MODELAGEM DO PLANEJAMENTO MESTRE DA PRODUÇÃO
ATRAVÉS DO EMPREGO DE REGRAS NEBULOSAS
Dayse Mourão Arruda
TESE
SUBMETIDA
AO
CORPO
DOCENTE
DA
COORDENAÇÃO
DOS
PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE DOUTOR EM CIÊNCIAS EM ENGENHARIA DE
PRODUÇÃO.
Aprovada por:
_______________________________________________
Prof. Carlos Alberto Nunes Cosenza, D.Sc.
_______________________________________________
Prof. Roberto Cintra Martins, D.Sc.
_______________________________________________
Prof. Elton Fernandes, Ph.D.
_______________________________________________
Prof. Marco Aurélio Sicchiroli Lavrador, D.Sc.
_______________________________________________
Prof. Ricardo Rodrigues Pacheco, D.Sc.
RIO DE JANEIRO, RJ – BRASIL
DEZEMBRO DE 2006
ARRUDA, DAYSE MOURÃO
Modelagem do Planejamento Mestre da
Produção através do emprego de regras
nebulosas [Rio de Janeiro] 2006
XVIII,196 p. 29,7 cm (COPPE/UFRJ, D.Sc.,
Engenharia de Produção, 2006)
Tese – Universidade Federal do Rio de
Janeiro, COPPE
1. Planejamento Mestre da Produção
2. Gestão da Produção
3. Lógica Nebulosa
4. Sistemas de Inferência Nebulosa
I. COPPE/UFRJ
II. Título (série)
ii
Aos meus filhos amados Gabriela e Felipe,
sem os quais nada valeria a pena.
Ao Rogério, meu amante, cúmplice e
companheiro de todas as horas,
que dá sentido a minha vida.
Aos meus queridos pais, Julita e João,
responsáveis por tudo que sou.
iii
AGRADECIMENTOS
Agradecer a todos que colaboraram de alguma forma para a conclusão desse
trabalho é uma tarefa impossível. Posso apenas tentar citar os mais diretamente
envolvidos, mas já sabendo de antemão que certamente estou cometendo omissões.
Ao professor Roberto Cintra, que mais do que orientar com palavras orienta
com seu próprio exemplo de dignidade e de vida, por estar sempre presente e atento
aos mínimos detalhes. Um professor no verdadeiro sentido da palavra.
Ao professor Cosenza pela orientação intensiva ao longo desse último ano e
pelo apoio irrestrito que tornou possível esse trabalho.
Ao professor Eduardo Jardim, pela orientação competente e desprendimento
com que colaborou na pesquisa.
Ao professor Miguel de Simone, orientador de primeira hora, e que agora
certamente está “flutuando” em lugares mais agradáveis, por ter chamado a atenção
para questões que nunca havia sequer enxergado.
Aos professores Elton Fernandes, Marco Aurélio Sicchiroli e Ricardo Pacheco
pela participação na banca e pela valorosa interação.
A Aída, por receber a mim e todos os outros orientados do professor Cintra de
braços abertos, ajudando a tornar essa jornada mais leve.
Ao pessoal da G-209 pela acolhida amorosa e em especial a Fátima pelo
carinho e eficiência inigualável, a Zui pelo apoio naqueles momentos de desespero e a
D. Maria por seu sorriso sempre amigo.
A Dª. Perla, pela gentileza e paciência constante.
Ao pessoal do Programa de Engenharia de Produção, pela forma prestativa
com que atenderam todas as demandas.
Ao Carlos, chefe da DGEP, por ter disponibilizado os recursos necessários
para a realização da pesquisa.
iv
A todos os meus amigos da DGEP e em especial ao Saul, Janete, Andréa,
Therezinha e Ines, que torceram por mim esse tempo todo.
Ao João por ter permitido minha inscrição ao doutorado durante sua chefia.
A Direção do INT por possibilitar a realização desse trabalho.
A Sandra, Heloisa e Carlos, pelos pequenos gestos no dia-a-dia.
Ao Ricardo Sarmento pela torcida e por ter se desdobrado para arrumar um
tempo para as nossas reuniões.
A Laura, minha professora de yoga por ter garantido a minha sanidade no
meio desse vendaval.
A Adriane, mais do que terapeuta amiga, pelo apoio irrestrito todos esses anos.
As minhas amigas queridas Margarete e Any, pelo simples fato de existirem, se
já não houvesse milhões de outros motivos para agradecer.
A Rosana pelo precioso auxílio na tradução.
Aos meus irmãos Júlio, Denize e Ronaldo por estarem ao meu lado.
Aos meus pais por me ensinarem a não desistir nunca.
A Gabriela e Felipe por serem as pessoas maravilhosas que são e por
agüentaram esse caos que é o trabalho de tese.
Ao Rogério, companheiro de toda a vida, por seu amor e apoio irrestrito, sem
os quais nada teria sido possível.
v
Resumo da Tese apresentada à COPPE/UFRJ como parte dos requisitos necessários
para a obtenção do grau de Doutor em Ciências (D.Sc.)
MODELAGEM DO PLANEJAMENTO MESTRE DA PRODUÇÃO ATRAVÉS DO
EMPREGO DE REGRAS NEBULOSAS
Dayse Mourão Arruda
Dezembro/2006
Orientadores: Roberto Cintra Martins
Eduardo Galvão Moura Jardim
Programa: Engenharia de Produção
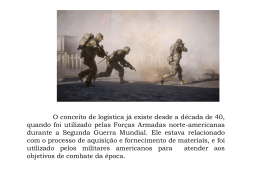
O planejamento mestre da produção corresponde ao conjunto de atividades
relacionadas ao processo de transposição dos planos de médio prazo da companhia
em detalhadas decisões de curto prazo. Estes planos devem ser elaborados de forma
a compatibilizar o atendimento da demanda com as restrições de capacidade da
empresa. Esta é uma tarefa substancialmente complexa, que exige forte interação
entre os diversos setores e é caracterizada pela necessidade de conciliação de
objetivos normalmente conflitantes e ambíguos. É freqüente também que o processo
decisório seja feito a partir de dados imprecisos ou incompletos, adicionando mais um
complicador ao problema.
A relevância e complexidade dessa atividade fazem desse tópico um
importante foco de desenvolvimentos. Observamos porém que ainda hoje estes
modelos não são utilizados na prática, em decorrência das características intrínsecas
do problema.
Considerando o exposto, propomos nesse trabalho uma modelagem adequada
ao processo de gerenciamento do plano mestre, que possibilite incorporar os aspectos
ambíguos, subjetivos e impregnados de imprecisão que lhe são inerentes. Para atingir
este objetivo empregamos uma abordagem baseada na formalização do próprio
processo decisório do gestor, sob a forma de regras nebulosas. Este enfoque faz uso
do arcabouço teórico oferecido pela lógica nebulosa, que se ajusta perfeitamente à
formulação de problemas com as características expostas.
vi
Abstract of Thesis presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Doctor of Science (D.Sc.)
MASTER PRODUCTION SCHEDULE THROUGH APPLICATION OF FUZZY RULES
Dayse Mourão Arruda
December/2006
Advisors:
Roberto Cintra Martins
Eduardo Galvão Moura Jardim
Department: Production Engineering
The master production schedule corresponds to the set of activities related to
the translation of the company’s long-term plans, into short-term detailed decisions.
These plans must be elaborated so as to coordinate the meeting of the demand to its
capability restrictions. This is a substantially complex task, which demands strong
interaction between the various sectors, and it’s characterized by the need of
conciliating usually conflicting, ambiguous goals. It’s also frequent that the decision
process be made over inaccurate or incomplete data, adding another complication
factor to the problem.
The relevance and complexity of this activity renders this topic an important
focus of developments. However, we notice that even nowadays these models aren’t
put into practice, due to the intrinsic characteristics of the problem.
Considering this brief exposition, we propose in this work an adequate
modelling to the master plan management process, which enables it to incorporate the
ambiguous, subjective, and imbued with inaccuracies aspects that are inherent to it. To
achieve this goal we applied an approach based on the formalization in fuzzy rules of
the very manager’s decision process. This approach makes use of the theoretical
framework offered by fuzzy logic, which perfectly adjusts itself to the formulation of
problems with the presented characteristics.
vii
SUMÁRIO
1.
INTRODUÇÃO ..................................................................................................................................1
1.1.
1.2.
1.3.
1.4.
1.5.
FORMULAÇÃO DO PROBLEMA E OBJETIVO .....................................................................................1
METODOLOGIA DE TRABALHO ......................................................................................................2
ORGANIZAÇÃO DO TEXTO .............................................................................................................3
CONTEXTUALIZAÇÃO ....................................................................................................................3
DESCRIÇÃO DO PROBLEMA – O QUE É O PLANEJAMENTO MESTRE DA PRODUÇÃO .........................6
2. CARACTERÍSTICAS GERAIS DA ATIVIDADE DE PLANEJAMENTO MESTRE DA
PRODUÇÃO...............................................................................................................................................9
2.1.
2.2.
2.3.
2.4.
2.5.
3.
FORMATO PADRÃO DA SAÍDA DE SISTEMAS PMP ..........................................................................9
LÓGICA DA GERAÇÃO DO PLANO MESTRE ..................................................................................11
O NÍVEL DE TOMADA DE DECISÃO NO PMP.................................................................................14
ESTRUTURA DE LISTA DE MATERIAIS PARA O PLANEJAMENTO MESTRE .....................................16
ESTRATÉGIAS DE ABORDAGEM NO PLANEJAMENTO MESTRE ......................................................18
TEORIA DOS CONJUNTOS NEBULOSOS ................................................................................24
3.1. CONCEITOS BÁSICOS ...................................................................................................................24
3.1.1.
Conjunto Nebuloso e Função de Pertinência .....................................................................25
3.1.2.
Operações com conjuntos Nebulosos .................................................................................27
3.1.2.1.
3.1.2.2.
3.1.3.
3.1.4.
3.1.5.
3.1.6.
3.1.6.1.
3.1.6.2.
Operadores Padrão ........................................................................................................................ 27
Operadores Nebulosos Generalizados ........................................................................................... 29
Modificadores.....................................................................................................................31
Variáveis Lingüísticas ........................................................................................................33
Regras Nebulosas ...............................................................................................................35
Raciocínio Aproximado ......................................................................................................38
Operadores de Implicação Nebulosa. ............................................................................................ 39
Etapa de Agregação das regras...................................................................................................... 42
3.2. SISTEMAS DE INFERÊNCIA NEBULOSOS .......................................................................................45
Fuzzificação........................................................................................................................................46
Inferência............................................................................................................................................46
Defuzzificação ....................................................................................................................................46
3.3. OTIMIZAÇÃO NEBULOSA – CONCEITOS BÁSICOS ..........................................................................48
Formulação Geral ..............................................................................................................................49
4. O ESTADO D’ARTE NO PLANEJAMENTO MESTRE DA PRODUÇÃO E
PLANEJAMENTO AGREGADO ..........................................................................................................55
4.1. POSSIBILIDADES DE ABORDAGEM NO PMP/PAP .........................................................................58
4.1.1.
Foco na Prática de Gestão .................................................................................................58
4.1.2.
Otimização Clássica ...........................................................................................................60
4.1.2.1.
4.1.2.2.
4.1.2.3.
4.1.2.4.
4.1.2.5.
4.1.2.6.
4.1.2.7.
4.1.3.
4.1.4.
4.1.5.
Modelos de Programação Linear................................................................................................... 61
Regras Lineares de Decisão........................................................................................................... 62
Programação por Metas................................................................................................................. 64
Regras de Decisão de Busca (Search Decision Rules) .................................................................. 64
Heurística de Distribuição da Produção (Production Switching Heuristic) .................................. 65
Coeficientes de Gerenciamento ..................................................................................................... 65
Planejamento Hierárquico da Produção (Hierarchical Production Planning) ............................... 65
Modelos analíticos associados à sistemas ERP..................................................................67
Sistemas Especialistas Simbólicos......................................................................................69
Abordagem de Inteligência Computacional. ......................................................................70
4.1.5.1. Abordagem empregando Algoritmos Genéticos/ Redes Neurais/Raciocínio Baseado em Casos.. 71
4.1.5.2. Abordagem empregando a teoria dos conjuntos nebulosos ........................................................... 74
4.1.5.2.1. Enfoque baseado em Otimização Nebulosa............................................................................ 75
4.1.5.2.2. Enfoque baseado em Sistemas Nebulosos .............................................................................. 77
4.1.5.2.3. Operações com conjuntos nebulosos ...................................................................................... 78
5. PROPOSTA DE MODELAGEM PARA O PROCESSO DE GERENCIAMENTO DO PLANO
MESTRE DE PRODUÇÃO.....................................................................................................................80
5.1.
FORMULAÇÃO DA MODELAGEM PROPOSTA PARA DEFINIÇÃO DO PLANO MESTRE ........................84
viii
5.1.1.
Estratégia de construção da base de regras.......................................................................84
5.1.2.
Descrição das variáveis lingüísticas, seus termos e respectivas semânticas .....................85
5.1.3.
Base de Regras ...................................................................................................................89
5.2. CONTEXTUALIZAÇÃO DO PROBLEMA CONSIDERANDO UM CENÁRIO HIPOTÉTICO PARA AVALIAÇÃO
DA MODELAGEM ......................................................................................................................................95
5.2.1.
Estrutura do Simulador- Versão 1......................................................................................96
5.2.2.
Etapas de Operação do Simulador.....................................................................................98
5.2.3.
Conclusão do primeiro experimento.................................................................................103
5.2.4.
Contextualização do segundo experimento empregando uma formulação alternativa para
definição do plano mestre ................................................................................................................105
5.2.5.
Informações sobre o cenário para o segundo experimento..............................................108
5.2.6.
Caracterização da modelagem alternativa considerando a variação percentual em relação
ao estoque desejado..........................................................................................................................109
5.2.7.
Conclusão do Segundo Experimento ................................................................................116
5.3. FORMULAÇÃO DO ASPECTO RELATIVO À AVALIAÇÃO DE PLANOS ALTERNATIVOS ....................117
5.3.1.
Descrição da modelagem para avaliação do nível de estoques .......................................117
5.3.2.
Aplicação da modelagem no cenário do segundo experimento........................................124
5.3.3.
Formulação da modelagem para avaliar nivelamento da produção e política de estoques
........................................................................................................................................... 126
5.3.4.
Avaliação dos resultados obtidos com o terceiro experimento ........................................132
6.
CONCLUSÃO ................................................................................................................................135
7.
DESDOBRAMENTOS...................................................................................................................140
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................................................142
ANEXO I ................................................................................................................................................148
ANEXO II...............................................................................................................................................149
ANEXO III .............................................................................................................................................151
ANEXO IV .............................................................................................................................................156
ANEXO V ..............................................................................................................................................164
ANEXO VI .............................................................................................................................................166
ANEXO VII............................................................................................................................................174
ANEXO VIII ..........................................................................................................................................182
ix
Índice das figuras
FIGURA 1.1- ARQUITETURA TÍPICA DE SISTEMAS MRP II .............................................................7
FIGURA 2.1 - NÍVEL DO ITEM NO PMP X ESTRUTURA DO PRODUTO ADAPTADO DE
MCLEAVEY E NARASIMHAN (1985)...................................................................................................14
FIGURA 2.2 - PLANO MESTRE AO NÍVEL DAS OPÇÕES .................................................................17
FIGURA 3.1 - FUNÇÃO DE PERTINÊNCIA DO CONJUNTO NEBULOSO A ...................................26
FIGURA 3.2 - FUNÇÕES DE PERTINÊNCIA TRIANGULARES PARA OS CONJUNTOS A, B E C.
....................................................................................................................................................................26
FIGURA 3.3 - FUNÇÕES DE PERTINÊNCIA TRAPEZOIDAIS PARA OS CONJUNTOS A, B E C..27
FIGURA 3.4 - FUNÇÕES DE PERTINÊNCIA GAUSSIANAS PARA OS CONJUNTOS A, B E C.....27
FIGURA 3.5 - EXEMPLO DE FUNÇÕES EMPREGADAS NOS MODIFICADORES “MUITO” E
“EXTREMAMENTE” ...............................................................................................................................32
FIGURA 3.6 – FUNÇÕES DE PERTINÊNCIA PARA A VARIÁVEL LINGÜÍSTICA “TESTE” .......37
FIGURA 3.7 – FUNÇÕES DE PERTINÊNCIA PARA A VARIÁVEL LINGÜÍSTICA
“CONHECIMENTO” ................................................................................................................................37
FIGURA 3.8 – FUNÇÕES DE PERTINÊNCIA PARA A VARIÁVEL LINGÜÍSTICA “NOTA” .........37
FIGURA 3.9 - POSSIBILIDADES DE CÁLCULO PARA A ETAPA DE AVALIAÇÃO DE CADA
REGRA (ARRUDA & MARTINS, 2006) .................................................................................................41
FIGURA 3.10 - EXEMPLO DE ALGUMAS COMBINAÇÕES DE OPERADORES BASTANTE
USADAS....................................................................................................................................................43
FIGURA 3.11 - ETAPAS DE UM SISTEMA NEBULOSO .....................................................................48
FIGURA 3.12 - FUNÇÃO DE PERTINÊNCIA PARA RESTRIÇÕES DO TIPO “MENOR OU IGUAL"
....................................................................................................................................................................51
FIGURA 3.13 - FUNÇÃO DE PERTINÊNCIA PARA RESTRIÇÕES DO TIPO “MAIOR OU IGUAL"
....................................................................................................................................................................51
FIGURA 3.14 - FUNÇÃO DE PERTINÊNCIA PARA RESTRIÇÕES DO TIPO “IGUAL"...................52
FIGURA 4.1 - MAPA CONCEITUAL COM ESQUEMA DAS POSSIBILIDADES DE ABORDAGEM
PMP/PAP (ARRUDA ET AL., 2006) ........................................................................................................57
FIGURA 5.1 - PARTIÇÃO NEBULOSA PARA A VARIÁVEL ESTOQUE T-1 ....................................88
FIGURA 5.2 - PARTIÇÃO NEBULOSA PARA A VARIÁVEL PRODUÇÃO T ...................................88
FIGURA 5.3 - PARTIÇÃO NEBULOSA PARA A VARIÁVEL VENDAS T .......................................88
FIGURA 5.4 – TELA COM ANÁLISE DA UTILIZAÇÃO DO OPERADOR DE MÁXIMO PARA
AGREGAÇÃO...........................................................................................................................................91
FIGURA 5.5 – TELA COM ANÁLISE DA UTILIZAÇÃO DO OPERADOR DE SOMA PARA
AGREGAÇÃO...........................................................................................................................................92
x
FIGURA 5.6 – ANÁLISE DO USO DO CENTRÓIDE NA ETAPA DE DEFUZZIFICAÇÃO...............93
FIGURA 5.7 – SUPERFÍCIE RESULTANTE DA RELAÇÃO DA BASE DE REGRAS X
OPERADORES NEBULOSOS .................................................................................................................95
FIGURA 5.8 – ÁRVORE DE TELAS PARA O SIMULADOR DO EXPERIMENTO 1 ........................97
FIGURA 5.9 – ESTRUTURA DE ARQUIVOS DO SIMULADOR PARA O PRIMEIRO
EXPERIMENTO........................................................................................................................................97
FIGURA 5.10 – TELA APÓS A OPÇÃO “CARREGA REGRAS” .........................................................98
FIGURA 5.11 – TELA COM FUNÇÕES DE PERTINÊNCIA DA VARIÁVEL PREVVENDAS T EM [1,1] .............................................................................................................................................................99
FIGURA 5.12 – TELA COM FUNÇÕES DE PERTINÊNCIA DA VARIÁVEL ESTOQUE T-1 [0,5000]
....................................................................................................................................................................99
FIGURA 5.13 – TELA COM EDIÇÃO PARA OS VALORES MÁXIMOS E MÍNIMOS DE CADA
VARIÁVEL .............................................................................................................................................100
FIGURA 5.14 – SUPERFÍCIE FORMADA PELAS REGRAS E MECANISMO DE INFERÊNCIA...101
FIGURA 5.15 – TELA DE SELEÇÃO DE ARQUIVO PARA IMPORTAÇÃO DE DADOS DE
ENTRADA...............................................................................................................................................101
FIGURA 5.16 – TELA COM PLANO DE PRODUÇÃO E DE ESTOQUES.........................................102
FIGURA 5.17 – TELA COM GRÁFICO DO PLANO DE PRODUÇÃO E DE ESTOQUES ...............102
FIGURA 5.18 – TELA DO SIMULADOR COM A PARTIÇÃO NEBULOSA PARA A VARIÁVEL
DEMANDAMAX T ..................................................................................................................................110
FIGURA 5.19 – TELA DO SIMULADOR COM A PARTIÇÃO NEBULOSA PARA A VARIÁVEL
VARESTQ% T-1 .......................................................................................................................................111
FIGURA 5.20 – TELA DO SIMULADOR COM A PARTIÇÃO NEBULOSA PARA A VARIÁVEL
PRODUÇÃO T .........................................................................................................................................111
FIGURA 5.21 – TELA DO CADASTRO DE MODELOS DO PROTÓTIPO GESPLAN .....................113
FIGURA 5.22 – VISÃO ESQUEMÁTICA DA DEFINIÇÃO DO PLANO MESTRE NO 2°
EXPERIMENTO – VERSÃO 2 DO SIMULADOR................................................................................114
FIGURA 5.23 – TELA COM PLANO DE PRODUÇÃO SUGERIDO PELO SIMULADOR NA
VERSÃO 2...............................................................................................................................................116
FIGURA 5.24 – TELA COM GRÁFICO DE BARRAS DO PLANO SUGERIDO PELO SIMULADOR
NA VERSÃO2 .........................................................................................................................................116
FIGURA 5.25 – VISÃO ESQUEMÁTICA DO SIMULADOR PARA GERAÇÃO DO PLANO E
AVALIAÇÃO DA POLÍTICA DE ESTOQUES – VERSÃO 3 DO SIMULADOR............................... 120
FIGURA 5.26 - TELA COM PARTIÇÃO NEBULOSA DA VARIÁVEL VARESTQ% T NO NÍVEL 2
DO SIMULADOR – VERSÃO 3.............................................................................................................121
FIGURA 5.27 - TELA COM PARTIÇÃO NEBULOSA DA VARIÁVEL POLITICAESTOQUE T NO
NÍVEL 2 DO SIMULADOR – VERSÃO 3.............................................................................................122
xi
FIGURA 5.28 – FUNÇÃO DEFINIDA PELA BASE DE REGRAS, PELAS PARTIÇÕES
NEBULOSAS E PELO MECANISMO DE INFERÊNCIA PARA A DETERMINAÇÃO DO ESCORE
RELATIVO A POLÍTICA DE ESTOQUES POR PERÍODO.................................................................123
FIGURA 5.29 – TELA COM PLANO DE PRODUÇÃO E ESTOQUE PARA O MODELO 602731.. 124
FIGURA 5.30 – ESCORE RELATIVO AO NÍVEL DE ESTOQUES PARA O MODELO 602731.....125
FIGURA 5.31 – TELA RELATIVA A OPÇÃO “MOSTRA DADOS” PARA O MODELO 602731...126
FIGURA 5.32 – VISÃO ESQUEMÁTICA DA AVALIAÇÃO GLOBAL DO PLANO DE PRODUÇÃO,
CONSIDERANDO A POLÍTICA DE ESTOQUES E A ESTRATÉGIA DE NIVELAMENTO DA
PRODUÇÃO - SIMULADOR VERSÃO 4. ............................................................................................129
FIGURA 5.33 – TELA COM PARTIÇÃO NEBULOSA DA VARIÁVEL GRAUNIVELAMENTO... 130
FIGURA 5.34 – TELA COM PARTIÇÃO NEBULOSA DA VARIÁVEL ESCOREGLOBAL............131
FIGURA 5.35 – SUPERFÍCIE DEFINIDA PELA COMBINAÇÃO ENTRE AS REGRAS, AS
PARTIÇÕES NEBULOSAS E OS OPERADORES DO MECANISMO DE INFERÊNCIA. ...............132
FIGURA 5.36 – TELA COM ESCORES PARA “PLANO 1” DEFINIDO PARA O MODELO 121451
..................................................................................................................................................................134
FIGURA AIV.1 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS.TXT ...........................157
FIGURA AIV.2 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS1.TXT .........................157
FIGURA AIV.3 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS2.TXT .........................158
FIGURA AIV.4 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS3.TXT .........................158
FIGURA AIV.5 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS4.TXT .........................159
FIGURA AIV.6 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS5.TXT .........................159
FIGURA AIV.7 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO DADOS6.TXT .........................160
FIGURA AIV.8 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE.TXT..............................160
FIGURA AIV.9 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE1.TXT ............................161
FIGURA AIV.10 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE2.TXT ............................161
FIGURA AIV.11 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE3.TXT ............................162
FIGURA AIV.12 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE4.TXT ............................162
xii
FIGURA AIV.13 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE5.TXT ............................163
FIGURA AIV.14 – TELA COM PLANO DE PRODUÇÃO E ESTOQUES SUGERIDOS PELO
SIMULADOR PARA AS VENDAS IMPORTADAS DO ARQUIVO SERIE6.TXT ............................163
FIGURA AVI.1 – PLANO DE PRODUÇÃO PARA O MODELO 121131, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................166
FIGURA AVI.2 – PLANO DE PRODUÇÃO PARA O MODELO 121451, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................167
FIGURA AVI.3 – PLANO DE PRODUÇÃO PARA O MODELO 129508, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................167
FIGURA AVI.4 – PLANO DE PRODUÇÃO PARA O MODELO 131121, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................168
FIGURA AVI.5 – PLANO DE PRODUÇÃO PARA O MODELO 131216, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................168
FIGURA AVI.6 – PLANO DE PRODUÇÃO PARA O MODELO 137206, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................169
FIGURA AVI.7 – PLANO DE PRODUÇÃO PARA O MODELO 149023, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................169
FIGURA AVI.8 – PLANO DE PRODUÇÃO PARA O MODELO 149024, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................170
FIGURA AVI.9 – PLANO DE PRODUÇÃO PARA O MODELO 154121, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................170
FIGURA AVI.10 – PLANO DE PRODUÇÃO PARA O MODELO 320941, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................171
FIGURA AVI.11 – PLANO DE PRODUÇÃO PARA O MODELO 420941, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................171
FIGURA AVI.12 – PLANO DE PRODUÇÃO PARA O MODELO 602731, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................172
FIGURA AVI.13 – PLANO DE PRODUÇÃO PARA O MODELO 612131, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................172
FIGURA AVI.14 – PLANO DE PRODUÇÃO PARA O MODELO 805921, RESULTADO DA OPÇÃO
“CALCULA PRODUÇÃO”.....................................................................................................................173
FIGURA AVII.1 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 121131....................................................................................................................................174
FIGURA AVII.2 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 121451....................................................................................................................................175
FIGURA AVII.3 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 129508....................................................................................................................................175
FIGURA AVII.4 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 131121....................................................................................................................................176
xiii
FIGURA AVII.5 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 131216....................................................................................................................................176
FIGURA AVII.6 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 137206....................................................................................................................................177
FIGURA AVII.7 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 149023....................................................................................................................................177
FIGURA AVII.8 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 149024....................................................................................................................................178
FIGURA AVII.9 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 154121....................................................................................................................................178
FIGURA AVII.10 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 320941....................................................................................................................................179
FIGURA AVII.11 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 420941....................................................................................................................................179
FIGURA AVII.12 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 602731....................................................................................................................................180
FIGURA AVII.13 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 612131....................................................................................................................................180
FIGURA AVII.14 – ESCORE RELATIVO A POLÍTICA DE ESTOQUES PARA O PLANO DO
MODELO 805921....................................................................................................................................181
FIGURA VIII.1- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 121131..............................182
FIGURA VIII.2- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 121451..............................183
FIGURA VIII.3- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 129508..............................183
FIGURA VIII.4- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 131121..............................184
FIGURA VIII.5- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 131216..............................184
FIGURA VIII.6- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 137206..............................185
FIGURA VIII.7- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 149023..............................185
FIGURA VIII.8- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 149024..............................186
FIGURA VIII.9- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 154121..............................186
FIGURA VIII.10- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 320941..............................187
xiv
FIGURA VIII.11- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 420941..............................187
FIGURA VIII.12- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 602731..............................188
FIGURA VIII.13- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 612131..............................188
FIGURA VIII.14- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 805921..............................189
FIGURA VIII.15- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 121131..............................189
FIGURA VIII.16- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 121451..............................190
FIGURA VIII.17- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 129508..............................190
FIGURA VIII.18- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 131121..............................191
FIGURA VIII.19- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 131216..............................191
FIGURA VIII.20- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 137206..............................192
FIGURA VIII.21- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 149023..............................192
FIGURA VIII.22- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 149024..............................193
FIGURA VIII.23- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 154121..............................193
FIGURA VIII.24- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 320941..............................194
FIGURA VIII.25- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 420941..............................194
FIGURA VIII.26- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 602731..............................195
FIGURA VIII.27- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 612131..............................195
FIGURA VIII.28- AVALIAÇÃO DO PLANO QUANTO À POLÍTICA DE ESTOQUES E
ATENDIMENTO A ESTRATÉGIA DE NIVELAMENTO – PRODUTO : 805921..............................196
xv
Índice de tabelas
TABELA 2.1 – TIPOS DE AMBIENTE E ESTRATÉGIAS PARA GESTÃO DO PLANO MESTRE...22
TABELA 3.1- OPERADORES T-NORMA MAIS DISSEMINADOS.....................................................31
TABELA 3.2- OPERADORES T-CONORMA MAIS DISSEMINADOS ...............................................31
TABELA 3.3 - EXEMPLOS DE MODIFICADORES COM SUAS FUNÇÕES MAIS COMUNS.........33
TABELA 3.4- ETAPAS DE INFERÊNCIA X SELEÇÃO DE OPERADORES ......................................44
TABELA 5.1 – VARIÁVEIS LINGÜÍSTICAS E RESPECTIVOS TERMOS LINGÜÍSTICOS ............86
TABELA 5.2 - MAPA DE REGRAS (BASE DE REGRAS RELATIVA AO ARQUIVO PM38.FIS) ..90
TABELA 5.3 – OPERADORES UTILIZADOS POR ETAPA DE INFERÊNCIA ..................................94
TABELA 5.4 – CONVERSÃO DOS TERMOS E RESPECTIVAS FUNÇÕES DE PERTINÊNCIA
PARA AS VARIÁVEIS ESTOQUET-1 E VAR%ESTQ T-1......................................................................106
TABELA 5.5 – TERMOS E RESPECTIVAS FUNÇÕES DE PERTINÊNCIA PARA A VARIÁVEL
DEMANDAMAX T ..................................................................................................................................107
TABELA 5.6 – TERMOS E RESPECTIVAS FUNÇÕES DE PERTINÊNCIA PARA A VARIÁVEL
PRODUÇÃO T ..........................................................................................................................................107
TABELA 5.7 - MAPA DE REGRAS SELECIONADO NO SEGUNDO EXPERIMENTO (BASE DE
REGRAS RELATIVA AO ARQUIVO PLANMESTRE041.FIS) .........................................................115
TABELA 5.8 – VARIÁVEIS LINGÜÍSTICAS E RESPECTIVOS TERMOS USADOS NO CÁLCULO
DO ESCORE PARA A POLÍTICA DE ESTOQUES..............................................................................122
TABELA 5.9 – VARIÁVEIS E TERMOS LINGÜÍSTICOS USADOS NA AVALIAÇÃO GLOBAL
DO PLANO DE PRODUÇÃO.................................................................................................................130
TABELA 5.10 – RESUMO DA AVALIAÇÃO DO SIMULADOR QUANTO À ESTOQUES E
NIVELAMENTO.....................................................................................................................................133
xvi
Índice de quadros
QUADRO 2.1 - FORMATO PADRÃO DE INTERFACE EM SISTEMAS PMP....................................11
QUADRO 3.1 – PROCEDIMENTO DE INFERÊNCIA RESUMIDO .....................................................44
QUADRO 4.1 – TIPOS DE ABORDAGEM PARA O PROBLEMA DO PAP/PMP E SUAS
RESTRIÇÕES ............................................................................................................................................79
QUADRO 5.1 – BASE DE REGRAS PARA AVALIAÇÃO DA POLÍTICA DE ESTOQUES ............123
QUADRO 5.2 – BASE DE REGRAS PARA AVALIAÇÃO GLOBAL DO PLANO............................131
xvii
Lista de Abreviaturas
APICS - American Production and Inventory Control Society
ATP - Available to Promise / Disponível para Promessa de Entrega
APS - Advanced Planning and Scheduling
CRP – Capacity Requirements Planning/Planejamento das Necessidades de
Capacidade
ERP - Enterprise Resource Planning / Sistemas Integrados de Gestão Empresarial
GUIDE – Graphical User Interface Development Environment
HP - Horizonte de planejamento
IA - Inteligência Artificial
IC - Inteligência Computacional
IDC - International Data Corporation
MPS - Master Production Schedule
MRP - Material Requirements Planning / Planejamento das Necessidades de Material
MRP II - Manufacturing Resource Planning / Planejamento dos Recursos de
Manufatura
PAP - Planejamento Agregado da Produção
PL - Programação Linear
PLN - Programação Linear Nebulosa
PME - Pequenas e Médias Empresas
PMP - Planejamento Mestre da Produção
PO - Pesquisa Operacional
PPP - Planejamento da Produção Paramétrico
RBC - Raciocínio Baseado em Casos
RCCP - Rough Cut Capacity Planning
SGBD - Sistema gerenciador de banco de dados
SE´s - Sistemas Especialistas
SIN – Sistemas de inferência nebulosos
TSK - Takagi-Sugeno-Kang
xviii
1. Introdução
1.1. Formulação do problema e objetivo
No mundo competitivo da atualidade, um planejador da produção lida
constantemente com objetivos conflitantes tais como o cumprimento de todos os
prazos de entrega, priorização de pedidos de clientes específicos, redução de
despesas operacionais e ainda se depara com freqüentes mudanças deflagradas por
clientes, fornecedores e demais atores do ambiente produtivo.
Nestas circunstâncias, para definir seu plano mestre de produção, o gestor tem
que considerar uma ampla gama de variáveis relativas a diferentes níveis e políticas
de estoque, fornecimento e capacidade produtiva, além de prazos, quantidades e
preços em constante mutação.
Um plano mestre bem elaborado resulta em uso mais eficiente dos recursos
fabris e melhor atendimento às demandas do mercado, gerando níveis adequados de
estoque e de serviços. Falhas constantes na sua definição no entanto, podem trazer
inconvenientes para a empresa, levando à diminuição de sua capacidade competitiva.
Diante desse quadro complexo e dinâmico e das diversas restrições feitas às
abordagens disponíveis para tratar o problema, nos propomos no presente trabalho a
desenvolver uma modelagem que permita ao gestor, definir com mais facilidade e
flexibilidade planos mestre que atendam satisfatoriamente aos objetivos estabelecidos.
Podemos dizer, em outras palavras, que o foco dessa pesquisa é propor uma
modelagem voltada para a atividade de gerenciamento do plano mestre de produção
que trate adequadamente problemas que apresentam objetivos múltiplos, conflitantes
e caracterizados pela ocorrência de ambigüidade e imprecisão nos dados. Utilizamos
com esse intuito, o ferramental disponibilizado pela lógica nebulosa, mais
especificamente o da abordagem baseada em Sistemas de Inferência Nebulosa, que
1
propicia interessantes recursos para a modelagem de questões com as peculiaridades
descritas.
