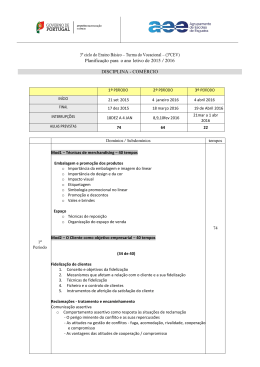
Departamento Engenharia Electrotécnica e de Computadores Ramo de Automação, Produção e Electrónica Industrial Projecto Final do Curso 5º Ano – 2ºSemestre 2004/2005 Implementação de um Sistema de Gestão Empresarial (ERP) numa Empresa do Sector Metalúrgico Relatório Preliminar #1 v2 Sistema de Stocks e Métodos de Previsão Dulce de Fátima Varandas de Almeida Lídia Maria de Sousa Teixeira Orientação do projecto: Prof. Jorge Pinho de Sousa – DEEC Eng. António Correia Alves – INESC Índice I 1 2 3 4 5 II 6 7 8 III Sistemas de Stocks [1] ................................................................................................ 3 Introdução............................................................................................................. 3 Sistemas de Stocks para Procura Independente .................................................... 5 2.1 Modelos de Quantidade Fixa de Encomenda ............................................... 6 2.2 Modelos de Quantidade Fixa de Encomenda com Nível de Serviço Especificado ............................................................................................................. 7 2.3 Modelos de Período Fixo com Nível de Serviço.......................................... 9 2.4 Planeamento de Stocks ABC ...................................................................... 10 Sistemas de Stocks para Procura Dependente..................................................... 11 3.1 MRP - Planeamento das Necessidades Materiais....................................... 11 3.2 Objectivos e Filosofia do MRP .................................................................. 12 3.3 Estrutura do Sistema MRP ......................................................................... 13 3.3.1 Plano de Produção Agregado ............................................................. 13 3.3.2 MPS - Plano Director de Produção..................................................... 14 3.3.3 Procura de Produtos............................................................................ 15 3.3.4 Lista de Materiais ............................................................................... 15 3.3.5 Registos de Stocks .............................................................................. 16 3.3.6 Resultados........................................................................................... 16 3.4 Planeamento das Necessidades Líquidas.................................................... 16 3.4.1 Mecanismo do Cálculo das Necessidades .......................................... 17 3.4.2 Diferentes Tipos de Ordens ................................................................ 18 3.4.3 Mensagens do Cálculo das Necessidades........................................... 19 3.5 Planeamento das Necessidades de Capacidade .......................................... 19 3.6 Cálculo dos Lotes de Encomenda............................................................... 20 3.7 Aplicações Industriais do Sistema MRP .................................................... 21 Gestão de Stocks e MRP II ................................................................................. 21 4.1 MRP em Ciclo Fechado.............................................................................. 21 4.2 MRP II - Planeamento dos Recursos de Produção ..................................... 22 4.3 PIC - Plano Industrial e Comercial............................................................. 23 Conclusão ........................................................................................................... 23 Previsão [2] .............................................................................................................. 24 Métodos de Previsão........................................................................................... 24 6.1 Modelos Qualitativos.................................................................................. 24 6.1.1 Opinião de Peritos .............................................................................. 25 6.1.2 Método de Delphi ............................................................................... 25 6.1.3 Estudos de Mercado ........................................................................... 25 6.2 Modelos Quantitativos................................................................................ 25 6.2.1 Componentes da Procura .................................................................... 25 6.2.2 Modelos de Séries Temporais ............................................................ 26 6.2.3 Modelos Causais................................................................................. 30 Erros de Previsão ................................................................................................ 32 7.1 Erro Médio de Previsão .............................................................................. 32 7.2 Desvio Médio Absoluto.............................................................................. 33 7.3 Sinal de Controlo........................................................................................ 33 Conclusão ........................................................................................................... 34 Referências ......................................................................................................... 36 Dulce Varandas e Lídia Teixeira 2 Sistemas de Stocks Sistemas de Stocks [1] I 1 Introdução Definição e Objectivos dos Stocks Stock é a existência de qualquer artigo ou recurso usado numa organização. Os stocks de fabrico são classificados em matérias-primas, produtos acabados, componentes, abastecimento ou trabalho em curso. Os stocks apresentam várias vantagens como conservar a independência das operações, satisfazer as variações da procura do produto, possibilitar a flexibilidade na programação da produção, garantir matéria-prima caso existam variações no tempo de aprovisionamento e permitir benefícios económicos de uma ordem de compra. No entanto, os stocks têm inconvenientes como ocupar muito espaço, imobilizar meios financeiros importantes e aumentar o prazo médio de produção. O papel dos stocks é bastante ambíguo, estes podem disfarçar a ineficiência de uma empresa. Os stocks são uma forma confortável de camuflar certos problemas comuns numa empresa, como o mau planeamento ou má manutenção de máquinas. Normalmente esta situação é comparada a uma rio aparentemente navegável, mas que quando o leito desce abaixo de certo nível deixa a descoberto muitos rochedos que se tornam problemáticos (figura 1.1). Desta forma, os stocks devem ser bem geridos para que se encontre um ponto óptimo entre um desempenho positivo e o mínimo custo. Figura 1.1 – Disfarce da ineficiência usando stocks Custos de Stocks Os custos de stock podem ser custos de manutenção, de preparação, de encomenda e de falhas de stock. Os custos de manutenção incluem custos das instalações de armazenamento, de manuseamento e de desgaste do stock, entre outros. Os custos de preparação correspondem aos custos de mudança de produção, que incluem custos de organização de equipamentos e de atribuição de materiais e de tempo. Os custos de encomenda referem-se aos custos de gestão e administrativos para preparar uma ordem de compra ou de produção. Custos de falhas de stocks correspondem a custos de rotura de stock, estes custos correspondem a custos tangíveis, como perda de encomenda ou pagamento de multas, e a custos intangíveis, como perda de imagem e de clientes. Dulce Varandas e Lídia Teixeira 3 Sistemas de Stocks Fornecimento Consumo Tempo Quantidade de artigos Quantidade de artigos Relação entre Fornecimento e Procura O objectivo da análise de stocks no fabrico e nos serviços de armazenagem é definir quando devem ser encomendados ou produzidos os artigos e qual a dimensão da encomenda ou produção. Para isso, é necessário prever a procura dos produtos de forma a garantir que estes estão disponíveis no momento exacto. A relação entre o fornecimento e o consumo é representada na figura 1.2. A procura pode não ser linear e é estimada usando métodos de previsão que apresentam sempre erros de previsão. O fornecimento pode ser instantâneo, caso os artigos estejam em stock, ou linear se o fornecimento for efectuado à medida que os artigos são produzidos. Fornecimento Consumo Tempo Figura 1.2 – Relação entre consumo e fornecimento O papel dos stocks tem vindo a mudar ao longo dos tempos. No início do século XX, devido à grande procura de produtos, a produção era baseada nas teorias tayloristas e os produtos produzidos em massa. Nesta altura os stocks tinham um papel muito importante, pois permitiam o armazenamento dos produtos fabricados em massa. Actualmente, a produção é superior à procura e são necessárias óptimas técnicas de marketing e de gestão para que uma organização sobreviva no mercado. Uma das práticas adoptadas pelas organizações é a “mass customisation”, estratégia de diferenciação de produtos de grande consumo, ou seja, os produtos são produzidos