentaram somatório inferior a 1000 bobinas tintas no período. 34 18304 Curva ABC de produtos 20000 Prdução nº bob % Freq %Freq Acumulada 90,5 18000 100,0 100,0 98,6 96,9 95,1 92,9 90,0 87,9 85,1 82,2 13832 16000 14000 80,0 79,0 75,2 71,3 70,0 66,5 60,9 12000 60,0 50,0 40,0 3,8 3,2 2,9 2,8 2,6 2,5 2,1 1,8 1,7 1280 3,8 20,0 1560 4,8 1684 5,7 2000 1948 8,3 2268 8,6 2356 8,9 2552 15,1 4000 20,0 2622 30,0 2970 20,0 3504 6000 4404 5184 35,1 3523 8000 7636 44,0 7880 10000 8151 52,6 1,4 0 10,0 0,0 PES 167/48-2 CS GM TR-10 PES PES PES 3000 PES PES PES PES PES 500 PES PES PES PES 375 PES PES PES 167/48-1 167/48-1 CZ VFM 167/48-1 340/136-1 500/116-1 167/48-1 ZB VIFM 100/36-1 290/96-2 167/48-2 M E VFM 250/72-2 167/48-2 167/48-2 CS GM M B TM TR CADI CS GM CS GM ZB GM CS GN TR CADI CS GTM M B GN CS GN TR CS GFN CS GFN CS GN TR-100 350/Z TR TR-10 TR-100 TR-10 TR-100 G04-20 600/S TR TR-10 TR-10 TR-10 TR-30 TR-80 CADI P-F PES PES 650 125/48-1 CS VFN CS GN TR ST TR-10 Gráfico 4: Curva ABC de Produtos Fonte: Sistema Corporativo Antex Ltda. 3.3.4.3. Índices de Reprovação por Produto No gráfico a seguir são definidos os fios com maior ocorrência de reprovação. Pareto % de Reprovações 700 % Reprovação % Freq %Freq Acumulada 636 91,4 89,2 581 600 100,0 100,0 98,6 96,9 95,2 93,4 90,0 86,7 83,6 80,3 504 500 80,0 76,5 492 72,3 70,0 66,6 60,0 60,2382 400 51,3 50,0 277 300 200 180 28,2 14,7 100 14,7 13,5 11,7 40,0 247 39,9 11,4 8,9 6,4 5,7 4,2 165 3,8 30,0 143 3,3 132 3,1 106 2,5 20,0 95 87 77 74 72 61 2,2 2,0 1,8 1,7 1,7 1,4 0 10,0 0,0 PES PES PES PES PES PES PES PES PES PES PES PES 650 PES PES PES PES 375 125/48-1 167/48-1 167/48-2 167/48-2 167/48-1 167/48-1 500/116-1 290/96- 3000 CZ 100/36-1 167/48-2 CS VFN 340/136- 167/48-1 250/72-2 M E VFM CS GN CS GN CS GN CS GN CS GM M B TM ZB GM 2 M B VFM TR CS GTM CS GFN TR ST 1 CS GM CS GM CS GFN TR TR-10 TR-100 TR-80 TR-10 TR-100 350/Z TR-10 GN TRCADI 600/S TR-30 TR-100 TR-10 TR-10 TR CADI P10 TR F Gráfico 5: Pareto % de reprovação por produto. Fonte: Sistema Corporativo Antex Ltda. PES 500 PES ZB VIFM 167/48-2 TR CADI CS GM G04-20 TR-10 35 3.3.4.5. Refugo Gerado por Máquina Foram levantados os níveis de geração de refugo por máquina, representado no gráfico a seguir. Pareto de Reprovações por Máquina % Reprovação % Freq %Freq Acumulada 100,0 7,00 6,00 100,0 90,0 5,60 5,44 80,0 5,00 70,0 60,0 4,00 49,3 50,7 49,3 50,0 3,00 40,0 30,0 2,00 20,0 1,00 10,0 0,00 0,0 B 801 B 811 Gráfico 6: Pareto % de reprovações por máquina. Fonte: Sistema Corporativo Antex Ltda. 3.3.4.4. Distribuição por Tipo de Defeito Pareto de Tipos de Defeitos Nº Ocorrências 2500 % Freq %Freq Acumulada 2361 99,7 96,0 100,0 100,0 90,0 87,2 2000 80,0 77,0 70,0 64,2 1500 60,0 1109 1000 43,7 50,0 43,7 40,0 694 547 20,5 500 12,8 30,0 480 10,1 0 Diferença afinidade Co ntr. B arrado A ro / mal plegado (estufamento ) A ro de co r 20,0 200 8,9 Sup. Defeituo so 3,7 Co ps 10,0 14 0,3 0,0 B o b suja Gráfico 7: Pareto % desclassificações por tipo de defeito. Fonte: Sistema Corporativo Antex Ltda. 3.3.4.5. Detalhamento de Produtos por Tipos de Defeito Os defeitos foram desmembrados por classe e foi realizada a distribuição do % por ocorrência de cada produto. 