No desenrolar da pesquisa nos deparamos com a necessidade de desenvolver
um instrumento que tornasse mais ágil a análise dos planos gerados pelo modelo
sugerido para o tópico de definição do plano mestre.
Desta forma, acabamos por
elaborar adicionalmente uma formulação voltada para a avaliação de planos de
produção alternativos, levando em consideração o atendimento das metas
estabelecidas.
Consideramos que esta modelagem, subproduto do objetivo principal de nossa
pesquisa, além de ser necessária ao nosso processo de refinamento da base de
conhecimento, também seria de grande utilidade auxiliando o gestor em seu próprio
processo de planejamento, pois facilita a verificação do nível de atendimento dos
planos em relação aos objetivos que se deseja atingir.
1.2. Metodologia de Trabalho
Com o intuito de conseguir identificar a viabilidade de uma proposta como
essa, em termos computacionais e em relação ao aspecto de modelagem do problema
propriamente dito, optamos por implementar quatro simuladores com suas respectivas
bases de regras focalizando questões específicas dentro de uma proposta de
procedimento mais ampla para tratar tanto a definição do plano mestre de produção
quanto a seleção dentre planos alternativos. Dessa forma poderíamos vivenciar os
problemas relativos à formulação desejada, e avaliar melhor sua adequação, numa
abordagem do tipo “prototipagem rápida”.
Cada um dos simuladores propostos parte da formulação anterior e acrescenta
algum novo aspecto em sua modelagem. Os dois primeiros são voltados para a
questão da definição do plano mestre e os dois últimos focados na atividade de
avaliação de planos de produção alternativos.
2
1.3. Organização do texto
Organizamos o texto que se segue em 7 capítulos. No primeiro capítulo, além
explicitar o objetivo da pesquisa, definimos e contextualizamos a atividade do
planejamento mestre da produção.
No capítulo 2 discutimos as principais características e instrumentos desse
processo de planejamento no âmbito dos modernos sistemas integrados de gestão.
Apresentamos no capítulo 3 os principais conceitos relativos à teoria dos
conjuntos nebulosos e das suas subáreas de interesse direto na nossa pesquisa.
Analisamos no capítulo 4 o atual estágio de pesquisa e da prática na área do
planejamento mestre e planejamento agregado da produção, tendo em vista as
diversas abordagens disponíveis. Os dois tópicos são tratados em conjunto, uma vez
que as duas atividades são intimamente interligadas e compartilham de vários
aspectos de modelagem.
No capítulo 5 apresentamos as modelagens propostas e avaliamos os
resultados obtidos em cada um dos quatro simuladores que implementam as
formulações sugeridas.
Nos capítulos 6 e 7 temos respectivamente a conclusão do estudo como um
todo e os desdobramentos sugeridos para trabalhos futuros.
1.4. Contextualização
A globalização dos mercados e o crescimento da concorrência na atual
conjuntura forçaram as empresas a reavaliar seus processos, de forma a garantir
melhor desempenho em sua relação com o mercado.
À luz dessa necessidade e considerando a comprovada contribuição do
emprego das modernas tecnologias de gestão para atingir melhoria de produtividade e
3
qualidade na indústria, observamos nestes últimos anos uma intensa disseminação no
uso dos chamados sistemas ERP - Enterprise Resource Planning 1.
Num breve retrospecto, temos, já na década de 50, o controle de materiais
como o principal foco de preocupação das organizações industriais. Nesta época, o
gerenciamento dos estoques era baseado na experiência do planejador responsável,
levando em consideração a tendência da demanda, para definir o ponto de reposição
de estoque dos produtos.
Os primeiros sistemas de Planejamento das Necessidades de Material 2
surgiram na década de 60, mas foi na década de 70 que o seu uso tornou-se bastante
difundido. Um fator determinante para a ampla disseminação dos conceitos desta
metodologia foi o apoio da American Production and Inventory Control Society
(APICS).
Mais tarde, nos anos 80, os sistemas com arquitetura do tipo MRP II Planejamento dos Recursos de Manufatura 3 expandiram o raciocínio que o MRP usa
no planejamento de materiais para os demais recursos da manufatura.
O MRP trabalha sobre dois conceitos básicos: i) que os componentes dos
produtos possuem demanda dependente, ou seja, a sua demanda pode ser calculada
deterministicamente através da identificação da demanda dos produtos finais que os
utilizam; e ii) emprego de dados de estoque defasados no tempo, o que permite a
recomendação de ordens de fabricação e compra no decorrer dos diversos períodos
de tempo.
A arquitetura tradicional de sistemas MRP II se compõe de várias funções
interligadas, que executam as diversas tarefas relacionadas com o planejamento.
Com o tempo percebeu-se que seria possível acrescentar módulos que suportassem
os demais recursos, tais como: contas a pagar, contabilidade, vendas e recursos
1
Também denominados Sistemas Integrados de Gestão Empresarial
MRP - Material Requirements Planning
3
Manufacturing Resource Planning
2
4
humanos entre outros, surgindo então o conceito de sistemas ERP, que podemos
considerar como sendo uma ampliação do escopo dos tradicionais sistemas de
gestão, de forma a suportar as necessidades de informação da empresa como um
todo, daí o nome como são conhecidos no Brasil: Sistemas Integrados de Gestão
Empresarial.
Atualmente o uso de sistemas ERP é largamente disseminado nas empresas
de grande porte, e já podemos observar uma movimentação do setor que desenvolve
e comercializa estes sistemas, no sentido de voltar sua atenção para o segmento das
empresas de porte médio. Segundo estudo realizado pela IDC (International Data
Corporation), 30% do faturamento, já em 1999, dos nove mais importantes
fornecedores de soluções ERP, foram gerados graças a negócios fechados no
segmento de médio porte.
É neste estágio que surge o conceito de e-Business, que corresponde "a uma
rede de fornecedores, distribuidores, comerciantes e clientes que realizam muitas
comunicações e transações pela Internet e outras mídias".
Ou, simplesmente
podemos dizer que e-Business é a utilização da WEB para a realização dos negócios
de forma eletrônica.
Uma breve análise dessa evolução permite identificar que as diversas funções
de planejamento da empresa vêm sendo gradualmente integradas, até englobar todo o
escopo do empreendimento ultrapassando as fronteiras físicas da empresa, e
conectando desde fornecedores até clientes.
Tendo em vista esse quadro, podemos considerar que a integração entre os
sistemas ERP e as plataformas WEB, chega a ser quase um desdobramento natural.
Esse requisito está se tornando uma exigência para os desenvolvedores de software,
uma vez que o mercado demanda mais e mais esse tipo de aplicação com o objetivo
de dar suporte a processos de negócios mais eficientes e eficazes. Essa integração,
apesar de inevitável é bastante complexa, pois para obtê-la, é necessário o domínio
5
de um vasto conjunto de tecnologias novas e complementares, como bem destaca
Moraes (2000), de forma a permitir a criação de uma infra-estrutura sólida com uma
arquitetura robusta e flexível, suficientemente rápida, e principalmente segura.
1.5. Descrição do problema – O que é o planejamento mestre
da produção
A partir dessa contextualização, vamos ajustar nosso foco para uma dentre as
diversas atividades de planejamento contempladas na estrutura dos sistemas ERP,
que é a atividade de planejamento mestre da produção 4 (PMP), tema do trabalho aqui
exposto.
Essa função tem evoluído no decorrer dos anos da posição de simples entrada
de dados para o MRP, para uma atividade extremamente complexa, responsável pela
coordenação das vendas e da produção e transposição dos planos de médio prazo da
companhia, em detalhadas decisões de curto prazo.
Tamanha é a complexidade
dessa tarefa, que Chopra (1984) chega a classificar o gerenciamento e estruturação
do PMP quase como uma arte.
O APICS Dictionary (WALLACE,1984) define o PMP da seguinte forma:
Plano Mestre da Produção: “Para itens selecionados, ele é o estabelecimento
do que a companhia espera manufaturar. Corresponde ao programa
antecipado de produção para aqueles itens sob a responsabilidade do
planejador mestre. O planejador mantém este programa, que por sua vez vai
orientar o MRP. O PMP representa o que a empresa planeja produzir expressa
em configuração, quantidades e datas específicas. O Plano Mestre não deve
ser confundido com as vendas projetadas, que representam um dos aspectos
da demanda. Outros importantes fatores tais como carteira de pedidos,
políticas e metas gerenciais, devem ser levados em consideração na
elaboração do PMP, de forma a determinar a melhor estratégia de manufatura.”
A lógica de geração do plano mestre de produção é resultante de forte
interação entre os módulos de cunho mais estratégico dentro da estrutura típica dos
sistemas MRP II, que pode ser visualizada na figura 1.1.
4
também chamado MPS – Master Production Schedule
6
Figura 1.1- Arquitetura Típica de Sistemas MRP II
Seus dados de entrada são provenientes dos módulos de Gestão da
Demanda e de Planejamento Agregado da Produção (PAP). O primeiro é
responsável pelas tarefas de projeção, acompanhamento e avaliação das vendas; e o
segundo que visa definir o plano de produção da empresa no nível das famílias de
produtos, a partir das vendas projetadas e atendendo às restrições de capacidade.
Também denominado Planejamento da Produção, este último deve ser
estabelecido de acordo com o Plano Estratégico, no qual são definidas as metas e
políticas da empresa numa escala mais ampla, tais como nível de serviço desejado,
nível de produção, público alvo, estratégias de marketing e desenvolvimento de novos
produtos.
Tanto o plano agregado quanto o plano mestre devem ser avaliados em
relação ao seu conseqüente impacto nos recursos de produção considerados críticos
na empresa, sendo esta função executada pelo módulo de Planejamento Superficial
da Capacidade.
7
Uma vez definido o plano mestre, este serve como input para o Planejamento
das Necessidades de Material, determinando quais os produtos que devem ser
fabricados, em que quantidade e quando.
É importante destacar que o PMP deve ser consistente com o PAP do qual ele
foi derivado. A esse processo de derivar o PMP compatível com o plano agregado
que lhe deu origem, denominamos desagregação.
Toda empresa na realidade executa, mesmo que frequentemente de uma
forma implícita, a função de PMP, uma vez que é sempre necessário decidir o que e
quando produzir. Giesberts (1991) salienta em seu artigo, que na prática a atividade
denominada PMP não se refere a uma, mas sim a uma série de sub-funções, que
variam muito de empresa para empresa, dependendo da forma de atuação das
mesmas. Além disso, a execução dessas atividades necessita de uma forte interação
entre os departamentos, e leva em consideração diversas informações de cunho
subjetivo e qualitativo, o que lhe confere um caráter ainda mais personalizado. Por
conta disso, os métodos de otimização disponíveis, não se prestam a esta aplicação,
fazendo com que normalmente o procedimento de geração do plano mestre seja feito
na base de tentativa.
No próximo capítulo vamos detalhar o esquema de funcionamento e os
principais elementos que fazem parte do parte do processo de elaboração do plano
mestre.
8
2. Características gerais da atividade de planejamento
mestre da produção
Vamos
expor
inicialmente
alguns
conceitos
básicos
necessários
ao
entendimento da forma como se estrutura a atividade de planejamento mestre.
2.1. Formato padrão da saída de sistemas PMP
O formato tradicional para saída de sistemas PMP se inspira nas telas dos
sistemas MRP, cujo dado de entrada nos primeiros anos era a própria demanda
projetada. Com o tempo foi identificado que a utilização pura e simples da demanda
na geração do plano de necessidades de material gerava um excessivo nervosismo no
plano, quase que inviabilizando a sua execução.
Esse diagnóstico teve como
conseqüência a inclusão de uma série de procedimentos de nível gerencial que
resultaram no atual perfil da atividade de PMP.
No quadro 2.1 são apresentados os elementos típicos de sistemas de PMP que
vamos descrever a seguir:
a) Previsão da Demanda: corresponde a demanda total prevista para o
item.
Alguns sistemas subdividem esta variável em Previsão de
Demanda Independente e Demanda Dependente. A primeira relativa
à demanda prevista para o mercado consumidor que, como o próprio
nome diz, ocorre de forma independente de algum outro produto da
empresa e a Demanda Dependente que corresponde àquela parcela
proveniente
da
necessidade
gerada
pela
participação
como
componente em outro produto.
b) Pedidos em Carteira: São os pedidos de clientes, já vendidos, mas
ainda não entregues.
9
c) Disponibilidade Projetada 5: Corresponde ao estoque projetado para o
fim de cada período de tempo.
d) Disponibilidade de Entrega 6 (DE): É a porção do estoque ou produção
ainda não comprometida com alguma venda. Em linhas gerais, é uma
comparação entre a demanda real e os itens programados pelo PMP ou
em estoque. A DE é calculada de diversas formas por diferentes
autores e softwares, podendo assumir, portanto significado um pouco
diferente. É importante que o usuário de um software, por exemplo,
conheça qual a formulação implementada para que possa interpretar os
dados corretamente.
Duas alternativas clássicas de cálculo são
formalizadas e detalhadamente exemplificadas em Arruda (1996), e
também podem ser deduzidas a partir do raciocínio exposto em Ware &
Fogarty (1990) e Fullmann et al. (1989).
e) Plano Mestre de Produção 7: Linha da tabela correspondente a
quantidade do item com entrega de produção programada para aquele
período.
f)
Início do PMP: equivale a mesma informação constante na linha
relativa ao plano mestre, porém devidamente defasada no tempo, de
forma a representar o momento em que deve ser iniciada a produção
daquele item. Essa linha também recebe o nome de “Liberação do
Plano Mestre”.
5
Também denominado frequentemente de Estoque Projetado Disponível/ Projected Available Balance,
ou Estoque Disponível (vide Corrêa et al. ( 2001)), Slack et al. (2002)).
6
ou ATP – Available to Promise / Disponível para Promessa (vide McLeavey & Narasimham (1985) ou
Fullmann et al. (1989))
7
Essa linha também é denominada “Recebimento do Plano Mestre”
10
Quadro 2.1 - Formato Padrão de Interface em Sistemas PMP
1
2
3
4
5
6
...
Previsão da Demanda
Pedidos em Carteira
Disponibilidade Projetada
Disponibilidade de Entrega
Plano Mestre de Produção
Início PMP
2.2. Lógica da Geração do Plano Mestre
Este procedimento é feito a partir de depurações sucessivas, levando em
consideração a forma como se inter-relacionam os diversos fatores de produção,
comumente manipulados pelos gerentes.
Os cálculos são efetuados a partir de equações algébricas bem intuitivas, cujas
variáveis são aquelas apresentadas no quadro 2.1.
É importante destacar que apesar do sistema sugerir valores iniciais, as
quantidades calculadas pelo computador servem apenas como ponto de partida para o
processo de planejamento, ficando a decisão final por conta do planejador, que deve
levar em consideração uma série de fatores que não são computados pelo algoritmo
do sistema.
Na equação básica do planejamento mestre, o campo disponibilidade projetada
corresponde ao estoque projetado 8 para o fim de cada período para todo o horizonte
de planejamento. Ele é calculado tomando como ponto de partida o Estoque Inicial
somado ao que já estava programado para ser produzido naquele período e
subtraindo, para o mesmo intervalo, o maior valor entre a previsão de vendas e a
8
Eventualmente ao longo do texto usamos as duas denominações, estoque e disponibilidade projetada.
11
carteira de pedidos 9. A produção programada (linha do PMP) é calculada então a
partir das faltas detectadas na disponibilidade projetada, levando em consideração o
tamanho do lote e o estoque de segurança. As quantidades são programadas e a
disponibilidade é recalculada período a período a partir daquele no qual a
disponibilidade é menor do que a aceitável. Temos a seguir uma formalização desse
raciocínio e um exemplo simples de cálculo.
Equação básica do Plano Mestre
. para t = 0
DispProjetada 0 = EI
(2.1)
. para t = 1 até N
DispProjetada
t
= DispProjetada t-1 + Produção t - Max (PV t , Ped t)
(2.2)
Onde:
DispProjetada t = disponibilidade projetada ao fim do período t;
EI = Estoque inicial;
Produção t = quantidade programada para recebimento no período t;
PV t = vendas projetadas no período;
Ped t = pedidos em carteira no período.
9
Corrêa et al. (2001, p. 212) entre outros autores, indicam a equação colocando: Estoque Final = Estoque
Inicial + Produção – Vendas Previstas. O resultado é equivalente, pois neste caso, o campo Vendas
Previstas quando calculado, foi estabelecido justamente como sendo a Demanda Dependente + Max
(Previsão de Vendas, Pedidos em carteira).
12
Quadro Inicial – Exemplo de Geração do Plano Mestre
Estoque Inicial : 50
Tamanho do Lote : 30
Estoque de Segurança : 15
Tempo de Reposição : 1
1
2
3
4
5
Previsão das Vendas
20
20
20
20
20
Pedidos em Carteira
10
10
Disponibilidade Projetada
PMP
Liberação PMP
Quadro Resultante – Exemplo de Geração do Plano Mestre
Estoque Inicial : 50
Tamanho do Lote : 30
Estoque de Segurança : 15
Tempo de Reposição : 1
1
2
3
4
5
Previsão das Vendas
20
20
20
20
20
Pedidos em Carteira
10
Disponibilidade Projetada
30
10
10
20
40
Liberação PMP
30
10
30
30
PMP
0
30
30
40
30
30
O processo de planejamento é feito de forma recursiva. Na medida em que
alterações são feitas no plano mestre, o impacto dessas alterações nos recursos de
13
material, capacidade e capital, considerados críticos na empresa deve ser avaliado
através do módulo de Planejamento Superficial da Capacidade e, quando for o caso,
finalmente implementado o plano.
2.3. O Nível de tomada de decisão no PMP
A tarefa de especificar a configuração do produto que deve ser controlado pelo
PMP não é trivial. O nível em que deve ser tratado o produto no plano mestre varia
consideravelmente de uma empresa para outra e o acerto nesta decisão é
fundamental para a execução de um bom planejamento.
Essa decisão é fortemente influenciada pela estrutura do produto, que por sua
vez está condicionada, entre outras coisas, à natureza da demanda atendida pela
empresa, principalmente no que tange a relação entre o tempo de reposição exigido
pelo mercado, em oposição ao tempo total necessário para obtenção do item.
Podemos identificar em linhas gerais, três “formas” mais usuais de estrutura de
produto que estão mostradas esquematicamente na figura 2.1, assinalando também o
nível em que seria indicada a definição do item do plano mestre em cada caso.
Figura 2.1 - Nível do item no PMP x estrutura do produto
adaptado de McLeavey e Narasimhan (1985)
14
a) Tipo “A”
Estruturas de material com esse formato, correspondem a poucos produtos
finais gerados a partir de uma grande variedade de componentes. Esta estrutura é
geralmente encontrada no caso de rádios, televisões e bens de consumo em geral.
Nestas circunstâncias, o mais comum é a utilização do item do plano mestre no nível
dos produtos acabados.
b) Tipo “X” ou “Ampulheta”
É o tipo de estrutura encontrada nas empresas que padronizaram o projeto do
produto com o intuito de obter certo número de módulos ou conjuntos intermediários.
Neste caso são construídos muitos itens finais a partir de um número reduzido de
subconjuntos, que são por sua vez, decorrentes do uso de componentes variados.
Uma situação muito comum na indústria automobilística, de computadores ou até
mesmo na fabricação de armários embutidos, onde temos o corpo do armário
padronizado, e que é posteriormente acrescido de portas e outros acessórios de
acordo com a demanda do cliente.
O item do plano mestre para este tipo de produto é correspondente a “cintura
da ampulheta”. Neste tipo de contexto é que são freqüentemente empregadas as
listas de planejamento de material, que são um instrumento de auxílio ao
gerenciamento do plano que veremos mais a frente.
c) Tipo “V”
Formato típico do caso onde temos uma grande variedade de produtos finais
obtidos a partir de um reduzido número de matéria-prima.
É uma organização
bastante característica da indústria do petróleo, química e de papel. Neste contexto,
normalmente a fabricação é feita a partir dos pedidos dos clientes e o item do plano
mestre está no nível da matéria-prima.
15
É possível observar após uma breve análise dos esquemas mostrados nas
figuras 1.1 e 2.1, que a escolha para o nível do item que deve constar do plano
mestre, recai, em princípio, na parte mais estreita da estrutura de materiais, ou seja,
com menor número de itens.
A literatura indica inclusive 10, que não é adequado
trabalhar com mais do que 300 a 500 itens no PMP, devido à dificuldade de manipular
eficientemente essa quantidade de informação.
2.4. Estrutura de Lista de Materiais para o Planejamento
Mestre
Conforme já destacamos, a inclusão de muitos itens no PMP provoca
dificuldades tanto para realizar as projeções de forma eficiente como ainda aumenta
os custos administrativos. As listas de planejamento de material consistem de um
poderoso instrumento para viabilizar a programação e projeção quando existem várias
opções ou níveis de informação.
Uma lista de material é considerada como sendo uma especificação dos
ingredientes ou componentes requeridos para a elaboração de um produto. Uma lista
de material em um nível inclui apenas aqueles componentes imediatamente
requeridos e não os componentes dos componentes.
A lista de material indentada é
a lista de componentes desde o item final passando por todos os níveis de
componência, ou seja, mostra os componentes dos componentes. Estas são duas
formas opcionais de enfocar a lista de materiais, ambas elaboradas a partir do ponto
de vista da engenharia, ou seja, da forma como o produto final é construído. Um
enfoque alternativo para podermos definir outras unidades para o PMP é fazendo a
lista de material baseada na forma que o produto é vendido. A lista modular de
material é construída a partir deste tipo de abordagem.
LISTAS DE PLANEJAMENTO DE MATERIAL
10
McLeavey, e Narasimhan (1985), e Fullmann et al. (1989), entre outros.
16
A lista modular de material é uma lista de materiais organizada em função de
módulos ou opções de produtos ao invés dos produtos finais, ou seja, ela é
estruturada de forma a ligar as opções aos componentes, mas não liga as opções ou
componentes aos itens finais.
A lista modular é um tipo de lista de planejamento, sendo que lista de
planejamento é definida pelo APICS Dictionary como sendo: “Um grupamento artificial
de itens, no formato de lista de material, usado para facilitar o Planejamento Mestre
e/ou o planejamento de materiais”.
Um outro tipo de lista de planejamento são as Super Listas, sendo que estas se
localizam no topo da estrutura de materiais unificando várias listas modulares para
definir um produto final ou uma família de produtos. A percentagem indicada na Super
Lista representa o percentual de “popularidade” de cada módulo ou opção.
Para facilitar o entendimento, podemos olhar com “lente de aumento” a
estrutura do tipo de produto ”X”, que comumente faz uso das listas de planejamento.
O esquema fica parecido com o da figura 2.2.
Figura 2.2 - Plano Mestre ao nível das opções
17
O emprego das listas de planejamento como auxílio ao procedimento de
projeção é denominado normalmente como "Projeção em dois níveis" ou "PMP em
dois níveis" (ver Greene (1987), Sari (1985) ou Chopra (1984) ).
Este procedimento envolve a definição do plano de produção ao nível de
famílias de produtos, que seria o nível 0, e depois emprega o percentual de
popularidade de cada opção dentro das famílias para determinar a projeção no
segundo nível, ou seja, o nível das opções de produtos.
Em Arruda (1996) é
apresentado um exemplo bem detalhado desse cálculo.
2.5. Estratégias de abordagem no Planejamento Mestre
A natureza da demanda é um outro aspecto, fortemente vinculado à estrutura
de produto e que determina consideravelmente a forma como vai se realizar a
atividade do planejamento mestre e quais as possibilidades de estratégia viáveis.
Optar por uma estratégia para elaboração do plano mestre, implica em decidir
primeiramente a política de estoques que será praticada pela empresa. Esta decisão,
por sua vez, está estritamente ligada ao tipo de estrutura de produção. Dependendo
do tipo de estrutura, a empresa tem maior ou menor possibilidade de escolha sobre
sua política de estoques.
Seguindo a terminologia indicada pela APICS, podemos delinear, os seguintes
tipos de ambientes produtivos:
• Produção para Estoque (make-to-stock) – Os itens de produção
são finalizados antes da chegada do pedido do cliente, ou seja, são
feitos para estoque.
Vale destacar que nesse caso, a empresa
pode optar por ter estoques em qualquer um dos níveis, desde o
produto acabado, passando pelos semi-acabados ou até mesmo
18
matéria-prima. Neste contexto produtivo o mais comum é termos o
plano mestre sendo realizado no nível do produto acabado.
• Montagem sob encomenda (assembly to order) – Ocorre em
empresas que trabalham com opções ou submontagens que
podem ser fabricadas e estocadas antes da chegada do pedido.
Esta alternativa permite uma redução no tempo de entrega do
produto, pois pode deixar apenas a etapa de montagem final para
quando o pedido do cliente chega. Neste ambiente normalmente é
empregada a estrutura de produto do tipo ampulheta, ficando o
nível do plano mestre na parte mais estreita, e fazendo uso do
mecanismo de Planejamento Mestre em dois níveis, conforme
descrevemos anteriormente.
• Manufatura sob encomenda (make to order) – Neste caso, a
própria especificação do produto como um todo depende do cliente
e, portanto, a empresa não tem a alternativa de armazenar nem
produto final nem semi-acabados, restando ainda a possibilidade
de
estocar
a
matéria-prima.
O
item
do
plano
mestre
preferencialmente ficará ao nível da matéria-prima.
• Projeto e produção sob encomenda (engineer to order) – Até
mesmo o projeto do produto é feito sob encomenda. É o caso da
fabricação de máquinas com características especiais, tais como
guindastes, ou ainda o setor de construção civil. Neste ambiente,
dependendo do produto, até a matéria-prima fica difícil de estocar,
forçando com que todos os procedimentos sejam acionados
apenas após a chegada do pedido.
Os tipos de ambiente foram listados a partir daquele que permite maior liberdade
de escolha até o mais restritivo em relação a estoques.
Podemos observar que
quanto mais alto é o nível em que a empresa pode manter estoques para amortecer o
19
impacto das flutuações e incertezas da demanda, mais alternativas de políticas de
ação a empresa pode escolher em relação ao plano mestre. Tendo em vista essa
constatação podemos identificar diferentes possibilidades de estratégia para o
planejamento mestre, dependendo do ambiente produtivo em que será implementado.
O gestor pode optar por algumas políticas chamadas “puras” que discriminamos
a seguir, ou ainda, pelo emprego combinado delas:
Estratégia de nivelamento do plano ou de capacidade constante
Nesta alternativa a empresa opta por ignorar as flutuações na demanda, e
mantém constantes os níveis de produção. Com esta abordagem, normalmente são
atingidos níveis mais estáveis de utilização de mão-de-obra, além de melhores
margens de utilização dos processos, mas tem como inconveniente a geração de
níveis de estoque mais alto.
Estratégia de nivelamento do plano por blocos
Essa oferece uma solução de compromisso, com uma variante pequena em
relação a alternativa de nivelamento “pura”. Ao invés de estabelecer um nível de
produção constante ao longo de todo o horizonte de planejamento como no caso
anterior, o gestor pode trabalhar com diferentes patamares estáveis ao longo de
blocos de períodos.
Normalmente isso tenderia a reduzir um pouco o nível de
estoques em relação à proposta de nivelamento para todos os períodos planejados.
Estratégia de acompanhamento da demanda
Propõe que as quantidades produzidas acompanhem a demanda existente.
Seguir essa política exige que a capacidade seja ajustada freqüentemente, para se
20
adaptar às sucessivas mudanças ocorridas na demanda. Alguns métodos para atingir
esse objetivo podem ser implementados individualmente ou de forma combinada pelo
gestor, dependendo do interesse:
a) Uso de horas extras e tempo ocioso
Ampliar o número de horas trabalhadas, freqüentemente é o meio mais
fácil e imediato de ajustar a capacidade. Assim como alocar a mão-deobra ociosa para outras atividades, tais como manutenção em épocas
de baixa demanda. As dificuldades ficam por conta do alto custo da
hora extra e da limitação no número de horas que pode ser feita nesse
esquema.
b) Variação no tamanho da força de trabalho
Nas indústrias intensivas de mão-de-obra, existe a possibilidade de
contratação e demissão do pessoal extra em períodos de pico de
demanda e baixa, respectivamente. Esse procedimento, no entanto,
além de incorrer em custos de recrutamento/indenização e baixa
produtividade devido ao tempo de aprendizado, tem aspectos éticos e
psicológicos bastante indesejáveis, podendo afetar seriamente a
motivação da mão-de-obra envolvida.
c) Empregados em tempo parcial
Corresponde a utilização de mão-de-obra contratada para trabalhar em
horário parcial. Deve ser avaliado se os custos fixos de contratação
compensam o uso dessa estratégia.
d) Uso de subcontração
Implica na compra de capacidade de outras empresas para suprir os
momentos de alta demanda.
Os custos dessa opção podem ser
elevados e tem também como inconveniente o risco de não conseguir o
prazo ou o padrão desejado de qualidade.
21
Estratégia de gerenciamento da demanda
A possibilidade de “administrar” a demanda, ao invés de simplesmente fazer o
seu seguimento, pode trazer uma boa redução de custos. Neste caso a empresa pode
usar alguns artifícios para conseguir transferir a demanda entre períodos. É o caso,
por exemplo, de fazer nos restaurantes, promoção com preços mais baixos em
horários fora do pico. Ou ainda, pacotes turísticos mais baratos para períodos fora da
alta estação. Uma proposta ainda mais drástica pode ser o oferecimento de produtos
alternativos, com um perfil de demanda diferente dos demais, que ocupariam a
capacidade ociosa quando necessário.
É importante destacar por fim, que essas estratégias de planejamento, não
precisam ser usadas de forma única. O mais comum é o seu emprego misto.
Ao analisar o emprego dessas políticas, em relação aos ambientes produtivos
que descrevemos acima, podemos concluir que a possibilidade de escolha entre as
políticas é bastante distinta para os diferentes ambientes. Na tabela 2.1 organizamos
de forma sintética as indicações para cada caso.
Tabela 2.1 – Tipos de ambiente e estratégias para gestão do plano mestre.
Tipos de ambientes produtivos
Estratégias de ação indicadas
Livre escolha entre:
Produção para estoque
- Nivelamento da produção;
- nivelamento da produção por blocos;
- ou acompanhamento da demanda.
- Obrigatoriedade de acompanhamento da
Montagem sob encomenda
demanda para os produtos acabados;
- possibilidade de estoques para o nível dos
subconjuntos e da matéria-prima.
- obrigatoriedade de acompanhamento da
Produção sob encomenda
demanda para o produto acabado;
impossibilidade
de
estocar
itens
intermediários
- possibilidade de estocar matéria-prima
Projeto e Produção sob encomenda - obrigatoriedade do acompanhamento da
demanda;
- impossibilidade de estocar matéria-prima.
22
Abordamos
neste
capítulo
os
principais
temas
relacionados
ao
procedimento de gestão do plano mestre necessários a um melhor entendimento de
nossa proposta de trabalho. Discutiremos a seguir alguns conceitos mais relevantes
no campo da teoria dos conjuntos nebulosos, que também servem de subsídio para a
nossa formulação.
23
3. Teoria dos conjuntos nebulosos
No intuito de permitir o entendimento dos vários aspectos que vamos discutir
em nossa modelagem, faremos uma breve exposição dos principais conceitos e
definições relativos à teoria dos conjuntos nebulosos, detalhando a abordagem
baseada em Sistemas Nebulosos e a subárea de otimização nebulosa.
Recomendamos àqueles que desejam um maior aprofundamento do tema,
algumas referências clássicas como Zimmermann (1985), Ross (1995) ou Klir e Folger
(1988).
Como o assunto tratado é muito vasto, em cada um dos tópicos apresentados,
procuramos ainda indicar autores que abordam aquela questão em particular.
3.1.
Conceitos básicos
A formalização do conceito de conjunto nebuloso foi introduzida pela primeira
vez pelo professor Lofti A. Zadeh, da Universidade da Califórnia em seu clássico artigo
"Fuzzy Sets" (ZADEH,1965).
Podemos dizer que é uma extensão da teoria dos conjuntos clássicos, de
forma a tratar o conceito de verdade parcial, onde o grau de pertinência de um
elemento ao seu conjunto pode assumir qualquer valor no intervalo [0,1], ao invés de
apenas 0 ou 1 como acontece no escopo da teoria dos conjuntos clássicos ou
"crisp" 11.
O princípio básico que suporta a teoria dos conjuntos nebulosos é a idéia de
que o pensamento humano é organizado, não sob a forma de símbolos discretos e
números, mas sim em classes de objetos que definem categorias gerais, mas não
rígidas, e que a transição de uma categoria para outra é gradual e não abrupta.
11
Vários autores, entre os quais Klir e Folger (1988) e Zimmermann(1985), usam para o conjunto visto na
teoria dos conjuntos clássica a terminologia "crisp set", no sentido de conjunto nítido, bem definido, para
distingui-lo do conjunto nebuloso.
24
A lógica nebulosa, por sua vez, é uma extensão da lógica clássica, e tem suas
bases na teoria dos conjuntos nebulosos. Segundo Zadeh (1988) a distinção central
entre a lógica clássica e a nebulosa, é que esta última ajuda a modelar a maneira
imprecisa de raciocinar, que é uma característica intrínseca do processo de tomada de
decisão humana. Podemos dizer que é um sistema lógico que ajuda a formalizar o
raciocínio aproximado. Ou seja, um método para reproduzir a capacidade humana de
lidar com raciocínio impreciso.
Como Zadeh(1994) faz questão de esclarecer, apesar do termo “lógica
nebulosa” ser usado muito frequentemente como um sinônimo para a teoria dos
conjuntos nebulosos,
esta última é mais abrangente que a lógica nebulosa, que na
realidade se constitui de um de seus ramos, dentre os quais podemos citar ainda, a
aritmética nebulosa ou a otimização nebulosa.
3.1.1. Conjunto Nebuloso e Função de Pertinência
Na definição formal de um conjunto nebuloso, estabelecemos que se X é uma
coleção de objetos denotados genericamente por x, então um conjunto nebuloso A em
X é um conjunto de pares ordenados, da forma:
A = { ( x, µA (x) )| x Є X}
(3.1)
onde:
µA (x) é denominada função de pertinência de x em A, que mapeia X no
espaço de pertinência M. Quando M contém apenas 0 e 1 então µA(x) equivale a
função característica de um conjunto clássico.
O valor de pertinência de um elemento reflete a sua compatibilidade com as
características e propriedades do conjunto, podendo variar desde a situação da
exclusão completa, onde µA (x) = 0, até o ponto da inclusão completa, com µA(x)= 1
Por exemplo, seja X = [0,60] podemos definir a função de pertinência como se
segue:
25
x/50 , se x ∈ [0,50]
µA (x)=
(3.2)
1 , se x >50
Calculando os valores de pertinência para alguns elementos segundo a função
acima teríamos:
µA (10)= 0,2 ;
µA (20)= 0,4 ;
µA (30)= 0.6 ;
µA (40)= 0.8
µA (50)= 1
A função de pertinência do conjunto A também pode ser observada na figura
3.1 .
Figura 3.1 - Função de Pertinência do conjunto nebuloso A
As funções de pertinência podem ter diversas formas, tais como a triangular,
trapezoidal e gaussiana entre outras (vide figuras 3.2, 3.3 e 3.4).
Figura 3.2 - Funções de Pertinência triangulares para os conjuntos A, B e C.
26
Figura 3.3 - Funções de Pertinência trapezoidais para os conjuntos A, B e C.
