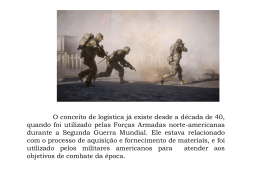
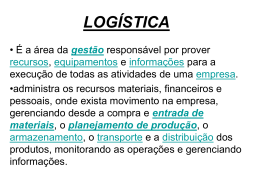
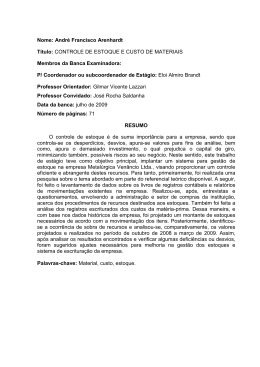
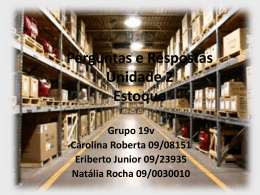
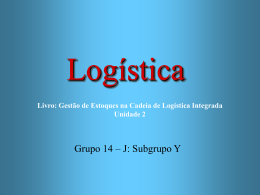
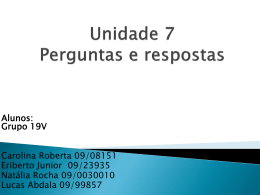
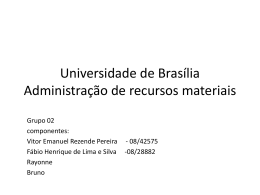
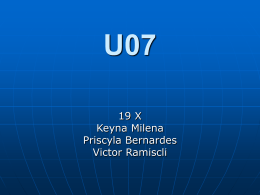
ANAIS UM MODELO DE PLANEJAMENTO AGREGADO DA PRODUÇÃO PARA OTIMIZAR O MIX DE PRODUTOS E CLIENTES EM UMA INDÚSTRIA METAL-MECÂNICA FELIPE ALBERTO SIMAS DONATO ( [email protected] , [email protected] ) UNIVERSIDADE FEDERAL DE SANTA CATARINA SÉRGIO FERNANDO MAYERLE ( [email protected] ) UNIVERSIDADE FEDERAL DE SANTA CATARINA JOÃO NEIVA DE FIGUEIREDO ( [email protected] , [email protected] ) SAINT JOSEPH'S UNIVERSITY Resumo Este artigo apresenta uma aplicação ilustrativa, baseada no caso de uma indústria do setor metalmecânico localizada na região sul do Brasil, de um modelo de programação linear para planejamento agregado da produção em múltiplos períodos. O modelo de otimização cria um plano de produção viável cuja função-objetivo é maximizar rentabilidade das linhas de produtos da empresa através da escolha do melhor mix de produtos e clientes. O artigo inicia por um resumo bibliográfico sobre os conceitos encontrados na literatura, e em seguida são apresentados o modelo desenvolvido e os resultados obtidos. Palavras-chave: Planejamento agregado da produção; Programação linear; Mix de produtos; Mix de clientes; S&OP. 1. Introdução O sistema de planejamento e controle da produção possui papel destacado na gestão de operações de uma empresa. Dele provêm as informações que sustentam os processos de compra de matérias-prima e elaboração dos planos de produção. Suas informações embasam decisões sobre investimentos em maquinário de produção e servem de suporte às atividades de marketing ao indicar a disponibilidade de produtos ao longo do tempo. Dentro da lógica do sistema de planejamento, o planejamento de médio prazo possui o papel de projetar as demandas de vendas, produção e estoques em um horizonte de um a dois anos, tanto em volume como em valores financeiros. De maneira geral, as metas financeiras de lucro operacional e geração de fluxo de caixa de médio prazo estão ligadas a este nível de planejamento. Importantes decisões estão ligadas à formulação do plano de médio prazo. Dentre os fatores considerados estão: a escolha do mix de produtos a ser produzido, o volume a ser produzido em horas-extras, os níveis de estoque de segurança, as necessidades de investimentos e as necessidades de contratação ou demissão de mão-de-obra, entre outros. Este artigo propõe a utilização de um modelo de programação linear para balancear as variáveis mais críticas no planejamento de médio prazo, de modo a se desenvolver um plano de produção que seja viável e que maximize o resultado financeiro da empresa. Para melhor ilustrar a eficiência do modelo, utiliza-se como base o processo produtivo de uma indústria brasileira do setor metal-mecânico. 1/16 ANAIS Após a introdução dos conceitos de sistema de planejamento e controle da produção e planejamento agregado da produção, é apresentado o modelo proposto, com ênfase na descrição das restrições a serem respeitadas para que os resultados gerados sejam viáveis. Por fim são apresentadas as considerações finais, em que os resultados são discutidos com enfoque maior na otimização dos mix de clientes e produtos. 2. Sistema de planejamento e controle da produção O sistema de planejamento e controle da produção é responsável pelo planejamento e controle do fluxo de materiais através dos processos de manufatura (ARNOLD, 2001). O sistema surge como uma ferramenta de suporte ao planejamento estratégico nos níveis tático e operacional. O planejamento estratégico define as metas da empresa no longo prazo. Neste nível são definidas as diretrizes que guiarão o negócio em um período de cinco a dez anos, ou mais, conforme as características do setor. O planejamento estratégico é desdobrado nos planejamentos tático e operacional, relativos ao médio e curto prazo, respectivamente. O planejamento de médio prazo, também conhecido como Planejamento de Vendas e Operações ou Sales and Operations Planning – S&OP – abrange um horizonte de doze a vinte e quatro meses. Wallace (1999) afirma que o S&OP deve focar nos volumes agregados e nas famílias de produtos, de maneira que questões relacionadas ao mix, a produtos individuais e a ordens de clientes sejam prontamente tratadas no nível operacional. Os resultados do processo de S&OP são os planos agregados de vendas, operações e estoques de médio prazo. Os planos são apresentados tanto em valores unitários como financeiros. Para que o S&OP atue como uma ferramenta para a melhoria dos resultados da empresa é necessário que na formação dos planos sejam consideradas variáveis financeiras, como por exemplo, a contribuição marginal ao lucro e o custo de oportunidade relacionado à manutenção de estoques. Também devem ser consideradas na formação dos planos as restrições existentes no sistema, de tal forma que o plano seja viável no nível operacional. As restrições a serem consideradas podem ser gargalos de manufatura, restrições relacionadas à mão-de-obra especializada ou restrições relativas ao fornecimento de matérias-prima, entre outras. O planejamento de médio prazo se desdobra em um Plano Mestre de Produção no curto prazo. Nesta etapa, o plano é desagregado até o nível de SKU (Stock Keeping Unit), ou seja, até o nível de produto final. Do curto prazo também faz parte o MRP – Material Requirements Planning – que gera os planejamentos de compra de matérias-prima e de fabricação de componentes. A etapa final do sistema de planejamento e controle da produção é chamada de execução. Neste momento são feitos o planejamento fino da produção e a liberação das ordens de produção para o chão-de-fábrica e das ordens de compra para os fornecedores. 