em massa mas orientados ao cliente. Nesta estratégia os produtos são produzidos em massa até determinado nível e assim armazenados em stock, logo que se receba uma encomenda o produto é terminado tendo em conta as especificações do cliente. Desta forma, o stock tem um papel igualmente importante e tem que ser bem gerido com base nas previsões de consumo. Definição de Conceitos Existe um conjunto de conceitos relacionados com a gestão de stocks que são abordados ao longo do relatório que definidos de seguida: • Ponto de encomenda: nível de stock que desencadeia uma nova encomenda, ou seja, é o nível se stock necessário para cobrir as necessidades durante o tempo de aprovisionamento. Dulce Varandas e Lídia Teixeira 4 Sistemas de Stocks • Quantidade de encomenda: quantidade de produtos a encomendar que minimiza os custos totais de encomenda e de movimentação de stock; • Stock de segurança: é o stock que é mantido para assegurar que o nível de serviço pretendido seja satisfeito. Este tipo de stock é utilizado para proteger o sistema contra os custos associados aos erros de previsão; • Nível de serviço: número de unidades que podem ser fornecidas no momento a partir do stock disponível; • Stock máximo: nível de stock para o qual a empresa tem capacidade. • Tempo de aprovisionamento: tempo desde que é colocada uma encomenda até a sua recepção. Sistemas de Stocks Um sistema de stocks é um conjunto de políticas e controlos que examinam os níveis de stocks e definem a sua dimensão, ou seja, proporcionam a estrutura organizacional para manter e controlar os produtos a armazenar. O sistema é responsável pela encomenda e pelo seu acompanhamento bem como pela recepção dos produtos. Existem dois tipos de sistemas de stock, sistemas de stock para procura dependente e sistemas de stock para procura independente. A procura dependente de um artigo ocorre sempre que a necessidade do artigo é resultado directo da necessidade de outro artigo, designada por necessidade dependente. Na procura independente, as procuras de vários artigos não estão relacionadas entre si e as quantidades necessárias para cada um, ou necessidades independentes, têm que ser determinadas separadamente. 2 Sistemas de Stocks para Procura Independente Os sistemas de stocks para procura independente podem ser de dois tipos: modelos de quantidade fixa de encomenda ou modelos de período fixo de encomenda. Os modelos de quantidade fixa de encomenda, também designados por quantidade económica de encomenda, são “accionados por um acontecimento”, ou seja, este modelo inicia uma encomenda sempre que o nível de stock mínimo é atingido. Os modelos de período fixo de encomenda, ou sistemas de intervalo fixo de encomenda ou de revisão periódica, são “accionados pelo tempo”, isto é, coloca encomendas ao fim de um intervalo de tempo fixo e pré-determinado. Estes dois tipos de modelos são comparados na tabela seguinte: Características Modelo de quantidade fixa Modelo de período fixo Quantidade a encomendar Constante, a quantidade a encomendar é sempre a mesma. Variável de encomenda para encomenda. Quando encomendar Quando for atingido o nível mínimo. Quando chegar o período de revisão. Manutenção dos ficheiros Sempre que é feita uma adição ou subtracção. No período de revisão. Dulce Varandas e Lídia Teixeira 5 Sistemas de Stocks Dimensão dos stocks Menor. Tempo de manutenção Elevada, devido aos registos perpétuos. Tipo de artigos Artigos de preço mais elevado, críticos ou mais importantes. Maior, porque tem que se proteger contra roturas de stock durante o período de revisão. Figura 2.1 – Comparação dos modelos por quantidade fixa de encomenda e por período fixo de encomenda 2.1 Modelos de Quantidade Fixa de Encomenda Os modelos de quantidade fixa de encomenda pretendem determinar qual a quantidade mínima em stock que origina uma encomenda e a dimensão dessa encomenda (figura 2.2). A quantidade óptima de encomenda corresponde à quantidade de produtos que origina um custo mínimo, desta forma, é necessário analisar os custos de encomenda para se determinar a quantidade óptima de encomenda (figura 2.3). Figura 2.2 – Modelo de quantidade fixa de encomenda Figura 2.3 – Modelo de custos Os custos de encomenda são dados pela expressão: CustoAnualTotal = CustoAnualCompra + CustoAnualEncomendas + CustoAnualPosse Dulce Varandas e Lídia Teixeira 6 Sistemas de Stocks TC = DC + D Q S+ H Q 2 (2.1) Onde: TC é o custo anual total; D é a procura anual; C é o custo por unidade; Q é a quantidade a encomendar; S é o custo de colocar uma encomenda; R é o ponto da nova encomenda; L é o tempo de aprovisionamento; H é o custo anual de posse e de armazenamento. Para um custo mínimo, a quantidade óptima de encomenda é dada por: ⎛ D ⎞ H dTC 2 DS = 0 ⇒ Qopt = = 0 + ⎜⎜ − 2 S ⎟⎟ + dQ H ⎝ Q ⎠ 2 (2.2) Como este modelo assume uma procura e tempo de aprovisionamento constantes não é necessário stock de segurança. Desta forma, o ponto da nova encomenda é: R = dL (2.3) Onde: d é a procura média diária; L é o tempo de aprovisionamento em dias. 2.2 Modelos de Quantidade Fixa de Encomenda com Nível de Serviço Especificado Os sistemas de quantidade fixa de encomenda controlam o nível de stock e originam uma nova encomenda sempre que o nível de stock atinge determinado nível. Existe perigo de rotura de stock no período em que é colocada uma encomenda e esta é recebida, ou seja, durante o tempo de aprovisionamento. Para garantir que não exista uma situação de perigo de rotura de stock, é necessário manter um stock de segurança, como se verifica na figura 2.4. Dulce Varandas e Lídia Teixeira 7 Sistemas de Stocks Figura 2.4 – Modelo de quantidade fixa de encomenda com nível de serviço especificado Nos modelos de quantidade fixa de encomenda com nível de serviço especificado a quantidade a ser encomendada é calculada como nos modelos sem nível de serviço especificado. No entanto, nestes modelos o ponto da nova encomenda é definido de forma a cobrir a procura prevista no tempo de aprovisionamento mais um stock de segurança determinado pelo nível de serviço desejado. Assim, o ponto de nova encomenda é dado pela expressão: R = d L + zσ L (2.4) Onde: R é o ponto da nova encomenda em unidades; d é a procura média diária; L é o tempo de aprovisionamento em dias; z é o número de desvios padrão para um nível de serviço específico; σL é o desvio padrão da utilização durante o tempo de aprovisionamento; zσL é a quantidade do stock de segurança. Determinar d , σL e z A procura média diária - d - durante o tempo de aprovisionamento é uma previsão ou estimativa, por isso, para se calcular este parâmetro tem que se aplicar os métodos de previsão. Seguindo uma premissa estatística que diz que o desvio padrão de uma série de ocorrências independentes é igual a raiz quadrada da soma das variações, pode-se afirmar que o desvio padrão da utilização durante o tempo de aprovisionamento - σL – é definido como a raiz quadrada da soma das variações diárias: σ L = σ 1 + σ 2 + ... + σ i (2.5) Para calcular z é necessário calcular E(z), o número de unidades em falta que satisfaz o nível de serviço desejado e determinar o valor de z tabelado. Este valor pode ser determinado pela expressão: Dulce Varandas e Lídia Teixeira 8 Sistemas de Stocks E( z) = (1 − P )Q σL (2.6) Onde: P é o nível de serviço desejado; (1-P) é a procura não satisfeita; D é a procura anual; σL é o desvio padrão da utilização durante o tempo de aprovisionamento; Q é a quantidade económica de encomenda; E(z) é o número previsto de unidades em falta de uma tabela normalizada onde a média é igual a zero e σ = 1. 2.3 Modelos de Período Fixo com Nível de Serviço Nos modelos de período fixo, o stock é contado e as encomendas são colocadas em determinados momentos. Estes modelos geram quantidades de encomenda que variam de período para período e que dependem dos índices de utilização. Além disso, nestes casos os stocks são contados apenas no momento de revisão, desta forma é possível estar-se em rotura de stock ao longo do período de revisão e durante o tempo de aprovisionamento da encomenda, como se representa na figura 2.5. Por isso, o stock de segurança tem que garantir protecção contra as roturas de stock no período de revisão e no tempo de aprovisionamento. Figura 2.5 – Modelo de período fixo com nível de serviço Nestes modelos, as encomendas são colocadas no momento de revisão T e o stock de segurança tem que ser encomendado de novo segundo a expressão: StockSegur ança = zσ T + L (2.7) A quantidade a encomendar, q, é definida por: QuantidadeEncomenda = procuraMédia + StockSegurança − StockDisponível q = d (T + L ) + z σ T + L − I Dulce Varandas e Lídia Teixeira (2.8) 9 Sistemas de Stocks Onde: q é a quantidade a encomendar; T é o número de dias entre revisões; L é o tempo de aprovisionamento em dias; d é a previsão da procura média diária; z é o número de desvios padrão para um nível de serviço especificado; σT+L é o desvio padrão da procura durante o período de revisão e o tempo de aprovisionamento; I é o nível de stocks actual. O valor de z é determinado consoante o valor de E(z) correspondente da tabela. E(z) é dado segundo a expressão: E ( z) = d T (1 − P ) σ T +L (2.9) Onde: E(z) é o número previsto de unidades em falta de uma tabela normalizada onde a média é igual a zero e σ = 1; P é o nível de serviço desejado; d T é a procura durante o período de revisão; σT+L é o desvio padrão da procura durante o período de revisão e o tempo de aprovisionamento. 