Figura 3.4 - Funções de Pertinência gaussianas para os conjuntos A, B e C.
3.1.2. Operações com conjuntos Nebulosos
Conforme já explicitamos anteriormente, a teoria dos conjuntos nebulosos é
uma extensão da teoria dos conjuntos clássicos. Assim sendo, da mesma forma como
temos os operadores de união, interseção e complemento, disponíveis para os
conjuntos crisp, podemos utilizar na teoria dos conjuntos nebulosos uma extensão
desses operadores, alterados de forma a considerar o aspecto da pertinência parcial
permitido no escopo da abordagem nebulosa.
Descrevemos sucintamente a seguir os operadores padrão definidos por Zadeh
(1965) para as operações de união, interseção e complemento.
3.1.2.1. Operadores Padrão
Sejam A, B e C conjuntos nebulosos definidos num universo de discurso X:
27
a) A interseção de A e B é definida por:
μA∩B (x) = min ( μA (x) , μ B (x) ) =
μA (x) ∧ μ B (x)
(3.3)
b) A união de A e B é definida por:
μA∪B (x) = max ( μA (x) , μ B (x) ) =
μA (x) ∨ μ B (x)
(3.4)
c) O complemento de A é definido pelo conjunto C, onde :
μC (x) = 1 - μA (x)
(3.5)
Estas definições não são as únicas possíveis, e dependendo do operador
nebuloso empregado, diferentes resultados podem ser obtidos. Cox (1994) discute
num exemplo os efeitos da escolha do operador no resultado de um problema. A
seleção do operador vai depender principalmente das características da aplicação.
Várias formulações para operadores nebulosos generalizados podem ser
encontradas na literatura.
As t-normas (normas triangulares) são operadores que
generalizam a operação de interseção, enquanto que as s-normas (ou t-conormas)
generalizam a operação de união. Por definição, todos os operadores que pertencem
a essas classes de funções possuem as propriedades de associatividade,
comutatividade, monotonicidade e contorno. Algoritmos para uma implementação em
MatLab 12 de algumas formulações mais comuns de operadores t-norma e s-norma são
descritas em Jang et al. (1997, p. 39) e Klir e Yuan (1995) apresentam em forma
tabular uma boa variedade de t-normas e s-normas .
Para melhor entendimento, descrevemos a seguir as definições formais,
propriedades e alguns exemplos de operadores t-norma e t-conorma.
12
MatLab é um ambiente computacional interativo, que possui uma linguagem de programação de alto
nível, voltada para computação matemática. Para mais informações, consultar Matsumoto (2001) ou
Hanselman e Littlefield (2003).
28
3.1.2.2. Operadores Nebulosos Generalizados
a) Classe de operadores de interseção generalizada (t-norma)
Uma t-norma é uma função de duas variáveis
T : [0,1] x [0,1]
Æ [0,1],
simbolizado por: μA∩B(x) = t(μA(x), μB(x)) e que satisfaz as seguintes propriedades:
•
Condição de contorno: t(0,0) = 0 e t(a,1) = t(1,a) =a
Esta restrição visa garantir que quando o valor de pertinência for 1 ou 0,
que corresponde aos casos onde recaímos no conjunto clássico, serão
obedecidas as regras da teoria dos conjuntos clássica, para manter a
compatibilidade.
•
Monotonicidade: t(a,b) ≤ t(a,d), se b ≤ d
Implica em que quando houver decréscimo nos valores das funções de
pertinência de A ou B não ocorrerá acréscimo no valor da interseção e viceversa.
•
Comutatividade: t(a,b) = t(a,b)
Indica que para o operador, a ordem em que os conjuntos são combinados
é indiferente.
•
Associatividade: t(a,t(b,c))= t(t(a,b),c)
Indica que a seqüência de operações de interseção pode ser feita em
qualquer ordenamento de pares.
b) Classe de operadores de união generalizada (s-norma)
29
Uma t-conorma é uma função de duas variáveis S : [0,1] x [0,1] Æ [0,1],
simbolizado por: μA∪B(x) = s(μA(x), μB(x)) que satisfaz as seguintes propriedades: 13
•
Condição de contorno: s(1,1) = 1 e s(0,a) = s(a,0) =a
•
Monotonicidade: s(a,b) ≤ s(a,d), se a ≤ b ≤ d
•
Comutatividade: s(a,a) = s(a,b)
•
Associatividade: s(a, s(b,c))= s(s(a,b), c)
Os operadores de mínimo e de máximo, além de satisfazer a essas quatro
propriedades, também atendem a condição de idempotência, distributividade e a
Dualidade de Morgan.
•
Idempotência :
A∪ A=A
A∩A =A
•
Distributividade:
A ∪ (B ∩ C) = (A ∪ B) ∩ (A ∪ C)
A ∩ (B ∪ C) = (A ∩ B) ∪ (A ∩ C)
•
Dualidade de Morgan:
_____ __ __
A∩B = A∪B
_____
__ __
A∪B = A∩B
Nas tabelas 3.1 e 3.2, discriminamos quatro operadores de t-norma e tconorma bastante utilizados.
13
As justificativas apresentadas para as propriedades na interseção são equivalentes para o caso da
união.
30
Tabela 3.1- Operadores t-norma mais disseminados
Operador t-norma
t(a,b) =
Mínimo
min(a,b)
Produto Algébrico
a*b
Produto Limitado
0 ∨ (a + b –1)
Produto Drástico
T(a,b) = a, se b=1 ou
T(a,b) = b, se a=1 ou
T(a,b) = 0, se a, b < 1
Tabela 3.2- Operadores t-conorma mais disseminados
Operador t-conorma
s(a,b) =
Máximo
max(a,b)
soma Algébrica
a + b -ab
soma Limitada
1 ∧ (a + b)
soma Drástica
T(a,b) = a, se b=0 ou
T(a,b) = b, se a=0 ou
T(a,b) = 1, se a,b > 0
3.1.3. Modificadores
O uso de modificadores 14 na modelagem tem como objetivo conseguir maior
semelhança com a linguagem natural. Sua função equivale àquela que os adjetivos e
advérbios assumem na linguagem. Ou seja, da mesma forma que estes mudam as
características de substantivos e verbos, os modificadores, na teoria dos conjuntos
nebulosos, alteram a forma das funções de pertinência, transformando um conjunto
nebuloso em um novo conjunto.
Um modificador de uma variável lingüística é descrito por uma função
matemática definida de forma heurística. Sua especificação é subjetiva, e depende
grandemente da percepção do projetista.
Zadeh 15 (apud Ross (1985)) especificou, por exemplo, o modificador “muito”
como sendo: μmuito (x) = μ(x)2.
Esta é uma definição arbitrária, mas compatível com a interpretação do
conceito que objetiva expressar. Observando a figura 3.5, percebemos facilmente que
sua aplicação resulta numa concentração maior da função de pertinência, uma vez
14
15
Denominados “hedges” na literatura estrangeira.
Zadeh, L., “A fuzzy-set-theoretic interpretation of linguistic hedges.”,J.Cybern., vol 2, n°2, pp. 4-34, 1972
31
que x2 < x para 0 < x < 1, ou seja, provoca um “rebaixamento” da curva, reforçando o
conceito original. No caso do exemplo, parece intuitivo que uma pessoa de 1.7 m, que
é considerada alta com uma pertinência de 0.5 deveria ser considerada muito alta
com uma pertinência menor, conforme é estabelecido pela função empregada, onde
μmuito alto (1.7) = 0.25.
Figura 3.5 - Exemplo de funções empregadas nos modificadores “muito” e
“extremamente”
Além dos modificadores conhecidos como “concentradores” (muito e
extremamente, por exemplo) têm também aqueles que propiciam “diluição”, tal como
“mais ou menos”, levando a um aumento dos valores da função de pertinência
resultante.
Podemos citar ainda, dentre outras, a classe de modificadores que, uma vez
aplicados, resultam em “intensificação do contraste”, como é o caso de
“positivamente”, cuja função normalmente incrementa o grau de pertinência dos
elementos do conjunto nebuloso original que estão acima de 0.5, ao mesmo tempo em
que diminui o valor de pertinência para os elementos originariamente abaixo de 0.5.
32
A título de ilustração listamos, na tabela 3.3, alguns modificadores comuns,
acompanhados das funções matemáticas mais frequentemente empregadas.
Vale
lembrar, que a gama de possibilidades de funções que podemos usar para fazer o
ajuste fino da forma dos conjuntos nebulosos é bem variada e depende do
discernimento do modelador.
Tabela 3.3 - Exemplos de modificadores com suas funções mais comuns
modificador
Função matemática
Muito
X2
Mais ou Menos
X½
Extremamente
X3
Pouco
X1/3
Não
1-X
Maiores informações sobre o tema podem ser encontradas em Aguiar e
Oliveira Jr. (1999), ou Bárdossy e Duckstein(1995). Cox(1994) dedica um capítulo
inteiro ao assunto e faz uma abordagem bem detalhada.
3.1.4. Variáveis Lingüísticas
Outro elemento central na lógica nebulosa é o conceito das Variáveis
Lingüísticas, que são constituídas de palavras ou sentenças em linguagem natural, e
usadas no lugar das variáveis numéricas.
Podemos ter, a título de exemplo, as
variáveis lingüísticas idade, que pode assumir os valores “jovem” ou “velho”; e
velocidade, que pode ser “baixa”, “média” ou “alta”.
Formalmente uma variável lingüística x é caracterizada por uma quádrupla
(T(x), X, G, M) 16, onde:
x: nome da variável
T: é o conjunto de termos que x aceita como seus valores lingüísticos
(também chamados termos lingüísticos)
16
Vide Zimmermann (1985, p.121) ou Bárdossy e Duckstein (1995, p.14).
33
X: é o universo do discurso, ou seja, um conjunto clássico ao qual pertencem
os conjuntos nebulosos relativos às variáveis lingüísticas.
G: é a gramática que gera os termos em T(x)
M: é a regra semântica que mapeia cada valor lingüístico A em seu significado
M(A), sendo que M(A) corresponde a um conjunto nebuloso em X.
Como exemplo, temos a variável lingüística temperatura para a qual podem
ser admitidos os seguintes termos lingüísticos:
T(temperatura) = { baixa, média, alta }
Para cada termo lingüístico estabelecemos um conjunto nebuloso definido a
partir de um universo de discurso, que neste caso podemos considerar como sendo:
X= [0, 40]. A gramática ou regra sintática G é que determina a criação dos termos
lingüísticos a serem utilizados, enquanto M define um mapeamento que associa a
cada elemento de T uma função de pertinência específica.
Podemos dizer em outras palavras, que a função de pertinência propicia a
conversão das informações de caráter quantitativo em informações qualitativas.
Por definição, uma variável lingüística é dita completa quando para todo x Є X,
existe um conjunto nebuloso A tal que μA (x) > 0. Quando formulamos um sistema
empregando uma variável lingüística não completa, existe a possibilidade de que a
resposta do sistema seja indefinida.
Os termos definidos para uma determinada variável formam a sua estrutura de
conhecimento, também denominada partição nebulosa da variável
17
.
Dizemos que uma variável lingüística forma uma partição da unidade quando
para todo x Є X,
17
Vide Almeida & Evsukoff (2003)
34
∑
μAi (x) ≡ 1, sendo p = n° de conjuntos nebulosos a que x pertence.
i = 1,p
Zadeh (1994) destaca que o emprego de variáveis lingüísticas permite uma
forma de compressão dos dados, denominada granulação. Podemos observar isso na
variável lingüística idade que citamos acima, onde estabelecemos os termos "jovem"
e "velho". Se ao invés dos valores lingüísticos, usarmos o valor numérico relativo à
idade de 20 anos, por exemplo, estaremos escolhendo um valor (20), dentre uma série
de aproximadamente 100 elementos (se consideramos esse como o limite superior
para a idade).
Já no caso do uso da variável lingüística, haveria uma redução
significativa das possibilidades, uma vez que a idade indicada corresponderia ao termo
lingüístico "jovem" que representa uma escolha dentre duas opções disponíveis
("jovem" ou "velho"). Mesmo num exemplo tão simplificado, é possível vislumbrar o
potencial de compressão de dados decorrente da utilização desse tipo de abordagem,
e suas conseqüências na construção de sistemas inteligentes.
3.1.5. Regras Nebulosas
Regras Nebulosas são um elemento chave para representar “pedaços” de
conhecimento no escopo da lógica nebulosa. Em sua forma mais geral podemos dizer
que uma regra é composta de uma parte antecedente, que descreve as condições da
regra, e uma parte conseqüente, que corresponde a conclusão.
O antecedente se compõe por argumentos lógicos (e, ou, não etc.) gerando
uma expressão lógica.
O conjunto de regras de um sistema nebuloso é a sua linguagem de
representação de conhecimento e elas são usadas para descrever a interdependência
entre as variáveis de entrada e de saída do sistema.
35
Os dois modelos de regras mais comumente empregados são as regras de
Mamdani 18 e as do tipo Takagi-Sugeno-Kang (ou TSK) 19.
No primeiro caso, uma regra nebulosa é escrita na forma 20:
Se x1 é Ai,1 , x2 é Ai,2 ... e xk é Ai,k então yj é Bj
sendo : x1, x2, ..., xk e yj variáveis lingüísticas
Ai,k e Bj conjuntos nebulosos com funções de pertinência μAi,k e μBj
respectivamente
No modelo TSK, por outro lado, yj não é um conjunto nebuloso, mas sim uma
função polinomial, conforme observamos a seguir:
Se x1 é Ai,1, x2 é Ai,2 ... e xk é Ai,k então yj = bi0 + bi1 x1 + ... + bikxk
onde: Ai,k é um conjunto fuzzy com função de pertinência μAi,k linear e bi0, bi1 ,
bik são os coeficientes e yj é um valor não-fuzzy.
Exemplo de regra de Mamdani:
R1: SE teste é fácil e conhecimento é suficiente, então nota é alta
R2: SE teste é difícil e conhecimento é insuficiente, então nota é baixa
Nestas regras, temos teste, conhecimento e nota como variáveis lingüísticas,
cada uma delas com os seus termos lingüísticos e respectivos conjuntos nebulosos:
18
Também denominado “modelo lingüístico”
Vide Jang et al. (1997)
20
Dubois e Prade (1996) e (1999) discutem em seus artigos diferentes semânticas para regras nebulosas.
19
36
T(teste) = { fácil, médio, difícil }
T(conhecimento) = { suficiente, insuficiente }
T(nota) = { baixa, média, alta }
Nas figuras 3.6, 3.7 e 3.8 são exemplificados os conjuntos nebulosos definidos
pelas suas funções de pertinência.
Figura 3.6 – Funções de pertinência para a variável lingüística “teste”
Figura 3.7 – Funções de pertinência para a variável lingüística “conhecimento”
Figura 3.8 – Funções de pertinência para a variável lingüística “nota”
37
3.1.6. Raciocínio Aproximado
Em linhas gerais, podemos dizer que o raciocínio nebuloso, também
conhecido como raciocínio aproximado, corresponde a um processo de inferência
que deriva conclusões a partir de um conjunto de regras nebulosas e de fatos
conhecidos.
O procedimento de inferência se compõe de duas etapas principais: avaliação
de cada uma das regras e agregação dos resultados obtidos para todas as
regras.
No primeiro estágio, é gerado um valor para a regra, a partir do vetor de
premissas utilizado (dados de entrada). Este valor é resultante da combinação da
parte antecedente com a parte conseqüente. Para cada regra obtemos assim, um
determinado grau de ativação (wi) 21, que indica a aplicabilidade da regra numa
situação particular, isto é, o quanto aqueles dados de entrada, satisfazem às
condições daquela regra.
Este passo corresponde, portanto, a avaliação do nível de compatibilidade
dos dados de entrada com os antecedentes da regra e posterior “ativação” dos
conseqüentes empregando esses valores obtidos.
Uma vez que tenhamos avaliado o efeito de um determinado vetor de
premissas para cada uma das regras, precisamos que as respostas sejam
combinadas de forma a obter um conjunto nebuloso correspondente a conclusão do
processo de inferência. Esta etapa equivale a combinação dos conjuntos resultantes
das regras, para chegar a um conjunto nebuloso final, relativo a conclusão da base de
regras como um todo.
21
Denominado “grau de suporte” em Shaw & Simões (1999), “grau de realização” em Jang et al.(1997)
ou “grau de ativação” em Aguiar & Oliveira Jr (1999, p. 66).
38
No
sistema
de
inferência
nebulosa,
proposto
originariamente
por
Mamdani(1999) e bastante disseminado, é empregado o operador de mínimo para a
avaliação das regras, e o operador de máximo para a etapa de agregação, mas
existem várias outras possibilidades que discutimos a seguir.
3.1.6.1. Operadores de Implicação Nebulosa.
O procedimento de avaliação de cada regra pode ser efetivado de várias
maneiras, dependendo da forma como é interpretada a relação nebulosa R = AÆ B,
definida pela regra: se x é A então y é B, e das várias possibilidades de seleção para
operadores T-norma e T-conorma envolvidos no cálculo.
R equivale a um conjunto nebuloso com uma função de pertinência
bidimensional: μR (x,y) = f (μA (x) , μB (y)) sendo f denominada função de implicação
nebulosa.
•
Na interpretação conjuntiva, a relação nebulosa R = AÆ B é vista como uma
conjunção entre o antecedente A e o conseqüente B, é usado, portanto um
operador t-noma, de tal forma que:
μR (x,y) = t (μA (x) , μB (y))
(3.6)
As duas opções mais comuns correspondem ao emprego do minimo ou do
produto algébrico como t-norma, recebendo então a denominação de
operador de implicação de Mamdani ou de operador de implicação de
Larsen, respectivamente.
•
Na interpretação implicativa, tendo como base a lógica clássica, a relação R
é entendida como sendo A implica B, e usa geralmente AÆ B derivado a partir
de ¬A ∪ B, ou de ¬A ∪ (A ∩ B). Além da possibilidade de outros operadores
de implicação, temos as variações decorrentes das diferentes escolhas de tnorma e t-conorma relativas às operações de interseção e união das
proposições acima. No caso da primeira formulação, por exemplo, é comum o
39
uso da soma limitada como t-conorma, resultando em μR (x,y) = min ( 1, (1μA(x) + μB(y)) ).
Este resultado é conhecido também como operador de
implicação de Lukasiewicz.
No mapa conceitual da figura 3.9 esquematizamos de forma resumida algumas
das alternativas mais usadas para essa etapa de avaliação de cada regra.
Vale
destacar, no entanto, que nesse esquema não pretendemos esgotar as possibilidades.
Uma listagem mais completa de operadores de implicação pode ser encontrada em
Ross (1995, p. 209).
40
Figura 3.9 - Possibilidades de cálculo para a etapa de avaliação de
cada regra (ARRUDA & MARTINS, 2006)
41
3.1.6.2. Etapa de Agregação das regras
Dependendo do paradigma de interpretação das regras que for utilizado,
teremos um modelo de agregação correspondente.
No caso da interpretação
conjuntiva, para o modelo lingüístico, a agregação é calculada por uma t-conorma,
enquanto que no modelo TSK é empregada uma média ponderada pelos graus de
ativação (wi) de cada regra.
Já na interpretação implicativa, a operação de agregação é calculada por
uma t-norma.
Além do sistema de inferência de Mamdani, já citado anteriormente, e também
conhecido como sistema de inferência max-min, uma outra possibilidade de
mecanismo de inferência bastante usada, corresponde ao emprego do operador min
como T-norma para obter o conjunto nebuloso resultante de cada regra, e escolha do
operador soma limitada para calcular o conjunto nebuloso resultante de todas as
regras (vide figura 3.10).
Teríamos nesse caso a regra aditiva de implicação denominada também
soma-min. Essa utilização da soma limitada ao invés do máximo é bastante
adequada para a situação em que desejamos acumular evidências ao longo do
processo de inferência, sem desprezar a contribuição de nenhuma regra. Para isso,
adicionamos o valor de pertinência obtido no conjunto nebuloso resultante no
conseqüente de cada regra, até atingir o valor limite de 1, para calcular o conjunto
nebuloso final (vide equação 3.7). O que não ocorre, por exemplo, ao empregarmos o
algoritmo max-min, uma vez que, neste caso, o valor máximo de pertinência, obtido
por um determinado conseqüente, se sobrepõe ao que é
indicado pelas demais
regras. Em Cox (1994 ) e Aguiar e Oliveira Jr. (1999) temos um exemplo de aplicação
típica de implicação aditiva para o problema da determinação do nível de risco num
investimento.
42
μB’ (y) = min (1, ( μB’ (y) + μB’ i (y) ) )
(3.7)
onde:
μB’ (y) = conjunto nebuloso resultante da agregação das regras.
μB’ i (y) = conjunto nebuloso truncado, relativo ao conseqüente da regra i.
Na figura 3.10 esquematizamos, a título de ilustração, algumas alternativas de
combinação de operadores muito empregadas tais como: soma-min, soma-produto,
max-min e max-produto.
Em Bardossy & Duckstein (1995, p.58) podemos encontrar uma interessante
comparação entre operadores de agregação.
Etapa da inferência
Obtenção do conjunto
nebuloso resultante de
cada regra
Agregação dos
conjuntos nebulosos de
todas as regras.
Exemplos de Operadores Alternativos
mínimo
soma limitada
produto
máximo
Figura 3.10 - Exemplo de algumas combinações de operadores bastante usadas
Em termos algorítmicos, podemos resumir o processo de inferência nebulosa
conforme explicitado no Quadro 3.1.
43
Quadro 3.1 – Procedimento de Inferência resumido
•
•
•
Para cada regra:
o Para cada proposição no antecedente da regra:
Calcular o “grau de compatibilidade” (ou “grau de
ativação” – w k) dos fatos (dados de entrada) em relação a
k-ésima proposição expressa na regra;
o Calcular o “grau de ativação” ( w i ) para o antecedente da regra i
como um todo, usando AND ou OR para combinar o resultado de
cada proposição dentro do antecedente;
o Determinar o conjunto nebuloso resultante no conseqüente da
regra (B’i), ponderado pelo “grau de ativação” do antecedente (w i
);
Determinar o conjunto nebuloso resultante final (B’), agregando os
conjuntos nebulosos resultantes de todas as regras;
Calcular o valor nítido relativo ao conjunto nebuloso resultante final.
Como podemos observar pelo raciocínio acima, é necessária a especificação
de quais operadores serão utilizados em cada uma das diversas etapas envolvidas no
processo, para estruturar o mecanismo de inferência como um todo. Na tabela 3.4,
vemos de forma esquemática as etapas relacionadas com o processo de inferência já
descritas, e os pontos onde deve haver decisão por algum tipo de operador.
Tabela 3.4- Etapas de inferência x seleção de operadores
Etapas
Seleção de operadores
Se estiver usando OU para
Se estiver usando E para
Determinação do grau
combinar as proposições do
combinar as proposições
de ativação do
antecedente: selecionar
do antecedente:
antecedente
operador de união
selecionar operador de
(geralmente uma Tinterseção (geralmente
conorma).
uma T-norma).
Determinar conjunto
nebuloso resultante no
conseqüente de cada
Selecionar operador de implicação
regra, ponderando pelo
grau de ativação do
antecedente. Ou seja,
avaliação da regra.
Agregar o conjunto
Selecionar operador de agregação das regras
nebuloso resultante de
todas as regras
Obter o valor nítido
Selecionar operador de desnebulização
correspondente ao
conjunto nebuloso
resultante
44
3.2. Sistemas de Inferência Nebulosos
Um Sistema Nebuloso pode ser definido como uma estrutura computacional
baseada nos conceitos da teoria dos conjuntos nebulosos, nas regras nebulosas e no
raciocínio aproximado, cujas definições acabamos de apresentar.
Dada a sua natureza multidisciplinar é também conhecido por vários outros
nomes, tais como Sistemas Especialistas Nebulosos, Sistemas Nebulosos
Baseados em Regras ou Modelos Nebulosos.
É importante ressaltar aqui a diferença entre estes e os Sistemas Especialistas
denominados como "convencionais" 22 por Cox (1994, p.211), que empregam a lógica
clássica como base para seu mecanismo de inferência, e que tiveram uma grande
disseminação nas décadas de 80 e 90.
Apesar de vários pontos em comum, existem alguns aspectos que diferenciam
significativamente os Sistemas Especialistas (SEs) convencionais dos SEs nebulosos,
dando a estes últimos uma série de vantagens. Uma distinção que podemos fazer, é
que os SEs clássicos normalmente usam variáveis discretas ou variáveis simbólicas
convertidas em números discretos. Desta forma precisam manipular uma quantidade
imensa de regras, da ordem de centenas ou milhares, enquanto que nos Sistemas
Nebulosos, que manipulam variáveis lingüísticas, a base de regras normalmente se
situa na faixa entre 20 e 100 regras. (vide Shaw e Simões (1999, p. 57). Como são
construídos a partir dos instrumentais da lógica nebulosa, os SEs Nebulosos podem
expressar melhor as imprecisões e aproximações dos processos de decisão dos
especialistas, além de serem mais robustos e conseguirem trabalhar bem até mesmo
com falta de regras em sua base 23.
22
Também chamados de Sistemas Especialistas Simbólicos.
23
Em Arruda et al.(2002), por exemplo, foi implementado um programa em Matlab para simular o
problema clássico do "estacionamento do caminhão". Nos testes para verificar a robustez do sistema no
caso de retirada de regras, observamos que até restarem aproximadamente 70% da base de regras, os
resultados estavam bastante satisfatórios. Começando a haver perda da performance apenas a partir daí.
45
Outro aspecto diferenciador é que os SEs convencionais são executados
serialmente e usam heurísticas de poda para reduzir o número de regras a serem
examinadas, enquanto que os Sistemas Nebulosos empregam o paradigma do
processamento paralelo e todas as regras são ativadas, acumulando evidências contra
e a favor. Aquelas regras cujas premissas não possuem nenhum grau de verdade, não
contribuem com o resultado final.
Em linhas gerais um sistema nebuloso comumente executa as seguintes
etapas:
Fuzzificação
Corresponde a etapa de mapeamento dos valores reais das variáveis de
entrada e saída em conjuntos nebulosos, o que passa pela definição de quantos
conjuntos nebulosos terão cada uma das variáveis, da forma das suas funções de
pertinência e os respectivos intervalos (ver figura 3.11).
Inferência
Determina as ações de controle que devem ser empregadas, de acordo com as
regras expressas na base de regras. Em outras palavras, transforma os conjuntos
nebulosos de entrada num conjunto nebuloso de saída, através da relação definida
pela base de regras, e a partir de um determinado mecanismo de inferência em
particular, conforme descrevemos no tópico 3.1.6.
Defuzzificação
Determina uma saída numérica a partir do conjunto nebuloso de saída obtido
na etapa de inferência. Ou seja, traduz o valor lingüístico obtido como resultado, num
valor discreto que melhor o represente.
É uma operação inversa àquela feita
inicialmente, que transformou os valores originais para o domínio nebuloso. Existem
vários métodos de defuzzificação e sua escolha depende do contexto sendo
analisado.
46
O processo de defuzzificação implica em perda de informação, já que estamos
tentando obter um número que melhor represente uma região nebulosa em particular.
No modelo TSK, essa etapa não existe, uma vez que o processo de inferência
já resulta num valor numérico, e não num conjunto nebuloso.
Um dos métodos mais utilizados é o do centro de gravidade, que calcula o
centróide da área do conjunto nebuloso resultante, ou seja, informa o valor que divide
a área do conjunto nebuloso final em duas partes iguais.
Para um conjunto de valores discretos, podemos definir o valor defuzzificado y0
pelo método do centro de gravidade como:
y0 = ∑ x i μB’ (y) / ∑ μB’ (y)
(3.8)
onde: μB’ (y) é o conjunto nebuloso resultante da agregação das regras e xi é cada
elemento do conjunto.
Outros métodos também bastante empregados correspondem ao da média dos
máximos e do centro dos máximos. Um exemplo de algoritmo para o cálculo do
centróide implementado em MatLab é discutido em Hines (1997, p.29), e mais
detalhes sobre o tópico podem ser obtidos em Shaw e Simões(1999).
Na figura 3.11, vemos de forma bem simplificada a estrutura de funcionamento
de um sistema nebuloso.
47
Base de Regras
defuzzificação
entradas
fuzzificação
Inferência
saídas
Figura 3.11 - Etapas de um Sistema Nebuloso
3.3. Otimização nebulosa – conceitos básicos
Este é o nome atribuído a um conjunto de técnicas que são empregadas em
problemas de otimização e que objetivam trabalhar em ambientes de decisão
caracterizado pela incerteza, fazendo uso da teoria dos conjuntos nebulosos.
Podemos dizer em outras palavras, que a otimização nebulosa pode ser entendida
como um problema clássico de otimização, flexibilizado de forma a permitir a tomada
de decisão num escopo mais amplo e flexível, uma vez que podemos, por exemplo,
não querer descartar uma decisão muito favorável apenas por que violaria uma
restrição excessivamente rígida.
O principal objetivo na otimização nebulosa, é encontrar a “melhor” alternativa
de decisão, a partir de informação incompleta ou imprecisa, com limites pouco
definidos.
Podemos considerar a Programação Linear Nebulosa (PLN) como um caso
particular da otimização nebulosa. É importante salientar, no entanto que a
programação linear nebulosa não consiste de um modelo único, mas sim de uma série
de modelos, cuja formulação depende dos pressupostos ou características do
problema tratado.
48
Um apanhado geral desses modelos pode ser visto em Rommelfanger (1996)
que faz um levantamento onde são discutidos os diversos métodos para resolver PLNs
ou em Klir & Yuan (1995, p. 408)
Apesar das diversas possibilidades de modelagem, temos dois aspectos que
são comuns a todas as propostas de programação linear nebulosa:
existência de uma “situação de base” - ou seja um conjunto de
i)
valores cuja pertinência é igual a um, correspondendo ao conjunto de
valores que atende inteiramente às restrições estipuladas.
Difere
basicamente do PL clássico, porque não é o único conjunto
permitido, outros conjuntos com valores que contrariam em diferentes
graus às restrições do problema também são aceitos, porém com um
grau de pertinência menor;
necessidade de tomar decisões – normalmente na formulação do
ii)
PL clássico a decisão ótima já é a própria solução do problema, mas
no caso da PLN, que
leva em consideração a
incerteza, é
necessário decidir o quanto se está disposto a aumentar o risco em
troca de obter uma solução “melhor”.
Formulação Geral
Dadas n variáveis de decisão, uma função objetivo, m restrições e
considerando flexibilidade nos coeficientes tecnológicos das restrições, podemos
formular o problema de PLN como 24:
Maximizar f(x) = c T x
x∈ X
sujeito a:
Ax ≤~ b
24
vide Zimmermann (1985, p. 222)
49
x ≥0
onde:
c, x ∈ Rn, b ∈ Rm, A ∈ Rmxn
O símbolo ≤~ denota uma flexibilidade das restrições, indicando que
pode ser satisfeito num grau menor do que 1.
Ax ≤~ b
Vamos assumir que pode ser
estabelecido um nível de satisfação z, para o valor da função objetivo que desejamos
atingir e definimos para cada restrição um conjunto nebuloso.
Vamos representar a função objetivo e as restrições como conjuntos
nebulosos, e então agrega-los de forma a maximizar a decisão.
Vale ressaltar, que tanto a função objetivo, como as restrições, recebem
tratamento equivalente, fazendo com que este modelo seja chamado “simétrico”
(FELIZARI & LÜDERS,2003). Também digno de nota é o fato de que, em contraste
com a Programação Linear convencional, este não é necessariamente um modelo de
otimização linear.
Consideremos um desvio pi para flexibilizar as restrições e/ou a função
objetivo, com isso, se usamos funções de pertinência triangulares, podemos
representar equações do tipo menor ou igual, maior ou igual, ou apenas igual,
conforme ilustramos nas figura 3.12, 3.13 e 3.14:
50
0
µi (x)=
se Ai (x) > bi + pi
1 - Ai (x) - bi
pi
se bi < Ai (x) ≤ bi + pi
1
se Ai (x) ≤ bi
µi (x)
1
Ai (x)
bi
bi + pi
Figura 3.12 - Função de pertinência para restrições do tipo “menor ou igual"
0
se Ai (x) < bi - pi
1 + Ai (x) - bi
pi
se bi - pi ≤ Ai (x) < bi
1
se Ai (x) ≥ bi
µi (x)=
µi (x)1
bi - pi
Ai (x)
bi
Figura 3.13 - Função de pertinência para restrições do tipo “maior ou igual"
51
0
µi (x)=
se Ai (x) < bi - pi
1 + Ai (x) - bi
pi
se bi - pi < Ai (x) ≤ bi
1 - Ai (x) - bi
pi
se bi < Ai (x) < bi + pi
0
se Ai (x) ≥ bi + pi
µi (x)
1
bi - pi
bi
bi + pi
Ai (x)
Figura 3.14 - Função de pertinência para restrições do tipo “igual"
Como já citamos anteriormente, as funções acima podem ser usadas para
representar tanto as restrições como a função objetivo.
É justamente com base
nessas funções que a transformação matemática proposta por Zimmermann (1985, p.
222) mantém a linearidade no problema transformado.
Zimmermann segue a proposta feita por Bellman e Zadeh (1970), que partem
do pressuposto de que a tomada de decisão sobre as alternativas disponíveis resulta
na interseção dos objetivos e das restrições, ou seja, pode ser interpretada como uma
operação de mínimo entre estes conjuntos.
A melhor decisão numérica, por sua vez
é dada pela união das decisões sobre cada alternativa, que corresponde a operação
de máximo entre conjuntos nebulosos.
Em termos práticos, a função objetivo é transformada numa restrição adicional
e a decisão “ótima” é considerada a interseção do conjunto “x satisfaz as restrições”
com o conjunto “x satisfaz o objetivo”.
Temos, portanto, a função de pertinência do conjunto “decisão” como sendo:
52
µD (x)= Min µi (x)
i
e µi (x) corresponde a função de pertinência de cada restrição e da função
objetivo.
Resta agora obter um valor numérico representativo desse conjunto “decisão”,
uma vez que o tomador de decisão não deseja obter um conjunto como resposta.
Usamos então o máximo do conjunto, que seria então a solução desejada para o
problema, que pode ser inclusive não-linear.
α = Max Min µi (x)
Uma breve análise identifica que podemos determinar x e α pois todos os
valores dos graus de pertinência das equações definidas têm que ser maiores do que
α (pois em caso contrário, este não seria o mínimo). Queremos então o maior valor de
α que satisfaça essas condições e esteja no intervalo [0,1]. Reduzimos, portanto, a
um problema auxiliar de PL clássico com a seguinte formulação ( MATOS,1996, p.5 ):
Max α
Sujeito a:
µi (x) ≥ α i = 0,1,2, ...m
α ≤1
x ≥ 0, α ≥ 0
Desta forma, podemos agora empregar o conhecido método do Simplex para
resolver o problema e obter x e α. Neste caso α fornece indicação do risco associado.
Quando está próximo de 1, significa que as violações às restrições não são muito
grandes, e a ocorrência de valores mais baixos de α , significa que há mais
possibilidade das restrições serem violadas.
Este modelo não é aplicável, no entanto, para o caso de flexibilização de outros
elementos além das restrições. Nesta circunstância é necessário recorrer a outros
métodos os quais não trataremos aqui.
Apenas a título de ilustração vamos descrever abaixo as formas de imprecisão
que podem ocorrer numa flexibilização completa do problema de PL, citadas por
Varela e Ribeiro (2001).