36 Foram desconsiderados produtos com tingimentos que contabilizaram valor menor que 624 bobinas e que apresentaram valor de reprovação não significativo, caracterizando pontualidade no contexto de ocorrência. A. Gráfico 8: Reprovações por DIFAFI – Diferenças de Afinidade Tintorial Reprovações DIFAFI por produto 1600 Nº Bob DIFAFI 1390 % Freq 100,0 %Freq Acumulada 95,4 100,0 90,0 88,9 1400 81,9 1200 80,0 72,1 1000 70,0 62,2 62,2 60,0 800 50,0 40,0 600 30,0 400 221 200 218 9,9 158 9,8 20,0 144 7,1 103 6,4 10,0 4,6 0 0,0 P ES 167/48-1CS GM TR- P ES 125/48-1CS GN TR- P ES 167/48-2 CS GN TR-P ES 167/48-2 CS GN TR- P ES 167/48-1CS GN TR- P ES 167/48-3 CS GN TR100 10 10 80 10 10 B. Gráfico 9: Reprovações por DIFAFI referentes a cor– Diferenças de Afinidade Tintorial Reprovações DIFAFI por cor / produto 1000 Nº Bob DIFAFI 905 % Freq 900 800 76,6 88,2 84,7 81,0 %Freq Acumulada 95,9 94,3 91,6 100,0 98,7 97,4 100,0 90,0 80,0 70,4 700 70,0 63,7 600 60,0 56,9 500 50,0 48,1 400 38,7 40,0 38,7 300 218 30,0 207 158 200 9,3 100 8,9 158 6,8 144 6,8 20,0 103 6,2 0 86 4,4 82 3,7 80 3,5 63 3,4 38 2,7 34 1,6 167/48-1 167/48-2 167/48-1 125/48-1 167/48-2 167/48-1 167/48-3 167/48-1 167/48-1 167/48-1 125/48-1 167/48-2 CS GM TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GN TR- CS GM TR100 10 100 10 80 10 10 100 100 100 10 10 4252 AZUL FUM AÇA 1773-153 641-152 CINZA 9942 AZUL FUM AÇA AZUL DYNA 1773-133 385-992 LIGHT PLATINUM 641-133 31 1,5 167/48-2 CS GFN TR-30 10,0 30 1,3 1,3 0,0 167/48-1 167/48-1 M B TM CS GM TR350/Z TR 100 CHUM BO DIGIPORT M ARITIM O CANARIO 0015 9411 C. Gráfico 10: Reprovações por MALPLE – Mal plegado (estufamento e má formação da bobina) 37 Reprovações MALPLE por produto 160 Nº Bob MALPLE 143 140 % Freq 87,9 129 116 120 %Freq Acumulada 96,7 94,3 91,3 100,0 98,3 100,0 90,0 80,0 77,5 70,0 64,6 100 60,0 78 80 50,0 45,3 62 40,0 60 30,0 40 23,8 23,8 21,5 19,3 20,0 21 13,0 20 18 14 10,3 3,5 0 3,0 10 2,3 10 1,7 10,0 1,7 0,0 P ES 167/48-1 P ES 167/48-1 P ES 500/116-1 P ES 167/48-2 P ES 340/136-1 P ES 167/48-1 P ES 167/48-2 P ES 167/48-2 P ES 100/36-1 P ES 167/48-1 M B TM 350/Z CS GM TR-100 ZB GM TR-10 CS GM TR-10 CS GM TR-100 CS GM TR-10 CS GN TR-10 CS GN TR-80 CS GTM CS GN TR-100 TR CA DI P -F 600/S TR D. Gráfico 11: Reprovações por AROCOL – Aros de cor Reprovações AROCOL por produto 300 Nº Bob AROCOL 271 % Freq 100,0 %Freq Acumulada 96,2 100,0 91,7 90,0 84,9 250 80,0 77,1 70,0 68,6 200 60,0 150 51,2 51,2 50,0 40,0 100 50 92 30,0 17,4 45 41 8,5 20,0 36 7,8 24 6,8 20 4,5 0 P ES 3000 CZ VFM P ES 167/48-1M B TM P ES 500/116-1ZB GM P ES 167/48-2 CS GN P ES 167/48-1CS GM TR CA DI 350/Z TR TR-10 CA DI P -F TR-10 TR-100 P ES 100/36-1CS GTM 600/S TR E. Gráfico 12: Reprovações por SUPDEF – Suporte Defeituoso 10,0 3,8 P ES 500 ZB VIFM TR CA DI G04-20 0,0 38 Reprovações SUPDEF por produto 250 Nº Bob SUPDEF % Freq %Freq Acumulada 94,8 100,0 97,4 100,0 89,8 200 90,0 83,9 196 80,0 75,2 70,0 63,1 150 46,3 60,0 50,0 46,3 100 40,0 71 30,0 51 50 20,0 37 16,8 25 12,1 8,7 21 5,9 5,0 0 P ES 167/48-1M B TM 350/Z TR P ES 167/48-1CS GM TR-100 P ES 167/48-1CS GM TR-10 P ES 100/36-1CS GTM 600/S TR 11 10,0 11 2,6 2,6 0,0 P ES 340/136-1CS P ES 290/96-2 M B P ES 167/48-2 CS P ES 3000 CZ VFM GM TR-100 GN TR-10 GM TR-10 TR CA DI 3.3.5. Análise Prévia e Definição de Causas Influentes Após a fase de observação do problema, chega-se a fase de identificação e análise de anomalias do processo. Analisando os dados acima estratificados, observamos tendências e possíveis eliminações: o Controle de barramento não será considerado um modo de falha pois faz parte da metodologia de controle de homogeniedade de cor; o Eliminamos a variável