2.4 Planeamento de Stocks ABC Os sistemas de stocks contêm dois principais problemas: manter um controlo adequado sobre cada artigo em stock e certificar que são conservados registos exactos dos stocks disponíveis. A análise ABC é um sistema de stocks que controla o stock e permite a sua contagem cíclica, de forma a melhorar os registos. Os sistemas de stock têm que especificar quando deve ser colocada uma encomenda e qual a quantidade a encomendar. Quando existem vários artigos, não é viável tratar cada artigo individualmente. Para solucionar este problema, a análise ABC divide os artigos em stock em três classes: volume elevado de custo (A), volume moderado de custo (B) e volume reduzido de custo (C). Se os artigos em stock forem classificados desta forma, verifica-se que um pequeno número de artigos contribui para um grande volume de custos e que um grande número de artigos contribui para um pequeno volume de custos. A abordagem ABC determina que 15% dos artigos correspondem a artigos A, os 35% seguintes a artigos B e os últimos 50% a artigos C. O Dulce Varandas e Lídia Teixeira 10 Sistemas de Stocks objectivo de classificar artigos em classes é estabelecer o grau adequado de controlo sobre cada artigo. Este tipo de classificação tem sido ultrapassado, devido à sua complexidade e à necessidade de inventário permanente. 3 Sistemas de Stocks para Procura Dependente Na gestão de produção moderna os métodos de gestão de stocks apresentados anteriormente possuem um domínio de aplicação reduzido. As limitações destes métodos estão associadas as hipóteses de partida que raramente são verificadas na prática. Com efeito, considerar que não existe rotura de stock, que existe uma procura regular e que os custos de armazenagem, encomenda e lançamento são constantes tornam estes métodos inadequados para a gestão de produção dos nossos dias. Na gestão tradicional de stocks, a ligação entre a procura do cliente e a necessidade de componentes é-nos dada por dados históricos dos consumos médios. Em caso de um aumento significativo do consumo, os métodos expostos anteriormente conduzem a uma rotura de stock, porque as encomendas recebidas não intervêm nas ordens de compra. O MRP (Material Requirements Planning - Planeamento das Necessidades Materiais) surge como um método que associa os pedidos de encomendas às ordens de compras de uma forma estruturada. Este método foi o principal desenvolvimento dos anos 70 e surgiu com progressos espectaculares na redução do tempo e do custo das mudanças em série. Foi nos Estados Unidos que começou o desenvolvimento deste conceito de gestão de produção que permitiu antecipar as necessidades e a sua distribuição no tempo. No entanto, neste método os pontos de encomenda são colocados por antecipação levando a excessos de stocks. As evoluções permitiram chegar ao conceito do MRP II (Manufacturing Resource Planning - Planeamento dos Recursos de Produção). O MRP II constitui um conceito muito mais abrangente e permite gerir a produção a curto e a longo prazo. 3.1 MRP - Planeamento das Necessidades Materiais O planeamento das necessidades materiais consiste em determinar qual a procura dependente, isto é, a procura de matérias-primas, componentes ou subconjuntos, de modo a produzir em tempo útil as quantidades previstas pelo MPS. O MPS (Master Production Schedule - Plano Director de Produção) é a entrada do sistema MRP. Determinar a procura dependente implica quantificar os artigos necessários e identificar quando são necessários, tudo isso a partir do conhecimento de concepção do produto final e do processo de produção. O MRP utiliza uma lista hierarquizada para quantificar os artigos que entram na composição de um produto. A figura 3.1 mostra a estrutura de um dado produto: Dulce Varandas e Lídia Teixeira 11 Sistemas de Stocks Figura 3.1 – Árvore de estrutura do produto A Esta nomenclatura arborescente compreende vários níveis e, por convenção, aos produtos acabados é atribuído o nível 0. Em cada decomposição passamos do nível n ao nível n+1, sendo que, há uma regra do nível mais baixo, isto é, um dado artigo aparece sempre no nível mais baixo que ele intervém. Assim, o cálculo das necessidades é realizado nível por nível e o MRP reúne todas as necessidades de um mesmo artigo nos diferentes níveis. Desta forma, através da árvore de estrutura de um produto torna-se fácil criar um MRP. Contudo para milhares ou mesmo centenas de artigos torna-se impraticável o desenvolvimento manual do plano e, por essa razão, os sistemas actuais de MRP utilizam programas de computadores para identificar os componentes necessários para produzir os artigos finais, a quantidade exacta de cada artigo e as datas em que as ordens desses materiais deverão ser lançadas, recebidas ou concluídas no ciclo de produção. 3.2 Objectivos e Filosofia do MRP Actualmente, as empresas produzem muitos produtos que envolvem milhares de componentes e o MRP permite interligar o sistema de gestão de stocks e o sistema de planeamento. Por consequente, o MRP é feito numa escala ampla, o que não acontecia antigamente, e as alterações são feitas mais rapidamente. Um sistema de MRP tem como principais objectivos a gestão de stocks, a melhoria do serviço aos clientes, a maximização da eficiência das operações de produção e a minimização do capital investido em stocks. O MRP tem por filosofia manter o plano de produção global. Isto é, os materiais devem ser acelerados quando a sua carência atrasa o plano e retardados quando o plano se atrasa. Contudo, os ajustamentos ao plano são sempre unilaterais, quer isto dizer, as encomendas atrasadas são aceleradas mas as que estão adiantadas não são programadas para mais tarde. O importante num sistema de MRP é utilizar pouca capacidade porque é preferível não ter matérias-primas e trabalho a decorrer antes da sua necessidade verdadeira. É por essa razão que um método de previsão é crucial para que a gestão de stocks seja bem sucedida. Dulce Varandas e Lídia Teixeira 12 Sistemas de Stocks 3.3 Estrutura do Sistema MRP O MRP das operações de fabrico interactua estreitamente com o MPS, com a lista de materiais, com o inventário e com resultados de saída. A figura seguinte fornece uma visão geral de um sistema padrão de um MRP: Plano de Produção Agregado Previsões da Procura Ordens firmes de clientes fixos Plano Director de Produção (MPS) Lista de materiais Planeamento das necessidades materiais (MRP) Registo de stocks Resultados Resultados Relatórios da actividade de produção e relatórios de desempenho, erros e planeamento Figura 3.2 – Estrutura geral de um sistema MRP A figura 3.2 corresponde a um sistema padrão de um sistema MRP e mostra as saídas criadas por este sistema assim como as suas entradas. No entanto, as capacidades e o retorno (feedback) para níveis superiores não são considerados nesta figura, o que já não acontece com o sistema MRP II. O sistema MRP opera da seguinte forma: as encomendas dos produtos são utilizadas para criar um MPS que define o número de artigos a serem produzidos durante períodos de tempo específicos. Existe uma lista de materiais que identifica os artigos necessários para fazer cada produto e as respectivas quantidades de cada componente. O número de unidades disponíveis e as ordens lançadas estão guardados no registo de stocks. Essencialmente, com o registo de stocks, o MPS e a lista de materiais o plano das necessidades materiais é especificado. É importante compreender cada um dos planos precedentes ao MRP para perceber a complexidade do sistema global, por essa razão a seguir é feita uma descrição breve de cada um dos planos e as respectivas entradas do sistema. 3.3.1 Plano de Produção Agregado O planeamento agregado da produção especifica as horas de trabalho e as unidades de produção necessárias para os principais grupos de produtos. Estas Dulce Varandas e Lídia Teixeira 13 Sistemas de Stocks especificações são feitas por períodos mensais e as principais entradas do plano agregado são os planos de mercado e produto e o plano de capacidades. O principal objectivo deste planeamento é encontrar a combinação óptima da taxa de produção, do nível da mão-de-obra e dos stocks disponíveis. A forma como este plano é elaborado varia de empresa para empresa, em algumas empresas, é um relatório formalizado contendo os objectivos do planeamento e os princípios base do plano. Noutras empresas, em particular nas pequenas, pode tomar a forma de directivas verbais ou apontamentos informais. O processo pelo qual o próprio plano é obtido também pode variar, no entanto, é importante salientar que o planeamento agregado traduz o plano estratégico da empresa apesar de não fazer o planeamento detalhado da produção. 