2/16 ANAIS A Figura 1 apresenta o processo completo de planejamento. Planejamento dos Recursos Plano de Produção (S&OP) Gerenciamento da Demanda Plano Mestre de Produção MRP Planejamento Fino da Produção Compras de Matérias-prima Figura 1 – Sistema de planejamento e controle da produção (adaptado de Vollmann et al., 1997). Para se mensurar a eficácia e eficiência dos planos em geral um sistema de avaliação do desempenho é utilizado para se acompanhar e para gerar indicativos de melhoria a cada etapa do processo de planejamento e controle da produção. 3. Planejamento agregado da produção O planejamento agregado da produção se encaixa no nível tático dentro de um modelo de planejamento hierárquico. Dentro do fluxo proposto na Figura 1, o planejamento agregado da produção é equivalente ao planejamento de vendas e operações (S&OP). Segundo Axsater (1982), o objetivo do planejamento agregado da produção é garantir que as considerações de longo prazo não sejam ignoradas nas tomadas de decisão de curto prazo. Singhal e Singhal (2007) consideram o objetivo do planejamento agregado da produção de maneira mais abrangente, colocando-o como elo entre os diversos setores da empresa, como o financeiro, vendas, produção, marketing, entre outros. Para Lee e Khumawala (1974), o planejamento agregado da produção está relacionado à maneira como a gerência da empresa reage às flutuações de demanda em seu sistema produtivo, e, especificamente, como determinar os níveis agregados de produção, estoque e força de trabalho. Gianesi (1998) aponta impactos do processo de planejamento da produção sobre: a) os custos relacionados à utilização dos recursos fabris e da mão-de-obra, além dos níveis de estoque; b) a velocidade de entrega dos bens, determinada a partir das estratégias de estoque e produção; c) a confiabilidade de entrega dos bens, afetada pelo correto controle da utilização dos recursos; d) a flexibilidade. 3.1 Hierarquia de agregação de produtos O conceito de planejamento hierárquico da produção foi desenvolvido em 1975 por Hax e Meal. Os autores propõem três níveis de agregação. a) Item: são os produtos finais. 3/16 ANAIS b) Tipo de produto: são grupos de itens que possuem estrutura de custos, processos produtivos e sazonabilidades semelhantes. c) Família: são grupos de itens pertencentes a um mesmo tipo de produto e que compartilham tempos de preparação (setup) semelhantes. Assim, o primeiro nível de decisão em um processo de planejamento da produção hierárquico envolve as decisões relacionadas ao tipo de produto. Nesta etapa, devem-se decidir o mix de produtos em cada período de planejamento, as estratégias de estoques e as estratégias de produção, e as contratações e demissões de mão-de-obra. O planejamento para tipo de produto é desagregado no nível de família e posteriormente desagregado no nível de item. Cada nível hierárquico inferior deve ser restrito pelas decisões de volume tomadas no nível superior, de tal forma que as condições consideradas no planejamento agregado não impossibilitem a viabilidade do planejamento detalhado de curto prazo (ÖZDAMAR et al., 1998). Dempster et al. (1981) apontam duas principais razões para a utilização de uma abordagem hierárquica. a) Redução da complexidade: ao se agregar os itens em famílias e tipos de produto se está simplificando o processo de solução do problema. b) Redução da incerteza: o planejamento agregado permite a existência de uma hierarquia de decisões. Decisões de médio prazo, como contratações e demissões podem ser tomadas com base em um plano agregado enquanto decisões relacionadas a níveis mais detalhados de planejamento podem ser postergadas até o ponto em que são realmente necessárias. Uma terceira vantagem apontada por Dempster et al. (1981) é que o planejamento hierárquico acompanha a própria estrutura hierárquica da maioria das empresas, facilitando assim processo decisório nos níveis de gerenciamento mais altos. 3.2 Modelos de otimização O primeiro trabalho a abordar metodologias de otimização para o problema de planejamento agregado da produção foi publicado em 1955 por Holt, Modigliani e Simon. No trabalho, os autores formularam o problema de definição das taxas de produção agregadas e de dimensionamento da força de trabalho a cada período, de maneira que as variações da demanda são absorvidas ao longo do período de planejamento, enquanto os custos totais são minimizados. Três variáveis básicas foram desenvolvidas para resolver o problema. a) O tamanho da força de trabalho a cada período, dado pelo número de contratações e demissões. b) A taxa de produção, determinada pelo número de horas produzidas, incluindo horasextras, considerando-se uma determinada força de trabalho. c) O nível de estoques e ordens em atraso a cada período, considerando-se um determinado nível de força de trabalho e de taxa de produção. A cada uma das variáveis são associados os custos e outras penalidades intangíveis que contribuem para a tomada de decisão. Os trabalhos de Holt, Modigliani, Simon e posteriormente Muth definiram as bases para toda a pesquisa centrada no problema de agregação e hierarquização do