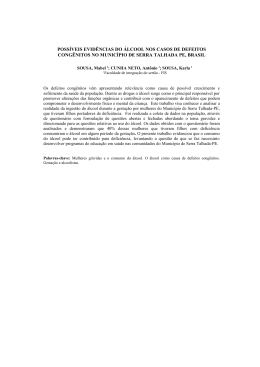
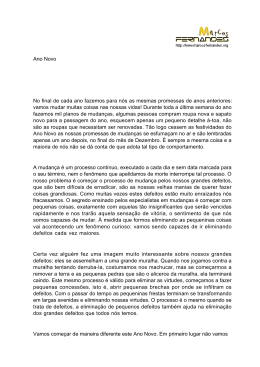
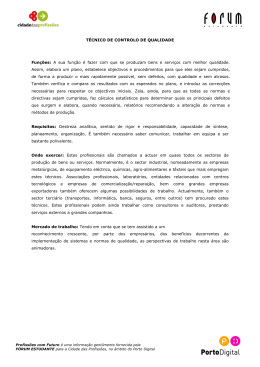
CAP6: Gráfico de Controle para Atributos Base Estatística Quando um item é produzido, o mesmo pode apresentar um ou mais defeitos, sendo este classificado como não conforme, independente da quantidade de defeitos que apresente. Quando se observa a quantidade de itens que apresentou pelo menos um defeito, pode-se controlar a proporção ou o total de itens com algum defeito. Neste caso, a base estatística é o modelo binomial. Quando se observa o número de defeitos em cada item, pode-se controlar o número médio de defeitos por item. Neste caso, a base estatística é o modelo Poisson. Existem basicamente quatro tipos de gráficos de controle para atributos: a) GRÁFICO p ou da Proporção (Fração) de itens Defeituosos, usada para a porcentagem de unidades nãoconformes na amostra. As amostras não necessitam serem de tamanho constante. Aqui importa o número de itens com algum defeito, não importando quantos defeitos haja em cada item. b) GRÁFICO np ou do Número Total de itens Defeituosos, para o número de unidades não-conformes na amostra. E de fácil manuseio por qualquer operador. As amostras devem obrigatoriamente ser de tamanho constante. c) GRÁFICO c ou de Número de Defeitos por unidade ou grupo, para o número de não conformidade numa amostra. Também conhecida como Carta de Defeitos Diversos. As amostras devem ter tamanhos constantes. d) GRÁFICO u ou de número médio de Defeitos por Unidade, para o número de não conformidades por amostra considerada como uma unidade. As amostras não necessariamente devem ter o mesmo tamanho. Gráfico P Gráfico que controla a proporção de defeitos por grupo. Teoricamente o gráfico P só deve ser empregado para amostras com um número n de elementos maior que 10/p. Na prática é comum adotar-se n > 5/ p . Deve-se tomar pelo menos K = 25 amostras. Exemplo 6.1: Durante um período de 15 semanas, o setor de expedição de uma empresa foi acompanhado, quanto ao processo de emissão de notas fiscais (NF’s), verificando-se se as mesmas continham algum tipo de erro. Foram analisadas 200 notas em cada semana. Semana Notas erradas (di) 1 22 200 2 25 200 3 17 200 4 18 200 5 37 200 6 29 200 7 21 200 8 17 200 9 20 200 10 25 200 11 8 200 12 24 200 13 29 200 14 18 200 15 22 200 total 332 3000 Limites de controle: p Chart for x 0.15 0.10 CL 0.05 Group summary statistics UCL LCL 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Group Number of groups = 15 Center = 0.1106667 StdDev = 0.3137189 LCL = 0.04411684 UCL = 0.1772165 Number beyond limits = 2 Number violating runs = 0 Gráfico 6.1: Gráfico P para o exemplo 6.1 require(qcc) #carrega o pacote qcc x<-scan() #entre com os valores após este comando x;qcc(x,type="p",sizes=200) O processo de emissão das notas fiscais quanto ao número total de erros não está sob controle estatístico. As semanas 5 e 11 apresentaram proporções de erros fora dos limites de controle. Gráfico NP Controla a contagem de defeitos por grupo. Para um grupo de 200 notas, controla a quantidade de notas com algum defeito. Exemplo 6.2 Mesmos dados do exemplo 6.1 Linha média = Limites de controle: Gráfico 6.2: Gráfico NP para o exemplo 6.2 x;qcc(x,type="np",sizes=200) Gráfico c Às vezes uma unidade do produto pode apresentar mais de um defeito e tem-se o interesse em controlar o número de defeitos por unidade, representado pela letra “c”. A principal diferença com relação ao gráfico p, é que este último se utiliza da contagem de unidades defeituosas, não se preocupando com a quantidade de defeitos. Uma ideia desta diferença é dada pela Figura 6.3. Considerando cada quadro como uma unidade, e cada ponto em destaque como um defeito, nota-se que há na amostra da esquerda quatro unidades defeituosas, e um total de sete defeitos. Na amostra da direita há duas unidades defeituosas, e o mesmo número de defeitos da primeira. Figura 6.3: Ilustrando a diferença entre quantidade de unidades defeituosas e quantidade de defeitos