3.3.2 MPS - Plano Director de Produção O plano director de produção gera as quantidades e as datas para o fabrico e conclusão de produtos finais. O MPS tem de especificar exactamente o que é que vai ser produzido, sendo que, estas decisões são tomadas sob pressão de várias áreas funcionais. Por essa razão, para definir um plano exequível para lançar a produção são corridos planos directores de produção alternativos através do programa MRP. O MPS é um elemento fundamental do MRP, sendo essencial para o departamento comercial, que pretende satisfazer os clientes da empresa, e para a produção, uma vez que constitui um plano de referência. Assim, parece evidente que o ideal seria produzir tudo o que se pode vender, por outro lado, existem as limitações industriais que estão presentes e o MPS tem isso em conta. Outra característica importante do MPS é o de ajudar o gestor a antecipar as variações comerciais. O MPS contém: ¾ Previsão de vendas e as encomendas firmes; ¾ Procura: soma das previsões de vendas e das encomendas firmes; ¾ Stock previsional: diferença entre os recebimentos previstos (ordens firmes e propostas) adicionados ao stock do período anterior e à procura; ¾ Ordens firmes: ordens de montagem já confirmadas pelo responsável do planeamento; ¾ Ordens propostas: ordens de montagem propostas pelo algoritmo de geração de necessidades líquidas; ¾ Disponível para venda acumulado: número máximo de unidades disponíveis para venda, calculado através da diferença entre as existências e o que já está comprometido através das encomendas firmes. De uma forma sucinta o MPS é a evidência do que a empresa pretende produzir, porque apresenta a calendarização e a quantificação da produção de produtos finais (produtos de procura independente) considerando a previsão de vendas, as encomendas firmes e a disponibilidade de materiais. Por vezes, o que aparenta ser um MPS exequível pode revelar-se um plano que exige muitos recursos após a explosão do produto a ser realizado. Para garantir um bom MPS é importante que o planeador tente conciliar os conflitos entre a produção, o marketing e a engenharia. Dulce Varandas e Lídia Teixeira 14 Sistemas de Stocks 3.3.3 Procura de Produtos Os clientes conhecidos e as previsões da procura são as duas fontes principais, de onde deriva a procura de produtos para artigos finais. Quando os clientes são fixos e colocam encomendas específicas, estas ordens são simplesmente adicionadas ao sistema do MRP. No caso da fonte ser uma previsão da procura estas ordens são as normais da procura independente e existem modelos para prever estas quantidades. No entanto, os clientes também podem encomendar componentes que não são os artigos finais ou assistência técnica, nestes casos esta procura não faz parte do MPS e é introduzida directamente no plano das necessidades materiais nos níveis apropriados. Quer a procura dos clientes conhecidos quer a previsão da procura são combinadas e constituem as entradas do plano director de produção. 3.3.4 Lista de Materiais A lista de materiais (BOM – “Bill of Materials”) descreve por completo os produtos, isto é, lista os materiais, peças e componentes assim como a sequência pela qual o produto é criado. Esta informação também é conhecida como árvore de produto ou estrutura do produto. A lista de materiais identifica os materiais específicos que são utilizados para fazer cada artigo e as correctas quantidades de cada elemento. Cada artigo e componente são listados mostrando apenas o seu artigo pai e o número de unidades que são necessárias por cada unidade de artigo pai. Normalmente, para cada componente existe um artigo pai (designado por ponteiro ou localizador) que permite uma reconstituição ascendente através do processo. A figura 3.3 permite ilustrar um exemplo da estrutura do produto D: N 3 2 N L 1 A 4 E 2 J 3 P 5 O Figura 3.3 – Estrutura do produto D O produto D é composto por duas unidades do produto L e três unidades do produto N. A peça L, por sua vez, necessita de uma unidade da peça A e quatro unidades da peça E. A peça N é composta pelas peças J, P e O utilizado 2, 3 e 5 unidades respectivamente. Dulce Varandas e Lídia Teixeira 15 Sistemas de Stocks 3.3.5 Registos de Stocks O registo de stocks guarda informação sobre cada artigo em stock com todos os detalhes sobre o mesmo. A análise feita pelo programa de MRP parte do topo da estrutura do produto, em sentido descendente. O registo de stocks contém dados dos materiais existentes em armazém, incluindo o número unidades disponíveis com ordens de fabrico já lançadas. Normalmente, estes registos num sistema computorizado podem ser muito extensos e podem conter muitos dados adicionais, como a identidade do fornecedor, o custo e os tempos de aprovisionamento. 3.3.6 Resultados As saídas do MRP são relatórios que podem ser classificados como principais e secundários. Os relatórios principais são essencialmente utilizados para o controlo das operações, isto é, consistem em ordens planeadas, avisos de lançamento de ordens e dados do estado de stocks, entre outros. Os relatórios secundários são opcionais no sistema MRP e podem ser relatórios de planeamento, de desempenho e de erros. Os relatórios de planeamento podem, por exemplo, ser utilizados na previsão de stocks e na especificação de necessidades futuras. 3.4 Planeamento das Necessidades Líquidas O objectivo do cálculo das necessidades líquidas é o de definir a partir da procura independente, ou seja, das necessidades que podem ser estimadas com as previsões (necessidades independentes), as necessidades dependentes. Desta forma, é possível saber qual o volume de aprovisionamentos a realizar e a coerência das datas de entrega caso haja alguma alteração na produção. O calendário com as quantidades e as datas em que são necessários os produtos é que permite efectuar o cálculo das necessidades líquidas, esta informação é fornecida pelo MPS. Além disso, é necessário um conjunto de informação como, por exemplo, os prazos de obtenção dos artigos, as nomenclaturas fornecendo os constituintes de cada artigo, entre outros. Os resultados deste cálculo são ordens propostas (aprovisionamentos previsionais) e mensagens que propõem ao gestor a execução de bons procedimentos. O planeamento das necessidades de cada artigo pode ser gerado a partir de um quadro onde as colunas correspondem aos períodos sucessivos a partir da data actual e as linhas do quadro representam as necessidades brutas, as ordens lançadas, o stock previsional e as ordens propostas. As necessidades brutas provêm do MPS, as ordens lançadas correspondem as ordens de produção, o stock previsional é o valor esperado de stock depois das transacções realizadas durante o período em referência e as ordens propostas são as sugeridas pelo sistema para satisfazer as necessidades até a data de “fim”. No quadro deve ainda haver a indicação do stock inicial, do tamanho do lote e do prazo de obtenção do artigo. O stock inicial corresponde ao stock actual e no primeiro período deve aparecer na linha do stock previsional. O tamanho do lote Dulce Varandas e Lídia Teixeira 16 Sistemas de Stocks corresponde ao conjunto de artigos de uma ordem. O prazo de obtenção do artigo expressa o intervalo entre as datas de início e fim de uma ordem. No final do quadro são apresentadas mensagens, isto é, sugestões destinadas ao gestor. De seguida é apresentado um exemplo do cálculo das necessidades líquidas para o artigo “S”. Stock inicial: Si = 150 Tamanho do lote: L = 500 Prazo de obtenção do artigo: P = 2 Necessidades brutas Ordens lançadas Stocks previsionais 150 Ordens propostas Fim Início 1 500 150 2 500 500 150 500 500 3 500 4 250 5 150 500 150 500 150 250 MENSAGEM: Lançar 500 unidades do artigo “S” no período 1. Figura 3.4 – Planeamento das necessidades líquidas 3.4.1 Mecanismo do Cálculo das Necessidades A lógica do cálculo das necessidades consiste em determinar a necessidade líquida num dado período p através da dedução da necessidade bruta desse período, o stock previsional existente no início do período e as ordens lançadas no período p, conforme o indicado na expressão seguinte: NL p = NB p − SPp − OL p (3.1) Onde: NLp é a necessidade líquida; NBp é a necessidade bruta; SPp é o stock previsional; OLp são as ordens lançadas. Após este cálculo se o resultado for positivo, a necessidade líquida existe e será necessário prever as ordens de fabricação ou de compra que o sistema deverá lançar. O stock previsional no final do período obtém-se adicionando ao stock previsional inicial, precisamente no final do período precedente, as ordens lançadas e propostas relativas ao período e subtraindo a necessidade bruta. Assim, o stock previsional é dado pela expressão: SPp = SPp −1 + OL p − NB p Dulce Varandas e Lídia Teixeira (3.2) 17 Sistemas de Stocks Onde: SPp é o stock previsional; SPp-1 é o stock previsional no período precedente; OLp são as ordens lançadas; NBp é a necessidade bruta. Através de um fluxograma é fácil compreender a lógica do cálculo das necessidades líquidas, no entanto, o número de operações simples gerado por este cálculo é considerável no caso de uma empresa. De facto, neste cálculo podem estar envolvidos milhares de artigos e cada quadro de planeamento pode estender-se ao longo de muitos períodos, por essa razão é indispensável o uso de um computador. Plano Director de Produção (MPS) Explosão das necessidades Necessidades Brutas calendarizadas Alocação de stocks e em curso Necessidades Líquidas calendarizadas MENSAGENS (anomalias ou sugestões) Ajuste aos parâmetros de gestão Ordens propostas calendarizadas Figura 3.5 – Fluxograma da lógica do cálculo das necessidades líquidas 3.4.2 Diferentes Tipos de Ordens No cálculo de necessidades são utilizados três tipos de ordens, as ordens propostas, ordens lançadas e as ordens firmes. As ordens propostas são calculadas pelo sistema e caso as necessidades se alterem elas serão automaticamente reprogramadas. As ordens lançadas são fixadas pelo Dulce Varandas e Lídia Teixeira 18 Sistemas de Stocks gestor no momento do lançamento não podendo ser alteradas senão pelo próprio. As ordens firmes são colocadas pelo gestor com o objectivo de fixar datas ou quantidades, este tipo de lançamento só deve ser utilizado em situações excepcionais porque trata-se de um lançamento previsional. 