planejamento de produção. Diversos trabalhos subseqüentes abordaram ramificações do trabalho inicial dos autores (SPRAGUE et al., 1990). Nos anos de 1981 e 1982, em dois artigos publicados na revista Operations Research, Bitran, Haas e Hax propuseram um modelo de programação linear para a resolução dos 4/16 ANAIS problemas de planejamento agregado da produção com um estágio e com dois estágios, no nível de agregação tipo de produto. O modelo de um estágio consiste da formulação de um plano de produção para os tipos de produto sem levar em consideração a fabricação de componentes anteriores à etapa final de manufatura. A função-objetivo do modelo busca a minimização dos custos, considerando os custos de produção, manutenção de estoques, mão-de-obra em regime regular e em hora-extra. O modelo de dois estágios difere do anterior ao assumir a existência de processos de fabricação de componentes anteriores ao processo de montagem dos produtos acabados. A Figura 2 apresenta o fluxo de produção em dois estágios. Figura 2 – Fluxo de produção em dois estágios (adaptado de Bitran et al., 1982). Para componentes são considerados dois níveis de agregação: a) Itens: são os componentes necessários para a montagem de um item final ou os componentes cuja demanda é independente. b) Tipos de itens: são grupos de itens em que os custos diretos de produção, os custos de estoque por unidade, por período e a produtividade são similares. Özdamar et al. (1998) apresentam ainda opções de formulação do problema com a possibilidade de subcontratação da capacidade de produção, a possibilidade de contratação e demissão da força de trabalho, a existência de pedidos em atraso (backorders), a existência de níveis máximos de subutilização dos recursos e a existência de metas de nível de estoque e atraso a cada período. Em geral, como resultados dos modelos têm-se os planos de produção e estoques cujos custos totais são os menores possíveis. Para Vaccaro et al. (2006), o resultado ótimo deve apresentar uma configuração de mix que atenda os seguintes critérios: a) Alinhamento com diretrizes de atendimento ao mercado, impostas pela empresa. b) Respeito às restrições de estrutura física da empresa, capacidades de recursos, características de qualidade dos produtos e disponibilidades de matérias-primas e insumos. c) Maximização da rentabilidade, expressa por elementos financeiros, tais como preço de venda diferenciado por item e mercado, despesas e custos variáveis, taxas de frete, etc. d) Minimização de estoques, considerando seu valor financeiro. Os mesmo autores apontam como benefícios da utilização de um processo de planejamento hierárquico associado a uma metodologia de otimização: a) O incremento da margem de contribuição. b) O melhor aproveitamento das matérias-primas. 5/16 ANAIS c) O melhor balanceamento dos estoques. d) O processo decisório passa a ser sistemático e analítico. e) O aumento do entendimento dos processos produtivos. f) A sistematização dos dados de produção. g) A aprendizagem da organização. Além destes, Gianesi (1998) apresenta como benefícios características geralmente associadas ao processo de planejamento de vendas e operações (S&OP), como a integração entre departamentos, a coerência entre as decisões distribuídas no tempo, a coerência entre as decisões dos diferentes níveis de manufatura e a quebra de barreiras organizacionais. 4. Modelo de otimização do plano de produção A empresa estudada para a formulação e aplicação do modelo proposto é uma multinacional do setor metal-mecânico cujos produtos são fornecidos a grandes empresas montadoras de equipamentos originais. O modelo de planejamento da empresa possui estrutura semelhante ao apresentado na Figura 1. No nível tático existe um processo de S&OP em que, a cada mês, se revisa o planejamento de produção dentro de um horizonte de até dezoito meses, baseando-se nas previsões de vendas mais atualizadas. O resultado deste processo é o plano integrado de vendas, produção e estoques, em valores unitários e financeiros. 4.1 Modelo de agregação de produtos A estrutura de agregação dos produtos utilizada pela empresa possui quatro níveis. O nível de maior agregação, chamado família, apresenta o conjunto de produtos que cobrem uma determinada faixa de aplicação pelos clientes e que possuem características técnicas semelhantes. Logo abaixo do nível de família está o nível subfamília, em que os produtos são agrupados por faixas de aplicação ainda mais específicas, dentro da faixa estabelecida pela família. No terceiro nível, modelo, estão agrupados os produtos que possuem características idênticas com relação à estrutura e ao processo produtivo. No quarto nível, SKU, está o produto com sua configuração final, ou seja, neste nível são definidos parâmetros como a embalagem ou tipo de pallet e os acessórios que acompanham o produto, entre outros. O portfolio de produtos da empresa apresenta sete famílias de produtos, que se subdividem em um total de 40 subfamílias, cerca de 250 modelos e em torno de 1.500 SKUs. De maneira análoga ao modelo de agregação proposto por Hax e Meal, no modelo adotado pela empresa, o nível de SKU equivale ao Item, ou seja, aos produtos finais. O nível de família proposto por Hax e Meal equivale ao modelo, uma vez que estes compartilham, salvo raras exceções, as mesmas estruturas de produto e tempos de setup semelhantes. O nível Tipo de Produto equivale ao nível de subfamília, dado que neste nível os processos produtivos e a estrutura de custos são semelhantes, além da sazonabilidade. O nível de família também pode ser comparável ao nível Tipo de Produto, porém neste nível as diferenças entre processos produtivos, estruturas de custos e sazonabilidades são mais significativas. O plano de produção do S&OP é construído no nível de modelo e consolidado para apresentação no nível de família. A escolha do nível de modelo para a formulação do plano de produção se deve a três fatores principais: a) Os níveis superiores ao nível de modelo não possuem detalhamento suficiente para que as principais restrições fabris possam ser consideradas na formulação do modelo matemático. 