53
•
Imprecisão
nos
limites
das
restrições.
Corresponde
a
nebulização dos limites das desigualdades, como por exemplo: “o
tempo para execução da tarefa deve ser consideravelmente inferior
a 10 dias”, que pode ser representado por ci ≤~ 10
•
Meta nebulosa para a função objetivo. Por exemplo, “o custo total
do projeto deve ser consideravelmente abaixo de $ 10.000. ( z ≤~
10.000)
•
Imprecisão composta. Resultante da combinação das imprecisões
acima.
•
Desconhecimento sobre o valor preciso dos coeficientes das
variáveis das restrições. Por exemplo, “o custo por hora da
produção de parafusos, é de cerca de $2. (aij =~ 2)
•
Desconhecimento sobre o valor preciso dos coeficientes das
variáveis da função objetivo. Por exemplo, “o preço unitário de
venda do trator, é de cerca de $100”.
•
Todas as combinações de incerteza acima.
Uma vez apresentados os principais conceitos relativos à teoria dos conjuntos
nebulosos que interessam diretamente em nosso trabalho, podemos então analisar o
estado d’arte no contexto onde faremos uso deste arcabouço teórico, ou seja, no
problema de definição do plano mestre de produção.
54
4. O Estado d’arte no planejamento mestre da produção
e planejamento agregado
Nosso objetivo nesse capítulo é discutir qual o atual estágio de pesquisa e
prática na área do planejamento mestre e planejamento agregado da produção.
Apesar do nosso foco de interesse se restringir ao primeiro item, os dois tópicos são
tratados em conjunto, pois as duas atividades são intimamente interligadas e
compartilham de vários aspectos da modelagem.
A literatura disponível para o tema do planejamento agregado é bastante
abundante, se comparada àquela relativa ao programa mestre. Assim, como temos
pontos de modelagem em comum, é possível adaptar um pouco da considerável
experiência disponível em relação ao plano agregado para o caso do plano mestre.
Devemos, porém, considerar estas adaptações com ressalvas, uma vez que este
último, além de ter várias questões que lhes são próprias, atua num nível mais
detalhado e de maior complexidade, com um volume de dados significativamente
maior, tornando muitas vezes impraticável a utilização de algumas modelagens que
seriam viáveis num nível mais agregado.
Podemos diagnosticar na literatura existente, diferentes formas de abordar a
questão do planejamento agregado e planejamento mestre. Uma primeira e mais
clara distinção pode ser percebida quando analisamos a proposta, tendo em vista se o
foco é direcionado à sua praticidade e aplicação no contexto produtivo, ou se prioriza o
aspecto teórico do problema de planejamento.
É certo que não existem limites bem
definidos para essa separação, mas optamos por uma organização do material
pesquisado dessa forma, para facilitar o entendimento do levantamento realizado, uma
vez que os diferentes enfoques enxergam o problema de forma tão variada, que
muitas vezes parece outro assunto.
Além de distinguirmos uma vertente mais baseada na gestão propriamente
dita, de uma outra que prioriza mais o aspecto teórico, consideramos ainda que
55
podemos vislumbrar, dentro dessa linha mais focada na teoria, diferentes formas de
tratar a questão, considerando as variadas metodologias empregadas na solução do
problema.
Observamos então: uma linha que trabalha com uma visão mais
otimizante, com claro viés matemático e dando os primeiros passos para se associar
com sistemas ERP; uma outra tendência que emprega Sistemas Especialistas
Simbólicos; e uma corrente mais recente, que procura empregar técnicas de
inteligência computacional tais como, algoritmos genéticos, redes neurais e lógica
nebulosa. Esta última abordagem que é o foco de nossa proposta, olharemos com
mais profundidade, inclusive destacando entre o enfoque nebuloso otimizante, uma
visão mais baseada em raciocínio aproximativo e o emprego de operações nebulosas
sobre algoritmos de análise de capacidade.
No mapa conceitual que se segue (figura 4.1), organizamos de forma
esquemática essas tendências de abordagem, que serão discutidas em detalhe no
próximo tópico.
56
Figura 4.1 - Mapa conceitual com esquema das possibilidades de abordagem PMP/PAP
(ARRUDA et al., 2006)
57
4.1. Possibilidades de abordagem no PMP/PAP
4.1.1. Foco na Prática de Gestão
O processo de planejamento que emprega planilhas eletrônicas, trabalha
prioritariamente com umas poucas variáveis no tempo, num esquema de tentativa e
erro. O sistema é formulado com base nos fatores de produção e nas relações
existentes entre eles. Estas relações são expressas sob a forma de simples equações
algébricas cujas variáveis são aquelas normalmente manipuladas pelos gerentes de
produção, ou seja, vendas e nível de produção e de estoques entre outras.
A idéia seria estabelecer diferentes planos de produção alternativos e avaliar o
impacto dos mesmos sobre alguns parâmetros que se deseja controlar. O gestor
escolheria então dentre os diferentes planos gerados qual o que atende melhor aos
objetivos estabelecidos.
As críticas feitas à abordagem que emprega simulações do tipo "what if",
restringem-se ao fato do sistema funcionar apenas como uma espécie de
"calculadora" e depender completamente da performance do tomador de decisão, sem
nenhuma garantia quanto a proximidade da solução em relação ao ótimo. Este, no
entanto, não chega a ser um problema tão grave se comparado às restrições feitas
aos métodos analíticos que veremos mais adiante.
Ainda no que se refere ao enfoque orientado para os aspectos mais
pragmáticos do planejamento da produção, Jacobs e Bendoly (2003), delineiam em
seu artigo as tendências de desenvolvimento de sistemas ERP, e salientam que o
principal benefício destes softwares não está em sua capacidade de “planejamento”,
mas sim na sua habilidade para processar transações eficientemente, e realizar a
manutenção dos respectivos registros, ou seja, o seu funcionamento como um sistema
integrado de informações.
58
Buxey (2003) faz um breve levantamento de técnicas analíticas para
determinação do PAP, indicando desde os textos históricos tradicionais até os mais
recentes. O autor cita que apesar dos textos teóricos explanarem bem conhecidas
técnicas analíticas de obtenção do PAP, na prática os tomadores de decisão
empregam uma abordagem baseada na tentativa e erro. Para identificar qual era o
procedimento de planejamento mestre e planejamento agregado atualmente seguido
nas empresas, ele fez então uma pesquisa junto a 42 gestores com experiência em
ambientes com sazonalidade. No artigo, os dados estão organizados de acordo com a
estratégia de produção 25 seguida pela empresa, tais como: política de nivelamento
da capacidade de produção, política de acompanhamento da demanda, política
mista, de gerenciamento da demanda, e política de acompanhamento
modificada 26 entre outras.
Segundo Buxey, em nenhuma das empresas pesquisadas é construído um
plano agregado “ótimo” para servir de base para a posterior determinação do plano
mestre.
Outra conclusão da pesquisa revela que 73,8% das empresas incluídas na
amostra, empregam a estratégia de acompanhamento da demanda, ou de
acompanhamento modificado, e se quisermos agrupar mais ainda 27, podemos
considerar que 80% delas trabalham no sentido de tentar manter quantidades mínimas
de estoque.
Vale ressaltar também que nenhuma das empresas implementou a
estratégia mista ou mesmo tentou balancear custos marginais de mão-de-obra em
contraposição com as despesas de amortecer inventários.
Em relação ao atual processo de planejamento mestre na prática, podemos
identificar também, que na medida em que tem havido uma complexidade cada vez
maior dos produtos, com ampliação da variedade e personalização dos modelos, a
25
As estratégias discriminadas são aquelas já discutidas no tópico 2.5
As modificações são provenientes de questões operacionais específicas e de restrições de negócio
27
Juntando as estratégias de acompanhamento, acompanhamento modificado e gestão da demanda, num
mesmo grupo
26
59
utilização de PMP em dois níveis, e conseqüentemente o mecanismo das listas de
planejamento de materiais que lhe dão suporte, tem sido cada vez mais necessária,
sendo indicada por Lamouri & Tomas (2000), por exemplo, como uma tendência atual
nas empresas.
Como bem destacou Bertrand et al (2000), nas últimas décadas a variedade de
produtos que existia comumente nas indústrias de montagem, hoje pode ser percebida
nos demais seguimentos que historicamente não tinham essa característica, tais como
companhias de seguro, bebidas, e setor financeiro entre outros.
Desta forma, o
emprego de PMP em dois níveis, que antes era uma prática usada apenas nos
ambientes produtivos típicos da montagem sob encomenda 28, está começando a ser
mais disseminada. Em função dessa utilização, os autores propõem em seu artigo
uma variante do mecanismo das listas modulares de material, denominado lista de
material hierárquica de pseudo-itens. Esta última, diferentemente das listas modulares,
é adequada para trabalhar com produtos que tenham interdependência entre
características e opções.
4.1.2. Otimização Clássica
É interessante observar que o hiato entre a teoria disponível para o PAP/PMP e
a prática desses procedimentos seguida na indústria, ainda hoje é um fato concreto e
não superado, como podemos constatar em Buxey (2003). Vale destacar que esse
distanciamento já vem sendo diagnosticado a algum tempo em artigos tais como:
DuBois e Oliff (1991), Duchesi e O'Keefe (1990), Harrison (1976) e Hong e Maaleyeff
(1987).
Uma espécie de lugar comum em todos esses artigos é o diagnóstico sobre a
inadequação dos modelos analíticos em geral, ao problema real de planejamento da
produção. Nam e Logendram (1992), que realizaram uma pesquisa bastante completa
28
conforme visto no tópico 2.5
60
sobre o estado d'arte no assunto e que se tornou uma referência clássica, consideram
alarmante a insignificante utilização dos modelos matemáticos de PAP na prática, e
salientam a necessidade de desenvolvimento de modelos que enfatizem o aspecto
realístico. Aparentemente, esse diagnóstico ainda é atual, apesar do alerta feito pelos
diversos autores.
Existem na literatura diversos modelos clássicos adequados ao problema do
Planejamento Agregado da Produção, e que de certa forma podem ser estendidos ao
contexto do Planejamento Mestre. Vamos descrever resumidamente apenas os
modelos mais conhecidos e genéricos.
4.1.2.1. Modelos de Programação Linear
O objetivo neste caso, é minimizar o custo de todas as variáveis relativas à
produção e inventário definidas na formulação do problema. Isto é feito através da
determinação de um valor para taxa de produção e nível de mão-de-obra para cada
período de planejamento que atenda a uma demanda conhecida e determinística, e
que resulte num valor mínimo para o custo sobre o horizonte de planejamento como
um todo. Geralmente o nível de estoque é tratado como uma decorrência das outras
variáveis.
Considerando
uma
formulação
bastante
geral
teremos
os
seguintes
pressupostos para o modelo :
• A taxa de Demanda Dt é assumida como sendo conhecida e
determinística para todos os períodos.
• Os custos de Produção para qualquer período de tempo
considerado são estritamente lineares ou lineares por períodos de
tempo.
• Os custos decorrentes de alterações no nível de produção em
qualquer período de tempo também são estritamente lineares ou
lineares por períodos de tempo.
61
• Usualmente são especificados limites inferiores e superiores nas
quantidades produzidas e para o nível de estoques para todo o
horizonte de planejamento.
• Os custos são sempre associados com nível de estoque ou de
material em processo, e podem variar de um período para o outro.
• Ordens em atraso podem ou não ser permitidas, mas geralmente
não são.
Um exemplo com uma formulação geral pode ser encontrado em Mcleavey e
Narasimhan (1985), entre outros.
Piper e Vachon (2001) por sua vez, reconhecem a tendência generalizada de
utilização da estratégia de seguimento da demanda na indústria, corroborando o que
foi identificado também na pesquisa de Buxey (2003). Consideram, porém, que esta
estratégia tem sérios inconvenientes, pois gera altas perdas de produtividade e
capacidade, devido à instabilidade da mão-de-obra.
Para contornar essa questão
propõem um novo PL empregando uma estratégia mista.
Das et al. (2000) desenvolvem um protótipo a partir da integração do modelo
de dados de dois aplicativos que funcionam de forma independente, um voltado para o
PAP e o outro ao nível do PMP. O aplicativo de nível mais alto foi modelado como um
problema de PL cujo resultado é um plano agregado otimizado, que visa minimizar o
custo de produção satisfazendo a demanda projetada sobre o horizonte de
planejamento. A partir dessa formulação e empregando a linguagem de modelagem
GAMS e o solver CPLEX 29, os dois modelos relativos aos dois níveis de planejamento
são implementados.
4.1.2.2. Regras Lineares de Decisão
29
Informações sobre o software podem ser encontradas em http://www.ilog.com/products/cplex/
62
As Regras Lineares de Decisão foram desenvolvidas na década de 50 e são
também conhecidas como "Regras HMMS" devido aos seus autores (HOLT et al.,
1955).
Um aspecto importante é que nesta técnica a demanda é considerada não
determinística. É também necessário que todos os produtos sejam agrupados em
uma única linha de produtos. Os resultados são baseados em quatro fatores de custo,
que seriam:
•
custo de produção regular que é considerado linearmente
dependente do nível de mão-de-obra;
•
custo de contratação ou demissão, que é estabelecido como uma
função quadrática baseada na variação do nível de mão-de-obra de
um período para o outro;
•
custo de hora extra e de subutilização, formulado como uma
equação quadrática em relação ao nível de produção e de mão-deobra ;
•
custo de estocagem e de falta de produtos, que assume uma
função quadrática, tomando por base o nível de estoques e de
vendas, sendo que o nível de estoques obedece a forma da
tradicional regra de conservação de estoques .
O custo total é calculado pela adição dos quatro fatores de custo, valendo
ressaltar que é minimizado o custo esperado, uma vez que a demanda é considerada
não-determinística. Através da diferenciação da equação de custo total são obtidas
duas equações denominadas de Regras Lineares de Decisão para Produção e
Emprego, as quais determinarão os valores de produção e nível de mão-de-obra que
minimizam os custos totais esperados.
Uma análise bastante crítica das Regras HMMS pode ser encontrada em Eilon
(1974), que apresenta inclusive uma outra modelagem baseada nas Regras Lineares
de Decisão.
63
4.1.2.3. Programação por Metas
Os modelos de programação por metas pretendem considerar que as decisões
envolvidas nos problemas de PAP são influenciadas por múltiplos objetivos, que
seriam, por exemplo, a minimização dos custos de produção e estoques, maximização
dos lucros, e relativa estabilidade no nível de mão-de-obra.
Em linhas gerais, os modelos de programação por metas incorporam os
objetivos gerenciais como restrições no modelo. Primeiramente são definidas as
variáveis de decisão envolvidas no problema, assim como as metas gerenciais que
pretendem ser alcançadas e a prioridade de cada uma.
Dessa forma é possível
explicitar a negociação entre os diversos objetivos envolvidos. O procedimento de
solução é iterativo, sendo que as metas são satisfeitas na ordem em que são
priorizadas, reduzindo a cada solução subseqüente o espaço de soluções factíveis.
4.1.2.4. Regras de Decisão de Busca (Search Decision Rules)
Com o objetivo de evitar as fortes restrições sobre a forma das equações nas
modelagens já apresentadas (lineares ou quadráticas) e também de forma a tornar
mais acessível aos tomadores de decisão as soluções propostas, uma série de
estudos empregando métodos heurísticos para solucionar o problema do PAP foram
realizados.
Dentre estes podemos destacar o desenvolvimento de Jones, denominado
Planejamento da Produção Paramétrico (PPP), e o de Taubert, Regras de Decisão de
Busca. Ambos os modelos são discutidos em Mcleavey e Narasimhan (1985) e Nam e
Logendran (1992).
O modelo de Jones consiste da utilização de uma rotina de busca para
examinar vários valores possíveis para os parâmetros de duas regras de decisão
básicas, que estabelecem os níveis de produção e de mão-de-obra. Uma vez obtidos
valores satisfatórios para os parâmetros das equações, a regra de decisão pode ser
64
aplicada como no modelo de regras lineares de decisão, sem que tenha sido
necessário restringir as equações de custo a uma forma específica.
Taubert também não restringe a forma matemática das equações de custo. É
usada busca associada ao procedimento de "branch-and-bound".
4.1.2.5. Heurística de Distribuição da Produção (Production Switching
Heuristic)
Esta técnica pretende evitar mudanças constantes no nível de produção e de
mão-de-obra. São estabelecidos normalmente três níveis de trabalho, Inferior, Normal
e Superior. A heurística vai estabelecer o nível de produção como sendo igual ao
Inferior se a produção líquida, considerando inventário inicial, ficar abaixo do valor
estabelecido para o nível de produção Inferior. De uma forma equivalente temos que
se a produção líquida ficar acima do valor estabelecido para o nível de produção
Superior, a heurística vai igualar o nível de produção a este último, e nos demais
casos teremos o nível de produção igual ao nível Normal. (EILON,1974).
4.1.2.6. Coeficientes de Gerenciamento
Esta modelagem proposta por Bowman (1963) pretende simplesmente duplicar
o processo de tomada de decisão do gerente.
Baseia-se no estabelecimento de
coeficientes que refletem a estratégia do tomador de decisão através da utilização de
equações de regressão considerando como variáveis independentes o nível de mãode-obra, estoques e previsão de demanda, e como variável dependente o nível de
produção. O resultado é uma regra de decisão baseada nas decisões passadas da
gerência, sem considerar explicitamente nenhuma função de custo.
4.1.2.7. Planejamento Hierárquico da Produção (Hierarchical Production
Planning)
Muitas
vezes
os
modelos
matemáticos
resultantes
do
problema
do
planejamento agregado da produção, são de larga escala, de difícil manipulação,
65
implementação ou até mesmo difíceis de interpretar quando os tratamos como uma
entidade única. Além do que, seu aspecto monolítico não retrata adequadamente a
estrutura organizacional, caracterizada pela tomada de decisão em diversos níveis. A
abordagem do Planejamento Hierárquico da Produção proposta por Hax e Meal 30
(apud Vicens et al, 2001), tenta superar estas restrições especificando o processo de
planejamento por uma série de modelos matemáticos e particionando o processo de
decisão em módulos ou subproblemas com diferentes horizontes de tempo e
diferentes níveis de agregação da informação.
Para manter a coerência entre os
diversos níveis de planejamento é estabelecido um mecanismo, de tal forma que a
solução de um subsistema de nível mais alto representa uma restrição a ser imposta
ao nível subseqüente e daí por diante, constituindo uma cadeia.
Ozdamar et al. (1998), por exemplo, desenvolveram um software a partir dessa
abordagem hierárquica. O modelo matemático usado no nível mais agregado inclui
uma função objetivo linear para minimizar custos totais de produção e inventário e
restrições de capacidade e estoque. São empregados algoritmos de desagregação
para o nível de família e para o nível de itens finais, além de uma heurística construtiva
para o PMP. Este plano mestre resultante é exportado para a base de dados do
sistema MRP, assim como os dados do MRP servem de entrada para o Sistema
Hierárquico de Suporte a Decisão proposto.
O sistema possui um mecanismo de diálogo que avisa o usuário final a respeito
de informações faltando, ou excesso/sobrecarga de capacidade antes de gerar o
modelo. Este mecanismo visa ocultar do usuário a forte base matemática do sistema
que suporta o processo de decisão, de forma a não exigir do planejador
conhecimentos de modelagem matemática.
As razões normalmente citadas para a dificuldade de implantação dos modelos
analíticos de um modo geral são:
30
A.C.Hax,H.C.Meal,Hierarchical integration of production planning and scheduling,in:M.A.Geisler
(Ed.),Studies in the Management Sciences,North-Holland-AmericanElsevier,Logistics 1 (1975) 53-69.
66
•
Falta de conhecimento dos profissionais de gestão nas técnicas
empregadas, resultando em desconfiança nos resultados obtidos.
Geralmente
os
tomadores
de
decisão
não
entendem
os
pressupostos básicos de tais modelos. Os modelos são complexos
demais e expressos numa linguagem de difícil entendimento para o
gestor;
•
Dificuldade de expressar as metas gerenciais sob a forma de uma
função
matemática,
uma
vez
que
os
objetivos
gerenciais
frequentemente são múltiplos, conflitantes e incorporam uma série
de fatores qualitativos.
•
Dificuldade ou impossibilidade de obter as informações com o nível
de precisão requerido, para determinar os valores dos parâmetros
dos modelos.
•
Excessivo custo de desenvolvimento dos modelos;
•
Exigência de especialistas para o seu desenvolvimento e até
mesmo para sua utilização.
•
Impossibilidade de simular o processo de decisão do gestor.
Tornando a solução pouco aceita e adaptada a realidade.
4.1.3. Modelos analíticos associados à sistemas ERP
Em artigos mais recentes, podemos identificar essa nova vertente que indica a
associação de ferramentas disponíveis no âmbito da Pesquisa Operacional com
softwares ERP.
Algumas empresas de desenvolvimento já estão comercializando
softwares que possuem poderosos recursos de otimização tais como programação
inteira mista, por exemplo, configurando os chamados Sistemas Avançados de
Planejamento e Sequenciamento (APS - Advanced Planning and Scheduling).
67
Este avanço é decorrente da pressão de mercado que exige melhorias na
performance da manufatura, da contínua evolução e barateamento da tecnologia
computacional, e do desenvolvimento de linguagens de modelagem matemática de
alto nível tais como o AMPL e o CPLEX.
O AMPL 31, desenvolvido pelo Bell Laboratories, é uma abrangente e poderosa
linguagem de modelagem algébrica para problemas de otimização linear ou não linear,
com variáveis discretas ou contínuas, e que permite rápida formulação e teste de
modelos.
O CPLEX 32 por sua vez é uma ferramenta robusta para resolução de
programação matemática, que pode ser associada com diversos ambientes de
programação e diferentes plataformas. Pode ser usado, por exemplo, associado ao
AMPL, ou embutido em sistemas APS.
Aplicativos que oferecem suporte ao processo de decisão na atividade de
planejamento, não fazem parte da arquitetura típica dos sistemas ERP, mas estão
começando a ser oferecidos como um instrumento adicional.
Jacobs & Bendoly
(2003), argumentam que apesar do seu potencial, a utilização de recursos advindos da
Pesquisa Operacional (PO) está surpreendentemente longe de ser significativa.
É importante observar, no entanto, que esta associação de poderosas
ferramentas da PO com sistemas ERP, ainda tem algumas das restrições que
encontramos normalmente no emprego da abordagem otimizadora no processo de
geração do PAP/PMP.
Como bem lembrado por Clark (2003), mesmo nestes
softwares modernos, a tarefa de formular o problema de otimização ainda fica por
conta do usuário, o que está longe de ser uma atividade trivial, e possibilita
consequentemente, a criação de modelos incorretos ou com tempo de execução
absolutamente inviável.
Esta restrição por si só, configura um grave entrave a
utilização dessas ferramentas na prática.
31
32
Para maiores informações vide Fourer et al (1990) ou o site do software AMPL (www.ampl.com)
Informações sobre o software podem ser encontradas em http://www.ilog.com/products/cplex/
68
4.1.4. Sistemas Especialistas Simbólicos
Um Sistema Especialista (SE), ou também chamado, Sistema Baseado em
Conhecimento, consiste de um sistema computacional que possui um bem organizado
corpo de conhecimento, relativo a um domínio de especialidade restrito. O sistema
pode resolver problemas, com níveis equivalentes aos obtidos por especialistas, a
partir do uso de complexos mecanismos de inferência.
Os SEs convencionais seguem o paradigma simbolista e correspondem a um
dos campos da Inteligência Artificial (IA).
Sua formulação parte do pressuposto que
os processos inteligentes são realizados por uma seqüência de operações, que por
sua vez são controladas por um elemento central.
Dentro desse paradigma, a
inteligência consistiria de heurísticas, que representam as operações sob a forma de
símbolos. Carvalho (2001, p.61) expõe de forma bastante didática os fundamentos da
Inteligência Artificial Simbolista 33.
Numa tentativa de superar as restrições detectadas nos modelos matemáticos
tradicionais, que não eram suficientemente flexíveis para atender às necessidades do
planejamento da produção, foi desenvolvida nas últimas décadas uma série de
Sistemas Especialistas objetivando a gestão da manufatura, sendo que a atividade de
sequenciamento da produção, ou seja o planejamento de curto prazo do chão-defábrica, aparece como o tópico mais tratado, numa pesquisa feita por Wong et al.
(1994) e em outros levantamentos indicados em Metaxiotis et al(2002).
Para o caso do planejamento mestre, por exemplo, Li et al. (1992) propõem um
Sistema Especialista que combina também simulação e técnicas de otimização. O
protótipo desenvolvido gera uma solução inicial através do emprego de um algoritmo
de programação por metas para determinar a produção de cada item no ano como um
todo, e regras de produção, que constituem uma forma de representar conhecimento,
33
No contexto da IA, além do paradigma simbolista, Carvalho (ibid.), também discute os paradigmas
conexionista e evolucionário, nos quais se encaixariam respectivamente as Redes Neurais Artificiais e os
Algoritmos Genéticos. Estes dois últimos tópicos são vistos por alguns autores tais como Zadeh (1994) e
Jang et al. (1997), como constituintes da área de Inteligência Computacional.
69
para incluir no sistema a experiência do especialista referente a transformação da
produção anual em produção mensal.
4.1.5. Abordagem de Inteligência Computacional.
Inteligência Computacional (IC), ou "Soft Computing" é assim denominada por
Zadeh (1994, p.77), em oposição a chamada "Hard computing” que é considerada
menos flexível e computacionalmente demandante. A Inteligência Computacional tem
como princípio norteador, o emprego da tolerância a imprecisão, a incerteza, a
verdades parciais e a aproximações, de forma a obter soluções tratáveis, robustas, de
mais baixo custo e mais vinculadas a realidade.
Conforme destacado por Cordón e Herrera-Viedma (2003), muitas vezes
empregar técnicas computacionais convencionais ao lidar com situações reais
impregnadas de incerteza e imprecisão, pode tornar o problema intratável devido ao
esforço computacional necessário, além de ser desnecessário, ou mesmo inadequado.
O termo Inteligência Computacional, na realidade se refere a uma família de
técnicas computacionais das quais os principais membros são Lógica Nebulosa,
Redes Neurais 34 Artificiais, Computação Evolucionária e Raciocínio Probabilístico, e
mais recentemente Teoria do Caos e Aprendizado de Máquina, entre outros. Em
linhas gerais, a Lógica Nebulosa é bem eficiente nos casos que lidam com imprecisão
e raciocínio aproximativo, enquanto que as Redes Neurais tem capacidade de
aprendizado e adaptação, além da identificação de sistemas. Quanto à Computação
Evolucionária, esta atua na busca aleatória sistematizada e otimização. O Raciocínio
Probabilístico, por sua vez, foca na análise de decisão e gerenciamento de incerteza.
34
Carvalho (2001, p. 99) advoga muito adequadamente, que seria mais correto o uso do termo “Rede
neuronal” em português, uma vez que “rede neural” se refere a uma rede de sistemas nervosos e não a
uma rede de neurônios como é o caso. Adotamos o termo Rede Neural por esse ter sido oficialmente
escolhido pela Sociedade Brasileira de Redes Neurais.
70
Para distinguir a IC da Inteligência Artificial convencional, Jang et al. (1997, p.3)
salientam que a primeira não executa muita manipulação simbólica, enquanto que a IA
convencional atua basicamente com a manipulação simbólica. Desta forma, podemos
ver a Inteligência Computacional como uma disciplina que atua de forma
complementar a IA convencional e vice-versa. Um outro enfoque, que segundo os
autores (ibid. p.4) depende de julgamento pessoal, considera alguns tópicos tais como
Redes Neurais ou Algoritmos Genéticos, como fazendo parte da IA moderna,
conforme podemos ver em Carvalho (2001).
Zadeh (2001) salienta que um dos aspectos básicos da IC é a natureza
complementar e não competitiva das abordagens que a compõem, indicando também,
que a sua utilização de forma combinada tem resultado ainda melhor do que quando
são usadas as diferentes técnicas isoladamente. Com isso, estamos observando
agora o surgimento dos chamados sistemas híbridos, como por exemplo, Sistemas
Neuro-Fuzzy ou Sistemas Neuro-Genéticos.
Vamos destacar em nosso texto, as pesquisas com aplicação de Lógica
Nebulosa para o planejamento agregado e planejamento mestre, das demais
abordagens da IC, porque desejamos discuti-la em mais detalhe.
4.1.5.1. Abordagem empregando Algoritmos Genéticos/ Redes
Neurais/Raciocínio Baseado em Casos.
Em seu artigo, Wang e Fang (1997) propõem para a resolução do PAP, uma
abordagem baseada em algoritmos genéticos para imitar o processo de decisão
humano no planejamento da produção. Salientam que uma das causas dos gestores
não empregarem os modelos matemáticos no PAP é porque esses não são
adequados para descrever a estrutura de preferência de soluções do gestor.
Ao invés de obter uma solução ótima, a abordagem proposta encontra uma
família de soluções inexatas, dentro de um nível considerado aceitável. A partir daí o
71
tomador de decisão pode selecionar uma solução examinando a combinação convexa
das soluções na família de soluções obtidas, via interação com o computador.
O problema é modelado como programação linear nebulosa, porém ao invés
de parar na obtenção da solução ótima, emprega algoritmos genéticos para gerar
soluções inexatas próximas a solução ótima obtida inicialmente. Soluções essas que
seriam escolhidas pelo gestor e combinadas através da interação com o software, até
chegar à solução desejada.
O software foi desenvolvido em Microsoft Fortran, mas pelo exemplo numérico
mostrado, não é uma ferramenta para ser usada na prática, mas sim adequada a uma
utilização mais acadêmica.
Keung et al (2003) empregam também algoritmos genéticos, porém focalizando
mais no aspecto de gerenciamento de ferramentas, num contexto de sistemas flexíveis
de manufatura.
O artigo descreve um modelo de controle hierárquico inteligente
atuando em três níveis:
1. seleção do plano de processo: onde são identificados os roteiros
alternativos de ferramentas ou conjunto de ferramentas para cada
componente.
2. Plano Mestre de Produção: o objetivo neste nível é sequenciar a produção
de um conjunto de componentes ou produtos de forma a combinar a
demanda do cliente sem acúmulo de pedidos em atraso e gerar faltas no
estoque.
3. Sequenciamento das atividades: objetiva otimizar a utilização de máquina
e balancear a capacidade do estojo de ferramentas de uma estação de
trabalho flexível em um ambiente de compartilhamento de ferramentas.
Como as variáveis, tais como tempo de processamento e capacidade de
máquina, não podem ser estimadas precisamente, os autores consideram que seria
mais apropriado descrever as restrições relacionadas ao tempo de processamento de
72
atividade e capacidade de máquina através da lógica nebulosa. Desta forma o nível
do PMP conseguiria uma solução mais realística e robusta.
Huin et al (2003) por sua vez, propõe uma ferramenta que integra técnicas de
inteligência computacional aliadas ao Planejamento Superficial da Capacidade 35, que é
uma das funções dentro da arquitetura de sistemas ERP.
Isto é proposto,
considerando que as características oferecidas por esta abordagem trariam
contribuições devido ao aspecto impregnado de conhecimento empírico do processo
de planejamento que foi identificado nas PMEs 36 asiáticas.
Este diagnóstico é
resultante de uma pesquisa de campo com 30 pequenas e medias empresas asiáticas
e 95 executivos e identificou algumas características estratégicas e operacionais da
atuação destas empresas, que contrastam fortemente com o processo existente nas
grandes corporações. Esta diferença impacta a forma como são implementados e
usados os sistemas ERP neste contexto.
A ferramenta proposta incorpora Redes Neurais artificiais e Raciocínio
Baseado em Casos (RBC).
O Raciocínio Baseado em Casos é um novo paradigma para representação
do raciocínio e aprendizado e objetiva reproduzir o processo de resolução de
problemas humanos, obtendo a solução de novos problemas a partir da observação
da solução de casos passados semelhantes.
Este enfoque encapsula o conhecimento e a informação relacionada com um
caso. Cada caso contém sua descrição, a solução proposta e o resultado obtido. Em
sistemas do tipo RBC, o raciocínio e conhecimento usado pelo especialista para
resolver um problema fica armazenado sob a forma de uma biblioteca de casos e não
através de regras clássicas. Ou seja, o raciocínio fica implícito sob a forma da solução
proposta, e para resolver um problema, este é comparado com os casos existentes na
base, fazendo com que casos similares sejam recuperados e sua solução seja usada
35
36
Também denominado: RCCP - Rough Cut Capacity Planning
Pequenas e Médias Empresas
73
para sugerir uma solução para o problema atual.
Quando é necessário são feitos
ajustes para revisar o resultado e posteriormente o novo problema resolvido passa a
fazer parte da biblioteca de casos. Em Aamodt e Plaza (1994) podemos encontrar
uma boa explanação sobre RBC.
O módulo proposto foi usado numa empresa de eletrônica asiática como
estudo de caso para verificar a viabilidade da abordagem.
A biblioteca de casos
possui 20 casos diferentes.
O RCCP foi implementado usando um sistema ERP padrão juntamente com
um software de simulação.
Foi construída uma interface no ERP para permitir
carregar o simulador, que executa a parte relativa ao processamento da rede Neural e
ao RBC. Os resultados são então passados de volta para o sistema ERP.
Os autores consideram que talvez tenham que recorrer futuramente a lógica
nebulosa para melhor tratar algumas variáveis qualitativas existentes no problema.
4.1.5.2. Abordagem empregando a teoria dos conjuntos nebulosos
Os trabalhos desenvolvidos a partir dos conceitos oriundos da teoria dos
conjuntos nebulosos, ou de algum de seus ramos, tais como a lógica nebulosa,
possibilitam uma modelagem adequada ao tratamento de problemas ambíguos e com
dados imprecisos.
Nesta vertente, podemos distinguir três formas de tratar o problema do
planejamento da produção ao nível do PAP: a otimização nebulosa; os sistemas de
inferência nebulosa; ou as operações com conjuntos nebulosos em algoritmos de
análise de capacidade.
74
4.1.5.2.1. Enfoque baseado em Otimização Nebulosa
Considerando o instrumental disponibilizado pela otimização nebulosa,
Lehtimäki( 1987) trata da questão do replanejamento do plano mestre no caso de
haver necessidade de alteração nos pedidos por solicitação dos clientes. O tópico é
modelado como um problema de decisão com múltiplos objetivos e seleciona entre
planos alternativos, aquele que maximize o nível de satisfação do cliente e atenda as
restrições do problema. A decisão é vista como sendo a interseção entre as restrições
dadas e as metas, a partir da abordagem proposta em Bellman & Zadeh ( 1970).
Inuiguchi et al.(1994) comparam o desempenho da programação por metas e
da programação nebulosa, a partir da aplicação de ambas num problema simples de
planejamento da produção, com dois produtos, dois processos, quatro restrições e
considerando informações ambíguas. Os autores concluem em sua análise que a
programação nebulosa retrata de forma mais adequada a ambigüidade intrínseca ao
problema.
Miller et al.(1997) apresentam um modelo de PL nebuloso para planejamento
da produção de uma empresa empacotadora de tomate fresco, cujas restrições e a
função objetivo são flexibilizadas e representadas sob a forma de conjuntos nebulosos
lineares, considerando a abordagem proposta por Zimmermann (1976 apud Miller et
al.,1997).
Em sua resolução, o modelo de PLN é convertido num modelo auxiliar
empregando PL inteira mista. A inclusão de variáveis binárias foi necessária para
garantir que não seriam propostas soluções empregando hora-extra antes de ser
consumida a hora regular disponível.