3.4.3 Mensagens do Cálculo das Necessidades Este sistema informático não decide nada apenas constitui uma ferramenta de apoio à tomada de decisão do gestor. O cálculo das necessidades produz propostas de ordens e emite mensagens para o gestor. Estas destinam-se a ajudá-lo na tomada antecipada de decisões relativamente aos problemas potenciais que vão sendo detectados. Os tipos de mensagens mais frequente são as de avançar ou atrasar uma ordem lançada ou uma ordem firme. Por norma este tipo de ordem deverá ser reprogramada com o avanço de “n” períodos para evitar um stock previsional demasiado elevado. 3.5 Planeamento das Necessidades de Capacidade O MRP identifica um conjunto de ordens propostas de forma a satisfazer o MPS. A geração dessas ordens é realizada com base nos prazos de fabrico ou de encomenda e ignora por completo quaisquer constrangimentos de capacidade do sistema produtivo, pois as ordens são geradas para um sistema produtivo de capacidade infinita. Desta forma, é necessário calcular a capacidade e encontrar soluções para se tratar estas restrições de capacidade. Para o cálculo das necessidades da capacidade é preciso analisar-se a gama de fabrico dos produtos. As gamas de fabrico especificam as sequências das operações de produção assim como os tempos de preparação e de execução de cada peça, estes dados são utilizados para o cálculo da carga total em cada centro de trabalho. Num centro de trabalho, se a capacidade é adequada, é necessário identificar a ordem pela qual as tarefas são realizadas. No entanto se a capacidade for insuficiente o problema deixa de ser do centro de trabalho e é necessário replanear a produção. A figura 3.6 mostra a carga de trabalho de um centro de trabalho ao longo de vários períodos e a respectiva capacidade. Neste caso, a produção está mal planeada, pois a capacidade do centro de trabalho é excedida em dois períodos e noutros a produção fica muito aquém da capacidade máxima do centro de trabalho. Figura 3.6 – Carga de trabalho para um centro de trabalho Dulce Varandas e Lídia Teixeira 19 Sistemas de Stocks Para se resolver este tipo de problemas existem várias soluções: atribuir horas extraordinárias, seleccionar outro centro de trabalho que realize as mesmas tarefas simultaneamente, subcontratar, reprogramar a produção de forma a distribuir de forma mais uniforme a carga no centro de trabalho (figura 3.7) ou renegociar a data prevista de entrega da encomenda. Figura 3.7 – Carga de trabalho planeada para um centro de trabalho Num sistema MRP em ciclo fechado há o retorno de informação de cada centro de trabalho (ver 4.1), permitindo a reprogramação da produção de forma a nivelar a capacidade dos centros de trabalho. 3.6 Cálculo dos Lotes de Encomenda Um sistema MRP permite determinar adequadamente o tamanho dos lotes de encomenda usando várias técnicas, tais como: ¾ Lot for lot: Nesta técnica são geradas apenas quantidades encomendadas. Esta técnica vai de encontro aos objectivos do MRP, que consistem em satisfazer a procura dependente. Neste processo apenas se produz a quantidade encomendada e não se produz para stock de segurança nem para a satisfação de futuras encomendas. No entanto, se os custos de setup forem elevados e não forem implementadas técnicas justin-time este processo não se revela adequado, tornando-se bastante caro. ¾ Quantidade Económica de Encomenda: Nesta técnica encomenda-se uma quantidade fixa calculada de forma a minimizar os custos. Esta técnica é indicada quando a procura independente é relativamente constante e conhecida. ¾ Part Period Balancing - PPB: Neste processo os tamanhos dos lotes de encomenda são calculados tentando equilibrar o tempo e os custos de produção de encomendas. ¾ Algoritmo Wagner-Whitin: Este é um modelo de programação dinâmica bastante complexo. Estas técnicas nem sempre fornecem o tamanho óptimo do lote de encomenda e cada caso deve ser bem analisado de forma a se determinar o melhor processo a ser Dulce Varandas e Lídia Teixeira 20 Sistemas de Stocks aplicado. Na prática, uma mudança dos tamanhos dos lotes provoca instabilidade no sistema MRP, desta forma devem ser evitadas modificações das quantidades de produção determinadas. 3.7 Aplicações Industriais do Sistema MRP O MRP está a ser utilizado em algumas indústrias, por norma é um sistema útil para empresas envolvidas em operações de montagem, mas para as empresas de fabricação não apresenta resultados satisfatórios. A experiência mostra que o MRP não funciona bem em empresas que têm um baixo volume anual de unidades produzidas ou quando a produção se destina a produtos complexos. Nestes casos, os tempos de aprovisionamento tendem a ser demasiado longos e incertos e a estrutura do produto muito complexa para ser tratada ser tratada pelo MRP. Tais empresas necessitam das características de controlo que as técnicas de programação em rede oferecem, nestes casos são mais adequadas as técnicas de gestão de projectos. Este sistema possui competências técnicas bastante desenvolvidas e a sua implementação deveria ser simples. Contudo, muitas “falhas” surgem na sua instalação principalmente quando falta empenho da gestão de topo. O MRP é apenas uma ferramenta de software que deve de ser utilizada como tal, esta ferramenta permite fazer um planeamento estratégico, de forma integrada e em ciclo fechado. O MRP deve ser entendido como parte de um sistema global que requer uma adesão plena para funcionar correctamente. As aplicações do MRP nos serviços são raras, não porque a técnica não seja aplicável mas porque apresenta alguns problemas associados a sua utilização, como por exemplo, a ilusão do tempo de aprovisionamento estático ou a atribuição no planeamento de capacidades infinitas. Os programas de software MRP tratam o tempo de aprovisionamento como um número fixo enquanto que, na realidade, este muda por várias razões, tais como uma alteração normal no tempo de processamento, atrasos, avarias ou manutenção das máquinas. Ainda são poucos os programas que reconhecem uma sobrecarga de fabrico e possibilitam a reprogramação do sistema. Este tipo de sistema é um sistema dinâmico sem capacidade infinita e por essa razão houve uma expansão do planeamento das necessidades de materiais para outros sistemas. 4 Gestão de Stocks e MRP II No MRP é admitido que as necessidades de materiais resultam da explosão do MPS e não são analisadas as necessidades de outros tipos de recursos, como pessoal ou instalações. Além disso, neste tipo de planeamento não há retorno da informação para uma melhor gestão de materiais. De seguida, é analisado o MRP em ciclo fechado e o MRP II, que gere um maior número de recursos. 4.1 MRP em Ciclo Fechado O MRP em ciclo fechado corresponde ao sistema de planeamento de necessidades de materiais que permite o retorno da informação. A American Production and Inventory Control Society define Closed-Loop MRP como “um sistema criado em Dulce Varandas e Lídia Teixeira 21 Sistemas de Stocks torno do planeamento de necessidades de materiais e incluindo também as funções adicionais de Planeamento de Produção, Plano Director de Produção e Planeamento de Necessidades de Capacidade. Além disso, uma vez terminada a fase do planeamento e os planos aceites como realistas e atingíveis, entram em jogo as funções de execução. Estas incluem as funções de controlo da produção de medição do Input – Output, Programação e Expedição detalhadas, mais os Relatórios de Atrasos Antecipados quer da produção quer dos fornecedores, Seguimento e Controlo das Compras, etc… O termo “ciclo fechado” implica que não só cada um destes elementos está incluído no sistema, mas também que há retorno de informação das funções de execução de modo a que o planeamento possa ser mantido sempre válido” [3]. 