6/16 ANAIS b) No nível de modelo há grande precisão no cálculo das margens de contribuição por cliente, o que contribui para a precisão do modelo de otimização adotado. c) No nível de modelo há grande precisão no cálculo dos custos variáveis, necessários para se estimar o custo de oportunidade relacionado à manutenção de estoques. 4.2 Fluxo do processo produtivo A estrutura fabril da empresa está organizada de maneira funcional, de modo que cada célula do processo produtivo pode fornecer componentes para diversas células posteriores. Estoque de Matéria-prima “A” Componentes 2° Nível “A” Estoque Componente 2° Nível Componentes 1° Nível “A” Montagem Final 1 Estoque de Produtos Acabados Matéria-prima “B” Componentes 2° Nível “B” Estoque Componente 2° Nível Componentes 1° Nível “B” Montagem Final 2 Figura 3 – Fluxo fabril. A Figura 3 apresenta um fluxo de processo simplificado. Neste, as matérias-prima são transformadas em componentes de 2º nível, que posteriormente serão transformados nos componentes de 1º nível, os quais serão utilizados na montagem final. Devido a restrições técnicas, os componentes de 1º nível não são estocáveis, devendo estes acompanhar a programação das montagens finais. A empresa possui oito linhas de montagem final e três células de fabricação de componentes consideradas críticas. As linhas de montagem não são idênticas entre si, cada qual configurada para montar um determinado grupo de produtos. O mesmo ocorre com as células de fabricação de componentes, cada qual preparada para fabricação de um determinado grupo de componentes. 4.3 Previsão de vendas A previsão de vendas é formada através do uso de ferramentas estatísticas, da promoção de reuniões de consenso com a equipe de vendas da empresa e através da utilização de informações provenientes dos clientes e do mercado. O nível de agregação utilizado é o de modelo por cliente. A Tabela 1 apresenta um exemplo de previsão de vendas típico. Margem de Plano de Cliente Modelo Contribuição Vendas Mês Cliente A A20TRW R$ 20,25 3.000 T1 Cliente A A35TRW R$ 25,12 3.500 T1 Cliente B A20TRW R$ 17,14 15.000 T1 ... ... ... ... ... Tabela 1 – Exemplo de previsão de vendas. A necessidade de se especificar o cliente ocorre devido às diferenças de margem de contribuição absolutas entre modelos semelhantes vendidos para clientes diferentes. 7/16 ANAIS 4.4 Restrições Para a formulação do plano de produção considerou-se a previsão de vendas por cliente no nível de modelo, em um horizonte de seis meses. As restrições consideradas na formulação do modelo foram: a capacidade de produção em regime regular e em regime de horas-extras por linha de montagem final e por célula de fabricação de componentes; a necessidade de utilização de componentes para cada modelo; e restrições relacionadas com a demanda máxima por modelo a cada período. 4.5 Critérios financeiros Os critérios financeiros utilizados no modelo são baseados na contabilidade de ganhos, proposta por Goldratt (1988) em sua teoria das restrições. Assim o principal parâmetro para a maximização dos ganhos é a margem de contribuição absoluta, formada pelo preço de venda menos as despesas diretas. As margens de contribuição utilizadas no modelo matemático são obtidas através da média dos preços de vendas e dos custos dos últimos três meses. Os outros parâmetros financeiros considerados são aqueles que impactam negativamente nos ganhos da empresa e que são caracterizados como custos variáveis, tais como: o custo de produção em regime de hora-extra e o custo de oportunidade decorrente da manutenção de estoques. A produção em regime hora-extra impacta negativamente a margem ao incorrer em um custo variável adicional. Já os custos de oportunidades de estoques, apesar de não possuírem impacto direto sobre as margens, possuem valor gerencial, uma vez que a manutenção de estoques impacta de maneira negativa a geração de fluxo de caixa da empresa. 5. Formulação matemática Nesta seção será apresentado o modelo matemático utilizado para a solução do problema proposto. Também serão definidos os parâmetros e variáveis utilizados pelo no modelo, a fim de se facilitar o entendimento das equações utilizadas. 