máquina como uma potencial causa de reprovação; o Maior % reprovação referente a difafi (2361 bob): PES 167/48-1 CS GM TR-100 Cor 4252 o Reprovações por mal plegado com maior participação de torcidos e pulsar; o Aros de cor com reprovações definidas entre CADI, torcido e pulsar; o Reprovações por suporte defeituoso com principais incidências em torcido e texturizado TR100 Nota: Observamos ocorrências de suporte amassado e estufamento de bobinas nos 167/48-1 e 167/48-2 e que não foram descritos no listado pelo nível ainda ser aceitável pelo cliente. Os dados acima levantados foram considerados dados de entrada para a reunião com equipe multidisciplinar responsável pelo desenvolvimento do trabalho. 39 3.3.6. Brainstorming Baseando-se no conhecimento e criatividade foram realizadas reuniões do tipo brainstorming para gerar e esclarecer uma série de idéias, problemas ou questões, a fim de identificar as possíveis causas geradoras de refugos e retrabalhos no processo de tingimento. Este brainstorming foi realizado em função dos conhecimentos dos envolvidos do grupo de trabalho, onde foram extraídas informações relacionadas às rotinas de trabalho de cada participante, assim como na troca de idéias e opiniões dadas durante as reuniões realizadas. 3.3.7. Diagrama Causa e Efeito Para realizar uma análise criteriosa e expor as relações ao determinado efeito e suas potenciais causas, utilizaram-se dos dados levantados no Brainstorming para, através do diagrama de Ishikawa, identificar as causas mais significativas do efeito verificado. O diagrama de Ishikawa formado está apresentado na figura 12 . 40 MATÉRIA-PRIMA Mudança do lote da MP MÃO DE OBRA Treinamento operacional MÉTODO (PROCESSO) Programa/ curva de tingimento inadequado Perda de propriedades corante pH do tingimento Erro na elaboração da receita de tingimento Utilização de uma receita de desenv. (amostras) em produção de nível industrial Qualidade da água Falha processo de prensagem Variação de densidade entre lotes Inadequação receitas de tingimento Diferenças de afinidade entre peças Pressão diferencial inadequado Enrolamento inadequado ao tingimento Falta seguimento análise supervisório Excesso de Refugo e Retrabalhos no Processo de Falta Resistência do tubete Variação de pressão de bomba Falta de procedimento padrão para liberação de cor Variação de temperatura Avaria de máquina durante o processo Não se aplica Variação na pesagem de corante e auxiliares Falha na coleta de amostras Folga nas travas do porta- bobinas Falta ranges de liberação Mau estado das guarnções Falha vedação da coluna Falha selo mecânico MÁQUINA Figura 12: Diagrama de Causa e Efeito Fonte: Ata de Reunião Janeiro / 2013 – Antex Ltda. MEIO-AMBIENTE MEDIÇÃO Tingimento de fios 41 Como foram visualizadas causas comuns aos defeitos, foram reunidas as informações e elaborado um único plano de trabalho. A priorização das causas foi realizada com auxílio do grupo de acordo a: conhecimento e experiência dos participantes, custos relacionados a investimentos e análise de impacto as causas e seus respectivos efeitos. 3.3.8. Elaboração do Plano de Ação sobre Principais Causas A partir da definição das causas prováveis dos efeitos analisados, elaborou-se um plano de ação priorizando as principais causas eleitas pelo grupo para que o processo de ação corretiva tivesse um andamento positivo sem interferência de outras ações que posteriormente poderão ser aplicadas, por compreender que a eliminação dessas possíveis causas traria um benefício significativo para a redução de refugos e necessidade de retrabalhos. 