Segundo os autores, o modelo foi testado com
um conjunto de dados da empresa, considerando oito plantadores como fornecedores
para uma única linha de empacotamento, e obteve custos dez vezes mais baixos se
comparados com aqueles obtidos através de um modelo de PL clássico, também
implementado com esse objetivo.
75
Wang e Hsu (2001) propõem um modelo de programação linear nebulosa para
gerenciar problemas de planejamento da produção. O modelo executa ajustes na
previsão e gerenciamento de material e atividades de produção. Devido a flutuações
de preço, obsolescência do material e valorização do capital no tempo, a ambigüidade
dos custos é considerada na função objetiva do modelo.
Uma vez construído o
modelo de programação nebulosa, o autores transformaram a função objetivo
nebulosa em um modelo de programação linear clássico com três objetivos: minimizar
o máximo custo possível, maximizar a possibilidade de obter o custo mais baixo e
minimizar o risco de obter o custo mais alto.
Por fim, aplicaram o método de
programação nebuloso de Zimmermann que descrevemos no tópico 3.3, para obter
uma solução de compromisso. Os autores apresentam o pseudocódigo do algoritmo e
mostram um exemplo numérico para uma fábrica com dois tipos de produtos e seis
componentes.
Wang e Liang( 2004) por sua vez, propõem em seu artigo um modelo de
programação linear nebulosa multi-objetivos para resolver o problema do PAP numa
situação multi-produtos. O modelo, objetiva minimizar os custos totais de produção,
custos de manutenção e de ordens em atraso, assim como as taxas de mudança nos
níveis de mão-de-obra, levando em consideração o nível de inventário, de mão-deobra, de capacidade de produção, espaço disponível em depósitos e valor da moeda
no tempo. Os autores fazem inicialmente um breve apanhado sobre técnicas de
otimização tradicionais e nebulosas para resolver o problema. É discutido também um
exemplo numérico, que uma vez convertido num PL clássico equivalente, foi resolvido
empregando o software LINDO. Segundo o próprio autor, o modelo ainda precisa ser
modificado para poder atender a aplicações práticas.
76
4.1.5.2.2. Enfoque baseado em Sistemas Nebulosos
No que se refere a resolução do PAP a partir do uso de raciocínio aproximado,
temos a proposta de Rinks (1982a, 1982b) que trabalha com dois conjuntos de 40
regras nebulosas baseadas na experiência. Estas regras definem o nível de produção
agregada total e o nível de mão-de-obra a partir das vendas e do inventário defasados
no tempo.
Os resultados obtidos com a utilização dos algoritmos no já clássico
conjunto de dados da fábrica de tintas de Holt el al. (1955) excedem os valores de
custo obtidos pelo modelo HMMS em apenas 5%, mesmo sem considerar os custos
explicitamente em sua formulação.
Turksen (1988, 1989, 1992) partiu da mesma modelagem, e conseguiu
resultados equivalentes, porém trabalhou com funções de pertinência contínuas
definidas por intervalo, e reduziu o número de regras para 27 devido a redução do
número de conjuntos nebulosos considerados.
Ward et al. (1992) também usaram como base o trabalho de Rinks e
implementaram um programa em C, com algumas alterações em relação a proposta
original, para avaliar os efeitos da granulosidade na qualidade da solução. Para isso,
reduziram os pontos avaliados de 25 para 13, trocaram as funções de pertinência
exponenciais usadas originalmente por funções triangulares, e aumentaram o número
de regras utilizadas. Conseguiram, desta forma, alcançar os mesmos resultados de
Rinks.
Em seu outro artigo Ward & Ralston (1991) formulam em linhas bem gerais um
procedimento que objetiva estender a modelagem proposta por Rinks para a produção
agregada total, considerando o caso de múltiplos itens. Sugerem com esta finalidade,
o acréscimo de regras que proporcionariam ajustes nos planos disjuntos construídos
para cada produto individualmente e citaram que seria interessante o uso de
algoritmos genéticos para definir regras que inter-relacionem os itens.
77
4.1.5.2.3. Operações com conjuntos nebulosos
Neste tipo de abordagem, observamos a utilização de conjuntos
nebulosos em procedimentos que tradicionalmente empregam números “nítidos” 37 em
seus cálculos, para evitar os problemas causados pelo uso de dados imprecisos no
resultado do planejamento.
Este é o caso de Verma (2001), que focaliza no cálculo das
necessidades de capacidade no escopo do plano mestre.
São utilizados
procedimentos de cálculo equivalentes aos usados no RCCP e CRP 38, porém fazendo
operações com números nebulosos triangulares ao invés de usar os valores nítidos no
caso de algumas variáveis de entrada e saída tais como: quantidades programadas do
plano mestre, perfis de recurso, tempo de preparação por lote e tempo de
processamento, entre outras.
Para facilitar a consolidação dos tópicos discutidos no capítulo, organizamos de
forma resumida no quadro 4.1 o conjunto das abordagens analisadas para o problema
do planejamento mestre e do planejamento agregado, com as restrições encontradas
para cada uma delas.
37
Vários autores, tais como Ross(1995), usam para o conjunto visto na teoria dos conjuntos clássica a
terminologia "crisp set", no sentido de conjunto nítido, bem definido, para distingui-lo do conjunto
nebuloso.
38
RCCP - Rough Cut Capacity Planning e Capacity Requirements Planning ou Planejamento das
Necessidades de Capacidade
78
Quadro 4.1 – Tipos de Abordagem para o problema do PAP/PMP e suas restrições
Abordagens
Restrições
ERP
•
Não possui mecanismos de apoio ao suporte a
decisão.
Métodos clássicos de
otimização e APS
•
Falta de conhecimento dos gestores nas técnicas
empregadas;
Dificuldade de expressar as metas gerenciais sob
a forma de função matemática;
Dificuldade/ impossibilidade de obter as
informações com o nível de precisão requerido;
Excessivo custo de desenvolvimento dos modelos
Exigência de especialistas para o seu
desenvolvimento;
Dificuldade de simular o processo de decisão do
gestor.
•
•
•
•
•
Sistemas
Especialistas
Simbólicos
•
Inteligência
computacional
(Redes Neurais /
Algoritmos Genéticos
/ Neuro-Fuzzy /
Otimização Nebulosa)
•
Inteligência
computacional
(Sistemas de
Inferência Nebulosa)
•
Planilhas eletrônicas
•
•
•
•
•
Volume significativo de regras necessárias ao seu
funcionamento
Alto custo de desenvolvimento
Necessidade do especialista para modelar
Aspecto caixa preta dificultando sensivelmente sua
aceitação pelo gestor
Ainda necessidade do especialista para
modelar/utilizar
Esforço demandado na construção das Bases de
Regras
Necessidade do especialista para modelar
Corresponde a solução empregada na prática
pelos gestores, mas é uma abordagem
basicamente de tentativa e erro.
Tendo em vista os aspectos limitantes observados em cada uma das formas de
abordagem discutidas e as características do problema estudado, elaboramos a nossa
proposta de formulação que passamos a descrever no próximo capítulo.
79
5. Proposta de modelagem para o processo de
gerenciamento do plano mestre de produção
Considerando a utilização de Sistemas Nebulosos no contexto do PAP e PMP,
observamos que este tipo de abordagem oferece algumas vantagens em relação a
cada uma das alternativas disponíveis que discutimos no capítulo 4.
Uma vantagem considerável advém do fato dos modelos baseados em regras
nebulosas serem bastante adequados para reproduzir o processo cognitivo
empregado pelos tomadores de decisão, o que não acontece com os modelos
matemáticos precisos da Pesquisa Operacional, ou até mesmo com os modelos de
otimização "nebulizados" tais como a Programação Linear Nebulosa.
Vale ressaltar que a inadequação dos modelos analíticos em refletir o processo
de decisão humano na atividade de planejamento é um dos fatores relevantes
identificados nos diagnósticos sobre as razões da não utilização dos modelos
matemáticos de PAP.
Outra questão que representa uma séria restrição ao uso é o aspecto “caixa
preta” da maioria das abordagens propostas, inclusive as mais modernas como as
baseadas em Algoritmo Genético ou Redes Neurais.
O enfoque baseado em
Sistemas Nebulosos possibilitaria uma opção mais “transparente” para o gestor, pois
sua estrutura emprega justamente as regras que suportam o processo decisório do
seu dia-a-dia.
O forte caráter de ambigüidade e os aspectos subjetivos, além da ausência e
imprecisão nos dados, típicos do processo de geração do plano mestre são um forte
indicador do potencial de utilização da abordagem baseada em Sistemas Nebulosos,
uma vez que o ferramental disponibilizado pela lógica nebulosa cai como uma luva na
modelagem de problemas inerentemente vagos, ambíguos ou com observações de
natureza qualitativa.
80
À luz desse diagnóstico, partimos da hipótese de que uma proposta de
modelagem que possibilite ao gestor uma ferramenta de apoio ao processo de
definição do plano mestre de produção, empregando para isso os conceitos e recursos
oferecidos pelos modelos baseados em regras nebulosas, seria um instrumento útil no
apoio ao processo decisório.
Ao longo do trabalho de estruturação das regras nos deparamos ainda com a
necessidade de utilização de um mecanismo que facilitasse o processo de avaliação e
seleção dos planos que geramos a partir da modelagem proposta e implementamos,
também sob a forma de regras nebulosas, um procedimento voltado para essa
atividade.
Observamos que um instrumento como esse, de análise de planos alternativos,
é útil também no processo de planejamento quando o gestor emprega planilhas
eletrônicas e define o plano na base da “tentativa e erro”, pois agiliza a avaliação dos
diversos planos candidatos a aprovação, considerando os objetivos que pretende
atingir.
Nossa idéia é aproveitar o ferramental disponibilizado pelo enfoque do
raciocínio aproximado, para derivar conclusões tendo como ponto de partida um
conjunto de regras baseadas na experiência do usuário, diminuindo desta forma a
resistência na utilização do modelo, assim como tornando sua solução mais aceitável
e aderente ao problema.
Com o intuito de avaliar a viabilidade e adequação das formulações discutidas,
implementamos alguns de seus aspectos específicos sob a forma de quatro
simuladores que nos permitiram adquirir maior clareza sobre o tópico estudado.
O desenvolvimento de um sistema computacional integrado empregando a
modelagem sugerida ficaria inviável no tempo disponível para realização do trabalho, e
fugiria ao escopo da pesquisa.
Consideramos, no entanto, que os experimentos
pontuais com implantação dos mecanismos de inferência em simuladores que
81
executam as diversas bases de regras analisadas são imprescindíveis para o
adequado aprofundamento das questões relacionadas com o tema pesquisado.
Estudos prospectivos foram feitos em linguagens tradicionais tais como Delphi
e Visual Basic, ou ainda com ferramentas adequadas ao desenvolvimento para WEB
tais como ASP, Perl e Java, porém o tempo necessário para o desenvolvimento dos
algoritmos envolvidos apenas no mecanismo de inferência, mesmo que excluindo
totalmente os aspectos relativos a especificação do sistema de informação como um
todo, tornariam a tarefa impraticável.
Uma análise das características encontradas no problema indica que, para um
trabalho posterior, feito como desdobramento ao realizado no escopo da pesquisa, a
escolha ideal seria de uma ferramenta que permita a robustez necessária a um
sistema de informações, com a possibilidade da implementação dos algoritmos
relativos à lógica nebulosa, na própria linguagem, ou ainda numa implementação
mista, com a construção do mecanismo de inferência feita num ambiente específico,
voltado para modelagem matemática, e sendo executado a partir de um sistema de
informação tradicional.
Para atender ao objetivo mais imediato, que é propor uma modelagem ao
problema de definição do PMP, e avaliar sua viabilidade, a escolha mais acertada
recai no uso de um ambiente como o MatLab, que permitiria a manutenção do foco na
modelagem ao invés da implementação computacional, conforme desejamos.
O MatLab é um ambiente computacional interativo, desenvolvido pela
MathWorks e que possui uma linguagem de programação de alto nível, voltada para a
computação matemática.
Esse ambiente pode ser executado em vários sistemas
operacionais tais como Windows e Linux, e tem uma vasta gama de aplicações,
principalmente nas áreas de engenharia, ciências e computação. Além de possuir
uma série de recursos gráficos, dentre outras facilidades comuns às demais
linguagens, esse ambiente é especialmente poderoso na manipulação de matrizes e
82
de dados de um modo geral 39.
Outro aspecto decisivo em sua escolha foi a farta
documentação disponível para esse ambiente, tanto em termos de manuais bastante
detalhados e que constam da própria ferramenta, como sob a forma de livros e textos
acessíveis inclusive através da internet, uma vez que é de ampla utilização na
comunidade acadêmica.
Em nosso trabalho, além de utilizarmos a linguagem de programação
residente 40 para a elaboração dos simuladores, fizemos uso de duas de suas diversas
toolbox: a “Fuzzy Logic Toolbox” 41, que oferece uma série de recursos voltados para o
emprego da lógica nebulosa, e cujos códigos-fonte são fornecidos e podem ser
“customizados” conforme a necessidade; e a “Database Toolbox” 42, que permitiu do
segundo experimento em diante, que fossem acessados, a partir de comandos SQL,
os dados obtidos em uma base de dados ACCESS provenientes de um outro protótipo
sendo desenvolvido em DELPHI.
Os primeiros testes foram feitos empregando a versão 6.1 do MATLAB, porém
o uso dos recursos relativos à ferramenta de construção de interface gráfica com o
usuário (denominada GUIDE – Graphical User Interface Development Environment 43),
não permitiram um trabalho produtivo. Depois de alguma pesquisa, optamos então
por passar a trabalhar com a versão 7, que, pelo menos em relação a construção de
interfaces, possui muito mais robustez e facilidades que a versão anterior.
Para testar a adequação da abordagem proposta, construímos diferentes
cenários hipotéticos, considerando alguns perfis de produtos para avaliar o
comportamento do simulador nestes casos.
39
Para maiores detalhes sobre o ambiente MATLAB de um modo geral, consultar Matsumoto( 2001) ou
Hanselman e Littlefield ( 2003)
40
Vide manual relativo aos aspectos de programação em MathWorks(2006a)
41
Para entendimento sobre a forma como funciona o toolbox, consultar o manual MathWorks(2006b)
42
Detalhes sobre o acesso a SGBDs externas podem ser encontradas em MathWorks(2006c)
43
Informações sobre desenvolvimento de interfaces gráficas podem ser encontradas em MathWorks
(2006d)
83
5.1. Formulação da modelagem proposta para definição do
plano mestre
5.1.1. Estratégia de construção da base de regras
As regras foram estruturadas a partir do método intuitivo, ou seja, tomando
como referência o conhecimento do autor na área e a troca de experiência com outros
profissionais de planejamento durante a implantação e desenvolvimento de sistemas
integrados de gestão em diferentes contextos produtivos e mais notadamente no
segmento da indústria de confecção onde, em uma das implantações, foi possível
acompanhar de perto
o procedimento de geração do plano mestre e do plano
agregado, executado pelo gerente de produção da empresa ao longo de quase dois
anos. As informações provenientes desta experiência em particular, serviram como
pano de fundo para a construção dos cenários para avaliação dos resultados obtidos
com os simuladores.
Outra importante fonte de subsídios para a elaboração das regras e definição
das variáveis envolvidas, é o próprio arcabouço teórico disponibilizado pelos métodos
analíticos voltados para o problema, pois a própria discussão decorrente do
desenvolvimento desses modelos na literatura já propicia um maior conhecimento
sobre quais são e como se inter-relacionam as variáveis pertinentes a análise,
possibilitando um trabalho mais direcionado.
Conforme discutimos no tópico 2.5, são vários os aspectos determinantes no
procedimento de geração do plano mestre. Dentre eles, podemos citar a seleção de
qual estratégia será empregada pelo gestor para lidar com as flutuações da demanda.
Essa escolha depende das características do contexto estudado, e podemos citar
como exemplo de opções, a política de nivelamento da produção e a política de
acompanhamento da demanda.
84
Concluímos no decorrer do estudo, que essas políticas alternativas de estoque
devem ser implementadas como bases de regras diferentes, uma vez que
representam concretamente diferentes estratégias de raciocínio.
Dada a sua larga utilização, conforme foi identificado por Piper & Vachon
(2001) ou ainda Buxey (2003), optamos por formalizar prioritariamente a estratégia de
acompanhamento da demanda, tendo como base o raciocínio implícito na equação
algébrica para geração do plano mestre, descrita e exemplificada no tópico 2.2, que
apresenta uma formulação bastante intuitiva.
No primeiro experimento, utilizamos uma pequena variação que consta da
equação 5.1, descrita a seguir:
Estoque Final t = Estoque Final
t-1
+ Produção t – Previsão de Vendas t
(5.1)
Veremos a seguir alguns detalhes da modelagem correspondente ao primeiro
experimento realizado. Nesta formulação empregamos algumas das variáveis usadas
por Rinks (1982b) para modelar o problema do planejamento agregado total da
empresa, pois, como salientamos no início do levantamento do estado d’arte, existem
vários pontos em comum entre os dois níveis de planejamento.
5.1.2. Descrição das variáveis lingüísticas, seus termos e
respectivas semânticas
Formulamos diversas bases de regra alternativas, ao longo de um processo de
refinamento sucessivo onde foram experimentados vários números de termos, limites
e formatos de funções de pertinência, além de testados alguns operadores nebulosos
relativos às etapas de inferência. Ao fim do processo, chegamos a um algoritmo para
determinação do nível de Produção e Estoque, a partir dos níveis de Estoque e de
85
Vendas Projetadas, consubstanciado em 81 regras, da forma como explicitamos a
seguir:
Variáveis Linguísticas
PrevVendas t = vendas projetadas para o período t
Estoque t-1 = Nível de estoque ao fim do período t-1
Produçao t = Nível de produção no período t
Sendo: Produçãot = f ( PrevVendas t, Estoque t-1 )
Tabela 5.1 – Variáveis Lingüísticas e respectivos termos lingüísticos
Variável Linguística
PrevVendas t
Estoque t-1
Produção t
Termos Linguísticos
{MuitoBaixa, Baixa, QuaseBaixa, PoucoBaixa, Média, PoucoAlta,
QuaseAlta, Alta, MuitoAlta}
{ MuitoBaixo, Baixo, AbaixoIdeal, Ideal, AcimaIdeal, PoucoAlto,
QuaseAlto, Alto, MuitoAlto}
{ MuitoBaixa, Baixa, QuaseBaixa, PoucoBaixa, PoucoAbaixoMedia,
Média, PoucoAcimaMedia, PoucoAlta, QuaseAlta, Alta,
MuitoAlta}
Na tabela 5.1 explicitamos os 9 termos lingüísticos considerados para as
variáveis de entrada e os 11 termos relativos a variável de saída, que são um pouco
parecidos, mas não exatamente os mesmos para cada uma delas. No decorrer do
processo de “calibração” das regras, chegamos a trabalhar, por exemplo, com 7
termos para Vendas e para Estoque, conforme pode ser visto em Arruda et al.(2005),
isto porque a experiência indica que um bom número de funções de pertinência
costuma estar entre 2 e 7
44
.
Através de depurações sucessivas, onde avaliamos a adequação dos valores
propostos pelo simulador para a variável Produção, tendo em vista diferentes
conjuntos de dados de entrada, fomos gradativamente aumentando a quantidade de
termos e experimentando outras funções de pertinência, até obter valores resultantes
para Produção e Estoque que atendessem adequadamente a política de seguimento
44
vide Shaw & Simões (1999)
86
da demanda e mantivessem os níveis de estoque dentro dos limites considerados
aceitáveis. (ARRUDA; MARTINS & COSENZA., 2006)
Em relação a variável Produção, preferimos trabalhar com uma partição
nebulosa considerando 11 termos, pois, como se trata da variável de saída, isso não
resulta no aumento do número de regras e por outro lado, permite um ajuste melhor
em relação aos valores obtidos no simulador. É importante destacar que o número de
termos condiciona a granulosidade do simulador, e considerando isso, ao longo do
processo contrabalançamos o aumento da precisão dos resultados, com o decorrente
e indesejado aumento na quantidade de regras.
A largura dos termos também influencia na precisão, e por conta disso, por
exemplo, estabelecemos uma partição nebulosa com uma região mais “densa” para os
conjuntos vizinhos ao termo “Ideal” relativos à variável estoque, além de uma largura
menor para estes, conforme podemos observar na figura 5.1. Isto porque aquela é
uma região onde qualquer variação afetaria de perto o resultado obtido, enquanto que
na região mais próxima dos valores elevados para estoque, o nível de precisão
requerido é menor.
Foram empregadas funções de pertinência triangulares ou trapezoidais para
cada um dos conjuntos nebulosos definidos para as três variáveis, conforme podemos
observar nas figuras 5.1, 5.2 e 5.3. A escolha foi decorrente da maior simplicidade e
eficiência computacional das fórmulas, que por isso mesmo, são largamente utilizadas
em aplicações industriais. A forma trapezoidal foi empregada para mapear as funções
nos termos extremos, quando era o caso, e a forma triangular para mapear as regiões
intermediárias em geral.
87
Figura 5.1 - Partição nebulosa para a variável Estoque t-1
Figura 5.2 - Partição nebulosa para a variável Produção t
Figura 5.3 - Partição nebulosa para a variável Vendas t
Empregamos um grau de sobreposição, ou seja, o valor de pertinência para
o ponto de interseção entre dois conjuntos adjacentes, de aproximadamente 0.50,
88
conforme é indicado na literatura como sendo um valor adequado, tendo em vista
resultados obtidos experimentalmente (COX, 1994, p.465).
Utilizamos também para as três variáveis um intervalo de [-1,1], a partir da
sugestão de Ostergaard (1977), pois facilitaria o uso da base de regras em contextos
com diferentes valores, desde que mantidas as amplitudes.
Neste caso, uma vez que trabalhamos internamente no simulador utilizando
este intervalo para todas as variáveis, é necessário, na entrada de dados fazer um
escalonamento dos valores limites reais, para que recaiam nessa faixa e fazer o
raciocínio inverso no momento de mostrar os resultados. Uma simples conversão
como a especificada no Anexo I atende a essa finalidade.
Durante a execução do
simulador os diversos gráficos podem ser vistos tanto com seus valores originais, ou
seja, considerando a amplitude dos dados relativos ao experimento, como dentro do
intervalo convertido para [-1,1].
5.1.3. Base de Regras
Optamos pela utilização de regras do tipo Mamdani e não das regras TSK
porque objetivamos justamente aproveitar a maior “transparência” possibilitada pelos
modelos lingüísticos, e nos baseamos, conforme descrevemos anteriormente, no tipo
de lógica embutida na equação básica, que é bastante intuitiva.
Na tabela 5.2 expomos o Mapa de Regras utilizado no primeiro experimento,
que corresponde a um total de 81 regras. As mesmas regras são listadas também
sob a forma literal no Anexo 2. A título de exemplo, podemos ler a regra 64 como se
segue:
“Se PrevVendas é Alta e Estoque é Muito Baixo então Produção deve ser Muito
Alta.”
89
Tabela 5.2 - Mapa de Regras (base de regras relativa ao arquivo pm38.fis)
Estoque
PrevVendas
Muito Baixa
Baixa
Quase Baixa
Pouco Baixa
Média
Pouco Alta
Quase Alto
Alta
Muito Alta
MBx
Bx
Bx
PcoBx
PAbxM
PAcM
PAcM
PcA
A
MA
MA
Bx
QsB
PAbxM
Md
PAcM
PAcM
QsA
A
MA
AbxId
MB
QsB
PcoBx
Md
Md
PAcM
PA
A
MA
Ideal
AcmId
PcAlto
QsA
MB
QsB
PcoBx
PAbxM
Md
PAcM
PA
A
MA
MB
Bx
PcoBx
PAbxM
Md
Md
PA
QsA
A
MB
Bx
QsBx
PAbxM
PAbxM
Md
PAcM
QsA
A
MB
MB
Bx
PcBx
PAbxM
PAbxM
PAcM
PcA
A
Alto
MB
MB
Bx
QsBx
QsBx
PcBx
Md
PAcM
QA
MA
MB
MB
MB
Bx
Bx
QsB
PAbxM
Md
PAcM
Em relação ao mecanismo de inferência, e tomando como base o esquema
discutido na tabela 3.4, podemos dizer que a combinação que apresentou melhor
performance até o momento, emprega os operadores nebulosos de mínimo para
avaliação das regras e de soma limitada para a etapa de agregação. Este último foi
selecionado porque, conforme vimos no item 3.1.6.2, seu emprego fortalece resultados
consensuais, ou seja, leva em consideração a contribuição de cada regra no conjunto
resultante. O método de agregação pelo máximo, por sua vez, tolera discordância,
mas não enfatiza eventuais consensos, conforme nós desejávamos.
Podemos observar esse efeito da utilização do operador de máximo na etapa
de agregação, através do exemplo ilustrado na figura 5.4, extraído de uma base de
regras num estágio ainda intermediário de nosso estudo.
Nesta tela podemos analisar quais são as regras ativadas para um dado vetor
de premissas, assim como o conjunto nebuloso resultante do processo de agregação
e o valor resultante da etapa de defuzzificação (a linha vermelha indica esse valor).
Para este exemplo, consideramos o vetor de premissas já convertido para o
intervalo [-1,1]: PrevVendas = -0,3853 e Estoque = -0.62725. Se usarmos o operador
de máximo para agregação, as regras ativadas são: r3, r4, r6, r7, e o valor sugerido
para Produção é -0.379 (vide figura 5.4).
Devido ao método de agregação que foi usado nesse caso, o fato das regras 3
e 4 terem concluído pelo mesmo conjunto nebuloso não foi levado em consideração,
90
na realidade tiveram mais impacto no resultado, as regras 6 e 7, que não tiveram
conclusões coincidentes e que puxaram o resultado para cima.
Figura 5.4 – tela com análise da utilização do operador de máximo para agregação
Na figura 5.5, por outro lado, empregamos a mesma base de regras e
mudamos apenas o operador de agregação para soma.
Neste caso a produção
resultante é de -0.431, ou seja, foi puxada para a esquerda, porque as conclusões
coincidentes das regras 3 e 4 passaram a ser levadas em consideração.
91
Figura 5.5 – tela com análise da utilização do operador de soma para agregação
Em relação à etapa de “defuzzificação”, optamos pelo método do centróide,
em função de sua simplicidade de cálculo e principalmente porque, entre outras
características desejáveis, ele evita que ocorram mudanças abruptas nas variáveis
de saída a partir de pequenas mudanças nos dados de entrada, o que é desejável
no problema tratado (COX, 1994, p. 396).
Este método tem como inconveniente o fato de ser computacionalmente
demandante, mas sua performance no simulador implementado é muito boa,
permitindo sua utilização com sucesso. Outra questão que poderia indicar sua
inadequação seria se tivéssemos conjuntos nebulosos para a variável de saída
sem interseção. Ou seja, haveria problema se o ponto sugerido entre dois trechos
descontínuos que formam o conjunto nebuloso resultante final, não tivesse um
significado real coerente, o que não é o caso, uma vez que a nossa variável de
saída, assim como as demais, é completa. No exemplo ilustrado na figura 5.6,
podemos visualizar a ocorrência de um valor defuzzificado entre dois blocos
92
disjuntos de conjuntos resultantes, e o algoritmo do centróide sugeriu como era de
se esperar, uma solução de compromisso entre os dois trechos, o que é
perfeitamente adequado ao problema.
Figura 5.6 – Análise do uso do centróide na etapa de defuzzificação
A combinação da base de regras construída com o operador de agregação
selecionado apresenta, conforme é desejável, a “propriedade da completude”, ou
seja, para qualquer vetor de premissas fornecido (dados de entrada),
93
o conjunto
nebuloso resultante do processo de inferência aplicado sobre as regras será um
conjunto nebuloso não-vazio.
45
A tabela 5.3 lista o conjunto de operadores relativos à combinação que obteve
melhor resultado nas simulações e na figura 5.7 podemos observar a superfície
gerada pela relação dos operadores e da base de regras. Maiores detalhes podem ser
vistos na listagem do arquivo pm38.fis que consta do Anexo III.
O Toolbox Fuzzy é projetado de tal forma, que o cerne do mecanismo de
inferência do sistema fica armazenado num arquivo com extensão .fis, juntamente
com as variáveis, suas funções e a base de regras.
simulador
É este mecanismo que o
executa a cada vez que deve ser calculada a produção, a partir das
variáveis vendas e estoque.
Tabela 5.3 – Operadores utilizados por etapa de inferência
Operador/Etapa
Método Selecionado
e
min
ou
max
implicação
min
agregação
soma-limitada
defuzzificação
centróide
45
Bardossy & Duckstein (1995, p.82) fazem uma discussão detalhada sobre o conceito de “completude”
de um sistema de regras
94
Figura 5.7 – Superfície resultante da relação da base de regras x operadores nebulosos
5.2. Contextualização do problema considerando um cenário
hipotético para avaliação da modelagem
Para avaliar a adequação da modelagem proposta, elaboramos alguns
cenários que permitissem contextualizar a utilização do simulador.
Neste primeiro experimento, estamos simulando uma empresa cujo processo
de planejamento tem as seguintes características:
a) A empresa optou pela estratégia de seguimento da demanda;
b) Confiabilidade é um ponto prioritário.
É dada maior relevância ao
atendimento dos prazos de entrega das vendas realizadas do que ao
atingimento de um menor custo em função de estoques mais baixos.
Portanto, é considerada mais grave a ocorrência de valores de estoque
abaixo do desejado, do que a ocorrência de estoques excessivos.
A
gerência de materiais considera, por exemplo, que não seria adequado
definir planos com quantidades de estoque período a período, com
afastamento maior do que cerca de 30% abaixo do valor estabelecido para
95
o Estoque de Segurança, mas considera tolerável, apesar de não ser
desejado, a ocorrência de níveis de estoque até aproximadamente 50%
acima do Estoque de Segurança determinado para aquele produto.
c) A gerência de materiais determina os Estoques de Segurança para cada
produto levando em consideração o aspecto de custos e, portanto, os níveis
de estoque devem ser mantidos, tanto quanto possível, seguindo essa
diretriz.
Usamos como referência, um determinado produto com Estoque de Segurança
de 1000 peças, e cujos níveis de estoque podem variar no intervalo de [0,5000].
Consideramos esse Estoque de Segurança desejado como sendo o protótipo 46 para
o termo “Ideal” relativo a variável Estoque, e os demais termos desta partição
organizamos espaçadamente a partir daí, tendo em vista a semântica da variável.
Para este mesmo produto, as vendas variam num intervalo de [0,8000],
enquanto que a capacidade de produção máxima corresponde a 9000 unidades e o
Estoque Inicial é de 1500 peças no primeiro período do Horizonte de Planejamento.
Para atender as características do contexto descrito acima, ao definir as
relações entre as variáveis através das regras, tentamos, dentro do possível, adotar
uma postura mais “conservadora”. Ou seja, dando preferência a deixar o nível de
estoques um pouco acima do ideal, se fosse o caso, ao invés de correr o risco de
haver falta do produto.
5.2.1. Estrutura do Simulador- Versão 1
O simulador implementado para esse experimento é composto de 13 telas e de
8 programas que acessam arquivos de dados de entrada em formato ASCII (com
extensão .txt) e de regras (com extensão .fis) , conforme esquematizado nas figuras
5.8 e 5.9.
46
Ou seja, o valor “mais típico” daquela função de pertinência, seu topo.
96
principal
Carrega Regras
Mostra Regras
Mostra Funções
Importa Dados
Mostra Função Original
Edita Dados
Visualiza Superfície
Calcula Produção
Mostra Dados
Visualiza Superfície
Original
Imprime Dados
Edita Numero de Períodos
Edita Limites
Figura 5.8 – Árvore de telas para o simulador do experimento 1
Figura 5.9 – Estrutura de arquivos do simulador para o primeiro experimento
Descrevemos a seguir as etapas necessárias para a operação do simulador,
assim como as principais telas, com uma breve descrição e objetivo de cada uma
delas. Vale ressaltar, que o programa foi desenvolvido com a finalidade de apoiar o
processo de refinamento da base de regras. Logo, suas funcionalidades e interface
são voltadas para um usuário atuando como Engenheiro do Conhecimento e não para
97
o Gestor já no momento do planejamento, o que implicaria em características de
especificação diferentes.
5.2.2. Etapas de Operação do Simulador
1ª etapa – Seleção do arquivo de extensão .fis relativo a Base de Regras que
será analisada. Após a escolha do arquivo são mostradas na tela as regras sob a
forma literal conforme podemos observar na figura 5.10. Se for o caso, as regras
podem ser vistas novamente em outra ocasião, através da opção “Mostra Regras”.
Figura 5.10 – Tela após a opção “Carrega Regras”
2ª etapa – Visualização das funções de pertinência. Para cada uma das
variáveis lingüísticas é possível analisar e imprimir sua partição nebulosa,
considerando tanto o intervalo [-1,1], através do acionamento da
opção “Mostra
Função” (vide figura 5.11), como dentro do intervalo correspondente aos dados reais
informados pelo usuário, na opção “Mostra Funções Originais” (figura 5.12). Os
limites para as variáveis podem ser alterados acionando o botão “Edita Limites”
conforme exemplificado na figura 5.13.
98
Figura 5.11 – Tela com funções de pertinência da variável PrevVendas t em [-1,1]
Figura 5.12 – Tela com funções de pertinência da variável Estoque t-1 [0,5000]
99
Figura 5.13 – Tela com edição para os valores máximos e mínimos de cada variável
3ª etapa – Visualização da superfície definida pela combinação das regras com
o mecanismo de inferência. Permite analisar a relação resultante do conjunto de
regras considerando os conjuntos nebulosos envolvidos e os operadores selecionados
para cada uma das etapas do mecanismo de inferência. A avaliação da superfície é
muito útil no processo de refinamento da base de regras, pois permite perceber
incoerências ou inadequações na formulação mais facilmente.
Assim como no caso das funções de pertinência, o usuário pode consultar o
gráfico com a superfície da base de regras para o intervalo [-1,1], ou considerando os
dados originais através, respectivamente das opções “Visualiza Superfície” , ou
“Visualiza Sup. Original” (figura 5.14).
100
Figura 5.14 – Superfície formada pelas regras e mecanismo de inferência
4ª etapa – Importação dos dados de entrada ou edição. Possibilita ler de um
arquivo ASCII selecionado, os dados relativos a estoque inicial e vendas ao longo do
horizonte de planejamento. Acesso pela opção “Importa Dados”, mostrada na figura
5.15.
Figura 5.15 – Tela de seleção de arquivo para importação de dados de entrada
5ª etapa – Definição do plano de produção e de estoque. O programa executa
o motor de inferência para determinar os níveis de produção e estoque para cada
período, e mostra o resultado na tela (figura 5.16). Os cálculos são feitos a partir dos
dados de entrada importados ou editados, das regras informadas e dos algoritmos
101
selecionados, tais como o operador de min-soma limitada e o método de
defuzzificação como o do centróide, por exemplo. Essa informação também pode ser
visualizada sob a forma de gráfico na tela “Mostra Dados” (figura 5.17).
Figura 5.16 – Tela com plano de produção e de estoques
Figura 5.17 – Tela com gráfico do plano de produção e de estoques
102
5.2.3. Conclusão do primeiro experimento
Analisamos as diversas combinações de bases de regras, partições nebulosas
e mecanismos de inferência, considerando como valores de entrada alguns perfis para
os dados de venda como, por exemplo, vendas mais estáveis, irregulares, ou com
diferentes tendências. Estas informações foram organizadas em 14 séries de vendas
projetadas relativas a um horizonte de planejamento de 10 meses, e constam do
Anexo IV.