5.1 Índices Os índices adotados na formulação do modelo são os seguintes. t – indica a unidade de tempo, no caso da aplicação, meses. p – indica os produtos disponíveis. Por produtos, entende-se o nível de agregação adotado pelo planejamento e não o produto final em si. c – indica os componentes utilizados na montagem de produtos p. m – linhas de montagem final. i – indica os clientes agregados que compram cada produto p. 5.2 Parâmetros drmm,t = horas regulares disponíveis na linha de montagem m no período t. dhemm,t = horas-extras disponíveis na linha de montagem m no período t. drcc,t = horas regulares disponíveis para fabricação do componente c no período t. dhecc,t = horas-extras disponíveis para fabricação do componente c no período t. vmm,t = peças produzidas por hora na linha de montagem m no período t. 8/16 ANAIS vcc,t = componentes produzidos por hora na célula de fabricação do componente c no período t. dispexc,t = disponibilidade de obtenção de componentes c em terceiros, a cada período t. No modelo adotado, este número é deliberadamente alto, de forma que a utilização de componentes c não seja uma restrição para a produção regular, evitando assim o risco de se criar um modelo cuja solução ótima eventualmente seja inviável. Os parâmetros de custos de hora-extra representam os custos variáveis relacionados ao pagamento de mão-de-obra e à utilização dos recursos fabris. Assim: chemm,t = custo da hora-extra na linha de montagem m no período t. checc,t = custo da hora-extra para fabricação do componente c no período t. checc,t = custo da obtenção por vias alternativas do componente c no período t. No modelo este custo é deliberadamente alto para indicar a dificuldade de obtenção de componentes de terceiros e o custos não tangíveis adicionais, como por exemplo o tempo extra despendido pela força de compras e o esforço para se desenvolver novos fornecedores. O custo de oportunidade de estoques é formado pela multiplicação do custo-padrão histórico do produto por uma taxa de juros associada ao custo de capital da empresa. cep,t = custo de uma unidade produto p no período t. t = taxa de juros adotada pela empresa para o cálculo do custo de oportunidade. A margem de contribuição absoluta unitária é a diferença entre o preço do produto e seu custo variável. mui,p,t = margem de contribuição absoluta unitária de um produto p, para um cliente i, em um período t. di,p,t = demanda de unidades do produto p, para o cliente i, no período t. Os parâmetros relacionados às restrições garantem a viabilidade do plano de produção, ou seja, garantem que haverá recursos para produção dos produtos p alocados no plano. pmp,m = relaciona os produtos p com as linhas de montagem m capazes de montá-los. Quando esta associação é possível, faz-se pmp,m = 1. Em caso contrário, pmp,m = 0. pcp,c = indica a quantidade de componentes c utilizados em cada produtos p. eip = estoque inicial do produto p, em unidades. 5.3 Variáveis de decisão As variáveis de decisão são aquelas cujos valores podem variar para que uma solução ótima seja encontrada. Xrmp,m,t = produção regular do produto p, na linha de montagem m, no período t. Xhemp,m,t = produção em horas-extras do produto p, na linha de montagem m, em t. Xrcp,c,t = produção regular do componente c utilizado no produto p, no período t. Xhecp,c,t = produção em horas-extras do componente c utilizado no produto p, em t. Xexcp,c,t = variável que indica a obtenção do componente c utilizado no produto p, no período t por meios alternativos, como, por exemplo, a busca em terceiros. A existência desta variável se deve principalmente a necessidade de não se restringir a produção em função dos componentes, o que pode tornar a solução ótima inviável em algumas situações. Ep,t = unidades do produto p em estoque ao final de um período t. Vi,p,t = volume de vendas, em unidades, do produto p, para o cliente i, no período t. Com todas as produções em unidades. 9/16 ANAIS 6. Aplicação ilustrativa O modelo de otimização apresentado objetiva a geração de um plano de produção mensal que maximize a rentabilidade da empresa e respeite as restrições fabris existentes. A técnica adotada para a solução do problema foi a programação linear, por atender aos requisitos necessários para a formulação do problema. O modelo é apresentado em tópicos, cada qual embasando a necessidade de cada equação. 6.1 Função-objetivo A função-objetivo maximiza a contribuição marginal ao lucro da empresa ao somar as margens unitárias dos produtos vendidos e subtrai os custos de oportunidades de estoques e os custos relacionados à produção de componentes e produtos acabados em regime de hora-extra. Maximizar I T P M C Z = ∑∑∑ mui , p ,i Vi , p ,t − ce p ,t t E p ,t − ∑ (chemm,t Xhem p ,m,t ) − ∑ (checc ,t Xhecc ,t − cexcc ,t Xexcc ,t ) i =1 t =1 p =1 m =1 c =1 6.2 Equação de conservação de estoques A equação de conservação de estoques calcula o estoque ao final de um dado período t, considerando o estoque ao final do período t-1, a produção total e as vendas no período t. se t > 1 E p ,t = E p ,t −1 + ∑ (( Xrm p ,m ,t + Xhem p ,m ,t ) * pm p ,m ) − ∑ Vi , p ,t , ∀p = 1,..., P, ∀t = 1,..., T M I m =1 i =1 se t = 1 E p ,t = Ei p + ∑ (( Xrm p ,m ,t + Xhem p ,m ,t ) * pm p ,m ) − ∑ Vi , p ,t , ∀p = 1,..., P, ∀t = 1,..., T M I m =1 i =1 6.3 Restrições de capacidade da linha de montagem As restrições de capacidade garantem que os volumes alocados em cada linha de montagem m e em cada célula de produção de um dado componente c respeitem a disponibilidade de produção de cada recurso em um dado período t. Devido aos altos valores imobilizados em ativos permanentes, a empresa tem como diretriz que toda a disponibilidade de produção regular para montagem de produto final seja utilizada, a fim de se reduzir o custo de transformação dos produtos através do rateio dos custos fixos. Desta forma, a restrição ligada à capacidade de produção regular das linhas de montagem atua no sentido de indicar o que se produzir a cada período e não na decisão de se produzir ou não. A mesma afirmação não se aplica para as disponibilidades de hora-extra, que poderão ser utilizadas conforme a necessidade e para as disponibilidades dos recursos para fabricação de componentes. ∑ ( Xrm P p , m ,t pm p ,m ) = drmm ,t vmm,t , ∀m = 1,..., M , ∀t = 1,..., T p =1 ∑ ( Xhem P p , m ,t pm p ,m ) ≤ dhemm ,t vmm,t , ∀m = 1,..., M , ∀t = 1,..., T p =1 10/16 ANAIS 6.4 Restrição de produção de componentes Esta restrição garante que, para cada período t, não sejam montados mais produtos do tipo p do que a capacidade de produção dos componentes c que fazem parte de sua configuração. ∑ ( Xrc P pc p ,c ) ≤ drc c ,t vc c ,t , ∀c = 1,..., C , ∀t = 1,..., T p , c ,t p =1 ∑ Xhec c ,t pc p ,c ≤ dhecc ,t vcc ,t , ∀c = 1,..., C , ∀t = 1,..., T ∑ Xexc c ,t pc p ,c ≤ dispex c ,t , ∀c = 1,..., C , ∀t = 1,..., T P p =1 P p =1 ∑ [( Xrm M p , m ,t ] + Xhem p ,m ,t ) pm p ,m pc p ,c = Xrcc ,t + Xhecc ,t + Xexcc ,t , ∀p = 1,..., P, ∀c = 1,..., C , ∀t = 1,...T m =1 6.5 Restrição de demanda máxima A equação garante que, em período t, não serão vendidos mais produtos p do que a demanda prevista. Vi , p ,t ≤ d i , p ,t , ∀i = 1,..., I , ∀p = 1,..., P, ∀t = 1,...T 6.6 Restrição de não negatividade Xrmp,m,t, Xhemp,m,t, Xhecc,t, Xhecc,t e Xrcc,t, Ep,t, e Vp,t devem ser maiores ou iguais a zero. 6.7 Coleta e Tratamento de Dados Os dados de entrada necessários para o teste do modelo proposto consistem das informações da projeção de demanda irrestrita por modelo e por cliente, das horas regulares e horas-extras disponíveis, com seus respectivos custos, da produtividade de cada linha de montagem de produtos finais e de fabricação de componentes, e por fim, os valores da taxa mínima de retorno adotada pela empresa, das margens de contribuição por modelo/cliente e dos custos por modelo. As informações foram coletadas a partir dos resultados do processo de previsão de demanda da empresa e das bases de dados históricas. Por fins de simplificação, para este teste se utilizou um horizonte de apenas seis meses. De forma geral o problema apresentava os dados listados nas tabelas abaixo. A Tabela 2 apresenta a capacidade de produção do período, formada pelo somatório da capacidade de todas as linhas. Capacidade T1 1.435.512 T2 1.424.384 T3 1.343.706 Tabela 2 – Capacidade de produção total. 11/16 T4 1.538.446 T5 1.395.173 T6 1.100.281 ANAIS A Tabela 3 apresenta a capacidade produção de cada componente. C1 C2 C3 T1 508.260 193.500 129.000 T2 504.320 192.000 128.000 T3 475.755 181.125 120.750 T4 544.705 207.375 138.250 T5 493.978 188.063 125.375 T6 389.568 148.313 98.875 Tabela 3 – Capacidade de produção de componentes. A Tabela 4 apresenta a demanda irrestrita de vendas para o período em análise. Demanda T1 T2 T3 T4 T5 T6 1.939.497 1.793.133 2.169.236 1.906.292 1.856.453 2.067.365 Tabela 4 – Demanda irrestrita de vendas. O estoque inicial ao final do período T0 é de 764.824 unidades. A margem de contribuição média, calculada a partir da média ponderada pelos volumes da demanda irrestrita de vendas, é de R$ 13,67. Os dados apresentados neste artigo são apenas ilustrativos, representando apenas as ordens de grandeza para o teste do modelo. 6.8 Resultados obtidos A utilização do modelo traz impactos diretos no resultado da empresa. Ao se priorizar os produtos como maiores margens de contribuição e ao se manter em estoque os produtos com menor custo, o lucro operacional, o retorno sobre os ativos e a geração de fluxo de caixa são beneficiados. Com a utilização do modelo, considerando-se a média das margens ponderada sobre os volumes atendidos, chegou-se a um valor médio de R$ 17,22 para os produtos/clientes cuja demanda foi atendida, 26% superior ao valor obtido a partir do atendimento hipotético de toda a demanda irrestrita. O valor médio das margens ponderadas dos produtos/clientes cuja demanda não foi selecionada pelo modelo é de R$ 6,35. A Tabela 5 resume as margens obtidas pelos produtos/clientes selecionados pelo modelo, pelos não selecionados e pelo total de produtos/clientes. Demanda irrestrita Produtos/clientes selecionados pelo modelo Produtos/clientes não selecionados pelo modelo 13,67 17,22 6,35 Tabela 5 – Margem média ponderada por volume de produto/cliente. Devido à baixa margem média dos produtos/clientes não selecionados, o modelo sugeriu a não utilização de horas-extras. Ainda assim, no caso específico da linha de produção L4, que produz diversos modelos com exclusividade, o valor médio do produtos/clientes não selecionados devido à falta de capacidade de produção é de R$ 17,66, superior à margem média total de todos os produtos/clientes selecionados. Assim, um aumento de capacidade ou produtividade na linha L4 aumentaria a margem média obtida pela empresa. 12/16 ANAIS Os resultados de vendas, produção e estoques estão demonstrados na Tabela 6: T0 Demanda Irrestrita Demanda não atendida Vendas Produção Estoques 764.824 T1 1.939.497 633.844 1.305.653 1.435.512 894.683 T2 1.793.133 759.517 1.033.616 1.424.384 1.285.451 T3 2.169.236 764.228 1.405.008 1.343.706 1.226.931 T4 1.906.292 564.518 1.341.774 1.538.446 1.423.603 T5 1.856.453 428.643 1.427.810 1.395.173 1.390.966 T6 2.067.365 683.099 1.384.266 1.100.281 1.106.981 Tabela 6 – Resultados obtidos Pela análise dos resultados, nota-se um crescimento dos estoques com relação ao nível inicial. Isto indica a existência de um mix inicial de produtos que não possui demanda, além de um desbalanceamento entre a capacidade produtiva por produto e a demanda existente. Tendo em vista a necessidade de se preencher a capacidade máxima da linha, se houver uma linha que produz um determinado grupo de produtos sem demanda, o modelo indicará a produção dos produtos impactem de forma negativa os custos de manutenção de estoques, não evitando, porém, que