42 Falha Processo Enrolmanto Inadequado da Bobina Prensagem Falhas Operacionais Ações Gerais Tubo Colapsado Fugas de Banho O quê Fazer?(What) Por que Fazer? (Why) Guarnições: Revisão de todas as guarnições Como Fazer?(How) Quando Fazer?(When) Onde Fazer? (Where) Quem vai Fazer? (Who) Inspeção e Reparo Preventiva Porta - material Equipe Manutenção Confecção nova mola fev/13 Externo Fábio / Cleyton / Alan Chegada novas amostras prensa 08/02, em testes realizados não demonstrou efetividade. AÇÃO SUSPENSA S fev/13 Externo Fornecedor Sidney / Alan / Kelly Foram tintas 70 unid como prova tubete torcido e apresentaram resultado satisfatório. S Texturizadoras Sidney / Kelly TEX: Sendo realizado de acordo aos novos lançamentos de produção Retorcedeiras Sidney / Kelly TOR: Referência pda 092845 – Acompanhamento em cliente considerado satisfatório, internamente bobinas mais preservadas (Nov/2012) fev/13 Tinturaria Alan / Alex / Fábio S Montar instruções de trabalho com maior auxílio visual e ressaltar iten críticos Iniciado em dez/12 Tinturaria Alan / Alex / Kelly S Realizar treinamento em sala e acompanhamento in loco jan/13 Tinturaria Alan / Alex S Evitar fugas de banho durante o tingimento Vedação das Colunas: Aumento do curso da mola da prensa superior da coluna Aumento da resistência do tubete Prova tubetes Polyall texturizado e torcido * Torcido molde simétrico – dispensa correção de curso nas retorcedeiras Para evitar tubos colapsados Desenvolver nova após o processo de configuração de tubete tingimento com fornecedores Texturado: Melhoria configuração de programa de enrolamento Torcido: Alteração ângulo de cruzamento das bobinas, aumento sustentação Criação de Gabarito para pressão homogênea da coluna Elaboração dos BOP‟s do setor de tintura: abastecimento, processo de prensagem, operacional máquinas, controles durante processo, preparação de corantes e auxiliares, secagem e seleção de amostras e liberação Treinamento sobre BOP‟s Melhorar a circulação do Reduzir carga de banho pela distribuição das espiras nas bordas da espiras e evitar barramentos bobina - Revisão na bobina standards de produto Evitar falha no processo de Confeccionar gabarito e prensagem treinar colaboradores Observações de seguimento Finaliza do S Iniciado em dez/12 S Evitar falhas operacionais Falta de Seguimento do Processo Falha Liberação de Cor Ações Gerais Falha coleta de Amostras 43 O quê Fazer?(What) Por que Fazer? (Why) Como Fazer?(How) Quando Fazer?(When) Onde Fazer? (Where) Quem vai Fazer? (Who) Observações de seguimento Finaliza do Seleção de amostras: bobinas mais duras / fofas como prioridade para controle Melhorar coleta de amostras para avaliação em condições reais Montar instrução de trabalho e realizar treinamento dos colaboradores fev/13 Tinturaria Alan / Alex Orientação operadores. Reforço treinamento BOP‟s S Tinturaria Alan / Kelly Na preventiva de final de ano foi revisado pela manutenção as janelas em que não existem registros no supervisório S Implementação de análise de gráficos do supervisório de cada tingimento Implementar rotina com Iniciado em jan/13 supervisor da área Para analisar previmente ocorrências durante processo de tingimento Implantação de check list de processo de tintura – acompanhamento operador Definir