Observamos que a especificação da base de regras, partição nebulosa e
operadores nebulosos que detalhamos no tópico 5.1.2 foi a que apresentou melhores
resultados, atendendo perfeitamente aos critérios que estabelecemos na formulação
do problema (vide telas com planos sugeridos para cada uma das séries analisadas no
Anexo IV).
Em relação ao nível de estoque, por exemplo, os planos sugeridos pelo
simulador estabelecem valores sempre próximos do nível desejado. Ou seja, para
nenhum conjunto de dados há ocorrência de níveis de estoque mais baixos do que
750 peças, que é o limite inferior para o termo de estoque considerado Ideal.
O
mesmo observamos para os valores que excedem o estoque desejado, cuja quase
totalidade também está dentro dos limites do termo Ideal, que é de 1250 peças, e
apenas uns poucos os ultrapassam (4 casos em 140 observações), mas ainda estão
dentro de limites aceitáveis.
Constatamos também, que para os conjuntos de dados analisados, a base de
regras atende perfeitamente a estratégia de seguimento da demanda conforme havia
sido estipulado.
Isto pode ser facilmente conferido com a observação do
comportamento dos dados de vendas e produção nas telas com os gráficos das
variáveis, onde a coluna indicativa da produção segue sempre de perto a coluna
relativa a vendas, como podemos verificar, por exemplo, na figura 5.17.
103
Os testes com o simulador permitiram avaliar ainda a viabilidade de sua
implementação computacional, uma vez que originalmente não tínhamos certeza se
essa modelagem resultaria em tempos de processamento proibitivos. Vale destacar,
que a cada período do HP é executado o mecanismo de inferência para determinar o
valor do plano de produção e estoques, e mesmo o emprego de métodos
computacionalmente demandantes, como o do centróide, não prejudicou em nada o
desempenho, possibilitando um cálculo instantâneo.
Apesar dos bons resultados obtidos com relação aos critérios estabelecidos, no
decorrer do estudo percebemos um aspecto da modelagem proposta que dificultaria
sua utilização no contexto produtivo, devido à maneira como é formulada a variável
lingüística relativa ao estoque.
O raciocínio usado na sua formulação parte de um valor fixo desejado para o
estoque que corresponde ao Estoque de Segurança, e serve como referência para o
estabelecimento dos demais termos.
Ou seja, uma vez definido o Estoque de
Segurança especificamos este como sendo o protótipo do termo ideal, e
estabelecemos em função desse os protótipos dos outros termos, de forma a ficarem
espaçados em 25%, 50%, 100% e daí por diante, conforme exposto no início do tópico
5.2. Esta modelagem apesar de ter se mostrado bastante adequada para tratar o
problema, tem como inconveniente a necessidade de definição de bases de regras
diferentes para os produtos que tenham um estoque de segurança diferente. Com a
experiência adquirida no refinamento das regras, já conseguimos agilizar a construção
das mesmas através do foco nos espaçamento dos protótipos, conforme descrevemos
acima, mas optamos por tentar aprimorar a modelagem original, de forma a tentar
superar essa necessidade.
Uma segunda alternativa de modelagem é proposta então no próximo tópico,
considerando os resultados obtidos no primeiro experimento e ampliando suas
possibilidades de aplicação. Para permitir uma análise da adequação dessa outra
104
opção de modelagem, formulamos um segundo experimento caracterizando um
contexto diferente.
5.2.4. Contextualização do segundo experimento empregando uma
formulação alternativa para definição do plano mestre
Com o objetivo de propor uma alternativa para a modelagem explicitada no
primeiro experimento, optamos por mudar a variável de entrada relativa a estoques, e,
para isso foi necessária apenas uma pequena mudança de enfoque como
desdobramento da formulação já feita inicialmente.
Ao invés de trabalhar com o nível de estoque no período anterior definido em
número de peças, substituímos este pela variação percentual entre o estoque em
peças desejado, e o estoque efetivamente projetado no plano para o período anterior.
Na realidade, implicitamente já estávamos trabalhando dessa forma, quando ao longo
do processo de refinamento da base de regras acabamos utilizando exatamente esse
critério para construir a partição nebulosa da variável estoque t-1 em número de peças.
Por exemplo, o protótipo do termo Ideal é igual a 1000 quando consideramos um
Estoque de Segurança de 1000 peças conforme exemplificado no primeiro
experimento, neste caso, podemos observar que dizermos que estoque
t-1
= 1000 é
equivalente a dizermos que: a “variação percentual do estoque projetado em
relação ao estoque desejado em t-1” = 0%, ou ainda, quando obtemos o valor de
750 peças para o estoquet-1 é o mesmo que dizer que a variação percentual foi de
25% em relação ao valor que desejamos e daí sucessivamente.
Desta forma, como a interpretação dos resultados das duas variáveis é
equivalente, podemos, depois de uma conversão nas variáveis, partir da base de
regras já refinada, uma vez que toda a relação matemática se mantém. Para
implementar essa proposta é necessária a construção de um outro simulador, com um
novo algoritmo que empregue o raciocínio acima sugerido em seu cálculo, além da
105
mudança dos labels dos termos da variável estoque, para que sejam compatíveis com
o significado pretendido.
Vamos considerar nessa nova formulação os intervalos para definição das
variáveis como sendo os próprios valores originais, sem convertê-los para os limites
[-1,1]. Isso com o objetivo de facilitar o entendimento e também porque com esse outro
enfoque, não haverá a necessidade de construir uma nova base de regras para cada
produto que tenha um nível de estoque de segurança diferente, como seria o caso na
proposta inicial.
Na tabela 5.4 definimos a conversão entre a variável usada na proposta original
e esta última que emprega a variação percentual em relação ao nível de estoque
desejado.
As demais variáveis e suas respectivas partições são mantidas e estão
descritas nas tabelas 5.5 e 5.6.
Tabela 5.4 – Conversão dos termos e respectivas funções de pertinência para as
variáveis Estoquet-1 e Var%Estq t-1
Estoque t-1 (em peças)
Variação% Estq t-1
Termo
Função de Pertinência
Termo
Função de
Pertinência
MtoBx
[ 0 0 500 ] 47
Muito Grande Negativa
[ -100 -100 -50 ]
Baixo
[ 0 500 750 ]
Median. Negativa
[ -100 -50 -25 ]
AbxIdeal
[ 500 750 1000 ]
Pequena Negativa
[ -50 -25 0 ]
Ideal
[ 750 1000 1250 ]
Nula
[ -25 0 25 ]
AcmIdeal
[ 1000 1250 1500 ]
Pequena Positiva
[ 0 25 50 ]
PoucoAlto
[ 1250 1500 2000 ]
Medianamente Positiva
[ 25 50 100 ]
QuaseAlto
[ 1500 2000 2750 ]
Quase Grande Pos.
[ 50 100 175 ]
Alto
[ 2000 2750 3500 ]
Grande Positiva
[ 100 175 250 ]
MtoAlto
[ 2750 3500 5000 5000 ] 48
Muito Grande Positiva
[ 175 250 400 400 ]
47
As funções triangulares também podem ser especificadas através da informação de três parâmetros:
[Limite Inferior, Máximo, Limite Superior], conforme visto nesta tabela.
48
Da mesma forma que as funções triangulares, as funções trapezoidais podem ser especificadas da
seguinte forma: [Limite Inferior da função, Limite a Esquerda no Platô, Limite a Direita no Platô, Limite
Superior da função ]
106
Tabela 5.5 – Termos e respectivas funções de pertinência para a variável
DemandaMax t
DemandaMax t (em peças)
Termo Lingüístico
Função de Pertinência
MuitoBaixa
[ 0 0 1500 ]
Baixa
[ 0 1500 2500 ]
QuaseBaixa
[ 1500 2500 3500 ]
PoucoBaixa
[ 2500 3500 4000 ]
Media
[ 3500 4000 4500 ]
PoucoAlta
[ 4000 4500 5500 ]
QuaseAlta
[ 4500 5500 6500 ]
Alta
[ 5500 6500 7500 ]
MuitoAlta
[ 6500 7500 8000 8000 ]
Tabela 5.6 – Termos e respectivas funções de pertinência para a variável
Produção t
Produção t (em peças)
Termo Lingüístico
Função de Pertinência
MuitoBaixa
[ 0 0 1500 ]
Baixa
[ 0 1500 2500 ]
QuaseBaixa
[ 1500 2500 3500 ]
PoucoBaixa
[ 2500 3500 4000 ]
Media
[ 3500 4000 4500 ]
PoucoAlta
[ 4000 4500 5500 ]
QuaseAlta
[ 4500 5500 6500 ]
Alta
[ 5500 6500 7500 ]
MuitoAlta
[ 6500 7500 8000 8000 ]
107
Para permitir avaliar a adequação dessa proposta alternativa, formulamos um
novo
cenário
hipotético
com
algumas
alterações
em
relação
ao
anterior,
acrescentando uma complexidade maior ao problema.
5.2.5. Informações sobre o cenário para o segundo experimento
Consideremos a empresa XYZ que atua no setor de confecções, mais
especificamente no segmento de lingerie.
Sua linha de produtos se compõe
basicamente de sutiãs, calcinhas, cintas, cuecas e extensores.
Anualmente, por volta do mês de agosto, a Diretoria Executiva decide a
estratégia de atuação da empresa para o próximo ano e a Estimativa de Faturamento
Anual, a partir de um diagnóstico do potencial de mercado feito pelo Departamento de
Marketing, e dos preços médios definidos pelo Departamento Financeiro.
A Divisão de Planejamento de Materiais determina o plano de produção e
de inventários no nível das famílias de produtos, compatível com o nível de
capacidade e de estoques desejado pela Diretoria Executiva e de forma a atender as
vendas projetadas por família pelo Departamento de Marketing.
A determinação das quantidades que serão produzidas por modelo, que
denominaremos daqui por diante como plano mestre, também está a cargo da Divisão
de Materiais e é feita de forma a atender às projeções feitas para cada modelo pelo
Departamento de Marketing, mas sempre observando as limitações de capacidade e
de política de estoques.
A partir da determinação do plano mestre da produção é gerado então o plano
de necessidades de materiais e o relatório de necessidades totais de tecido tinto. Este
último vai orientar a programação da tinturaria.
A estratégia seguida pela empresa é de acompanhamento da demanda e a
Divisão de Materiais usa para determinação dos níveis de estoque período a período o
conceito da “Cobertura % de Estoques”, ao invés da fixação de um nível único
108
desejado ao longo de todo o horizonte de planejamento como tivemos no outro
experimento. A cobertura corresponde ao percentual da demanda prevista para o
próximo período, que se deseja manter em estoque no período atual como medida de
segurança.
Os valores decididos para cobertura de estoque de cada modelo em
particular é inicialmente o valor de cobertura da família a que pertence, mas ao longo
da definição do plano mestre, estes valores vão sendo alterados para atender a
circunstâncias específicas.
O plano mestre é revisto semanalmente, tem como horizonte de planejamento
um intervalo de cinco meses e sua definição é feita em termos de produção diária em
lotes para cada período.
Assim como no experimento anterior, é dada prioridade ao atendimento das
vendas e o gestor considera preferível ter níveis de estoque um pouco mais altos do
que o desejado do que correr o risco de falta de produtos. Desta forma, são válidos os
mesmos critérios de tolerância relativos à avaliação dos níveis de inventário
explicitados na primeira simulação.
5.2.6.
Caracterização da modelagem alternativa considerando a
variação percentual em relação ao estoque desejado
Nesse contexto, usamos como dado de entrada o máximo entre as vendas
projetadas e os pedidos em carteira, além da variação percentual do estoque
projetado em relação ao nível de estoque desejado para aquele período. As regras
implementadas assumem, portanto a seguinte forma:
Regra 67:
“Se DemandaMáxima t é Alta e Variação%Estq t-1 é Nula então Produção t deve ser
Alta.”
Temos nesta nova formulação, portanto:
109
Produção t = f ( DemandaMáxima t , Variação%Estq t-1 )
onde:
Produção t = produção em peças definida para o período t;
DemandaMáxima
t
= máximo entre as vendas projetadas e a carteira
de pedidos para o período t;
Variação%Estq
t-1
= variação percentual do estoque projetado
t-1
em
relação ao nível de estoque desejado para o mesmo período.
Nas figura 5.18 a 5.20 são mostradas as telas com as partições nebulosas das
variáveis definidas para esse experimento.
Figura 5.18 – Tela do simulador com a partição nebulosa para a variável DemandaMax t
110
Figura 5.19 – Tela do simulador com a partição nebulosa para a variável VarEstq% t-1
Figura 5.20 – Tela do simulador com a partição nebulosa para a variável Produção t
Além desses dados, como estamos trabalhando neste contexto com a
produção diária em lotes, o simulador necessita ainda de informações tais como,
tamanho do lote e cobertura % de estoque de cada produto, número de dias úteis por
período, e os estoques iniciais.
111
Para avaliar a adequação dos resultados, desenvolvemos um novo simulador
que importa dados armazenados em ACCESS, disponibilizados a partir de um
protótipo estruturado em DELPHI que contém apenas as funções que se relacionam
com a análise que estamos fazendo. Isso foi feito com o objetivo de permitir maior
sensibilidade sobre o aspecto de interfaceamento do simulador com um Sistema
Integrado de Gestão para possíveis desdobramentos futuros.
Neste
protótipo
é
possível
incluir
e
alterar
diferentes
planos
de
produção/estoque alternativos e, mesmo tendo apenas as funções mais relevantes
implementadas no momento, o modelo de dados foi projetado de forma a possibilitar o
desenvolvimento posterior dos demais procedimentos e telas.
Na versão 1 do simulador importamos os dados de entrada de arquivos ASCII,
para tentar fazer a implementação mais enxuta possível. Já na versão 2, optamos por
importar os dados diretamente da base em ACCESS compartilhada com o protótipo
que citamos acima, e acessando um volume maior de informações. A manipulação
dos dados foi feita através de comandos SQL empregando o Database ToolBox
disponível no ambiente MatLab 7.
Para este cenário hipotético, consideramos os dados relativos a 14 produtos do
Cadastro de Modelos que são importados do protótipo e cuja tela pode ser vista na
figura 5.21. Também importamos os dados relativos à previsão de vendas, carteira de
pedidos e à configuração dos períodos do horizonte de planejamento.
112
Figura 5.21 – Tela do Cadastro de Modelos do protótipo GesPlan
Na figura 5.22 podemos visualizar o esquema de funcionamento do algoritmo
para definição do plano mestre que implementamos neste segundo experimento.
113
Dados
do
Modelo
Venda Projetada t
Pedidos t
Cobertura % Desejada
Cobertura % Projetada t-1
Estoque de Segurança t-1
Estoque Projetado t-1
Fuzzificação
Var% Estq t-1
Demanda Max t
Regras
1. If (DemandaMax is mbx) and (VarEstqPercent is MtGrNg) then (Producao is bx)
2. If (DemandaMax is mbx) and (VarEstqPercent is MdNg) then (Producao is bx)
3. If (DemandaMax is mbx) and (VarEstqPercent is PqNg) then (Producao is mbx)
4. If (DemandaMax is mbx) and (VarEstqPercent is nula) then (Producao is mbx)
5. If (DemandaMax is mbx) and (VarEstqPercent is PqPos) then (Producao is mbx)
6. If (DemandaMax is mbx) and (VarEstqPercent is MdPos) then (Producao is mbx)
7. If (DemandaMax is mbx) and (VarEstqPercent is QsGrPos) then (Producao is mbx)
8. If (DemandaMax is mbx) and (VarEstqPercent is GrPos) then (Producao is mbx)
9. If (DemandaMax is mbx) and (VarEstqPercent is MtGrPos) then (Producao is mbx)
10. If (DemandaMax is bx) and (VarEstqPercent is MtGrNg) then (Producao is pcbx)
11. If (DemandaMax is bx) and (VarEstqPercent is MdNg) then (Producao is qsbx)
12. If (DemandaMax is bx) and (VarEstqPercent is PqNg) then (Producao is qsbx)
.
.
.
81. If (DemandaMax is ma) and (VarEstqPercent is MtGrPos) then (Producao is pcacmd)
Produção t
Mecanismo
de Inferência
Mínimo
Soma limitada
Centróide
Defuzzificação
Dados
do
Contexto
Número
Dias
Úteis t
Produção t (em peças)
Tamanho
do Lote
do
Modelo
Plano
Simulado
(saída do Sistema)
Produção Diária em Lote t
Estoque t
Cobertura % Projetada t
Figura 5.22 – Visão esquemática da definição do plano mestre no 2° experimento –
versão 2 do simulador
A avaliação dos resultados iniciais gerados pela segunda versão do simulador
permitiu perceber a necessidade de pequenos ajustes na base de regras que usamos
114
no primeiro experimento.
Isto porque o algoritmo parte da produção definida em
peças, mas ao calcularmos a produção diária em lote, se ocorrerem quantidades de
lote fracionárias, esse valor é arredondado para o próximo inteiro acima. São esses
arredondamentos que acabam gerando um pequeno excesso em relação ao estoque
desejado inicialmente.
Realizamos então, alguns ajustes na base de regras planmestre038,fis com o
objetivo de reduzir essa distorção, dando origem assim a um novo conjunto de regras,
ligeiramente diferente do anterior, e explicitado na tabela 5.7. Este mesmo conjunto
de regras está listado no Anexo V em sua forma literal.
Tabela 5.7 - Mapa de Regras selecionado no segundo
experimento (base de regras relativa ao arquivo planmestre041.fis)
MtGrNeg
MedNeg
PeqNeg
Nula
PeqPos
MedPos
QsGrPos
GrPos
MtGrPos
MB
MB
Bx
PcBx
PAbxM
PAbxM
PAcM
PcA
A
MB
MB
Bx
QsBx
QsBx
PcBx
Md
PAcM
QA
MB
MB
MB
Bx
Bx
QsB
PAbxM
Md
PAcM
VarEstq%
DemandaMax
Muito Baixa
Baixa
Quase Baixa
Pouco Baixa
Média
Pouco Alta
Quase Alto
Alta
Muito Alta
Bx
PcoBx
PAbxM
PAcM
PAcM
PcA
A
MA
MA
Bx
QsB
PAbxM
Md
PAcM
PAcM
QsA
A
MA
MB
QsB
PcoBx
Md
Md
PAcM
PA
A
MA
MB
QsB
PcoBx
PAbxM
Md
PAcM
PA
A
MA
MB
Bx
PcoBx
PAbxM
PAbxM
Md
PA
QsA
A
MB
Bx
QsBx
PcBx
PAbxM
Md
PAcM
QsA
A
Como várias das etapas e telas desse segundo simulador são parecidas com
as etapas da primeira versão, não as descreveremos novamente. Na figura 5.23
podemos ver a tela com o plano de produção e estoques sugerido pelo simulador para
o modelo 131121, cujos dados foram importados. Temos também o mesmo plano sob
a forma de gráfico de barras na figura 5.24.
115
Figura 5.23 – Tela com plano de produção sugerido pelo simulador na versão 2.
Figura 5.24 – Tela com gráfico de barras do plano sugerido pelo simulador na versão2
5.2.7. Conclusão do Segundo Experimento
Assim como na primeira alternativa de modelagem, que emprega o estoque em
peças, essa outra formulação que parte da variação percentual em relação ao estoque
desejado também obteve bons resultados.
Observamos que todos os planos
sugeridos para os produtos analisados na versão 2 do simulador atendem aos critérios
116
estabelecidos.
Ou seja, seguem a política de acompanhamento da demanda, e
resultam em níveis de estoque próximos aos valores desejados, conforme podemos
verificar nas figuras 5.23 e 5.24 e nas telas incluídas no Anexo VI.
Percebemos também um comportamento mais “conservador” na definição dos
estoques, ou seja, tendendo mais a superestimar essa variável, devido ao
arredondamento no cálculo da produção diária em lote, conforme já havíamos
mencionado.
Mesmo nesses casos, os valores ainda estão dentro dos limites
aceitáveis.
A importação das informações relativas ao contexto produtivo, diretamente da
base de dados em ACCESS mostrou-se uma escolha acertada pois permitiu mais
facilidade na estruturação do novo algoritmo, e manipulação de um volume maior de
informações.
A alternativa de modelagem, que discutimos nesse segundo experimento,
mostrou-se vantajosa, pois além de dispensar a exigência de construirmos bases de
regra específicas para os produtos que tivessem diferentes Estoques de Segurança,
amplia a gama de contextos passíveis de serem tratados com este enfoque. Isto
porque permite sua aplicação também naquelas empresas que utilizam o conceito de
cobertura % de estoque, conforme este último cenário analisado, mas também pode
ser implementada em ambientes que usem um valor fixo para Estoque de Segurança.
5.3. Formulação do aspecto relativo à avaliação de planos
alternativos
5.3.1. Descrição da modelagem para avaliação do nível de estoques
117
Com o aumento da quantidade e complexidade dos dados manipulados na
análise que acabamos de descrever, constatamos a necessidade de utilizar um
instrumento de apoio ao processo de avaliar os resultados simulados. Dessa forma
acabamos por desenvolver e implementar, quase como subproduto, uma modelagem
para auxiliar na avaliação dos diversos planos gerados pelo simulador.
Na realidade, essa mesma dificuldade que encontramos para escolher entre os
planos alternativos, qual aquele que mais atende aos objetivos que pretendemos
atingir, nós observamos também, em maior amplitude, na prática do gestor ao
empregar
as
planilhas
eletrônicas
para
definir
seus
planos
de
produção.
Constatamos, portanto, que além de útil em nosso próprio processo de modelamento,
um instrumento que facilite a análise da adequação dos planos, poderia ser
incorporado ao simulador também com a finalidade de apoiar ao processo decisório do
planejador.
Neste caso, independentemente da forma como foi definido o plano, se através
de regras nebulosas, ou até mesmo empregando planilhas eletrônicas, podemos usar
a formulação que descrevemos a seguir para auxiliar na avaliação de soluções
alternativas.
Ao modelar essa questão, usamos como referência para formalização do
raciocínio, exatamente aqueles critérios que empregamos para fazer a análise no
primeiro e segundo experimentos e que por sua vez, já eram baseados no que
observamos do processo de decisão dos gestores no contexto produtivo. Ou seja,
estabelecemos sob a forma de regras a estratégia de decisão sobre a adequação ou
não de um determinado plano, em relação aos objetivos que pretendemos atingir.
Para os cenários hipotéticos definidos nos tópicos anteriores estabelecemos
como metas a serem atingidas, o atendimento à estratégia de seguimento da
demanda, e a determinação de níveis de estoque dentro de alguns critérios, segundo
os quais:
118
1. Consideramos mais grave a ocorrência de valores de estoque mais
baixos do que o desejado, do que a ocorrência de excesso.
Não
desejamos rejeitar planos com valores de estoque um pouco mais altos
do que o ideal, mas aqueles com mais do que aproximadamente 50%
do valor ideal não são satisfatórios;
2. Planos com estoques aproximadamente 25% abaixo do valor desejado
são considerados inadequados.
3. Quanto mais próximos do valor ideal de estoque mais adequado é o
plano.
Vamos desprezar inicialmente a análise quanto ao seguimento da demanda,
pois esse aspecto é facilmente identificável pela observação da demanda e da
produção no gráfico de barras, e vamos concentrar nossa atenção no aspecto relativo
ao atendimento à política de estoques.
Para efetuar essa análise, acrescentamos mais um nível ao simulador do
experimento 2, no qual implementamos a verificação do nível de estoque para cada
período do plano sugerido, observando se atende ou não aos critérios estabelecidos.
Essa atividade de verificação dos planos é trabalhosa e meticulosa, mesmo se
empregamos um critério tão simples como o desse exemplo.
Na figura 5.25 esquematizamos o funcionamento da modelagem proposta
explicitando os dois níveis implementados no simulador em sua terceira versão: o
primeiro relativo a geração dos planos de produção e estoques, que já
detalhamos na figura 5.22 e o segundo voltado para o processo de análise da
adequação dos planos gerados, que calcula um escore para o plano de cada
modelo.
119
SIMULADOR – Versão 3
Definição do Plano de Produção e Estoque
Fuzzificação
Venda Projetada t
Cobertura % Desejada
Estoque de Segurança t-1
Var% Estq t-1
Defuzzificação
Centróide
Plano
Simulado
(saída
do
Sistema)
Estoque t
Soma limitada
Produção Diária em Lote t
Mínimo
Produção t
Tamanho
do Lote
do Modelo
Cobertura % Projetada t
Pedidos t
Estoque Projetado t-1
Cobertura % Projetada t-1
Mecanismo de
Inferência
Número
Dias
Úteis t
Produção t (em peças)
1. If (DemandaMax is mbx) and (VarEstqPercent is MtGrNg) then (Producao is bx)
2. If (DemandaMax is mbx) and (VarEstqPercent is MdNg) then (Producao is bx)
3. If (DemandaMax is mbx) and (VarEstqPercent is PqNg) then (Producao is mbx)
4. If (DemandaMax is mbx) and (VarEstqPercent is nula) then (Producao is mbx)
5. If (DemandaMax is mbx) and (VarEstqPercent is PqPos) then (Producao is mbx)
6. If (DemandaMax is mbx) and (VarEstqPercent is MdPos) then (Producao is mbx)
7. If (DemandaMax is mbx) and (VarEstqPercent is QsGrPos) then (Producao is mbx)
8. If (DemandaMax is mbx) and (VarEstqPercent is GrPos) then (Producao is mbx)
9. If (DemandaMax is mbx) and (VarEstqPercent is MtGrPos) then (Producao is mbx)
10. If (DemandaMax is bx) and (VarEstqPercent is MtGrNg) then (Producao is pcbx)
11. If (DemandaMax is bx) and (VarEstqPercent is MdNg) then (Producao is qsbx)
12. If (DemandaMax is bx) and (VarEstqPercent is PqNg) then (Producao is qsbx)
.
.
.
81. If (DemandaMax is ma) and (VarEstqPercent is MtGrPos) then (Producao is pcacmd)
Demanda Max t
Nível 1
Dados
do
Contexto
Regras
Dados
do
Modelo
Produção Diária em lote t
Estoque t
Cobertura % Projetada t
Cobertura % Desejada
Avaliação do Plano por Modelo quanto à política de Estoque
Fuzzificação
Política Estoque t
1. If (VarEstqPercent is MtGrNg) then (PoliticaEstoque is NaoAtendida)
2. If (VarEstqPercent is MdNg) then (PoliticaEstoque is FracamAtendia)
3. If (VarEstqPercent is PcNg) then (PoliticaEstoque is MedAtendida)
4. If (VarEstqPercent is Nula) then (PoliticaEstoque is PlenamenteAtendida)
5. If (VarEstqPercent is PqPos) then (PoliticaEstoque is SatisfAtendida)
6. If (VarEstqPercent is MdPos) then (PoliticaEstoque is MedAtendida)
7. If (VarEstqPercent is QsGrPos) then (PoliticaEstoque is MedAtendida)
8. If (VarEstqPercent is GrPos) then (PoliticaEstoque is FracamAtendia)
9. If (VarEstqPercent is MtGrPos) then (PoliticaEstoque is NaoAtendida)
Mecanismo de Inferência
Mínimo
Soma limitada
Escore Política
Estoque t
Regras
Defuzzificação
Nível 2
Var% Estoque t
Cálculo do
Escore do
Plano por
Modelo
Avaliação
do Plano
do Modelo
para todo
o HP em
relação à
política de
Estoques
Figura 5.25 – Visão esquemática do simulador para geração do plano e avaliação da
política de estoques – Versão 3 do simulador
Optamos por fazer essa avaliação empregando também regras nebulosas, pois
durante o processo de modelagem notamos que o próprio estabelecimento dos
120
critérios é feito de forma vaga e imprecisa. Percebemos que a forma de avaliar do
simulador, reproduz perfeitamente o processo que estávamos empregando, com a
vantagem de oferecer um escore combinado para o conjunto dos períodos do plano
como um todo, e reduzindo, portanto o tempo de análise.
Também consideramos para este nível do simulador a variável de entrada
“Variação%Estq” dentro do mesmo intervalo que usamos para o segundo
experimento (vide figura 5.26), e em função dela determinamos um valor de escore
para o nível de estoque sugerido a cada período pelo simulador, ou seja:
PoliticaEstoque t = f (Variação%Estq t )
Figura 5.26 - Tela com partição nebulosa da variável VarEstq% t no nível 2 do
simulador – Versão 3
Definimos a variável PolíticaEstoque t para funcionar como uma nota, variando
num intervalo de 0 a 100 e estabelecemos seus termos considerando os diferentes
níveis de atendimento aos critérios desejados. Na figura 5.27 descrevemos a partição
nebulosa relativa à essa variável, e na tabela 5.8 listamos as duas variáveis e seus
respectivos termos lingüísticos.
121
Figura 5.27 - Tela com partição nebulosa da variável PoliticaEstoque t no nível 2 do
simulador – Versão 3
Tabela 5.8 – Variáveis lingüísticas e respectivos termos usados no cálculo do
Escore para a política de Estoques
Variável Linguística
Termos Linguísticos
Variação%Estq t
PolíticaEstoque t
{MuitoGrandeNeg, MedianamenteNegativa, PequenaNegativa,
Nula, PequenaPositiva, MedianamentePositiva,
QuaseGrandePositiva, GrandePositiva, MuitoGrandePositiva}
{{Não Atendida, Fracamente Atendida, Medianamente
Atendida, Satisfatoriamente Atendida, Plenamente
Atendida}
Para determinar o escore do plano do modelo como um todo, calculamos então
a média dos escores obtidos para cada período (equação 5.2).
Escore do Plano do Modelo =
∑
PolíticaEstoque t / n ,
para t = 1,n
(5.2)
Da mesma forma que na formulação das regras relativas à geração do plano
mestre, experimentamos mais de uma combinação de termos e operadores nebulosos
para a análise dos planos, e o conjunto que retratou melhor o procedimento de
avaliação dos planos corresponde às 9 regras descritas no quadro 5.1, associadas
aos operadores de mínimo e soma-limitada, para as etapas de avaliação e de
agregação das regras respectivamente.
122
Quadro 5.1 – Base de Regras para avaliação da Política de Estoques
1. Se VarEstqPercent é
2. Se VarEstqPercent é
3. Se VarEstqPercent é
4. Se VarEstqPercent é
5. Se VarEstqPercent é
6. Se VarEstqPercent é
7. Se VarEstqPercent é
8. Se VarEstqPercent é
9. Se VarEstqPercent é
MtGrNg então PoliticaEstoque é NaoAtendida
MdNg então PoliticaEstoque é FracamAtendia
PqNg então PoliticaEstoque é MedAtendida
Nula então PoliticaEstoque é PlenamenteAtendida
PqPos então PoliticaEstoque é SatisfAtendida
MdPos então PoliticaEstoque é MedAtendida
QsGrPos então PoliticaEstoque é MedAtendida
GrPos então PoliticaEstoque é FracamAtendia
MtGrPos então PoliticaEstoque é NaoAtendida
Essa combinação de regras, partições nebulosas e mecanismo de inferência
descritos acima, dão origem a função que podemos visualizar na tela “Mostra
Superfície”, da figura 5.28. Uma breve análise de seu comportamento já permite
perceber que atende aos critérios de avaliação que estabelecemos inicialmente.
Observamos por exemplo que a nota máxima ocorre quando foi projetado um nível de
estoque igual ao desejado, ou seja, com variação de 0% em relação ao nível ideal.
Da mesma forma, o lado esquerdo desse topo, é muito mais íngreme que o direito,
justamente porque pretendemos ser mais rigorosos em relação a estoques abaixo do
desejado, do que em relação ao excesso de estoques.
Figura 5.28 – Função definida pela base de regras, pelas partições nebulosas e pelo
mecanismo de inferência para a determinação do escore relativo a política de estoques
por período.
123
5.3.2. Aplicação da modelagem no cenário do segundo experimento
Esse mecanismo para auxílio à avaliação dos níveis de estoque foi utilizado já
no decorrer do segundo experimento e apresentou resultados satisfatórios, agilizando
o processo de análise efetuado.
Uma vez definido o plano para o modelo 602731, por exemplo, empregando o
primeiro nível do simulador para isso, conforme mostramos na figura 5.29, podemos
acionar a opção “Calcula Escore” que inicia o segundo nível.
Figura 5.29 – tela com plano de produção e estoque para o modelo 602731
Assim como no primeiro, temos a possibilidade de experimentar no segundo
nível, bases de regra alternativas para a atividade de avaliação no nível de estoques
ou ainda visualizar suas funções de pertinência, a superfície formada pelas regras ou
gráficos comparativos dos dados.
A partir da importação das regras descritas no Quadro 5.1, determinamos
então o escore relativo à avaliação dos níveis de estoque para o modelo 602731, que
é mostrado na figura 5.30. Como podemos observar, o simulador considera que o
plano de inventário sugerido para o produto atende satisfatoriamente aos critérios
estabelecidos originalmente, atribuindo o escore de 68.8.
124
Mostramos em destaque o escore mínimo obtido no horizonte de planejamento
para que seja analisado aquele período em particular se for o caso.
Em nosso
exemplo, o menor escore foi de 59.2, relativo ao sexto período, o qual mesmo ainda
dentro de limites aceitáveis apresenta algum excesso conforme podemos ver na figura
5.31.
No Anexo VII expomos as telas com os escores relativos aos 14 produtos
analisados no segundo experimento quanto ao aspecto dos níveis de estoque.
Figura 5.30 – Escore relativo ao nível de estoques para o modelo 602731
125
Figura 5.31 – Tela relativa a opção “Mostra Dados” para o modelo 602731
Essa mesma modelagem pode ser ampliada com a inclusão de mais variáveis
para acrescentar outros aspectos pertinentes ao problema que forem identificados
como sendo relevantes para cada situação em particular.
A título de experiência, formulamos outro cenário para analisar o caso onde
desejamos avaliar planos de produção que tenham sido elaborados seguindo a
estratégia de nivelamento da produção e discutimos a modelagem que formulamos
para essa questão no próximo tópico.
5.3.3. Formulação da modelagem para avaliar nivelamento da
produção e política de estoques
Conforme descrevemos no item 5.3.1, a utilização de um instrumento que
auxilie no processo de avaliação dos planos em relação ao atendimento de metas
estabelecidas, é interessante não apenas quando o plano de produção for gerado a
partir da utilização de regras, mas sim considerando qualquer que seja o método
empregado.
A partir desta idéia, vamos focalizar nossa atenção neste exemplo
exclusivamente no aspecto de avaliação do plano, independente da forma como foi
126
definido, e propor uma ampliação da modelagem que trata da definição dos escores
para os níveis de estoque através da inclusão de uma outra dimensão para análise.
Desta forma, estabelecemos um novo cenário baseado no segundo
experimento, que simula um contexto onde desejamos utilizar a estratégia de
nivelamento da produção.
Neste novo caso, ao invés de empregar a estratégia de seguimento da
demanda vamos estabelecer como meta, que a quantidade definida para a produção
diária em lotes deve ser mantida tão nivelada quanto possível para tentar diminuir os
custos de alteração no nível de mão-de-obra, mas ainda assim atendendo aos
mesmos critérios de tolerância estabelecidos inicialmente quanto ao plano de
inventário.