Exemplo 6.3 Uma empresa possui um programa de treinamento para emissão de nota fiscal oferecida aos novos empregados. Um levantamento revelou as seguintes quantidades de erros em cada uma das últimas quinze notas emitidas por um funcionário que acabou de receber o treinamento. Nota fiscal 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Número de Erros 8 16 15 19 11 15 8 11 21 13 23 16 9 25 15 Elabore um gráfico de controle para verificar se o desempenho do funcionário está dentro das condições de normalidade. Gráfico c em que a unidade é a nota fiscal e o que se quer controlar é o número de erros em cada nota. Limites de controle: Gráfico 6.4: Gráfico c para o exemplo 6.3 Gráfico u Este gráfico mede o número de não conformidades, ou defeitos, por unidade. Pode ser uma alternativa ao gráfico c, quando as amostras não têm o mesmo tamanho. Também pode ser usado quando a amostra é constituída de apenas uma unidade, mas que possuem muitos componentes que devem ser inspecionados, como um motor, por exemplo. Exemplo 6.4 Considere a questão sobre os erros ao emitir notas fiscais. Durante 20 dias consecutivos observou-se o número de erros em uma amostra de 5 notas fiscais emitidas naquele dia. Dia N. Notas N. Erros 1 5 10 2 5 12 3 5 8 4 5 14 5 5 10 6 5 16 7 5 11 8 5 7 9 5 10 10 5 15 11 5 9 12 5 5 13 5 7 14 5 11 15 5 12 16 5 6 17 5 8 18 5 10 19 5 7 20 5 5 ; Limites de controle: u Chart UCL 3 2 C L 1 LCL 0 1 2 3 4 5 6 7 8 9 1 1 Grou p 1 3 1 5 1 7 1 9 Number of groups = 20 Center = 1.93 LCL = 0.06613305 Number beyond limits = 0 StdDev = 3.106445 UCL = 3.793867 Number violating runs = 0 Gráfico 6.5: Gráfico u para o exemplo 6.4 Exercício: (Consulte a bibliografia para exercícios adicionais – Montgomery cap6) 1- Determine o valor central e os limites de controle de um gráfico P para a situação de 25 amostras de tamanho 300 onde se observou um total de 131 defeitos para as 25 amostras. Se a amostra 22 apresentou número de defeitos igual a 20, verifique se esta situação encontra-se dentro dos limites de controle e em caso negativo, revise os limites de controle do gráfico, eliminando os dados desta amostra. 2- Diariamente são inspecionados 50 geradores. A melhor estimativa para a fração de defeituosos é 0.076. Determine o valor central e os limites de controle do gráfico P. Em certo dia, foram encontrados 5 geradores defeituosos. O processo estava sob controle, nesse dia? 3- Um lote com 26 cadeiras de escritório foram inspecionadas, observando os número de defeitos em cada unidade: 8,19,14,18,11,16,8,15,21,8,23,10,9,17,14,9,7,15,22,19,38,12,13,5,2,16. Obtenha os limites de controle do gráfico c. Se houver itens fora dos limites de controle, revise os limites do gráfico. 4- Determine o valor central e os limites de controle revisados para uma carta u, a partir do resultado da inspeção de defeitos de rolos de papel branco, para 28 amostras de tamanho 10: 45,51,36,48,42,5,33,27,31,22,25,35,32,43,48,35,39,29,37,33,15,33,27,23,25,41,37,28 5- Construa a curva característica de operação para um gráfico c considerando os limites de controle do exercício 3. (Se tiver dúvidas, consulte seção 6-3.4 do Montgomery) Respostas: 1- Lc=131/7500=0.0175; LSC=0.0402; LIC=0; A amostra 22 corresponde a p=0.067 o que supera o LSC. Revisando os limites obtemos LC=111/7200=0.0155; LSC=0.0367 e LIC=0 2- LSC=0.188 e LIC=0. Certo dia p=5/50=0.1; logo o processo estava sob controle no dia. 3- LC=369/26=14.2; LSC=25,5; LIC=2.89. Duas cadeiras estão fora dos limites, a de n. 21 com 38 defeitos e a de n. 25 com 2 defeitos apenas. Para revisar os limites, eliminamos apenas a cadeira 21 já que poucos defeitos é uma característica desejável no processo. Assim LC=13,24 e LSC=24.16; LIC=2,32 4- Inicialmente Lc=925/280=3.3;LSC=5,02;LIC=1.58. A amostra 2 está fora dos limites. Revisando, obtemos LC=874/270=3.24;LSC=4.94;LIC=1.53 5- Sugestão: utilize o R para fazer o gráfico. X é uma variável aleatória de Poisson com parâmetro c. Varie c de 0 a 50 e obtenha o valor de β correspondente. Plote c versus β.
Baixar