posterior controle de comprovação de cor no laboratório para todos os produtos Definir ranges internos de liberação para todas as cores (têxteis / auto) , Implementar dupla comprovação para reduzir possíveis falhas. Medida com menor variabilidade Elaborar check list e treinar colaboradores fev/13 Tinturaria Alan / Kelly S Definir novo fluxo e procedimento de controle mar/13 Tinturaria Alan / Kelly S Evitar falha na liberação de cor Revisar a cada novo pedido / produção Segue carteira de existência e definição pedidos de ranges de liberação Tinturaria Alan Esta ação estava em curso mas não de forma global como proposto no plano. Essa revisão será feita de acordo ao planning dos tingimentos Em curso Para facilitar circulação de banho no tingimento desta cor Contactar fornecedores e solicitar amostras Tinturaria Alan Bdas de acompanhamento S Receita Inadequada ao Tingimento Ações 167/48 cor 4252 * Ou seja, mesmo em que não haja obrigatoriedade de range pelo cliente Buscar com fornecedores produto auxiliar para aumentar a viscosidade do banho fev/13 Bdas de acompanhamento: 494336 (167/48-1 CS GN TR-100) COR 1773153 Aumento no % de difusor – aplicações críticas de automotivo * Ação testada também nas cores 1773, 385 e 641 (críticas aplicação automobilístico) Para facilitar circulação e montagem de corante sobre a bobina e melhorar igualização do material Revisar receita de tingimento desta cor, iniciar com tingimento de uma barcada teste fev/13 Tinturaria Alan • 494337 (167/48-1 CS GN TR-100) COR 1773-133 • 494396 (167/48-1 CS GN TR-100) COR 385-129 • 494552 (125/48-1 CS GN TR-10) COR 641-152 • 490312 (125/48-1 CS GN TR-10) COR 641-152 • 494385 (125/48-1 CS GN TR-10) COR 641-133 • 494325 (167/48-1 CS GN TR-100) COR 4252 • 494326 (167/48-1 CS GN TR-100) COR 4252 S 44 Inadequação do Produto Curva Inadequada ao Tingimento Ações 3000 CADI O quê Fazer?(What) Por que Fazer? (Why) Como Fazer?(How) Com fio aplicação destino tinturaria Facilitar circulação e Iniciar nova produção será alterada a densidade e aplicação montagem do corante sobre de fio para tintura com de óleo, iniciaremos a produção com o a bobina alteração de condições mater VD222, substituindo o VC130 Redução de gradiente de temperatura Melhorar homogeniedade de tingimento pelo aumento de circulação e montagem do corante Quadro 2: Plano de Ação para as principais causas. Fonte: Ata de Reunião Janeiro / 2013 – Antex Ltda. Revisar curva de tingimento Quando Fazer?(When) Onde Fazer? (Where) Quem vai Fazer? (Who) Observações de seguimento Finaliza do fev/13 Texturizadoras Sidney / Kelly Alterações realizadas pda. 096107 (VD222) Acompanhamento tingimentos de bdas OK S Iniciado em dez/12 Tinturaria Alan S 45 3.3.9. Ação A execução deste Plano de Ação foi acompanhada através de reuniões periódicas, objetivando a revisão e verificação da evolução de cada ação, bem como as dificuldades que surgiram para a execução de cada uma delas. Nestes casos, ações adicionais também foram definidas para garantir a continuidade da realização das ações. Pela experiência e envolvimento da equipe, as ações previstas tiveram um custo relativamente baixo, uma vez que os responsáveis procuraram formas de executá-las utilizando recursos internos da empresa, respeitando os requisitos das tarefas e os prazos estipulados. 