É importante distinguir que a avaliação quanto ao nível de estoques é feita
período a período, enquanto que a análise sobre o aspecto de nivelamento do plano é
baseada nas quantidades definidas ao longo de todo o horizonte de planejamento, ou
seja, são duas instâncias diferentes. Vale destacar ainda, que optamos por focalizar
nossa atenção nas quantidades definidas para a produção diária em lotes, e não na
produção em peças relativa ao período como um todo, pois esta última tem variações
devido ao número de dias úteis, independente da produção diária se manter estável.
Nas primeiras implementações chegamos a trabalhar utilizando como
parâmetro a variação de cada período em torno da produção diária em lotes média de
todo o horizonte de planejamento, mas percebemos durante os testes, que dessa
forma estaríamos considerando equivalentes planos com características bem
diferentes.
Por exemplo, se temos os planos A e B, definidos em termos de sua produção
diária em lotes respectivamente como: A - 5,4,3,5,4,3,5,4,3,5 e B - 5,5,5,5,4,4,4,3,3,3.
Podemos observar que os dois apresentam exatamente a mesma produção diária
média, e as mesmas variações em relação a essa média, porém sob o ponto de vista
127
do nivelamento da produção, o plano A é completamente inadequado, enquanto que o
plano B atende satisfatoriamente a esse critério.
Considerando nossa experiência prática, observamos que a principal
informação na verificação quanto ao aspecto de nivelamento do plano, se refere ao
número de vezes em que mudamos o nível de produção e para quantificar isso,
calculamos a “variação absoluta em relação a produção diária em lotes do
período anterior”.
Quando essa variável é igual a zero significa que não houve
alteração em relação à produção diária em lotes definida no período anterior. Como
simples extensão dessa linha de raciocínio, empregamos em nossa modelagem a
variável “Grau de Nivelamento”, que corresponde ao número de vezes em que
ocorrem zeros, para a variável “Variação absoluta em relação a ProdDiariaLote”, ao
longo do horizonte de planejamento.
O “Grau de Nivelamento” pode variar de 1 a 10. O limite inferior é 1 porque
estabelecemos o valor zero para o primeiro período por default, pois não temos como
comparar com o período anterior, e o valor máximo é 10 porque estamos trabalhando
com um horizonte de 10 períodos.
A avaliação global do plano, portanto é estabelecida em função do grau de
atendimento a política de estoques e do grau de nivelamento do plano (equação 5.3).
Ou seja:
EscoreGlobal = f ( PoliticaEstoque, GrauNivelamento )
(5.3)
A variável PoliticaEstoque é calculada conforme explicitado no tópico 5.3.1 e
serve de input para um segundo estágio de uma nova versão do simulador,
juntamente com a variável lingüística GrauNivelamento.
A maneira como modelamos essa questão pode ser melhor apreendida
através da figura 5.32, na qual esquematizamos a forma como se inter-relacionam os
dois estágios do processo de avaliação implementado na quarta versão do simulador.
128
SIMULADOR – Versão 4
Avaliação do Plano por Modelo quanto à política de Estoque
Fuzzificação
Política Estoque t
1. If (VarEstqPercent is MtGrNg) then (PoliticaEstoque is NaoAtendida)
2. If (VarEstqPercent is MdNg) then (PoliticaEstoque is FracamAtendia)
3. If (VarEstqPercent is PcNg) then (PoliticaEstoque is MedAtendida)
4. If (VarEstqPercent is Nula) then (PoliticaEstoque is PlenamenteAtendida)
5. If (VarEstqPercent is PqPos) then (PoliticaEstoque is SatisfAtendida)
6. If (VarEstqPercent is MdPos) then (PoliticaEstoque is MedAtendida)
7. If (VarEstqPercent is QsGrPos) then (PoliticaEstoque is MedAtendida)
8. If (VarEstqPercent is GrPos) then (PoliticaEstoque is FracamAtendia)
9. If (VarEstqPercent is MtGrPos) then (PoliticaEstoque is NaoAtendida)
Mecanismo de Inferência
Mínimo
Soma limitada
Escore Política
Estoque t
Regras
Defuzzificação
Nível 1
Var% Estoque t
Cálculo do
Escore do
Plano por
Modelo
Avaliação
do Plano
do Modelo
para todo
o HP em
relação à
política de
Estoques
Escore da Política de
Estoque do Plano por
Modelo
Avaliação Global do Plano quanto à Estoque e Nivelamento
Fuzzificação
Escore Global
Mecanismo de Inferência
Mínimo
Escore Global
Regras
1. Se PoliticaEstq é PlenamAtend e GrauNivelam. é CompletNivelado então EscGlobal é plenamenteSatisf
2. Se PoliticaEstq é PlenamAtend e GrauNivelam. é Nivelado então EscGlobal é satisfatorio
3. Se PoliticaEstq é PlenamAtend e GrauNivelam. é pcoNivelado então EscGlobal é medSatisf
4. Se PoliticaEstq é PlenamAtend e GrauNivelam. é Desnivelado então EscGlobal é pcoSatisf
5. Se PoliticaEstq é SatisfAtend e GrauNivelam. é CompletNivelado então EscGlobal é plenamenteSatisf
6. Se PoliticaEstq é SatisfAtend e GrauNivelam. é Nivelado então EscGlobal é satisfatorio
7. Se PoliticaEstq é SatisfAtend e GrauNivelam. é pcoNivelado então EscGlobal é medSatisf
8. Se PoliticaEstq é SatisfAtend e GrauNivelam. é Desnivelado então EscGlobal é pcoSatisf
9. Se PoliticaEstq é MedianAtend e GrauNivelam. é CompletNivelado então EscGlobal é satisfatorio
10. Se PoliticaEstq é MedianAtend e GrauNivelam. é Nivelado então EscGlobal é medSatisf
11. Se PoliticaEstq é MedianAtend e GrauNivelam. é pcoNivelado então EscGlobal é pcoSatisf
12. Se PoliticaEstq é MedianAtend e GrauNivelam. é Desnivelado então EscGlobal é insatisfatorio
13. Se PoliticaEstq é FracamAtend) e GrauNivelam. é CompletNivelado) então EscGlobal é medSatisf
14. Se PoliticaEstq é FracamAtend) e GrauNivelam. é Nivelado) então EscGlobal é pcoSatisf
15. Se PoliticaEstq é FracamAtend) e GrauNivelam. é pcoNivelado) então EscGlobal é pcoSatisf
16. Se PoliticaEstq é FracamAtend) e GrauNivelam. é Desnivelado) então EscGlobal é insatisfatorio
17. Se PoliticaEstq é NaoAtendida) então EscGlobal é insatisfatorio
18. Se GrauNivelam. é CompletDesniv) então EscGlobal é insatisfatorio
Centróide
Grau Nivelamento
Defuzzificação
Nível 2
Política Estoque
Soma limitada
Figura 5.32 – Visão esquemática da avaliação global do plano de produção,
considerando a política de estoques e a estratégia de nivelamento da produção
- simulador versão 4.
129
Na tabela 5.9 descrevemos as variáveis lingüísticas e os respectivos termos
que são empregados nesta formulação.
A variável EscoreGlobal, assim como a PolíticaEstoque que definimos
anteriormente, funciona como uma nota variando no intervalo de 0 a 100
Tabela 5.9 – Variáveis e termos lingüísticos usados na avaliação global do
plano de produção
Variável Linguística
Termos Linguísticos
PolíticaEstoque
{Não Atendida, Fracamente Atendida, Medianamente
Atendida, Satisfatoriamente Atendida, Plenamente
Atendida}
GrauNivelamento
EscoreGlobal
{Completamente Desnivelado, Desnivelado, Pouco Nivelado,
Nivelado, Completamente Nivelado}
{Insatisfatório, Pouco Satisfatório, Medianamente Satisfatório,
Plenamente Satisfatório}
Discriminamos nas figuras 5.33 e 5.34 as partições nebulosas relativas ao
GrauNivelamento e ao EscoreGlobal, que ainda não haviam sido discutidas nos
outros experimentos.
Figura 5.33 – Tela com partição nebulosa da variável GrauNivelamento
130
Figura 5.34 – Tela com partição nebulosa da variável EscoreGlobal
Utilizamos as mesmas opções de operadores para o mecanismo de inferência
que usamos nas modelagens anteriores, ou seja, mínimo-soma limitada. A interação
desses operadores com as partições nebulosas e com a base de regras listada no
Quadro 5.2, formam a superfície que podemos visualizar na figura 5.35.
Quadro 5.2 – Base de regras para avaliação global do plano
1. Se PoliticaEstq é PlenamAtend e GrauNivelam. é CompletNivelado então EscGlobal é
plenamenteSatisf
2. Se PoliticaEstq é PlenamAtend e GrauNivelam. é Nivelado então EscGlobal é satisfatorio
3. Se PoliticaEstq é PlenamAtend e GrauNivelam. é pcoNivelado então EscGlobal é medSatisf
4. Se PoliticaEstq é PlenamAtend e GrauNivelam. é Desnivelado então EscGlobal é pcoSatisf
5. Se PoliticaEstq é SatisfAtend e GrauNivelam. é CompletNivelado então EscGlobal é plenamenteSatisf
6. Se PoliticaEstq é SatisfAtend e GrauNivelam. é Nivelado então EscGlobal é satisfatorio
7. Se PoliticaEstq é SatisfAtend e GrauNivelam. é pcoNivelado então EscGlobal é medSatisf
8. Se PoliticaEstq é SatisfAtend e GrauNivelam. é Desnivelado então EscGlobal é pcoSatisf
9. Se PoliticaEstq é MedianAtend e GrauNivelam. é CompletNivelado então EscGlobal é satisfatorio
10. Se PoliticaEstq é MedianAtend e GrauNivelam. é Nivelado então EscGlobal é medSatisf
11. Se PoliticaEstq é MedianAtend e GrauNivelam. é pcoNivelado então EscGlobal é insatisfatorio
12. Se PoliticaEstq é MedianAtend e GrauNivelam. é Desnivelado então EscGlobal é insatisfatorio
13. Se PoliticaEstq é FracamAtend) e GrauNivelam. é CompletNivelado) então EscGlobal é medSatisf
14. Se PoliticaEstq é FracamAtend) e GrauNivelam. é Nivelado) então EscGlobal é pcoSatisf
15. Se PoliticaEstq é FracamAtend) e GrauNivelam. é pcoNivelado) então EscGlobal é insatisfatorio
16. Se PoliticaEstq é FracamAtend) e GrauNivelam. é Desnivelado) então EscGlobal é insatisfatorio
17. Se PoliticaEstq é NaoAtendida) então EscGlobal é insatisfatorio
18. Se GrauNivelam. é CompletDesniv) então EscGlobal é insatisfatorio
131
Figura 5.35 – Superfície definida pela combinação entre as regras, as partições
nebulosas e os operadores do mecanismo de inferência.
Podemos observar que a superfície está compatível com os critérios
estabelecidos. Os escores mais altos são relativos à combinação dos termos
PolíticaEstoque = Plenamente Atendida e GrauNivelamento = Completamente
Nivelado e diminuem gradativamente a partir daí.
5.3.4. Avaliação dos resultados obtidos com o terceiro experimento
Com o intuito de avaliar a adequação da modelagem proposta, partimos de
dois planos gerados através do emprego de uma planilha eletrônica tendo como dados
de entrada as mesmas informações usadas no segundo experimento.
O “plano 1” foi elaborado de forma a atender aos critérios estabelecidos para
todos os modelos e, portanto deve ser considerado satisfatório pela avaliação do
simulador. O “plano 9”, por sua vez, foi elaborado de acordo com a estratégia de
seguimento da demanda e atendendo aos níveis de estoque, e portanto, deve ter uma
boa avaliação quanto aos níveis de inventário, mas algumas vezes inadequado quanto
ao aspecto de nivelamento da produção.
132
Importamos os dados relativos aos dois planos e calculamos os escores
através do simulador em sua quarta versão, para verificar se a sua avaliação é
compatível com o que desejamos. Na tabela 5.10 apresentamos de forma resumida
os resultados obtidos pelo simulador.
Tabela 5.10 – Resumo da avaliação do simulador quanto à
estoques e nivelamento
Plano
Produto
Escore
Grau de
Escore
Avaliação
Estoque
Nivelamento
Global
121131
75,0434
7
66,9498
aprovado
121451
70,432
9
85,4774
aprovado
129508
74,473
7
66,9424
aprovado
131121
73,6066
7
66,9431
aprovado
131216
71,5173
7
66,9195
aprovado
137206
74,1125
6
66,9448
aprovado
Plano 1
149023
70,367
10
85,4878
aprovado
149024
66,9262
9
86,3264
aprovado
154121
65,9856
6
66,744
aprovado
320941
73,0421
8
85,1794
aprovado
420941
65,227
8
86,9966
aprovado
602731
72,1066
9
85,2571
aprovado
612131
77,6689
7
66,9336
aprovado
805921
72,1531
8
85,2532
aprovado
121131
76,67
3
35
reprovado
121451
70,3075
8
85,4973
aprovado
129508
73,7602
2
13,8333
reprovado
131121
79,0693
4
42,5
reprovado
131216
76,0562
3
35
reprovado
137206
75,0768
4
42,5
reprovado
Plano 9
149023
68,1289
5
50
aprovado
149024
70,7072
5
50
aprovado
154121
71,1631
3
35
reprovado
320941
68,8595
5
50
aprovado
420941
65,2356
8
86,9928
aprovado
602731
67,7879
7
66,8271
aprovado
612131
77,6689
7
66,9336
aprovado
805921
75,3885
5
50
aprovado
Conforme era esperado, os planos relativos a todos os modelos componentes
do “plano 1” foram considerados satisfatórios na avaliação global. Enquanto que no
“plano 9” apesar de terem sido todos aprovados em relação ao nível de estoque,
vários foram adequadamente reprovados em termos globais, devido ao baixo
desempenho no que concerne ao aspecto de nivelamento da produção. Em outras
133
palavras, as avaliações sugeridas pelo simulador apresentam o comportamento
desejado, aprovando os planos que consideramos adequados e rejeitando aqueles
que não atendem aos critérios estabelecidos.
Podemos observar na figura 5.36, um exemplo da tela com os escores
calculados para o modelo 121451
no “plano 1“, e as telas equivalentes para os
demais modelos constam do Anexo VIII.
Figura 5.36 – Tela com escores para “plano 1” definido para o modelo 121451
134
6. Conclusão
O dinamismo cada vez maior do mercado que exige flexibilidade crescente dos
gestores, aliado à complexidade intrínseca da atividade de gerenciamento do plano
mestre, faz desse tópico um aspecto nevrálgico no processo de planejamento da
empresa e foco de vários desenvolvimentos.
Em nosso trabalho identificamos que ainda hoje os diversos modelos voltados
para esta questão não são utilizados na prática, em decorrência de uma série de
restrições que discutimos no capítulo 4.
Concluímos que algumas características dessa atividade de planejamento, tais
como: a necessidade de gerenciar objetivos múltiplos e muitas vezes conflitantes; a
utilização freqüente de dados imprecisos e incompletos; e a existência de diversos
elementos de cunho notadamente subjetivo tornam o emprego do paradigma
possibilístico, através da lógica nebulosa, uma abordagem bastante promissora para o
problema.
Para verificar a adequação de nossa proposta, implementamos em diferentes
simuladores cada uma das formulações que desenvolvemos, às quais fomos
gradativamente acrescentando maior complexidade.
Vale lembrar que no intuito de verificar os resultados obtidos na modelagem
elaborada para o problema de definição do plano mestre acabamos por identificar a
necessidade de desenvolver uma ferramenta que agilizasse a tarefa de analisar a
adequação dos planos que eram sugeridos pelo simulador. Desta forma, estamos
propondo como um subproduto do trabalho uma formulação voltada para a avaliação
de planos alternativos, que, além de ser útil no processo de depuração das bases de
regras, pode ser associada à geração de planos através de planilhas eletrônicas para
facilitar a decisão entre planos candidatos.
135
Na figura 6.1 esquematizamos a forma como implementamos as diferentes
propostas nos simuladores para possibilitar melhor entendimento da estrutura do
trabalho. Explicitamos os dois focos de desenvolvimento, que são:
a. Atividade de definição do plano mestre;
b. Avaliação de planos mestre alternativos.
Para cada um desses focos elaboramos duas formulações, tendo em vista a
experiência que acumulamos no decorrer do estudo.
Os resultados que obtivemos nas várias propostas confirmam a adequação do
ferramental da lógica nebulosa tanto para a definição do plano mestre, quanto para o
aspecto de avaliação de planos.
No primeiro experimento (simulador 1) conseguimos estabelecer uma base de
regras e o respectivo algoritmo para determinar os níveis de produção seguindo a
estratégia de acompanhamento da demanda conforme era nosso objetivo.
Observamos neste caso que, apesar dos bons resultados obtidos na
simulação, teríamos o inconveniente de trabalhar com diversas bases de regras,
quase tantas quantas fossem os produtos planejados, pois construímos a partição
nebulosa da variável Estoque
t-1,
usada nesse modelamento, tomando como base o
valor do Estoque de Segurança do produto.
Na segunda formulação (simulador 2) superamos essa restrição através da
substituição do Estoque
t-1
pela variação percentual do estoque projetado no período
anterior em relação ao estoque desejado para o mesmo período (Var%Estoque
t
).
Desta forma, além de dispensarmos a necessidade da construção de diversas bases
de regras, também ampliamos as possibilidades de utilização desse enfoque em
contextos nos quais é empregado o conceito de cobertura percentual de estoque,
que estabelece um nível de estoque de segurança variável de acordo com a demanda
prevista para o próximo período. Nestes ambientes seria impossível utilizarmos a
primeira formulação.
136
Figura 6.1 – Esquema explicativo da relação entre focos de modelagem e
sua implementação nos simuladores
137
Foco
Propostas de Modelagem
Proposta implementada no simulador 2
Avaliação Global
Proposta implementada no simulador 4
Avaliação Política de Estoque
Nível 2
Sendo:
EscoreGlobal = f ( PolíticaEstoque , GrauNivelamento )
Sendo:
Produçãot = f ( DemandaMax t , Var%Estq t-1 )
Nível 1
Cálculo do escore relativo à avaliação global do plano quanto à
política de estoques e à estratégia de nivelamento da produção.
Proposta implementada no simulador 3
Sendo:
PolíticaEstoquet = f ( Var%Estq t-1 )
Cálculo do escore do plano relativo à política de estoques
Avaliação de planos mestre alternativos
Determinação do plano em termos de produção diária em
lotes e do plano de estoques, considerando níveis variáveis
para o Estoque de Segurança período à período (Cobertura
de Estoque t ).
Proposta implementada no simulador 1
Sendo:
Produçãot = f ( PrevVendas t , Estoque t-1 )
Determinação do plano de produção e estoques (em peças),
considerando um nível específico para o Estoque de
Segurança.
Definição do plano mestre
Nestas duas primeiras formulações, os planos definidos pelos simuladores
atendem satisfatoriamente aos critérios de estoque estabelecidos. Para o segundo
experimento, realizamos pequenos ajustes na base de regras que usamos
inicialmente, para evitar que os níveis de estoque passassem a ficar um pouco
superestimados devido aos arredondamentos decorrentes da conversão da produção
(em peças) no período em produção diária (em lotes). Os arredondamentos são
necessários para evitar a ocorrência de lotes fracionários.
As vantagens do emprego deste tipo de abordagem, baseada em regras
nebulosas, ficam mais evidentes na medida em que acrescentamos aos nossos
modelos informações de cunho mais qualitativo, como por exemplo, a necessidade de
priorizar determinado tipo de produto em detrimento de outros em função do interesse
de conquistar um mercado específico que seria cliente potencial deste produto. Este
tipo de análise é muito dependente das características específicas de cada empresa e
abre perspectiva para a customização do modelamento proposto levando em
consideração esses aspectos diferenciadores.
As modelagens propostas para a questão de avaliação dos planos,
implementadas nos simuladores 3 e 4, também obtiveram resultados satisfatórios para
os conjuntos de dados de teste, rejeitando os planos que não estavam atendendo aos
critérios desejados e aprovando aqueles que apresentavam comportamento
adequado.
A construção dos simuladores para verificar a validade das formulações
sugeridas, além de nos possibilitar vivenciar de forma mais concreta as dificuldades e
especificidades inerentes ao trabalho de modelagem, aumentou nossa sensibilidade
sobre o problema, e permitiu também avaliar a viabilidade de sua implementação
computacional.
Observamos que tanto a versão que importa os dados de entrada de arquivos
ASCII, como as versões que compartilham uma base de dados em ACCESS, têm
138
desempenho muito bom, para quaisquer das bases de regras e operadores nebulosos
testados, mesmo aqueles mais demandantes computacionalmente.
É importante salientar que a construção da base de regras, a partir do
conhecimento empírico sobre o problema, é uma atividade consideravelmente
trabalhosa e delicada, conforme já havíamos mencionado no capítulo sobre o estado
d’arte no processo de definição do plano mestre. Em nossa pesquisa, uma parcela
significativa do tempo de desenvolvimento foi dedicada a execução dessa tarefa.
Uma outra alternativa seria a utilização de técnicas para extrair regras
nebulosas a partir de dados de treinamento, empregando, por exemplo, algoritmos
genéticos ou redes neurais para automatizar o processo de aquisição de
conhecimento (ALMEIDA & EVSUKOFF, 2003). Um aspecto negativo dessa opção, e
que nos fez descartá-la, deve-se ao risco de perda de interpretabilidade das regras por
parte do gestor, uma vez que durante esse procedimento devemos balancear o
aspecto da acuidade e da interpretabilidade da base de conhecimento, que são duas
características contraditórias.
Consideramos que a economia de esforço despendido na atividade de
refinamento das regras, não justificava o risco de perder algumas das vantagens
decorrentes do uso da abordagem baseada em sistemas nebulosos que seriam sua
transparência e capacidade de reproduzir o processo de decisão do gestor.
139
7. Desdobramentos
Tendo em vista os resultados obtidos em nosso estudo, identificamos como
possíveis desdobramentos para trabalhos futuros os seguintes tópicos:
•
Construção de uma base de regras que implemente a estratégia de
nivelamento da produção, possivelmente acrescentando mais uma variável na
formulação embutida no segundo simulador, para representar a variação na
capacidade de produção diária em minutos em relação ao período anterior.
Essa variável funcionaria como um fator de estabilização dos níveis de
produção ao longo do horizonte de planejamento;
•
Inserção de questões de cunho qualitativo específicas de cada contexto para
refinar a modelagem do processo decisório;
•
Emprego de algoritmos genéticos ou redes neurais para automatizar a geração
da base de regras, mas dando prioridade ao aspecto da facilidade de
interpretação das mesmas, ainda que em detrimento da acuidade, conforme já
discutimos na conclusão;
•
Implantação das formulações propostas na pesquisa no escopo de um sistema
de gestão integrado convencional, considerando as seguintes alternativas:
a. Elaboração dos algoritmos relativos às formulações propostas
no estudo, inteiramente no escopo de uma linguagem de
programação adequada para o desenvolvimento de sistemas de
informações tal como DELPHI, Visual Basic ou Java;
b. Compartilhamento de uma base de dados comum ao sistema
integrado e ao módulo relativo à formulação nebulosa, com a
inclusão de chamadas para execução desse módulo a partir do
sistema integrado, mas com o seu funcionamento feito num
ambiente de modelagem matemática. O MatLab, por exemplo,
pode ter os programas desenvolvidos em seu ambiente,
140
executados de forma independente por outras linguagens, e este
tipo de recurso possivelmente pode ser encontrado em outras
ferramentas equivalentes, mas de código aberto e livres ou
pelo menos de custo mais baixo.
141
Referências Bibliográficas
AAMODT, A., PLAZA, E., “Case-Based
methodological Variations, and System.”
Communications, vol 7 : 1, p. 39-59, 1994.
Reasoning:
AICom -
Foundational Issues,
Artificial Intelligence
AGUIAR, H. e OLIVEIRA JR., Lógica Difusa – Aspectos Práticos e Aplicações. Rio de
Janeiro: Editora Interciência, 1999. p. 190.
ALMEIDA, P.E.M. e EVSUKOFF, A.G., “Sistemas Fuzzy”: in REZENDE, S.O.
(organizadora), Sistemas Inteligentes–Fundamentos e Aplicações. SP: Manole, 2003,
525 p.
ARRUDA, D.M. Planejamento Mestre da Produção. Apostila do Curso TGPQ – UFRJ
/Instituto Nacional de Tecnologia, set. 1996, 28 p.
ARRUDA, D.M., FRANÇA, C., BASTOS, C. Desenvolvimento de um Sistema de
Controle Nebuloso para Simular O Problema Clássico de Estacionamento do
Caminhão. Nota Técnica – Instituto Nacional de Tecnologia, set. 2002, 81 p.
ARRUDA, D. M; JARDIM, E.G.M.J.& MARTINS, R.C. “Planejamento mestre da
produção: entendendo o problema e propondo solução através de uma abordagem
combinada.” In: II Simpósio de Excelência em Gestão e Tecnologia - SeGeT, Anais
eletrônicos, Resende, RJ: AEDB, p. 817-829, 2005, CD-ROM.
ARRUDA, D.M. & MARTINS,R.C. Uma breve introdução a teoria dos conjuntos
nebulosos. Nota Técnica – Instituto Nacional de Tecnologia, março 2006, 26 p.
ARRUDA, D.M; COSENZA,C.A.N.; MARTINS,R.C. & PONTES, R.M., “Estado d’arte
no planejamento mestre e no planejamento agregado da produção.” In: III Simpósio de
Excelência em Gestão e Tecnologia - SeGeT, Anais eletrônicos, Resende, RJ: AEDB,
p. 1-12, 2006, CD-ROM.
ARRUDA, D. M; MARTINS, R.C. & COSENZA,C.A.N., “Modelagem do planejamento
mestre da produção através do emprego de regras nebulosas.” In: XXVI ENEGEP,
Anais eletrônicos, Fortaleza, Ceará: ABEPRO, p. 1-8, 2006b, CD-ROM.
BÁRDOSSY, A., DUCKSTEIN, L., Fuzzy Rule-Based Modeling with Applications to
Geophysical, Biological and Engineering Systems. USA: CRC Press, 1995. p. 232.
BELLMAN, R. E. e ZADEH, L. A., “Decision-Making in a Fuzzy Environment”,
Management Science, Vol. 17, N. 4, dezembro, p.141-164,1970.
BERTRAND, J.W.M., ZUIJDERWIJK, M., HEGGE, H.M.H., “Using hierarchical pseudo
bills of material for customer order acceptance and optimal material replenishment in
assemble to order manufacturing of non-modular products.”, Int. J. Production
Economics , vol 66, p. 171-184, Elsevier Science, 2000.
BOWMAN, E.H., “Consistency and optimality in managerial decision-making”,
Management Science, vol 9, p. 310-321, 1963.
142
BUXEY, G., “Strategy not tactics drives aggregate planning.”, Int. J. Production
Economics, vol. 85, n. 3, p. 331-346, set. 2003.
CARVALHO, L. A. V., Datamining: a mineração de dados no marketing, medicina,
economia, engenharia e administração. São Paulo: Érica, 2001, 236 p.
CHOPRA, V., “Two-Level Master Scheduling: A Breakthrough for Planning and
Control.”, Readings in Production & Inventory Control and Planning, American
Production and Inventory Control Society, USA , Virginia, p. 140-143, 1984.
CLARK., A. R., “Optimization approximations for capacity constrained material
requirements planning.”, Int. J. Production Economics vol 84, p. 115-131, Elsevier
Science, 2003.
CORDON, O. e HERRERA-VIEDMA, E., “Computing applications to intelligent
information retrieval on the Internet.”, Int. J. of Approximate Reasoning, vol. 34, p. 8995, 2003.
CORRÊA, H. L., GIANESI, I.G.N., CAON, M., Planejamento, Programação e Controle
da Produção: MRP II/ERP - Conceitos, Uso e Implantação. 4ª edição. São Paulo: Ed.
Atlas, 2001, 450 p.
COX, E., The Fuzzy Systems Handbook, a Practitioner’s Guide to Building, Using, and
Maintaining Fuzzy Systems. USA: Academic Press, 1994. 626 p.
DAS, B.P., RICKARD, J.G., SHAH, N., MACCHIETTO, S., “An investigation on
integration of aggregate production planning, master production scheduling of batch
process operations through a common data model.”
Computer and Chemical
Engineering, vol 24, p. 1625-1631, 2000.
DUBOIS, D., PRADE, H., “What are fuzzy rules and how to use them.”, Fuzzy sets and
systems, vol. 84 p. 169-185, 1996.
___________________________, “Fuzzy sets in approximate reasoning, Part 1:
Inference with possibility distributions”, Fuzzy sets and systems, vol. 100, supplement 1
p. 73-132, 1999.
DUBOIS, D., PRADE, H., SESSA, S., “Recent Literature”, Fuzzy sets and systems,
vol.138, p.213-219, 2003.
___________________________, “Recent Literature”, Fuzzy sets and systems,
vol.144, p. 475-484, 2004.
DUBOIS, F. L. E OLIFF, M. D., “Agregate Production Planning in Practice.”, Production
and Inventory Management Journal, p. 26-30, 1991,
DUCHESI, P. E O'KEEFE, R. M., “A Knowledge-based Approach to Production
Planning.”, Journal of Operational Research Society, vol. 41, n. 5, p.377-390, UK,
1990.
EILON, S., “Five Approaches to Aggregate Production Planning.”, AIIE Transactions,
vol. 7, n. 2, p. 118-131, 1974.
FELIZARI, L. C., LÜDERS, R., “Otimização fuzzy aplicada a um sistema de mistura de
óleo combustível.” In: III SEMINARIO DE TRABALHOS INDIVIDUAIS DO CEFET-PR SESSÃO TÉCNICA, 2003. Disponível em:
143
<http://anpserver.cpgei.cefetpr.br/prh10/publicacoes/SBPO_2003_Felizari.pdf >.
Acesso em: 15 abr 2004.
FULLMANN, C., RITZMANN, L. P., KRAJEWSKI, L. J., MACHADO, M. A. E MOURA,
R. A, N., MRP/MRP II, MRP III (MRP+JIT+KANBAN), OPT e GDR, São Paulo: IMAM,
1989, 283 p.
FOURER, R., GAY, D.M e Kernighan,B.W., “A Modeling Language for Mathematical
Programming.”, Management Science , 36, p. 519-554, 1990.
GIESBERTS,P. M. J., “Master production scheduling: a function based approach.”,
International Journal of Production Economics, vol. 24, p. 65-76, 1991.
GREENE, J.H. (ed.), Production and Inventory Control Handbook, 2ª edição, USA:
MacGraw-Hill,Inc., 1987
GUIFFRIDA, A.L., NAGI, R., “Fuzzy set theory applications in production management
research: A literature survey.”, Journal of Intelligent Manufacturing, vol. 9, n. 1, p. 3956, 1998.
HANSELMAN, D. LITTLEFIELD, B., MatLab 6- Curso Completo, Trad. Cláudia
Sant’Ana Martins; revisão: Alberto Saa, Francisco A. M. Gomes e M. Aparecida Diniz
Ehrhardt. São Paulo: Pearson – Prentice Hall, 2003, 676 p. Tradução de: Mastering
MatLab 6 – A Comprehensive Tutorial and Reference,
HARRISON, F. L., “Production Planning in Practice”,. OMEGA, The Int. J. of Mgmt Sci.,
vol 4, n.4 , Pergamon Press, Great Britain, 1976.
HINES, J. W., Fuzzy and Neural Approaches in Engineering- MatLab Supplement.
USA: John Wiley and Sons, Inc., 1997, 218 p.
HOLT, C.C.; MODIGLIANI, F. .e SIMON, H.A., “A linear decision rule for production
and employment scheduling”, Management Science, vol 2,n°1, p.1-30, 1955.
HONG, S. E MALEYEFF, J., Production Planning and Master Scheduling With
Spreadsheets. Production and Inventory Management Journal, vol.28 n. 1, p. 46-54,
American Production and Inventory Control Society, Inc. USA, 1987.
HUIN, S. F., LUONG, L. H. S.e ABHARY, K., “Knowledge-based tool for planning of
enterprise resources in ASEAN SMEs.”, Robotics and Computer Integrated
Manufacturing, vol. 19, p. 409-414, 2003.
JACOBS, F.R. e BENDOLY, E., “Enterprise resource planning: Developments and
directions for operations management research context”, European. J. of Operational
Research, vol 146, p. 233-240, 2003.
JANG, J. R., SUN, C. e MIZUTANI, E., Neuro-Fuzzy and Soft Computing: A
Computacional Approach to Learning and Machine Intelligence. USA: Prentice-Hall.
Inc., 1997
KEUNG, K. W., IP, W. H., YUEN, D., “An intelligent hierarchical workstation control
model for FMS.”, J. of Materials Processing Technology, vol. 6734, p. 1-6, 2003.
KLIR, G.J., FOLGER, T.A., Fuzzy Sets, Uncertainty, and Information. USA: Prentice
Hall, 1988, 341 p.
144
KLIR, G. J. e B., YUAN, Fuzzy Sets and Fuzzy Logic – Theory and Applications, USA:
Prentice Hall, 1995, 574 p.
MAMDANI, E.H. e ASSILIAN, S., An experiment in linguistic synthesis with a fuzzy
logic controller. International Journal of Man-Machine Studies, vol. 51, issue 2, p. 135147, 1999.
LAMOURI, S. THOMAS, A., “The two level master production schedule and planning
bills in a just in time MRP context”, Int. J. Production Economics, vol 64, p. 409-415,
2000.
LEHTIMÄKI, A.K., VACHON, S. “An Approach for solving decision problems of master
scheduling by utilizing theory of fuzzy sets.”
International Journal of Production
Research, vol 25, n. 12, p. 1781-1793, 1987.
LI, Z., TANG, H., TU, H., “An expert simulation system for the master production
schedule.” Computers in Industry, vol. 19, p. 127-133, 1992.
MATHWORKS, MatLab. The language of Technical Computing – Programming:
Version 7, USA – MA:The MathWorks, Inc., 2006a, 835 p.
____________, Fuzzy Logic Toolbox – For use with MatLab - User’s Guide – Version
2, USA – MA:The MathWorks, Inc, 2006b, 289 p.
____________, Database Toolbox – For use with MatLab - User’s Guide – Version 3,
USA – MA: The MathWorks, Inc, 2006c, 309 p.
____________, MatLab. The language of Technical Computing – Creating Graphical
User Interfaces: Version 7, USA – MA:The MathWorks, Inc, 2006d, 442 p.
MATOS, M. A., Modelos de programação linear imprecisa. 1996, disponível em:<
http://www.fe.up.pt/~mam/proglinimp.pdf>. Acesso em 2 jul. 2004.
MATSUMOTO, E. Y., MatLab6 – Fundamentos de Programação, 2ª edição, São
Paulo: Editora Érica Ltda, 314 p., 2001.
MCLEAVEY, D. W. E NARASIMHAN, S. L., Production Planning and Inventory Control,
Massachusetts, USA: Allyn and Bacon, Inc., 1985.
METAXIOTIS, K. S., ASKOUNIS, D., PSARRAS, J., “Expert systems in production
planning and scheduling: A state-of-the-art survey.” J. of Intelligent Manufacturing, vol.
13, p. 253-260, 2002.
MILLER, W.A., LEUNG, L.C., AZHAR, T.M., SARGENT, S. “Fuzzy production planning
model for fresh tomato packing”, International Journal of Production Economics, 53,
p. 227-238, 1997.
