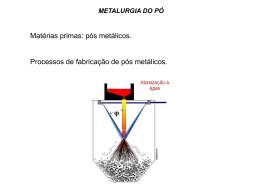
Metalurgia do Pó Carolina Ribeiro Letícia Ribeiro Lucas Faria Vinícius Melo HISTÓRIA • Somente no século XIX foram dados os primeiros passos para o desenvolvimento da moderna metalurgia do pó • O ano de 1829 representa um marco na história da metalurgia do pó, pois data desse período a produção de peças de platina maleável PROCESSO DE FABRICAÇÃO 1ª ETAPA: OBTENÇÃO DO PÓ Métodos: Atomização, Moagem ou Eletrólise. Obtenção do Pó por moagem Obtenção do Pó por atomização. PROCESSO DE FABRICAÇÃO 2ª ETAPA: COMPACTAÇÃO PROCESSO DE FABRICAÇÃO 3ª ETAPA: SINTERIZAÇÃO SINTERIZAÇÃO NO ESTADO SÓLIDO Estágios e Microestrutura: • (a) Partículas soltas de pó • (b) Estágio Inicial • (c) Estágio Intermediário • (d) Estágio Final GRANULOMETRIAS CARACTERÍSTICAS COMPACTAÇÃO SINTERIZAÇÃO GRAFITA COMPACTADA GRAFITA SINTERIZADA SINTERIZAÇÃO NO ESTADO LÍQUIDO (a) Grande volume de fase vítrea contínua (b) Vidro só aparece nas junções triplas (c) Vidro cristalizado no contorno de grão (fase líquida transiente) PROPRIEDADES O processo de sinterização aumenta a resistência mecânica, a condutividade térmica e muitas vezes possibilitam a produção de peças transparentes ou translúcidas. APLICAÇÕES • Hoje são inúmeras as aplicações industriais de peças produzidas por sinterização. • Onde for preciso produzir grandes quantidades de peças, de formas complexas, sempre haverá espaço para a metalurgia do pó. • • • • • • • • Automobilístico, Eletrodomésticos, Eletroeletrônico, Hardware, Mecânico e ferramentas, Aeronáutico e aeroespacial, Têxtil e agrícola, Alimentício e farmacêutico. VANTAGENS • • • • • • • Reduz ao mínimo as perdas de matéria prima; Facilita o controle exato da composição química desejada; Elimina ou reduz operações de usinagem; Possibilita bom acabamento superficial; Processo produtivo de fácil automação; Produtos obtidos de alta pureza; Permite a utilização de características de resistência exatamente como requeridos pelo projeto. DESVANTAGENS • Limita a forma geométrica da peça ( tem que ser extraída de uma matriz ); • Obriga a execução de grandes lotes de produção, devido ao custo elevado do ferramental; • Limita o tamanho da peça, já que a potência requerida na compactação é proporcional a área da seção transversal. Peças grandes exigem máquinas de elevada potência para sua compactação. CURIOSIDADE • Sinterização por Laser CONCLUSÃO
Baixar