3.3.10. Verificação das Ações As ações tomadas foram acompanhadas ao longo de sua implementação. Considerou-se que as ações tomadas foram eficientes, pois apresentaram resultados satisfatórios com a redução no % de refugo e retrabalhos gerados no processo de tingimento de fios, sendo que estas ações não agregaram custos ao processo. Conforme gráficos 13 e 14, podemos avaliar a redução significante que este trabalho proporcionou. Evolução % Refugo Objetivo 5,43 4,93 5,05 5,44 4,14 3,49 % Segundas 4,29 3,37 2,85 3,23 3,08 3,46 3,28 1,96 Jun/12 Jul/12 Ago/12 Set/12 Out/12 Nov/12 Dez/12 Jan/13 Fev/13 Mar/13 Abr/13 Mai/13 Jun/13 Antes da Implementação do Trabalho Gráfico 13: Evolução % Refugo no último ano Fonte: Dados de Produção – Antex Ltda (2012/2013) Após a Implementação do Trabalho Jul/13 46 Evolução % Retrabalho Objetivo % Retrabalhos 8,6 6,5 5,7 6,7 6,3 7,4 5,1 4,7 5,1 3,8 3,5 2,1 Jun/12 Jul/12 Ago/12 Set/12 Out/12 Nov/12 Dez/12 Jan/13 Antes da Implementação do Trabalho Fev/13 Mar/13 Abr/13 3,2 Mai/13 Jun/13 3,1 Jul/13 Após a Implementação do Trabalho Gráfico 14: Evolução % Retrabalhos no último ano Fonte: Dados de Produção – Antex Ltda (2012/2013) As melhorias aplicadas ao processo de tingimento resultaram em redução significativa quanto aos custos de não-qualidade e custos de fabricação, resultantes da redução da quantidade de refugos e retrabalhos. Conforme demonstra quadro abaixo: Refugos Média Mensal de Refugo Ano 2012 4385,16 Média Mensal de Refugo Ano 2013 2744,9 Custo Médio de Fabricação R$ 8,27 Valor Venda de Refugo (Segundas) R$ 2,00 Perda R$/ Kg de Refugo R$ 6,27 Perda Mensal com Refugo Ano 2012 R$ 27.494,95 Perda Mensal com Refugo Ano 2013 Redução de Perda Mensal de Refugo R$ 17.210,52 -R$ 10.284,43 Redução Acumulada Ano 2013 (7 meses) -R$ 71.991,01 Retrabalhos Tempo Médio de Tingimento 6 horas Custo Médio Tingimento (MO + Corantes + Auxiliares) R$ 3,37 Média de Kgs / lote 600 Custo Médio do tingimento/ hora R$ 337 Tempo Médio de Retrabalho 4 horas 47 Custo Médio de Retrabalho (MO + Corantes + Auxiliares) R$ 1.348 Média de Retrabalho (antes das ações corretivas) 10 R$ 13.480 Média de Retrabalho (após ações corretivas) 5,5 R$ 7.414 Redução de Custo Médio Mensal -R$ 6.066 Redução de Custo Médio Ano 2013 (7 meses) -R$ 42.462 Redução de Perda Final (após ações): -R$ 114.453,01 Quadro 3: Cálculo de redução de perdas do processo de tintura em 2013 (prévia) Fonte: Dados de Produção – Antex Ltda (2012/2013) Podemos considerar que a melhoria alcançada com a implementação das ações obteve retorno a empresa de aproximadamente R$114.453,01, até o momento. Esse fator além de trazer internamente benefícios econômicos à empresa, também trouxe diferencial ao produto quanto à competitividade por preço e maior confiabilidade do produto. 3.3.11. Padronização As ações tomadas foram inseridas a rotina de produção através da revisão dos documentos pertinentes do sistema de qualidade e em casos aplicáveis a criação de indicadores de acompanhamento. Seguem abaixo documentos que foram alterados para a atualização dos procedimentos: Revisão Fluxograma de Processo; FMEA; Plano de Controle; Revisão de Instruções de Trabalho; Curva de Tingimento Standard (produtos pertinentes); Receitas de Tingimento Standard (produtos pertinentes); Condições de Máquina de Textura (produtos pertinentes); Plano de Treinamento; Plano de Manutenção da Tinturaria. 