MORAES, S.M.R., Um Estudo da Implementação de Sistemas Integrados de Gestão
(ERP) e sua evolução para o e-Business, tese de Mestrado, UFRJ/IME-NCE, 2000.
NAM, S. E LOGENDRAN, R., “Aggregate production planning - A survey of models
and methodologies.” European Journal of Operational Research, vol 61, p. 255-272,
1992.
145
OSTERGAARD, J..J. , “Fuzzy Logic Control of a heat exchanger process”, In: GUPTA,
M.M., SARIDIS, G. AND CAINES, B. (eds.) Fuzzy Automata e Decision Processes,
New York: North-Holland Publishing, p. 285-321, 1977.
ÖZDAMAR, L., BOZYEL, M.A., BIRBIL, S.I., “A hierarchical decision support system
for production planning (with case study)”. European Journal of Operational Research,
vol. 104, p. 403-422, 1998.
PIPER, C.J., VACHON, S., “Accounting for productivity losses in aggregate planning.”,
International Journal of Production Research, vol 39, n. 17, p. 4001-4012, 2001.
RINKS, D.B., “The performance of fuzzy algorithm models for aggregate planning
under differing cost structures”, In: GUPTA,M.M.,SANCHEZ,E., (eds), Fuzzy
lnformation and Decision Process, Amsterdam: North-Holland Publishing, 1982a, p.
267-278.
___________, “A heuristic approach to aggregate production scheduling using
linguistic variables”, In: YAGER, R.R., (ed), Fuzzy Set and Possibility Theory, New
York: North-Holland Publishing, 1982b, p. 562-581.
ROMMELFANGER, H., “Fuzzy linear programming and applications.”, European
Journal of Operational Research, vol. 92, p. 512-527, 1996.
ROSS, T. J., Fuzzy logic with engineering applications, USA: McGraw-Hill, 1995, p.
600.
SARI, F. J., “The Planning Bill of Material - All It´s Cracked Up to Be.”
Apêndice
11A :In MCLEAVEY, D. W. E NARASIMHAN, S. L., Production Planning and Inventory
Control, Massachusetts, USA: Allyn and Bacon, Inc., 1985, P. 453-462.
SHAW, I. S., SIMÕES, M. G., Controle e modelagem fuzzy. São Paulo: Ed. Edgar
Blüker ltda. 1999, 165 p.
SLACK, N., CHAMBERS, S. e JOHNSTON, R., Administração da Produção, 2ª edição,
Trad. Maria Teresa Corrêa de Oliveira e Fábio Alher. São Paulo: Ed. Atlas S.A., 2002,
747 p. Tradução de: Operations Management.
TURKSEN, I.B., “Approximate reasoning for production planning.”, Fuzzy sets and
Systems, vol. 26, p. 23-37, 1988.
____________, Four Methods of approximate reasoning with interval-valued fuzzy
sets. International Journal of Approximate Reasoning, vol. 3, p. 121-142, 1989.
____________, Fuzzy expert systems fo IE/OR/MS. Fuzzy sets and Systems, vol. 51,
p. 1-27, 1992.
VARELA, M. L. R., RIBEIRO, R. A., “Utilização de simulated annealing em
Optimização difuza.”, Revista de Investigação Operacional,vol. 21,n. 2, 2001, p. 205231.
VERMA, M.K., Capacity planning under fuzzy environment, Dissertação de Mestrado ,
University of Manitoba, Department of Mechanical and Industrial Engineering,
Manitoba, 157 p., 2001.
VICENS, E., ALEMANY, M.E., ANDRÉS,C., GUARCH, J.J.,
“A design and
applicantion methodology for hierarchical production planning decision support
146
systems in an enterprise integration context”, Int. J. Production Economics, vol 74, p.
5-20, 2001.
WALLACE, T. F., APICS Dictionary . 5ª edição, Fall Church, Va, USA, 1984.
WANG, D., FANG, S., “A genetics-based approach for aggregated production planning
in a fuzzy environment.”, IEEE Transactions on Systems, Man and Cybernetics-part A:
Systems and Humans, vol. 27, n.5 , p. 636-645, 1997.
WANG, R., LIANG, T., “Application of fuzzy multi-objective linear programming to
aggregate production planning.”, Computers & Industrial engineering , vol. 46, p. 17-41,
2004.
WANG, W., HSU, H.,” Possibilistic programming in production planning of assemble-toorder environments.”, Fuzzy sets and Systems, vol. 119, p. 59-70, 2001.
WARD,T.L., RALSTON, P.A.S., “Fuzzy control of production planning in distributed
manufacturing systems.” In: STEPHANOU H.E. & LEVIS, A.H.(eds.), Distributed
Intelligence Systems, Oxford, p. 89-93, 1992.
WARD,T.L., RALSTON, P.A.S., DAVIS, J.A., “Fuzzy logic control of aggregate
production planning.”, Computers and Industrial Engineering, vol. 23, n.1-4 , p. 137140, 1992.
WARE, N. E FOGARTY, D.W., “Master Schedule / Master Production Schedule: The
Same or Different?”, Production and Inventory Management Journal, 1990.
WONG, B. K., CHONG, J. K. S., PARK, J., “Utilization and benefits of expert systems
in manufacturing: A study of large American industrial corporations.”, Int. J. Operations
& Production Management, vol. 14, n.1 , p. 38-49, 1994.
ZADEH,L.A., “Fuzzy sets”, Information and Control , Vol. 8, p. 338-353, 1965.
__________, “Fuzzy Logic” , IEEE Computer Mag., p. 83-93, abr. 1988.
___________, “Fuzzy Logic”, Communications of the ACM ,Vol. 37 , Nº 3, p. 77-84,
mar. 1994.
___________, Scanning the technology. Proceedings of the IEEE ,Vol. 89, p. 12421242, Sept. 2001.
ZIMMERMANN, H.-J., “Description and optimization of fuzzy systems.” Inter. J.
General System, 2, p. 209-215, 1976.
ZIMMERMANN, H. J., Fuzzy set theory and its applications, Boston: Kluwer-Nijhoff
Publishing, 1985, p. 363.
147
Anexo I
Conversão dos valores reais de entrada e saída das variáveis, em valores no
intervalo [-1,1], para uso no primeiro experimento.
Exemplo:
X: valor original de entrada
Y: valor de x convertido para o intervalo
[Lim Inferior, Lim Superior]
Para obter y a partir de x:
Y= [ ( (x – min) / (max – min) ) * (Lim Superior – Lim Inferior) ] + Lim Inferior
Para obter x a partir de y:
X = [ ( (y - Lim Inferior) / (Lim Superior – Lim Inferior) ) * (max – min) ] + min
148
Anexo II
Listagem da Base de Regras relativa ao Experimento 1
(arquivo pm38.fis)
1. If (prevvendas is mbx) and (estoque is mtbx) then (producao is bx)
2. If (prevvendas is mbx) and (estoque is bx) then (producao is bx)
3. If (prevvendas is mbx) and (estoque is abxid) then (producao is mbx)
4. If (prevvendas is mbx) and (estoque is id) then (producao is mbx)
5. If (prevvendas is mbx) and (estoque is acmid) then (producao is mbx)
6. If (prevvendas is mbx) and (estoque is pca) then (producao is mbx)
7. If (prevvendas is mbx) and (estoque is qsa) then (producao is mbx)
8. If (prevvendas is mbx) and (estoque is alto) then (producao is mbx)
9. If (prevvendas is mbx) and (estoque is ma) then (producao is mbx)
10. If (prevvendas is bx) and (estoque is mtbx) then (producao is pcbx)
11. If (prevvendas is bx) and (estoque is bx) then (producao is qsbx)
12. If (prevvendas is bx) and (estoque is abxid) then (producao is qsbx)
13. If (prevvendas is bx) and (estoque is id) then (producao is qsbx)
14. If (prevvendas is bx) and (estoque is acmid) then (producao is bx)
15. If (prevvendas is bx) and (estoque is pca) then (producao is bx)
16. If (prevvendas is bx) and (estoque is qsa) then (producao is mbx)
17. If (prevvendas is bx) and (estoque is alto) then (producao is mbx)
18. If (prevvendas is bx) and (estoque is ma) then (producao is mbx)
19. If (prevvendas is qsbx) and (estoque is mtbx) then (producao is pcabxmd)
20. If (prevvendas is qsbx) and (estoque is bx) then (producao is pcabxmd)
21. If (prevvendas is qsbx) and (estoque is abxid) then (producao is pcbx)
22. If (prevvendas is qsbx) and (estoque is id) then (producao is pcbx)
23. If (prevvendas is qsbx) and (estoque is acmid) then (producao is pcbx)
24. If (prevvendas is qsbx) and (estoque is pca) then (producao is qsbx)
25. If (prevvendas is qsbx) and (estoque is qsa) then (producao is bx)
26. If (prevvendas is qsbx) and (estoque is alto) then (producao is bx)
27. If (prevvendas is qsbx) and (estoque is ma) then (producao is mbx)
28. If (prevvendas is pcbx) and (estoque is mtbx) then (producao is pcacmd)
29. If (prevvendas is pcbx) and (estoque is bx) then (producao is md)
30. If (prevvendas is pcbx) and (estoque is abxid) then (producao is md)
31. If (prevvendas is pcbx) and (estoque is id) then (producao is pcabxmd)
32. If (prevvendas is pcbx) and (estoque is acmid) then (producao is pcabxmd)
33. If (prevvendas is pcbx) and (estoque is pca) then (producao is pcabxmd)
34. If (prevvendas is pcbx) and (estoque is qsa) then (producao is pcbx)
35. If (prevvendas is pcbx) and (estoque is alto) then (producao is qsbx)
36. If (prevvendas is pcbx) and (estoque is ma) then (producao is bx)
37. If (prevvendas is md) and (estoque is mtbx) then (producao is pcacmd)
38. If (prevvendas is md) and (estoque is bx) then (producao is pcacmd)
39. If (prevvendas is md) and (estoque is abxid) then (producao is md)
40. If (prevvendas is md) and (estoque is id) then (producao is md)
41. If (prevvendas is md) and (estoque is acmid) then (producao is md)
42. If (prevvendas is md) and (estoque is pca) then (producao is pcabxmd)
43. If (prevvendas is md) and (estoque is qsa) then (producao is pcabxmd)
44. If (prevvendas is md) and (estoque is alto) then (producao is qsbx)
45. If (prevvendas is md) and (estoque is ma) then (producao is bx)
46. If (prevvendas is pca) and (estoque is mtbx) then (producao is pca)
47. If (prevvendas is pca) and (estoque is bx) then (producao is pcacmd)
48. If (prevvendas is pca) and (estoque is abxid) then (producao is pcacmd)
49. If (prevvendas is pca) and (estoque is id) then (producao is pcacmd)
149
50. If (prevvendas is pca) and (estoque is acmid) then (producao is md)
51. If (prevvendas is pca) and (estoque is pca) then (producao is md)
52. If (prevvendas is pca) and (estoque is qsa) then (producao is pcabxmd)
53. If (prevvendas is pca) and (estoque is alto) then (producao is pcbx)
54. If (prevvendas is pca) and (estoque is ma) then (producao is qsbx)
55. If (prevvendas is qsa) and (estoque is mtbx) then (producao is alto)
56. If (prevvendas is qsa) and (estoque is bx) then (producao is qsa)
57. If (prevvendas is qsa) and (estoque is abxid) then (producao is pca)
58. If (prevvendas is qsa) and (estoque is id) then (producao is pca)
59. If (prevvendas is qsa) and (estoque is acmid) then (producao is pca)
60. If (prevvendas is qsa) and (estoque is pca) then (producao is pcacmd)
61. If (prevvendas is qsa) and (estoque is qsa) then (producao is pcacmd)
62. If (prevvendas is qsa) and (estoque is alto) then (producao is md)
63. If (prevvendas is qsa) and (estoque is ma) then (producao is pcabxmd)
64. If (prevvendas is alto) and (estoque is mtbx) then (producao is ma)
65. If (prevvendas is alto) and (estoque is bx) then (producao is alto)
66. If (prevvendas is alto) and (estoque is abxid) then (producao is alto)
67. If (prevvendas is alto) and (estoque is id) then (producao is alto)
68. If (prevvendas is alto) and (estoque is acmid) then (producao is qsa)
69. If (prevvendas is alto) and (estoque is pca) then (producao is qsa)
70. If (prevvendas is alto) and (estoque is qsa) then (producao is pca)
71. If (prevvendas is alto) and (estoque is alto) then (producao is pcacmd)
72. If (prevvendas is alto) and (estoque is ma) then (producao is md)
73. If (prevvendas is ma) and (estoque is mtbx) then (producao is ma)
74. If (prevvendas is ma) and (estoque is bx) then (producao is ma)
75. If (prevvendas is ma) and (estoque is abxid) then (producao is ma)
76. If (prevvendas is ma) and (estoque is id) then (producao is ma)
77. If (prevvendas is ma) and (estoque is acmid) then (producao is alto)
78. If (prevvendas is ma) and (estoque is pca) then (producao is alto)
79. If (prevvendas is ma) and (estoque is qsa) then (producao is alto)
80. If (prevvendas is ma) and (estoque is alto) then (producao is qsa)
81. If (prevvendas is ma) and (estoque is ma) then (producao is pcacmd)
150
Anexo III
Listagem do arquivo “pm38.fis” com a configuração do mecanismo de
inferência, das partições nebulosas e da base de regras
1. Name
pm38
2. Type
mamdani
3. Inputs/Outputs [2 1]
4. NumInputMFs [9 9]
5. NumOutputMFs 11
6. NumRules
81
7. AndMethod
min
8. OrMethod
max
9. ImpMethod
min
10. AggMethod
sum
11. DefuzzMethod centroid
12. InLabels
prevvendas
13.
estoque
14. OutLabels
producao
15. InRange
[-1 1]
16.
[-1 1]
17. OutRange
[-1 1]
18. InMFLabels
mbx
19.
md
20.
alto
21.
bx
22.
qsbx
23.
pcbx
24.
pca
25.
qsa
26.
ma
27.
bx
28.
acmid
29.
alto
30.
mtbx
31.
abxid
32.
id
33.
pca
34.
qsa
35.
ma
36. OutMFLabels bx
37.
pcacmd
38.
alto
39.
mbx
40.
qsbx
41.
pcbx
42.
pcabxmd
43.
md
44.
pca
45.
qsa
46.
ma
47. InMFTypes
trimf
48.
trimf
49.
trimf
50.
trimf
51.
trimf
52.
trimf
53.
trimf
54.
trimf
151
55.
trapmf
56.
trimf
57.
trimf
58.
trimf
59.
trimf
60.
trimf
61.
trimf
62.
trimf
63.
trimf
64.
trapmf
65. OutMFTypes
trimf
66.
trimf
67.
trimf
68.
trimf
69.
trimf
70.
trimf
71.
trimf
72.
trimf
73.
trimf
74.
trimf
75.
trapmf
76. InMFParams
[-1 -1 -0.625 0]
77.
[-0.125 0 0.125 0]
78.
[0.375 0.625 0.875 0]
79.
[-1 -0.625 -0.375 0]
80.
[-0.625 -0.375 -0.125 0]
81.
[-0.375 -0.125 0 0]
82.
[0 0.125 0.375 0]
83.
[0.125 0.375 0.625 0]
84.
[0.625 0.875 1 1]
85.
[-1 -0.8 -0.7 0]
86.
[-0.6 -0.5 -0.4 0]
87.
[-0.2 0.1 0.4 0]
88.
[-1 -1 -0.8 0]
89.
[-0.8 -0.7 -0.6 0]
90.
[-0.7 -0.6 -0.5 0]
91.
[-0.5 -0.4 -0.2 0]
92.
[-0.4 -0.2 0.1 0]
93.
[0.1 0.4 1 1]
94. OutMFParams
[-1 -0.7778 -0.5556 0]
95.
[-0.1111 0.03711 0.1851 0]
96.
[0.3333 0.5556 0.7778 0]
97.
[-1 -1 -0.7778 0]
98.
[-0.7778 -0.5556 -0.4073 0]
99.
[-0.5556 -0.4073 -0.2593 0]
100.
[-0.4073 -0.2593 -0.1111 0]
101.
[-0.2593 -0.1111 0.03711 0]
102.
[0.03711 0.1851 0.3333 0]
103.
[0.1851 0.3333 0.5556 0]
104.
[0.5556 0.7778 1 1]
105. Rule Antecedent [1 4]
106.
[1 1]
107.
[1 5]
108.
[1 6]
109.
[1 2]
110.
[1 7]
111.
[1 8]
112.
[1 3]
113.
[1 9]
114.
[4 4]
152
115.
116.
117.
118.
119.
120.
121.
122.
123.
124.
125.
126.
127.
128.
129.
130.
131.
132.
133.
134.
135.
136.
137.
138.
139.
140.
141.
142.
143.
144.
145.
146.
147.
148.
149.
150.
151.
152.
153.
154.
155.
156.
157.
158.
159.
160.
161.
162.
163.
164.
165.
166.
167.
168.
169.
170.
171.
172.
173.
174.
[4 1]
[4 5]
[4 6]
[4 2]
[4 7]
[4 8]
[4 3]
[4 9]
[5 4]
[5 1]
[5 5]
[5 6]
[5 2]
[5 7]
[5 8]
[5 3]
[5 9]
[6 4]
[6 1]
[6 5]
[6 6]
[6 2]
[6 7]
[6 8]
[6 3]
[6 9]
[2 4]
[2 1]
[2 5]
[2 6]
[2 2]
[2 7]
[2 8]
[2 3]
[2 9]
[7 4]
[7 1]
[7 5]
[7 6]
[7 2]
[7 7]
[7 8]
[7 3]
[7 9]
[8 4]
[8 1]
[8 5]
[8 6]
[8 2]
[8 7]
[8 8]
[8 3]
[8 9]
[3 4]
[3 1]
[3 5]
[3 6]
[3 2]
[3 7]
[3 8]
153
175.
[3 3]
176.
[3 9]
177.
[9 4]
178.
[9 1]
179.
[9 5]
180.
[9 6]
181.
[9 2]
182.
[9 7]
183.
[9 8]
184.
[9 3]
185.
[9 9]
105. Rule Consequent 1
106.
1
107.
4
108.
4
109.
4
110.
4
111.
4
112.
4
113.
4
114.
6
115.
5
116.
5
117.
5
118.
1
119.
1
120.
4
121.
4
122.
4
123.
7
124.
7
125.
6
126.
6
127.
6
128.
5
129.
1
130.
1
131.
4
132.
2
133.
8
134.
8
135.
7
136.
7
137.
7
138.
6
139.
5
140.
1
141.
2
142.
2
143.
8
144.
8
145.
8
146.
7
147.
7
148.
5
149.
1
150.
9
151.
2
152.
2
153.
2
154
154.
8
155.
8
156.
7
157.
6
158.
5
159.
3
160.
10
161.
9
162.
9
163.
9
164.
2
165.
2
166.
8
167.
7
168.
11
169.
3
170.
3
171.
3
172.
10
173.
10
174.
9
175.
2
176.
8
177.
11
178.
11
179.
11
180.
11
181.
3
182.
3
183.
3
184.
10
185.
2
105. Rule Weigth 1
106.
1
107.
1
...
183.
1
184.
1
185.
1
105. Rule Connection 1
106.
1
...
184.
1
155
Anexo IV
Dados de entrada do primeiro experimento e
Tabela AIV.1 – Séries de dados alternativos com vendas projetadas por período
telas com planos de produção sugeridos
156
Figura AIV.1 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados.txt
Figura AIV.2 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados1.txt
157
Figura AIV.3 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados2.txt
Figura AIV.4 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados3.txt
158
Figura AIV.5 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados4.txt
Figura AIV.6 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados5.txt
159
Figura AIV.7 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo dados6.txt
Figura AIV.8 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo serie.txt
160
Figura AIV.9 – Tela com plano de produção e estoques sugeridos pelo simulador para as
vendas importadas do arquivo serie1.txt
Figura AIV.10 – Tela com plano de produção e estoques sugeridos pelo simulador para
as vendas importadas do arquivo serie2.txt
161
Figura AIV.11 – Tela com plano de produção e estoques sugeridos pelo simulador para
as vendas importadas do arquivo serie3.txt
Figura AIV.12 – Tela com plano de produção e estoques sugeridos pelo simulador para
as vendas importadas do arquivo serie4.txt
162
Figura AIV.13 – Tela com plano de produção e estoques sugeridos pelo simulador para
as vendas importadas do arquivo serie5.txt
Figura AIV.14 – Tela com plano de produção e estoques sugeridos pelo simulador para
as vendas importadas do arquivo serie6.txt
163
Anexo V
Listagem da Base de Regras usada no segundo experimento
(planmestre41.fis)
1. If (DemandaMax is mbx) and (VarEstqPercent is MtGrNg) then (Producao is bx)
2. If (DemandaMax is mbx) and (VarEstqPercent is MdNg) then (Producao is bx)
3. If (DemandaMax is mbx) and (VarEstqPercent is PqNg) then (Producao is mbx)
4. If (DemandaMax is mbx) and (VarEstqPercent is nula) then (Producao is mbx)
5. If (DemandaMax is mbx) and (VarEstqPercent is PqPos) then (Producao is mbx)
6. If (DemandaMax is mbx) and (VarEstqPercent is MdPos) then (Producao is mbx)
7. If (DemandaMax is mbx) and (VarEstqPercent is QsGrPos) then (Producao is mbx)
8. If (DemandaMax is mbx) and (VarEstqPercent is GrPos) then (Producao is mbx)
9. If (DemandaMax is mbx) and (VarEstqPercent is MtGrPos) then (Producao is mbx)
10. If (DemandaMax is bx) and (VarEstqPercent is MtGrNg) then (Producao is pcbx)
11. If (DemandaMax is bx) and (VarEstqPercent is MdNg) then (Producao is qsbx)
12. If (DemandaMax is bx) and (VarEstqPercent is PqNg) then (Producao is qsbx)
13. If (DemandaMax is bx) and (VarEstqPercent is nula) then (Producao is qsbx)
14. If (DemandaMax is bx) and (VarEstqPercent is PqPos) then (Producao is bx)
15. If (DemandaMax is bx) and (VarEstqPercent is MdPos) then (Producao is bx)
16. If (DemandaMax is bx) and (VarEstqPercent is QsGrPos) then (Producao is mbx)
17. If (DemandaMax is bx) and (VarEstqPercent is GrPos) then (Producao is mbx)
18. If (DemandaMax is bx) and (VarEstqPercent is MtGrPos) then (Producao is mbx)
19. If (DemandaMax is qsbx) and (VarEstqPercent is MtGrNg) then (Producao is pcabxmd)
20. If (DemandaMax is qsbx) and (VarEstqPercent is MdNg) then (Producao is pcabxmd)
21. If (DemandaMax is qsbx) and (VarEstqPercent is PqNg) then (Producao is pcbx)
22. If (DemandaMax is qsbx) and (VarEstqPercent is nula) then (Producao is pcbx)
23. If (DemandaMax is qsbx) and (VarEstqPercent is PqPos) then (Producao is pcbx)
24. If (DemandaMax is qsbx) and (VarEstqPercent is MdPos) then (Producao is qsbx)
25. If (DemandaMax is qsbx) and (VarEstqPercent is QsGrPos) then (Producao is bx)
26. If (DemandaMax is qsbx) and (VarEstqPercent is GrPos) then (Producao is bx)
27. If (DemandaMax is qsbx) and (VarEstqPercent is MtGrPos) then (Producao is mbx)
28. If (DemandaMax is pcbx) and (VarEstqPercent is MtGrNg) then (Producao is pcacmd)
29. If (DemandaMax is pcbx) and (VarEstqPercent is MdNg) then (Producao is md)
30. If (DemandaMax is pcbx) and (VarEstqPercent is PqNg) then (Producao is md)
31. If (DemandaMax is pcbx) and (VarEstqPercent is nula) then (Producao is pcabxmd)
32. If (DemandaMax is pcbx) and (VarEstqPercent is PqPos) then (Producao is pcabxmd)
33. If (DemandaMax is pcbx) and (VarEstqPercent is MdPos) then (Producao is pcbx)
34. If (DemandaMax is pcbx) and (VarEstqPercent is QsGrPos) then (Producao is pcbx)
35. If (DemandaMax is pcbx) and (VarEstqPercent is GrPos) then (Producao is qsbx)
36. If (DemandaMax is pcbx) and (VarEstqPercent is MtGrPos) then (Producao is bx)
37. If (DemandaMax is md) and (VarEstqPercent is MtGrNg) then (Producao is pcacmd)
38. If (DemandaMax is md) and (VarEstqPercent is MdNg) then (Producao is pcacmd)
39. If (DemandaMax is md) and (VarEstqPercent is PqNg) then (Producao is md)
40. If (DemandaMax is md) and (VarEstqPercent is nula) then (Producao is md)
41. If (DemandaMax is md) and (VarEstqPercent is PqPos) then (Producao is pcabxmd)
42. If (DemandaMax is md) and (VarEstqPercent is MdPos) then (Producao is pcabxmd)
43. If (DemandaMax is md) and (VarEstqPercent is QsGrPos) then (Producao is pcabxmd)
44. If (DemandaMax is md) and (VarEstqPercent is GrPos) then (Producao is qsbx)
45. If (DemandaMax is md) and (VarEstqPercent is MtGrPos) then (Producao is bx)
46. If (DemandaMax is pca) and (VarEstqPercent is MtGrNg) then (Producao is pca)
47. If (DemandaMax is pca) and (VarEstqPercent is MdNg) then (Producao is pcacmd)
48. If (DemandaMax is pca) and (VarEstqPercent is PqNg) then (Producao is pcacmd)
49. If (DemandaMax is pca) and (VarEstqPercent is nula) then (Producao is pcacmd)
50. If (DemandaMax is pca) and (VarEstqPercent is PqPos) then (Producao is md)
51. If (DemandaMax is pca) and (VarEstqPercent is MdPos) then (Producao is md)
52. If (DemandaMax is pca) and (VarEstqPercent is QsGrPos) then (Producao is pcabxmd)
53. If (DemandaMax is pca) and (VarEstqPercent is GrPos) then (Producao is pcbx)
164
54. If (DemandaMax is pca) and (VarEstqPercent is MtGrPos) then (Producao is qsbx)
55. If (DemandaMax is qsa) and (VarEstqPercent is MtGrNg) then (Producao is alto)
56. If (DemandaMax is qsa) and (VarEstqPercent is MdNg) then (Producao is qsa)
57. If (DemandaMax is qsa) and (VarEstqPercent is PqNg) then (Producao is pca)
58. If (DemandaMax is qsa) and (VarEstqPercent is nula) then (Producao is pca)
59. If (DemandaMax is qsa) and (VarEstqPercent is PqPos) then (Producao is pca)
60. If (DemandaMax is qsa) and (VarEstqPercent is MdPos) then (Producao is pcacmd)
61. If (DemandaMax is qsa) and (VarEstqPercent is QsGrPos) then (Producao is pcacmd)
62. If (DemandaMax is qsa) and (VarEstqPercent is GrPos) then (Producao is md)
63. If (DemandaMax is qsa) and (VarEstqPercent is MtGrPos) then (Producao is pcabxmd)
64. If (DemandaMax is alto) and (VarEstqPercent is MtGrNg) then (Producao is ma)
65. If (DemandaMax is alto) and (VarEstqPercent is MdNg) then (Producao is alto)
66. If (DemandaMax is alto) and (VarEstqPercent is PqNg) then (Producao is alto)
67. If (DemandaMax is alto) and (VarEstqPercent is nula) then (Producao is alto)
68. If (DemandaMax is alto) and (VarEstqPercent is PqPos) then (Producao is qsa)
69. If (DemandaMax is alto) and (VarEstqPercent is MdPos) then (Producao is qsa)
70. If (DemandaMax is alto) and (VarEstqPercent is QsGrPos) then (Producao is pca)
71. If (DemandaMax is alto) and (VarEstqPercent is GrPos) then (Producao is pcacmd)
72. If (DemandaMax is alto) and (VarEstqPercent is MtGrPos) then (Producao is md)
73. If (DemandaMax is ma) and (VarEstqPercent is MtGrNg) then (Producao is ma)
74. If (DemandaMax is ma) and (VarEstqPercent is MdNg) then (Producao is ma)
75. If (DemandaMax is ma) and (VarEstqPercent is PqNg) then (Producao is ma)
76. If (DemandaMax is ma) and (VarEstqPercent is nula) then (Producao is ma)
77. If (DemandaMax is ma) and (VarEstqPercent is PqPos) then (Producao is alto)
78. If (DemandaMax is ma) and (VarEstqPercent is MdPos) then (Producao is alto)
79. If (DemandaMax is ma) and (VarEstqPercent is QsGrPos) then (Producao is alto)
80. If (DemandaMax is ma) and (VarEstqPercent is GrPos) then (Producao is qsa)
81. If (DemandaMax is ma) and (VarEstqPercent is MtGrPos) then (Producao is pcacmd)
165
Anexo VI
Telas relativas aos planos sugeridos pelo simulador na
2ª versão do experimento, considerando cada um dos produtos analisados.
Descrição dos campos:
Per – período do horizonte de planejamento.
NDias – número de dias úteis no período.
Vend – vendas projetadas (em peças) para o período.
Ped – pedidos em carteira (em peças) no período.
Prod – produção em peças no período.
ProdDia – produção diária em lotes no período.
EstPrj – estoque projetado (em peças) ao fim do período.
EstDes – estoque desejado (em peças) ao fim do período (em função da cobertura %
padrão do produto).
Cob% - cobertura de estoque resultante no período.
DifEst% - diferença percentual entre o estoque desejado e o estoque projetado no
período.
Figura AVI.1 – Plano de produção para o modelo 121131, resultado da opção “Calcula
Produção”
166
Figura AVI.2 – Plano de produção para o modelo 121451, resultado da opção “Calcula
Produção”
Figura AVI.3 – Plano de produção para o modelo 129508, resultado da opção “Calcula
Produção”
167
Figura AVI.4 – Plano de produção para o modelo 131121, resultado da opção “Calcula
Produção”
Figura AVI.5 – Plano de produção para o modelo 131216, resultado da opção “Calcula
Produção”
168
Figura AVI.6 – Plano de produção para o modelo 137206, resultado da opção “Calcula
Produção”
Figura AVI.7 – Plano de produção para o modelo 149023, resultado da opção “Calcula
Produção”
169
Figura AVI.8 – Plano de produção para o modelo 149024, resultado da opção “Calcula
Produção”
Figura AVI.9 – Plano de produção para o modelo 154121, resultado da opção “Calcula
Produção”
170
Figura AVI.10 – Plano de produção para o modelo 320941, resultado da opção “Calcula
Produção”
Figura AVI.11 – Plano de produção para o modelo 420941, resultado da opção “Calcula
Produção”
171
Figura AVI.12 – Plano de produção para o modelo 602731, resultado da opção “Calcula
Produção”
Figura AVI.13 – Plano de produção para o modelo 612131, resultado da opção “Calcula
Produção”
172
Figura AVI.14 – Plano de produção para o modelo 805921, resultado da opção “Calcula
Produção”
173
Anexo VII
Telas relativas a análise dos planos sugeridos pelo Simulador quanto ao nível de
estoques na 2ª versão do experimento, considerando cada um dos produtos analisados.
Descrição dos campos:
Per – período do horizonte de planejamento.
NDias – número de dias úteis no período.
Vendas – vendas projetadas (em peças) para o período.
Ped – pedidos em carteira (em peças) no período.
Prod – produção em peças no período.
ProdDia – produção diária em lotes no período.
EstPrj – estoque projetado (em peças) ao fim do período.
EstDes – estoque desejado (em peças) ao fim do período (em função da cobertura %
padrão do produto).
Cob% - de estoque resultante no período.
DifEst% - diferença percentual entre o estoque desejado e o estoque projetado no período.
VarProdD% - variação percentual da produção diária em relação a produção diária média
do plano.
Esc - escore relativo a avaliação do nível de estoques obtido no período.
Figura AVII.1 – Escore relativo a política de estoques para o plano do modelo 121131
174
Figura AVII.2 – Escore relativo a política de estoques para o plano do modelo 121451
Figura AVII.3 – Escore relativo a política de estoques para o plano do modelo 129508
175
Figura AVII.4 – Escore relativo a política de estoques para o plano do modelo 131121
Figura AVII.5 – Escore relativo a política de estoques para o plano do modelo 131216
176
Figura AVII.6 – Escore relativo a política de estoques para o plano do modelo 137206
Figura AVII.7 – Escore relativo a política de estoques para o plano do modelo 149023
177
Figura AVII.8 – Escore relativo a política de estoques para o plano do modelo 149024
Figura AVII.9 – Escore relativo a política de estoques para o plano do modelo 154121
178
Figura AVII.10 – Escore relativo a política de estoques para o plano do modelo 320941
Figura AVII.11 – Escore relativo a política de estoques para o plano do modelo 420941
179
Figura AVII.12 – Escore relativo a política de estoques para o plano do modelo 602731
Figura AVII.13 – Escore relativo a política de estoques para o plano do modelo 612131
180
Figura AVII.14 – Escore relativo a política de estoques para o plano do modelo 805921
181
Anexo VIII
Telas relativas à análise dos planos quanto a política de estoques
e quanto ao nivelamento, considerando cada um dos produtos do segundo experimento no
“plano 1” e no “plano 9”
Avaliação dos planos elaborados para cada um dos produtos considerando a estratégia
de nivelamento da produção - “Plano 1”
Descrição dos campos:
Per – período do horizonte de planejamento.
DemMax – máximo entre venda projetada e pedidos em carteira no período.
Prod – produção em peças no período.
ProdDia – produção diária em lotes no período.
EstPrj – estoque projetado (em peças) ao fim do período.
EstDes – estoque desejado (em peças) ao fim do período (em função da cobertura %
padrão do produto).
Cob% - cobertura de estoque resultante no período.
DifEst% - diferença percentual entre o estoque desejado e o estoque projetado no
período.
VrProdD% - variação percentual da produção diária em relação a produção diária média
do plano.
Esc – escore relativo a avaliação do nível de estoques obtido no período.
Esc.Pol.Estq – escore do plano em relação a política de estoque.
Grau Nivel. – grau de nivelamento (número de períodos em que não houve mudança de
nível.
Escore – escore relativo à avaliação global do plano.
Figura VIII.1- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 121131
182
Figura VIII.2- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 121451
Figura VIII.3- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 129508
183
Figura VIII.4- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 131121
Figura VIII.5- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 131216
184
Figura VIII.6- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 137206
Figura VIII.7- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 149023
185
Figura VIII.8- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 149024
Figura VIII.9- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 154121
186
Figura VIII.10- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 320941
Figura VIII.11- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 420941
187
Figura VIII.12- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 602731
Figura VIII.13- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 612131
188
Figura VIII.14- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 805921
“Plano 9” – elaborado empregando a estratégia de seguimento da demanda
Figura VIII.15- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 121131
189
Figura VIII.16- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 121451
Figura VIII.17- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 129508
190
Figura VIII.18- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 131121
Figura VIII.19- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 131216
191
Figura VIII.20- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 137206
Figura VIII.21- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 149023
192
Figura VIII.22- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 149024
Figura VIII.23- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 154121
193
Figura VIII.24- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 320941
Figura VIII.25- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 420941
194
Figura VIII.26- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 602731
Figura VIII.27- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 612131
195
Figura VIII.28- Avaliação do plano quanto à política de estoques e atendimento a
estratégia de nivelamento – produto : 805921
196
Download