4.2 MRP II - Planeamento dos Recursos de Produção O MRP II é uma expansão do planeamento das necessidades de materiais para incluir outras áreas do sistema produtivo. Este sistema permite a todos os serviços da empresa gerir a produção utilizando uma linguagem em comum. Trata-se de uma ferramenta de comunicação entre os vários departamentos da empresa. O esquema seguinte descreve o princípio de funcionamento do MRP II: Plano Estratégico Planeamento Gestão da Procura Plano Industrial e Comercial Cargas Globais Plano Director de Produção Cargas Globais Cálculo das Necessidades Líquidas Cargas Detalhadas Execução Figura 4.1 – Princípio geral do MRP II O planeamento do MRP II é elaborado a partir da gestão da procura (previsões comerciais e encomendas dos clientes) e é composto por três níveis: PIC (Plano Industrial e Comercial), MPS e o cálculo das necessidades líquidas. Por outro lado, para um bom planeamento é indispensável a gestão das cargas e das capacidades. Através da gestão das capacidades torna-se possível definir a qualidade do que é exequível para o bom funcionamento do sistema. Dulce Varandas e Lídia Teixeira 22 Sistemas de Stocks 4.3 PIC - Plano Industrial e Comercial O PIC - Plano Industrial e Comercial situa-se ao mais alto nível do MRP II, imediatamente após ao Plano Estratégico da empresa. Este planeamento permite o diálogo construtivo entre responsáveis comerciais, da produção, de compras e a direcção da empresa. O principal objectivo deste plano é o de permitir um enquadramento global, o que facilita a decisão da alocação de recursos chave da empresa que podem ser: mão-deobra, capacidade das máquinas, aprovisionamentos, entre outros. O PIC faz uma antecipação dos potencias problemas, o que permite assegurar o serviço ao cliente. Este plano permite fazer um ponto de situação, uma vez que requer a presença das principais direcções, nomeadamente, a comercial, indústrial e logística. É fundamental para que a gestão dos recursos de produção possa dar bons resultados que o PIC seja realista, uma vez que o processo da elaboração deste plano assenta no estabelecimento de previsões de venda e de produção. A responabilidade das previsões de venda pertence aos serviços comerciais e, por sua vez, as previsões de produção ao departamento de produção. É muito importante que as previsões de produção tenham em atenção as capacidades reais de produção da empresa. Como é evidente, a lógica e o bom senso determinam o stock disponível em cada fim de período e o equilíbrio entre a carga/capacidade deve ser sempre observado. Se a carga ultrapassar a capacidade do recurso considerado deve-se aumentar a capacidade ou diminuir a carga e, neste caso, toda a solução intermédia pode ser considerada. Desta forma, é fácil compreender que o PIC é uma ferramenta de utilização simples mas potente porque estabelece o planeamento global das actividades. O seu grande interesse reside sob a forma de um contrato entre os responsáveis das diversas áreas funcionais da empresa. 5 Conclusão Existem dois tipos de procura: a procura independente, que se refere à procura externa de produtos de uma empresa e a procura dependente, correspondente à procura de componentes de artigos complexos. A procura independente é baseada em dados estatísticos e em previsões da procura (capítulo II), enquanto que a procura dependente é baseada no sistema MRP. O sistema MRP em cerca de duas décadas passou de planos de necessidades materiais a sistemas MRP II. O MRP II é um sistema que inclui encomendas, compras e interfaces directas entre clientes e fornecedores. O MRP II avançado que liga clientes a fornecedores ao sistema é designado por sistema ERP – Enterprise Resource Planning. Um sistema ERP pode não só incluir o sistema MRP II, encomendas, compras e comunicação e transferência de dados entre clientes e fornecedores, como também outros processos de negócio como contabilidade, finanças, recursos humanos e cadeias de fornecimento. O passo seguinte na aplicação dos sistemas MRP II é a sua integração com a tecnologia CIM - computer integrated manufacturing, e com o JIT- just in time. Dulce Varandas e Lídia Teixeira 23 Previsão Previsão [2] II 6 Métodos de Previsão Os métodos de previsão são usados em várias áreas, por exemplo, na evolução tecnológica, onde se prevêem novos produtos e processos de fabrico, na evolução da economia, onde as condições do negócio são calculadas e na procura, onde é feita uma previsão dos níveis de procura de produtos e/ou serviços. A previsão da procura é usada no planeamento e controlo do sistema produtivo, planeando as operações e os níveis de stock. Os modelos de previsão podem ser de dois tipos: modelos qualitativos ou modelos quantitativos. Cada um destes modelos subdivide-se ainda em várias categorias conforme a figura seguinte: Método de Delphi Modelos Qualitativos Estudo de Mercado Modelos de Previsão Opinião de Peritos Modelos Quantitativos Modelo de Séries Temporais Métodos de amortecimento - MMS - MMP - AES - AEDuplo - AETriplo Modelo de decomposição clássica Modelo Causais Modelo de regressão Modelo de regressão linear múltipla Figura 6.1 – Classificação dos Modelos de Previsão 6.1 Modelos Qualitativos Os modelos qualitativos são modelos subjectivos que se baseiam em estimativas e opiniões. Estes modelos são utilizados sempre que não existam dados históricos ou caso existam não sejam representativos do futuro. No entanto, é recomendável que se utilizem estes métodos em conjunto com os métodos quantitativos, de forma a fazer Dulce Varandas e Lídia Teixeira 24 Previsão uma análise crítica dos resultados e previsões obtidos. As técnicas qualitativas são utilizadas para previsões a médio e a longo prazo. Os modelos qualitativos podem ser das seguintes categorias: 6.1.1 Opinião de Peritos Este método consiste apenas na recolha de opinião de um ou vários peritos sobre o assunto em questão, desta forma, o método é considerado bastante elementar. 6.1.2 Método de Delphi O método de Delphi consiste em reunir informações dos peritos, ou seja, um grupo de peritos responde a um questionário e um moderador compila os resultados e formula um novo questionário submetendo-o de novo ao grupo. O objectivo é obter a informação por consenso e não por compromisso. 6.1.3 Estudos de Mercado Os estudos de mercado pretendem analisar o comportamento do consumidor, por essa razão tornaram-se uma ferramenta muito sofisticada capaz de fornecer resultados extremamente úteis. Em geral este método começa por recolher dados de várias formas (estudos, entrevistas…) para testar hipóteses acerca do mercado. Estes métodos são normalmente utilizados para prever vendas a longo prazo e de novos produtos e são bastantes especializados. 6.2 Modelos Quantitativos Os modelos de previsão quantitativos baseiam-se na ideia de que os dados históricos da procura no passado podem ser usados para estimar a procura no futuro. Desta forma, é necessário identificar padrões nos dados históricos e extrapolar este padrão para o futuro. Existem os seguintes modelos quantitativos: os modelos causais e os modelos de séries temporais. A previsão causal assume que a procura é descrita como um factor ou factores subjacentes ao meio ambiente. Os modelos causais tentam estabelecer uma relação causal/matemática entre a procura e algum indicador, factor causal que influencia a procura. Conhecida a relação causal e o valor do indicador pode-se prever o valor da procura. Os modelos de séries temporais baseiam as suas previsões futuras em dados históricos, contudo os dados antigos podem incluir um conjunto de vários elementos: sazonalidade, tendência ou influências cíclicas. O objectivo destes métodos é o de identificar e caracterizar os vários elementos da série para assim poder prever o futuro. 