48 3.3.12. Revisão Final das Ações Pelos dados apresentados anteriormente o trabalho foi considerado eficaz, sendo seus principais objetivos alcançados. A manutenção da rotina criada e o envolvimento dos colaboradores e responsáveis diretos são de fundamental importância para a continuidade e consolidação da melhoria obtida. Para posterior utilização, este trabalho foi disponibilizado no arquivo de qualidade da empresa, como fonte de consulta e para posteriores treinamentos. 49 4. CONCLUSÃO Este trabalho foi desenvolvido dentro dos conceitos de gerenciamento da qualidade, e obteve benefícios significativos, pois interagiu com todos os envolvidos no processo de tingimento de fios, bem como buscou constantemente atingir o objetivo traçado. O trabalho teve um enfoque na redução dos retrabalhos à curto prazo conforme gráficos 13 e 14, assim como aplicar as ações corretivas definidas. Os principais pontos positivos a serem destacados foram: Envolvimento de todos os funcionários envolvidos num só objetivo; Autonomia nas opiniões relacionadas ao efeito (retrabalho), possíveis causas e ações corretivas; Apoio total da alta administração. Os principais pontos negativos a serem destacados foram: Dificuldade em administrar o tempo e datas das reuniões préestabelecidas com funcionários das partes envolvidas. Dificuldade em implementar as ações corretivas estabelecidas devido ao envolvimento de outros departamentos e de toda a área de Tinturaria, sendo necessário um amplo trabalho no que diz respeito a envolvimento e comprometimento. Podemos, desta forma, considerar que o trabalho além de beneficiar economicamente a empresa, também gerou um benefício cultural aos envolvidos, pois pode-se observar que todos os envolvidos no processo de tingimento passaram a entender que a utilização do MASP com o auxílio das ferramentas da qualidade como instrumento de melhoria contínua podem não só reduzir os custos do processo, mas também podem interagir as pessoas na busca de um objetivo único. A Gerência Industrial, responsável pela liberação dos recursos necessários para realização deste trabalho, concluiu que, a performance do trabalho realizado e os resultados satisfatórios obtidos atingiram as expectativas definidas pela Alta Administração. 50 5. REFERÊNCIAS BIBLIOGRÁFICAS BROCKA, B. e BROCKA, M. S. Gerenciamento da Qualidade. São Paulo: Makron, 1994. CAMPOS, V. Controle da Qualidade Total (no estilo japonês). Belo Horizonte: INDG, 2004. CEGARRA, J. Fundamentos Científicos y Aplicados de La Tintura de Materias Textiles. Barcelona: Ed. Terrassa, 1980. CEGARRA, J. , PUENTE, P. e VALLDEPERAS, J. The Dyeing of Textile Materials. Torino, Itália: Ed. GB Paraiva, 1992. FERREIRA, L. e SANTOS, M. W. Utilização do MASP, através do ciclo PDCA... ENEGEP, 2010. HUNT, D. V. Gerenciamento para a Qualidade. Rio de Janeiro: LTC, 1994. PALADINI, E. P. Gestão da Qualidade: Teoria e Prática. São Paulo: Ed. Atlas, 2000. ROONEY, J. e HOPEN, D. On the Trial to a solution: part 2. The journal for Quality and Participation, vol.27 2004. SLACK, N. e CHAMBERS, S. e JOHNSTON, R. Administração da Produção. São Paulo: Ed. Atlas, 2007. SILVA, D. C. Metodologia de Análise e Solução de Problemas. Florianópolis: Fundação CERTI, 1995. TUBINO, D. F. Manual de Planejamento e Controle da Produção. São Paulo: Ed. Atlas, 2009. WERKEMA, M. C. C. As Ferramentas da Qualidade no Gerenciamento de Processos. Belo Horizonte: Fundação Christiano Ottoni, 1995. WHITELEY, R. C. A Empresa Totalmente Voltada para o Cliente: do Planejamento a Ação. Rio de Janeiro: Campus,1992.
Baixar