o nível de estoque suba. Dentre os componentes, apenas o recurso C2 teve sua capacidade inteiramente utilizada, e conseqüente falta de componentes para a montagem final. Entretanto, devido à baixa margem obtida pelos produtos que utilizam o componente C2 e que tiveram sua demanda não atendida, R$ 6,28, um investimento no aumento de capacidade no recurso C2 traria um retorno para a empresa abaixo da margem de contribuição atual. Além do impacto nos indicadores financeiros, o uso do modelo impacta também os indicadores operacionais da empresa, principalmente os relacionados à entrega e aos estoques. A confiabilidade da entrega aumenta com relação aos volumes e datas acordados com os clientes, uma vez que ao se considerar as restrições do sistema, garante-se a viabilidade do planejamento. O giro de estoques também sofre uma melhoria, dado que o modelo procura minimizar o custo de estoques no longo prazo, alocando assim em estoque os produtos com demanda projetada e maior possibilidade de sair. O modelo ainda traz benefícios indiretos aos processos de gerenciamento de mix de clientes e produtos. Considerando-se uma matriz que correlaciona margem de contribuição média e volume de vendas para o período em análise, por produto por cliente, que aqui se convencionará chamar SKU, tem-se a seguinte distribuição apresentada na Figura 4. Margem de Contribuição C A D B R$ 25,00 15.000 un. Volume de Vendas Figura 4 – Matriz margem de contribuição X volume de vendas 13/16 ANAIS O quadrante “A” representa os SKUs cujos volumes ultrapassam as 15.000 unidades durante o período de análise selecionado e cujas margens de contribuição são superiores a R$25,00. Para o quadrante “B”, o volume é superior a 15.000 unidades e a margem inferior a R$ 25,0. O quadrante “C” apresenta margem superior a R$ 25,0 e volume inferior a 50.000. Por fim, no quadrante “D”, margem e o volume são inferiores aos limites apresentados. Ao se classificar a demanda irrestrita de acordo com os parâmetros descritos no parágrafo anterior, em uma situação hipotética em que toda a demanda é atendida, tem-se o resultado apresentado na Tabela 7. Classificação Nr. de SKUs % SKUs Margem média ponderada Retorno médio por SKU Retorno total % Retorno A 23 4% 31,55 1.368.153,55 31.467.531,64 20% B 127 20% 11,00 801.660,28 101.810.856,02 63% C 194 31% 31,36 60.148,09 11.668.728,96 7% D 286 45% 13,82 53.851,41 15.401.502,30 10% Tabela 7 – Classificação dos SKUs para a demanda irrestrita Nota-se que 24% dos SKUs, contidos nas classes “A” e “B”, representam 83% do retorno obtido pela empresa. A classe de classificação “B”, apesar de possuir a margem média ponderada pelos volumes mais baixa, possui um retorno médio por SKU muito superior aos obtidos pelas classes “C” e “D”, devido aos altos volumes. A opção por priorizar a classe “B” em detrimento da “C”, que possui maiores margens individuais, traz como benefício, além do maior retorno absoluto, uma grande redução da complexidade de operação – menos clientes e produtos – e conseqüentes custos logísticos e de gerenciamento de portfolio de produtos e clientes reduzidos. Em contrapartida, um esforço para aumentar os volumes da classe “C”, reduzindo o atendimento dos clientes “B”, traria à empresa um retorno absoluto maior. Com a utilização do modelo de programação linear, 77 SKUs deixaram de ser atendidos, 45 no quadrante “D” e 32 no quadrante “B”. Como o critério do modelo prioriza o retorno, não considerando variáveis relacionadas à complexidade da operação, os SKUs “C” tiveram prioridade sobre os “B”. Outros 30 SKUs tiveram sua demanda por vendas apenas parcialmente atendida, 4 pertencentes à classe “B” e “26” à classe “D”. A existência de SKUs nos quadrantes “B” e “D” no resultado do modelo se deve principalmente a premissa de se utilizar toda a capacidade de produção, de forma que, não existindo demanda suficiente para encher uma determinada linha de montagem com SKUs dos demais quadrantes, o modelo indica a necessidade de produção dos SKUs de menor margem de contribuição. A Tabela 8 apresenta a classificação por volume de vendas / margem de contribuição, considerando-se apenas os SKUs selecionados pelo modelo, ou seja, aqueles que tiveram sua demanda de vendas atendida. Assim como ocorre com a classificação para a demanda irrestrita, nos resultados do modelo, 21% dos SKUs respondem por 82% do retorno total. Classificação Nr. de SKUs % SKUs Margem média ponderada Retorno médio por SKU Retorno total % Retorno A 23 4% 31,55 1.368.171,96 31.467.955,11 23% B 95 17% 14,15 842.876,50 80.073.267,62 59% C 194 35% 32,06 60.180,18 11.674.954,04 9% D 241 44% 14,58 53.072,37 12.790.440,65 9% Tabela 8 – Classificação dos SKUs para a demanda atendida pelo resultado do modelo 14/16 ANAIS Com a seleção dos SKUs realizada pelo modelo, a margem média ponderada cresceu nas classes “B”, “C” e “D”, com a classe “B” obtendo um aumento de 29%. A classe “B” também obteve um aumento significativo, cerca de 5%, no retorno médio por SKU. Utilizando-se a lógica de classificação com ferramenta para auxílio da elaboração da estratégia e das táticas de marketing, sugere-se que a empresa busque um aumento de volume para os itens localizados em “C” e aumento de preço para os itens em “B”, sem deixar de levar em consideração outras variáveis não contempladas pelo modelo, como a importância estratégica de determinados clientes e o desenvolvimento de novos mercados, entre outras. Os itens em “D” deveriam ser descontinuados, caso não haja possibilidade de mudança de quadrante. Analisando-se os clientes de forma isolada, nota-se que 4 dos 74 clientes com demanda de vendas deixaram de ser atendidos completamente. Considerando os clientes cuja demanda atendida é menor do que 25% de sua demanda total, este número sobe para 12, o que representa 16% do portfolio de clientes. Da mesma forma, isolando-se os produtos, 2 modelos deixaram de ser atendidos completamente e 37 foram atendidos em uma proporção menor do que 25% de sua demanda total, o portfolio de produtos é reduzido em 18%. Estas análises permitem que a empresa foque nos produtos e clientes mais rentáveis, de forma que vendas e marketing direcionem seus esforços para priorizá-los na busca de novas oportunidades. 