6.2.1 Componentes da Procura A procura observada para produtos ou serviços pode ser separada nos componentes: componente tendência, influência sazonal, elementos cíclicos, variação aleatória e autocorrelação, como se pode observar na figura 2. Dulce Varandas e Lídia Teixeira 25 Previsão A componente tendência descreve o sentido de subida ou descida do nível da procura ao longo do tempo. A componente sazonalidade representa a oscilação da procura acima e abaixo do valor médio da procura e que se repete ao longo do tempo. Os factores cíclicos descrevem flutuações da procura que se repetem ao longo do tempo com uma frequência constante, estes factores são difíceis de determinar porque o tempo entre os ciclos pode ser desconhecido ou a causa do ciclo não ser considerada. Este movimento é normalmente atribuído aos ciclos de negócio, tais como, eleições ou inflação. As variações aleatórias são causadas por factores indeterminados e que ocorrem ocasionalmente. A autocorrelação mostra a persistência da ocorrência, isto é, o valor esperado em qualquer ponto é altamente correlacionado com os seus valores antigos. A gestão de stocks recorre fundamentalmente a métodos quantitativos baseados em séries temporais. Figura 6.2 – Componentes da Procura 6.2.2 Modelos de Séries Temporais 6.2.2.1 Métodos de Amortecimento • Média Móvel Simples Neste método a procura no futuro é determinada calculando a média de um número específico de dados reais mais recentes na série, desta forma cada um dos valores tem igual influência sobre a procura determinada. Quando a característica da procura não apresenta um crescimento ou decrescimento rápidos nem características sazonais, a média móvel pode eliminar oscilações aleatórias para a previsão. A previsão da procura realizada no período t para o período t+p dada pela média móvel simples é definida pela seguinte expressão: Pt + p = 1 t ∑ Ri n i =t − n + p Dulce Varandas e Lídia Teixeira (6.1) 26 Previsão Onde: Pt+p é a previsão para o período t+p; Rt é a procura real no período t; n é o número de termos da média móvel. Determinar o período da média móvel simples A média móvel é um procedimento simples de utilizar, no entanto, é necessário escolher o melhor período para o cálculo da média. Consoante o comportamento da série de dados é aconselhável um determinado valor para o número de termos n: caso os valores tenham movimento aleatório em torno de um valor constante devem-se incorporar na média móvel todas as observações históricas disponíveis. Se os valores se distribuem aleatoriamente, o número de termos que minimiza a variância do erro de previsão é 1. Geralmente, o período óptimo da média móvel simples é determinado empiricamente. Existem vários factores que influenciam a duração de diferentes períodos, por exemplo, quanto maior for o período para o qual se calcula a média móvel, menos influência têm os elementos aleatórios. No entanto, caso os dados apresentem uma tendência, a média móvel tem a característica contrária de a retardar, desta forma, a tendência é seguida. Ou seja, um período maior no cálculo da média móvel simples provoca uma resposta mais amortecida mas atrasa a tendência. • Média Móvel Ponderada Este método não atribui um peso igual a cada elemento da base de dados, a média móvel ponderada atribui vários pesos a cada elemento, garantindo que a soma de todos os pesos seja igual a um. Esta é uma das vantagens em usar a média móvel ponderada em vez da média móvel simples, pois consegue-se variar os efeitos dos dados antigos e dos dados que se considerem menos relevantes. No entanto, o seu uso é mais inconveniente e dispendioso. • Amortecimento Exponencial Simples No método do amortecimento exponencial simples sempre que se introduz um novo valor, a previsão é determinada novamente, desta forma não há necessidade de se acumularem grandes valores históricos. Para este método, a previsão é igual à previsão antiga mais uma parte do erro, cujo valor é determinado pela diferença entre a previsão anterior e o que efectivamente ocorreu. Para o cálculo da previsão são necessários três tipos de dados: a previsão mais recente, a procura real que ocorreu para o período de previsão e uma constante de amortecimento alfa (α). De uma maneira geral, pode-se dizer que este é um método recursivo onde é possível estimar uma previsão como uma combinação linear das observações passadas. A expressão para o cálculo da previsão por este método é a seguinte: Pt = Pt −1 + α ( R t −1 − Pt −1 ) Dulce Varandas e Lídia Teixeira (6.2) 27 Previsão Onde: Pt é a previsão por amortecimento exponencial para o período t; Pt-1 é a previsão por amortecimento exponencial para o período t-1; Rt-1 é a procura real no período anterior a t; α é o factor de amortecimento. Factor de amortecimento O valor do factor de amortecimento α é determinado empiricamente, isto é, é um valor arbitrário que tem por base a natureza do produto e a interpretação do gestor e pode tomar valores entre 0 e 1. Para a escolha desta constante deve-se ter em consideração a procura real do produto, se a procura for estável é aconselhável um α pequeno, de forma a minimizar os efeitos das mudanças aleatórias, caso contrário deve-se ter um α grande, para que se consiga acompanhar a mudança. No entanto, há dois valores que dificultam a determinação do factor de amortecimento: o valor óptimo de α pode ser difícil de determinar e rever e os valores de α podem variar de período para período. Com o objectivo contornar estes problemas a previsão adaptável indica duas aproximações que tentam controlar o valor de α: • Dois ou mais valores de α pré-determinados: neste caso, os valores de α não são calculados, mas tabelados por Whybark consoante o erro medido entre a previsão e a procura real. • Valores calculados para α: Trigg e Leach utilizam valores de α calculados consoante as oscilações na procura. Este valor é o quociente entre do erro real do amortecimento exponencial pelo erro absoluto do amortecimento exponencial: Et (6.3) Mt Onde Et é o erro real do amortecimento exponencial e Mt é o erro absoluto do amortecimento exponencial: α= Et = βet + (1 − β ) Et −1 (6.4) e M t = β et + (1 − β ) M t −1 (6.5) com et = Rt − Pt e β um coeficiente de amortecimento análogo ao α. (6.6) Este método é bastante complexo, pois além de serem necessárias três equações para cada período é inevitável serem feitas suposições para os primeiros períodos até que a técnica se possa inicializar com os valores calculados. Além disso, ainda tem que se determinar a constante β. Desta forma, conclui-se que os modelos de previsão adaptável se tornam menos exactos que os outros modelos. Dulce Varandas e Lídia Teixeira 28 Previsão O amortecimento exponencial simples tal como a média móvel não devem ser aplicados a séries temporais com tendência e/ou sazonalidade porque causa um atraso sistemático na previsão em relação ao valor real, para qualquer valor do factor de amortecimento. As vantagens do método do amortecimento exponencial simples em relação aos métodos da média móvel são os seguintes: os modelos exponenciais são bastante exactos, a sua formulação é relativamente fácil e não são necessários muitos cálculos nem muitos dados históricos. • Amortecimento Exponencial Duplo O método amortecimento exponencial duplo é utilizado em séries com componente tendência, adicionando nas previsões futuras uma parcela correspondente a esta componente. A tendência instantânea pode ser adquirida através da diferença entre duas previsões sucessivas divididas pela duração que as separa, no entanto, esta tendência é sempre instável. De forma a evitar esta instabilidade a longo prazo, usa-se um amortecimento exponencial da tendência instantânea, assim consegue-se as evoluções da tendência automaticamente. O amortecimento exponencial da tendência pode ser expressa: Tt = β ( Pt − Pt −1 ) + (1 − β )Tt −1 (6.7) Onde: Pt é a previsão por amortecimento exponencial para o período t; Pt-1 é a previsão por amortecimento exponencial para o período t-1; Tt é a tendência para o período t; Tt-1 é a tendência amortecida no período t-1; β é o factor de amortecimento da tendência que varia entre 0 e 1. Desta forma, é possível obter a previsão para o período t+1 através da seguinte expressão: Pt +1 = Pt + Tt • (6.8) Amortecimento Exponencial Triplo O método amortecimento exponencial triplo é utilizado em séries com componente tendência e sazonalidade. De forma a ter em conta a variação sazonal da procura, é necessário construir um conjunto de índices sazonais baseados em dados históricos. O índice sazonal de um período é igual ao quociente entre o nível da procura no período e o nível médio da procura. De uma maneira geral, se uma série temporal contém componente sazonalidade, para se determinar a previsão futura é necessário, primeiramente, retirar a componente sazonal da procura, dividindo esta pelo índice sazonal determinado. De seguida, Dulce Varandas e Lídia Teixeira 29 Previsão determina-se a previsão da procura dessazonalizada usando o método do amortecimento exponencial duplo. Finalmente, incorpora-se a componente sazonalidade nas previsões através da multiplicação da previsão dessazonalizada pelos índices sazonais respectivos. Este método usa o amortecimento exponencial simples para amortecer os valores dos índices sazonais, segundo a expressão: It = γ Rt + (1 − γ ) I t − L Pt (6.9) Onde: It é o índice sazonal do período t; L é o período de sazonalidade; IL-t é o índice sazonal para o período t-L; γ é o factor de amortecimento dos índices sazonais que varia entre 0 e 1. Desta forma pode-se obter a previsão através da seguinte expressão: Pt +1 = ( Pt + Tt ) I t +1− L (6.10) 6.2.2.2 Método de Decomposição Clássica O método de decomposição clássica para obter a procura no futuro separa as diferentes componentes da série e, em seguida, faz uso dessas componentes para efectuar previsões. Ou seja, separa as componentes sazonalidade, tendência, cíclica e de erros da série e estima-os individualmente, depois soma ou multiplica as componentes, caso as componentes sejam aditivas ou multiplicativas respectivamente, de forma a obter a previsão da procura. Este método não é recomendado, pois apresenta várias desvantagens: só é eficaz quando aplicado a séries muito estáveis e ao se efectuar as previsões, não se atribui mais importância às observações mais recentes. Além disso, a utilização deste método implica a retenção em memória de vários dados e a incorporação de novas observações no procedimento de previsão implica um esforço computacional elevado. 