7. Considerações Finais A utilização de um modelo de otimização fornece à empresa a visibilidade sobre os clientes e produtos que trazem maior retorno dadas as restrições existentes para a formação de um plano de produção de médio prazo baseado em uma demanda de mercado. Desta forma, a empresa possui uma poderosa ferramenta para auxílio da formação de sua tática de vendas e marketing, desenvolvimento de produtos e investimentos em manufatura. Os resultados do modelo podem suportar as táticas de marketing para direcionar os esforços de vendas para o atendimento dos clientes mais rentáveis, enquanto os menos rentáveis podem ter sua participação nas vendas diminuída ou mesmo eliminada, conforme a estratégia adotada pela empresa. No caso do desenvolvimento de produtos, o modelo pode indicar as linhas de produção cujos produtos possuem maior demanda e que trazem o maior retorno à empresa. Seguindo a mesma lógica, as linhas de montagem que produzem apenas produtos com baixa demanda, ou baixa rentabilidade, podem absorver novos produtos que venham a melhorar o mix de vendas da empresa. Do ponto de vista de manufatura, os resultados indicam os recursos que restringem o atendimento de produtos e clientes cuja rentabilidade contribui positivamente para o resultado. Os resultados do modelo sugerem também que ocorra uma racionalização dos mix de produtos e clientes, colocando o foco nas oportunidades mais atraentes e reduzindo os custos logísticos - transportes, estoques, atendimento ao cliente, entre outros - e os custos associados à administração dos portfolios de clientes e produtos, além da simplificação dos processos de planejamento de vendas e produção pela redução do número de variáveis. O modelo também pode servir como ferramenta de simulação, ao se utilizarem diferentes configurações de entrada, como por exemplo, variações na produtividade e na disponibilidade de hora para a produção. O recurso de simulação pode ser de especial interesse na análise de 15/16 ANAIS viabilidade de novos produtos, ao testar os volumes e margens projetadas contra as capacidades de manufatura disponíveis e checar como o modelo aloca estas demandas no plano de produção. Por fim, a utilização de um processo estruturado e com regras definidas garante à empresa a visibilidade e o controle sobre os pontos de melhoria, além de facilitar o entendimento de toda a organização sobre os processos de planejamento e sistematizar um processo decisório analítico. Referências ARNOLD, J. R.T.; STEPHEN N. C. Introduction to materials management. New Jersey: Prentice-Hall, 2001. AXSATER, S. On the Feasibility of Aggregate Production Plans. Operations Research, Vol. 34, No. 5. 1986. BITRAN, G. R.; HAAS, E. A.; HAX, A. C. Hierarchical Production Planning: A Single Stage System. Operations Research, Vol. 29, No. 4. 1981. BITRAN, G. R.; HAAS, E. A.; HAX, A. C. Hierarchical Production Planning: A Two-Stage System. Operations Research, Vol. 30, No. 2. 1982. DEMPSTER, M. A. H.; FISHER, M. L.; JANSEN, L.; LAGEWEG, B. J.; LENSTRA, J. K.; RINNOOY KAN, A. H. G. Analytical Evaluation of Hierarchical Planning Systems. Operations Research, Vol. 29, No. 4. 1981. GIANESI, I. G. N. Implementing manufacturing strategy through strategic production planning. International Journal of Operations & Production Management, Vol. 18, No. 3. 1998. GOLDRATT, E. M.; COX, J. A Meta. São Paulo: IMAN, 1988. HAX, A. C.; MEAL, H. C. Hierarchical Integration of Production Planning and Scheduling. Studies in Management Sciences, Vol. I. New York: North Holland-American Elsevier, 1975. HOLT, C. C.; MODIGLIANI, F.; SIMON, H. A. A Linear Decision Rule for Production and Employment Scheduling. Management Science, Vol. 2, No. 1. 1955. LEE, W. B.; KHUMAWALA, B. M. Simulation Testing of Aggregate Production Planning Models in an Implementation Methodology. Management Science, Vol. 20, No. 6. 1974 ÖZDAMAR, L.; BOZYEL, M. A.; BIRBIL, S. I. A hierarchical decision support system for production planning (with case study). European Journal of Operational Research, 104. 1998. SINGHAL, J.; SINGHAL, K. Holt, Modigliani, Muth, and Simon’s work and its role in the renaissance and evolution of operations management. Journal of Operations Management, 25. 2007. SPRAGUE, L. G; RITZMAN, L. P.; KRAJEWSKI, L. Production Planning, Inventory Management and Scheduling: Spanning the Boundaries. Managerial and Decision Economics, Vol. 11, No. 5. 1990. VACCARO, G. L R.; RODRIGUES, L. H.; MENEZES, F. M. Um Estudo da Implantação de um Otimizador de Mix para o Setor Agropecuário. Gestão e Produção, v.13, n.2. 2006. VOLLMAN, T. E.; BERRY, W. L.; WHYBARK, D. C. Manufacturing Planning and Control Systems. New York: McGraw-Hill, 1997. WALLACE, T. F. Sales & Operations Planning – The How-To Handbook. T.F. Wallace & Company, 1999. 16/16
Download