6.2.3 Modelos Causais • Modelo de Regressão Linear A análise de regressão permite determinar a procura futura com base numa equação de regressão. Esta equação expressa a série que se pretende prever (variável dependente) em função dos factores que influenciam a procura (variáveis independentes). No caso do modelo de regressão linear existe apenas uma variável independente que afecta a procura que se pretende prever. A forma como estas variáveis se relacionam é descrita pela equação de uma recta: Y = a + bX Dulce Varandas e Lídia Teixeira (6.11) 30 Previsão Onde: Y é o valor esperado da variável dependente, previsão da procura; X é o valor observado da variável independente, factor q afecta a procura; a é a intersecção na origem; b é o declive da recta. O método usado para determinar os valores óptimos de a e b e assim se obter a melhor recta que se adequa aos dados é o método dos mínimos quadrados. Esta técnica minimiza a soma dos quadrados da distância entre cada valor dos dados e o ponto correspondente na recta que se assumiu. Desta forma, as expressões que permitem calcular os valores de a e b são, respectivamente: a = y − bx ∑ xy − nx y b= ∑ x 2 − nx 2 (6.12) (6.13) Onde: x é o valor de x para cada ponto dos dados; y é o valor de y para cada ponto dos dados; x é a média de todos os x; y é a média de todos os y; n é o número de dados. O erro padrão da estimativa é: n S yx = ∑(y i =1 i − Yi ) 2 n (6.14) Onde: Yi é o valor da variável dependente calculada a partir da equação de regressão. Caso a série temporal para a qual se pretende determinar a procura contenha componentes tendência e sazonal é necessário proceder-se à metodologia: encontrar a componente sazonal, dessazonalizar a procura, encontrar a componente tendência, projectar a componente tendência para o futuro e, por fim, multiplicar a componente tendência pela componente sazonal. Há casos em que a procura aumenta através de uma “razão constante” em cada período e não através de uma “quantidade” média, ou seja, trata-se de regressão curvilínea e não de regressão linear. Dulce Varandas e Lídia Teixeira 31 Previsão • Modelo de Regressão Múltipla O modelo de regressão múltipla descreve casos em que existe mais que uma variável independente que afecta a previsão. Este método pode ser descrito pela expressão: Y = a + b1 X 1 + b2 X 2 + ... (6.15) Onde: Y é a previsão da procura; Xi são os factores que influenciam a procura; a e bi representam a influência que cada factor tem na procura. Por causa da sua complexidade este método não é recomendado. 7 Erros de Previsão Os modelos utilizados na previsão da procura não são suficientemente completos que consigam representar correctamente a procura de um produto, pois esta é consequência da interacção de um número de factores bastante complexos. Desta forma, todas as previsões contêm uma parcela de erro no resultado apresentado. Os erros podem ser de dois tipos: erros sistemáticos ou erro aleatórios. Os erros sistemáticos correspondem aos erros cometidos frequentemente, como por exemplo: falhas na inclusão das variáveis correctas, uso de relações erradas entre variáveis ou utilização errada da linha de tendência ou da procura sazonal. Os erros aleatórios são os erros que não podem ser explicados pelo modelo de previsão usado. 7.1 Erro Médio de Previsão O erro médio de previsão – EMP – assinala um desvio sistemático por defeito ou por excesso, no entanto esta medida não distingue os métodos de previsão mais precisos, pois geralmente os métodos de previsão têm EMP igual ou próximo de zero. A seguinte expressão fornece o EMP: EMP = 1 n ∑ (Rt − Pt ) n t =1 (7.1) Onde: t é o número do período; R é a procura real para o período; P é a procura prevista para o período; n é o número total de períodos. Dulce Varandas e Lídia Teixeira 32 Previsão 7.2 Desvio Médio Absoluto O desvio médio absoluto – DMA – é o erro médio das previsões, usando valores absolutos. Esta medida analisa a dispersão de alguns valores observados a partir de alguns valores esperados. O DMA é dado pela seguinte expressão: DMA = 1 n ∑ Rt − Pt n t =1 (7.2) Onde: t é o número do período; R é a procura real para o período; P é a procura prevista para o período; n é o número total de períodos. Como no DMA, contrariamente ao EMP, é utilizado o valor absoluto, os sinais positivos e negativos são desprezados, permitindo diferenciar os modelos mais precisos. Caso os erros de previsão sigam uma distribuição normal, o DMA refere-se ao desvio padrão como: σ= π 2 DMA ≈ 1.25DMA ⇔ DMA = 0.8σ (7.3) 7.3 Sinal de Controlo Para se conseguir observar o desempenho do sistema de previsão é frequente utilizar-se um sinal de rastreio ou de controlo, este sinal é o quociente entre a soma dos erros de previsão e o DMA: n SinaldeControlo = ∑R t =1 t − Pt DAM (7.4) Caso o sinal de controlo tenha um valor perto de zero, significa que o sistema de previsão está a comportar-se adequadamente e que as previsões efectuadas correspondem à procura real. Além disso, é frequente representar-se graficamente os valores do sinal de controlo ao longo do tempo e definir um intervalo de tolerância, desta forma consegue-se observar e controlar das previsões efectuadas. Dulce Varandas e Lídia Teixeira 33 Previsão 8 Conclusão Um do problemas da previsão consiste em determinar qual o método mais adequado para cada caso. Antes de se aplicar qualquer modelo deve-se fazer uma análise qualitativa dos dados e utilizar o bom senso e a opinião das pessoas envolvidas, de forma a eliminar a priori os modelos menos adequados. A metodologia Box Jenkins é uma ferramenta que visa determinar o melhor modelo para cada cenário. Esta técnica estabelece relação entre um grupo de modelos estatísticos e os dados e ajusta o modelo às séries temporais, ou seja, a partir das observações históricas calculam-se diferentes estatísticas e, com base nelas, efectuam-se diferentes testes que permitem verificar qual dos modelos é aquele que melhor se adapta aos dados disponíveis. A técnica Box Jenkins é dividida em três fases: identificação, estimação e verificação e aplicação, tal como se mostra na figura seguinte. Identificar o modelo Estimar os parâmetros do modelo O modelo é adequado? não sim Usar o modelo para previsão Figura 8.1 – Técnica Box Jenkins Na primeira fase da metodologia Box Jenkins é feita a identificação do modelo que melhor se adapta a cada série. Primeiramente, é necessário tornar a série estacionária com valor esperado nulo para que os modelos BJ aplicáveis a séries estacionárias possam ser utilizados e, na etapa seguinte o modelo é escolhido com base no comportamento das funções de autocorrelação e autocorrelação parciais. Além da identificação do modelo, esta fase tem como objectivo a estimação preliminar dos parâmetros do modelo identificado. Esta técnica aborda três tipos de modelos: os modelos auto-regressivo de ordem p – AR(p), os modelos do tipo média móvel de ordem q – MA(q) e os modelos mistos, Dulce Varandas e Lídia Teixeira 34 Previsão que têm simultaneamente uma componente AR(p) e uma componente MA(q), sendo denotados por modelos ARMA(p,q). Na fase seguinte são estimados os parâmetros do modelo identificado na fase anterior. A estimação dos parâmetros do modelo identificado faz-se recorrendo ao método dos mínimos quadrados. Além disso, nesta fase após se estimar os parâmetros do modelo é necessário verificar se existe um desajuste pronunciado entre aquele modelo e a série real, para isso são utilizados vários tipos de testes. Na fase de previsão efectuam-se previsões da procura com modelos Box Jenkins. Como de admite que os parâmetros dos modelos são estimados com suficiente precisão, esta metodologia fornece previsões com bastante exactidão. Para além desta metodologia há certos factores que influenciam a escolha do método de previsão. As características da série de dados são os factores determinantes para a escolha do método de previsão, assim como o bom senso e a experiência do gestor. Dulce Varandas e Lídia Teixeira 35 III Referências [2] Makridakis, Wheelwright, McGee, “Forecasting Methods Applications”, 1989, Jonh Wiley & Sons, New York. [1] [2] Chase, Jacobs, Aquilano, “Operations Management For Competitive Advantage”, 2004, Mc Graw-Hill. [1] [2] Heizer, Render, “Operations Management”, 6ªEd, 2000, Prentice Hall. [1] [2] Chase, Aquilano, “Gestão da Produção e das Operações”, 1995, Monitor. [2] Gonçalves, José Fernando, “Gestão de Aprovisionamento – Stocks, Previsão, Compras”, 2000, Publindústria, Edições Técnicas. [1] Courtois, Pillet, Martin, “Gestão da Produção”, 1997, LIDEL – Edições Técnicas. [2] Apontamentos da disciplina de Métodos de Previsão do 2º Semestre do 4º Ano da LGEI da FEUP, elaborados pelo Prof. Rui Guimarães. [3] Dicionário APICS (Falls Church, VA. American Production and Inventory Control Society, 1984).
Baixar